2-х валковый листогибочный станок, листогибочные вальцы для тонких листов
Двухвалковые вальцы серии HCU, разработанные и изготовленные на продажу компанией Фаччин, представляют собой особую конструктивную систему вместе с прочной негабаритной структурой, которая обеспечивает абсолютную точность и надежность, простоту процесса гибки листового металла, а также максимальное качество вальцованной продукции.
Все вальцы серии HCU компании Фаччин исполнены с полиуретановым валком, который, оказывая динамическое давление, упрощает процесс формования листового металла, гарантируя устранение прямых краев труб и значительно упрощая последовательные операции по подгибу-гибке-подгибу, типичные для трехвалковых или четырехвалковых вальцов. Помимо этого, эксклюзивная гидромеханическая система подъема нижнего валка (RGS) обеспечивает стабильность установки и постоянное рабочее давление.
Вальцы с автоматизацией серии HCU компании Фаччин обеспечивают точные допуски за кратчайшее время обработки, тем самым представляя собой идеальные вальцы для гибки тонколистового металла толщиной в диапазоне от 0,2 мм до 5 мм и длиной от 500 мм до 2000 мм, получая диаметры изгиба даже менее 80 мм. Таким образом, вальцы HCU компании Фаччин идеально подходят для массового производства цилиндров и баков.
В стандартной модели HCU двухвалковые вальцы компании Фаччин обеспечивают производительность более 180-200 шт/час, тогда как модель HCU/S может достигать результатов 300 шт/час. Кроме того, стандартная модель вальцов HCU — это полностью автоматическая машина, не требующая участия рабочей силы.
Модели двухвалковых вальцов HCU компании Фаччин являются наилучшим выбором для всех, кто ищет машины для гибки высокой скорости, обеспечивающие высокую производительность и максимальную точность формовки.
Выкатка и гибка листового металла
Категория: Вентиляционные работы
Выкатка и гибка листового металла
Выкатка тонколистовой кровельной стали производится Для придания раскроенной заготовке цилиндрической или конической формы с радиусом кривизны изгиба, соответствующим нормализованным диаметрам воздуховодов круглого сечения. При изготовлении воздуховодов прямоугольного сечения раскроенную заготовку необходимо сгибать под углом для образования граней на сторонах заданных размеров.
Выкатку и гибку листовой стали вручную можно производить с помощью рельса, закрепленного на верстаке, и киянки. Гибка является первой операцией при изготовлении фальцевых соединений. Обе эти операции очень трудоемки и для выполнения их требуются рабочие высокой квалификации, поэтому в настоящее время выкатка и гибка вручную производятся в крайне редких случаях (даже в небольших заготовительных мастерских).
Механизированная выкатка листовой стали осуществляется на приводных вальцах. Для выполнения вентиляционно-заготовительных работ применяют вальцы для гибки металла толщиной до 3 мм. На крупных заводах вентиляционных заготовок имеются вальцы большей мощности, используемые при изготовлении конструкций из металла толщиной более 3 мм.
Для выполнения вентиляционно-заготовительных работ применяют вальцы для гибки металла толщиной до 3 мм. На крупных заводах вентиляционных заготовок имеются вальцы большей мощности, используемые при изготовлении конструкций из металла толщиной более 3 мм.
К вальцам, применяемым для выполнения вентиляционно-заготовительных работ, предъявляются следующие требования:
1) обеспечение правильной цилиндрической или конической формы изгибаемого листа по возможности за один проход листа через вальцы;
2) простота механизма;
3) минимальные затраты труда. Кроме того, при вальцевании листов толщиной до 1 мм при необходимости желательно одновременно прокатывать на одном конце обечайки валик жесткости и гофр.
Устройство и принцип действия наиболее распространенных в вентиляционно-заготовительном производстве вальцов С-235, ВМС-85, СТД-90 описаны в специальном курсе «Станки и механизмы для производства санитарно-технических и вентиляционных работ». Вальцы СТД-90 предназначены только для вальцевания конусных обечаек с переходом диаметров 1 :3,5.
При работе на вальцах сначала устанавливают вальцующий валок на необходимый диаметр обечайки и регулируют зазор между подающими валками в зависимости от толщины вальцуемого листа. Затем лист укладывают на верстак или рольганг перед вальцовкой на уровне зазора между валками и включают электродвигатель. Лист металла, захваченный подающими валками, упирается в вальцующий валок и загибается по заданному радиусу.
При работе на вальцах С-235 для получения правильной цилиндрической формы воздуховода переднюю кромку листа необходимо предварительно подгибать вручную молотком или пропускать лист через вальцы несколько раз, чтобы выправить перелом, образующийся на листе от упора его в вальцующий валок в момент втягивания в вальцы.
В конструкции вальцов ВМС-85 предусмотрена возможность предварительного подгиба кромки листа самим вальцующим валком, который перед пуском вальцов опускают на уровень нижнего подающего валка и вновь поднимают после пуска вальцов и втягивания листа подающими валками. Вторично вальцующий валок поднимают при остановленных подающих валках. Такое устройство (два подающих и два боковых опускающихся валка) позволяет вальцевать лист за один проход. Процесс вальцевания обечайки на вальцах показан на рис. V.15.
Вторично вальцующий валок поднимают при остановленных подающих валках. Такое устройство (два подающих и два боковых опускающихся валка) позволяет вальцевать лист за один проход. Процесс вальцевания обечайки на вальцах показан на рис. V.15.
Свальцованный воздуховод снимают с вальцов С-235 путем небольшого развода концов обечайки или путем подъема верхнего валка. С вальцов ВМС-85 и СТД-14 свальцованный воздуховод любого диаметра снимают путем подъема верхнего валка под действием специального пневмоустройства. Вальцы СТД-14 отличаются от вальцов ВМС-85 в основном длиной вальцуемой детали, которая может достигать 2500 м.
В вальцах СТД-90 для конусных обечаек приводными являются два боковых валка, а неприводным — верхний валок. Для работы на этих вальцах также необходима предварительная настройка их в зависимости от толщины вальцуемого листа.
При толщине листов стали 0,5 мм целесообразно прокатывать на вальцах за один прием два, три или четыре листа, при толщине 0,7— 1 мм — по два листа, при толщине свыше 1 мм — по одному листу. Вальцы обычно обслуживаются двумя рабочими: один должен находиться у пульта управления для пуска и остановки валков, а другой должен направлять и поддерживать вальцуемые листы. При обслуживании вальцов одним рабочим могут быть несчастные случаи, если, например между валками попадает край спецодежды рабочего в тот момент, когда он не сможет дотянуться до пульта управления.
Вальцы обычно обслуживаются двумя рабочими: один должен находиться у пульта управления для пуска и остановки валков, а другой должен направлять и поддерживать вальцуемые листы. При обслуживании вальцов одним рабочим могут быть несчастные случаи, если, например между валками попадает край спецодежды рабочего в тот момент, когда он не сможет дотянуться до пульта управления.
Рис. 1. Вальцевание заготовки на трехвалковых вальцах
Для повышения безопасности работы у вальцов СТД-14 «Аварийный стоп» выполнен в виде педали, расположенной в основании механизма по всей длине рабочей зоны.
При изготовлении воздуховодов прямоугольного сечения для гибки листового металла используют листогибочные станки ЛС-5 или его модификацию— станок ЛC-6. Станок ЛC-6 обеспечивает полуавтоматический загиб листа на требуемый угол. Рабочими органами станка являются две траверсы — прижимная и гибочная. Основные технические данные: максимальная толщина изгибаемого листового металла 3 мм, максимальная длина листа 2000 мм, максимальный угол загиба 130°, мощность электродвигателя 3,3 кВт.
До начала работы на листогибочном станке ЛC-6 в зависимости от толщины изгибаемого листа необходимо отрегулировать с помощью специальных гаек положение гибочной траверсы относительно прижимной. Затем уложить изгибаемый лист на стол станка таким образом, чтобы разметка линии изгиба на листе совпадала с краем стола, и установить на шкале, градуированной от 0 до 130°, указатель на заданный угол загиба листа. После этого включают электродвигатель и двумя последовательными поворотами рычага включения муфты привода опускают прижимную траверсу и прижимают лист к столу, а затем приводят в движение гибочную траверсу до момента загиба листа на заданный угол, когда она автоматически остановится. Освобождают загнутый лист в обратном порядке также двумя последовательными поворотами рычага включения муфты привода. Обе траверсы, сначала гибочная, а затем прижимная, возвратятся в исходное положение и автоматически остановятся, после чего загнутый лист снимают со стола станка.
Вентиляционные работы – Выкатка и гибка листового металла
Гибка металла на вальцах.
 Геометрический расчет в Excel.
Геометрический расчет в Excel.Опубликовано 07 Дек 2013
Рубрика: Механика | 99 комментариев
За последнее время ко мне было несколько обращений от читателей блога за помощью в решении одной и той же задачи: как при работе на трехвалковых листогибочных вальцах и профилегибах определить окончательное местоположение среднего ролика (валка)…
…относительно положения крайних роликов (валков), которое обеспечит гибку (вальцовку) заготовки с определенным заданным необходимым радиусом? Ответ на этот вопрос позволит повысить производительность труда при гибке металла за счет уменьшения количества прогонов заготовки до момента получения годной детали.
В этой статье вы найдете теоретическое решение поставленной задачи. Сразу оговорюсь – на практике я этот расчет не применял и, соответственно, не проверял результативность предлагаемого метода. Однако я уверен, что в определенных случаях гибка металла может быть выполнена гораздо быстрее при использовании этой методики, чем обычно.
Чаще всего в обычной практике окончательное местоположение подвижного центрального ролика (валка) и количество проходов до получения годной детали определяется «методом тыка». После длительной (или не очень) отработки технологического процесса на пробной детали определяют координату положения центрального ролика (валка), которую и используют при дальнейших перенастройках вальцев, изготавливая партию этих деталей.
Метод удобен, прост и хорош при значительном количестве одинаковых деталей – то есть при серийном производстве. При единичном или «очень мелкосерийном» производстве, когда необходимо гнуть разные профили или листы разной толщины разными радиусами, потери времени на настройку «методом тыка» становятся катастрофически огромными. Особенно эти потери заметны при гибке длинных (8…11м) заготовок! Пока сделаешь проход…, пока проведешь замеры…, пока перестроишь положение ролика (валка)… — и все сначала! И так десяток раз.
Расчет в Excel местоположения подвижного среднего ролика.

Запускаем программу MS Excel или программу OOo Calc, и начинаем работу!
С общими правилами форматирования электронных таблиц, которые применяются в статьях блога, можно ознакомиться здесь.
Прежде всего, хочу заметить, что листогибочные вальцы и профилегибы разных моделей могут иметь подвижные крайние ролики (валки), а могут — подвижный средний ролик (валок). Однако для нашей задачи это не имеет принципиального значения.
На рисунке, расположенном ниже изображена расчетная схема к задаче.
Вальцуемая деталь в начале процесса лежит на двух крайних роликах (валках), имеющих диаметр D. Средний ролик (валок) диаметром d подводится до касания с верхом заготовки. Далее средний ролик (валок) опускается вниз на расстояние равное расчетному размеру H, включается привод вращения роликов, заготовка прокатывается, производится гибка металла, и на выходе получается деталь с заданным радиусом изгиба R! Осталось дело за малым – правильно, быстро и точно научиться рассчитывать размер H. (½)
(½)
9. Но деталь с внутренним радиусом изгиба R0 получилась при опущенном верхнем валке на размер Hрасч, а не H0расч!!! Считаем поправку на обратное пружинение x в мм
в ячейке D12: =D9-D11 =3,5
x = Hрасч — H0расч
10. Так как радиусы R и R0 имеют близкие размеры, то можно с достаточной степенью точности принять эту же величину поправки x для определения окончательного фактического расстояния H, на которое необходимо подать вниз верхний ролик (валок) для получения на вальцованной детали внутреннего радиуса R.
Вычисляем окончательную расчетную вертикальную подачу верхнего ролика (валка) H в мм c учетом пружинения
в ячейке D13: =D9+D12 =48,9
H= Hрасч+x
Задача решена! Первая деталь из партии изготовлена за 2 прохода! Найдено местоположение среднего ролика (валка).
Особенности и проблемы гибки металла на вальцах.
Да, как было бы всё красиво и просто – надавил, прогнал – деталь готова, но есть несколько «но»…
1. При вальцовке деталей с малыми радиусами в целом ряде случаев нельзя получить необходимый радиус R за один проход по причине возможности возникновения деформаций, гофр и надрывов в верхних (сжимаемых) и нижних (растягиваемых) слоях сечения заготовки. В таких случаях назначение технологом нескольких проходов обусловлено технологической особенностью конкретной детали. И это не исключительные случаи, а весьма распространенные!
2. Одномоментная без прокаток подача среднего ролика (валка) на большое расстояние H может быть недопустимой из-за возникновения значительных усилий, перегружающих сверх допустимой нормы механизм вертикального перемещения вальцев. Это может вызвать поломку станка. В аналогичной ситуации перегрузки при этом оказаться может и привод вращения роликов (валков)!
3. Концы заготовки, если их предварительно не подогнуть, например, на прессе, останутся прямолинейными участками при гибке на трехвалковых вальцах! Длина прямолинейных участков L чуть больше половины расстояния между нижними роликами А/2.
Концы заготовки, если их предварительно не подогнуть, например, на прессе, останутся прямолинейными участками при гибке на трехвалковых вальцах! Длина прямолинейных участков L чуть больше половины расстояния между нижними роликами А/2.
4. При движении среднего ролика (валка) вниз в сечении заготовки, подверженном изгибу, постепенно нарастают нормальные напряжения, которые вызывают вначале пружинную деформацию. Как только напряжения в крайних верхних и нижних волокнах сечения достигнут предела текучести материала детали σт, начнется пластическая деформация – то есть начнется процесс гибки. Если средний ролик (валок) отвести обратно вверх до начала возникновения пластической деформации, то заготовка отпружинит следом и сохранит свое первоначальное прямолинейное состояние! Именно эффект обратного пружинения вынуждает увеличить размер вертикальной подачи Hрасч на величину x, так как участки заготовки отпружинивают и частично распрямляются, выходя из зоны гибки, расположенной между роликами (валками).
Мы нашли эту поправку x опытным путем. Обратное пружинение или остаточную кривизну детали можно рассчитать, но это непростая задача. Кроме величины предела текучести материала σт значимую роль при решении этого вопроса играет момент сопротивления изгибу поперечного сечения вальцуемого элемента Wx. А так как часто профили особенно из алюминиевых сплавов имеют весьма замысловатое поперечное сечение, то расчет момента сопротивления Wx выливается в отдельную непростую задачу. К тому же и фактическое значение предела текучести σт часто значительно колеблется даже у образцов, вырезанных для испытаний из одного и того же листа или одного и того же куска профиля.
В предложенной методике сделана попытка уйти от определения обратного пружинения «методом научного тыка». Для пластичных материалов, например алюминиевых сплавов, значение x будет очень небольшим. Для сталей – в зависимости от марки, конечно, немного больше.
Вопросы, касающиеся гибки металла, рассматриваются так же в целом ряде весьма популярных у читателей этого блога статей: «Расчет усилия листогиба», «Расчет длины развертки», «Изготовление гнутого швеллера», «Всё о гнутом швеллере», «Всё о гнутом уголке».
Для получения информации о новых статьях и для скачивания рабочих файлов программ прошу Вас подписаться на анонсы в окне, расположенном в конце каждой статьи или в окне вверху страницы.
Не забывайте подтвердить подписку кликом по ссылке в письме, которое тут же придет к вам на указанную почту (может прийти в папку «Спам»)!!!
С интересом прочту Ваши замечания и отвечу на Ваши вопросы, уважаемые читатели!!! Поделитесь результатами практических испытаний методики со мной и коллегами в комментариях к статье!
Прошу уважающих труд автора скачивать файл с расчетом после подписки на анонсы статей!
Ссылка на скачивание файла: raschet-mestopolozheniia-rolika (xls 32,0KB).
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
Вальцовочные станки для гибки листового металла видео, чертежи, ГОСТ
Вальцовочный станок потребуется если понадобится листогибочных работ с цельной заготовкой, когда изменение её оси после деформирования носит однообразный характер, а резкие изгибы или изменения углов не намечаются.
Классификация и характерности
Такое оборудование делится на две главные группы:
- Вальцы ручные, привод которых обеспечивается мускульным усилием оператора;
- Индукционные вальцы, нужный вращающий момент на которых обеспечивается электрическим двигателем.
Рабочие возможности листогибочных вальцев с ручным приводом лимитированны толщинами отделываемого металла до 0,7 мм (для алюминия и его сплавов – до 1,2 мм), а еще диаметром загибаемого участка детали до 500 мм.
Со своей стороны, мехпривод рассматриваемого оборудования не только увеличивает продуктивность гибки металла, но и предоставляет шанс совершать операции с цельным листом.
Приводные листогибочные вальцы производятся с несколькими рабочими валками, которые находятся, в основном, в горизонтальном положении. Чаще встречаются трёхвалковые вальцы и четырёхвалковые вальцы. Схемы гибки листового металла на данных машинах различны, хотя принцип – одинаков. Подача исходной листовой заготовки выполняется фрикционным захватом материала между листом и валками. Нажимной верхний валок создает обжим металла по поверхности контакта, а участки постепенно получают какую-то кривизну, одинаковую по всей длине листа. Радиус гибки как правило может быть самым разным (изменяется межосевым расстоянием между рабочими валками), но при этом не может быть больше радиуса среднего валка. Самая большая кривизна изготовления детали устанавливается силой фрикционного трения между приводным валком и листом, потому как иначе лист будет зажиматься инструментом, и гибки не случится. Вероятный перегрев электрического двигателя при этом изменяется устройствами теплореле или реле максимального тока системы управления листогибочными вальцами.
Вследствие данных свойств гибку с маленькими радиусами делают методом последовательного прохождения металла в технологичном зазоре между рабочим инструментом, причём после каждой следующей проводки прогиб листовой заготовки будет вырастать.
Трёхвалковые вальцы выполняют как по ассимметричной, так и по симметричной схеме, а четырёхвалковые вальцы бывают исключительно с симметричным расположением рабочих валков. Если есть наличие дополнительных валков вальцы получают наименование комбинированных.
Гибка листа металла на 3-х валковом листогибочном станке
Виды обрабатываемых изделий и характерности гибки
Стандартными изделиями, которые подлежат изготовлению на листогибочных вальцах, являются большие цилиндры, дуги, конуса, кольца и т.д. Потому как после гибки между кромками заготовок образовывается зазор, обусловленный событием упругого пружинения металла, то дальнейшую сборку готовых изделий делают сваркой либо фальцеванием.
 youtube.com/embed/4XymNtgKq6I?feature=oembed”/>
youtube.com/embed/4XymNtgKq6I?feature=oembed”/>
Конструкция трёхвалковой листогибочной машины с симметрично размещенным рабочим инструментов включает:
- Сварную раму.
- Боковые стойки с подшипниковыми узлами.
- Узел привода.
- Блок управления.
Порой, с целью увеличения удобства эксплуатации вальцовочного оборудования, конструкцией предусматриваются также предохранительные устройства и блокировочные узлы (ленточный тормоз, муфта).
Трёхвалковые вальцовочные станки делают гибку в следующей очередности:
- В просвет между верхним (неприводным) и нижними приводными валками помещается заготовка;
- При включении привода находящиеся снизу валки начинают вращаться, обеспечивая заготовке нужную кривизну;
- По готовности изделия правая стойка станка шарнирно поворачивается, а правый конец верхнего валка – приподымается относительно собственного первоначального положения. В результате выполняется извлечение готового металлического листа из зоны обработки;
- Верхний валок возвращается в начальное положение, после этого цикл работы гибки можно повторить.


Для трёхвалковых машин ассимметричного выполнения все бывает так же, кроме того, что приводными являются верхний и один из нижних валков, а изменяется расстояние только между нижними валками.
В трёхвалковых агрегатах с симметрично раставленными рабочими валками очередность извлечения готового изделия другая. Потому как во время гибки передняя и внешняя кромки заготовки остаются прямыми по всей собственной длине, то надобности в следующей правке нет, и завершенное изделие выходит более точным по собственным габаритам. Но это преимущество сберегается лишь тогда, когда длина изгибаемого листа не превышает половины расстояния между осями нижних валков. Ввиду этого считается, что вальцовочные трёхвалковые станки с асимметрично раставленными валками обладают определёнными технологичными хорошими качествами (тем более, если выполняется изготовление цилиндров, имеющих изогнутые кромки, а еще изделий из толстолистового металла – до 50 — 60 мм).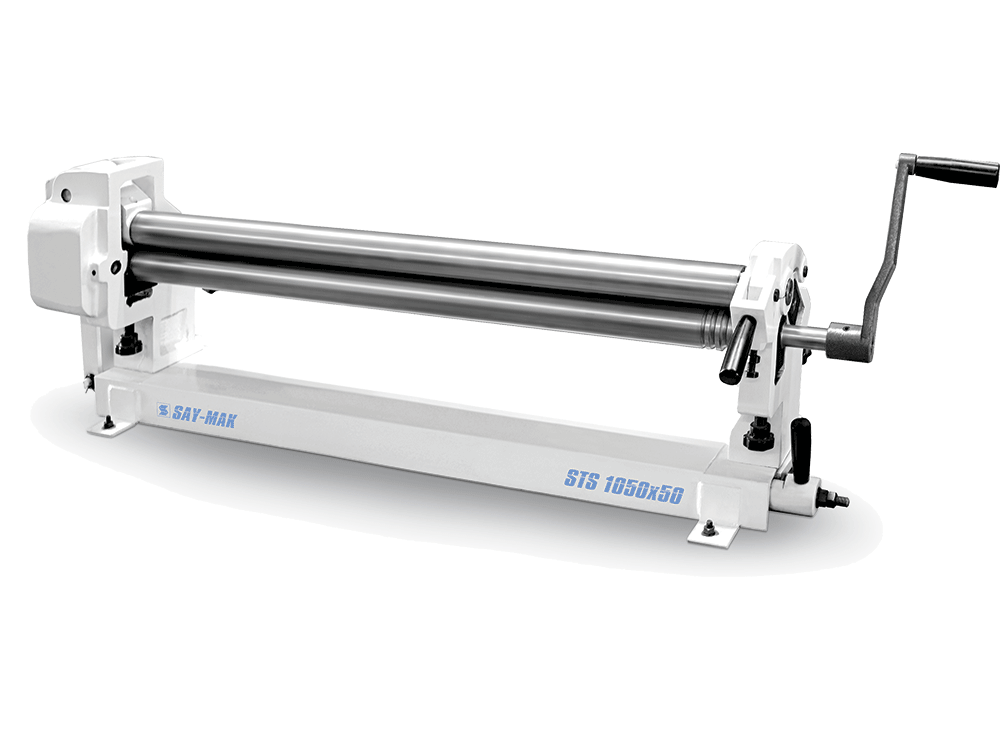
Станок вальцовочный электромеханический, снабжённый четырьмя валками, но все таки, имеет своё основное преимущество – он более прост в изготовлении и имеет меньшую цену.
Преимущество четырёхвалковых вальцев если сравнивать с трёхвалковыми – более правильное получение изогнутых заготовок в один проход, благодаря тому, что вращение валков можно реверсировать. Для этой цели приводным очень часто делается верхний валок.
Для обеспечения размерной точности кромок в конструкциях вальцовочных станков предусматриваются и боковые регулирующиеся валки, которыми делается правка-калибровка изделия при его деформировании.
Сегодняшние направления в планировании и производстве рассматриваемого оборудования в себя включают отказ от электромеханической схемы управления в пользу гидравлического привода. Подобные агрегаты отличительны следующими хорошими качествами:
- Большей плавностью в работе.
- Небольшим шумом.
- Возможностью более точного прижима валка к деформируемому металлу.
- Очень высокой надёжностью при эксплуатировании.

Технологичные параметры и характеристики вальцовочных агрегатов для листовой гибки металла регламентируются требованиями ГОСТ 10664-82.
Скачать ГОСТ 10664-82 «Машины листогибочные трех- и четырехвалковые»
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Гибочные вальцы – Энциклопедия по машиностроению XXL
На фиг. 269 изображена сварная, а на фиг. 270 литая конструкция корпусов турбомашины. В частности, в сварной конструкции количество наименований деталей возрастает по сравнению с литой в 3 раза. Несмотря на снижение веса сварного варианта конструкции, ее себестоимость на 15% выше, чем литой. Это происходит главным образом за счет значительного повышения трудоемкости механической обработки и сборки. Кроме того, сопоставление схем грузопотоков обоих вариантов показало резкое усложнение всего производственного процесса изготовления сварной конструкции в части цехового и заводского транспорта, планирования и учета. В силу этого осуществление сварных вариантов конструкции турбомашин потребовало бы перекомпоновки оборудования и организации замкнутого цеха, оснаш,енного гибочными вальцами и прессами, карусельными, строгальными станками и другим оборудованием, что может быть оправдано только при сравнительно большой программе, обеспечивающей нормальную загрузку оборудования. Таким образом, сравнительный анализ сварных и литых конструкций турбомашины позволил В, А. Казанскому сделать следующие выводы
[c.348]
Кроме того, сопоставление схем грузопотоков обоих вариантов показало резкое усложнение всего производственного процесса изготовления сварной конструкции в части цехового и заводского транспорта, планирования и учета. В силу этого осуществление сварных вариантов конструкции турбомашин потребовало бы перекомпоновки оборудования и организации замкнутого цеха, оснаш,енного гибочными вальцами и прессами, карусельными, строгальными станками и другим оборудованием, что может быть оправдано только при сравнительно большой программе, обеспечивающей нормальную загрузку оборудования. Таким образом, сравнительный анализ сварных и литых конструкций турбомашины позволил В, А. Казанскому сделать следующие выводы
[c.348]
Наиболее сложным и трудоемким элементом котла являлся барабан, так как для его изготовления требовалось дорогостоящее и сложное оборудование мощные гидравлические прессы, гибочные вальцы, печи и др.
 Для паровых котлов высокого давления предусматривались цельнокованые барабаны.
[c.144]
Для паровых котлов высокого давления предусматривались цельнокованые барабаны.
[c.144]В котлостроении применяются гибочные вальцы с тремя и четырьмя горизонтальными валками. Трехвалковые вальцы, как более [c.93]
Горячую штамповку производят преимущественно на гидравлических листоштамповочных и фрикционных винтовых прессах, реже — на кривошипных листоштамповочных прессах. Из специального оборудования для обработки листов в горячем состоя НИИ следует отметить трех- и четырехвалковые гибочные вальцы [c.23]
Горячую листовую штамповку производят преимущественно на гидравлических листоштамповочных и фрикционных винтовых прессах, реже — на кривошипных листоштамповочных прессах. Из специального оборудования для обработки листов в горячем состоянии следует отметить трех- и четырехвалковые гибочные вальцы, предназначенные для гибки листа в обечайку путем реверсивного прокатывания листа между постепенно сближающимися валками. [c.76]
[c.76]
Кроме того, сопоставление схем грузопотоков обоих вариантов показало резкое усложнение всего производственного процесса при сварном варианте. Изготовление сварных корпусов турбомашин потребовало бы перекомпоновки оборудования и организации замкнутого цеха, оборудованного гибочными вальцами и прессами, карусельными, строгальными станками и другим оборудованием, что может быть оправдано только при более или менее значительной программе для возможности нормальной загрузки оборудования. [c.188]
Приведенные значения минимальных радиусов гиба относились к случаю гибки в штампах. Если гибка осуществляется на гибочных вальцах (фиг. 105), применяемых очень широко для гибки по цилиндру и конусу, крупногабаритных деталей, то минимальный радиус кривизны, на который можно изогнуть листы, определяется не только способностью материала к гибке, а главным образом диаметром верхнего валика с =2г2 с учетом пружинения заготовки после
[c. 162]
162]
Приспособление для демонтажа червячного колеса крупных гибочных вальцов (рпс. 43, б). Оно состоит из гайки 4, подъемной головки 5 п сферической шайбы 6, установленных на тележке 7. [c.310]
Заготовку царги корпуса аппарата размечают на листе и отрезают бензорезом или приводными ножницами (аллигаторными или гильотинными). Отрезанная заготовка подается на трехвалковые гибочные вальцы, зажимается между нижними и верхними валками с ее кромок срубают ручным пневматическим рубильным молотком фаски под сварку. Затем царгу изгибают до стыковки кромок, которые прихватывают снаружи [c.262]
Формовка заготовок. Формовку трубной заготовки из подготовительного листа производят либо на гибочных вальцах, либо на прессах. [c.410]
| Рис. 162. Схема формовки трубной заготовки на трехвалковых (а) и четырехвалковых (б) гибочных вальцах |
Специальные гибочные вальцы для гнутья труб, предназначенные для массового производства, сконструированы так, чтобы время на установку заготовки и съем изделия было наименьшим. Два нижних ролика укреплены на неподвижных осях 1 я 2, верхний ролик 3 может перемещаться при помощи гидравлического штока 4 (фиг. 41). [c.60]
Поточная линия состоит из заготовительного и сварочного потоков, расположенных параллельно и направленных навстречу друг другу (рис. 86). В заготовительной части установлены накопительный стенд для листового алюминия, рольганговые столы, оборудование для продольной и поперечной резки и гибочные вальцы. В сварочной части имеются установка для сварки продольных стыков обечаек (стенд для сборки корпусов), приводной роликовый стенд с передвижной площадкой, аппаратура для автоматической п полуавтоматической сварки. [c.253]
ГИБОЧНЫЕ ВАЛЬЦЫ — приводной станок для гибки прокатного металла. Существенную часть -Г. в. составляют валки. Обрабатываемый металл многократно пропускается через валки при этом постепенно изменяют взаимное расположение валков таким образом, что в процессе обработки деформируемый металл приобретает цилиндрическую форму. Г. в. могут быть трех- и четырехвалковые. Кроме того, различают листогибочные вальцы и гибочные вальцы для профильного металла. [c.34]
ПРАВИЛЬНО-ГИБОЧНЫЕ ВАЛЬЦЫ - [c.114]
РОЛИКОВЫЙ ГИБОЧНЫЙ СТАНОК — приводной станок для гибки сортового проката. В отличие от гибочных вальцев для листового металла Р. г. с. имеет более короткие ролики с врезанными в их тело калибрами, соответствующими профилю обрабатываемого металла. [c.126]
В формующем устройстве валкового типа используют способ формовки в гибочных вальцах (см. рис. 195). Формующее устрой- [c.359]
Гибка листов для образования цилиндрических и конических поверхностей выполняется на специальных станках — гибочных вальцах. [c.145]
Цилиндрические и конические изделия из толстого листового металла получают гибкой (вальцовкой) в гибочных вальцах. Последовательность получения цилиндрического изделия в вальцах показана на рис. 75. [c.106]
После сварки полотнище поступает на трехвалковые гибочные вальцы, где вальцуется в обечайку диаметром 2800 мм. Свальцованную обечайку собирают на стенде, а потом накладывают замыкающий шов (рис. 252). [c.118]
В случаях, когда в составе завода не предусмотрен цех для изготовления нестандарти-знрованного оборудования, в состав РМЦ можно включать пресс-ножницы, гибочные вальцы и другое прессово-заготовительное оборудование. [c.56]
В 1953—1969 г. все барабаны для своих котлов ззвод изготоаля самостоятельно электросваркой. Обечайка выполнялась обычно иа шести или восьми отдельных звеньев, длина которых определялась мощностью гибочных вальцов (на рис. 5-1,6 показан барабан с четырьмя звеньями). Были внедрены автоматические сварочные машины, в частности машины для однопроходной сварки продольных швов. Поперечные швы до сих пор считают целесообразным выполнять путем многократного наплавления сравнительно небольшого слоя металла. Почти все эти барабаны работают на электростанциях до настоящего времени. [c.120]
Цех сварных барабанов имел крупные гибочные вальцы для вальцовки в горячем виде листов длиной АО 2 м, толщиной 70 мм, пресс для закатки концов обечаек, сварочные машины роликовые и молотковые для сварки барабанов водяным газом, расточные станки для обточки кромок обечаек и днищ для термообработки и нагрева листов и обечаек были построены нагревательные печи, установлены мощные рентгенаппараты для контроля швов, подъемнокрановое оборудование и пр. [c.145]
Специальные гибочные вальцы для гнутья труб при массовом производстве сконструированы таким образом, чтобы установка заготовк-и и съем изделия занимали мало времени. Как видно из рис 47, два нижних ролика укреп лены на неподвижных осях а верхний ролик может пере мещаться при помощи гидрав лического штока. [c.75]
При вальцовке деталей для придания им сферической поверхности необходимо предварительно подогнуть листовую и полосовую заготовку с двух концов на гидравлических прессах или трехвалковых гибочных вальцах. Подгибка может производиться как на подкладном листе, предварительно завальцован-ном по радиусу кривизны, так и без него. Вальцовка обечаек из листа толщиной более 6 мм производится при многократном прокатывании их до получения заданного радиуса. В процессе вальцовки нельзя ударять кувалдой по заготовке. [c.24]
Технологический процесс изготовления сварных фланцев состоит в том, что прокатаную полосу фасонного профиля разрезают на мерные заготовки, сгибают в кольцо на специальных гибочных вальцах и затем подвергают стыковой сварке. Опыт показывает, что таким способом можно получать поковки фланцев с профилем обода, весьма близким к готовой детали, поэтому затраты на механическую обработку, а также отходы металла в стружку могут быть значительно сокращены. [c.143]
После нагрева до 1100—1250° С (в зависимости от марки стали) мерные заготовки подвергают гибке на трехвалковых гибочных вальцах либо на горизонтальном фланцегибочном станке конструкции ЦНИИТМАШа. [c.143]
По данным УкрНИИХИММАШа гибка заготовок на трехвалковых гибочных вальцах приводит к появлению недопустимой овальности фланца. Это требует большой правки, а также увеличивает объем механической обработки. [c.143]
Прямоугольная стальная плита нагревается в печи примерно до 1000°С и вальцуется на мощных гибочных вальцах в обечайку до совмещения поверхности на стыке (фиг. 32,а). Если в процессе вальцовки температура металла станет ниже 720°С, то стальную плиту нагревают вторично и довальцовывают. [c.645]
Заготовку царги рубашки размечают из листа и отрезают бензорезом или а приводных ножницах. Отрезанная заготовка подается на трехвалковые гибочные вальцы и обрабатывается так же, как царга корпуса аппарата. Царга бортуется внутрь на отбортовочном стане для рубашек. [c.263]
Гибочные вальцы бывают ручные и приводные. На ручных и приводных трехвалках правят заготовки прямые и изогнутые по радиусу, имеющие на поверхности выпучины и вмятины. Заготовки из листа толщиной до 3 мм правят обычно на трехвалках с ручным приводом. На приводных трехвалках правят заготовки толщиной до 4 мл. [c.237]
С накопительного стенда листы для продольной резки и снятия фасок подаются на установку, состоящую из рольгангового стола и четырех приспособлений с фрезами. После этого кромки листа подгибают вручную и по ро.ньгангу подают к установленным в потоке гибочным вальцам. Свальцованные царги попадают на про- [c.253]
Трехвалковые гибочные вальцы состоят из трех валков, из них два (нижних) вращаются от лривода в одну сторону, а третий (верхний) — нажимной получает вращение от трения о лист. [c.146]
§ 6. Вальцовщик (3-й разряд) / КонсультантПлюс
§ 6. ВАЛЬЦОВЩИК
3-й разряд
Характеристика работ. Вальцовка, правка и гибка на различных вальцах и прессах деталей из пруткового и листового металла толщиной свыше 10 до 20 мм в холодном состоянии и свыше 20 до 30 мм в горячем состоянии. Гибка кромок на вальцах, прессах и вручную. Гибка конусных обечаек и полуобечаек из листового металла толщиной до 10 мм в холодном состоянии и до 20 мм в горячем состоянии. Гибка деталей, имеющих один – два сгиба, – на гибочных машинах. Правка кромок на прессах и вручную, правка обечайки по шаблонам и линейке. Вальцовка и калибровка ленты цветного металла. Вальцовка на машинах поперечного вальцевания деталей из пруткового металла толщиной до 30 мм в горячем состоянии. Вальцовка, правка и гибка на различных вальцах деталей из листового и пруткового металла толщиной свыше 20 до 30 мм в холодном и свыше 30 до 40 мм в горячем состоянии под руководством вальцовщика более высокой квалификации. Подналадка вальцов. Участие в ремонте оборудования.
Должен знать: устройство, принцип работы и правила подналадки вальцов и прессов различных типов, способы регулировки вальцов в зависимости от толщины листового металла, радиуса гибки и марки стали; способы измерения деталей в процессе гибки или вальцовки; назначение и условия применения контрольно-измерительных инструментов; механические свойства металлов, влияющие на деформацию металла при вальцовке и гибке; конструкцию различных штампов, приспособлений и подкладок для гибки и вальцовки.
Примеры работ
1. Барабаны сварные – правка и вальцовка в горячем и холодном состоянии.
2. Заготовки корпусов и полукорпусов посудных изделий – вальцовка и гибка пакетом.
3. Зуб рыхлителя – вальцовка под штамповку.
4. Изделия металлохозяйственные – вальцовка и гибка корпусов и полукорпусов пакетом.
5. Конусы – вальцовка разверток.
6. Обечайки цилиндрические из листового металла диаметром свыше 1500 до 3000 мм – вальцовка.
7. Патрубки для металлоконструкций конические с большими углами – гибка.
8. Фонари, струевыпрямители, радиаторы, корпуса и кронштейны – вальцовка, гибка.
9. Цилиндры из листового металла больших толщин – правка и вальцовка в горячем и холодном состоянии.
Открыть полный текст документа
Вальцы трехвалковые листогибочные ВМ-1500 – цена, отзывы, характеристики с фото, инструкция, видео
Вальцы трехвалковые листогибочные ВМ-1500 предназначен для гибки цилиндрических заготовок (обечаек) из листового материала с пределом прочности не более 500 МПа (50 кг/мм2) в холодном состоянии.
Принцип работы станка заключается в свободной гибке листового металла, помещенного между верхним (прижимным) и боковыми валками, изготовленными из стального круга.
Изменение радиуса гибки обеспечивается перемещением верхнего валка относительно боковых и изменением направления вращения.
Вальцы трехвалковые листогибочные ВМ-1500 предназначен для гибки цилиндрических заготовок (обечаек) из листового материала с пределом прочности не более 500 МПа (50кг/мм2) в холодном состоянии.
Принцип работы станка заключается в свободной гибке листового металла, помещенного между верхним (прижимным) и боковыми валками, изготовленными из стального круга.
Изменение радиуса гибки обеспечивается перемещением верхнего валка относительно боковых и изменением направления вращения.
| Характеристика | ВМ-1500 |
|---|---|
| Наибольшие размеры изгибаемого листа с пределом прочности 500 МПа (50кг/мм2), мм, не более: | |
| – толщина | 0,5-2,0 |
| – ширина | 1500 |
| Наименьший диаметр гибки, мм | 60 |
| Скорость подачи изгибаемого листа (не регулируется), мм/сек | 90 |
| Диаметр верхнего валка, мм | 60 |
| Диаметр боковых валков, мм | 69 |
| Расстояние от пола до рабочих поверхностей боковых валков, мм | 905 |
| Габаритные размеры, мм, не более | 2200х700х1250 |
| Масса ВМ-1500 , кг, не более | 350 |
Основное руководство по гибке валков и преобразованию емкости листовых валков
1. ВведениеВ производстве котлов и сосудов высокого давления широко применяется технология валковой гибки,
Он не только имеет цилиндрическую и коническую валковую гибку, но также имеет различные виды гибки стальных профилей, особенно валковую гибку цилиндрических трубных секций, как наиболее типичную.
Они изготовлены из листового металла и могут быть сформированы методом прессования или методом гибки вальцом, который также называется прокатным листом.
В методе прессования обычно используется универсальная матрица для прессования пластины.
Вальцегибочная машина используется для непрерывной трехточечной гибки листа с целью его пластической деформации и достижения необходимого радиуса изгиба.
2. Валковая гибкаВалковая гибка предназначена для гибки на валковой гибочной машине с использованием листового металла или профиля в качестве заготовки.
Форма гибочных деталей листового проката – цилиндрическая, коническая, переменной кривизны;
Как правило, трехвалковая листогибочная машина используется для гибки деталей одинаковой толщины и переменной толщины в направлении толщины.
Существует два типа гибочных деталей профильного валка: равная кривизна и переменная кривизна.
Есть много видов профилей, например, угловой, Т-образный профиль.
Заготовки бывают двух видов: экструзионные и листогибочные.
Четырехвалковый листогибочный станок обычно используется для гибки таких деталей.
2,1 R oll изгиб характеристикиПри прокатке листовой материал укладывается между верхним и нижним (боковыми) валами роликов роликовой станины.Когда вал верхнего ролика опускается, листовой материал изгибается и деформируется под действием изгибающего момента.
Из-за вращения валов верхнего и нижнего роликов трение между валом ролика и стальной пластиной заставляет пластину двигаться, что заставляет положение давления листового металла непрерывно изменяться, таким образом образуя гладкую поверхность изгиба и завершая профилирование.
В процессе гибки валков форма деформации листового металла эквивалентна свободной гибке.
Кривизна гибочной части валка зависит от взаимного расположения валков, толщины листового металла и механических свойств.
Регулируя относительное положение между роликами, заготовку можно согнуть до любой кривизны, меньшей, чем кривизна верхнего ролика.
Из-за наличия упругого восстановления при изгибе кривизна гибочной части валка не может быть равна кривизне верхнего валка.
Наиболее важной характеристикой метода профилирования является его универсальность.
Как правило, нет необходимости в добавлении технологического оборудования к листопрокатному станку, и для гибки профилей вальцами требуются только ролики, подходящие для различных форм и размеров сечений.
К недостаткам валковой гибки можно отнести невысокую производительность и невысокую точность.
2,2 P Поздний ролик erВальцегибочная машина состоит из листогибочных станков и листогибочных станков.
Поскольку большая часть материалов, обрабатываемых в процессе гибки вальцом, представляет собой листовые заготовки, а листогибочный валок может также выполнять прокатку стали общего профиля с помощью некоторого технологического оборудования, вальцегибочная машина в основном является листогибочной машиной.
Листопрокатные станки бывают трех основных типов:
- Трехвалковый симметричный роликовый ролик
- трехвалковый асимметричный каток
- четырехвалковый роликовый ролик
Основным методом прокатки и гибки листового валка является прокатка цилиндрической поверхности листовой заготовкой.
При соблюдении соответствующих технологических мер и необходимого оборудования прокатка конической поверхностной и вальцегибочной стали возможна.
Рис.1 Общие методы предварительной гибки
Прокатка листового проката состоит из трех этапов: предварительной гибки (прижимная головка), центрирования и вальцегибки.
1) Предварительная гибка
Из рисунка 1 видно, что изгибается только та часть стального листа, которая контактирует с валом верхнего ролика.
Следовательно, на обоих концах стальной пластины есть отрезки, которые нельзя согнуть.
Эта длина называется оставшейся прямой кромкой.
Размер оставшейся прямой кромки зависит от формы изгиба оборудования.
Теоретическое значение оставшейся прямой кромки показано в таблице 1.
Фактическая остаточная прямая кромка обычно больше теоретического значения, которое составляет 6-20t для симметричного изгиба и 1 / 10-1 / 6 для асимметричного изгиба.
Таблица 1 Теоретическое значение остаточной прямой границы изгиба стального листа
| Тип оборудования | Листопрокатный станок | Пресс | |||
| Форма гибки | Симметричный изгиб | Асимметричный изгиб | Гибка под давлением | ||
| Трехвалковый | Четырехвалковый | ||||
| Оставшаяся прямая кромка | Холодная гибка | л / 2 | (1.5 ~ 2) т | (1 ~ 2) т | 1,0 т |
| Горячая гибка | л / 2 | (1,3 ~ 1,5) т | (0,75 ~ 1) т | 0,5 т | |
Примечание: в таблице L – это межосевое расстояние бокового валка листогибочного станка, а t – толщина стального листа.
- Обычная матрица используется для многократной гибки на прессе.
Это показано на рис. 1 (а).
Этот метод подходит для предварительной гибки стальных листов различной толщины.
- Предварительная гибка с опалубкой на трехвалковой гибочной машине.
Это показано на рис. 1 (б).
Этот метод подходит для t≤t0 / 2, t≤24 мм, что не превышает 60% мощности оборудования.
- Предварительная гибка должна выполняться на трехвалковой гибочной машине с опорной пластиной и амортизирующим блоком.
Как показано на Рис. 1 (c).
Этот метод подходит для t≤t0 / 2, t≤24 мм, что не превышает 60% мощности оборудования.
- Предварительная гибка с амортизирующим блоком на трехвалковой гибочной машине.
Это показано на рис. 1 (г).
Этот метод подходит для тонкого стального листа, но его работа более сложна и используется редко.
2) Центровка
Цель центрирования – сделать ровную линию заготовки параллельной оси валка, предотвратить скручивание и обеспечить точность геометрической формы заготовки после гибки валка.
Методы центрирования включают центрирование боковых валков, центрирование специальной перегородки, центрирование наклонной подачи и центрирование с прорезью боковых валков, как показано на Рис. 2.
Рис.2 Способы центрирования
3) Валковая гибка
Вальцегибка стального листа обычно выполняется на вальцегибочном станке.
Типичные детали качения бывают цилиндрическими и коническими.
а. Валковая гибка цилиндрических деталей
При гибке цилиндра на симметричной трехвалковой гибочной машине положение вала верхнего валка во время окончательной гибки может быть определено в соответствии с известным радиусом изгиба, как показано на рис.3 (а).
Где:
- h – межосевое расстояние между верхним и боковым валками по вертикали, мм
- R – радиус изгиба заготовки, мм
- т – толщина стального листа, мм
- r 1 – радиус вала верхнего ролика, мм
- r 2 – радиус вала бокового валка, мм
- L 2 – расстояние между центрами боковых валков, мм
Рис. 3 Расчет положения оси прокатного станка
Окончательное положение изгиба вала бокового валка показано на рис.3 (б) при прокатке цилиндрической поверхности на четырехвалковой листогибочной машине, которая может быть получена по следующей формуле:
Где:
- h – межосевое расстояние по вертикали между боковым валком и нижним валком, мм
- R – радиус изгиба заготовки, мм
- т – толщина стального листа, мм
- r 1 – радиус валов верхнего и нижнего роликов, мм
- R’- R + t, мм
- L 2 – расстояние между центрами боковых валков, мм
Из-за упругого возврата листового металла значение H, полученное в приведенной выше формуле, необходимо правильно скорректировать на практике.
г. Валковая гибка конической поверхности:
Распространенными методами гибки конических валков являются метод замедления с малой горловиной, метод двухскоростной четырехвалковой гибки, метод роторной подачи и метод зональной прокатки.
Потому что основные линии поверхности конуса не параллельны друг другу, и кривизна каждой точки на основной линии не одинакова.
Необходимо предпринять следующие меры для того, чтобы верхний валок давил на ровную линию конуса в каждый момент процесса гибки и образовывал различные радиусы кривизны вдоль гладкой линии.
Во-первых, положение верхнего ролика можно отрегулировать так, чтобы он наклонялся под определенным углом к нижнему ролику.
Во-вторых, чтобы верхний валок оставался близко к линии поверхности конуса, скорость подачи на обоих концах конуса должна быть неравной.
Для конических деталей с большим конусом значения вертикального межосевого расстояния Ya и Yb на обоих концах верхнего и нижнего роликов могут быть получены в соответствии с геометрической фигурой, показанной на рис. 4.
Во-первых, межосевые расстояния Ya и Yb верхнего и нижнего роликов получают по методу расчета круглых простых деталей, то есть по формуле (1).
Из геометрических фигур, показанных на Рис. 4 (b) и Рис. 4 (c), получены следующие значения:
Положение заготовки с правого конца ролика определяется l b + c, где
Для конических деталей с малым конусом уравнение (2) можно упростить следующим образом:
При прокатке конической части легко образоваться деформация.
Надежный метод устранения перекоса заключается в том, чтобы верхний валок был достаточно наклонен, а нижний валок был параллелен.
В процессе прокатки и гибки заготовка формируется путем поперечной гибки валков внахлест.
2,4 P Классификация процесса гибки валковВ зависимости от температуры прокатного листа его можно разделить на холодную прокатку, горячую прокатку и среднюю прокатку.
1) Холодная прокатка
При прокатке листа при нормальной температуре (комнатной температуре), известной как холодная прокатка.
Холодная прокатка подходит для прокатки тонкого и среднего листа.
Из-за некоторой упругости при применении, как показано на рис. 5.
После того, как будет достигнута необходимая величина изгиба, его следует откатить несколько раз по этой кривизне.
Пружинность из высокопрочной стали большая.
Для уменьшения упругого возврата перед окончательной формовкой лучше провести отжиг.
Минимальный диаметр цилиндра, который можно гнуть на гибочной машине, зависит от диаметра верхнего валка.
Учитывая упругую отдачу цилиндра после изгиба, минимальный диаметр цилиндра, который можно изгибать, составляет примерно 1,1 ~ 1,2 диаметра верхнего валка.
Операция холодной прокатки удобна, кривизна легко регулируется, а стоимость производства невысока.
Но для более толстых листов требуется мощность оборудования.
И это легко вызвать явление холодной деформации.
Рис. 4 Расчет положения ролика в вальцегибочной машине
2) Горячая прокатка
Обычно считается, что, когда толщина (t) листа углеродистой стали больше или равна одной сороковой внутреннего диаметра (D) (t≥1 / 40 D), должна выполняться горячая прокатка.
(Примечание: согласно этой простой формуле и методу расчета удлинения волокна разница между толщиной в холодном и горячем состоянии велика.)
Во время термической гибки листовой металл следует нагреть до 950 ~ 1100 ℃.
В то же время нагрев должен быть равномерным, работа должна быть быстрой, а конечная температура не должна быть ниже 700 ℃.
Нет необходимости учитывать упругое восстановление при намотке в горячем состоянии. Для закрытого цилиндра гибку валка можно производить до тех пор, пока не закроется продольный шов.
Чтобы предотвратить преждевременное снятие деформации заготовки с листа во время горячей намотки, заготовку следует катать непрерывно с конечной скоростью гибки, пока цвет поверхности заготовки не станет темным.
Когда заготовка находится в холодном состоянии, ее следует разместить в соответствии с состоянием, показанным на рисунке 6, или ее можно разместить вертикально.
Горячая прокатка может предотвратить деформационное упрочнение материалов и снизить потребляемую мощность гибочного станка.
При этом недостатков много:
Если операция горячей прокатки затруднена, стальной лист вызовет серьезное окисление при нагревании до более высокой температуры.
3) Теплая прокатка
Когда лист нагревается до 500 ~ 600, o ° C для прокатки, что называется теплой прокаткой.
По сравнению с холодной прокаткой теплая прокатка имеет лучшую пластичность, что может снизить вероятность хрупкого разрушения при холодной прокатке и снизить нагрузку на гибочный станок.
По сравнению с горячей прокаткой он может уменьшить поверхностные дефекты, вызванные оксидной окалиной, и улучшить условия эксплуатации.
Недостаток горячей прокатки заключается в том, что после формовки возникает внутреннее напряжение, вызванное прокаткой.
В соответствии с требованиями к продукции необходима термообработка для снятия напряжения.
Так как температура нагрева при теплой прокатке обычно ниже температуры рекристаллизации металла, он по-прежнему относится к области холодной обработки.
Валковая гибка не может быть сформирована за один раз, но многократная холодная гибка прокатки вызовет деформационное упрочнение материалов.
Когда деформация изгибаемых деталей очень велика, явление холодного деформирования будет очень очевидным, так что эксплуатационные характеристики изгибаемых роликов будут серьезно ухудшаться.
Следовательно, допустимый радиус изгиба r при холодной прокатке должен быть больше минимального радиуса изгиба листового металла и R = 20 t (t – толщина листа).
При R <20 т следует выполнять гибку горячекатаных валков.
Для деталей с малым радиусом изгиба необходимо выполнить небольшую ручную калибровку после гибки валков.
Разумный допуск на размер должен быть зарезервирован для деталей после гибки валка, то есть каждая сторона немного меньше, чем шаблон (или пластина карты), δ = 2 ~ 4 мм (показано на рис. 7).
Для деталей, изгибаемых валком с относительно большим радиусом изгиба, кривизна после прокатки должна быть проверена в соответствии со стандартом контроля формы, то есть такие детали могут соответствовать пластине карты под действием определенной внешней силы (P).
3. Преобразование мощности гибочного оборудованияМощность гибочного станка может быть изменена для расширения сферы его использования.
Как показано на рисунке 8, формула преобразования выглядит следующим образом:
Рис. 8 Преобразование мощности листопрокатного станка
3,1 T Ширина листа, необходимая для прокатываемого материала, такая же, как и в спецификации прокатного станка, , но радиус изгиба другой .
Где:
- D 1 – расчетный наружный диаметр цилиндра фанерно-намоточного станка, мм
- D 2 – наружный диаметр цилиндра, раскатываемого фанонаматывающим станком, мм
- d – диаметр вала нижнего валка фанонаматывающего станка, мм
- т 1 – максимальная толщина листа цилиндра, предназначенного для намотки шпона, мм
- т 2 – допустимая толщина листа цилиндра, раскатываемого на фанонаматывающем станке, мм
3.2 Материал прокатки такой же, как диаметр, требуемый спецификацией листогибочной машины, но ширина листа другая, а прокатка симметрична, то есть a1 = c1 , a2 = c2
Где:
- b 1 – максимальная ширина листа цилиндра, предназначенного для листопрокатного станка, мм
- b 2 ширина листа цилиндра для прокатки на листопрокатном станке, мм
- L-опорное расстояние валка и вала листопрокатного станка, мм
- т 1 – максимальная расчетная толщина листа цилиндра листопрокатного станка, мм
- т 2 – допустимая толщина листа цилиндра для прокатки на листопрокатном станке, мм
3.3 T Диаметр гибки валка такой же, как ширина листа, требуемая спецификацией гибочного станка, , но материал другой .
Где
- σ s 1 – предел текучести листового цилиндра, прокатанного на толстолистовой машине, МПа
- σ s2 – предел текучести листа цилиндра при прокатке на толстолистовой машине, МПа
- т 1 – максимальная толщина листа круглой полосы, спроектированного и прокатанного на листопрокатном станке, мм
- т 2 – толщина листового цилиндра, прокатываемого на листопрокатном станке, мм
3.4 T Диаметр прокатки, ширина листа и материал одинаковы, а температура прокатки отличается .
Где
- σ s 1 – предел текучести листового цилиндра, прокатанного на листопрокатном станке, МПа
- σ с 2 – прочность на разрыв листового цилиндра, сконструированного и прокатанного на листопрокатном станке, МПа
- т 1 – максимальная толщина листа цилиндра, предназначенного для листопрокатного станка, мм
- т 2 – толщина листового цилиндра, прокатываемого на листопрокатном станке, мм
- R x – постоянная величина, обычно принимаемая равной 10-20.
- При горячей прокатке σ s = σ b
- K 0 – относительный коэффициент упрочнения стали, K 0 = n / r 0 .
- R 0 – радиус цилиндра, рассчитанный на прокатном станке, r 0 ≥20 t 1 .
- N обычно составляет 5-10.
4. Заявление
В производстве широко применяется технология гибки валков.
При применении нержавеющей стали, алюминия, листовой композитной стали и других материалов повышаются требования к качеству поверхности деталей для гибки валков.
Отжиг перед гибкой валков стал неизбежным для марок стали, чувствительных к закаливаемости.
Таким образом, целесообразен расчет и выбор оборудования для гибки валков, анализ мер, принимаемых для обеспечения соответствия качества гибки валков предъявляемым требованиям.
Благодаря приведенному выше анализу, расчету и применению процесса гибки валков можно выполнить различные спецификации гибки криволинейной поверхности на гибочной машине, что улучшает коэффициент использования оборудования.
Roll Bending – обзор
9.3.1 Продольное расширение и угол изгиба пружинного ролика с двумя степенями свободы
Изготовление и конструкция пружинного ролика с двумя степенями свободы проиллюстрированы на рис. 9.3 и описаны в разделе 9.2.1. На рис. 9.7 схематично показан изгиб пружинного ролика с 2 степенями свободы, вызванный ходом S, в приведенном в действие окружном промежутке между точками a и b [2]. Предполагается, что гибочный валок образует кривую постоянной кривизны.Радиальный угол равен F, а радиус R . Ход S, неограниченное расширение, вызванное приложенным электрическим полем, был бы равен ходу при том же напряжении в пружинном ролике с 1 степенью свободы. Продольная длина рулона в центральной (нейтральной) точке
Рисунок 9.7. Схематическая структура изгибающегося пружинного ролика с 2 степенями свободы. Активный окружной промежуток находится между точками a и b под углом θ t
Продольная длина под заданным углом θ составляет
Если линейная жесткость пружины пружинного валика равна E, то действующая продольная сила по задействованному пролету между точками b и составляет
9.3Fcx = E∫ab (h0 + S-hθ) d (rθ) 2πr
Продольная сила, оказываемая незадействованным пролетом между точками b и a , составляет
9,4Fcc = E∫ab (h0- hθ) d (rθ) 2πr
В условиях разблокировки и равновесия указанные выше две силы уравновешены [5–9]; т.е.
9,5Fcx = Fcc = E∫ab {h0 + S-ϕ (R + rsinθ)} dθ + E∫ba {h0-ϕ (R + rsinθ)} dθ = 0
Упрощение дает
Дополнительно к продольным силам изгибающие моменты в задействованном пролете между точками a и b и в незадействованном пролете между точками b и a также уравновешиваются в состоянии равновесия
9.7Mcx = E∫ab (h0 + S-hθ) rsinθd (rθ) 2πr
9.8Mcc = E∫ab (h0-hθ) rsinθd (rθ) 2πr
9.9Mcx + Mcc = E∫ab {h0 + S- ϕ (R + rsinθ)} sinθdθ + ∫ba {h0-ϕ (R + rsinθ)} sinθdθ = 0
Упрощение доходности
В пружинной катушке с 2 степенями свободы, если неактивный, неэлектродированный промежуток крен незначителен по сравнению с активными пролетами, тогда θ t = p. Уравнения (9.6) и (9.10) сводятся к
и
Уравнение (9.12) указывает, что можно увеличить угол изгиба либо путем увеличения хода, либо путем уменьшения диаметра валка.Ход пропорционален длине рулона и натяжению. Деформация определяется приложенным электрическим полем и смещением активных пленок. В практических пружинных роликах по меньшей мере один слой неэлектродированной неактивной пленки свернут внутри и снаружи слоев активной пленки для защиты активных слоев. Неактивные слои отрицательно влияют на продольную деформацию и угол изгиба.
Согласно формуле. Согласно (9.2) продольные длины валка в выпуклом и вогнутом положениях, где θ = p / 2 и π = 3 p / 2, соответственно, равны
9.13hcx = h0 + (12 + 2πcosπ4) S
и
9.14hcc = h0 + (12-2πcosπ4) S
Leim
(2π cos π4)
равно 0,45, поэтому h cx меньше (h 0 + s ), что означает, что активный диапазон фактически сжат. С другой стороны, h cc больше, чем h 0 . Невыполненный диапазон находится под напряжением.
Системы прокатки листового металла – Компания по производству отработанного газа
Прокатное отделение
Компания по производству отходов газа Системы прокатки листового металла
Компания по производству отработанного газацех точной прокатки и формовки с полным комплексом услуг, готовый к любым производственным задачам. Мы располагаем самой впечатляющей коллекцией оборудования для производства стали в этой области и обладаем опытом, позволяющим обеспечить непревзойденную точность формовки в отрасли. Важной частью нашего безупречного, сертифицированного по ISO производства является листопрокатное оборудование.
Гидравлический 4-валковый листогибочный станок с двойным зажимом MG привносит современный вид в наш прокатный цех. Двойной прижимной ролик MG помогает нам формировать пластины из 1 шт.5 дюймов толщиной до 10 футов шириной и 2,5 дюйма толщиной до 3 футов шириной. Он также оснащен двумя валками с центральным приводом, которые помогают сократить время, затрачиваемое на предварительную гибку. Наши двойные прижимные ролики MG – это эволюция в области гибки листов.
Модель MG № EH 314C / 4 Roll имеет верхнюю и боковые опоры, полностью гидравлическое движение качения с гидравлическим опускаемым концом, верхний валок 11 дюймов и нижний валок 8 дюймов, а также отдельную консоль управления. Он может выполнять конусную гибку и многие другие виды прокатки листа толщиной до 9/16 дюйма и длиной до 10 футов.
Модель DAVI MACHINE № MCA2520 (4) Roll Plate Roll также оснащена независимой консолью управления с технологией перекатки по проводам и планетарными направляющими без трения. Он имеет диаметр верхнего ролика 8 дюймов и диаметр нижнего прижимного ролика 7 дюймов. Наша машина Davi может обрабатывать материал толщиной до 3/8 дюйма и длиной 8 футов с отдельными функциями формования прокаткой, включая гибку конуса, прокатку стального листа и формовку листового металла.
Угловые валки Roundo R4 имеют гидравлическую регулировку крена с гидравлическим приводом и индикаторы положения валков.R4 может преобразовывать плоский прокат с помощью процессов стальной угловой прокатки с ЧПУ в прокатные профили с точным диаметром в точные профили.
Roundo 80/3 Plate Roll 12ga x 40 “ Этот трехвалковый роликовый каток может работать с листами толщиной до 12 и длиной 40 дюймов. Гарантированная параллельность выделяет Roundo для точного управления по длине секции.
КомпанияWaste Gas Fabricating Co. в Большой Филадельфии, штат Пенсильвания, предлагает металлопрокатные и гибочные системы для удовлетворения любых ваших производственных потребностей.Мы предлагаем высококачественную прецизионную обработку, резку, формовку, обработку и изготовление углеродистой, нержавеющей и конструкционной стали в Среднеатлантическом регионе на протяжении почти 40 лет. WGF стремится предлагать первоклассные услуги по изготовлению металлических листов и пластин с помощью нашего своевременного инвентаря и современного оборудования. Если вам нужно изготовление металла по индивидуальному заказу, независимо от отрасли или области применения, у WGF есть все необходимое для этого.
Дом ” Производственное оборудование » Прокатное оборудованиеПодержанные валки скольжения для листового металла и валки для гибки листов
Б / у Вальцы скольжения для листового металла / ролики для гибки листового металла
Ручные скользящие валки – это метод ручного проворачивания для прокатки тонкого листового металла в гнутую панели или цилиндрические формы.
Трехвалковые станки работают, зажимая металл между два валка и изгиб его, когда он соприкасается с обратной стороной, формируя рулон. Это придает металлической заготовке цилиндрическую форму, где он сваривается, чтобы получить цилиндр. Верхний валок находится в фиксированном положении, нижний валок имеет регулируемое движение для выполнения функции захвата. Это “щепотка” рулоны.Третий валок (формующий валок) также регулируется. С участием открываемый вручную или гидравлически перемещаемый шарнир, конец верхний вал открывается для снятия готовой работы кусок, особенно законченная форма трубы.
Наш инвентарь постоянно обновляется, если вы не видите то, что вы ищете, позвоните в наш офис, продавец будем рады помочь в поиске подходящей новой или подержанной техники для нужд вашего магазина. CINCINNATI Прецизионное оборудование 513-860-4133 .
Мы в настоящее время Не используйте использованные рулоны листового металла. Пожалуйста, вернитесь Или свяжитесь с нами и нашимТорговый персонал может помочь вам найти использованный листовой металл Рулон . Вернуться в ТОП |
Возврат к Б / У ОБОРУДОВАНИЕ ДЛЯ ЛИСТОВОГО МЕТАЛЛА Страница
Металлопрокат подержанный | Тарелка в рулонах | Листовой металл в рулонах | Угловой валок | Скользящий валок | Роликовые кольца | Формовочный валок
Вы ищете хорошо подержанный металлообрабатывающий станок?
У нас есть в наличии десятки металлических рулонов на продажу..
- Подержанные валки для гибки пластин (скользящий валок, пирамида, начальный прижим, двойной прижим) на продажу в настоящее время на складе Совершенно новые валки для гибки пластин (подвижный валок, пирамида, начальный прижим, двойной прижим) выставленные на продажу в наличии Посмотреть машины
Или скользящие валки – это либо пирамидальные 2 нижних валка и один валок, уложенный наверху, имеющий форму пирамиды, либо 3 или 4 начальных сжимающих валка, при этом 2 передних валка равны друг другу.В результате ваши листы сжимаются и скручиваются в круглую форму.
- Подержанные рулоны для гибки под углом (труба, трубка, пруток, плоская, угловая) на продажу в настоящее время на складе Совершенно новые рулоны для гибки под углом (трубы, трубки, прутки, плоские, угловые) на продажу на складе Посмотреть машины
Используется для прокатки труб, труб, прутков и плоского проката в цилиндрические формы. Эта машина использует разные матрицы для формирования вашего изделия.
Мы покупаем и продаем все типы токарных станков по металлу, например:
- Вальцы пластин или ролики скольжения – Бертч, Монтгомери, Милтон, Уэбб, Вайсонг
- Пиримид типа
- Начальный зажим
- Двойной зажим
- Угловые ролики – Eagle, Baileigh, Roundo, Bertsch, Heller, Montgomery, Ercolina
кромочные ролики | Поставки Big Rock
Продукция 1-39 из 39
Показать 48 на странице 96 на странице 144 на странице 192 на странице 240 на странице
Новинка!
ESE True 180 Кромочный валик
Кромко-гибочный станок True 180 катится по предварительно согнутой (под углом 90 градусов) кромке листового металла до…
Всего: $ 499.95
Наличие: Есть в наличии
Машины ESE Номер товара: ESE-T180ER –True 180 Edge Bender катится по предварительно согнутой (до 90 градусов) кромке листового металла, создавая чистую четкую кромку под углом до 180 градусов.Идеальный помощник для True 90 или может быть использован с любым другим кромкооблицовочным станком, включая Freund и Malco. Особенности: кромочный ролик 180 градусов, эксклюзивный спиральный защитный кожух от царапин сгибает металлы толщиной до 0,040 ″ сгибает кромку от 3/8 ″ до 1 ″. максимальная глубина
ESE True 90 кромочный валик
Цена: 432 доллара.95
Наличие: Есть в наличии
Машины ESE Номер позиции: ESE-T90ER –True 90 Edge Bender катится по кромке листового металла, создавая чистый четкий изгиб под углом до 90 градусов.Он оснащен специальным наклонным роликом, который обеспечивает дополнительный зазор на 12 градусов, поэтому вы можете получить настоящий изгиб на 90 градусов по отличной цене! Особенности: Эксклюзивный угловой ролик для «настоящего» изгиба на 90 градусов Регулируемая длина вала подшипника Диапазон изгиба (глубина) от От 3/8 ″ до 6-1 / 2 ″ Гибка металлов толщиной до 0,040 ″ Размеры 16 x 13 x 13 дюймов 11 фунтов …
Новинка!
Freund 91612000 Дисковый каток модели S
Простота обращения, изгиб 90-180 градусов, глубина вставки 8-25 мм
Цена: 455 долларов.65
Наличие: Есть в наличии
Freund Номер товара: FRE-91612000 –Гибка от 90 до 180 градусов Глубина вставки от 8 до 25 мм Толщина материала до 1 мм Простота в обращении Идеальные характеристики скольжения
Новинка!
Freund 91640000 Идеальный бендер S-150
16мм.Стержни из нержавеющей стали с меньшей маркировкой
Всего: $ 435.65
Наличие: Есть в наличии
Freund Номер товара: FRE-91640000 –Все основные рабочие части изготовлены из нержавеющей стали, для работы в любых погодных условиях 16 мм.Стержни из нержавеющей стали с меньшей маркировкой Шарикоподшипники из нержавеющей стали Гибочное колесо под углом 80 градусов можно регулировать в зависимости от толщины материала Высокое качество и функциональность
Бесплатная доставка!
Новинка!
WUKO 0420 Мастер
Станок для изготовления кровельных панелей для изготовления профилей для одинарных и двойных швов…
Цена: 39995 долларов США
Наличие: Есть в наличии
WUKO Номер товара: WUKO-0420 –Машина для изготовления кровельных панелей для изготовления профилей для швов с одинарным и двойным замком (высота шва 25 мм / 1 ″) Модель 0420 Рама машины из модульной системы алюминиевых профилей Верхняя крышка машины: распашные двери, легко открывающиеся, с предохранительным выключателем, рама элементы из прозрачного ударопрочного поликарбоната⇒ хороший обзор во время процесса профилирования⇒ легкий доступ для регулировки и обслуживания Мобильный, два фиксированных и два поворотных ролика с тормозами Двигатель 230 В с преобразователем частоты для непрерывного…
Wuko 2354 Uni Bender III
Для прямых и вулканизированных изделий
Цена: 426 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-2354 –Универсальный гибочный станок Wuko Uni Bender может использоваться для гибки и формовки при производстве листового металла. Особенности: «Более длинный» брат гибочного станка Wuko Uni 2204 Для гибки прямых листов с радиусом до 90 °.Усовершенствованная версия моделей 2200 и 2202: более узкая, но все же оснащенная 4 роликами и более эффективная при гибке обычного листового металла, особенно цинка и меди. Эта модель имеет повышенную способность изгиба по внутреннему радиусу и более легкое создание профилей для стоячих швов (наружная резьба). и гнездовой) .Регулируемый изгиб …
Wuko 3200 Duo Бендер 8 дюймов Plus
Duo Bender, Super Clamping Handle, Quick Support Rail, чемодан для переноски
Цена: 629 долларов.95
Наличие: Есть в наличии
WUKO Номер позиции: WUKO-3200-PLUS –Wuko Duo Bender Plus особенности: Wuko 3200 Bender – Разработан для быстрого и легкого сгибания длинных прямых полос листового металла.Предпочтительный гибочный станок при выполнении длинных изгибов вверх на 10 дюймов. Максимальная высота изгиба: 200 мм / 8,0 дюймов. Мин. Высота изгиба: 5 мм / 0,2 дюйма. Изгибная способность: 0,80 мм / 0,031 (для всех распространенных материалов) Зажимная ручка Wuko Super – используется для оптимизации усилий давления, легко и быстро прикрепляется к верхним валам бендера Wuko Duo Bender, позволяет оказывать давление в том месте, где вы …
Бесплатная доставка!
Новинка!
WUKO 5000 Комбинированный станок
Комбинированный гибочный станок WUKO 5000 – это удобный инструмент для гибки, придания жесткости и смещения листа…
Всего: $ 599.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-5000 –Комбинированный гибочный станок WUKO 5000 – это удобный инструмент для закругления кромок, придания жесткости и смещения листового металла. Четыре упора для роликов для облегчения ведения по прямым полосам из листового металла. Быстрое и легкое снятие двух упоров для роликов для работы на кривых. Регулируемая глубина горловины от 0 до 6.От 5 см / 0 до 2 1/2 “Нижний вал с радиальной регулировкой (увеличение давления формования) Комплекты валков из нержавеющей стали с долговечными подшипниками Сменные комплекты валков (индивидуальные валки по запросу) Включает 1 пару валков …
Бесплатная доставка!
Новинка!
WUKO 6050 Мини-Uber Bender
Его угловой гибочный диск делает инструмент идеальным для радиусных работ с упругими материалами и…
Всего: $ 369.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-6050 –Новый WUKO Mini Uber Bender 6050 – это умный и удобный инструмент для работы с малым радиусом.Особенности: Оснащен угловым гибочным диском для гибки до 100 ° дюймовой шкалы на верхнем валу Два роликовых упора и два опорных ролика Легко снимаемая ручка Отрегулируйте желаемую высоту гибки с помощью гравированной шкалы, затяните барашковый винт и вставьте листовой металл между гибками колеса. Угловой гибочный диск показывает направление гибки. Упоры ролика должны плотно прилегать к листу …
Новинка!
Wuko 6200 UBER Uni Bender
.24 дюйма – 8 дюймов. Глубина изгиба, 24 га. Мощность гибки
Всего: $ 476.00
Наличие: Есть в наличии
WUKO Номер товара: WUKO-6200 –Характеристики: Идеально подходит для гибки под углом до 100 градусов. Отсутствие повреждения хрупких материалов. Отсутствие проблем с продольными изгибами. Глубина изгиба:.24 дюйма – 8 дюймов Допустимая нагрузка на изгиб: 24 га. (для всех распространенных материалов) 10 фунтов. Идеально для: Чистого изгиба под углом до / более 90 ° Защита хрупких материалов Пружинные материалы изгиба по продольным бортикам …
Новинка!
WUKO 6350 Убер Бендер
WUKO 6350 Uber Bender, чистый изгиб до 100 градусов
Цена: 499 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-6350 –Wuko Uber Bender 6350 – это более длинная версия 6200. Он оснащен тонким колесом с изгибом под углом, которое позволяет выполнять изгибы от 90 ° до 100 °.Это также позволяет загибать предыдущие изгибы, такие как изгиб по продольным бортикам или изгибы профиля панели. Имея только один набор роликов, этот гибочный станок по-прежнему дает вам возможность выполнять некоторую радиусную гибку, хотя на самом деле он предназначен для получения более прямых линий. Еще один замечательный инструмент из арсенала Wuko. Гибочные машины Wuko – это …
Новинка!
Wuko 7200 UBER Uni Bender Duo
Высота гибки до 8 дюймов
Цена: 708 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-7200 –WUKO UBER Bender Duo Оснащен второй парой угловых гибочных дисков и ручкой для быстрой и легкой гибки длинных прямых панелей.Идеальный инструмент для: Чистого изгиба под углом до / более 90 ° Защита хрупких материалов Пружинные материалы изгиба по продольным бортикам Технические характеристики: Изгибная способность: 0,80 мм / калибр 24 (для всех распространенных материалов) Высота изгиба: 6-200 мм / 0,24-8,00 дюймы …
Бесплатная доставка!
Новинка!
WUKO 7200/4000 Набор гибочных труб
Набор для гибки
Цена: 1349 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-1005883 –В комплекте – 1 шт. WUKO Uber Bender Duo 7200: Оснащен второй парой угловых гибочных дисков и ручкой для быстрого и легкого сгибания длинных прямых панелей.Идеальный инструмент для: – чистой гибки под углом до / более 90 ° – защиты хрупких материалов – пружинящих материалов – гибки по продольным бортикам Технические характеристики: – Изгибная способность: 0,80 мм / размер 24 (для всех распространенных материалов) – Высота изгиба : 6-200 мм / 0,24-8,00 дюйма 1 шт. WUKO Disc-O-Bender 4000: для гибки ножек из листового металла …
Новинка!
Wuko 8200 HEM Бендер
Для гибки металла до 100 градусов
Цена: 899 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-8200 –Особенности: Для гибки металла под углом до 100 градусов Глубина изгиба: от 1/4 дюйма до 8 дюймов. Можно также изготавливать HEM (от 90 градусов до 180 градусов) до макс. 1/2 дюйма.Гибочные диски позволяют более близкие изгибы. Технические данные: Макс. Высота изгиба: 8 дюймов. Мин. Высота изгиба: 0,02 дюйма. Допустимая нагрузка на изгиб: 0,031 дюйма (для всех распространенных материалов) Вес: 7 фунтов. …
Бесплатная доставка!
Новинка!
WUKO 9050 Телескопический трубогиб
WUKO 9050 Bogie Bender предназначен для гибки листового металла внутри / снаружи…
Всего: $ 479.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-9050 –Телескопический гибочный станок WUKO 9050 разработан для гибки листового металла на внутренних / внешних кривых, а также на прямых участках.Опорные пластины можно разблокировать, чтобы они могли свободно вращаться вокруг крутых изгибов, при этом обеспечивая опорные края для четкого изгиба. Инструменты WUKO превосходного качества и хорошо известны в кровельной промышленности. Основные характеристики: Максимальная глубина изгиба 9050 составляет 2 дюйма мин. высота изгиба: 5 мм / 0,2 дюйма Макс. высота гибки: 50 мм или 2 дюйма Допустимая нагрузка на изгиб: 0,80 мм / 0,031 дюйма (для …
Новинка!
Роликовые парыWUKO для комбинированного гибочного станка 5000
Ролики для комбинированного гибочного станка Wuko 5000
Цена: 125 долларов.00
Наличие: Есть в наличии
WUKOWUKO 5000 Combo Bender Роликовые пары Роликовые пары из нержавеющей стали, оснащенные долговечными подшипниками Сменные комплекты валиков (индивидуальные рулоны по запросу) Доступные комплекты валиков: пара со смещением под углом 45 градусов, пара 1/8 дюйма со смещением под углом 45 градусов, 5 / 32 “Пара со смещением под углом 90 градусов, пара роликов 5/32” для бисероплетения
WUKO Убер Бендер Дуо 7350 Плюс
WUKO Убер Бендер Дуо
Цена: 839 долларов.95
Наличие: Есть в наличии
WUKO Номер позиции: WUKO-7350-PLUS –включает футляр для переноски WUKO Uber Bender Duo Plus Set Оснащен второй парой угловых гибочных дисков и ручкой для быстрого и легкого сгибания длинных прямых панелей.WUKO 7350 Uber Bender Duo – идеальный инструмент для: чистого изгиба под углом до / более 90 °, защиты хрупких материалов, пружинных материалов, изгиба вдоль продольных бортов. Технические характеристики: Изгиб: 0,80 мм / размер 24 (для всех распространенных материалов) Высота изгиба: 6 -350 мм / 0,24-14 дюймов Вес: 3,59 кг / 7,91 фунта …
Freund 91611000 Дисковый ролик
Цена: 456 долларов.65
Наличие: Есть в наличии
Freund Номер товара: FRE-91611000 –Мобильная кромкообрабатывающая машина для кромкооблицовки и гибки листового металла сгибает профили от 90 ° до максимум 180 ° Высота гибки: минимум -3 / 8 “, максимум-1 5/8” Не требуется выравнивание или регулировка Возможность расширения с помощью второго диска Ролик и адаптер для превращения в двойной диск. Ролик сгибает листы с максимальной прочностью 20 калибра… ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0,04 дюйма), медь = 0,8 мм (0,03 дюйма) …
Freund 91610000 Двухдисковый каток
Цена: 849 долларов.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91610000 –Мобильная кромкообрабатывающая машина для кромкооблицовки и гибки листового металла. Гибка профилей от 90 ° до 180 °. Высота гибки: минимум -38 дюймов, максимум-1 5/8 дюймов. Не требуется выравнивание или регулировка. Сгибает листы максимум до 20 калибровочная прочность Применение элементов карниза и водосточных желобов, переделка и т. д… ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0,04 дюйма), медь = 0,8 мм (0,03 дюйма), сталь = 0,7 мм (0,028 дюйма), нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма). дюймов) …
Freund 91630000 Радиусный ролик 25
Для обработки кромок изогнутого листового металла и изготовления кромок с малым радиусом
Цена: 339 долларов.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91630000 –Для обработки кромок изогнутого листового металла и производства изделий с малым радиусом. Ручка, сконструированная для оптимальной мощности и усилия. Измерения в см / дюймах. Регулируемая высота изгиба позволяет изгибать листовой металл от 1/4 “-1” до 22 ga.ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0,04 дюйма), медь = 0,8 мм (0,03 дюйма), сталь = 0,7 мм (0,028 дюйма), нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма). ) …
Freund 91631000 Радиусный ролик 50
Цена: 347 долларов.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91631000 –Для обработки кромок изогнутого листового металла и производства изделий с малым радиусом. Ручка, обеспечивающая оптимальную мощность и усилие. Измерения в см / дюймах. Регулируемая высота гибки позволяет изгибать листовой металл толщиной от 1/4 “-2” до 22-го калибра.
Freund 91602000 Стандартный кромочный ролик
Цена: 429 долларов.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91602000 –Мобильная кромкообрабатывающая машина для кромкооблицовки и гибки листового металла. Легко читаемая шкала (мм / дюйм) Петли для подвешивания к рабочему ремню Возможность расширения с помощью второго стандартного кромочного ролика и адаптера, чтобы стать двойной гибочной машиной Высота гибки: 1/4 дюйма – 7 7/8 “ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая = 0,5 мм (0,02 дюйма) …
Freund 91620000 Двойной стандартный кромочный валик
Цена: 800 долларов.65
Наличие: Есть в наличии
Freund Номер товара: FRE-91620000 –Мобильная кромкообрабатывающая машина для обрезки и гибки листового металла. Легко читаемая шкала (мм / дюйм) Петли для подвешивания к рабочему ремню Высота гибки: 1/4 “-7 7/8” ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, Алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма)
Freund 91604000 Ролик Maxi-Edge
Цена: 533 доллара.75
Наличие: Есть в наличии
Freund Номер товара: FRE-91604000 –Мобильный кромкообрезной станок для обрезки и гибки листового металла. ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма)
Freund 91604100 Макси-двухкромочный каток
Мобильный кромкообрезной станок для кромкообрезки и гибки
Цена: 893 доллара.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91604100 –Мобильная кромкообрабатывающая машина для обрезки и гибки листового металла, оснащенная 4 направляющими роликами. Легко читаемая шкала (мм / дюйм) Петли для подвешивания к рабочей ленте Высота изгиба: 1/4 “-13 3/4” ВНИМАНИЕ – максимальная прочность листа / Толщина: цинк, алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая = 0,5 мм (0,02 дюйма) …
Freund 91603000 Кромочный валик Premium без ручки
Цена: 473 доллара.75
Наличие: Есть в наличии
Freund Номер товара: FRE-91603000 –Мобильный кромкообрезной станок для обрезки и гибки листового металла. ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма)
Freund 91600000 Кромочный валик Premium с ручкой
Цена: 464 доллара.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91600000 –Мобильный кромкообрезной станок для обрезки и гибки листового металла. ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма)
Freund 91601000 Двойной кромочный каток Premium
Цена: 879 долларов.95
Наличие: Есть в наличии
Freund Номер товара: FRE-91601000 –Мобильный кромкообрезной станок для обрезки и гибки листового металла. ВНИМАНИЕ – Максимальная прочность / толщина листа: цинк, алюминий = 1 мм (0.04 дюйма) Медь = 0,8 мм (0,03 дюйма) Сталь = 0,7 мм (0,028 дюйма) Нержавеющая сталь, нержавеющая сталь = 0,5 мм (0,02 дюйма)
Wuko 3200 Duo Бендер 8 дюймов
Цена: 599 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-3200 –Функционирует аналогично Wuko Uni Bender, но оснащен второй парой гибочных валков и ручкой. Предназначен для быстрой и легкой гибки длинных прямых полос листового металла. Предпочтительный гибочный станок при выполнении длинных гибов до 10 футов. Технические данные Максимальная высота гибки: 200 мм. / 8.0 Мин. Высота изгиба: 5 мм / 0,2 Допустимая нагрузка на изгиб: 0,80 мм / 0,031 (для всех распространенных материалов)
Wuko 3350 Duo Бендер, 14 дюймов
Цена: 632 доллара.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-3350 –Удлиненная версия гибочного станка Wuko Duo с максимальной высотой гибки 350 мм / 14 дюймов. Технические данные: Максимальная высота гибки: 350 мм / 14 дюймов. Мин. Высота гибки: 5 мм / 0.2 дюйма Изгиб: 0,80 мм / 0,031 (для всех распространенных материалов) Вес: 3,9 кг / 8,6 фунта
Дисковый бендер Wuko 4000
гибка материалов
Цена: 636 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-4000 –Для гибки ножек из листового металла под углом от 90 до 180 градусов Без регулировок Очень прост в обращении Чистый и точный результат Отсутствие повреждений окрашенного или окрашенного материала Для бесконечного изгиба Технические характеристики: Макс.высота изгиба: 40 мм / л.57 дюймов (в зависимости от материалов) Мин. Высота изгиба: 8 мм / 0,31 (в зависимости от материалов) Допустимая нагрузка на изгиб: 0,80 мм / 0,031 (для всех распространенных материалов) Вес: 2,5 кг / 5,5 фунта
Wuko Disc-o-Bender твист 4040
гибка материалов
Цена: 429 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-4040 –Disc-o-Bender Twist используется для гибки ножек из листового металла под углом 90-180 градусов Не требуется свободного места сбоку для включения и выключения инструмента Просто поверните упор ролика с помощью стопорного болта, поместите инструмент на правый угловой изгиб , поверните ограничитель ролика назад и начните изгиб. Технические данные: Макс. высота изгиба: 32 мм / 1 1/4 дюйма (в зависимости от материала) Мин. высота изгиба: 8 мм / 0.31 дюйм (в зависимости от материала) Допустимая нагрузка на изгиб: 0,80 мм / 0,031 (для всех распространенных материалов) Вес: 0,75 / 3 фунта …
Замок и ролик Wuko 1040
для закрытия стоячего шва одинарного замка
Цена: 999 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-1040 – ИнструментLock and Roller используется для закрытия стоячего шва с одним замком. Замкнуть профиль в обоих направлениях. Система эксцентрика с тарельчатыми пружинами (запатентована), регулировка давления при необходимости. Чистый и точный результат независимо от материала. Инструмент для снятия давления в любое время без царапин Эргономичные рукоятки над и по обеим сторонам инструмента Формовочные ролики из нержавеющей стали Устройство для завязывания веревки в комплекте Переносной чемодан…
Wuko Micro Disc-o-Бендер 4050
гибка материалов
Цена: 414 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-4050 –Micro Disc-o-Bender используется для гибки ножек из листового металла под углом от 90 до 180 градусов Оборудован 2 небольшими гибочными дисками Меньше места Требуется идеальный инструмент для мест с ограниченным пространством Легкое и легкое изгибание двумя гибочными дисками Технические данные: Высота изгиба: 5-12 мм / 0 .2-1 / 2 дюйма Изгиб: 0,80 мм / 0,031 дюйма (для всех распространенных материалов) Вес: 0,67 кг / 1,48 фунта
Мини-бендер Wuko 2050
Для гибки материалов
Цена: 318 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-2050 –Wuko Mini Benders для гибки под углом до 90 градусов на малых радиусах (как внутренних, так и внешних) Технические характеристики: Максимальная высота гибки: 50 мм / 2 дюйма, Мин. Высота гибки: 5 мм / 0.2 дюйма Допустимая нагрузка на изгиб: 0,80 мм / 0,031 дюйма (для всех распространенных материалов) С дюймовой и миллиметровой шкалой для удобства работы Вес: 0,89 кг / 2 фунта …
Wuko Mini Disc-o-Бендер 4010
гибка материалов
Цена: 349 долларов.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-4010 –Wuko Mini Disc-o-Bender используется для (кромки) металла под углом от 90 до 180 градусов по внутреннему или внешнему радиусу Без регулировки Очень прост в обращении Чистый и точный результат Отсутствие повреждений окрашенного или покрытого материала Технические данные: Макс.высота изгиба: 23 мм / 0.91 дюйм (в зависимости от материала) Мин. Высота изгиба: 8 мм / 0,31 дюйма (в зависимости от материала) Допустимая нагрузка на изгиб: 0,80 мм / 0,031 дюйма (для всех распространенных материалов) Вес: 0,6 кг / 1,32 фунта …
Супер мини-бендер Wuko 2020
Для гибки материалов
Цена: 300 долларов.00
Наличие: Есть в наличии
WUKO Номер позиции: WUKO-2020 –Wuko Mini Benders для гибки до 90 градусов, особенно на малых радиусах (как внутренних, так и внешних). Технические характеристики: Максимальная высота гибки: 20 мм / 0.78 дюймов Мин. Высота изгиба: 5 мм / 0,2 дюйма Допустимая нагрузка на изгиб: 0,80 мм / 0,031 дюйма (для всех распространенных материалов) Вес: 0,63 кг / 1,4 фунта
Wuko Uni Bender 2204
2204 заменяет 2200 и 2202.2204 Uni Bender сочетает в себе преимущества …
Всего: $ 389.95
Наличие: Есть в наличии
WUKO Номер товара: WUKO-2204 –Новинка 2016 года! 2204 заменяет как 2200, так и 2202.2204 Uni Bender сочетает в себе преимущества обеих предыдущих моделей. 2204 узкий, как 2202, но все еще оснащен четырьмя роликами. Используется для гидроизоляции и других изгибов на месте. Для гибки прямых листов, а также радиусов. Может использоваться для создания охватываемых и охватывающих профилей на стоячем шве с двойным замком. дюйм Изгиб: 0,80 мм / 0,031 дюйма (для всех …
Malco ER3 3-позиционный кромочный каток
делает изгибы от 5/8 “до 4” из стали калибра 29-22
Цена: 479 долларов.95
Наличие: Есть в наличии
Продукция Malco Номер позиции: MAL-ER3 –делает изгибы от 5/8 “до 4” из стали калибра 29-22. Центральная роликовая станция оснащена прецизионным ограничителем глубины на одной стойке вала, который при фиксации в нужном положении точно выравнивает глубину всех роликовых станций.Центральная роликовая станция также регулируется независимо: внешние роликовые станции втянуты и заблокированы, что позволяет выполнять изгиб на повороте.
Профилегибочная машина▷ против гибочной машины
Профилегибочная машина против листогибочного пресса
мы хотим объяснить формовку валков и листогибочный пресс, а затем провести сравнение процесса профилирования и гибки на листогибочном прессе.Формовка валков и листогибочный пресс – это два процесса с одним и тем же результатом. при изготовлении листового металла, хотя вы можете видеть изгиб, часто неясно, какой метод использовался. Однако профилирование и листогибочное торможение – это очень разные способы получения одного и того же результата, и их экономика тоже совершенно разная.
Листогибочный пресс Процесс гибки
Листогибочный пресс – это прессовый инструмент для гибки листового и листового материала, чаще всего листового металла. Он формирует заданные изгибы, зажимая заготовку между подходящим пуансоном и матрицей.особенности гибки листогибочным прессом:
- Листогибочный пресс эффективен и экономичен
- небольшие объемы и детали меньшей длины
- Большие заказы очень быстро становятся дорогими
- невозможно обрабатывать более длинные детали
- тормозной пресс обычно легче настроить
- Тормозной пресс обычно дешевле, чем профилирование или штамповка
- трудно обеспечить дополнительные функции, такие как отверстия или штампованные формы во время процесса
- сила штампа, формирующая металл, часто оставляет царапины на листе
Процесс формовки валков
при формовании металлической формы валком путем вытягивания ее через пары валков, один из которых поддерживает нижнюю сторону, а другой – верхнюю.Форма каждой пары обеспечивает немного большую деформацию. Поэтому геометрия еще немного увеличивается, пока последняя пара не примет окончательную требуемую форму.