Вальцовка круглых и профильных труб на заказ!
Вальцовка круглой трубы (радиусная гибка круглой трубы)
Вальцовка — это метод гибки труб по радиусу, при котором труба зажата в системе их 3-х роликов, которые в свою очередь, вращаясь, проталкивают заготовку. Вальцовка труб отличается относительной простотой, поэтому она получила широкое распространение во многих областях промышленности и строительства. Например, вальцованные круглые трубы используют в качестве кабель-каналов для связок электросетей ответственных объектов, для кольцевого охлаждения и пожаротушения нефтяных резервуаров, а также в декоративных целях.
Вы можете заказать у нас вальцовку труб диаметром: 20, 25, 32, 38, 42, 48, 57, 76, 89, 102 и 108мм, а так же других диаметров. Мы сами изготавливаем гибочную оснастку, а это значит, что мы подстроимся под любого клиента с любой заявкой.
Фабрика гнутых деталей оказывает услуги по вальцовке круглых труб в Санкт-Петербурге малого и большого диаметров, выверенные режимы не допускают брак, а собственные гибочные линии позволяют выполнять гибку труб в короткие сроки и по низкой стоимости.
Гибка круглой трубы? — значит ФГД!
Вальцовка профильной трубы (радиусная гибка профильной трубы)
Вальцовка профильных труб — это один из самых распространенных способов гибки труб по радиусу, его используют повсюду: на стройке для несущих элементов конструкции, для изготовления пешеходных тоннелей и переходов, изготовление навесов остановок, козырьков у парадных, а также теплиц! Профильная труба в системе из 3-х роликов ведет себя крайне послушно, прижимаясь плоскими гранями к валкам, это и объясняет широкое распространение гнутых деталей из профильной трубы повсюду.
Гибка профильной трубы или гибка профиля — мы сделаем это для Вас так, что Вы останетесь довольны! Вы можете ознакомиться с примерами выполненных нами работ в разделе сайта «РАБОТЫ«.
Гибка профильных труб 100х100Фабрика гнутых деталей выполняет услуги по вальцовке профильных труб в СПб практически без ограничения по размеру сечения и сложности гиба. Мы реагируем на срочные заявки так же оперативно, как ожидает этого заказчик. Отправьте нам заявку и убедитесь сами.
Мы реагируем на срочные заявки так же оперативно, как ожидает этого заказчик. Отправьте нам заявку и убедитесь сами.
Гибка профильной трубы? — значит ФГД!
Немного о вальцовке труб
Несмотря на широкое распространение такого метода гнутья труб, как вальцовка, как и у любого технологического процесса вальцовка труб имеет свои особенности.
Например, при вальцовке круглой трубы специалисты зачастую сталкиваются с проблемой прокручивания трубы в системе из трех роликов вокруг своей же оси в момент прокатки. То есть на выходе деталь теряет плоскость, что крайне нежелательно, а зачастую и вовсе недопустимо. Существует несколько простых решений этой проблемы от ручных, до конструктивно-автоматизированных. Фабрика гнутых деталей очень внимательно относится к таким аспектам производственной деятельности. Вы можете быть спокойны, размещая заказ на вальцовку труб у нас, что детали будут высокого качества.
Вальцовка профильных труб тоже не лишена подводных камней. Одним из самых распространенных — это попытка прокатывать несколько деталей в одном «пучке». В результате, распуская «пучок», вальцованные трубы раскрываются веером. Это происходит из-за образовавшихся внутренних напряжений в металле после ее деформации. А также этот эффект усиливается, если оборудование недостаточно жесткое или собрано с перекосами. ФГД вальцует трубы в индивидуальном порядке — каждую трубу отдельно, для достижения более высокой точности размеров.
Одним из самых распространенных — это попытка прокатывать несколько деталей в одном «пучке». В результате, распуская «пучок», вальцованные трубы раскрываются веером. Это происходит из-за образовавшихся внутренних напряжений в металле после ее деформации. А также этот эффект усиливается, если оборудование недостаточно жесткое или собрано с перекосами. ФГД вальцует трубы в индивидуальном порядке — каждую трубу отдельно, для достижения более высокой точности размеров.
Гибка квадратной трубы по радиусу (до 250х250мм)
— гибка труб, у которых в сечении гнутой части высота равна ширине.
Гибка профильных труб большого сечения
Гибка профильной трубы на ребро (до 200х300мм)
— гибка труб, у которых в сечении гиба высота профиля превышает ширину.
Гибка профильной трубы 150х100
Гибка профильной трубы плашмя (до 300х200мм)
— гибка труб, у которых в сечении гиба ширина профиля превышает высоту.
Гибка нержавеющей профильной трубы 200х100х4Гибка (вальцовка) труб на заказ в Краснодаре
Выполним гибку (вальцовку) профильной трубы по индивидуальным заказам.

Купить готовые гнутые трубы достаточно сложно и экономически невыгодно. К тому же готовые изделия редко соответствуют требуемым параметрам. Гибка труб по индивидуальному заказу поможет избежать этих трудностей и обеспечит изготовление изделия точно по заданным вами размерам.
Вальцовка профильных труб — это один из самых распространенных способов гибки труб по радиусу, его используют повсюду: на стройке для несущих элементов конструкции, для изготовления пешеходных тоннелей и переходов, изготовление навесов остановок, козырьков у парадных, а также теплиц.
Наши возможности по гибке труб
Обработка профильного металла осуществляется на самых простых и распространенных станках трехвалковых трубогибах. Главным механизмом, осуществляющим вальцовку, является узел, состоящий из трех роликов-валков, один из которых является ведущим, либо это функция переходит на два крайних валка. Профильная труба прокатывается через валки и деформируется с образованием изделия заданного радиуса кривизны.
Направления гибки:
1) Гибка по радиусу профильной трубы с квадратным сечением (размер до 60х60 мм).
2) Гибка по радиусу профильной трубы с прямоугольным сечением на ребро (размер до 80*40 мм).
3) Гибка по радиусу профильной трубы с прямоугольным сечением плашмя (размер до 80*40 мм).
Прeимущества вальцовки:
- простота обработки;
- сохранение свойств металла;
- равномерная деформация по всей площади заготовки;
- отсутствие трещин, заломов, царапин, заусениц и прочих дефектов по внутренней плоскости готового металлоизделия.
Воспользовавшись нашими услугами, вы сможете:
- оперативно получить необходимые вам изделия;
- сэкономить средства на покупке готовых гнутых изделий из металла;
- реализовать собственные архитектурные и творческие идеи.

Почему мы?
- высокий профессионализм и практический опыт наших сотрудников;
- оснащение площадки современным, надежным профилегибочным оборудованием;
- оптимальная организация производственного процесса, позволяющая выполнить заказ клиента в максимально короткие сроки на высоком качественном уровне;
- отработанная система контроля качества, исключающая клиенту передачу изделий с производственным браком;
- постоянное изучение потребностей клиентов и предоставление им максимально удобных и комфортных условий сотрудничества.
Стоимость услуг по гибке профильного проката формируется в зависимости от характеристик используемого металла, сложности выполнения заказа и требуемого количества изделий.
Для заказа любых услуг обращайтесь к нашим менеджерам по телефону 8 (800) 555-17-08. Вы также можете заказать обратный звонок или отправить сообщение на сайте, заполнив соответствующую форму.
 Мы с удовольствием ответим на все интересующие вас вопросы, а при необходимости проконсультируем по вопросам приобретения, резки, гибки металлических изделий.
Мы с удовольствием ответим на все интересующие вас вопросы, а при необходимости проконсультируем по вопросам приобретения, резки, гибки металлических изделий.Цена на гибку профильной трубы по радиусу в Краснодаре.
Вальцовка профильных труб в Краснодаре
Гибкой квадратного профиля можно заниматься только на специальных станках. На «Предприятии Эврика» есть необходимое оборудование. Мы оказываем услуги по вальцовке профильных труб холодным методом в различных масштабах, а также гибку квадратного профиля для частных лиц и компаний. Работу выполняем быстро, точно и в заданные сроки. Металлический профиль – гибка от производства Эврика это грамотный баланс цены и качества.
Мы — профессионалы в гибке металла любой сложности. «Предприятие Эврика» в Краснодаре вальцует весь ассортимент металлопроката. Справляемся даже с комплексными заказами, когда нужно завальцевать разные заготовки. Работайте с нами — и вы всегда будете уверены в качестве результата.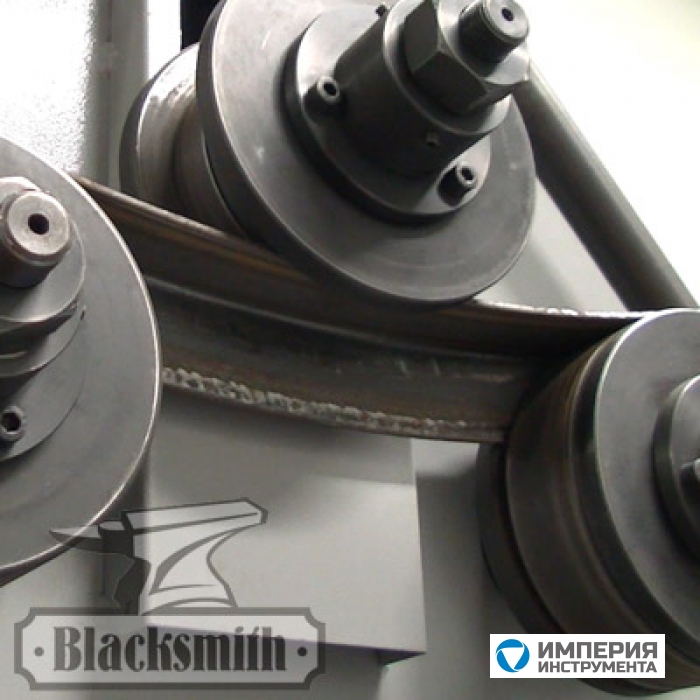 Более того, мы предлагаем также ряд готовой продукции, например вы можете заказать изготовление металлических винтовых лестниц.
Более того, мы предлагаем также ряд готовой продукции, например вы можете заказать изготовление металлических винтовых лестниц.
Выполнение гибки профильной трубы в Краснодаре
Гибка профильной трубы, как и гибка квадратной трубы, осуществляется под необходимый вам радиус. Если материал подготовлен по технологии, то его сечение и толщина стенок останутся неизменны. Чтобы гибка прошла успешно, необходимо соблюдать основные правила:
- Опираться на характеристики профиля. От формы сечения, толщины, размера радиуса, материала зависит всё.
- Соблюдать технологию. При гибке профиля важно делать всё медленно, под строгим контролем специалиста.
- Учитывать нюансы. Профиль имеет свои особенности.
- Не делать гибку металла в домашних условиях. Это опасно, и ручные станки не справляются с тяжелыми заготовками.
«Предприятие Эврика» гарантирует качество. Мы осуществляем гибку алюминиевого профиля и гибку квадратной трубы по радиусу. Подробности и сроках и стоимости вальцовки металла узнавайте по телефону +7 (902) 273-26-48 или по почте [email protected].
Подробности и сроках и стоимости вальцовки металла узнавайте по телефону +7 (902) 273-26-48 или по почте [email protected].
Заказать услугу вальцовки профильной трубы в г. Нур-Султан (Астана)
Вальцовка профильной трубы продажа по городу Нур-Султан (Астана)Вальцеванием называют технологическую операцию деформирования металлопрофилей в различных направлениях. Она производится на специальном оборудовании с вальцами, которые могут вращаться в прямом и реверсивном направлениях и при этом оказывать силовое воздействие на изгибаемую металло-профильную заготовку.
Вальцовочная технологияТехнология вальцовки профильной трубы заключается в ее прокатке между специальными крутящимися цилиндрами, которые и придают изделию необходимый угол изгиба. Процесс вальцевания протекает по следующему алгоритму:
- деформируемый участок профиля очищают от загрязнений и влаги;
- внутрь трубы закладывают сыпучий материал для предотвращения деформации поперечного сечения;
- снаружи металлопрофиль смазывают для снижения трения между профилем и рабочими органами;
- материал надежно фиксируют специальными зажимами во избежание увода при обработке;
- включают привод и производят первый проход вальцевания, затем второй, третий и т. д., пока не будет получена необходимая величина изгиба;
- проверяют качество обработки и осматривают изделие на отсутствие повреждений.
 д., пока не будет получена необходимая величина изгиба;
д., пока не будет получена необходимая величина изгиба;С помощью механизмов для прокатки формируют, наряду с дугообразной, и закольцованную форму профиля.
Типы вальцовочного оборудованияКонструкция устройства для вальцовки металлопрофилей включает три цилиндрических вальца: два – снизу, один – сверху. Причем нижние – ведущие для перемещения деталей, а верхний – деформационный.
Принцип работы устройства простой: участок трубы, уложенный на два нижних цилиндра, поджимается с помощью верхнего. Прижимное усилие, создаваемое третьим органом, прогибает заготовку, создавая нужную деформацию. При включении привода нижних цилиндров деформации подвергается вся длина профиля.
Трех-вальцовый аппарат с ручным приводом обеспечивает небольшую производительность и в основном используется в домашней мастерской. При наличии механического привода возможности оборудования расширяются, его можно использовать в производственном цикле.
Станки с четырьмя вальцами снабжены механическим приводом и отличаются большой мощностью и производительностью. На них легко формируют не только дуговые, но и кольцевые профили. Четырехвальцовые механизмы используют только в крупносерийном производстве.
Сфера примененияПодвергнутые вальцовке профильные трубы используются в домашнем хозяйстве, на стройке и в промышленности. Они служат несущими элементами конструкций пешеходных тоннелей и переходов, навесов остановок и торговых точек, козырьков у парадных и теплиц. Из них делают ворота, лестницы, беседки, ангары, арочные окна, декоративную мебель и т. д.
Поставка в г. Нур-Султан (Астана)
Компания «ПО КазМетСервис» известна как надежный и стабильный поставщик широкого ассортимента металлопроката. Налаженная логистическая сеть позволяет доставлять заказ в течение короткого срока в любую область Республики Казахстан и страны СНГ. Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Вальцовка профильной трубы, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7172) 69-59-03 или написать на почту – [email protected].
Мы гарантируем неизменно высокое качество реализуемой продукции. Если вам требуется Вальцовка профильной трубы, то заказать такую продукцию по демократичной стоимости можно в компании «ПО КазМетСервис». Все вопросы по наличию товара на складе можно задать нашим менеджерам по телефону – +7 (7172) 69-59-03 или написать на почту – [email protected].
Гибка профиля | Профильная прокатка _ ANSON
С более чем 30-ю передовым оборудованием и признанными технологиями, благодаря нашему опыту и постоянным усилиям в области развития, мы компетентны в прокатке и гибке широкого диапазона профилей, таких как балки, кольца, фланцы и стержни с различными характеристиками.
Пожалуйста, найдите ниже обрабатывающее оборудование и процедуру.
| Профилегибочный станок с ЧПУ | Гидравлический профилегибочный станок | Вертикальный профилегибочный станок |
Порядок гибки и прокатки:
1. Все профили тщательно продуманы и рассчитаны перед обработкой, что гарантирует высокую точность формования готовой продукции.
Все профили тщательно продуманы и рассчитаны перед обработкой, что гарантирует высокую точность формования готовой продукции.
2. Профиль будет обработан поэтапно в соответствии с разработанным чертежом.
3. После отделки продукты будут храниться в закрытом складе с климат-контролем, чтобы предотвратить ржавчину стали, а первичная антикоррозийная окраска будет окрашена при необходимости.
4. Крупногабаритная продукция будет транспортироваться в порт низкопрофильным автопоездом и загружаться на судно как насыпной груз.Погрузка контейнера будет производиться на нашем заводе, и средство против покраснения будет помещено в контейнер вместе, чтобы уменьшить влияние влаги на море.
В комплекте прокатка и гибка профиля:
Распиловка
Чтобы свести к минимуму отходы, мы подрежем и разрежем материал по расчету перед выполнением гибки, и мы используем автоматическую систему резки CAD, которая помогает повысить точность. Для получения гладкой поверхности используются летучая пила и газовая резка.
Прокатное и гибочное оборудование
У нас есть несколько больших прокатных станков. Диапазон материалов – от профилей до труб и трубок, а также специальных роликов для нержавеющей стали и алюминия.
Уголок прокатный
Вальцегибочный станок оснащен специальными роликами, изготовленными по индивидуальному заказу, для протектора углового фланца, мы можем обрабатывать широкий диапазон углов от небольшого размера до 200 * 200 * 15 мм
Пруток прокатный
Мы можем свернуть стальные прутки в кольца, S-образную форму и множество различных кривых.Правильный паз будет вырезан для сварки. Доступны как простой, так и сложный способ прокатки.
Балка прокатная
Прокатка и гибка балок наиболее широко используются для изготовления каркасов зданий и стальных конструкций. Мы можем катить балку как легким, так и сложным способом до 150 кг / м.
Канал прокатный
Наша гибочная машина может свернуть почти все размеры каналов, представленных на рынке. Стыки сварных швов сшиваются вместе, образуя плазменный разрез коробчатого сечения после прокатки.По кругу можно катиться как по сложному, так и по легкому пути.
Стыки сварных швов сшиваются вместе, образуя плазменный разрез коробчатого сечения после прокатки.По кругу можно катиться как по сложному, так и по легкому пути.
Пробивка
Многие конструкции соединяются как сваркой, так и болтами, поэтому во многих случаях нам нужно пробивать отверстия для болтов и фланцев. Это сэкономит много времени на рабочем сайте и повысит точность.
| Катаная балка | Услуги по настройке полых профилей |
Больше дополнительных услуг для вас
Мы также предоставляем нашим клиентам всю технологическую цепочку, включая резку резаком, гибку, черновую резку, плазменную резку, пробивку и резку.
Применение для гибки балок
Из этого надежного и экономичного материала изготавливают все больше и больше конструкций и рам, таких как тяжелое оборудование, рамы грузовиков, резервуары, опоры крыш, арки и каркасы зданий.
Краткие ограничения прокатки балки и таврового стального профиля
Прокат луча:
Максимальный размер зависит от направления рулона.
Брус легко скатывается – максимальная ширина 16 x 57
Балка перекатилась – максимальная ширина 6 x 25
Тройник качения: Максимальный размер ST6WF
Тройник раскатанный – Максимум ST6WF
Тройник вкатанный – Максимум ST6WF
Тройник свернутый – Максимум ST6WF
Более подробную информацию о технологическом диапазоне смотрите в прикрепленном файле.
Грантри-кран
Козловой кран с двойной тележкой 32 / 5T может поднимать и транспортировать крупногабаритные материалы. Козловой кран обеспечивает рабочий пролет 25 метров и длину пути 80 метров. Этот кран используется для погрузки и разгрузки материала, оборота большой стальной детали.
Параметр:
Главный подъемный груз : 32T
Заместитель подъемного веса: 5Т
Высота подъема: 8-50 м
▷ Прокатный стан для труб и квадратного профиля:
Машина для производства сварных труб и квадратных Вот предложение для сварных труб или квадратных профилей, также называемых производственной линией трубных станов.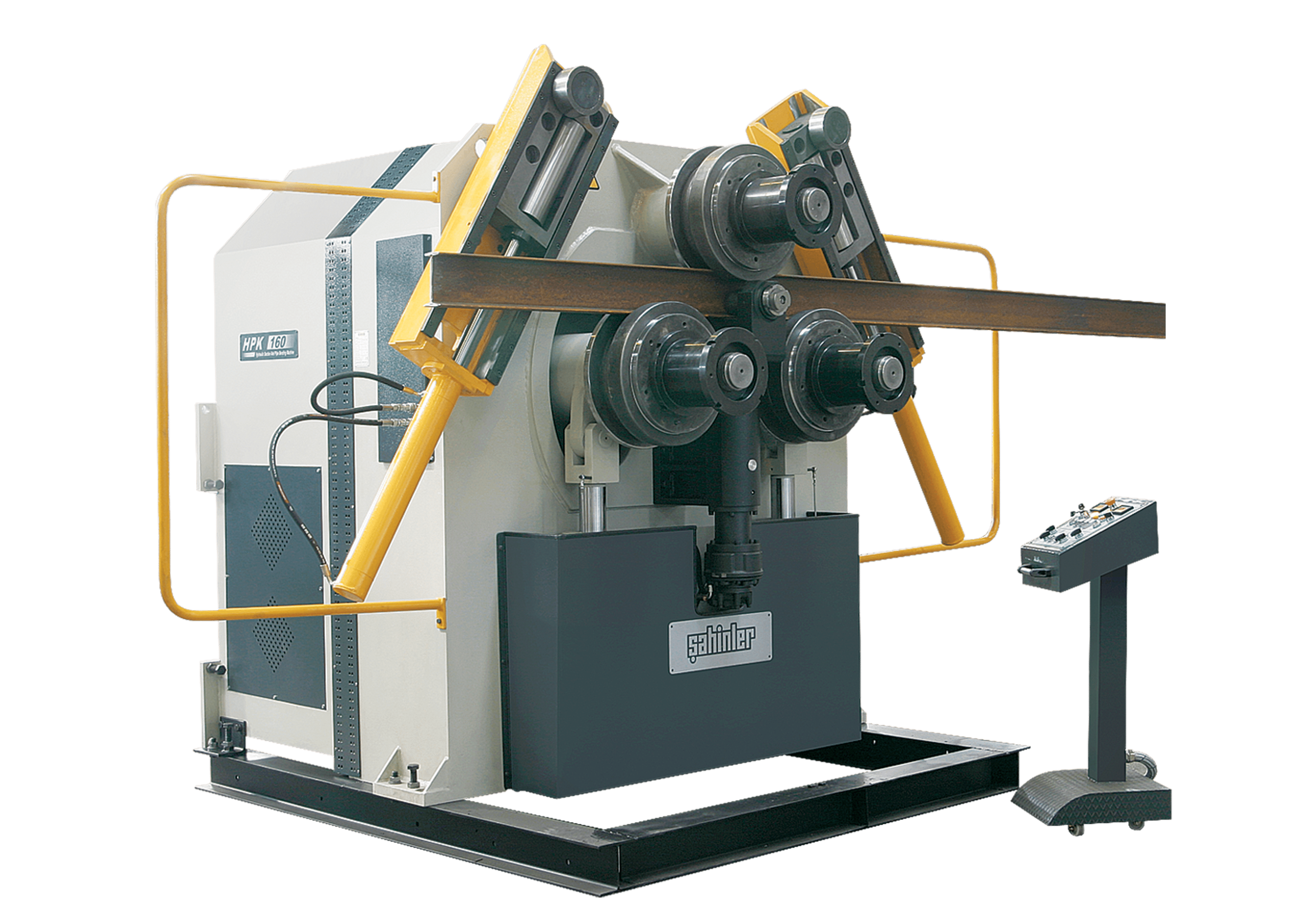 Линия по производству трубных мельниц, как видно из названия, включала в себя несколько различных деталей и машину, чтобы стать законченной линией.
Линия по производству трубных мельниц, как видно из названия, включала в себя несколько различных деталей и машину, чтобы стать законченной линией.
производственная линия трубного стана
1-разматыватель: трубный стан начинается с разматывателя, чтобы открыть рулон стали на лист для формовки и обработки. Разматыватель или разматыватель имеет несколько различных типов: ГИДРАВЛИЧЕСКИЙ или РУЧНОЙ, или МЕХАНИЧЕСКИЙ, или ОДНОСТОРОННИЙ или ДВУСТОРОННИЙ, И ТАКИМ ОБРАЗОМ, LOTOSFORMING использует двухсторонний гидравлический разматыватель для производственной линии трубных станов.
Гидравлический разматыватель с двумя головками
Процессы производства бесшовных и сварных труб
2- машина для резки и стыковой сварки: после разматывания стальной рулонной стали в основном линия оснащена машиной для резки и стыковой сварки. это простая и небольшая машина для резки концов стальных полос и сварки стальных полос с обеих сторон, чтобы сделать линию трубного стана непрерывно. Кроме того, некоторые линии выполняют резку и сварку без использования оборудования с помощью простых сварочных инструментов.
Кроме того, некоторые линии выполняют резку и сварку без использования оборудования с помощью простых сварочных инструментов.
Машина для резки и стыковой сварки
3-стальное сырье аккумулятор: в основном используется для хранения стальных полос перед формованием, потому что скорость формовки и работа не всегда одинаковы, и сырье должно иметь стабильная подача для непрерывной сварки и обработки. Линия трубопрокатного стана от LOTOS имеет 2 разных стиля.
A: горизонтальный круглый накопитель материала , который имеет 2 электродвигателя переменного тока, один для подачи стальных полос из разматывателя, а второй – для привода накопления, расчетный наружный диаметр этой части линии трубного стана составляет 5 метров.
B: Вертикальный аккумулятор материала он также имеет 2 двигателя переменного тока, один для подачи сырья из разматывателя в аккумулятор, а другой для привода аккумулятора материала. Выбор аккумулятора зависит от площади и бюджета заказчика.
Выбор аккумулятора зависит от площади и бюджета заказчика.
Станок для производства труб из нержавеющей стали
4- формовочные станции: эта часть трубопрокатной линии аналогична профилегибочным машинам, но за исключением горизонтального вала и ролика, она также формует материал с помощью вертикального ролика для придания формы трубам и готов к сварке.LOTOSFORMING в основном использует для формовки 7-10 станций с приводом от тяжелых шестерен.
5- Предварительная сварка Направляющая и прижимной ролик: Эта станция действительно важна для выполнения прямого шва стальной трубы под сварку. эта часть обеспечивает ровное соединение трубы с положением сварки, а прижимной ролик оказывает давление на обе стороны трубы, чтобы обеспечить зазор между швами.
6- высокочастотная сварка: как вы знаете, этот вид безэлектродной сварки высокочастотной сваркой. HF WELDER имеет несколько типов по мощности LOTOS FORMING USE 200-400 ампер.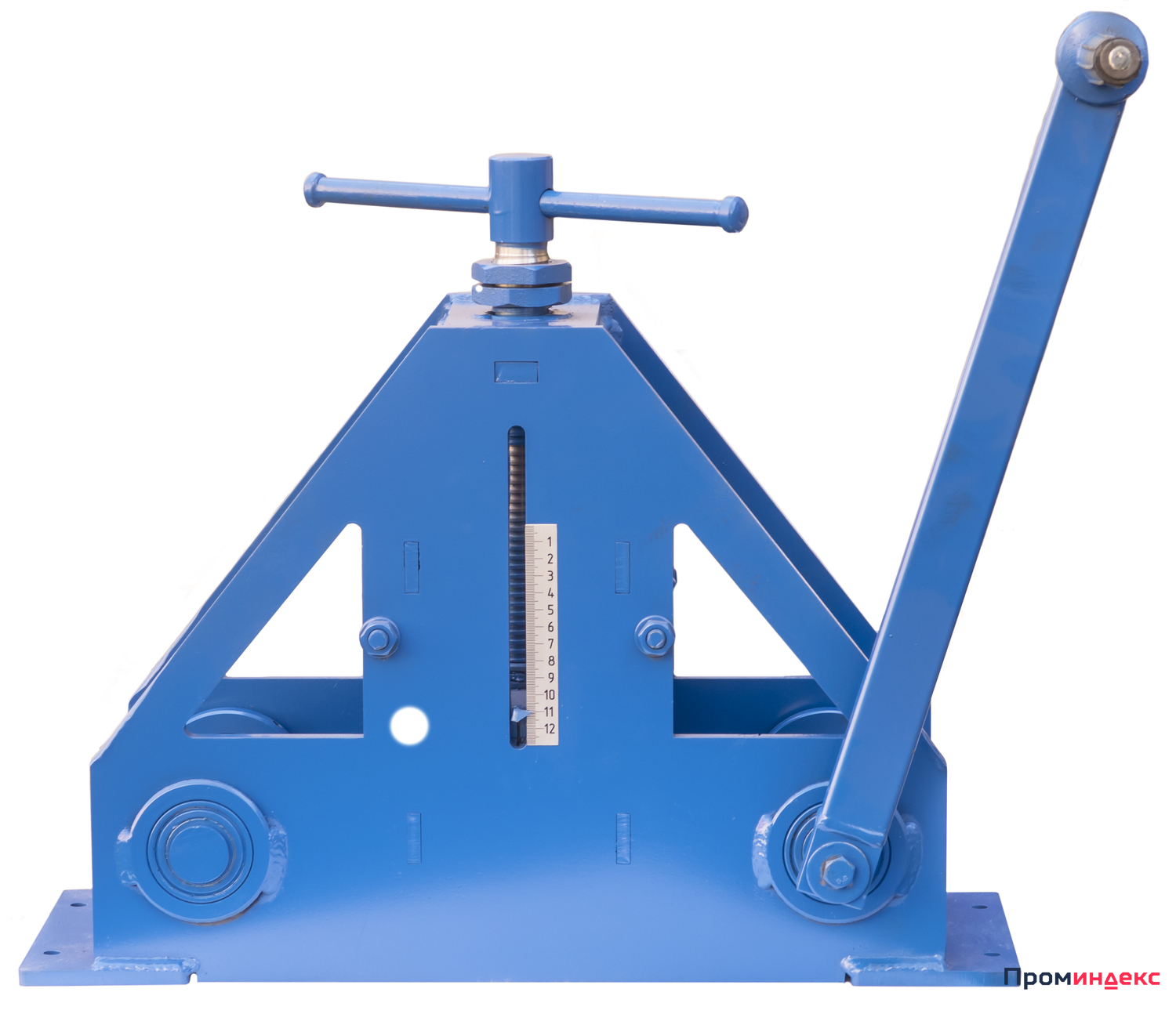 Эта часть линии трубной мельницы включает в себя сервал различных частей, таких как общий стол управления, регулятор скорости, шкаф выпрямителя, выходной шкаф инвертора, устройство водяно-водяного охлаждения (устройство воздушно-водяного охлаждения) и т. д., пожалуйста, обратитесь к рисунку для всех части.
Эта часть линии трубной мельницы включает в себя сервал различных частей, таких как общий стол управления, регулятор скорости, шкаф выпрямителя, выходной шкаф инвертора, устройство водяно-водяного охлаждения (устройство воздушно-водяного охлаждения) и т. д., пожалуйста, обратитесь к рисунку для всех части.
аксессуары для высокочастотной сварки
прижимной ролик и индукционная сварочная катушка
7- скребковые инструменты : для зачистки сварного шва, мы также можем обрезать сварной шов внутри и снаружи трубы, чтобы получить гладкая поверхность для сварных труб.
8: Машина для напыления цинка: это необязательно для клиентов, но для изготовления стана оцинкованных труб из оцинкованной стали мы добавляем машину для напыления цинка после высокочастотной сварки, чтобы покрыть сварной шов цинковым напылением. Эта машина использует цинковую проволоку диаметром 1,5-3 мм для РАСПЛАВЛЕНИЯ и напыления цинка на сварной шов.
Процесс изготовления труб
10- Калибровочные станции: формованная труба после сварки поступает на калибровочные станции для контроля точности размеров.Также для изготовления квадратного профиля на этой станции мы формируем сварную трубу с различным квадратным профилем. все горизонтальные и вертикальные клети приводятся с помощью спирально-конического редуктора с отдельным валом 40Cr.
11- окончательная правка: эти 2 станции прямой трубы или профиля по типу головки Turk, и вращение на 360 ° после калибровки для достижения требуемой прямолинейности перед резкой.
12: Пила для холодной резки с ЧПУ: на трубной мельнице со скоростью формовки около 70 метров в минуту, нам определенно нужно летать пилой, чтобы достичь точки возврата на этой скорости.LOTOSFORMING имеет 2 типа отрезной пилы: одна обычная, другая – это установка для холодной резки.
Преимущества агрегата для холодной резки: он делает готовый профиль без заусенцев, имеет лучшую точность и меньший шум при резке, в некоторых отраслях промышленности требуется пила для холодной резки.
Установка холодной резки для производственной линии трубной мельницы
13: рабочий стол и система упаковки: наконец, после всей обработки для изготовления стальной трубы или стального квадратного профиля, мы переходим к упаковке продукции для хранения и транспортировки.LOTOS FORMING предлагает несколько различных систем набивки для трубных станов, в зависимости от требований заказчика. Здесь вы можете увидеть изображение стола автоматического выбега и упаковочного устройства для квадратных профилей.
автоматическая упаковочная система для линий трубного стана
типов, принцип работы, собственное производство
Часто в хозяйстве при проведении всевозможных ремонтных работ необходимо особым образом согнуть кусок трубы, и в этом случае нужно подумать, как сделать ролики для профильной трубы своими руками.Естественно, что проще всего купить профессиональные ролики в строительном магазине, но не у всех есть лишние деньги на это устройство.
Вы также можете придать материалу трубы желаемую форму, используя обычную горелку. Этот способ часто практикуется, но мастер сталкивается с некоторыми трудностями:
- получить изделие даже практически невозможно, это связано с неправильным распределением усилий и неточностью движений;
- нужен упор и, как следствие, большая физическая сила;
- нужен большой рычаг для изменения формы.
Чтобы получить хороший результат, нужно использовать ролики. С их помощью профильная труба легко трансформируется своими руками.
Обычные ролики представляют собой конструкцию, имеющую специальный рычаг, который приводит в движение несколько стальных валов, проходя через которые металлическая труба приобретает необходимую изогнутую форму. Чтобы сделать ролики своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные ролики для гибки профильных труб будут иметь хорошие рабочие характеристики и достойное качество при точном соблюдении технологии сборки.
Типы роликов и особенности работы
Самыми популярными являются ролики с ручным приводом. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно возникнуть вопросов по их размещению в домашней мастерской.
Ролики ручные используются для гибки заготовок различной формы, они не имеют электропривода и соответственно могут работать практически в любых условиях. Обычно это портативное устройство состоит из прочного металлического каркаса и подающих роликов в виде небольших цилиндров.
Ролики соединены между собой цепным приводом, который приводит их в движение. Кроме того, на роликах есть небольшие фиксаторы. Для того, чтобы ролики производили необходимую деформацию профиля, они дополнительно оснащены специальной передающей трубкой.
Для выполнения необходимых работ на этой машине мастеру необходимо приложить определенные физические усилия, поскольку на крупных предприятиях они не используются. Удобнее всего работать на барабанах, оснащенных электроприводом.Сгибаемую металлическую трубу протягивают через рабочую зону с помощью мощного электродвигателя. По внешнему виду машины отдаленно похожи на ручные модели, с той лишь разницей, что в специальном отсеке установлен электродвигатель … Обычно электрические валки используются в промышленном производстве.
Удобнее всего работать на барабанах, оснащенных электроприводом.Сгибаемую металлическую трубу протягивают через рабочую зону с помощью мощного электродвигателя. По внешнему виду машины отдаленно похожи на ручные модели, с той лишь разницей, что в специальном отсеке установлен электродвигатель … Обычно электрические валки используются в промышленном производстве.
Ролики с гидравлическим приводом
Следующий тип валков для гибки труб, который устанавливается на заводах-изготовителях, оснащен специальным гидроприводом. Эти станки довольно большие по размеру и обладают достаточной мощностью, что позволяет работать практически с любым видом металла.Катки с гидравлическим приводом выполняют большую работу за относительно короткое время.
Отличия самодельных катков
По большому счету, домашнему мастеру не обязательно иметь под рукой профессиональное оборудование, оснащенное электродвигателем или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют дорогих комплектующих для самостоятельной установки.
Как правило, в повседневной жизни очень редко сталкиваются с необходимостью производить деформацию изделий различной формы.Поэтому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто сделать своими руками. Все, что нужно, – это соответствующий инструмент, рабочее место и определенный набор компонентов.
Чтобы самодельная конструкция легко справлялась с поставленной задачей, и прослужила хозяину долгие годы, необходимо при сборке соблюдать некоторые правила .
- Все комплектующие для устройства должны быть выбраны максимально прочными и качественными, без каких-либо изъянов.Часто все необходимые компоненты можно найти на вашей ферме.
- Перед тем, как приступить к работе по изготовлению, необходимо внимательно изучить чертежи, которые создадут полное представление о принципе работы ручных катков.
Если четко следовать всем этапам работы, и выбирать только качественные элементы, то гибочное устройство получится прочным и надежным.
Приступить к изготовлению валика своими руками нужно из каркаса.Он должен получиться максимально жестким и прочным … Для его сборки желательно использовать трубчатые металлические, но подойдет и швеллер необходимого сечения.
Деформирующий элемент рамы должен быть собран в П-образной форме, и гайка должна быть прикреплена к его верхней части с помощью сварки. При выполнении этой работы нужно использовать хомут, он обязательно должен иметь резьбу. Затем нужно вкрутить гайку в соответствующую шпильку, сечение которой должно подходить к ее диаметру.
Конец гайки должен быть закреплен приваркой круглая стальная пятка … Для удобства можно установить гидравлический домкрат. Его необходимо закрепить в нижней части основания станины, то есть так, чтобы деформация происходила под действием поступающей силы на подающие ролики, расположенные в верхней части.
Тогда нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепочку. Можно взять велосипедную цепь. Одна из звездочек должна быть закреплена на деформирующем валу, а другая – на ведомом.Тогда обязательно нужно аккуратно натянуть велосипедную цепь и только после этого можно попробовать повернуть соответствующую ручку.
Можно взять велосипедную цепь. Одна из звездочек должна быть закреплена на деформирующем валу, а другая – на ведомом.Тогда обязательно нужно аккуратно натянуть велосипедную цепь и только после этого можно попробовать повернуть соответствующую ручку.
Вы можете использовать обычную легированную сталь, чтобы самостоятельно изготовить рулоны нужного размера. Подготовленные ролики необходимо закалить. Не забывайте, что полученные таким образом ролики по прочности должны значительно превосходить материал, с которым вы в дальнейшем будете работать на станке.
Ролики закреплены на станке с помощью подшипников качения … Их нужно закрепить как можно прочнее, чтобы они не погнулись и не соскочили во время гибки.
Чтобы самостоятельно изготовить приспособление, с помощью которого можно будет достаточно легко деформировать металлическую трубу, не нужно обладать какими-то специальными знаниями. Сделать это в короткие сроки сможет любой домашний умелец, имеющий даже небольшой опыт строительства.
Самое главное в этом случае – иметь под рукой все необходимые инструменты и материалы. Если устройство будет выполнено из качественных комплектующих, с соблюдением всех правил, то можно будет решить абсолютно любые задачи, даже очень сложные.
При сборке данного оборудования в обязательном порядке необходимо установить на радиальную регулировку … Это позволит при необходимости быстро изменить размер зазора между рабочими частями устройства. Также нужно подумать о возможности регулировки углового зазора, что значительно облегчит работу на барабане.
При работе с барабаном необходимо соблюдать технику безопасности … Кроме того, сам станок не должен представлять никакой опасности.Собирая устройство своими руками, нужно максимально обезопасить все рабочие детали, тем самым исключив все возможные риски получения травм. В некоторых случаях самодельный барабан по своим характеристикам может даже превосходить заводские станки.
Для качественного выполнения процесса строительства необходимо иметь полный перечень инструментов. При работе с трубами не обойтись без трубогиба – специального приспособления, с помощью которого профильной трубе можно придать правильно изогнутую форму.Но профессиональное оборудование стоит денег, поэтому давайте разберемся, как можно сделать роллы своими руками.
При работе с трубами не обойтись без трубогиба – специального приспособления, с помощью которого профильной трубе можно придать правильно изогнутую форму.Но профессиональное оборудование стоит денег, поэтому давайте разберемся, как можно сделать роллы своими руками.
Виды
В зависимости от конструктивных особенностей и источника силы, используемой для изгиба труб, инструмент можно разделить на следующие типы:
- С электрическим приводом. Это устройство для изменения формы труб практически полностью автоматизировано и не требует человеческих ресурсов для выполнения рабочего процесса. Он позволяет в кратчайшие сроки придать большому количеству элементов желаемую форму.
- По гидравлике. Наличие установленного пресса с гидроприводом позволяет гнуть трубу любого диаметра – усилие устройства очень велико. Но своими огромными габаритами и невозможностью переноса с места на место уступают мобильным моделям.
- Руководство. Такие ролики имеют небольшие размеры, что упрощает транспортировку, но их работа подразумевает наличие у человека определенного усилия, необходимого для того, чтобы согнуть профильную трубу.

Первые два типа в основном производятся на заводах или профильных предприятиях, поэтому остановимся на ручных барабанах, возможность изготовления их своими руками вполне реальна.
Как они работают?
Чтобы согнуть профильную трубу, необходимо:
- Установить трубу на подающие ролики устройства.
- Прижмите трубу к одному из двух роликов, увеличивая силу зажима, пока элемент не начнет изгибаться под желаемым углом.
- Включить передаточный механизм. Труба начнет проходить через устройство и получится равномерный изгиб по всей длине.
Если желаемый результат не достигается с первого раза, операция повторяется, но с измененной силой зажима.
Изготовление трубогиба своими руками
Самостоятельное изготовление – вполне посильный процесс в домашних условиях, но требует от исполнителя определенных навыков при выполнении механических работ. Не менее важно выбрать правильный чертеж, по которому все детали будущего механизма будут изготовлены в точном соответствии.
В зависимости от выбранного чертежа механизм может иметь следующие элементы:
- Опорная рама.
- Ролики.В большинстве случаев их 3 штуки: 2 байпаса и 1 зажим.
- Подшипники.
- Привод.
- Направляющие кольца.
- Стопор (необходим для фиксации определенного уровня изгиба).
- Стержень для подачи прижимного ролика.
Этапы сборки:
- Основание должно выдерживать большие нагрузки – для его изготовления своими руками используется швеллер, а лучше – трубчатый каркас.
- Деталь, обеспечивающая изгибающее усилие, представляет собой U-образную раму.В его верхушку вваривается гайка. В этом случае используется резьбовой зажим. В шпильку вкручивается болт подходящего диаметра и к его концу приваривается круглая металлическая пятка.
- Чтобы сделать механизм подачи, нужно найти цепь от мотоцикла или велосипеда. На ролики приварены 2 звездочки: 1 деформирующая и 1 ведомая. Цепь натянута и проверена. Только убедившись, что ролики с натянутой цепью вращаются без затруднений – ручка приваривается.
- Рулоны должны иметь высокий уровень прочности, что позволит им противостоять влиянию профильной трубы (трубы нужно гнуть, а не наоборот).Их можно делать из обычной стали, которую после точения необходимо закалить.
- Для крепления роликов используются подшипники качения, которые устанавливаются на станинах (находятся на стеклах).
 Только убедившись, что ролики с натянутой цепью вращаются без затруднений – ручка приваривается.
Только убедившись, что ролики с натянутой цепью вращаются без затруднений – ручка приваривается.Примечание. Конструкцию можно улучшить с помощью гидравлического домкрата. Устанавливается под кроватью. Это позволит передавать изгибающее усилие за счет входящего давления на верхние подающие ролики.
Купить машинку или сделать самому?
Сравнивать самодельные механизмы с покупными нет смысла.Но, если вы правильно выполняете работу в самостоятельном изготовлении, вы выбрали хороший чертеж и нет необходимости в ежедневном использовании трубогиба – лучше обойтись без лишних затрат (особенно если учесть стоимость приспособлений для такая цель).
Перед началом работ определите степень предполагаемой нагрузки на устройство и рассмотрите возможность его изготовления с использованием электропривода. Также следует учитывать, что чем функциональнее будет трубогиб, тем меньше останется возможностей для его транспортировки – с увеличением функций растет и вес.
Выбирайте четкие чертежи и выполняйте работу в полном соответствии с ними. Тогда механизм, сделанный своими руками, выполнит качественные изгибы и прослужит долгие годы.
Профильная труба является элементом многих строительных конструкций и каркасов. Применяется при строительстве промышленных и жилых зданий. Основная характеристика, отличающая ее от других типов труб, – некруглая форма среза. Профильная труба изготавливается из листа, сваривается и сгибается по длине до нужной формы.При необходимости можно сделать рулоны для профильной трубы своими руками – чертежи и пояснения вы найдете в этой статье.
Изготовление профильной трубы методом прокатки
Ассортимент профильных труб
На заводе используются два метода производства фасонных труб из листового металла:
- горячий способ, при котором продольный шов круглой трубы нагревается;
- холодный способ, при котором ролики для профильной трубы наматываются на неотапливаемый металл.

Основа для производства – углеродистая, низколегированная, реже нержавеющая сталь. Современное заводское оборудование позволит получить профиль с высокой точностью швов и загибов, так как процесс контролируется за счет передачи данных с компьютера и получения их от датчиков, снимающих показания с точностью до тысячных долей миллиметра. Самодельные ролики для профильной трубы не могут предоставить такую деталь, но они справляются с задачей изготовления элементов для домашнего строительства и домашних работ.Этот метод используется для изготовления расходных материалов для ограждений и сараев, теплиц и технических построек, водостоков и кабельных каналов. Изготавливать профильную трубу для масштабных построек в домашних условиях не рекомендуется. Заводское оборудование позволяет подвергать каждый изготовленный элемент тестовым испытаниям и проверять как качество шва, так и точность калибровки профиля. Отсутствие такого оборудования не дает мастеру возможности гарантировать качество самодельного изделия.
Сборка станка для производства профилей
Применение гнутых профильных труб
Профилегибочный станок своими руками выглядит как трубогибочная конструкция.Состоит из следующих элементов: несущая рама
- ; роликовая система
- ;
- пресс-форма:
- упор и рычаги для привода прокатного механизма.
По сути, это два разных механизма и похожей может быть только рама. Все элементы конструкции собраны из прочных элементов и сварены: любые изъяны и халатность могут привести к производственной травме. Сама машина прочно закреплена на поверхности.
Вручную обеспечить необходимое давление практически невозможно: желательно оснастить пресс для изготовления фасонной трубы с электроприводом.
В станке для придания профилю округлой формы главное – это пресс, скручивающий лист металла. Такое давление обеспечивает только прочная конструкция: труба должна оставаться неподвижной в течение всего периода сварки. Чтобы упростить работу, металл нагревают, а затем закатывают. После сварки уже круглую трубу проверяют на качество соединения: недостаточно ровный и чистый шов разойдется при начале накатывания профильной трубы из круглой формы в прямоугольную или квадратную.
Чтобы упростить работу, металл нагревают, а затем закатывают. После сварки уже круглую трубу проверяют на качество соединения: недостаточно ровный и чистый шов разойдется при начале накатывания профильной трубы из круглой формы в прямоугольную или квадратную.
Процесс обработки заготовки
Готовую прямошовную трубу прокатывают в горячем или холодном виде. В домашних условиях организовать горячую прокатку сложно, поэтому процесс часто проводят на уже остывшем металле.
Труба помещается под пресс с роликов, формируя необходимую форму.
Прокатка осуществляется постепенно с уменьшением расстояния между верхним и нижним роликами. Внезапное давление заставит металл сложиться изнутри, что повлияет на силу коленей.Последний прокат достигает запланированного диаметра и контура реза.
После каждой прокатки трубу проверяют на наличие трещин и деформацию металла в зоне изгиба. Зона особого внимания – область шва, она наиболее уязвима.
После обработки роликами труба прокаливается: эта мера снимает напряжение металлических слоев и увеличивает прочность конструкции в целом.
Гибка профильных труб
Мастера редко решаются на изготовление профильной трубы самостоятельно, предпочитая приобретать готовый материал заводского производства.Профильная труба – недорогой расходный материал, поэтому гнуть ее своими руками нет необходимости. Станок для гибки профильных труб своими руками – более популярное оборудование, так как элемент продается напрямую, а заказ гибки по собственным чертежам – дорогостоящая услуга. Изогнутый или закругленный профиль используется для конструирования и возведения декоративных элементов как более эстетичный. Каркасы и карнизы, арки теплиц и арки ворот можно сделать своими руками.Сборка простейших роликов для гибки профильной трубы занимает несколько часов. Они не обеспечат промышленных объемов и точности, но снизят затраты на изготовление отдельных элементов.
Требования к качеству гибки
Самый простой способ гибки профильных труб – это нагрев и давление. Таким способом можно создать даже острый угол, но полагаться на точность и прочность узла не стоит. Гарантированы складки на внутренней стороне колена и трещины снаружи.Изгиб без дефектов достигается только постепенным раскатыванием трубы на роликах и расчетом минимального диаметра. Максимальный угол изгиба не нормируется, минимальный ограничен требованиями безопасности. Стандартный заводской станок для гибки профильной трубы устанавливает минимальные диаметры круглого загиба, на эти показатели также можно ориентироваться при создании самодельного станка:
Гарантированы складки на внутренней стороне колена и трещины снаружи.Изгиб без дефектов достигается только постепенным раскатыванием трубы на роликах и расчетом минимального диаметра. Максимальный угол изгиба не нормируется, минимальный ограничен требованиями безопасности. Стандартный заводской станок для гибки профильной трубы устанавливает минимальные диаметры круглого загиба, на эти показатели также можно ориентироваться при создании самодельного станка:
- трубы 20х20х2, 25х25х2, 15х15х1,5 – 56 см;
- трубы 30х30х2 – 65 см
- трубы 40х20х2 – 65 см;
- трубы 40х40х2 – 180 см;
- трубы 50х25х2 – 80 см.
Чертежи станков для дома
Самую простую деформирующуюся конструкцию можно собрать прямо во дворе или техническом помещении, закрепив все элементы на плотном щите или прямо на заборе. Выручат элементарные модели, если вам нужно согнуть несколько труб в единую форму, например, для установки верхних арок теплицы. Независимо от выбранного диаметра изгиба и размера самой трубы вам потребуются:
Независимо от выбранного диаметра изгиба и размера самой трубы вам потребуются:
- Каркас, повторяющий контур необходимой арки.Он вырезан из цельного куска дерева или собран из ряда досок. По этому трафарету труба будет изгибаться.
- Упор с одной стороны рамы. Зазор между упором и трафаретом делается под диаметр обрабатываемой трубы. Меньший по размеру затруднит установку элемента в устройство, больший не зафиксирует колено надежно.
- Блок, с помощью которого труба вручную прижимается к шаблону.
Работать с таким трубогибом сложно: все усилия придется делать вручную.Но конструкция обеспечит точность при гибке: на ней можно сделать несколько элементов с одинаковым углом деформации.
Трубогиб для постоянного использования собран на прочной U-образной раме. В его системе требуются следующие элементы:
- два вращающихся вала, закрепленных на рельсе, по которым профиль будет проходить во время прокатки;
- выдавливающий вал, расположенный над ними, обжимной профиль при прокатке;
- зажим или домкрат для создания давления;
- цепь, с которой набор роликов будет приводиться в движение.
Чтобы собрать ролики для профильной трубы своими руками, вам понадобится сварочный аппарат и инженерные навыки. Неточности в расчете диаметра рабочих валов приведут к неработоспособности аппарата.
Видео: Работа с ручным профилегибочным станком
Сборка гибочного устройства своими руками – сложный, трудоемкий и дорогостоящий процесс. На фоне умеренных цен на оборудование стоит задуматься о рациональности покупки.Возможно, для гибки нескольких элементов выгоднее обратиться в мастерскую, а для постоянной работы приобрести заводскую модель с гарантией качества.
Единственный инструмент, который может изменить форму профильной трубы, – это рулоны. А поскольку в строительстве часто используются гнутые металлические изделия, этот инструмент просто незаменим. Рулоны для профильных труб бывают разных видов, в том числе их можно изготовить самостоятельно.
Типы роликов
Конструктивно этот инструмент для формовки профильных труб дугообразной формы можно разделить на типы в зависимости от источника приложенной силы.
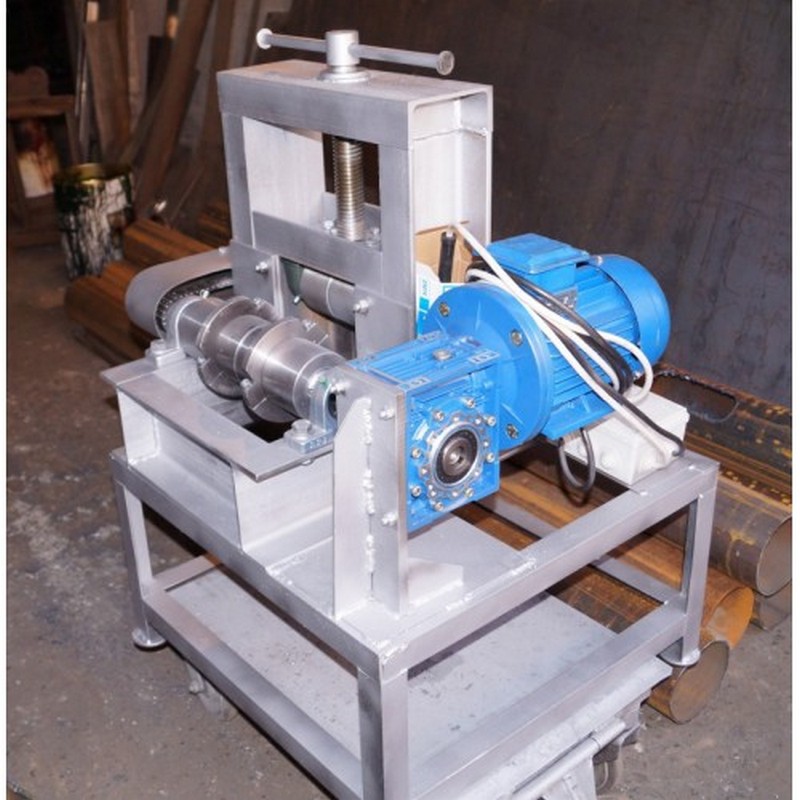
являются наиболее производительными, для них характерно наибольшее количество гнутых изделий, производимых за единицу времени, по сравнению с другими видами. Производительность повышается за счет наличия работающего электродвигателя, с помощью которого довольно быстро происходит формирование трубы новой формы.
Основные конструктивные элементы электротрубогиба:
- основание, представляющее собой металлический каркас;
- от 3 до 5 роликов, которые вращаются за счет действия электродвигателя;
- силовая установка в виде электродвигателя;
- зажимы деформирующие.
Ручные вальцы для гибки профильных труб считаются практичным переносным инструментом. Благодаря относительно небольшому размеру и отсутствию электропривода их можно установить в любом подходящем месте, даже там, где рабочее пространство ограничено. Конструкция ручных роликов для гибки профильной трубы аналогична конструкции электрических, с той лишь разницей, что они не имеют электропривода, а подающие ролики соединены между собой трансмиссией на цепи, которая деформирует трубу с помощь зажимов.
ручные отличаются конструктивными недостатками. Несмотря на то, что такие ролики очень удобны для выполнения небольшого объема работ, при их эксплуатации необходимо прикладывать немалую физическую силу. Одному человеку не так-то просто согнуть металлическую трубу с передающей силой на хомуты и цепную передачу. Если работник недостаточно физически развит или накопилась усталость от частого повторения операций, такой инструмент на производстве будет непродуктивным.Поэтому такой ручной инструмент пригодится только при изготовлении небольших партий гнутых изделий.
Валки с гидравлическим приводом считаются наиболее мощным оборудованием по сравнению с описанными выше аналогами гибочного инструмента. Гидравлический пресс в сочетании с хомутом передает на профильную трубу такое мощное усилие, что она изгибается, как тростник. Такой агрегат по праву можно назвать «супертяжеловесом». Усилие изгиба в частном случае увеличивает гидравлический комплекс, который прост в обслуживании и эксплуатации. Если в дополнение к существующему оборудованию мы добавим электродвигатель, который действует на подающие ролики, эффективность агрегата значительно возрастет – возможности производительности и мощности будут объединены.
Если в дополнение к существующему оборудованию мы добавим электродвигатель, который действует на подающие ролики, эффективность агрегата значительно возрастет – возможности производительности и мощности будут объединены.
Примечание! Такое устройство можно еще улучшить. Если заменить подающий барабан на профильный вал, то за один проход можно гнуть сразу несколько профилированных труб. Благодаря свойствам гидравлического пресса и электропривода такая машина способна обрабатывать любое количество изделий.
К сожалению, барабаны с гидравлическим приводом очень тяжелые. Этот недостаток проявляется в том, что если он где-то установлен, то это место останется для агрегата как рабочего надолго – сдвинуть его с места будет очень сложно. Чтобы понять устройство инструмента и, в принципе, деформацию профильной трубы, вы можете ознакомиться с приведенными ниже чертежами роликов с нанесенными размерами.
Как работают ролики
Для гибки профильной трубы на роликах не требуется специальных знаний и навыков. Сотруднику нужно сделать всего несколько операций:
Сотруднику нужно сделать всего несколько операций:
- Труба опирается на два подающих ролика.
- С определенным усилием труба прижимается к одному гибочному ролику по вашему выбору.
- Передаточный механизм задействован.
В результате прохождения профилированной трубы через рабочую зону она изгибается на запланированный угол. В случае недостаточной степени деформации заготовка еще раз пропускается над рабочими элементами инструмента, при этом необходимо контролировать усилие зажима.
Изготовление самодельных роликов
Сегодня рулоны для профильных труб своими руками часто встречаются в быту. Для кровати используется широкий канал. Механизм гибки может быть выполнен в виде П-образной конструкции с помощью гидравлического домкрата или путем сварки с гайкой верхней пластины.
- Если используется домкрат, он должен находиться под станиной, а усилие должно быть направлено сверху на подающие ролики.
- В противном случае труба изгибается с помощью резьбового зажима. В гайку вкручивается шпилька, а к концу приваривается пятка нужной формы.

Для подачи трубки можно использовать обычную велосипедную цепь. К ведущему и ведомому валам привариваются звездочки и натягивается цепь. К приводному валу прикреплена ручка.
Примечание! По твердости подающие ролики должны превосходить профильную трубу, поэтому они закалены.
Видео
Предлагаем вам взглянуть на трубогиб самодельный:
Рулоны для профильной трубы – инструмент, который не всем известен. Что это такое и для чего?
Немного о профильной трубе
Обычные круглые трубчатые изделия более знакомы непрофессионалам.Применяются в системах водоснабжения, водоотведения, в качестве оболочки кабеля и многого другого. Профильная труба имеет необычную форму.
Профиль трубчатого изделия может иметь разные формы, но наиболее популярны следующие виды:
- Овальный . .. Изделия этого профиля используются в радиаторных системах и в качестве декоративных элементов.
- Квадрат или прямоугольник … Этот профиль используется при возведении несущих конструкций.Объясняется это высокой прочностью изделий при боковой нагрузке. Вес, на который изгибается обычная труба, выдерживает труба прямоугольной или квадратной формы, не меняя своей формы.
 .. Изделия этого профиля используются в радиаторных системах и в качестве декоративных элементов.
.. Изделия этого профиля используются в радиаторных системах и в качестве декоративных элементов.Способы монтажа несущих конструкций
При установке несущих конструкций элементы стыкуются двумя способами:
- Сваркой … Соединение элементов сваркой отличается прочностью и долговечностью. Это особенно важно в тех местах, где соединение сильно нагружено.
- С болтами … Такое соединение выгоднее, так как сварочный аппарат есть не у всех. Элементы теплицы, сараи и стеллажи можно скреплять между собой болтами.
Подшипниковые детали, которые предполагается подвергнуть большим нагрузкам, лучше всего выполнять с помощью двутавров или швеллеров. Эти элементы не так красивы, но обладают повышенной прочностью по сравнению с профильной трубой.
Эти элементы не так красивы, но обладают повышенной прочностью по сравнению с профильной трубой.
Создание криволинейных поверхностей
В несущих конструкциях профильная труба играет роль горизонтальной, вертикальной или наклонной опоры балконов, потолков или крыш.А вот для навесов, навесов или теплиц необходимо создание криволинейной поверхности.
На то есть несколько причин:
- Эстетическое восприятие … Округлые формы успокаивают зрение и психику человека.
- Ветер и осадки … Обтекаемая форма не служит препятствием для ветра, поэтому при сильных порывах закругленной поверхности практически ничего не грозит. К тому же округлые формы не задерживают осадки в виде дождя и снега.
Согните материал, чтобы создать изогнутую поверхность. Это действие можно выполнять при нагреве отдельных секций газовой горелкой.
Это самый простой способ сгибания, но у него есть недостатки:
- Сначала , для его выполнения требуется большой рычаг, прочная опора для трубчатого изделия и огромные физические усилия.
- Во-вторых, , таким способом невозможно добиться равномерного изгиба.

С помощью роликов можно создать ровный сектор круга.
Типы роликов
Для изготовления и гибки профильной трубы в домашних условиях и на заводе требуются совершенно разные инструменты.
Заводская продукция
Прокат – это основная технологическая операция в процессе изготовления профильных трубных изделий.
Весь цикл выглядит так:
- Плоские заготовки закатываются в цилиндр, стык сваривается.
- Полученный продукт прокатывают через ролики, где под высоким давлением формируется нужный профиль.
- Проверено качество швов.
- Продукция кальцинируется для снятия остаточных напряжений от деформации.
Для производства больших объемов фабрики используют соответствующее оборудование. Например, на полноценном прокатном стане крупного предприятия валки трубогибов весят несколько десятков тонн, а прилагаемое к ним усилие может достигать нескольких сотен тонн.
 При этом здесь используется не ручной привод, а оборудование с электроприводом.
При этом здесь используется не ручной привод, а оборудование с электроприводом.Домашнее производство
Валки для трубогиба своими руками должны отвечать совершенно другим требованиям:
- Ease … Оборудование должно двигаться без усилий.
- Компактность … В небольшом помещении большие размеры станка только усложнят рабочий процесс.
- Рентабельность … Мощные электродвигатели можно использовать для быстрой прокатки заготовок. Однако такое потребление электроэнергии требует больших затрат на ее оплату.Кроме того, для работы такого оборудования необходимо иметь соответствующую электропроводку, способную выдержать большую мощность.
В домашних условиях используются катки двух типов: электрические (с моторами до 1,5 кВт) и ручные.
Ручные рулоны профильной трубы – самый простой вариант. Такое устройство состоит из трех стальных роликов, два из которых расположены на одной горизонтали, а третий ролик опускается между ними по принципу зажима с помощью винтового механизма. К одному из роликов, лежащему на одной линии, прикреплена ручка, которая приводит его в движение.Принцип работы такого механизма так же прост, как и его устройство: профильная труба укладывается на два ролика, сверху прижимается третьим роликом, который под давлением изгибает трубу. Вращая ручку на одном из роликов, труба прокатывается через ролики. В результате получается ровный изгиб по всей длине.
К одному из роликов, лежащему на одной линии, прикреплена ручка, которая приводит его в движение.Принцип работы такого механизма так же прост, как и его устройство: профильная труба укладывается на два ролика, сверху прижимается третьим роликом, который под давлением изгибает трубу. Вращая ручку на одном из роликов, труба прокатывается через ролики. В результате получается ровный изгиб по всей длине.
Если сделать на самодельных роликах поперечные пазы под профильную трубу, то можно гнуть круглую непрофилированную трубу.
Ролики для профильных труб ручной работы можно использовать для изготовления элементов теплиц и сараев в небольшом объеме.Для изготовления большого количества конструкций такое устройство не подходит.
Гнуть профильную трубу на роликах с электроприводом намного проще. Протяжкой и деформацией трубы занимается простой механизм, состоящий из маломощного электродвигателя и редуктора. Большое передаточное число на коробке передач обеспечивает работу механизма с маломощным двигателем.
Используя различные чертежи роликов для профильной трубы, можно не искать подходящую технику, а сделать своими руками.
Ролл-Крафт | Разработка оснастки для труб и трубных валков | Конструкция рулона труб
Если вы хотите производить самые лучшие и рентабельные трубы и трубы, вам нужна лучшая конструкция инструмента.
Большинство компаний, производящих трубы, знают, что при неправильной конструкции инструмента для валков вы столкнетесь с повышенным браком из-за маркировки, сложных настроек, сварки и других проблем с формованием.
Мы понимаем эти проблемы, а также многие другие.Вот почему мы вложили средства в самую передовую команду инженеров и программное обеспечение для разработки инструментов для труб и трубных валков именно для тех типов продуктов, которые вы ищете. Сюда входят сварные круглые, квадратные, овальные, эллиптические и трапециевидные профили, а также сложные несварные профили. Наши группы по проектированию инструментов для труб, труб и роликов тесно сотрудничают с нашими клиентами во всех областях процесса проектирования инструментов. Мы также можем улучшить конструкции валков других поставщиков с помощью обратного проектирования и тестирования, со строгими процедурами контроля качества и процесса, используя нашу сертификацию ISO 9001: 2008 With Design, чтобы гарантировать, что вы получите именно то, что ожидали.
Мы также можем улучшить конструкции валков других поставщиков с помощью обратного проектирования и тестирования, со строгими процедурами контроля качества и процесса, используя нашу сертификацию ISO 9001: 2008 With Design, чтобы гарантировать, что вы получите именно то, что ожидали.
Запатентованное программное обеспечение (не для перепродажи) = Perfect Designs from Roll-Kraft
Зная, насколько важна безупречная конструкция труб и трубных валков, Roll-Kraft в 1985 году разработала собственное программное обеспечение для проектирования инструментов для валков. Оно было создано для того, чтобы мы могли создать для вас наилучший инструмент. Он сочетает в себе проверенные методы проектирования и опыт, накопленный с момента основания компании в 1963 году. Поскольку мы разработали и используем собственное запатентованное программное обеспечение, это дает нашим клиентам уверенность в том, что их конструкция рулона будет идеальной для производства их продукции.За прошедшие годы мы внесли множество обновлений в наше программное обеспечение для проектирования инструментов, потому что знаем, что наши клиенты производят трубы и трубы из более экзотических материалов по сравнению с тем, что было много лет назад. Мы продолжим улучшать наши возможности проектирования, адаптируясь к постоянно развивающейся отрасли.
Мы продолжим улучшать наши возможности проектирования, адаптируясь к постоянно развивающейся отрасли.
Анализ методом конечных элементов (FEA) – научный подход к проектированию валков
Roll-Kraft использует программное обеспечение Copra FEA RF (данные M Sheet Metal Solutions GmbH).Это программное обеспечение, специально созданное для производства труб и профилей прокатки, имитирует конструкцию инструмента для валков, чтобы предсказать конечный результат полосы. Эта технология позволяет проектировщику исследовать различные конструкции и материалы, чтобы внести необходимые изменения перед изготовлением валковой оснастки. При использовании в качестве прототипа или в рамках НИОКР программное обеспечение обеспечивает научный подход к проектированию валков. Roll-Kraft использует это программное обеспечение с 2003 года, и наш опыт не имеет себе равных в отрасли.Наиболее важным элементом этого программного обеспечения является перевод и понимание данных. Таким образом, чем чаще используется программное обеспечение, тем более точными становятся конструкции валков. Наш опыт – причина того, что мы так уверены в своих разработках. Если вы не удовлетворены нашими продуктами, вы получите полный возврат средств.
Наш опыт – причина того, что мы так уверены в своих разработках. Если вы не удовлетворены нашими продуктами, вы получите полный возврат средств.
Видео FEA
Мы составили на YouTube плейлист из нескольких видеороликов FEA для просмотра. Вы можете получить доступ к плейлисту на нашем канале YouTube.
Щелкните здесь, чтобы увидеть сравнение конфигурации трубной мельницы с использованием FEA. Используйте контактную форму ниже, чтобы получить дополнительную информацию о наших возможностях в области проектирования труб, труб и инструментов для валков, или позвоните нам по бесплатному телефону 888-953-9400.
Профилегибочный станок для гибки стальных труб с ЧПУ
Место нахождения: Наньтун, Цзянсу, Китай
Тип бизнеса: Производитель
Основные продукты:
Мы, компания Jiangsu Weiyang Heavy Industry Machine Tool Co. , ltd находится в промышленном парке Либао, Хайань, провинция Цзянсу, Китай. Он известен как родина стригальных машин. В нашем индустриальном парке сотни предприятий тяжелого машиностроения. Наши продукты пользуются особой популярностью у клиентов, дефицитные продукты. Географическое положение – превосходное, в пределах 1,5 часов в Шанхае – экономический круг, обеспечивает удобные условия для развития компании.
, ltd находится в промышленном парке Либао, Хайань, провинция Цзянсу, Китай. Он известен как родина стригальных машин. В нашем индустриальном парке сотни предприятий тяжелого машиностроения. Наши продукты пользуются особой популярностью у клиентов, дефицитные продукты. Географическое положение – превосходное, в пределах 1,5 часов в Шанхае – экономический круг, обеспечивает удобные условия для развития компании.
Список наших профессиональных продуктов: все серии станков для резки листового металла; Нажми на тормоз; листопрокатный станок, силовой пресс, станок для лазерной резки, рубанок для шпоночных пазов; листогибочный станок; Линия продуктов для выпрямления рулонов и т. д..
Дочерняя компания головного офиса: две полностью принадлежащие дочерней компании – это Jiangsu Weiyang Heavy Industry Machinery Co., ltd и Nantong Geyang Import and Export Co., ltd. Мы интегрированы для производителей станков и торговых предприятий. Мы собрали разработку, производство, продажу и обслуживание продукции в специализированном корпусе по производству и продаже станков. Наши экономические возможности огромны. Компания занимает площадь более 10000 квадратных метров, имеет первоклассную команду исследований и разработок, современное производственное оборудование, передовые производственные технологии, высокоэффективную команду продаж и высококачественную сеть послепродажного обслуживания.
Преимущество высококачественного ресурса: компания имеет качественную систему безопасности поставок: тесно сотрудничаем с крупной металлургической группой, обеспечиваем качество стали. Наши поставщики, такие как Nanjing ESTUN Group, Shandong Jining Hydraulic Parts Co., ltd; Группа Сименс; Голландская компания DELEM, швейцарская компания CYBELEC и другие всемирно известные предприятия оказали нам большую поддержку от источника для обеспечения качества и обслуживания сырья и аксессуаров.
Первоклассный процесс исследований и разработок: мы по-прежнему поддерживаем тесное техническое сотрудничество со многими высшими технологическими институтами, гарантируя, что основная технология продуктов лидирует на рынке. Мы являемся акционерной компанией, у нас работает профессиональная техническая команда, в качестве акционера мы занимаемся технологическими инновациями, исследованиями и разработками, чтобы гарантировать стабильность и долговечность продуктов. Мы также приглашаем технических специалистов посетить нашу компанию, подробно обсудить технические проекты для взаимовыгодного сотрудничества.
Мы являемся акционерной компанией, у нас работает профессиональная техническая команда, в качестве акционера мы занимаемся технологическими инновациями, исследованиями и разработками, чтобы гарантировать стабильность и долговечность продуктов. Мы также приглашаем технических специалистов посетить нашу компанию, подробно обсудить технические проекты для взаимовыгодного сотрудничества.
Строгая система управления: мы устанавливаем общий механизм управления. От поставки сырья и запчастей до монтажа, упаковки и проверки оборудования – каждый процесс проходит строгий контроль.Следующий процесс берет на себя ответственность за процесс. У нас есть система поощрения и вознаграждения наших сотрудников, которые берут на себя ответственность и находят проблемы. Установить сознание ответственности рабочего, в то же время усилить управленческое сознание рабочих.
Высокая эффективность и качественный сервис: у нас лучшая команда продаж, сеть продаж охватывает большинство городов нашей страны. Наша продукция успешно вышла на рынок Европы, Южной Америки, Юго-Восточной Азии и Тихого океана.Мы ориентируемся на новые продукты, чтобы открыть рынок, положительно присоединяемся к технической выставке, повышая популярность наших продуктов. Мы также создали высокоэффективную систему послепродажного обслуживания, чтобы обеспечить бесперебойную связь между нашими клиентами. Они возвращаются к вам через регулярные промежутки времени, чтобы обеспечить беспроблемное обслуживание наших клиентов.
Наша продукция успешно вышла на рынок Европы, Южной Америки, Юго-Восточной Азии и Тихого океана.Мы ориентируемся на новые продукты, чтобы открыть рынок, положительно присоединяемся к технической выставке, повышая популярность наших продуктов. Мы также создали высокоэффективную систему послепродажного обслуживания, чтобы обеспечить бесперебойную связь между нашими клиентами. Они возвращаются к вам через регулярные промежутки времени, чтобы обеспечить беспроблемное обслуживание наших клиентов.
Адаптация к новым нормам, решение новых задач. Цзяньго Ян, президент компании Jiangsu Weiyang Heavy Industry Co., ltd, возглавляет первоклассную команду и производит первоклассные продукты для наших клиентов высокого уровня.На пути к созданию лучшего предприятия мы сделаем все возможное, чтобы осознать новый рост стоимости, добиться новых блестящих достижений и записать новые главы.
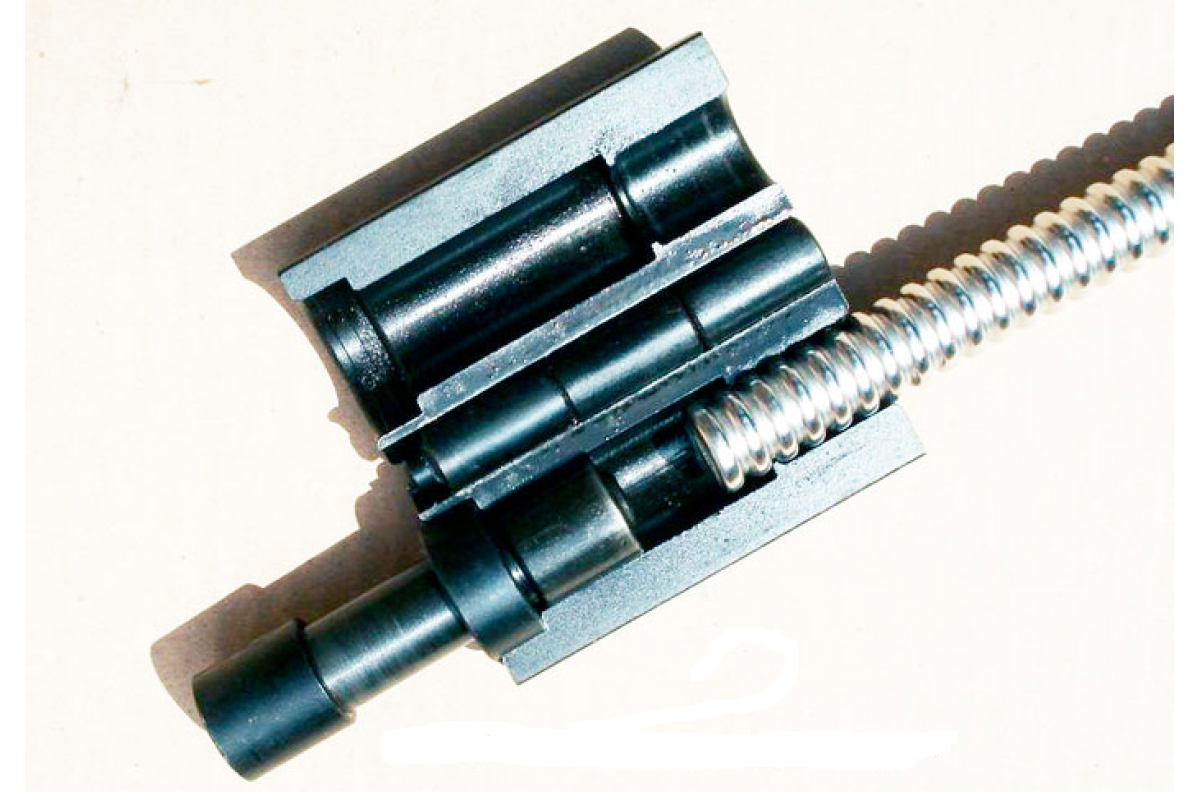
Подробнее +(PDF) Конструкция роликов для накатки трубной резьбы
К. Лычко, С. Легутко, П. Раос Обликованье валяка за валянье cijevnog navoja
Лычко, С. Легутко, П. Раос Обликованье валяка за валянье cijevnog navoja
ISSN 1330-3651 (печать), ISSN 1848-6339 (онлайн)
УДК / УДК 621.771.07: 621.992.7
КОНСТРУКЦИЯ РЕЗЬБОНАКТИВНЫХ РОЛИКОВ
Казимеж Лычко, Станислав Легутко, Перо Раос
Тематический обзор
Анализ распределения припуска при намотке трубной резьбы с роликами одинаковой представлен радиус скругления гребня.Были разработаны теоретические соотношения
и методология для расчета диаметра нити тиснения с предполагаемым распределением припуска на тиснение, измеренным по
объем перемещенного материала. Приведены примеры проиллюстрированных разработанных взаимосвязей.
Ключевые слова: распределение припуска, прокатные ролики, резьба
Обликованная валяка за валянье cijevnog navoja
Pregledni članak
Prezentirana je analiza distribucije толерантность кода валяной зверской навигации.Razrađeni su teorijski
odnosi i metodologija za računanje promjera utiskivanja navoja s pretpostavljenom distribucijom толерантность утискивания koje je mjereno pomoću
istisnutoter volu. Дани су иллюстрировани примъери разрыхленных односа.
Дани су иллюстрировани примъери разрыхленных односа.
Ključne riječi: дистрибьюция толерантности, navoj, valjci za valjanje
1 Введение
Выполнение высокопластичной стальной резьбы и резьбы
из цветных металлов и их сплавов – сложная технологическая задача
.Отличительной чертой указанной группы материалов
является высокая пластичность и эластичность
. Трудности наматывания резьбы из этих материалов
методом нарезания могут повлиять на наросты на кромке
, что приводит к увеличению момента резания, а
выделяет дополнительное тепло. В целом это приводит к более быстрому износу режущих клиньев инструмента. Кроме того, качество резьбы
, ее геометрия и точность не соответствуют стандартам
.Пластиковая холодная формовка резьбы
в металле значительно устраняет вышеуказанные трудности. Для
применяется метод накатки наружной резьбы, а для внутренней
– метод накатки резьбы.
Пластиковая фасонная резьба увеличивает механические и физические характеристики
и повышает точность размеров.
В основном инструменты, используемые для этой технологии, имеют более высокое сопротивление истиранию
, что приводит к гораздо более длительному сроку службы
по сравнению с инструментами для режущего метода.Более того,
возможность использования более высокой скорости накатывания резьбы имеет прямое влияние на эффективность процесса. Несмотря на хорошо разработанные
резьбонакатные станки и технологию производства приборов
, профессиональная литература
по усовершенствованию конструкции инструмента требует расширения
.
Долгосрочные исследования процесса нарезания резьбы
включают, в частности, анализ процесса прокатки [1, 2, 3, 4, 6, 7,
10], который является основой для новых исследований конструкции
, касающихся резьбовой части, которая образует гребень [5, 8,
9, 10].Значительную роль в разработке этих инструментов
приняли компании: FETTE, Wagner and Reed
Rico [11, 12, 13, 14], которые производили резьбовые головки
, которые используются для прокатки с осевым, радиальным или
тангенциальный метод.
Оптимизация производственного процесса для улучшения эксплуатационных свойств
– широкая тема
, правильное применение которой позволяет получить качественный продукт
.
Результаты исследований, представленные в монографии [10]
, позволили разработать профиль рабочей части
ролика для накатывания метрической и дюймовой резьбы: Unified
National Coarse и Unified National Fine.
Не применяемый ранее новый способ построения ролика
гарантирует равномерное распределение припуска на тиснение
вдоль тисненой части, что приводит к увеличению срока службы таких инструментов.
Настоящая работа посвящена оптимизации конструкции роликов
для трубной параллельной резьбы типа G
накатки. В пределах указанного диапазона определены теоретические соотношения
и методика расчета конструктивных размеров роликов
для роликов с кольцевым профилем
, используемых в угловых резьбонарезных головках; самооткрывающиеся
с роликами, установленными на эксцентриковых валах, как неподвижных, так и вращающихся
.
2 Конструкция участка тиснения
Одним из типов инструментов накатки наружной резьбы являются ролики
с кольцевым профилем. На рис. 1 показаны четыре конструктивных решения
с конической частью тиснения. В первом варианте конструкции
с переменным радиусом вершины резьбы (рис. 1а) распределение припуска
, измеренное по объему перемещенного материала
, считается благоприятным для процесса формирования резьбы
[7 ].
Расположение гребней резьбы вдоль элемента конуса
упрощает выполнение этой конструкции с технической точки зрения
. С другой стороны, большой радиус
первой резьбы может затруднить начало погружения вершины резьбы
в материал; поэтому данный тип решения
рекомендуется для наматывания крупной и средне-мелкой резьбы
с шагом P <1,5 мм.
При использовании второй конструкции (рис.1b) материал
смещается в результате взаимодействия гребней резьбы
и боковых сторон резьбы. В этом случае происходит неравномерное распределение припуска на тиснение
В этом случае происходит неравномерное распределение припуска на тиснение
, которое увеличивается в 2,2 раза с четырьмя и в 3,5 раза с шестью нитями тиснения
по сравнению с первой резьбой [10]. В
следующие два варианта исполнения с одинаковым гребнем резьбы
радиус(рис. 1c и 1d), хотя они отличаются в
Tehnički vjesnik 21, 3 (2014), 665-671 665
ООО «Челябинский трубопрокатный завод» Профиль: Динамика акций и прибыль
Обзор Челябинского трубопрокатного завода
Обновите этот профиль- Цена акции
- $ 4.28
- (на закрытие вторника)
Челябинский трубопрокатный завод Общая информация
Описание
ПАО «Челябинский трубный завод» производит стальные сварные и бесшовные трубы для использования в нефтегазовой и других отраслях промышленности. Его сегментами являются изделия из стальных труб, системы магистральных трубопроводов, нефтесервисные услуги и закупка лома. Основные производственные мощности компании расположены в Уральском регионе России. Большая часть сбыта продукции фирмы находится в России.
Основные производственные мощности компании расположены в Уральском регионе России. Большая часть сбыта продукции фирмы находится в России.
Контактная информация
Хотите покопаться в этом профиле?
Мы поможем вам найти то, что вам нужно
Учить большеЧелябинский трубопрокатный завод Производственный фонд
(на закрытие вторника)
| Цена акции | Предыдущее Закрыть | 52 недель | Рыночная капитализация | Акции | Средний объем | EPS |
|---|---|---|---|---|---|---|
| 4 доллара США.28 | 4,33 долл. США | 2,60–4,54 доллара | 1,31B | 306M | 2,3 К | –0,15 долл. США |
Финансовые показатели Челябинского трубопрокатного завода
| В тысячах, долларов США | ТТМ 30 июня 2021 г. | ФГ 2020 31-дек-2020 | 2019 финансовый год 31-декабря-2019 | 2018 финансовый год
31 декабря 2018 г. |
|---|---|---|---|---|
| EV | 2 302 593 | 2,094,094 | 2 189 479 | 1 709 396 |
| Выручка | 1,876,132 | 1,848,955 | 2 852 006 | 2 847 996 |
| EBITDA | 195,726 | 331 585 | 473 939 | 424 723 |
| Чистая прибыль | (44 656) | 86 454 | 153 592 | 124,569 |
| Итого активы | 1,840,611 | 1,768,704 | 2,388,853 | 2,044,445 |
| Общий долг | 1,220,359 | 1,167,721 | 1,422,214 | 1,294,740 |
Челябинский трубопрокатный завод Оценка и финансирование
| Тип сделки | Дата | Количество | Оценка / EBITDA | Пост-Вал | Статус | Долг |
|---|
Эта информация доступна на платформе PitchBook. Чтобы ознакомиться с полным профилем Челябинского трубопрокатного завода, запросите доступ.
Чтобы ознакомиться с полным профилем Челябинского трубопрокатного завода, запросите доступ.
Челябинский трубопрокатный завод Сравнения
Описание
Первичная
Промышленность
Расположение штаб-квартиры
Сотрудников
Всего собрано
Постоценка
Подробности о последнем финансировании
ПАО «Челябинский трубный завод» производит стальные сварные и бесшовные трубы для использования в нефтегазовой отрасли и др.
Нефтегазовое оборудование
Москва, Россия
7,122 По состоянию на 2021 г.
0.000 0000-00-00
000000 и 0
000 0000
magna aliqua. Ut enim ad minim veniam, quis nostrud упражнения ullamco labouris nisi ut aliquip ex
0000000000 00000000 000 00000
Москва, Россия
00000 По состоянию на 0000
000000000
00000000
adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad mini
Ut enim ad mini
0000000000 00000000 000 00000
Колумбус, Огайо
0000 По состоянию на 0000
00.000
00000000 00,000
Добавить сравнение Функция сравненияPitchBook дает вам параллельный обзор ключевых показателей для аналогичных компаний. Персонализируйте, какие точки данных вы хотите видеть, и мгновенно создавайте визуализации.
Запросить бесплатную пробную версиюЧелябинский трубопрокатный завод Конкуренты (11)
| Название компании | Статус финансирования | Расположение | Сотрудников | Всего собрано | Дата последнего финансирования / Тип | Сумма последнего финансирования |
|---|---|---|---|---|---|---|
| TMK Group | Корпорация | Москва, Россия | 00000 | 000000000 | ||
| 00000000000 000000 | Ранее на основе полиэтилена | Колумбус, Огайо | 0000 | 00. 000 000 | 00000000 | 00,000 |
| 0000000 | Ранее на основе полиэтилена | Грац, Австрия | 00000 | 00000 | 00000000 | 00000 |
| 0000 00000 | Корпорация | Кобе, Япония | 00000 | |||
| 0000000 | Корпорация | Люксембург, Люксембург | 00000 |
Сигналы Челябинского трубопрокатного завода
Скорость роста
0,80%
Еженедельный рост
Еженедельный рост 0,80%, 93% ile
-35,5%. 530%
Множественный размер
219x Медиана
Множественный размер 219x, 100% ile
0,00x
0,95x.