2Е78П станок отделочно-расточный вертикальныйСхемы, описание, характеристики
Сведения о производителе отделочно-расточного станка 2Е78П
Производитель отделочно-расточного станка 2Е78П – Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
2Е78П станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
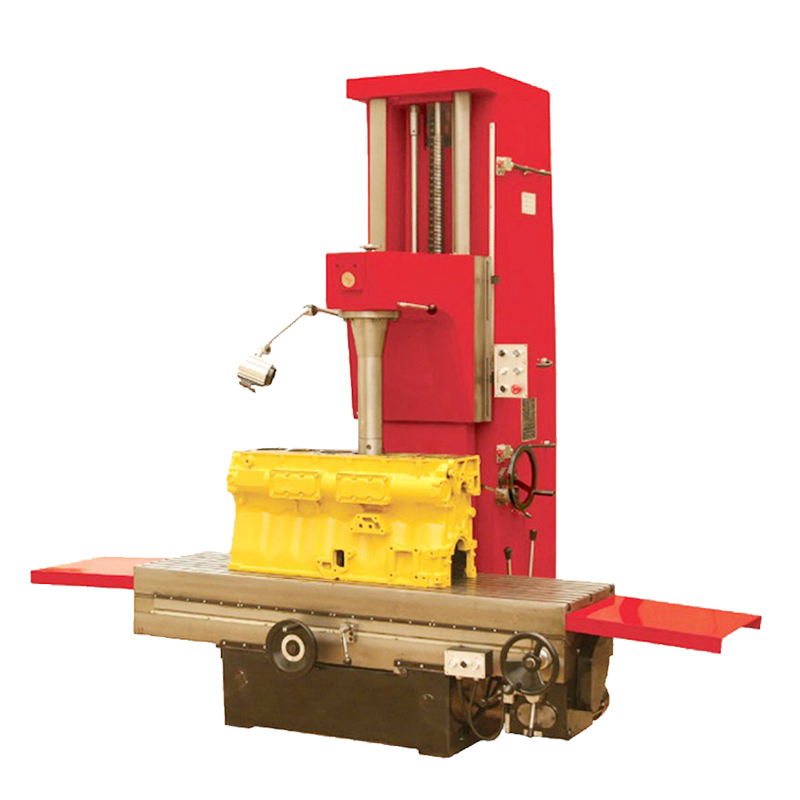
Станки отделочно-расточные вертикальные 2Е78П и 2Е78ПН предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков.
Технические данные станка 2Е78П позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станок 2Е78П снабжен комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
На станке модели 2Е78П стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок 2Е78П используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки.
 Общие сведения.
Общие сведения.Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
Габарит рабочего пространства отделочно-расточного станка 2Е78П
Габарит рабочего пространства станка 2е78п
Посадочные и присоединительные базы отделочно-расточного станка 2Е78П
Посадочные и присоединительные базы отделочно-расточного станка 2е78п
Общий вид отделочно-расточного станка 2Е78П
Фото отделочно-расточного станка 2е78п
Расположение составных частей отделочно-расточного станка 2Е78П
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм – 2Е78П.
 71.000
71.000 - Шпиндель 0,78 мм – 2Е78П.72.000
- Шпиндель 0,120 мм – 2Е78П.73.000
- Шпиндель универсальный – 2Е78П.74.000
- Шпиндель специальный – 2Е78П.75.000
- Пульт управления – 2Е78П.83.000
- Электроаппаратура панели – 2Е78П.81.000
- Колонна – 2Е78П.30.000
- Стол – 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство – 2Е78П.40.020
- Коробка скоростей и подач – 2Е78П.50.000
- Шпиндельная бабка – 2Е78П.23.000
- Электрооборудование сценка – 2Е78П.80.000
- Панель пульта – 2Е78П.82.000
- Пульт управления – 2Е78ПН.83.000
- Электроаппаратура панели – 2Е78ПН.81.000
- Основание – 2Е78ПН.10.000
- Электрооборудование станка – 2Е78ПН.80.000
- Панель пульта – 2Е78ПН.82.000
 71.000
71.000Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм – от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Расположение органов управления отделочно-расточным станком 2Е78П
Расположение органов управления расточным станком 2е78п
Пульт управления управления отделочно расточного станка 2Е78П
Пульт управления расточным станком 2е78п
Перечень органов управления отделочно расточного станка 2Е78П
- 1. рукоятка переключения подач шпиндельной бабки
- 2. маховик перемещения шпиндельной бабки вручную
- 3. лимб радиальной подачи резца
- 4. упоры автоматического выключения движения шпиндельной бабки
- 7. вводной автомат
- 9. рукоятки переключения скоростей шпинделя
- 10. выключатель местного освещения
- 11. рукоятка для отключения шпинделя от кинематической цепи
- 12. болты для фиксации шпиндельной бабки при фрезеровании
- 13. рукоятка для закрепления стола от поперечного перемещения
- 14. маховик перемещений стола вручную в поперечном направлении
- 16. винт для закрепления микроскопа от перемещений
- 17. маховик перемещений стола вручную в продольном направлении
- 19. винт для закрепления, микроскопа от перемещений
- 20. винт установочных перемещений микроскопа
- 21. рукоятка переключения скорости перемещения стола
- 29. кнопка „Вращение шпинделя”
- 30. кнопка „Проворот шпинделя”
- 32. переключатель „Освещение отсчетных линеек микроскопа”
- 37. переключатель „Шпиндель, фрезерование, наладка, цикл”
- 39. кнопка „Стоп” — останов станка
- 40. лампа „Сеть”
- 43. кнопка „Стол влево” 45— кнопка „Стол вправо”
- 47. кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
- 48. кнопка „Шпиндель вниз” — быстрый ход шпиндельной бабки вниз
- 52. переключатель режимов „Расточка — цикл”
 рукоятка для отключения шпинделя от кинематической цепи
рукоятка для отключения шпинделя от кинематической цепи кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверхКинематическая схема отделочно-расточного станка 2Е78П
Кинематическая схема отделочно-расточного станка 2е78п
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо” или „Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Электрооборудование станка 2Е78П
Схема электрическая отделочно-расточного станка 2Е78П
На станке модели 2Е78П установлены три трехфазных короткозамкнутых асинхронных двигателя; на станке модели 2Е78ПН — два двигателя:
- электродвигатель главного движения типа 4A90LA4, мощностью 2,2 кВт, частотой вращения 1500 1/мин, исполнение М301;
- электродвигатель ускоренного хода шпиндельной бабки типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М103;
- электродвигатель привода стола типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М301 (для2Е78П).
За особую плату поставляется электродвигатель привода приспособления для заточки резцов типа 4АА 63 В2, мощностью 0,55 кВт, частотой вращения 3000 1/мин.
В станке применены следующие напряжения:
- силовая цепь ~380 В, 50 Гц
- цепь управления ~110В
- цепь местного освещения ~24 В
- цепь освещения микроскопов 8 В
- цепь сигнализации 5 В
Читайте также: Технология ремонта фрезерных станков
2Е78П станок отделочно-расточный вертикальный.
 Видеоролик.
Видеоролик. Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26. .1200 .1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
- Станки отделочно-расточные вертикальные 2Е78П, 2Е78ПН. Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В. К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
 Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979 К. Токарь-расточник. Учебник для технических училищ, 1982
К. Токарь-расточник. Учебник для технических училищ, 1982Связанные ссылки. Дополнительная информация
Вертикально-расточный станок – Энциклопедия по машиностроению XXL
После этого на радиально-сверлильном станке сверлят отверстия по кондуктору, зенкеруют и развертывают согласно требованиям чертежа. На вертикально-расточном станке растачивают два отверстия в платиках, четыре отверстия со стороны торца основания (рис. 14.15, с), отверстия в проушинах (несоосность 0,01 мм), две выточки меньшего диаметра с подрезкой торца, снимают с галтели две фаски и окончательно растачивают две большие выточки с подрезкой торца (рис. 14.15, т). Неперпендикулярность торца допускается не более 0,05 мм, а несоосность с отверстиями не более 0,01 мм. [c.450]Расточка гильз на вертикально-расточном станке 2В—697 при 8=0,12 мм/об и п=200 об/мин (Нск=8 1 —12 мк).
 [c.141]
[c.141]И. Расточка под номинальный размер на вертикально-расточном станке 2В—697 (5= 0,05 мм/об) с последующей доводкой на вертикально-хонинговальном станке ЗА—833. При высокой твердости покрытий (более 400 полученных из сахарно-глицериновых и [c.142]
Вертикально-расточный станок Хонинговальный станок [c.361]
Вертикально-расточный станок Пресс для запрессовки гильз Стенд для гидравлического испытания блоков цилиндров [c.361]
ВЕРТИКАЛЬНО-РАСТОЧНЫЙ СТАНОК С ПРЕДВАРИТЕЛЬНЫМ НАБОРОМ КООРДИНАТ И ЦИФРОВОЙ ИНДИКАЦИЕЙ [c.49]
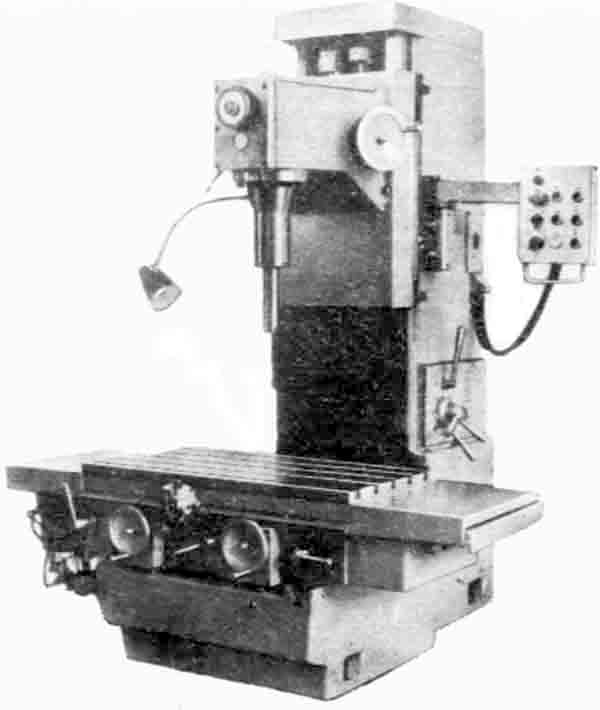
| Фиг. 268. Вертикально-расточный станок Мелитопольского завода |
 Различают следуюп ие четыре основные типа
[c.55]
Различают следуюп ие четыре основные типа
[c.55]На вертикально-расточных станках достигается высокая точность выполнения отверстий по диаметру (0,008—0,01 мм), а также по овальности и конусности (0,005— 0,008 мм). [c.55]
Станок предназначен для исиользования в механических цехах в условиях индивидуального, мелкосерийного и среднесерийного производства, а также в сборочных цехах заводов тяжелого и транспортного машиностроения. При оснащении станка приспособлениями и инструментом он может быть успешно использован в качестве вертикально-расточного станка для обработки отверстий в корпусных деталях, [c.99]
Например, изношенные рабочие поверхности гильзы цилиндров растачивают на алмазно-расточном станке или вертикально-расточном станке резцами с пластинками из твердого сплава, а затем хонингуют, используя хонинговальную головку (рис. 186) и бруски из синтетических алмазов. [c.254]
ВЕРТИКАЛЬНО-РАСТОЧНОЙ СТАНОК Назначение вертикально-расточных станков и их типы
[c. 304]
304]
Вертикально-расточные станки применяются главным образом для обработки отверстий блоков цилиндров автомобильных, тракторных и других двигателей. [c.304]
На фиг. 341 приведены схемы основных типов вертикально-расточных станков. [c.304]
На фиг. 341, а изображена схема современного одношпиндельного вертикально-расточного станка. На станке 1 смонтированы привод 2, шпиндель- [c.304]
Кинематическая схема вертикально-расточного станка [c.305]
На фиг. 342 приведена кинематическая схема вертикально-расточного станка. [c.305]
На вертикально-расточных станках регулирование размера вылета резца в борштанге производится при настройке пробным растачиванием отверстия или специальными измерительными приспособлениями, снабженными миниметром и микрометром, которые придаются к станку и помещаются непосредственно у борштанги станка. Точность отсчета вылета резца микрометрическими приспособлениями достигает 0,01—0,005 мм. [c.307]
[c.307]
При обработке деталей на вертикально-расточных станках достигаются точности в пределах допуска на диаметр детали 0,008—0,01 мм по овальности и не более 0,005—0,008 мм по конусности. [c.307]
Обдирка и предварительное растачивание гильз — весьма трудоемкие операции. Поэтому при больших масштабах производства применение многошпиндельных вертикальных расточных станков, несмотря на их сравнительно высокую стоимость, оказывается вполне целесообразным. [c.186]
Чистовое растачивание гильз производят, когда гильза уже ослаблена предшествующей обработкой, поэтому при чистовом растачивании наиболее часто употребляется схема установки, показанная на фиг 143. Подобный способ установки применяется и при чистовом растачивании гильзы на вертикально-расточных станках. Радиальный зажим гильзы с внешней стороны при чистовом растачивании может сильно деформировать деталь. [c.187]
Колесный вертикально-расточный станок для тепловозных колес. [c.264]
[c.264]
Иногда взамен зенкеров применяют двусторонние расточные пластины в оправках (рис. 75, в), они дешев.те в изготовлении, но менее производительны, чем зенкеры. Оправка с резцами (рис. 75, е) применяется для обработки отверстий больших диаметров обычно в мелко-и среднесерийном производстве на вертикальных, но чаще на горизон-тально-раСточных станках. [c.210]
Схема базирования и обработки корпусной детали / на вертикальном расточном станке с ЧПУ 2 и схема его размерных связей, возникающих при обработке, приведена на рис. 15.6, где видны три системы координат нуль станка, нуль детали, нуль обработки (исходная точка). Координаты программируемых точек Гпрог (рис. 15.6) в общем случае в пространстве представлены прог == г, — Го, где 1 — радиус-вектор текущей координаты опорной точки Го — радиус-вектор размера координаты исходной точки. При подготовке программы возникают размерные связи, представленные векторами. [c.227]
Для тОккого растачивания корпусных деталей наиболее применимы горизонтально-расточные станки для тонкого растачивания металлоемких корпусных деталей — вертикально-расточные станки. [c.189]
[c.189]Для тонкого растачивания применяют специально приспособленные станки. Заготовку на этих станках закрепляют неподвижно, а вращение получает режущий инструмент, что исключает влияние дисбаланса обрабатываемой заготовки на точность обработки. Для тонкого растачивания корпусных деталей наиболеё применимы горизонтальнорасточные станки для тонкого растачивания металлоемких корпусных деталей — вертикально-расточные станки. [c.256]
Оси растачиваемых отверстий находятся в одной плоскости. Для обработки таких корпусов целесообразно применять вертикально-расточные станки с ЧПУ мод. 2Д450АФ2, [c.56]
При оснащении станка нриспособления.ми и специальным инструментом он может быть успешно использован в качестве вертикально-расточного станка для обработки отверстий в корпусных деталях. [c.94]
Вертикально-расточные станки менее универсальны по сравнению с универсальными горизонтально-расточными станками.
 На практике в зависимости от требований производства различают следующие основные типы вертикально-расточных станков а) одношпиндельные вертикальные б) много-шпиндельные вертикальные для расточки сверху вниз в) многошниндельные вертикальные для расточки снизу вверх г) многошпиндельные со шпинделями, расположенными под углом, односторонние или двусторонние.
[c.304]
На практике в зависимости от требований производства различают следующие основные типы вертикально-расточных станков а) одношпиндельные вертикальные б) много-шпиндельные вертикальные для расточки сверху вниз в) многошниндельные вертикальные для расточки снизу вверх г) многошпиндельные со шпинделями, расположенными под углом, односторонние или двусторонние.
[c.304]На фиг. 341, б показана схема многошпиидельного вертикально-расточного станка. Отличается этот станок от предыдущего тем, что шпиндельный блок имеет многошпиндельную головку 2, смонтированную на станине 1, [c.305]
На фиг. 341, г приведена схема вертикально-расточного станка, шпиндели которого работают в направлеиии снизу вверх. [c.305]
На рис. 9 показана часть рабочей позиции вертикально-расточного станка мод. 2А921, спроектированного СКВ-1 и изготовленного станко- [c.14]
В единичном и мелкосерийном производстве рычаги обрабатывают по разметке без приспособлений или с использованием приспособлений переналаживаемых типов. Основные отверстия и торцы обрабатывают на вертикально-расточных станках, а в рычагах малых размеров и на токарных. При обработке на вертикальнорасточных станках без приспособлений заготовку устанавливают с выверкой по рискам, разметке и с креплением ее прихватами. При одной установке стараются обработать наибольшее количество поверхностей заготовки, перемещая стол в поперечном и продольном направлениях. Точность отверстий достигается применением мерного режущего инструмента или чистовым растачиванием по методу пробных рабочих ходов и измерений. Межосевые расстояния обеспечиваются координатным методом растачивания, расстояния между торцами головок — методом пробных рабочих ходов. Обработку выполняют за два установа при первом установе обрабатывают торцы головок с одной стороны, при втором —торцы головок с другой стороны и основные отверстия рычага в последующих операциях обрабатывают остальные поверхности (шпоночные пазы, мелкие отверстия и др.) на фрезерных и сверлильных станках с использованием уже обработанных поверхностей в качестве баз для установки и выверки.
Основные отверстия и торцы обрабатывают на вертикально-расточных станках, а в рычагах малых размеров и на токарных. При обработке на вертикальнорасточных станках без приспособлений заготовку устанавливают с выверкой по рискам, разметке и с креплением ее прихватами. При одной установке стараются обработать наибольшее количество поверхностей заготовки, перемещая стол в поперечном и продольном направлениях. Точность отверстий достигается применением мерного режущего инструмента или чистовым растачиванием по методу пробных рабочих ходов и измерений. Межосевые расстояния обеспечиваются координатным методом растачивания, расстояния между торцами головок — методом пробных рабочих ходов. Обработку выполняют за два установа при первом установе обрабатывают торцы головок с одной стороны, при втором —торцы головок с другой стороны и основные отверстия рычага в последующих операциях обрабатывают остальные поверхности (шпоночные пазы, мелкие отверстия и др.) на фрезерных и сверлильных станках с использованием уже обработанных поверхностей в качестве баз для установки и выверки. [c.356]
[c.356]| Фиг. 142. Растачивание гильв блока на вертикально-расточном станке. |
На рнс. 6.51 показан горизонтально-расточной станок. На станине / установлена стойка 2, на вертикальных нанранляющих которой смонтирована шпиндельная бабка /У. В шпиндельной бабке расположены коробка скоростей и коробка подач. Шпиндель коробки скоростей полый, па нем закреплена планшайба 4 с радиальным суппортом 5. Внутри [c.324]
Сверление, зенкерование, развертывание, цекование, зенковаиие и нарезание резьбы метчиками выполняют на расточных станках так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
[c.325]
Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
[c.325]
Координатно-расточные станки с ЧПУ: технические характеристики
Среди токарного оборудования станки, которые относятся к координатно-расточной группе, считаются наиболее точными. Координатно-расточной станок устанавливается для получения сложных деталей, производство которых вызывает большое количество трудностей. Горизонтально координатно-расточной станок или с вертикальной компоновкой предназначен для получения деталей с несколькими отверстиями, расположенными относительно друг друга с определенным смещением. Впервые появился именно координатно-расточной станок с ЧПУ, так как принцип работы основан на перемещении заготовки относительно режущего инструмента с точностью до одной тысячной миллиметра. При этом устройство может контролировать точность размеров, а также расположения заготовки в автоматическом режиме.
Область применения
Координатно-расточные станки для дерева и металла не существенно отличаются друг от друга, разница заключается лишь в том, какая нагрузка может выдерживаться и какие режущие инструменты устанавливаются в шпинделе. Конечно, на моделях, предназначенных для дерева, не следует проводить обработку заготовок из металла.
Координатно-токарно-расточной станок создавался для получения межцентровых отверстий, расположенных относительно друг друга на определенном расстоянии. Работа устройства проводится без установки специальных измерительных приспособлений, которые предназначены для направления инструмента.
Следует учитывать, что принцип работы координатно-расточного станка предусматривает выполнение следующих операций:
- Получение глухих и сквозных отверстий.
- Выполнение финишного прохода по поверхности фрезой.
- Расточки и развертки.
- Разметочные работы и обработка торцевых поверхностей.
- Контроль заданных размеров.
Схема координатно-расточного станка определяет то, что большинство заготовок представлено корпусными деталями. Кроме этого проводится выполнение работы по созданию отверстий в кондукторах, в которых они должны быть расположены с высокой точностью относительно друг друга.
Расточка и другие операции на координатно-расточном станке могут проводиться в рамках выпуска средних и больших партий деталей.
Составные части станка и пример обрабатываемых отверстий
Устанавливаемые инструменты координатно-расточного станка позволяют проводить и разметку деталей, в основном межцентровых расстояний. Особенности конструкции позволяют создавать отверстия, которые расположены под углом или во взаимно перпендикулярных плоскостях. Шпиндель координатно-расточного станка позволяет выполнять создание отверстий, которые находятся с торцевых сторон.
Рассматривая виды и модели координатно-расточных станков следует отметить, что оборудование может оснащаться оптическим отсчетным устройством, а также системой ЧПУ контроля позиции заготовки и режущего инструмента. При этом производители координатно-расточных станков указывают на то, что подобное оборудование является сочетанием измерительной и металлообрабатывающей машины. Именно поэтому в некоторых случаях базирование заготовки проводится на рассматриваемом станке, а вот обработка выполняется другим оборудованием.
Если основные узлы координатно-расточных станков находятся в хорошем техническом состоянии, то точность обработки составляет 0, 004 миллиметра. На металлообрабатывающем оборудовании обычной токарной группы нельзя получить детали со столь точными размерами. Рассматривая ГОСТ и нормы точности координатно-расточных станков следует также отметить, что некоторые снабжаются устройством цифровой индикации, которое позволяет контролировать размеры с точностью вплоть до тысячных миллиметра.
Возможная компоновка
Рассматривая координатно-расточные станки и их технические характеристики следует уделить внимание тому, что их применение рентабельно только в случае необходимости точного позиционирования инструмента. При этом выделяют:
- Модели с одной стойкой.
- Двухстоечный координатно-расточной станок.
В чем заключается разница подобных моделей? Рассматривая описание координатно-расточных станков следует уделить внимание тому, сколько колон возвышается над столом. При больших размерах стола для повышения жесткости конструкции и обеспечения более высокой точности позиционирования инструмента устанавливается две стойки. Координатно-расточной современный станок конструктивно может существенно отличаться, что следует учитывать.
Общий вид координатно-расточного станка
Особенности конструкции
Горизонтальный координатно-расточной металлообрабатывающий станок получил весьма большое распространение, так как основные узлы удобно расположены для обработки заготовок больших размеров. Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
Схема координатно-расточного одностоечного и двухстоечного станка существенно отличаются. Примером можно назвать токарно-расточной станок одностоечного типа:
- Основная часть конструкции представлена станиной, на которой расположены все узлы.
- Расточка на координатно-расточном современном станке проходит за счет установки особой расточной головкой. В некоторых случаях она предусматривает быструю смену инструмента. Инструмент координатно-расточного современного станка может крепиться через специальную оснастку.
- Крестовой стол. Принцип работы этого оборудования определяет возможность перемещения заготовок в двух направлениях.
Двухстоечные координатно-расточные станки производители выпускают со следующими узлами:
- Все тот же стол, на котором проводится обработка устанавливаемых заготовок. Их можно закрепить для того, чтобы получить отверстие или несколько с точным взаимным расположением.
- Стойка и станина. Многие модели предусматривают расположение инструмента над корпусной или другой деталью. Шпиндель может быть самым различным.
- Расточная головка. Основные технические характеристики определяются особенностями устанавливаемой расточной головки. Некоторое оборудование имеет головки с автоматической сменой инструмента.

Практически во всех случаях двухстоечный координатно-расточной станок или одностоечного типа имеет станину, которая состоит из двух плоских и одной Т-образной направляющей. По данным направляющим проходит передвижение салазок. Нормы точности выдерживаются согласно ГОСТ благодаря точному позиционированию всех элементов относительно друг друга. На самых различных элементах конструкции могут быть расположены блоки управления: их виды зависят от того, какая фирма занимается производством оборудования, и какая система управления установлена.
Электрическая схема координатного-расточного станка на примере 2А450МФ
Принцип действия
На момент производства рассматриваемого оборудования учитываются следующие моменты:
- Деталь закрепляется на столе, который, как ранее было отмечено, может передвигаться по установленным направляющим. Этот момент определяет то, что можно проводить получение отверстий растачиванием
- Как практически во всех металлообрабатывающих станках, так и в тех, что могут обрабатывать дерево, есть шпиндель. Стоит учитывать, что шпиндель предназначается для крепления режущего инструмента. У некоторых моделей шпиндель представлен головкой, которая может сменять режущий инструмент согласно заданной программе. За счет этого существенно упрощается процесс. Шпиндель может быть расположен на различных элементах, все зависит от особенностей конкретной модели.
- Расточная головка и траверса также закрепляются оператором на необходимой высоте, которая зависит от размеров детали.
 Этот момент определяет то, что можно проводить получение отверстий растачиванием
Этот момент определяет то, что можно проводить получение отверстий растачиванием
Рассматривая токарно-расточной станок следует уделить внимание тому, что позиционирование шпинделя проводится следующим образом:
- Описание этого оборудования определяет возможность позиционирования путем установки стола благодаря перпендикулярно расположенным относительно друг другу направляющим.
- Устанавливаемая головка может перемещаться по траверсе. Именно поэтому токарно-расточной станок может применяться для получения отверстий на корпусных заготовках весьма больших габаритов.
Однако сложность конструкции заключается не в возможности позиционирования инструмента и заготовки относительно друг друга, а в высокой точности всех размеров. Стандарт определяет точность не менее 0,004 мм погрешности.
Модели с ЧПУ
Следует учитывать тот момент, что координатно-расточной современный станок с ЧПУ получил весьма большое распространение в последнее время. Это связано с тем, что по ГОСТу размеры многих деталей должны быть весьма точными. Поэтому если по ГОСТ точность должна быть очень высокой, а производство проводится в течение короткого промежутка времени, следует уделить внимание координатно-расточным станкам с ЧПУ.
Координатно-расточной станок с ЧПУ
Почему данный тип оборудования сегодня настолько востребован?
Координатно-расточные станки с ЧПУ оснащаются компьютерами, через которые проводится установка координат и режимов обработки. За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
За счет того, что ГОСТ соблюдается не вручную оператором, а точность контролируется компьютером существенно снижается вероятность появления погрешности. Поэтому ГОСТ сегодня соблюсти можно только при установке моделей, которые снабжаются блоком ЧПУ.
Модели с ЧПУ могут применяться как для черновой, так и для чистовой обработки. Однако стоит учитывать, что оператором могут стать только подготовленные люди, несмотря на отсутствие необходимости в ручном управлении. Токари и другие специалисты должны проходить переподготовку для того чтобы правильно управлять оборудованием.
Достоинствами моделей с блоком числового программного управления можно назвать:
- Высокую точность работы.
- Высокий показатель производительности.
- Возможность установки на автоматизированных линиях.
- Защищенность зоны резания от окружающей среды.
- Возможность получения сложных заготовок, которые имеют различные плоскости и отверстия: глухие, пересекающиеся, наклонные и так далее.
- Компактные размеры при высокой производительности.

Однако есть и несколько существенных недостатков:
- Достаточно высокая стоимость. Применение современных технологий определяет существенное удорожание оборудования. Поэтому рентабельность установки станков с ЧПУ должна быть тщательно просчитана.
- Сложность в обслуживании. Стоит помнить о том, что координатно-расточной станок с ЧПУ может обслуживать и ремонтировать исключительно специалист, имеющий соответствующие навыки. В случае повреждения или выхода из строя одного из узлов придется обращаться к продавцу или компаниям, которые предоставляют услуги по ремонту. Решить проблему самостоятельно будет практически не возможно.
- В некоторых случаях для наладки производства при установке станков с ЧПУ нужно нанимать специалиста. Это связано со сложностями, которые возникают при составлении программы по обработке и наладке оборудования.
- Показатель трудозатрат снижается до 80%, а производительности увеличивается примерно на 50%. Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
 Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.
Эта информация определяет то, что один станок с ЧПУ может заменить три обычных.Современные нормы изготовления различных деталей обязывают заводы и иные организации, занимающиеся производством устанавливать станки с ЧПУ. Это связано с тем, что только они могут обеспечить высокую точность размером и показателя шероховатости поверхности.
Лучшими производителями считают МЗКРС и «Стан-Самара». Они выпускают модели, которые устанавливаются практически на всех заводах и производственных линиях. Наиболее распространенными моделями назовем 2В440А, 2Д450, 2А450. При выборе наиболее подходящей модели уделяют внимание на следующие моменты:
- Максимальные размеры заготовки.
- Масса конструкции.
- Максимальный и минимальный диаметр отверстия.
- Скорость, с какой может вращаться режущийся инструмент.
- Максимальный вес заготовки.
- Мощность главного привода и всех дополнительных электродвигателей.
 com/embed/BD7nBt361qw?feature=oembed” frameborder=”0″ allowfullscreen=””/>
com/embed/BD7nBt361qw?feature=oembed” frameborder=”0″ allowfullscreen=””/>
Чаще всего это металлообрабатывающее оборудование устанавливается в машиностроительных цехах. Сегодня распространение получили и модели, выпускаемые под брендом Newall (Англия). Еще относительно небольшое распространение получили модели, выпускаемые под брендами WHN и WKV.
Координатно-расточный станок: виды и модели
Среди оборудования своеобразными «аристократами» называют координатно-расточные станки, которые предназначаются для создания самых ответственных деталей – отверстий с небольшими отклонениями их взаимного размещения. На подобных станках имеется специальное отсчетное устройство, при помощи которого можно заготовка относительно инструмента перемещается с погрешностью не больше 0,001 миллиметра, и контролирующее устройство для проверки отклонений размеров на обработанных деталях.
Содержание:
- Предназначение координатно-расточного станка
- Классификация координатно-расточных станков
- Модели координатно-расчетных станков
Предназначение координатно-расточного станка
Координатно-расточные станки предназначаются для обработки межцентровых отверстий, расстояние между которыми должно точно выдерживаться от базовых поверхностей в прямоугольной системе координат, без использования приспособлений для направления инструмента.
На подобных станках производится сверление, чистовое фрезерование, растачивание, развертывание и зенкерование отверстий, контроль и измерение деталей, чистовое фрезерование торцов, а также разметочные работы. Станки применяются для проделывания отверстий в корпусных деталях и приспособлениях, а также кондукторах, для которых нужна существенная точность взаимного размещения отверстий, в мелкосерийном, единичном и массовом производстве.
На станках наряду с растачиванием выполняются разметка и проверка размеров, в том числе и межцентровых расстояний. Применяя поворотные столы, которые поставляются со станком, можно обрабатывать отверстия, что заданы в полярной системе координат, взаимноперпендикулярные и наклонные отверстия, а также протачивать торцовые поверхности.
Станок оснащен оптическими отсчетными устройствами, которые позволяют отсчитывать целые и дробные части координатного размера. Так как устройство координатно-расточных станков является соединением измерительной машины и металлорежущего станка, то работая на подобном оборудовании, можно контролировать детали, обработанные на других станках.
При нормальной эксплуатации вертикальный координатно-расточный станок способен обеспечивать точность межцентровых расстояний в системе координат порядка 0,004 миллиметра. Чтобы получить более точное расстояние между центрами отверстий, оснащают координатно-расточный станок устройством цифровой индикации, которое дает оператору возможности произведения установки координат с дискретностью около 0,001 миллиметра.
Классификация координатно-расточных станков
Бывают координатно-расточные станки одно- и двухстоечными. Имеют одностоечные станки в своей конструкции крестовый стол, который предназначается для передвижения заготовки в двух направлениях, которые являются взаимно перпендикулярными. Основным движением здесь являются вращающиеся движения шпинделя, а движением подачи – вертикальное перемещение шпинделя.
Двухстоечные станки в своей конструкции имеют стол, который находится на направляющих. Стол способен перемещать установленную заготовку в направлении координаты Х. При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
При движении шпиндельной бабки ось шпинделя передвигается относительно изделия, установленного на столе, в направлении координаты У. Для опускания и подъема шпиндельной бабки поперечину принято перемещать вниз или вверх по направляющим стоек.
Основываясь на уровне автоматизации, координатно-расточные станки разделяют на станки с ЧПУ, цифровой индикацией и набором координат, а также с автоматической сменой заготовок и инструментов, которые позволяют выполнять разные фрезерные работы с высоким уровнем точности.
Зависимо от характера производимых операций, конструктивных особенностей и назначения, координатно-расточные станки бывают универсальными и специализированными. Универсальные станки, в свою очередь, разделяются на горизонтально-расточные и отделочно-расточные. Самым существенным параметром для всех видов станков выступает диаметр расточного шпинделя.
Модели координатно-расчетных станков
Популярные модели координатно-расточных станков в своей конструкции имеют прямоугольный стол с поперечным и продольным перемещением. Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Предусматривается установочное передвижение шпиндельной бабки. Ускоренное и рабочее перемещение стола в поперечном и продольном направлении проводится электрическими приводами с широчайшим диапазоном регулирования, который позволяет увеличить жесткость и производительность координатно-расточного станка при фрезеровании. Рассмотрим подробнее технические характеристики популярных моделей координатно-расточных станков.
Координатно-расточный станок 2а450
Размеры координатно-расточного станка 2а450, включая ход салазок и стола, – 2670 на 3305 на 2660 миллиметров. Рабочая поверхность стола имеет размеры 1100 на 630 миллиметров. Вес станка, не учитывая массу принадлежностей и электрошкафа, – 7300 килограмм. При работе на данном станке можно достичь наибольшего диаметра сверления в 30 миллиметров и наибольшего растачиваемого отверстия в 250 миллиметров при использовании изделия с максимальным весом в 600 килограмм. Частота вращения шпинделя достигает 50-2000 оборотов в минуту, скорость передвижения изделия при фрезеровке доходит 30-200 оборотов в минуту. При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
При использовании координатно-расточного станка 2а450 мощность электродвигателя достигает 4,5 вКт, частота вращения – 1800 оборотов в минуту.
Координатно-расточный станок 2д450
Координатно-расточный станок 2д450 имеет такие размеры (с ходом салазок и стола) – 3305 на 2705 на 2800 миллиметров. Рабочая поверхность имеет габариты 1100 на 630 миллиметров. Вес станка без электрошкафа и необходимых принадлежностей – 7800 килограмм. Наибольший диаметр расточки отверстий составляет 250 миллиметров, при этом возможно использование изделия с весом до 600 килограмм. В минуту число оборотов шпинделя составляет 50-2000. Мощность установленного на станке электродвигателя – 2 вКт, частота вращения – 700 оборотов в минуту.
Координатно-расточный станок 2в440а
Габариты координатно-расточного станка 2в440а, в том числе хода салазок и стола, – 2520 на 2195 на 2430 миллиметров. Длина рабочей поверхности стола составляет 800, а ширина – 400 миллиметров. Масса станка с выносными принадлежностями составляет 3630 килограмм. При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
При использовании координатно-расточного станка 2в440а возможно достижение максимального диаметра сверления в сплошном материале 25 миллиметров и максимального диаметра расточки в 250 миллиметров при использовании изделий с наибольшим весом в 320 килограмм. Предел частоты вращения шпинделя доходит в минуту до 50-2000 оборотов, мощность электродвигателя составляет 2,2 вКт, частота вращения – 800 оборотов в минуту.
Координатно-расточный станок 2431
Модель 2431 имеет габаритные размеры – 1900 на 1445 на 2435 миллиметров и вес без электрооборудования – 2510 килограмм. Масса электрооборудования к координатно-расточному станку 2431 составляет 420 и комплекта принадлежностей 380 килограмм. Габариты рабочей поверхности стола – 560 на 320 миллиметров. При использовании данной модели достигается максимальный диаметр сверления в 18 миллиметров и максимальный диаметр расточки в 125 миллиметров при применении изделий с наибольшим весом в 250 килограмм. Предел частоты вращения шпинделя в минуту составляет от 75 до 3000 оборотов, общая мощность электродвигателей составляет 2,81 вКт, мощность главного двигателя 2,2 Квт.
Координатно-расточный станок 2421
Габариты координатно-расточного станка 2421 составляют – 900 на 1615 на 2207 миллиметров. Рабочий стол имеет размеры 450 на 250 миллиметров. Масса станка с комплектом принадлежностей составляет 1610 килограмм. Используя данную модель, можно достичь максимального диаметра сверления в сплошном материале 12 миллиметров и максимального растачиваемого отверстия в 80 миллиметров при использовании изделий с наибольшим весом в 150 килограмм. Частота вращения шпинделя составляет от 135 до 3000 оборотов в минуту. Мощность электродвигателя – 10 вКт.
Таким образом, координатно-расточные станки выполняют самую ответственную функцию – проделку отверстий и контроль их отклонений. Станок оснащен устройством цифровой индикации, которое дает возможность оператору устанавливать координаты с дискретностью 0,001 миллиметра, а также отсчетными устройствами для отсчитывания целой и дробной части координатного размера.
Вертикально расточной станок 2е78п
2Е78П станок отделочно-расточный вертикальныйСхемы, описание, характеристикиПроизводитель отделочно-расточного станка 2Е78П – Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе – один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
2Е78П станок отделочно-расточный (алмазно-расточный) повышенной точности. Назначение и область применения
Станки отделочно-расточные вертикальные 2Е78П и 2Е78ПН предназначены для ремонтной расточки блоков цилиндров и гильз автомобильных, тракторных и мотоциклетных двигателей, а также для сверления и расточки отверстий в отдельных деталях, размеры которых соответствуют технической характеристике станков. На станке модели 2Е78П и 2Е78ПН можно осуществлять тонкое фрезерование универсальным шпинделем.
На станке модели 2Е78П и 2Е78ПН можно осуществлять тонкое фрезерование универсальным шпинделем.
Технические данные станка 2Е78П позволяют производить тонкую расточку в сталях, чугунах и цветных металлах, подрезку торца у растачиваемого отверстия и безрисочный вывод резца.
Станок 2Е78П снабжен комплектом шпинделей, один из которых устанавливается на шпиндельную бабку, в зависимости от диаметра растачиваемого отверстия. Универсальным шпинделем, кроме операции расточки, может производиться сверление, зенкерование и развертывание.
На станке модели 2Е78П стол может быть выполнен с устройством для отсчета координат, включающим точные штриховые меры длины и приставные отсчетные микроскопы типа МО.
Станок используется для подвижных ремонтных мастерских.
Класс точности станка П.
Разработчик — Майкопский станкостроительный завод им. Фрунзе.
Отделочно-расточные (алмазно-расточные) станки.
 Общие сведения.
Общие сведения.Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
Габарит рабочего пространства отделочно-расточного станка 2Е78П
Габарит рабочего пространства станка 2е78п
Посадочные и присоединительные базы отделочно-расточного станка 2Е78П
Посадочные и присоединительные базы отделочно-расточного станка 2е78п
Общий вид отделочно-расточного станка 2Е78П
Фото отделочно-расточного станка 2е78п
Расположение составных частей отделочно-расточного станка 2Е78П
Расположение основных узлов расточного станка 2е78п
Спецификация составных частей отделочно-расточного станка 2Е78П
- Шпиндель 0,48 мм – 2Е78П.71.000
- Шпиндель 0,78 мм – 2Е78П.72.000
- Шпиндель 0,120 мм – 2Е78П.73.000
- Шпиндель универсальный – 2Е78П.74.000
- Шпиндель специальный – 2Е78П.75.000
- Пульт управления – 2Е78П.83.000
- Электроаппаратура панели – 2Е78П.81.000
- Колонна – 2Е78П.30.000
- Стол – 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство – 2Е78П.40.020
- Коробка скоростей и подач – 2Е78П.50.000
- Шпиндельная бабка – 2Е78П.23.000
- Электрооборудование сценка – 2Е78П.80.000
- Панель пульта – 2Е78П.82.000
- Пульт управления – 2Е78ПН.83.000
- Электроаппаратура панели – 2Е78ПН.81.000
- Основание – 2Е78ПН.10.000
- Электрооборудование станка – 2Е78ПН.80.000
- Панель пульта – 2Е78ПН.82.000
Сменные шпиндели для станка 2Е78П
Сменные шпиндели состоят из трех шпинделей с диаметрами резцовых головок 48, 78 и 120 мм.
Шпиндель устанавливается на шпиндельную бабку с учетом диаметра отверстия, которое предстоит растачивать. Шпиндель диаметром 48 мм — для расточки отверстий диаметрами от 50 до 82 мм; диаметром 78 мм — от 82 до 125 мм; диаметром 120 мм – от 125 до 200 мм.
Шпиндели собраны на прецизионных радиально-упорных шарикоподшипниках. Проникновение пыли в подшипники предотвращается лабиринтовыми уплотнениями.
В головке шпинделя имеется ползушка, которая дает возможность осуществить радиальную подачу резца. Внутри шпинделя проходит шток, который служит для перемещения ползушки.
Перемещение резца в шпинделях диаметрами 48 мм, 120 мм, 78 мм и специальном осуществляется по лимбу в резцовой головке.
Резцы крепятся с помощью прижимного винта. Резьбовое отверстие, расположенное в торце резцовой головки, необходимо для установки центроискателя.
При установке на резцовую головку подрезного резца можно осуществить подрезку торца на обрабатываемой детали.
Универсальный шпиндель
Универсальный шпиндель устанавливается на станок для расточки отверстий диаметрами от 27 до 200 мм небольших глубин при помощи борштанг или резцедержателя с точной подачей, а также для сверления или развертывания отверстий в отдельных деталях и для фрезерования,
Шпиндель собран на прецизионных радиально-упорных сдвоенных шарикоподшипниках.
Приемный конус шпинделя выполнен по ГОСТ 15945—70, а конец шпинделя — по ГОСТ 24644—81 и рассчитан на применение вспомогательного инструмента, либо нормального инструмента в сочетании с переходными втулками.
Гайка на конце шпинделя служит для затяжки и извлечения инструмента. Для извлечения инструмента гайку полностью отвинчивать ключом 2Е78П.74.010 не следует.
Конец приемного конуса снабжен шпонками, в которые при закреплении входят своими пазами инструмент. Такое устройство крепления инструмента гарантирует от проворота его в конусе шпинделя и предохраняет шпиндель от повреждений.
Специальный шпиндель
Специальный шпиндель служит для расточки v-образных двигателей диаметрами от 82 до 125 мм.
Шпиндель выполнен конструктивно аналогично сменному шпинделю диаметром 78 мм с радиальным перемещением резца.
Расположение органов управления отделочно-расточным станком 2Е78П
Расположение органов управления расточным станком 2е78п
Пульт управления управления отделочно расточного станка 2Е78П
Пульт управления расточным станком 2е78п
Перечень органов управления отделочно расточного станка 2Е78П
- 1. рукоятка переключения подач шпиндельной бабки
- 2. маховик перемещения шпиндельной бабки вручную
- 3. лимб радиальной подачи резца
- 4. упоры автоматического выключения движения шпиндельной бабки
- 7. вводной автомат
- 9. рукоятки переключения скоростей шпинделя
- 10. выключатель местного освещения
- 11. рукоятка для отключения шпинделя от кинематической цепи
- 12. болты для фиксации шпиндельной бабки при фрезеровании
- 13. рукоятка для закрепления стола от поперечного перемещения
- 14. маховик перемещений стола вручную в поперечном направлении
- 15. рукоятка для закрепления стола от продольного перемещения
- 16. винт для закрепления микроскопа от перемещений
- 17. маховик перемещений стола вручную в продольном направлении
- 19. винт для закрепления, микроскопа от перемещений
- 20. винт установочных перемещений микроскопа
- 21. рукоятка переключения скорости перемещения стола
- 29. кнопка „Вращение шпинделя”
- 30. кнопка „Проворот шпинделя”
- 32. переключатель „Освещение отсчетных линеек микроскопа”
- 37. переключатель „Шпиндель, фрезерование, наладка, цикл”
- 39. кнопка „Стоп” — останов станка
- 40. лампа „Сеть”
- 43. кнопка „Стол влево” 45— кнопка „Стол вправо”
- 47. кнопка „Шпиндель вверх” — быстрый ход шпиндельной бабки вверх
- 48. кнопка „Шпиндель вниз” — быстрый ход шпиндельной бабки вниз
- 52. переключатель режимов „Расточка — цикл”
Кинематическая схема отделочно-расточного станка 2Е78П
Кинематическая схема отделочно-расточного станка 2е78п
Кинематические цепи главного движения, быстрых ходов и движения подачи, последовательность передачи вращения от электродвигателей до исполнительных органов ясны из схемы.
Предохранительная муфта механизма подачи шпиндельной бабки отрегулирована на передачу крутящего момента в 25 Н-м, в соответствии с допустимым усилием подачи.
Предохранительная муфта механизма быстрого хода стола отрегулирована на передачу крутящего момента в 20 Н-м в соответствии с допустимым усилием при быстром ходе стола.
При превышении допустимых усилий в механизме подачи шпиндельной бабки (главным образом, в случае неправильно выбранных режимов резания) и в механизме быстрого хода стола предохранительные муфты пробуксовывают с характерным треском.
Стол рабочий станка 2Е78П
Перемещение обрабатываемого изделия в двух взаимно перпендикулярных направлениях на станки модели 2Е78П осуществляется при помощи стола, состоящего из двух частей: нижней — салазок, перемещающихся в поперечном направлении по направляющим основаниям, и верхней — собственно стола, перемещающегося в продольном направлении по направляющим салазок
На передней и боковой стенках салазок станка могут быть установлены два отсчетных микроскопа с точностью нониуса 0,01 мм: один — для отсчета координат при перемещении стола в продольном направлении, второй — в поперечном.
Линейка для точного отсчета продольных перемещений стола расположена на передней стенке стола, линейка для точного отсчета поперечных перемещений стола — на левой стенке основания.
Установочные перемещения стола, продольные и поперечные, а также установка по координатам производятся вручную при помощи маховиков.
В нужном положении стол фиксируется двумя рукоятками при помощи эксцентриковых зажимов.
Установочное перемещение стола в продольном направлении можно осуществить механически от электродвигателя быстрого хода. Для этого рукоятка переключения быстрых ходов поворачивается в вертикальное положение. При этом вращение ходовому винту передается через винтовую пару. Рабочая подача стола включается переключением рукоятки. При этом вращение ходовому винту передается от редуктора в столе через червячную передачу.
Изменение направления быстрых ходов стола осуществляется поочередным нажатием на кнопки привода стола „Вправо” или „Влево”, в результате чего происходит реверсирование электродвигателя быстрых ходов.
Для предотвращения поломок механизма привода стола вследствие перегрузок соответствующий вал стола соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Колонна станка 2Е78П
Колонна крепится на основании. По ее направляющим — призматической и плоской — в вертикальном направлении перемещается шпиндельная бабка.
В верхней части колонны на кронштейне укреплены ролики, по которым движется цепь противовеса, перемещающегося внутри колонны.
Противовес, уравновешивающий вес шпиндельной бабки со шпинделем, состоит из цельной чугунной отливки.
У передней стенки колонны между направляющими расположены ходовой винт шпиндельной бабки и шлицевой валик привода шпинделя, укрепленные в верхней части колонны в приставных кронштейнах.
В нижней части колонны располагается установленная на основании коробка скоростей и подач. Управление коробкой, состоящее из рукоятки переключения подач и трех рукояток переключения скоростей, выведено на крышку, расположенную на правой стенке колонны.
Над крышкой установлены два конечных выключателя, ограничивающих перемещение шпиндельной бабки вверх и вниз. В задней стенке колонны в нише расположен электрошкаф. Через окна колонны, в задней стенке закрытые крышкой, открывается доступ к винтам, крепящим противовес шпиндельной бабки к колонне в условиях транспортировки станка.
Для транспортировки колонны используются два отверстия диаметром 55 мм.
Шпиндельная бабка станка 2Е78П
Шпиндельная бабка перемещается в вертикальном направлении по направляющим колонны. В ней расположены механизмы привода шпинделя, привода шпиндельной бабки и ручных перемещений.
Сменные шпиндели устанавливаются посадочным пояском в корпус шпиндельной бабки и крепятся шестью гайками.
Привод шпинделя осуществляется через клиноременную передачу. Ведущий шкив этой передачи укреплен на вращающейся в подшипниках шлицевой гильзе, которая при перемещении шпиндельной бабки скользит по шлицевому валику колонны, выходящему из коробки скоростей и подач.
Ведомый шкив укреплен на валу, имеющем на шлицевом конце кулачковую полумуфту, при помощи которой вращение сообщается шпинделю. Натяжение ремней осуществляется при помощи натяжного ролика. Кулачковая муфта — управляемая; ее включение осуществляется вручную рукояткой, расположенной на левой стенке шпиндельной бабки, через валик с эксцентричным пальцем.
Отключение шпинделя муфтой от кинематической цепи его привода облегчает вращение шпинделя от руки при установке и центрировании обрабатываемых деталей по оси расточки.
Механизм ручных перемещений состоит из вращающейся в подшипниках гайки-шестерни, находящейся в зацеплении с червяком. Червяк сидит на одном валу с маховиком. При вращении маховика червяк вращает гайку—шестерню, осуществляя перемещение шпиндельной бабки.
При механической подаче, когда вращается ходовой винт, гайка-шестерня удерживается от поворота самотормозящей червячной передачей. Такое исполнение механизма ручных перемещений позволяет вмешиваться в механическую подачу, благодаря чему сокращается время подвода резца на врезание.
В шпиндельной бабке предусмотрено устройство для ручного радиального перемещения резца, которое позволяет осуществлять расточку отверстий различных диаметров, подрезку торца у растачиваемого отверстия и безрисочный вывод резца из обработанного отверстия. Маховичок ручного перемещения этого устройства с лимбом и индикатором расположен на передней стенке шпиндельной бабки.
Шпиндельная бабка поджимается к направляющим прижимными планками. На одной из планок крепятся регулируемые по высоте кулачки для отключения перемещений шпиндельной бабки.
С той же стороны шпиндельной бабки укреплена линейка для отсчета длины обрабатываемой поверхности. Маховик ручных перемещений снабжен лимбом для отсчета глубины врезания при подрезке торцов.
Ребра внутри корпуса шпиндельной бабки образуют ванну, используемую как масляный резервуар ддя лубрикатора, от которого смазываются направляющие и подшипники вращающихся валов.
Коробка скоростей и подач станка 2Е78П
Коробка скоростей и подач установлена на основании внутри колонны и служит для передачи вращения от электродвигателя главного привода к валику привода шпинделя и ходовому винту шпиндельной бабки, а также для передачи вращения от электродвигателя быстрых ходов ходовому винту шпиндельной бабки.
Она обеспечивает шпинделю двенадцать скоростей вращения шпинделя и четыре величины рабочих подач и ускоренное перемещение бабки.
Внутри ее расположены:
- червячная передача;
- коническая со спиральным зубом и цилиндрическая прямозубая передачи, обеспечивающие необходимые передаточные отношения;
- механизмы переключения скоростей и подач;
- обгонная двухсторонняя муфта.
Снизу к коробке крепится стакан с валиком шкива привода быстрых ходов.
Управление коробкой скоростей и подач осуществляется четырьмя рукоятками:
- три предназначены для переключения скоростей вращения шпинделя;
- четвертая — для переключения величин подач.
Три рукоятки переключения скоростей расположены на одной оси.
Механизм переключения скоростей состоит из трех зубчатых колес, закрепленных на трех полумуфтах, расположенных концентрично на одной оси. Зубчатые колеса связаны с тремя вилками—рейками, переключающими зубчатые блоки. В пазы полумуфт, на которых закреплены зубчатые колеса, входят зубья полумуфт, на которых закреплены рукоятки (рис. 13).
Механизм переключения подач состоит из кривошипа с камнем, который перемещает вилку тройчатки.
В положениях, соответствующих включению определенных положений скоростей и подач, вилки удерживаются шариковыми фиксаторами.
Обгонная двухсторонняя муфта позволяет осуществлять ускоренное перемещение, рабочую и ручную подачи шпиндельной бабки. При рабочей подаче наружная обойма муфты, жестко связанная с червячным колесом, получает вращение от червяка и через ролики ведет ступицу, связанную с ходовым винтом; при ручной подаче наружная обойма муфты не вращается, так как ее удерживает самотормозящаяся червячная пара. При ускоренном перемещении средняя обойма муфты через ролики вращет внутреннюю обойму и ходовой винт.
Ролики муфты поджимаются пружинами. Благодаря обгонной муфте возможно включение ускоренного перемещения шпиндельной бабки без выключения ее рабочей подачи.
Для предотвращения поломок коробки скоростей и подач вследствие перегрузки ходовой винт соединен при помощи шариковой предохранительной муфты, рассчитанной на передачу максимального крутящего момента.
Электрооборудование станка 2Е78П
Схема электрическая отделочно-расточного станка 2Е78П
На станке модели 2Е78П установлены три трехфазных короткозамкнутых асинхронных двигателя; на станке модели 2Е78ПН — два двигателя:
- электродвигатель главного движения типа 4A90LA4, мощностью 2,2 кВт, частотой вращения 1500 1/мин, исполнение М301;
- электродвигатель ускоренного хода шпиндельной бабки типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М103;
- электродвигатель привода стола типа 4АХ80А6, мощностью 0,75 кВт, частотой вращения 1000 1/мин, исполнение М301 (для2Е78П).
За особую плату поставляется электродвигатель привода приспособления для заточки резцов типа 4АА 63 В2, мощностью 0,55 кВт, частотой вращения 3000 1/мин.
В станке применены следующие напряжения:
- силовая цепь ~380 В, 50 Гц
- цепь управления ~110В
- цепь местного освещения ~24 В
- цепь освещения микроскопов 8 В
- цепь сигнализации 5 В
2Е78П станок отделочно-расточный вертикальный. Видеоролик.
Технические характеристики отделочно-расточного станка 2Е78П, 2Е78ПН
| Наименование параметра | 2Е78П | 2Е78ПН |
|---|---|---|
| Основные параметры станка по ГОСТ 9520-73 | ||
| Класс точности станка по ГОСТ 8-82 | П | П |
| Диаметр растачиваемого отверстия наибольший/ наименьший, мм | 200/ 28 | 200/ 28 |
| Наибольший диаметр сверления в стали 45, мм | 15 | 15 |
| Наибольшие размеры обрабатываемого изделия, мм | 750 х 500 х 450 | 750 х 500 х 450 |
| Наибольшая масса обрабатываемого изделия, кг | 200 | 200 |
| Наименьшее расстояние от торца шпинделя до стола, мм | 25 | 25 |
| Точность межцентровых координат продольных/ поперечных, мм | 0,03/ 0,025 | 0,03/ 0,025 |
| Расстояние от оси шпинделя до стойки (вылет шпинделя), мм | 320 | 320 |
| Шпиндельная бабка | ||
| Наибольшее вертикальное перемещение шпиндельной бабки, мм | 500 | 500 |
| Величина перемещения на один оборот маховика, мм | 0,75 | 0,75 |
| Частота вращения шпинделя, об/мин | 26..1200 | 26..1200 |
| Количество скоростей шпинделя | 12 | 12 |
| Пределы рабочих подач на один оборот шпинделя, мм | 0,025..0,200 | 0,025..0,200 |
| Количество подач | 4 | 4 |
| Скорость быстрого хода, мм/мин | 2000 | 2000 |
| Предохранение от перегрузки механизма подач (муфта) | имеется | имеется |
| Выключающие упоры | имеется | имеется |
| Автоматический возврат в исходное положение после окончания расточки | имеется | имеется |
| Рабочий стол | ||
| Рабочая поверхность стола, мм | 1000 х 500 | 1250 х 500 |
| Наибольшее перемещение стола, мм | 800/ 200 | 800/ 200 |
| Скорость рабочего хода стола в продольном/ поперечном направлении, мм/мин | 100/ нет | 100/ нет |
| Перемещение стола станка на один оборот маховика в продольном/ поперечном направлении, мм | 4,2/ 2,9 | 4,2/ 2,9 |
| Величина ускоренного перемещения стола в продольном/ поперечном направлении, мм/мин | 2000/ нет | 2000/ нет |
| Способ отсчета координат при перемещении стола | микроскоп | – |
| Выключающие упоры механического быстрого хода | имеется | имеется |
| Закрепление стола станка модели 2Е78П от перемещений | ручное | ручное |
| Привод | ||
| Количество электродвигателей на станке | 3 | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 | 2,2 |
| Электродвигатель привода ускоренного хода шпиндельной бабки, кВт | 0,75 | 0,75 |
| Электродвигатель привода стола, кВт | 0,75 | нет |
| Габарит станка | ||
| Габариты станка, включая ход стола (длина х ширина х высота), мм | 1750 х 1560 х 2125 | 1250 х 1260 х 2125 |
| Масса станка, кг | 2680 | 2100 |
- Станки отделочно-расточные вертикальные 2Е78П, 2Е78ПН. Руководство по эксплуатации 2Е78П.00.000 РЭ, 1979
- Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки
Паспорта отделочно-расточных станков
Каталог отделочно-расточных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Вертикально-сверлильный станок
T7220b
Вертикальный сверлильный станок T7220B
Описание продукта
Вертикальный сверлильный станок T7220B в основном используется для сверления высокоточных отверстий в корпусе цилиндра и гильзы двигателя и других точных отверстий. Стол продольного и продольного перемещения; Устройство быстрой центровки заготовки; Буровой измерительный прибор;
Также предоставляет дополнительное цифровое считывание для продольного и поперечного перемещения стола для обслуживания пользователей.
Макс. Диаметр сверления | 200 мм | |
Макс. Глубина растачивания | 500 мм | |
Диапазон скоростей шпинделя | 53-840 об / мин | |
Диапазон подачи шпинделя | 0,05-0,20 мм / об | |
Ход шпинделя | 710мм | |
Расстояние от оси шпинделя до каретки Вертикальная плоскость | 315мм | |
Стол Продольное перемещение | 900мм | |
Таблица | 100 мм | |
Точность обработки | Точность размеров | IT7 |
Округлость | 0.005 | |
Цилиндрическая форма | 0,02 / 300 | |
Шероховатость поверхности | Ra0,8-1,6 | |
Габаритные размеры (ДхШхВ) 15 | ||
NW / GW | 3300x3800kg | |
Размеры упаковки (ДхШхВ) | 1830x1800x2620mm | |
Покупка проводники
Машины на семинаре
Наша упаковка
Почему выбирают нас?
Наш сертификат
Как связаться?
Мобильный телефон и WhatsApp / wechat
Моника Ленг 0086-13751172502
Эхо Чен 0086-13570947534
Дженни Чен 0086-13502019054
000000000000000000000000000000000000000000000000000000000000000000000ХХХХХ000000000000000000000000000000000000000000000000000000000000000000000000XXXXX00000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000005 С М. Пико
0000000000000000 ,
T7220c Вертикальный сверлильно-фрезерный станок
T7220C Вертикальный сверлильно-фрезерный станок
Область применения и особенности
Станок в основном используется для точной расточки высокоточных отверстий в корпусе цилиндра и гильзы двигателя, а также для других точных отверстий. Может использоваться для фрезерования поверхности цилиндра и растачивания, фрезерования, сверления, развертывания.
– стол продольно-продольно-движущихся устройств;
– устройство для центрирования заготовки;
– сверлильный измерительный прибор;
– Стол продольного перемещения;
– Цифровое считывающее устройство (пользовательский квест)
Основные характеристики
| Макс.Диаметр сверления | mm200 мм | ||
| Макс. Глубина сверления | 500 мм | ||
| Фрезерная головка Диаметр | 250 | 315 | |
| Макс. зона фрезерования (Д x Ш) | 850 x 250 мм | 780 x 250 мм | |
| Диапазон скорости вращения шпинделя | 53 ~ 840 об / мин | ||
| Диапазон подачи шпинделя | 0,05 ~ 0,20 мм / об. | ||
| Расстояние от оси шпинделя до вертикальной плоскости каретки | 315 мм | ||
| Продольный ход стола | 1100 мм | ||
| Скорость продольной подачи стола | 55, 110 мм / мин | ||
| Скорость быстрого перемещения стола | 1500 мм / мин | ||
| Стол продольного перемещения | 100 мм | ||
| Точность станка | Точность размеров сверления | IT7 | |
| Точность размеров фрезерования | IT8 | ||
| Скругленность | 0.005 | ||
| Цилиндрическая форма | 0,02 / 300 | ||
| Шероховатость | Ra 1,6 мкм | ||
| Шероховатость фрезерования | Ra 1,6 ~ 3,2 мкм | ||
| Габаритные размеры (Д х Ш х В) | 2610 x 1650 x 2345 мм | ||
| N. W / G. W | 3800/4200 кг | ||
| Размеры упаковки (Д x Ш x В) | 1830 x 1964 x 2535 мм | ||
Стандартные аксессуары
1.Шпиндель ∅ 150 (отверстия для расточки: ∅ 150-200 мм)
2. Универсальные расточные и фрезерные головки
3. Головка фрезы 250
4. Конусная панель инструментов №4 Morese (отверстия для расточки ∅ 21-48)
5 Буровой измерительный прибор
Специальные принадлежности.
1. Шпиндель ∅ 110 (отверстия для расточки: ∅ 111-165)
2. Шпиндель ∅ 75 (отверстия для расточки: ∅ 76-115)
3. Шпиндель ∅ 56 (расточные отверстия : ∅ 57-78)
4.Шпиндель № 45 (отверстия для сверления: № 46-60)
5. Цилиндрическое крепление V-образного типа
6. Устройство быстрого зажима цилиндров
,Вертикально-сверлильный станокдля автоматической модели цилиндра T7220b
Продут Описание
Вертикально-расточной станок для автоматического цилиндра модели T7220B
Описание продукта
Китай поставщик точное отверстие T7220B вертикальный точный сверлильный станок главным образом используется для бурения высокоточных отверстий корпуса цилиндра и втулки двигателя и других точных отверстий Стол продольного и продольного перемещения; устройство быстрой центровки заготовки; буровой измерительный прибор; также обеспечивает дополнительное цифровое считывание для продольного и поперечного перемещения стола для обслуживания пользователей.
Основные технические характеристики
Модель | T7220B | |
Макс. Диаметр расточки | F200mm | |
Макс. Глубина сверления | 500мм | |
диаметр фрезерной головки | / | |
Макс.Зона фрезерования (Д х Ш) | / | |
Диапазон скоростей шпинделя | 53-840 об / мин | |
Диапазон подачи шпинделя | 0,05-0,20 мм / об. | |
шпиндельный ход | 710 мм | |
Расстояние от оси шпинделя до каретки Вертикальная плоскость | 315 мм | |
Стол продольного перемещения | 900мм | |
Стол Скорость продольной подачи | / | |
Стол Скорость продольного быстрого перемещения | / | |
Стол поперечный ход | 100мм | |
Точность обработки | Точность измерения | 1T7 |
Округлость | 0.005 | |
цилиндрических | 0,02 / 300 | |
Расточная шероховатость | Ra1.6 | |
Фрезерная шероховатость | / | |
Аксессуары Подробнее
Стандартные аксессуары
шпинделя 150 (расточные отверстия 151-200 мм)
Сверлильно-измерительный прибор
Дополнительные аксессуары
шпиндель 110 (расточные отверстия 111-165 мм)
шпиндель 75 (расточные отверстия 76-115 мм)
шпиндель 56 (расточные отверстия 57-78мм)
шпинделя 45 (расточные отверстия 46-60 мм)
Универсальный шпиндель (расточные отверстия 21-48 мм)
V-образный цилиндр
Быстрый цилиндр
Информация о компании
Сиань AMCO Станки Ко.ООО является профессиональной компанией, которая специализируется на производстве, исследовании и разработке и поставке всех видов машин и оборудования. Соответствующие продукты включают в себя пять серий: серии Metal Spinning, серии Punch and Press, серии Shear and Bending, серии круговой прокатки, другие специальные серии Forming.
Имея многолетний опыт работы в этой области, станки AMCO приобрели глубокое понимание качества станка известного отечественного производства, что помогает нам поставлять наиболее подходящие станки в соответствии с различными требованиями заказчика.
Мы прошли сертификаты контроля качества ISO9001. Вся продукция производится в соответствии с экспортным стандартом и соответствует стандарту проверки экспортируемой продукции Китайской Народной Республики. И некоторые продукты прошли сертификат CE
,Обзор модельного ряда вертикально-расточных станков AZ
Компания AZ выпускает серию вертикально-расточных станков VB для расточки цилиндров двигателя и обработки плоскости блоков цилиндров (опционально).
К преимуществам данных моделей можно отнести станину с высокой жесткостью, мощные двигатели шпинделей (от 1,5 до 5,5 кВт), удобство и простоту эксплуатации, широкий диапазон обработки цилиндров (от 30 до 500 мм), максимальный ход шпинделя – 1450 мм и максимальную высоту блока – до 2160 мм.
Станки фирмы AZ Spa It хорошо зарекомендовали себя в авторемонтном сегменте благодаря высокой надежности и неприхотливости. В России первые вертикально-расточные станки AZ появились 15 лет назад и пользуются большой популярностью и по сей день. За это время множество профессиональных компаний по ремонту двигателей оснастили свои цеха оборудованием AZ.
Сфера применения «Automotive» (Авторемонтный сегмент) – это одно из направлений производителя AZ Spa. Еще два направления – это «Aerospace» (Аэрокосмическая) и «Industrial» (Промышленная) области, где требования к параметрам точности, надежности, производительности оборудования на порядок выше. Это говорит о высоком уровне производства AZ Spa и подтверждается стандартом качества DNV-GL ISO9001:2015.
Отличительная особенность расточных станков – встроенная система центрирования, которая облегчает и позволяет ускорить процесс выставления блока. Широкий ассортимент оснастки позволяет производить ремонт практически всех моделей двигателей быстро и качественно. Обработку плоскости блока цилиндров можно осуществить при помощи опциональной фрезерной головки не меняя его базировки на станке, что положительно скажется на точности обработки и соответственно на ресурсе двигателя. Эта возможность особенно актуальна при гильзовке блоков.
Наиболее популярная модель вертикально-расточного станка VB182 M. Диапазон обработки цилиндров от 30 до 200 мм (при условии комплектации соответствующими шпинделями) позволяет производить ремонт блоков мотоциклов, легковых автомобилей, коммерческого транспорта, грузовиков и спецтехники. Максимальная длина и ширина фрезерования составляет 1200 и 350 мм соответственно.
Посмотреть станок AZ VB182 M в работе можно в нашем техническом центре.СТАНОК ВЕРТИКАЛЬНО-РАСТОЧНОЙ ГАКС-Л-7-50/800С в Пензе (Станки вертикально-расточные)
НАЗНАЧЕНИЕ
● Предназначен для лезвийной обработки уплотнительных поверхностей корпусов и клиньев стальных и чугунных фланцевых клиновых задвижек.
ОБРАБАТЫВАЕМЫЕ ИЗДЕЛИЯ
● Клиновые задвижки DN50…800 мм.
ОПИСАНИЕ
● Кроме лезвийной обработки уплотнительных поверхностей арматуры, на вертикально-расточном станке при дополнительном комплектовании возможно проведение операций шлифования и притирки.
● По спецзаказу станок оснащается:
– специальной оснасткой для выполнения операций шлифования и притирки уплотнительных поверхностей корпусов и клиньев задвижек;
– станцией для подвода смазочно-охлаждающей жидкости (СОЖ).
Станок обеспечивает обработку фланцев арматуры по ГОСТ12815-80, BS10:1962, ASME/ANSI B16/5.
Станок оснащен ЧПУ, управляющим процессами подвода инструмента, обработки деталей, контроля работы станка.
В качестве привода подач и привода вертикального перемещения консоли со встроенным шпиндельным узлом применены серводвигатели.
Наличие наклонно-координатного стола обеспечивает точное позиционирование обрабатываемой детали и позволяет выполнять подгонку угла обрабатываемой детали по сопрягаемому корпусу или клину задвижки.
Регулировка угла с помощью стола с регулируемым наклоном позволяет производить обработку уплотнительных поверхностей трубопроводной арматуры с углом от 0 до ± 12 º.
Контроль процесса обработки, подачи инструмента, перемещение стола с помощью устройств цифровой индикации.
Качество поверхности, получаемое при точении резцом, не грубее Ra3,2.
ДОСТОИНСТВА
● Вертикально-расточной станок позволяет проводить три технологические операции по ремонту клиновых задвижек – лезвийную обработку поверхностей детали, шлифование и притирку.
На станке осуществляется обработка обеих уплотнительных поверхностей корпуса задвижки за одну установку.
● Использование сервоприводов для управления линейными перемещениями позволяет получить высокие скоростные и динамические характеристики, автоматически компенсировать люфт приводов, диагностировать поломки приводов.
Компоненты систем линейных перемещений, примененные в конструкции, представлены высококачественными комплектующими ведущих мировых производителей, что позволило получить высокие показатели скорости, точности перемещений и позиционирования, надежности оборудования.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Параметры
Значение
Класс точности по ГОСТ 8
Н
Строительная длина, мм
1000
Наибольший диаметр расточки
1000
Наибольший диаметр фланца, мм
1100
Наибольшая масса обрабатываемой детали, кг
2050 (до DN 800 PN 2,5)
Габаритные размеры поверхности рабочего стола, мм
1100 х 1100
Точность угла наклона стола, сек
± 10
Дискретность наклона стола, град
0,001
Скорость вертикального перемещения консоли, мм/с
0…55
Дискретность перемещения консоли, мм/мин
0,001
Радиальное перемещение режущего инструмента, мм/с
0…5
Частота вращения планшайбы, об/мин
50…250
Расстояние от торца головки до стола, min/max, мм
350/1450
Вертикально-расточной станок | Производство стали
Являясь признанным мировым лидером в области крупномасштабной сварки и производства стали, AT&F расширяет возможности крупномасштабной обработки с ЧПУ, добавляя вертикально-расточный станок с ЧПУ и вертикальный токарный станок. Это оборудование в сочетании с соседними горизонтально-расточными станками предоставляет нашим заказчикам, занимающимся производством металлоконструкций, полный спектр крупномасштабной обработки. Вертикально-расточной станок расположен в кампусе AT&F в Кливленде.
Оборудование может выполнять тяжелые работы по механической обработке благодаря делительно-поворотному столу диаметром 16 футов, который имеет вращение на 360 градусов и грузоподъемность 160 тонн.Возможности включают 30-футовый поворот, ход поршня более 8 футов, а также перемещение стола по оси Y. Эта машина позволяет клиентам приобретать готовые сварные детали в AT&F. При необходимости также могут быть предоставлены контрактные услуги по механической обработке. Благодаря инвестициям в оборудование такого типа в последние годы компания AT&F значительно выросла.
По словам Майкла Рипича, президента AT&F: «Мы расширили наши возможности, чтобы лучше удовлетворять потребности наших клиентов, инвестировав в оборудование для производства крупных прецизионных компонентов, готовых к сборке на нашем предприятии или нашими клиентами.Новые вертикальные и горизонтально-расточные станки в сочетании с одним из крупнейших в мире формовочно-прокатным оборудованием и новейшими сварочными технологиями, включая роботизированный и гибридный лазер, позволяют нам делать больше для наших клиентов из одного места. Вертикально-расточный стан размещен с нашим горизонтально-расточным станом на предприятии с грузоподъемностью 100 тонн, доступом к рельсам и 25-футовыми дверями. В соответствии с нашей ключевой стратегией мы продолжаем инвестировать в успех наших клиентов ».
Подробнее об инвестициях AT&F в вертикально-расточной станок можно узнать здесь.
VBM Технические характеристики:
- Диаметр стола 5000 мм (196,85 дюйма)
- Максимальный поворот (макс. Диаметр поворота) 9000 мм (354 дюйма)
- Макс.высота машины 4000 мм (157 дюймов)
- Грузоподъемность стола 160 т
- Вертикальный ход поршня 2500 мм (98,42 дюйма)
- Мощность главного двигателя 150 л.с.
- Мощность приводного шпинделя 40 л.с.
Вертикально-расточные и токарные станки
Описание
Характеристики Summit
® Сверхмощные вертикально-расточные и фрезерные станки (VBM)Summit ® Сверхмощные вертикально-расточные станки и фрезерные станки (VBM) обеспечивают плавный ход, превосходный контроль скорости и максимальную надежность при экономичном решении.Вертикальные расточные станки Summit 48 ″ и 60 ″ (одинарная) и 80 ″ – 120 ″ (двойная колонна) отличаются отливкой с закрытым зерном, которая обеспечивает практически такой же коэффициент теплового расширения, что и сталь. Кроме того, поддержание отличных характеристик демпфирования обеспечивает повышенную точность размеров деталей и постоянное качество поверхности. Вертикально-расточный станок Summit для тяжелых условий эксплуатации использует новейшие технологии для обеспечения высокой производительности. Эти фрезы удовлетворяют постоянно растущий спрос на повышение производительности в обрабатывающей промышленности.Машины Summit всегда учитывают необходимость универсальности, простоты обслуживания и экономичных производственных затрат.
Расточные станки, вертикально-расточные или горизонтально-расточные, работают аналогично токарно-токарным станкам. Вертикально-расточные станки позволяют расширить или закончить просверленное отверстие в металле. Они работают аналогично фрезерному станку, в котором заготовка остается неподвижной, а фреза вращается с высокой скоростью. Основная функция и использование вертикально-расточного станка узкоспециализированы в промышленном оборудовании.
Ключевым отличием традиционных расточных и фрезерных станков от токарно-револьверных станков с вертикальными расточными станками является индексируемая револьверная головка. Обе конструкции станков имеют вращающийся стол, который поддерживает заготовку, и использует мостообразную конструкцию с осью X. Плунжер пересекает направляющую оси X и отправляет резак, что полезно для обработки больших, тяжелых или коротких заготовок. Вертикально-расточные станки немного обрабатывают с опорными расточными оправками. Он также имеет оправку для увеличения и точной обработки большого отверстия, ранее сформированного литьем.
Вертикально-расточные станки выполняют 3 вещи:
- правильный размер
- прямолинейность
- соосность
Вертикально-расточные станки можно настроить на любой диаметр в пределах рабочего диапазона станка. Обычно этот диапазон намного больше, чем может обрабатывать другие станки. Вертикально-расточные станки обеспечивают соосность внутренней и внешней частей. Вертикально-расточные станки и фрезы, в первую очередь сверлильные или обрабатывающие цилиндры.
Сверлильные фрезы и фрезы могут нарезать, растачивать, торцевать, конусность и нарезать внутреннюю и внешнюю резьбу.
Свяжитесь с нами!
Если вы предпочитаете вертикально-расточные или фрезерные станки, вертикально-расточные станки Summit для тяжелых условий эксплуатации могут вам подойти. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию о нашем ассортименте расточных станков и фрезерных принадлежностей.
Вертикальный расточно-токарный станок [SHIBAURA MACHINE]
ДОМ
- ДОМ
- Информация о товаре
- Станки
- Линейка продуктов
- Вертикальный расточно-токарный стан
Новый
Заготовки из различных материалов можно обрабатывать на станке настенного типа с высокой жесткостью и большой скоростью стола
СерияTUE – это экономичное решение для ваших нужд токарной обработки, обеспечивающее высокое качество токарной обработки
Вертикально-расточные станки с ЧПУ серии TUD для непревзойденной эффективности при расточно-токарных операциях
Машина Toshiba серии TSS-C, которая имеет высокую репутацию благодаря своей производительности и универсальности, теперь доступна с дополнительными функциями
Усовершенствованный высокоскоростной высокоточный токарный центр с 3-осевым управлением и возможностью обработки в тяжелых условиях
СТРАНИЦА ВЕРХНЯЯ
© 2020 Shibaura Machine CO., ООО Все права защищены
Их основные функции и виды использования
Вертикально-расточные станки – это специализированное промышленное оборудование, используемое для выполнения определенных функций или задач. Этот продукт часто имеет большие размеры и использует вращающуюся деталь, прикрепленную к горизонтальному столу. Буровой станок может перемещаться вверх или вниз в зависимости от оператора. Элемент, над которым нужно работать, прикрепляется к машине, что позволяет точно и точно выполнять задачу.
К ротору прикреплен одноточечный режущий инструмент. С такой настройкой инструмент безопасен, в то время как предмет, над которым нужно работать, является мобильным. В настоящее время вертикально-расточные станки часто прикрепляют к полу или столу и содержат определенные компоненты. Эти компоненты включают станину, в которой находится ротор. Также имеется поперечная направляющая, которая уравновешивает обрабатываемую деталь против движения ротора. Затем есть головка инструмента, на которой этот элемент прикреплен и находится в непосредственном контакте с элементом, который необходимо расточить.Другие части этой машины включают гидроцилиндры. Это делает машины сбалансированными, маневренными в вертикальном направлении, и поэтому режущий инструмент может быть применен к изделию.
К ним относятся отливки турбин паровых двигателей, колес локомотивов и другие металлоизделия, требующие определенных корректировок или модификаций. Эти фрезы также являются одними из основных верстаков для изготовления столов для станков.
Как уже говорилось, в работе вертикально-расточных станков нет ничего простого.Вертикально-расточные станки состоят из различных частей, каждая из которых выполняет определенную функцию, которая помогает во время всей операции. Поэтому важно определить свой проект, прежде чем назначать соответствующий расточный станок для выполнения этой задачи. В TOS America мы можем помочь вам в этом процессе и предоставить вам качественные вертикально-расточные станки. Мы предоставляем широкий выбор и спектр вариантов вертикально-расточных станков. Свяжитесь с нами сегодня для получения дополнительной информации об этих продуктах и наших услугах.
Различия между этими типами расточных фрез
Производится целый ряд фрезерных станков, которые подходят для работы на различных объектах или для выполнения конкретных задач.Два основных типа фрезерных станков – это вертикальные и горизонтально-расточные станки. Наиболее существенное различие между этими двумя станками состоит в том, что у вертикальной фрезы шпиндель или режущая головка ориентирована вертикально, а у горизонтальной фрезы шпиндель ориентирован горизонтально. Все остальные различия между вертикальными и горизонтально-расточными станками связаны с их ориентацией шпинделя. Ниже приводится разбивка различий между оборудованием для горизонтального и вертикального бурения, а также уникальные преимущества, которые дает каждое из них.
Вертикально-расточные станки
Вертикально-расточные станки можно разделить на две подкатегории: револьверные станки и станы со станиной. В револьверной фрезы шпиндель остается неподвижным, в то время как станина, представляющая собой поверхность, на которой опирается заготовка, перемещается либо горизонтально, либо вертикально. Ограничение движения станины только по двум осям ограничивает эту мельницу для работы с более мелкими деталями. Станина со станиной еще более ограничена, чем револьверная мельница, потому что ее станина может перемещаться только вдоль горизонтальной оси; однако шпиндель может перемещаться вверх или вниз по вертикальной оси для размещения деталей различных форм и размеров.Вот преимущества вертикально-расточных станков:
- Идеально для обработки деталей с одной стороны, например, металлических пластин
- Легче в эксплуатации благодаря простой конструкции
- Доступнее, чем горизонтально-расточные станки
Горизонтально-расточные станки
Горизонтально-расточные станки не имеют фиксированных шпинделей; вместо этого у них есть режущие головки, которые работают как циркулярные пилы.Горизонтальная мельница может иметь несколько пил, установленных по ее длине для более эффективной обработки. Некоторые типы горизонтальных фрез имеют вращающиеся станины, что позволяет производить фрезерование под разными углами. Вот преимущества работы с горизонтально-расточным оборудованием:
- Идеально для создания пазов и канавок
- Может обрабатывать детали с разных сторон
- Может работать с крупными предметами из тяжелых материалов
В TOS America Inc., мы имеем большой опыт в импорте и поставке как вертикального, так и горизонтального бурового оборудования. Мы понимаем, что качественное буровое оборудование повышает эффективность работы вашего объекта; поэтому мы стремимся использовать наши промышленные соединения, чтобы предоставить вам лучшие варианты оборудования. Свяжитесь с нами сегодня, чтобы узнать, как правильно подобрать сверлильный станок для ваших нужд!
3 Преимущества использования расточного станка
Что такое расточно-расточный станок?Расточно-фрезерные станки – это тип оборудования, используемого для увеличения отверстий в различных материалах с помощью одноточечного режущего инструмента (инструмента с одной режущей кромкой).Эти машины бывают двух видов, которые по-разному выполняют аналогичные функции:
- Горизонтально-расточные станки. Эти станки позволяют заготовке опираться на стол станка, в то время как расточная оправка вращается вокруг горизонтальной оси. Некоторые сравнивают это с работой горизонтального фрезерного станка.
- Вертикально-расточные станки. В этих расточных станках (или часто называемых VTL) заготовка вращается вокруг вертикальной оси, в то время как расточный инструмент движется линейно – т.е.е. без поворота. В чем-то это похоже на вертикальный токарный станок.
Расточно-расточные станки в основном используются для увеличения отверстий там, где другие процессы были бы дорогостоящими, неэффективными или неточными. Несколько ключевых применений включают:
- Черновая / чистовая обработка внутренних поверхностей. Одним из основных применений расточного станка с ЧПУ является придание шероховатости или сглаживание внутренних поверхностей вырезанного отверстия. Здесь используемый инструмент может помочь текстурировать поверхность внутренней части отверстия определенным образом.Иногда это делается при ремонте продукта, а не при создании нового.
- Растачивание термочувствительных или непластичных материалов. В качестве процесса физической резки расточно-фрезерные станки могут увеличивать отверстия в материалах, которые не подходят для термических или электрических методов обработки отверстий (таких как лазерная резка или обработка электрическим разрядом).
Ручные расточные станки лучше всего подходят для расширения сквозных отверстий. Хотя сверлильно-расточные станки с ЧПУ могут иметь точность, необходимую для сверления глухих или частичных отверстий, это все еще не является их предпочтительным применением.
Преимущества расточно-фрезерных станковИтак, если горизонтально-расточной станок с ЧПУ похож на специализированный горизонтальный фрезерный станок, а вертикально-расточный станок – на вертикальный токарный станок (хотя и расширяет отверстие, а не снимает внешний слой детали), зачем вам хотите сверлильный станок вместо одного из этих станков для вашего механического цеха?
Несколько причин включают:
- Расточные станки могут обрабатывать очень большие детали. Некоторым станочным цехам приходится фрезеровать очень большие заготовки, и именно здесь расточно-фрезерные станки лучше всего. Расточный станок имеет очень большую «конфигурируемую зону», что позволяет монтировать детали большего размера, чем на аналогичном горизонтальном фрезерном станке.
- Минимизация отклонения инструмента. Отклонение инструмента или отклонение в процессе обработки происходит, когда инструмент сталкивается с сопротивлением, превышающим то, которое он может легко компенсировать, например, когда шпиндель выдвигается слишком далеко от своего анкера, что приводит к сверлению под необычным углом при установке под чрезмерной силой.У расточных фрез шпиндель выдвигается из передней бабки, что означает, что он может быть коротким, чтобы предотвратить отклонение инструмента. Это приводит к более стабильному бурению.
- Прочность и срок службы. Скучно-расточные станки могут показаться не интересными, но они невероятно прочные и надежные инструменты, особенно когда они содержатся в хорошем состоянии. Они могут прослужить десятилетия непрерывного использования при надлежащем уходе, что делает бывшие в употреблении расточные станки с ЧПУ особенно желательными инвестициями, которые сохраняют свою ценность.
Вам нужна помощь в поиске подходящего расточно-фрезерного станка для вашего механического цеха? Свяжитесь с экспертами SFMS сегодня, чтобы получить совет или воспользоваться нашей обширной сетью контактов, чтобы найти бывшую в употреблении расточную станцию, подходящую именно вам.
Горизонтальное растачивание – Услуги по горизонтальному растачиванию с ЧПУ
Technox Machine & Manufacturing Inc. – ведущий в отрасли поставщик услуг по обработке крупных деталей. Мы стремимся предлагать клиентам непревзойденное обслуживание, гарантируя высочайшее качество деталей и достигая высочайшей точности в наших процессах обработки. Наши превосходные возможности горизонтального растачивания гарантируют своевременность, точность и высокое качество компонентов для каждого заказа.
Горизонтально-расточной
На нашем высокотехнологичном предприятии размещен широкий спектр больших горизонтально-расточных станков с максимальным рабочим диапазоном 120 x 152 x 70 дюймов и 5-осевой производительностью, что дает нам возможность обрабатывать очень сложные детали на высоких скоростях при сохранении точности ± 0.0005 ”допуски. С нашими 15-тонными подъемными кранами мы также можем обрабатывать очень большие детали.
Способные работать с множеством различных материалов, от стандартных металлов до высокоэффективных сплавов и конструкционных пластмасс, мы обладаем навыками и оборудованием для выполнения множества различных процессов обработки. Наша программа управления качеством направлена на систематическое обеспечение наилучшего качества наших процессов и продуктов. Тщательно контролируемые и контролируемые процедуры тестирования и инспекции гарантируют, что все требования и ожидания клиентов всегда выполняются или превышаются.
Расточные станки позволяют операторам достигать точных и требовательных допусков. При растачивании используются цельные режущие инструменты для увеличения предварительно просверленных отверстий в заготовках. Хотя растачивание во многих отношениях похоже на токарную обработку, это сложная операция, требующая большого опыта для правильного выполнения процесса.
Сравнение горизонтального и вертикального растачивания
Горизонтально-расточные станки различаются ориентацией шпинделей. Горизонтально-расточные станки удерживают заготовки в неподвижном состоянии, в то время как инструменты поворачиваются для выполнения операций.Вертикально-расточные станки используют токарные детали, в то время как инструменты остаются неподвижными.
Горизонтальное растачивание обеспечивает большую универсальность, поскольку подходит для деталей гораздо большего размера. Есть ряд других преимуществ , в том числе:
- Повышенная скорость производства
- Пониженный прогиб инструмента
- Совместимость с ЧПУ
Материалы, с которыми мы работаем
Technox обрабатывает компоненты из самых разных материалов.Наши навыки и оборудование позволяют нам работать с обширным портфелем материалов , от стандартных металлов до высокоэффективных сплавов и конструкционных пластиков, таких как:
- Сталь
- Нержавеющая сталь
- Алюминий
- Латунь
- Медь
- бронза
- Никель
- Чугун
- Инконель
- Хастеллой
- Пластмассы
Процессы обработки
Наши производственные мощности и инструменты позволяют нам выполнять ряд процессов обработки , в том числе:
- Расточка
- Фрезерный
- Бурение
- Нарезание
- Нарезание резьбы
- Зенковка
- Зенковка
- Накатка
- Протяжка
- Карманы
- Профилирование
- Развертка
- Отрезка / резка
- Облицовка
- Зубофрезерный станок
Услуги по горизонтальному растачиванию от Technox
Преимущество нашего очень большого рабочего диапазона в сочетании с нашей выдающейся точностью и отзывчивым обслуживанием клиентов делает наши услуги по горизонтальному растачиванию не имеющими себе равных.Мы работаем с 1976 года, и наша клиентская база охватывает широкий спектр требовательных отраслей, включая нефть и газ, гидроэнергетику, сталелитейные заводы, а также производителей оборудования и машин. Для получения дополнительной информации запросите цитату сегодня.
Возможности горизонтального растачивания и горизонтального растачивания с ЧПУ
Растачивание, фрезерование, сверление, нарезание резьбы, зенкование, зенкование, накатка
Протяжка Карманы Профилирование Развертывание Отрезка / Резка Торцевое зацепление Зубофрезеровка Шлицевой
Ручные расточные станки Горизонтально-расточные центры с ЧПУ
Ось станка: 5 Шпиндель: 5 дюймов
Сталь Нержавеющая сталь Алюминий Латунь Медь Бронза
Никель Чугун Инконель ® Хастеллой ® Пластмассы
Порошковое покрытие Prime Painting
Анодирование черным оксидом
Длина детали: До 120 дюймов Ширина детали: До 152 дюймов Высота детали: До 70 дюймов Вес детали: До 15 тонн (кран)
Твердость, проницаемость красителя (утечка) Поверхность
Сборка и комплектование Сварка
Ремонт в индивидуальной упаковке
.