Валковая машина | Конструкция, принцип работы
Валковая машина – это одна из разновидностей кузнечно-прессового оборудования. Данный вид станков необходим для получения обечаек, которые представляют собой заготовки из листового железа, имеющие форму цилиндра или усеченного конуса.
Валковые машины применяют для работы с листовым прокатом, которому придают необходимую форму, пропуская между валками — вращающимися рабочими цилиндрами. В металлообработке наиболее часто используют трехвалковые листогибочные машины, где из листа металла получают заготовку нужной формы, используя для этого метод холодной гибки. Это значит, что лист металла в процессе обработки на такой машине не подвергается воздействию высокой температуры.
Конструкция
рис.1. схема станины ИК2243
Практически любой из станков, относящийся к данной категории оборудования, смонтирован на сварной станине, включающей раму и две стойки.
Для монтажа опор использованы подшипники качения. Каждый из механизмов данного вида оборудования обязательно имеет блокировку, необходимую для защиты устройства от поломки.
Для обеспечения движения от электродвигателя на быстроходный вал редуктора используется клиноременная передача. Ось вращения зубчатого колеса, которым снабжен тихоходный вал редуктора, совмещена с осью поворотных рычагов. Вращение валков осуществляется в сферических подшипников качения. Электродвигатели приводятся в движение реверсивно, что позволяет менять направление вращения боковых валков. Червячными редукторами производятся линейные перемещения верхнего валка и запорного механизма.
Принцип работы
Принцип работы данного вида электромеханического оборудования достаточно прост. В ходе рабочего процесса имеет место гибка металла, который помещают посредине, между верхним и боковыми валками. Лист прогибается в зоне деформации, когда верхний валок перемещается по вертикали (снизу вверх). В процессе лист металла приобретает равномерную остаточную кривизну. Если требуется изменить радиус кривизны, для гибки изменяют взаимное расположение верхнего валка по отношению к боковым валкам.
В тот момент, когда кромка листа сходит с валка, главный привод отключают и включают реверсивное вращение валков, что заставляет заготовку передвигаться в обратную сторону.
Для удобства эксплуатации данный вид оборудования комплектуется дополнительными средствами механизации, которые обеспечивают подачу листов, поддерживают обечайку в ходе обработки и сталкивают заготовку при помощи механизма съема.
4-х валковая гидравлическая листогибочная машина DAVI MCB 2535
Описание 4-х валковых гидравлических листогибочных машин DAVI серии МСB, модели MCB 2535:
4-х валковые листогибочные машины MCB 2535 являются наиболее производительными и точными среди всех аналогичных машин, представленных сейчас на рынке металлообрабатывающего оборудования.
4-х валковое исполнение машины позволяет осуществлять вальцовку за один проход (при достаточной мощности) включая подгибку обоих краев. При этом не требуется предварительная подгибка обоих краев, как это требуется при использовании 3-х валковых машин, а подгибка проходит в автоматическом режимеи и не требует перезаправки листа. Лист формируется сразу без дополнительной подгонки краев готового изделия. Место для подачи листов тербуется только с одной стороны машины. Лист заправляется горизонтально и не требует наклонной подачи, как у 3-х валковых машин.
Использование технологии с планетарными направляющими позволяет получать готовые обечайки с внутренним диаметров в отношении 1,1 к диаметру верхнего вала, что уменьшает, “раскрытие” после вальцовки и обеспечивает наиболее короткий плоский край вальцуемого листа.
Применение технологии с планетарными направляющими позволяет снизить боковые нагрузки и уменьшить габариты станины, а так же увеличить точность работы.
ПРЕИМУЩЕСТВА 4-Х ВАЛКОВЫХ МАШИН MCB 2535
Четырехвалковые листогибочные машины – это новшество в области гибки листового металла. Два валка с гидравлическим приводом и системой регулирования давления прижима обеспечивают безупречный ход листа. Будучи очень простыми в обслуживании, данные станки являются самыми надежными и быстрыми среди представленных сегодня на мировом рынке машин подобного типа. 4-х валковые машины на 50-80% быстрее и производительнее 3-х валковых!
DAVI Полностью гидравлический листогибочный станок серии “MCB” четырехвалковой конфигурации.
ПРЕИМУЩЕСТВА ЧЕТЫРЕХВАЛКОВОЙ КОНФИГУРАЦИИ
Современный рынок требует высокоточные, легкие в управлении и производительные станки. В дополнение ко всем преимуществам трехвалковой конфигурации, эта улучшенная конструкция обладает многими другими преимуществами, такими как:
Прямой край листа короче, чем на других станках, т. к. лист подвергается предварительной горизонтальной гибке
к. лист подвергается предварительной горизонтальной гибке
Наиболее подходящая для проката листа в трубу.
Весь лист полностью может быть обработан за один проход, включая предварительную гибку обоих концов
Нет необходимости в предварительной гибке обоих концов, как это требуется в трехвалковом станке.
Автоматическая предгибка заднего края (не требует вмешательства оператора).
Нет необходимости удалять, переворачивать и снова вставлять лист, как требуется в трехвалковом станке.
Материал может оставаться всегда горизонтальным с подающей стороны (важно для листов большой длины).
Гибка непрерывная о задний боковой ролик (препятствует нахлесту краев полученной заготовки).
Требует пространство только с одной стороны, там, где вставляется лист.
Наиболее подходящая для установки на нем ЧПУ, так как лист всегда под контролем, зажат между верхним и нижним роликами, пока весь не пройдет гибку (скольжение и смещение исключено).
Четырехвалковый станок обычно на 50-80% быстрее и производительнее, чем любая модель трехвалкового станка.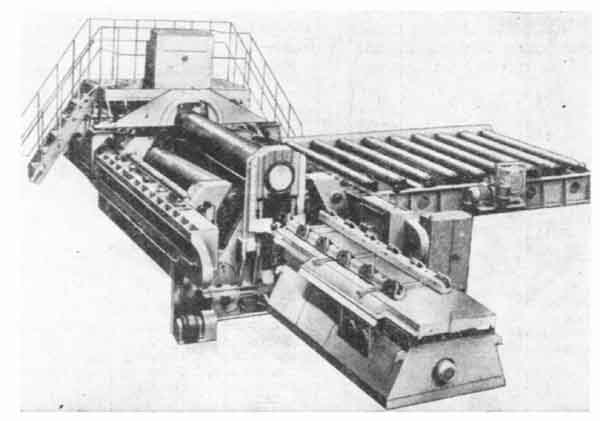
ПРЕИМУЩЕСТВА МОДЕЛИ MCB:
– Полностью гидравлические движения
– Независимые гидравлические двигатели Обеспечивают усиленную подачу листа любой толщины с минимальным повреждением поверхности.
– Автоматическое выравнивание периферической скорости
– Контроль давления зажатия Легко предварительно устанавливается давление между верхним и нижним роликами для каждой группы деталей, что предотвращает сжатие материала в результате слишком большого давления и повреждение его поверхности.
ПРЕИМУЩЕСТВА ТЕХНОЛОГИИ DAVI
PSG – Технология Направляющих Планетарных Колебаний (запатентована Davi) (против использования прямолинейных направляющих с высоким коэффициентом трения, требующих частой чистки и смазки, иначе они быстро изнашиваются)
Меньший диаметр прокатных цилиндров (1.1 x диаметр верхнего цилиндра)
Сокращается упругая деформация при гибке
Почти нет трения, мягкое позиционирование
Высокая точность
Низкое расположение рамы (против высокого расположения рамы, препятствующего удалению деталей и сужению конусов)
Высокая структурная прочность и уменьшение деформации
Позволяет получать конусы малых диаметров
Облегчает горизонтальную разгрузку законченных деталей
PLT – Технология Постоянной Смазки (Эксклюзивное качество станков Davi с 1985 г.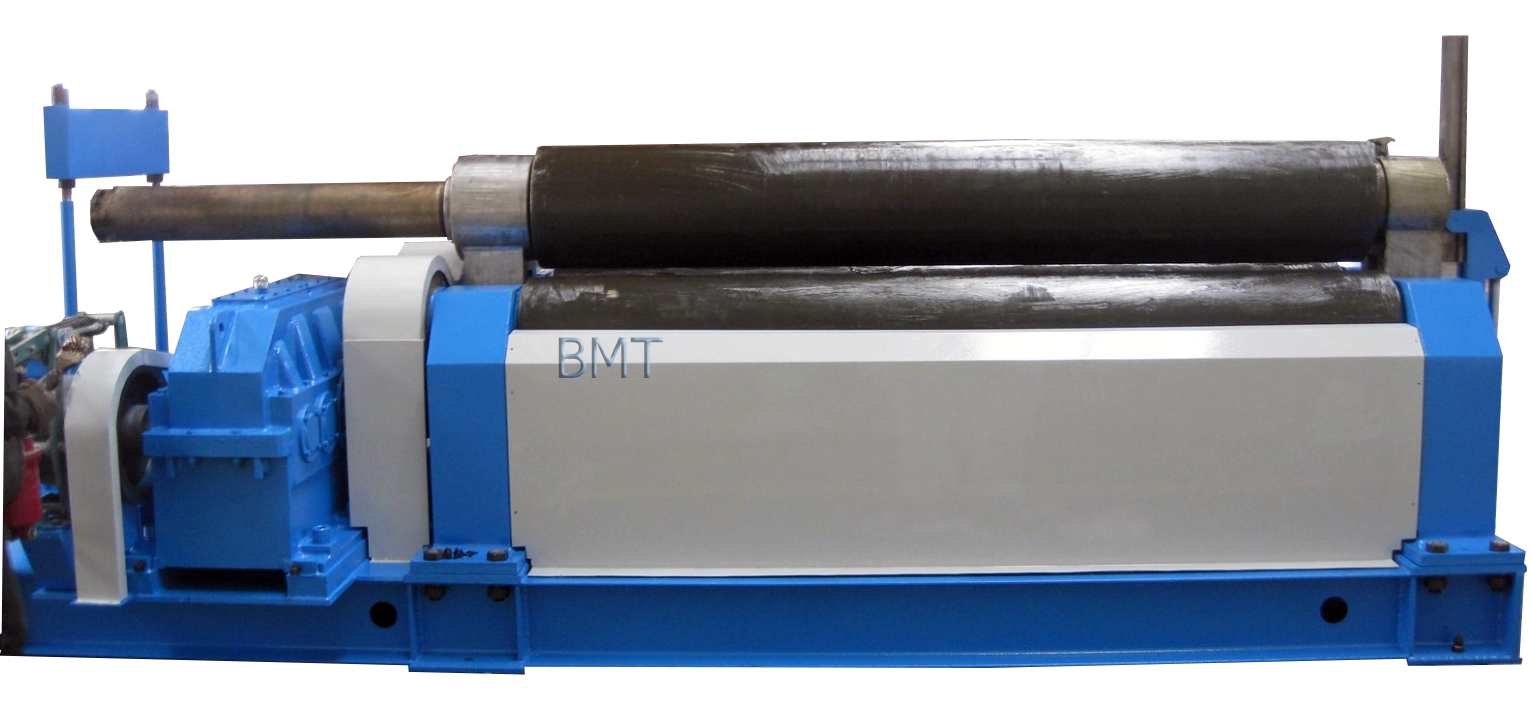 )
)
Против станков, требующих частой смазки нескольких узлов
Увеличивает производственное время
Подшипники изолированы от попадания частиц, пыли и грязи
Преждевременный износ из-за нерегулярного обслуживания станка исключен
Низкая стоимость обслуживания станка
EST – Технология Энергосбережения (против механических и ручных работ и редукторов)
Высокоэффективные компоненты в сочетании с инженерными решениями позволяют сократить основные потери энергии.
Планетарные приводы напрямую соединены с ведущим роликом
Почти нет трения, планетарные направляющие, роликовые двухрядные самоцентрирующиеся подшипники, втулки
Четырехвалковые гибочные станки наиболее приспособлены для следующих ситуаций:
Первый подход к листогибочному оборудованию, т.к. они наиболее просты в управлении
Неопытный оператор
Требуется высокая продуктивность, увеличение прибыли
Требуется высокая точность для улучшения качества
Планируется использование только одного оператора для сокращения стоимости рабочей силы
Необходимо ЧПУ, чтобы не зависеть от опыта оператора и его способностей
*Вышеупомянутые характеристики даны для стали средней твердости с максимальным Пределом прочности на растяжение 400 Н/мм2, измеренным при многократной обработке диаметра, равного или большего диаметра верхнего ролика в 5 раз. Меньшие диаметры достигаются сокращением толщины обрабатываемого материала, его ширины или предела прочности. На других материалах мощности станка будут достигаться с трудом.
Меньшие диаметры достигаются сокращением толщины обрабатываемого материала, его ширины или предела прочности. На других материалах мощности станка будут достигаться с трудом.
ВНИМАНИЕ: При заказе покупатель должен указать толщину стали, которую планируется обрабатывать наиболее часто. Для всех листогибочных станков для сокращения или выравнивания вогнутых дефектов поверхности при гибке толстых листов, или выпуклых дефектов поверхности при гибке тонких листов, как правило требуется шиммирование. Это необходимо для компенсации физических дефектов роликов. При гибке материала с толщиной менее 1/3 указанной могут появиться дефекты из-за выпуклости роликов. Производитель имеет право производить любые замены вышеуказанных характеристик без специального уведомления.
В комплект станка входят:
ЧПУ DAVI “МСВ-SMART-PRO” Рекомендован для тех, кто хочет прокатывать цилиндры и однорадиусные заготовки БЕЗ ПРОГРАММИРОВАНИЯ, которые просчитываются полностью в автоматическом режиме, благодаря мощному микропроцессору Intel Pentium (заготовки с изменяющимся радиусом, редко встречающиеся могут быть запрограммированы через прогонку опытных образцов в режимах «обучения» и «редактирования» ). ЧПУ позволяет:
ЧПУ позволяет:
ВЫЧИСЛЕНИЯ (режим компьютерной программы): цилиндры и однорадиусные обечайки прокатываются БЕЗ ПРОГРАММИРОВАНИЯ! Все подсчеты производятся микропроцессором и затем идет этап гибки! Многорадиусные можно задать в режиме програмирования через “режим обучения” или отредактировав имеющийся проект; опция по выбору- пакет вставки, позволяющй управлять скоростью через пропорциональные клапаны, что упрощает процесс программирования и дает более точную прокатку многорадиусных форм.
Неограниченное количество осей: на всех можно программировать (открытая система, позволяет добавить любое количество осей, что идеально когда заказчик желает вывести на ЧПУ несколько вспомогательных устройств установленных на станке).
Много портов: RS232, 2a USB порта, Интернет порт и для компактной переносной памяти (Flash-memory)
УЛУЧШЕННАЯ, И РАСШИРЕННАЯ СИСТЕМА ДИАГНОСТИКИ, с отдельным программным обеспечением (демонстрирует ГДЕ и КАКАЯ проблема, СПОСОБ ее УСТРАНЕНИЯ)
Оперативныйсервис (Tele-Service-On-Line) через серийный модем.
Качественно выполненные детали компьютера.
Возможности:
Полноцветный графический дисплей 5.2″
Программирование в 9 осях: (позиционирование боковых валков и наклон их под конус, положение нижнего зажимного валка и давление зажатия нижним валком подаваемого листа, вращение и открытие хомута. Неограниченное количество осей по дополнительному заказу.
Автоматизированный режим программирования: позволяет гнуть цилиндры и однорадиусные заготовки БЕЗ ПРОГРАММИРОВАНИЯ: достаточно выбрать на экране тип желаемой фигуры, задать материал, толщину и желаемый диаметр и можно приступать к прокатке!
Возможность сохранять 1000 программ изготовления заготовок (с 50 шаговым алгоритмом)
Улучшенная перемещаемая консоль управления
Много портов: 2-a порта USB, Rs232, Интернет порт и для компактной переносной памяти (Flash-memory).
Электрические, электронные компоненты и система управления полностью защищены и позволяют соединять полученную обечайку сварным прихваточным швом прямо на станке.
Набор для гибки на конус
Гидравлический наклон гибочных роликов.
Набор включает клапана и контрастные направляющие.
Пакет Вставки для производства заготовок с
изменяющимся радиусом
Пропорциональный клапан с помощью электроники управляет скоростью (переменная) и обеспечивает одновременность движения в двух осях. Данная опция необходима, если предполагается вальцевать не только цилиндрические обечайки (для них она не требуется), но и геометрически сложные формы типа овалов, квадратов (со сглаженными углами), незаконченных цилиндров.
ФУНКЦИЯ ПО ДОПОЛНИТЕЛЬНОМУ ЗАПРОСУ
(не входит в стоимость станка):
По дополнительному запросу может быть поставлен широкий выбор ЧПУ, например:
Рекомендован для покупателей, кому требуется изготавливать цилиндры, однорадиусные заготовки, или более сложные геометрически части (такие как овалы, квадраты со сглаженными углами, карзины, все с меняющейся длинной радиуса) БЕЗ ПРОГРАММИРОВАНИЯ! Просто введя параметры листа и размеры требуемой обечайки, цикл гибки просчитывается автоматически компьютером, благодаря мощному процессору Pentium. Программа коррекции легко поможет просчитать компенсацию отклонения из-за свойств листа. Испытанные проекты могут быть сохранены в памяти для последующего использования. ЧПУ позволяет обрабатывать файлы с расширением *.dxf, благодаря графическому редактору 3D-CAD ( может быть использована как система автоматизированного проектирования и производства СAD-CAM) ЧПУ “ GENIUS-PRO Leonardo ” позволяет:
Программа коррекции легко поможет просчитать компенсацию отклонения из-за свойств листа. Испытанные проекты могут быть сохранены в памяти для последующего использования. ЧПУ позволяет обрабатывать файлы с расширением *.dxf, благодаря графическому редактору 3D-CAD ( может быть использована как система автоматизированного проектирования и производства СAD-CAM) ЧПУ “ GENIUS-PRO Leonardo ” позволяет:
ВЫЧИСЛЕНИЯ (режим компьютерной программы): ВСЕ ФОРМЫ, включая МНОГОРАДИУСНЫЕ прокатываются БЕЗ ПРОГРАММИРОВАНИЯ! Все подсчеты производятся микропроцессором и затем идет этап гибки. Опция по выбору «Пакет вставки», позволяющая управлять скоростью через пропорциональные клапана, дает точную прокатку многорадиусных форм.
Система автоматизированного проектирования и изготовления в 3 плоскостях, позволяющая вырисовать форму детали и тут же получить деталь на станке.
Максимальные возможности (самый современный, мощный, 15 дюймовый полноцветный экран, с возможностью использования ручного режима).
ОГРОМНАЯ ПАМЯТЬ/Возможность сохранять большое количество проектов изготовления обечаек: ВОЗМОЖНОСТИ НЕОГРАНИЧЕНЫ.
НЕОГРАНИЧЕННОЕ КОЛИЧЕСТВО ОСЕЙ: на всех можно программировать (открытая система, позволяет добавить любое количество осей, что идеально, когда заказчик желает вывести на ЧПУ несколько вспомогательных устройств установленных на станке: подаватель, передаточный рольганг и т.д.).
УЛУЧШЕННАЯ, РАСШИРЕННАЯ ДИАГНОСТИКА, на оснований специального программного обеспечения (показывает ГДЕ проблема и КАК ее устранить).
Оперативный-Теле-сервис (Tele-Service-On-Line) через серийный модем (по доп. заказу).
АППАРАТНОЕ ОБЕСПЕЧЕНИЕ: Процессор DUAL INTEL PENTIUM!
МОЩНЫЙ КОМПЬЮТЕР: процессор Pentium 3, 1 400 МГц.
Второй программируемый контроллер предназначен для функций станка (Р3, 266МГц).
Операционная система Windows XP pro.
ОПИСАНИЕ:
Процессор DUAL INTEL PENTIUM, 15 дюймовый жидкокристаллический экран (TFT экран), полноцветный дисплей, возможность называть программы размером 17 буквено-цифровых символов, с функцией «вызова», оцифрованая Инструкция по эксплуатации.
Программирование в 8 осях: позиционирование боковых валков и наклон их под конус,положение нижнего зажимного валка и давление зажатия подаваемого материала, вращение и открытие хомута; (Неограниченное количество осей по дополнительному заказу).
Много портов: RS232, 2a USB порта, Интернет-порт и также порт для компактной переносной памяти (Flash-memory)
Графический редактор дающий 3–х мерное, цветное имитационное моделирование процесса гибки.
СТАНДАРТНЫЕ ФУНЦИИ ПРОГРАММИРОВАНИЯ:
Количество шагов в проекте: 200
Буквено-цифровое название пограммы длиной 17 символов плюс 20 символов предназначенных для описания проекта: обозначение металла. 3D чертежи, возможность перемещать, открывать и редактировать.
6 вариантов программирования ( среди них пошаговое, начальный, DXF, SX, первая подгибка, вторая подгибка).
Электрические, электронные компоненты и система управления полностью защищены и позволяют соединять полученную обечайку сварным прихваточным швом прямо на станке.
Производство: 4,5 рабочих месяца (не считая август) с даты заказа и оплаты . Платеж должен быть подтвержден при заказе. Доставка до Москвы 2 недели
Гарантия: 12 месяцев Предложение действительно: в течение 30 дней.
Модели | MCB 2535 |
Максимальная ширина обработки | 2550 мм |
Максимальная толщина обработки при круговой гибке | 28 мм |
Максимальная толщина обработки при подгибке | 25 мм |
Диаметр верхнего валка | 360 мм |
Диаметр нижнего валка | 330 мм |
Мощность | 22. |
 5 кВт
5 кВтВальцы и валковые машины
- Главная
- Вальцы и валковые машины
Год от года возрастает спрос на Российском рынке на различное оборудование для промышленной металлообработки. Высокой репутацией пользуется машина листогибочная (вальцы), предназначенная для гибки листовых материалов. Точность и быстрота – два основных критерия, применимые к качеству работы этих агрегатов. Эксплуатируются вальцы и в приборостроении, и в производстве корпусных деталей, труб и др. Три – четыре асимметрично расположенных вала, вращающиеся в противоположном положении, являются главной рабочей частью этих машин. Именно они и обеспечивают качество формовки листового металла. Для получения продукции с необходимыми параметрами, нужно изменить величину зазора между валками. Регулировать величину зазора можно при помощи радиальной регулировки, которой при необходимости могут быть дополнительно оснащены некоторые модели вальцов.
Процесс превращения круглой детали в обечайку можно обеспечить путем обкатки листового металла, поступающего в зазор между вращающимися цилиндрами. По такому принципу и работает большинство валковых машин. Верхний цилиндр должен быть зафиксирован в определенном положении при помощи перемещающихся боковых валков, которые регулируют диаметр обечайки. Работа валковой машины может осуществляться и с помощью обратной схемы.
ООО «Станметалломаркет», предлагает Вам множество модификаций современного оборудования, изготовленного из прочной стали, для качественной гибки листового металла. Тем самым мы поможем Вам решить, поставленные Вами задачи. Изготовленное нами оборудование осуществляет формовку изделий в горячем или холодном состоянии. По желанию Заказчика произведем дополнительную оснастку, в виде ЧПУ, предоставим запасные части. Также возможно осуществление реконструкции и переукомплектации оборудования.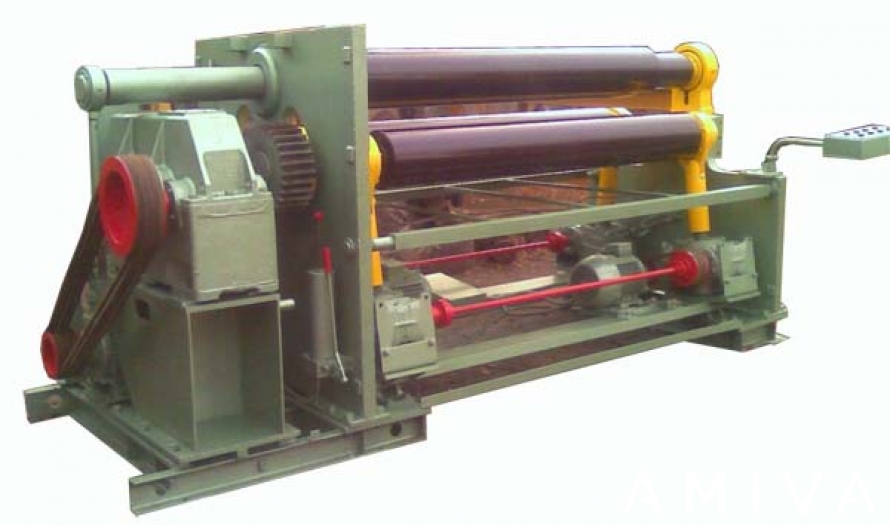
|
Количество валков |
4 |
|
Длина валка |
2040mm |
|
Диаметр валков |
|
|
280mm |
|
|
280mm |
|
|
210mm |
|
|
Ширина листа |
2000mm |
|
Толщина листа (240N/mm2, диаметр 325mm, ширина 2000mm) |
11mm |
|
Толщина листа (240N/mm2, диаметр 820mm, ширина 2000mm) |
14mm |
|
Толщина листа (240N/mm2, диаметр 1640mm, ширина 2000mm) |
16mm |
|
Прямой участок (толщина 11mm) |
X=2. |
|
Прямой участок (толщина 14mm) |
X=3.28 |
|
Прямой участок (толщина 16mm) |
X=3.69 |
|
Гибка по всей ширине (диаметр 1500mm) |
18mm |
|
Минимальный диаметр гибки |
325mm |
|
Коническая гибка |
|
|
Продолжительная гибка |
75% |
|
Вальцовка |
100% |
|
ЧПУ Siemens CPU315 2 DP |
|
|
ОС |
Linux 8.2A |
|
Питание |
3x400V, 50Hz |
|
Масса |
7. |
.jpg) 68
68 8t
8tВалковые листогибочные станки — СтанкоТехКонтракт
В данном разделе представлена компания DAVI-PROMAU основаная в 1960 году. Компания является крупнейшим в мире производителем валковых листогибочных станков, профилегибочного оборудования и автоматических вальцовoчных систем.
ПРЕДНАЗНАЧЕНИЕ
Самые современные валковые листогибы для вальцовки листов толщиной от 15-20 мм до 80-100 мм и более. Точная, простая, интуитивная и быстрая (до 6 метров в минуту) машина является самой высокотехнологичной машиной на рынке в среднем классе.
ОДНОФАЗНЫЙ ЦИКЛ
Нет необходимости перед вальцовкой делать предзагиб обоих краев листа, как это делается на любой трехвалковой машине. Все операции выполняются за один проход. Цилиндр может быть получен, включая предзагиб обоих краев, за один проход. Для получения готового изделия оператору достаточно выбрать положение каждого бокового валка.
ПОД УПРАВЛЕНИЕМ ЧПУ
Для вальцовки в автоматическом режиме машина управляется удобной для пользователя системой ЧПУ начального уровня.
ТОЧНАЯ ПОДАЧА
Оба зажимных валка приводятся в действие двумя гидравлическими моторами. Эффективное и безопасное торможение также осуществляется гидравликой вместо малоэффективных истирающихся тормозных колодок, характерных для станков других производителей.
ГОРИЗОНТАЛЬНАЯ ПОДАЧА
Загрузка листов происходит горизонтально, что позволяет использовать рольганги и системы автоматической загрузки/разгрузки.
ЭКСКЛЮЗИВНЫЕ ПРЕИМУЩЕСТВА DAVI
СЕРВО-ТРОНИК
Servo-Tronic — намного более точная система параллельности валков, чем любая из ранее существующих гидравлических, электронных и механических (торсионная балка) систем. Система Servo-Tronic поддерживает параллельность всех трех валков одновременно, даже в случае проблем с электроникой, т.к. имеет двойную, действующую независимо, но одновременно, систему управления (патент DAVI).
ПЛАНЕТАРНЫЙ ПРЕДЗАГИБ
Планетарное движение боковых валков (патент DAVI), приближая валки к центру машины, создает правильные круглые формы (доступна самая «тугая» геометрия), в отличие от наклонных линейных направляющих в машинах других производителей, которые, особенно при вальцовке больших диаметрах, все больше и больше удаляются от центрального валка и места фиксации листа.
ТЕХНОЛОГИИ DAVI
Планетарные направляющие (безфрикционная технология, защита от вторичной окалины, отсутствие смазки, нет необходимости обслуживания), постоянная смазка, энергосбережение, электронное управление вальцовкой (Roll by Wire) и двойная система параллельности валков Servo-Tronic (в основном, патенты DAVI) делают машины DAVI современными, очень точными, легко управляемыми, высокопроизводительными, крайне надежными и не требующими обслуживания.
Валковые листогибочные машины
1. Валковые листогибочные машины.
Машины общего назначения
3-х и 4-х валковые
машины полностью гидравлические предназначены для гибки листового материала в
холодном и горячем (4-х валковые) состоянии в обечайки различной конфигурации.
3-х валковая машина 4-х валковая машина
3-х валковые машины рекомендуются в случаях, когда не требуется высокая производительность, желательно ручное управление и выпускаемая продукция имеет цилиндрическую форму (трубы) или листа определенного радиуса гибки.
4-х валковые машины используются при необходимости:
– достижения высокой производительности;
– большей точности и качества гибки;
– работы с одним оператором;
– использования подъемного оборудования;
– получения изделий различных форм;
– и желании Клиента управлять с ЧПУ и др.
Предлагаемые листогибочные машины отличаются высокой надежностью и соответствуют мировым стандартам.
Машины
сконструированы таким образом, чтобы вся энергетическая нагрузка поглощалась самой
конструкцией машины. Это позволяет избежать необходимости подготовки
специального фундамента под машину.
Это позволяет избежать необходимости подготовки
специального фундамента под машину.
Валки вращаются на цилиндрических двухрядных самоцентрирующихся подшипниках, имеющих предварительную постоянную смазку и надежно защищенных от попадания пыли, грязи, влаги, что сводит к минимуму их обслуживание.
Энергосберегающая технология машин достигается высоко эффективными трансмиссиями, установкой гидромоторов непосредственно на осях приводных валков и пр.
В стандартном исполнении машины используются для производства продукции из листов
– толщиной от 1 до 200 мм;
– шириной от 650 мм до 6.000 (8.000) мм.
По заказу Клиента изготавливаются специальные машины для гибки листов толщиной до 400 мм и шириной до 12.000 мм.
Все
стандартные машины рассчитаны для работы со сталью, имеющей предел прочности на
растяжение 400 N/mm2.
Для повышения долговечности валков рекомендуется их дополнительное упрочнение (опция).
Ниже приведены сравнительные характеристики 4-х валковых машин ИБ2426 (РФ) и МСВ 3045 (Италия).
ИБ 2426 МСВ 3045
ИБ 2426 МС 3045
Макс. ширина листа, мм 3150
3100
Макс. толщина листа, мм
при гибке 40 40
при подгибке 30 35
при гибке конуса 30% (толщины) 50% (толщины)
Диаметр верхнего ролика – 450
Наим. радиус гибки, мм
600 250
радиус гибки, мм
600 250
Скорость гибки, м/мин 6,5 4
(нерегулируемая) (регулируемая – опция)
Мощность 60 кВт 40 л.с.
Габариты (ДхШхВ), м 8,48х4,83×3,86 5,9х2,5х2,6
Вес, кг 65.000 24.000
Срок поставки, мес. 9 4
По желанию Заказчика машины могут комплектоваться:
– Устройством для гибки конуса
–
Системой ручного управления с устройством цифровой индикации (УЦИ). УЦИ
устанавливается на пульте оператора.
УЦИ
устанавливается на пульте оператора.
– Числовым программным управлением (ЧПУ). Достаточно введение 2-х параметров. Рекомендуется при изготовлении цилиндрических обечаек
– Устройством числового программного управления высшего порядка (УЧПУ) для производства обечаек различной формы. Достаточно введение некоторых параметров и компьютер сам выстраивает программу. Объем памяти до 5 000 программ. При этом возможен контроль за состоянием самой машины и отдельных ее узлов
Специальные машины
– Применение специальных валков позволяет получать
гофрированные изделия различных форм и профиля.
– 4-х валковая машина с УЧПУ для изготовления венцов из высокопрочных балок различных размеров позволяет автоматически осуществить гибку венца заданного диаметра, готового к сварке концов без их подрезки.
Использование такой машины позволяет отказаться от ранее применявшейся схемы венцов из нескольких секторов.
Комплексы
Последнее достижение в области производства обечаек – полностью автоматизированный цех, в котором на складскую площадку поступают несортированные листы различных размеров. Они фиксируются сенсорными датчиками в памяти УЧПУ. Автоматическая рука (вакуумная) берет лист со склада по очереди и позиционирует его на роликовый конвейер для подачи к гибочной машине. Полностью автоматически УЧПУ выбирает из памяти конкретную программу для данного листа (по нескольким параметрам) и выполняет точно заданную цилиндрическую форму
После окончания гибки,
открывается поддерживающая верхнего ролика и толкатели выводят изделие на последующий
конвейер для передачи изделия из цеха на склад для сортировки.
Приведенные выше примеры использования валковых листогибочных машин является только частью широкой сферы производств, где они могут применяться.
P.S. При подготовке Вашего запроса, помимо основных параметров изгибаемого листа, обязательно укажите марку стали, которая будет использована при изготовлении деталей наиболее часто.
Это необходимо для подготовки оптимального предложения, наиболее полно удовлетворяющего Вашим требованиям, а также позволит избежать проблем, которые могут возникнуть в Вашей работе (например, при изготовлении обечаек малого диаметра из металла более высокой прочности могут появляться трещины, сколы и т.п.).
Листогибочные валковые машины – это… Что такое Листогибочные валковые машины?
- Листогибочные валковые машины
“.
 ..Листогибочные валковые машины: машины для изготовления цилиндрических и конических деталей методом гибки из листового и полосового материала…”
..Листогибочные валковые машины: машины для изготовления цилиндрических и конических деталей методом гибки из листового и полосового материала…”Источник:
“МАШИНЫ ЛИСТОГИБОЧНЫЕ ТРЕХ- И ЧЕТЫРЕХВАЛКОВЫЕ. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ. ГОСТ 12.2.116-2004”
(введен Приказом Ростехрегулирования от 14.04.2005 N 82-ст)
 ..Листогибочные валковые машины: машины для изготовления цилиндрических и конических деталей методом гибки из листового и полосового материала…”
..Листогибочные валковые машины: машины для изготовления цилиндрических и конических деталей методом гибки из листового и полосового материала…”Официальная терминология. Академик.ру. 2012.
- Листинг ценных бумаг
- Листок нетрудоспособности
Смотреть что такое “Листогибочные валковые машины” в других словарях:
листогибочные валковые машины — 3.7 листогибочные валковые машины: Машины для изготовления цилиндрических и конических деталей методом гибки из листового и полосового материала. Источник: ГОСТ 12.2.116 2004: Машины листогибочные трех и четырехвалковые. Требования безопасности … Словарь-справочник терминов нормативно-технической документации
ГОСТ 12.2.116-2004: Машины листогибочные трех- и четырехвалковые. Требования безопасности — Терминология ГОСТ 12.2.116 2004: Машины листогибочные трех и четырехвалковые. Требования безопасности оригинал документа: 3.3 аварийная ситуация: Ситуация, которая может привести к поломке деталей машины и травмированию работающего. Определения… … Словарь-справочник терминов нормативно-технической документации
25.120.10 — Ковальське устатковання. Преси. Ножиці ГОСТ 4.456 86 СПКП. Кузнечно прессовое оборудование. Номенклатура показателей ГОСТ 4.488 89 СПКП. Штампы для листовой штамповки. Номенклатура показателей ГОСТ 12.2.017 93 Оборудование кузнечно прессовое.… … Покажчик національних стандартів
Архивы листогибочных машин – Comeq, Inc.
4-валковая листогибочная машина СЕРИИ K
Новая серия K Эта серия, рожденная на основе исследований и опыта MG SRL, представляет НОВУЮ концепцию в мире гибки. Фактически, его можно использовать как обычный 4-валковый или 3-валковый гибочный станок, с особенностями того, что он имеет очень уменьшенную часть предварительной гибки по сравнению с традиционным […]
Модели4-х валковая листогибочная машина
Наша новая 4-х валковая линия предлагает множество преимуществ.Это самый простой в использовании гидравлический гибочный станок, благодаря способности зажимать лист между двумя моторизованными центральными валками, чтобы выполнить предварительную гибку в конце и гибку через все тело в одном направлении и за один проход. . Табличка […]
Модели3-х валковая переменная геометрия
Верхний валок перемещается вертикально, а боковые валки перемещаются горизонтально. Три валка приводятся в движение планетарными редукторами.Постоянная смазка. валки, установленные на подшипниках высокой нагрузки и двухрядные ролики. Конусность роликов выполнена с В-образной конической формой для исключения прогиба роликов во время обработки. Новая переменная геометрия PH проста […]
МоделиТрехвалковая листогибочная машина
Наша линия трехвалковых гибочных станков имеет множество преимуществ. Это надежные и проверенные гидравлические гибочные машины с тремя ведущими роликами с гидравлическим зажимом, которые гарантируют точное и постоянное сопротивление материала.Простой в использовании и точный в изготовлении колец раковины, он может похвастаться уникальной универсальностью благодаря эксклюзивному […]
МоделиДвухвалковая листогибочная машина
Новая линия F – идеальное решение для гибки очень малых диаметров и максимальной производительности в промышленности. Верхний валок машины MG сделан из стали, а нижний валок с электроприводом изготовлен из специального уретанового материала: кривизна этого уретанового валка обеспечивает очень быстрое время гибки.Аспект моторизации тоже очень […]
Модели4-х валковая листогибочная машина
Наша новая 4-х валковая линия предлагает множество преимуществ. Это самый простой в использовании гидравлический гибочный станок, благодаря способности зажимать лист между двумя моторизованными центральными валками, чтобы выполнить предварительную гибку в конце и гибку через все тело в одном направлении и за один проход. . Лист сохраняет прямоугольную форму без проскальзывания во время цикла предварительной гибки и гибки благодаря постоянному прижатию центральных валков.Это делает наш 4-валковый станок идеально подходящим для управления с ЧПУ или числовым программным управлением.
Эта машина надежная и эффективная. Параллельность боковых валков контролируется торсионной системой, которая подключается к обоим концам боковых валков, что устраняет недостаток дополнительных энкодеров и специальных гидравлических балансировочных клапанов. Два центральных валка приводятся в движение гидравлическими двигателями и высокоэффективными планетарными редукторами, соединенными непосредственно на валках. Решение MG с валками, собранными на герметичных подшипниках и без второстепенных компонентов, уменьшает разброс прилагаемой силы, создаваемый трением различных компонентов (типично для систем синхронизации, используемых в других гибочных машинах).
Боковые валки перемещаются вверх и вниз по планетарным направляющим качания: идеальная геометрия, устраняющая недостатки линейных шестерен. Это позволяет нам иметь гидравлические насосы с двигателями с меньшим расходом, что способствует экономии энергии.
В версии ME и движение, и параллельность валков имеют электронный привод.
Два пропорциональных электроклапана, два датчика и специальная система обеспечивают точность, стабильность и воспроизводимость во времени, при любых температурах и условиях.
В версии ML, с другой стороны, боковые валки движутся по линейному наклонному каналу, уменьшая расстояние между валками. Точка контакта бокового валка с листовым металлом занимает меньшее пространство благодаря меньшему межцентровому расстоянию; это позволяет работать с очень маленькими диаметрами, еще больше уменьшая плоские края. На этой модели параллельность валков электронная; два пропорциональных электроклапана, два датчика с цифровым считыванием и специальное электронное управление, которое гарантирует точность и повторяемость позиционирования каждого валка во времени, независимо от температуры или механического износа, обеспечивая всегда максимальную точность.
Трехвалковый листогибочный станок
Наша линия трехвалковых гибочных машин имеет множество преимуществ. Это надежные и проверенные гидравлические гибочные машины с тремя ведущими роликами с гидравлическим зажимом, которые гарантируют точное и постоянное сопротивление материала. Простая в использовании и точная в исполнении колец оболочки, она может похвастаться уникальной универсальностью благодаря эксклюзивной планетарной геометрии MG.
Надежный и производительный, параллельность боковых валков контролируется торсионной системой, которая соединяет оба конца бокового валка, устраняя недостаток тонких и ненадежных датчиков.Валки приводятся в движение гидравлическими двигателями и высокоэффективными планетарными редукторами, соединенными непосредственно с валками. Решение MG с валками, собранными на герметичных подшипниках и без второстепенных компонентов, уменьшает разброс приложенной силы, создаваемой трением различных компонентов. Это гарантирует более высокую надежность, лучшее поглощение нагрузок и увеличивает наклон боковых валков, что обеспечивает универсальность при конической гибке.
Боковые валки перемещаются вверх и вниз по планетарным направляющим качания: идеальная геометрия, устраняющая недостатки линейных шестерен.Это позволяет нам иметь гидравлические насосы с двигателями с меньшим расходом, что способствует экономии энергии.
В версии GE и движение, и параллельность валков имеют электронный привод.
Два пропорциональных электроклапана, два датчика и специальная система обеспечивают точность, стабильность и воспроизводимость во времени, при любых температурах и условиях.
В версии GL, с другой стороны, боковые валки движутся по линейному наклонному каналу, уменьшая пространство между валками.Точка контакта бокового валка с листовым металлом занимает меньшее пространство благодаря меньшему межцентровому расстоянию; это позволяет работать с очень маленькими диаметрами, еще больше уменьшая плоские края. На этой модели параллельность валков электронная; два пропорциональных электроклапана, два датчика с цифровым считыванием и специальное электронное управление, которое гарантирует точность и повторяемость позиционирования каждого валка во времени, независимо от температуры или механического износа, обеспечивая всегда максимальную точность.
MCA – 4-валковые листовые валки
ДИАПАЗОНИнновационный и эксклюзивный дизайн, позволяющий катать лист толщиной до 10-15 мм (1/2 дюйма). Точный, быстрый, простой и интуитивно понятный, это самый высокотехнологичный рулон листового металла для «легкого» на рынке.
ОДНОФАЗНЫЙ ЦИКЛ
В отличие от трехвалковой листопрокатной машины, нет необходимости предварительно сгибать два края листа, а затем катать цилиндр. Цилиндр можно катать, включая предварительный изгиб обоих концов, продвигая лист вперед через валки одним движением.”
Оператору нужно только найти правильное положение боковых валков, чтобы успешно прокатить лист.
С ЧПУ
Доступны различные варианты управления ЧПУ: от простого, удобного для пользователя ЧПУ до прокатки деталей в автоматическом режиме или более мощных и продвинутых средств ЧПУ DAVI в отрасли, которые могут быть самопрограммируемыми, что снижает потребность в самых опытных вальцах. оператор.
ТОЧНАЯ ПОДАЧА
В отличие от тормозных колодок других производителей, которые изнашиваются, Davi включает в себя автоматическое и гидравлическое торможение для обоих прижимных роликов, чтобы обеспечить точную подачу листов.
ГОРИЗОНТАЛЬНАЯ ПОДАЧА
Плиты загружаются горизонтально, что позволяет использовать подающий конвейер и автоматизированные системы загрузки и разгрузки. Листовой валок, управляемый ЧПУ, превращается в автоматизированный прокатный центр без обслуживающего персонала, что значительно сокращает время цикла и идеально подходит для серийного производства.
ЭКСКЛЮЗИВНЫЕ ПРЕИМУЩЕСТВА DAVI
SERVO-TRONIC
Запатентованное современное синхронизированное управление параллельным валком Servo-Tronic использует одновременно гидравлическую и электронную системы, что обеспечивает наиболее точную параллельную систему на рынке по сравнению с другими брендами, использующими только гидравлические, механические (торсион) или электронные системы.
ПЛАНЕТАРНЫЙ ПРЕДВАРИТЕЛЬНЫЙ ИЗГИБ
Запатентованная Davi технология Planetary Swing Guide оборачивает боковые валки по направлению к центру верхнего валка машины, чтобы обеспечить самую узкую геометрию, доступную на рынке, по сравнению с наклонными линейными направляющими других производителей, которые, особенно на больших диаметрах, перемещаются дальше от центра. рулон и пластина прижимная.
ТЕХНОЛОГИЯ DAVI
Davi использует только самые современные технологии, интегрируя цифровую систему Roll by Wire, постоянную смазку и двойную параллельную систему Servo-tronic, что упрощает эксплуатацию, позволяет производить качественные детали точно и надежно, а также обеспечивает минимальную потребность в техническом обслуживании прокатных листов. на рынке сегодня.
ISO – СДЕЛАНО В ИТАЛИИ
Davi с гордостью заявляет, что все производимые листовые валки «на 100% сделаны в Италии», производящие машины, соответствующие строгим стандартам сертификации ISO 9001: 2008, которые являются ОБЯЗАТЕЛЬНЫМИ в сегодняшней конкурентной производственной среде.
Как и его соседи в области высоких технологий, такие как Ferrari, Maserati, Lamborghini, Ducati и т. Д., Davi извлекает выгоду из инженерной «страсти» местного населения к созданию листовых валков с использованием самых технологических достижений на рынке.”
4-валковая листогибочная машина | JMT США
17 апреля 2017 г.17 апреля 2017 г. 4-валковая листогибочная машина, Гибочные машины, Листогибочные машины, Листогибочные машины
Более высокая точность, чем у трехвалкового.
Четырехвалковые вальцы более точны, производительны, универсальны, быстрее, безопаснее и проще в эксплуатации, чем трехвалковые машины. Они меньше зависят от компетентности оператора.Они идеально подходят для гибки пластин толщиной до 6 дюймов.
• Самая быстрая и точная гибка выполняется на четырехвалковых станках. Пластина надежно удерживается на месте между верхним и нижним валками, в то время как боковые валки перемещаются вертикально, создавая изгиб.
• Нижний рулон перемещается вверх, чтобы надежно удерживать пластину напротив верхнего рулона, в то время как боковой рулон поднимается, чтобы сформировать точный предварительный изгиб, сводя к минимуму плоскую зону на краю пластины. Предварительная гибка на трехвалковой машине требует, чтобы листы наклонялись вниз во время подачи.В отличие от этого, листы загружаются горизонтально на уровне подачи для предварительной гибки на четырехвалковой машине, что позволяет использовать горизонтальные моторизованные рольганги для подачи листа.
• Подача листов может происходить с любой стороны четырехвалковой машины. При питании только с одной стороны их можно даже разместить близко к стене, чтобы сэкономить место на полу.
• Боковые валки расположены справа и слева от нижнего валка и находятся на их собственных осях. Независимая ось каждого рулона помогает добиться идеального изгиба.«Задний» боковой валок (на дальней стороне точки подачи) также функционирует как задний упор, чтобы выровнять пластину для правильного выравнивания. Это избавляет от необходимости помогать оператору.
• Лист остается прямоугольным без проскальзывания как во время предварительной гибки, так и в процессе прокатки благодаря постоянному надежному зажиму верхнего и нижнего валков.
• Четырехвалковые машины не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять и переставлять лист во второй раз после предварительной гибки, как в случае трехвалковых машин IP.Хранение материала в машине делает четыре валка на 50% более эффективными, чем трехвалковые машины IP, и позволяет прокатить цилиндр до необходимого диаметра сразу после предварительной гибки.
• Сгибание задней кромки происходит после прокатки цилиндра для однопроходной операции в одном направлении.
• Конусная прокатка упрощается на четырехвалковой машине. Боковые валки можно наклонять, чтобы установить угол конуса, а нижний валок также можно наклонять для зажима и движения листа.(Это стандартная функция для листовых валков JMT.)
• Четырехвалковые станки могут эффективно использовать системы ЧПУ и ЧПУ благодаря постоянному зажиму и движению материала на всех этапах прокатки. Гибка сложных форм, таких как полицентрические или эллиптические заготовки, может быть легко выполнена на четырехвалковых станках с ЧПУ JMT.
Позвоните по телефону JMT прямо сейчас, чтобы узнать о своем 4-валковом листогибочном станке по телефону (855) 773-7727
Что такое листогибочная машина и для чего она используется?
Листопрокат – чрезвычайно важный аспект производства металла.Он включает прокатку плоского листового металла для создания цилиндрических изделий, таких как трубы, автоцистерны, ковши и сосуды под давлением. Поскольку большая часть продукции, поставляемой во время прокатки толстого листа, является сложной, современной и уникальной, она создается с использованием специального оборудования, известного как листогибочная машина или листогибочная машина. В этой статье мы рассмотрим, что такое листогибочная машина и ее применение в обрабатывающей промышленности.
Что такое листогибочная машина?Листогибочная машина – это оборудование, которое используется для прокатки различных типов листового металла в круглые, полукруглые, круглые с переменным радиусом или конической формы (некоторые машины также специализируются на прокатке материалов обратно в плоскую!).Вальцегибочный станок имеет рабочий механизм, который позволяет сгибать плоский листовой металл в большую дугу, цилиндр или даже квадрат, форму эллипса и многосекционную дугу. Используя серию прецизионных и прочных закаленных валков, приводимых в действие гидравлическим или механическим способом, валки приводятся в положение наклона с материалом, который необходимо профилировать. После того, как материал прочно удерживается между двумя валками, третий, а иногда и четвертый валки приводят в положение, при котором материал толкает, вызывая начальный изгиб или то, что называется предварительным изгибом.Затем валки начинают вращать, вытягивая материал через зажатые валки и мимо толкающих валков, создавая дугу в материале.
Для чего используются плоские ролики?Листопрокатные станки используются в производстве почти всех видов цилиндрических изделий. Их применение распространяется на широкий спектр предметов, включая сосуды под давлением (широко используемые в нефтегазовой промышленности), бытовую технику, корабли, ветроэнергетику, военный арсенал, аэрокосмическую промышленность и ремонт автомобилей.
Так как не все металлопрокат одинаковы, для каждого проекта может потребоваться специальный тип листопрокатной машины. Таким образом, вы должны ожидать найти на рынке широкий спектр плоских роликов. Выбираемый вами тип оборудования должен основываться на сложности и уникальности заказов клиента. Некоторые из стандартных металлопрокатных станков включают:
- Двухвалковые станки (идеально подходят для тонкой круговой прокатки с высокой повторяемостью)
- Трехвалковый начальный зажим (Наиболее популярная конструкция в основном из-за стоимости)
- 3-валковый двойной зажим (доступная конструкция для более тяжелых операций гибки)
- 3-х валковая геометрия с переменным перемещением (доступная конструкция для приложений с переменным радиусом)
- 4 Roll Double Pinch (Самая универсальная конструкция)
- Вертикальные валки (Идеально подходят для катания с очень большим радиусом, например, надземные резервуары для топлива и воды)
- Ролики автоматизированного цикла и специальные ролики (ролики спиральных каналов, ролики гофрированного материала и т. Д.)
Две листогибочные машины предназначены для гибки плоского листового металла шириной до 8-12 дюймов и толщиной 12 мм. Это делает их идеальными для серийного производства тонких цилиндрических изделий, используемых в бытовых приборах, таких как канистры с фильтрами.
Трехвалковые листопрокатные машины можно разделить на асимметричные, горизонтальные с нижним перемещением роликов и геометрические изменяемые листовые ролики. Хотя все инструменты этой категории работают по разным принципам, все они используются для гибки листов средней и большой толщины.Трехвалковые листогибочные машины широко используются не только в общем производстве, но также в химической, котельной, судостроительной, металлургической, нефтяной и машиностроительной отраслях.
4-валковые листогибочные машины известны тем, что превращают плоский листовой металл в сферический корпус, корпус из конической трубы или другие формы. Четырехвалковые листогибочные машины более производительны, точны, безопасны, универсальны и проще в эксплуатации, чем остальные. После того, как материал застынет и зажат, два ролика по обе стороны от прижимного ролика выполнят всю работу без необходимости снимать пластину и вращать ее для предварительного сгибания обоих концов.Они могут катать листовую сталь толщиной до 8 дюймов и, скорее всего, будут оснащены контроллерами ЧПУ для приложений с переменным радиусом и сложных форм, таких как эллиптические и полицентрические детали. Их самым большим преимуществом является то, что они могут использоваться на широком спектре листового металла, а также допускают высокую степень автоматизации. Их также можно использовать для катания сегментов труб, овалов, коробок с закругленными углами и других форм.
Просмотрите перечень листопрокатных машин SFMS!Если листогибочная машина – это следующая часть оборудования, которую вы хотите добавить в арсенал вашего производственного цеха, не ищите ничего, кроме Southern Fabricating Machinery Sales.Наш обширный ассортимент может похвастаться множеством вальцегибочных машин, которые обязательно удовлетворят и превзойдут потребности ваших клиентов. Ищете ли вы качественный подержанный двухвалковый станок или новый четырехвалковый листогибочный станок, вы обязательно найдете их в SFMS. Мы идеально позиционируемся как поставщик номер один самого высокого производительного и сложного станка для прокатных валков, доступных сегодня на рынке.
Как выбрать лучшую машину для вашего листопрокатного проекта
Несмотря на то, что это один из самых сложных производственных процессов, прокатка листа имеет важное значение, если вы хотите предоставить своим клиентам больше возможностей гибки.Однако, в отличие от листогибочного пресса, который обеспечивает единственный изгиб в одном направлении инерции, листовой валок проявляет несколько сил и разные направления во время процесса прокатки листа.
Прокатка листового металла– это искусство, для которого необходим опытный оператор, который понимает, как управлять всеми тонкостями этого сложного оборудования и реагировать на реакцию материала, с которым он работает. Но помимо квалифицированного оператора очень важно подобрать подходящее оборудование для конкретной работы.Эта статья содержит несколько полезных советов о том, как выбрать лучший листовой валок для вашего проекта листопрокатного производства.
Преимущества использования листопрокатных станков
- Листопрокатные станки можно использовать для изготовления цилиндрических изделий из плоского листа, листовой стали или других твердых материалов. Они известны своей эффективностью при производстве цилиндров большого диаметра.
- Их ролики можно наклонять для создания изделий с конической геометрией. Кроме того, ролики конической формы могут использоваться вместо прямых роликов для доставки продуктов конической формы, где требуется высокая производительность.
- Они могут быть оснащены динамическими системами выпуклости, которые могут помочь вам отрегулировать натяжение рулона вручную или автоматически.
- Листопрокатные станки обеспечивают непревзойденную точность.
- Они оставляют лишь небольшую вероятность ошибки
- Двухвалковый листогибочный станок
Это тип оборудования с двумя роликами, верхним жестким металлическим роликом и нижним эластичным роликом.Листовой материал пропускается между роликами, и при приложении силы металл удерживает силу, принимая цилиндрическую форму. Используется для обработки тонких металлов для высокопроизводительных операций (фильтры, канистры и т. Д.)
Помимо того факта, что все машины этой категории поставляются с тремя роликами, другое различие между тремя листовыми роликами и двумя вальцегибочными машинами заключается в том, что они дают вам больше контроля над заданной выходной формой. В этой категории есть много типов трехвалковых машин, наиболее распространенными из которых являются модели с начальным и двойным прижимом.
- 4-валковая листогибочная машина
Этот тип листогибочной машины упрощает и упрощает процесс гибки стального листа. Он может выполнять все функции двух- и трехвалковых станков, а также позволяет создавать изделия квадратной и прямоугольной формы в процессе прокатки. Они работают быстрее, точнее и доставляют продукцию с высокой точностью, исключающую проскальзывание материала в процессе прокатки.
Как выбрать правильный роликовый ролик для ваших нуждЧтобы узнать, какой роликовый ролик лучше всего подходит для ваших проектов, вам необходимо ответить на следующие вопросы:
- С какими материалами вы будете работать?
Первое, что вам нужно сделать, прежде чем вы начнете поиск лучшего листогибочного станка, – это определить тип материалов, которые вы будете использовать в своем проекте. Здесь вы должны учитывать такие параметры, как толщина, ширина, диаметр, прочность и текучесть.Эти элементы определяют величину необходимого давления, а также максимальный и минимальный диаметр и ширину пластинчатого ролика, который вы будете использовать.
- Какой минимальный диаметр?
Взяв самый толстый материал, который вы будете обрабатывать, и минимальный диаметр, до которого вы будете катать этот материал, поможет определить размер рулона листового металла. Листовые валки обычно используют правило 1,5, означающее, что диаметр прокатываемого материала не может быть менее 1,5-кратного диаметра верхнего валка.Знание необходимого минимального диаметра и предела текучести материала имеет решающее значение при выборе правильного листового валка.
- Вы катите только круглые предметы или катитесь вне круга?
Любой листовой валок может производить требуемые круглые цилиндры, но когда требуются особые формы, требуется станок, оснащенный ЧПУ, чтобы управлять положением валков в сочетании с желаемой скоростью вращения валков.Катите ли вы овалы, такие как шкуры прицепа-цистерны для бензовоза, или какую-нибудь устрицу некруглой формы, система ЧПУ устранит все догадки относительно скорости и положения крена.
- Какого диаметра вы производите?
Чем больше диаметр проката, тем больше потребность в дополнительных опорах вокруг рулона. Большинство производителей предлагают боковые опоры в качестве опции для поддержки листа, подаваемого в процесс прокатки. Однако ваше приложение может также потребовать подвесной опоры, если требуется большой радиус, и прокатанный лист отправляется высоко в воздух.Комбинация боковых и верхних опор может помочь в поддержании листа во время процесса и избежать любого обратного изгиба, вызванного неподдерживаемым весом самого материала.
- Сколько вы производите?
Чтобы получить лучшую пластинно-роликовую машину, вам необходимо знать количество выпускаемой продукции. Это поможет вам определить тип вальцегибочной машины, отвечающий вашим требованиям. Трех- и четырехвалковые станки считаются лучшими для масштабных проектов, но они отличаются особой сложностью в эксплуатации, уровнем точности и характеристиками.