Вибропресса и металлоформы для ЖБИ
Аккордеон #1
Проснувшись однажды утром после беспокойного сна, Грегор Замза обнаружил, что он у себя в постели превратился в страшное насекомое.
Показать видео
USD
KZT
RUB
- Собственное производство 10 лет
- Выгодный лизинг от 6,9%
- Доставка по РФ и СНГ
- Гарантия 1 год
- Коммерческое предложение
Узнать условия
и сроки поставки
- Перезвоним в течении 15 минут
- Уточним требования к оборудованию
- Отправим цены и условия поставки
- Описание
Описание
Чертежи на любую нашу продукцию, подготовленные профессиональными инженерами.
Чертежи на любую нашу продукцию, подготовленные профессиональными инженерами. - Чертежи – это важная документация, которая должна быть предельно точной. Одна ошибка может привести к провалу всего проекта, поэтому в такой работе важна тщательность и скрупулезность.
- Такую точную документацию стоит доверить профессионалам. Данное решение позволит клиенту быть уверенным в надежности результата. Поэтому если Вам понадобился чертеж, стоит обратиться к нам. Компания предлагает создать техническую документацию на заказ с учетом всех пожеланий заказчика.
- К сожалению, в интернете есть множество предложений о создании чертежа на заказ от компаний, которые не могут обеспечить надежность выполнения услуги. Поэтому если Вы ищете чертежи, не стоит доверяться первому попавшемуся предложению. Огромное количество благодарных клиентов и успешно выполненных заказов лучше всего говорят о компетентности нашей компании.

Услуги компании отличаются следующими преимуществами: - оперативное выполнение заказа;
- гарантия точности результата;
- высококвалифицированные сотрудники, которые сопровождают проект до его окончания;
- широкий спектр услуг;
- современное оборудование и программное обеспечение.
Цена: 10% от стоимости любой продукции - Для оплаты чертежей вы можете добавить товар в корзину, перейти в корзину, нажать кнопку «оплата онлайн», ввести свои данные и произвести оплату, после чего чертежи будут высланы вам на почту.
- После покупки чертежи будут отправлены на электронную почту в течение часа.
- Цель компании – обеспечить надежное выполнение услуги. Нам выгодно делать свою работу оперативно и качественно, так как мы ценим своих клиентов и рады любому новому сотрудничеству!
 Нам выгодно делать свою работу оперативно и качественно, так как мы ценим своих клиентов и рады любому новому сотрудничеству!
Нам выгодно делать свою работу оперативно и качественно, так как мы ценим своих клиентов и рады любому новому сотрудничеству!С этим товаром также покупают
Просмотренные ранее товары
Вы пока не просматривали другие товары
Стоимость:
Передавая информацию сайту вы принимаете условия
Политики защиты персональной информации
СКАЧАТЬ КОММЕРЧЕСКИЕ ПРЕДЛОЖЕНИЕ
Особенности изготовления вибропресса для тротуарной плитки своими руками
Дорожки, вымощенные тротуарной плиткой имеют эстетичный вид.
Если приобретать уже готовую плитку, квадратный метр такого покрытия будет стоять довольно дорого.
Справиться с такой ситуацией можно в результате самостоятельного изготовления декоративного материала.
Для этого придется сделать вибропресс для тротуарной плитки своими руками.
Содержание:
- 1 Особенность и принцип эксплуатации оборудования
- 2 Этапы рабочего процесса
- 3 Сборка
Особенность и принцип эксплуатации оборудования
Вибропресс работает по принципу использования метода вибрирования. Особенность этого процесса заключается в том, что изъятие изделия из формы происходит практически сразу. Благодаря этому удается еще раз заполнить форму для производства нового изделия. Таким образом, использования данной методики повышает уровень производительности оборудования на несколько порядков.
Тротуарная плитка в ландшафтном дизайне
Если покупать готовый вибропресс, он будет стоить немало. Поэтому специалисты рекомендуют использовать самодельный вибропресс для производства тротуарной плитки. Конструкция такого оборудования состоит из таких частей:
- Рабочий стол.
- Виброустройство.
- Столешница.
- Прессустройство.
Все детали связаны и взаимозависимы между собой.
Перед тем, как приступать к изготовлению стола, необходимо разобраться с принципом его работы. Рабочий стол соединяется со столешницей посредством использования нескольких пружинных элементов. Запуск электрического мотора приводит в движение рабочий стол. Это заставляет эксцентрик вращаться с небольшим смещением. В результате центр тяжести смещается и происходит вибрация.
Рабочий стол соединяется со столешницей посредством использования нескольких пружинных элементов. Запуск электрического мотора приводит в движение рабочий стол. Это заставляет эксцентрик вращаться с небольшим смещением. В результате центр тяжести смещается и происходит вибрация.
Производство самодельного вибропресса позволяет сэкономить немало средств и времени.
Этапы рабочего процесса
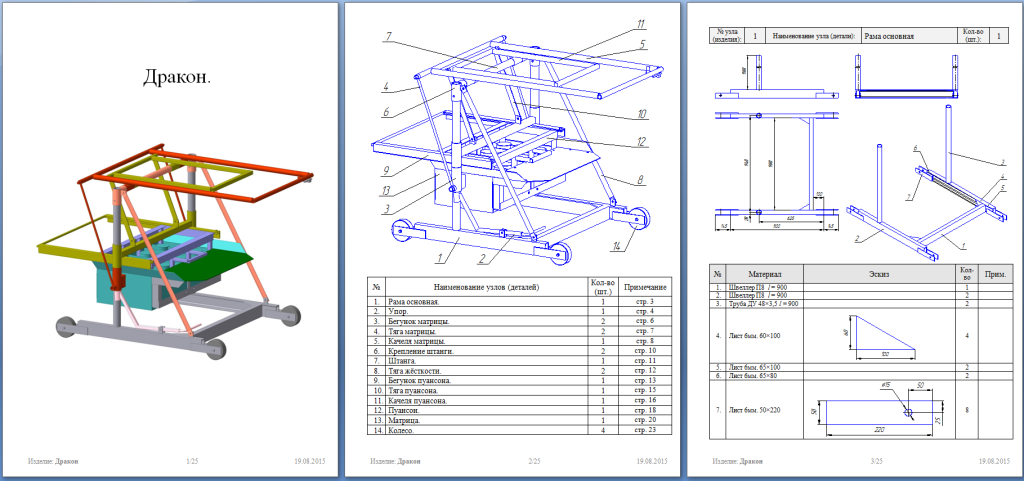
Самое важное, с чего специалисты рекомендуют приступить к рабочему процессу, это изготовить детальные чертежи будущего пресса.
Самодельный вибропресс для тротуарной плитки
Теперь, согласно чертежам, необходимо постепенно изготовить каждую часть будущего станка:
- Ножки. Для работы необходимо приобрести швеллер 10 номера и трубу от 80 до 100 мм диаметра. При помощи болгарки отрезаются 4 заготовки нужной длины. Нельзя забывать о торцовке всех краев заготовок. При изготовлении стационарного станка, к длине ножек необходимо сделать припуск на 26 мм. Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной.
- Рама. Верхняя часть рамы выполняется из швеллера и двутавра. Все части рамы вырезаются при помощи болгарки и размещаются на ровной горизонтально расположенной поверхности. Это необходимо для того чтобы иметь возможность быстро сварить все части заготовок между собой. После завершения сварочных работ все швы тщательно зачищаются и покрываются специальной краской, обладающей антикоррозийными свойствами.
- Столешница. Эта деталь должна быть устойчивой и прочной. Для этого используются поперечные распорки. Каркас столешницы и распорки выполняются посредством использования стали уголкового типа. Рекомендуемый размер материала 70 мм. Форма и размеры каркаса столешницы должны быть аналогичны таким же параметрам рамы. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.
 Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной.
Это необходимо для того чтобы иметь возможность заглубить ножки вибропресса в основание. Если оборудование будет переносного типа, то на нижние края ножек необходимо приварить стояночные пластины. Благодаря этому станок будет более устойчивым. Для их изготовления используется сталь в 3 мм толщиной. В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.
В случае возникновения разницы в вышеуказанных параметрах, она не должна превышать 7 см. после нарезки заготовок болгаркой и зачистке краев их срезов, они выкладываются на ровную плоскость. После сварки всех заготовок и зачистки сварочных швов, по размеру каркаса вырезается заготовка прямоугольной формы. Для этого используется листовая сталь 8 – 10 мм толщиной. Прямоугольник укладывается на верхнюю часть каркаса и приваривается к нему.Применение стали в качестве рабочего материала обеспечивается прочность и устойчивость вибропресса во время эксплуатации. Это необходимое условие, так как во время работы оборудование испытывает довольно сильную вибрацию.
Сборка
Изготовление вибропресса своими руками обязательно включает в себя сборку всех заготовок.
Изготовление тротуарной плитки
От того, насколько она правильно будет выполнена, зависит эффективность использования оборудования и качество изготовляемой тротуарной плитки:
- Перед началом процесса сборки поверхности всех готовых заготовок обрабатываются средством, обладающим антикоррозийными свойствами.
- Далее необходимо положить на ровной поверхности раму таким образом, чтобы столешница располагалась снизу. По 4 углам рамы привариваются готовые ножки. Дополнительное использование вставок, выполненных из листовой стали в треугольной форме, повышает устойчивость и жесткой конструкции.
- Если изготавливается неразборная конструкция, все ее детали соединяются качественным сварочным швом. Некоторые делают соединение при помощи болтов. Но так как вибропресс подвергается немалой вибрации во время своей работы, не исключена возможность того, что со временем соединения с болтами расшатаются. Это приведет к снижению жесткости и устойчивости опоры пресса.
- При изготовлении конструкции разборного типа, не обойтись без использования болтов. Во избежание их расшатывания, болты придется периодически затягивать.
- При монтаже двигателя, стоит обратить внимание на то, что он не должен соприкасаться с поверхностью земли. После завершения его установки, специалисты рекомендуют запустить вибропресс. Пробный запуск покажет насколько оборудование устойчиво, можно увидеть диапазон колебаний станка. Кроме этого при первом запуске будет возможность проконтролировать уровень жесткости крепежных пружин.
- Специалисты советуют обратить особое внимание на то, что ножки станка должны иметь одинаковую длину. В противном случае конструкция будет перекошена.
- Несмотря на то, что есть возможность изготовления пресса разборного типа, лучше отдать предпочтение стационарной модели. Для этого ножки заглубляются на 5 – 8 мм вглубь поверхности пола. Лучше, если это будет зацементированная ровная поверхность. Крепить ножки в полу можно непосредственно в сам не застывший бетон или посредством применения специальных анкеров.

 Пробный запуск покажет насколько оборудование устойчиво, можно увидеть диапазон колебаний станка. Кроме этого при первом запуске будет возможность проконтролировать уровень жесткости крепежных пружин.
Пробный запуск покажет насколько оборудование устойчиво, можно увидеть диапазон колебаний станка. Кроме этого при первом запуске будет возможность проконтролировать уровень жесткости крепежных пружин.Особенно внимательно нужно отнестись к выбору двигателя для станка. Главным параметром, на который следует обратить внимание, является мощность агрегата. Если планируется выпуск небольшого количества тротуарной плитки, достаточно будет остановиться на модели мотора мощностью 0, 5 – 0, 9 кВт. При более крупных объемах выпускаемой продукции, такой мощности двигателя будет недостаточно. В данном случае наиболее оптимальным вариантом будет приобретение движка большей мощности.
При более крупных объемах выпускаемой продукции, такой мощности двигателя будет недостаточно. В данном случае наиболее оптимальным вариантом будет приобретение движка большей мощности.
Если же планируется выпустить минимальное количество плитки, можно использовать мотор от стиральной машинки старого образца. Кроме того, что такой двигатель требует небольших токарных доработок, срок его эксплуатации не будет очень долгим.
Станок для производства тротуарной плитки своими руками — на видео:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
- Рубрики
- Теги
- Похожие записи
- Автор
Как выбрать и купить вибропресс.
2 марта. Инструменты, Полезные советы Просмотров 3501 Комментариев к записи как выбрать и купить вибропресс №
Одна из тенденций современного строительства – уникальность, интересные конструкторские решения под конкретную задачу. Это особенно важно при строительстве частных коттеджей. Зачастую для воплощения оригинальной идеи требуются конкретные строительные материалы. Сегодня эта проблема легко решается с помощью специального вибропрессового оборудования.
Это особенно важно при строительстве частных коттеджей. Зачастую для воплощения оригинальной идеи требуются конкретные строительные материалы. Сегодня эта проблема легко решается с помощью специального вибропрессового оборудования.
Зачем нужен вибропресс?
Вибропрессовое оборудованиепредназначено для формования отдельных деталей из бетонного строительного материала различных форматов. С ним легко добиться неповторимой внешней привлекательности здания или тротуара и воплотить замысловатые дизайнерские идеи.
Какие материалы изготавливаются с использованием прессового оборудования?
Использование правильно подобранного аппарата позволяет создавать элементы из следующих категорий строительных материалов:
- блоки для возведения стен
- блоки для формирования фундамента
- шлакоблоки
- тротуарная плитка
- кирпич
- Брустер
- тумба.
Важно! Учитывая разнообразие областей применения и масштабы, востребованы на рынке в равной степени и вибропрессы для блоков, и другие виды машин.

Почему выгодно использовать вибропресс?
Использование технологий вибрационной техники, безусловно, позволит осуществлять производственный процесс в кратчайшие сроки с относительно низкими затратами и дает следующие преимущества:
- Широкие возможности формовки
- Высококачественная работа
- Возможность выпуска единичной крупной партии материалов нестандартных форм и размеров
- Значительная экономия времени
- Значительно меньше затрат
- Небольшой перерасход для моделирования за счет четкой настройки параметров.
Как сэкономить на использовании вибропрессов?
Обратите внимание, что, несмотря на удобство использования и существенные преимущества, как технического характера, так и внешней привлекательности изделия, цена вибропресса любого типа не дешевле.
Поэтому о путях рационального использования и экономии желательно подумать заранее.
- При необходимости выполнения работ различного характера применять оборудование универсального типа.
- Для выполнения разовых работ возьмите в аренду соответствующий тип техники.
- Для регулярного использования учитывайте при покупке все важные параметры, подходящие в вашем случае, и ищите нужную модель строго по заданным критериям.
Какие критерии учитывать при выборе оборудования?
В процессе проектирования определить следующие параметры будущей конструкции для подбора нужного типа вибропресса:
Принципы классификации моделей вибропрессов и их технические параметры
Все оборудование Table разделено на категории, учитывая следующие показатели:
- Тип аппарата
- Производительность
- Мощность
- Время цикла
- Вид на территорию
- Принцип установки
- Принцип оборудования
- Метод загрузки
- Частота вибрации
- Качество сжатия
- Шаблон рабочей поверхности (матрица)
- Производитель.

Тип аппарата
Первоначально выберите тип вибропрессового оборудования, исходя из предполагаемого характера работы. Основные группы:
Производительность
От того, насколько высок показатель этого параметра, зависит скорость производства и объем поставляемой продукции. Именно показатель производительности регулирует ценовую категорию вибропрессового оборудования. Его формируют все технические индикаторы, перечисленные в списке выше.
Мощность
Этот индикатор напрямую влияет на производительность. Но учтите при покупке вибропресса для плитки или любого другого вида эта техника с высоким показателем мощности значительно увеличит количество потребляемой энергии. Это, в свою очередь, не всегда может быть экономически выгодно. Поэтому обязательно учитывайте объем работ и условия площадки, предназначенной для организации производства.
Текущий рынок данного типа инструментов предоставляет оборудование для работы со следующими показателями:
- 220 вольт
- 380 вольт.

При этом показатели мощности варьируются в следующем диапазоне:
- 0,5 кВт в простейших блоках
- 3-15 кВт для машин среднего размера (наиболее популярные модели – “Кондор”, “Направляющая-4”)
- от 20 до 100 кВт для полностью механизированных крупных установок (например, Вибропресс «Рифей»).
Время цикла
Еще один важный показатель, от которого напрямую зависит производительность машины. Продолжительность опалубки в современных окнах вибропрессования регламентируется следующими нормами:
Вид на территорию
Параметры мастерской влияют на количество конкретных деталей, изготовление которых возможно за один раз, и их размер.
То есть определяется не только производительность оборудования, но и его тип. Схема выбора – чем больше площадь формовки, тем выше класс технологии и больше возможностей.
Текущая классификация имеет следующий вид:
- Маленький. Максимальный размер не более 100 см. То есть на этих прессах невозможно изготовить камни метровой длины. Площадь опалубки ограничивается диапазоном 0,1-0,3 м2.
- Средний. Показатели зоны формовки от 50*100 см до 120*60 см. Так, в процессе единовременной формовки возможно изготовление не более 2 бортовых камней, до 9 стеновых блоков или плитки 0,4-0,7м2.
- Большой. Размер площади рабочей поверхности от 120*80 см до 120*100 см. Результат: до 15 блоков для строительства стен, до 4 бортовых камней или максимум 1 м2 плитки.
- Высокая производительность. Параметры формовочной зоны от 120*120 см. За один цикл формируется не менее 18 камней для стен, около 6 бортовых блоков, более 1,2м2 плитки.
Важно! Помимо ширины и длины учитывайте высоту формовочной зоны. От этого зависит и универсальность техники. С индикатором будет ограничено менее 30 см. Уровнем для универсальных устройств считается уровень 30-50 см, позволяющий выполнять различные задачи.
 Максимальный размер не более 100 см. То есть на этих прессах невозможно изготовить камни метровой длины. Площадь опалубки ограничивается диапазоном 0,1-0,3 м2.
Максимальный размер не более 100 см. То есть на этих прессах невозможно изготовить камни метровой длины. Площадь опалубки ограничивается диапазоном 0,1-0,3 м2.
Обратите внимание на еще один нюанс: время цикла и размеры формовочной зоны в чем-то взаимозаменяемы по производительности. Но, стоимость оборудования может очень сильно отличаться. Например, меньшая зона формования обеспечит небольшое количество изделий, но решается за счет высокой скорости цикла. В этом случае стоимость аппарата будет в несколько раз выше, чем у техники более простого типа на малой скорости, но большей площади поддона.
Важно! Выбирайте сами, правильно распределяя важность критериев в конкретном случае.
Принцип установки
По этому принципу различают два типа автомобилей:
- стационарный (сегодня более востребован)
- мобильный, передвижной (пользовался популярностью до появления более совершенного оборудования).
Принцип работы первый – формовка на поддонах. Машины второго типа передвигаются после каждой приготовленной партии, оставляя материалы на поверхности.
Принцип оборудования
Есть только 2 группы этой техники:
- Автоматизированный процесс может значительно повысить производительность.
- Ручные устройства более демократичны по цене.
Выбор Производить, исходя из предполагаемого масштаба производства и количества работников для обслуживания.
Важно! Отметим, что полностью автоматизированный процесс не предполагает отсутствия производственных специалистов. Их наличие требуется для регулирования настроек и контроля выполняемой работы, чтобы корректно корректировать отклонения от заданных параметров. Минимум что нужно 2 человека.
К этой категории относится и принцип загрузки и разгрузки, который также осуществляется либо с помощью человека, либо в автоматическом режиме. Это естественно сказывается на стоимости вибропрессов.
Частота вибрации и качество сжатия
Этот индикатор иногда отсутствует в представлении. Однако от него зависит плотность получаемого материала, а соответственно и его прочность.
Однако от него зависит плотность получаемого материала, а соответственно и его прочность.
Стандартный показатель 50 Гц, более продвинутые модели работают на частоте 75 Гц.
Важно! Новинка представляет собой не так давно разработанную компьютерную систему управления с частотным регулированием частоты вибрации в зависимости от заданных параметров исходного материала и требований к готовой продукции. Естественно, такие системы дороже, но позволяют исключить любой брак из-за недостаточной трамбовки.
Мы отнесем в эту группу и качество сжатия, используемое в процессе прессования. При недостаточном давлении показатели прочности будут значительно ниже ожидаемых. Для восстановления прочностных показателей в последующих частях придется изменить рецептуру раствора, добавив большее количество вяжущего вещества.
Важно! Это невыгодно с экономической точки зрения из-за перерасчета, не включенного в первоначальную смету.

Настоящие выпуски производства:
- 0,97-0,98 – коэффициент уплотнения
- 450-470кг/м2 – доля расхода цемента на раствор.
Шаблон рабочей поверхности (матрица)
От вида выбранной матрицы зависит тип материалов предполагаемого производства. То есть матрица прямо сама формуется.
Различают несколько форм:
- Легко. Предназначен для выпуска единой формы материала без какого-либо вида. Подходит для регулярного тиснения самых простых изделий.
- Комбинированный. Эта версия позволит выполнять более разнообразные работы. Так, он станет незаменимой деталью универсального вибропресса.
- Индивидуальный. Чертеж заказывается непосредственно по проекту заказчика. Используется для создания уникальных материалов.
Производитель
Среди всего широкого линейного ряда данного вида продукции наиболее востребованы следующие марки:
- Кондор
- Райф
- Гевит
- Мастек
- Евроблок-12.
- ЛП (предоставлен заводом “Красная Пресня”)
- Quad1Co2.
- Руководство-4.
- Марс.
Обратите внимание на особенности некоторых групп:
- Вибропрессы «Кондор» преимущественно компактные малогабаритные модели. При необходимости любую машину из этой серии можно доукомплектовать, за счет чего увеличатся эксплуатационные показатели.
- Техника фирмы “”Рифей” создавалась с расчетом на использование в сложных условиях. За счет этого прочность комплектации машин очень высока. Модели “Буран”, “Универсал” и “Полюс” пользуются особым спросом.
- Вибропресс “Мастерс”. Для техники этого производителя характерно использование уникальной технологии формовки жесткой полусухой смесью бетона. Именно благодаря такой инновации стало возможным производство двухслойного материала. Среди модельного ряда особо выделяется оборудование с увеличенной рабочей зоной формования.
- «Гевит-блок» — самая популярная версия вибропресса российской компании «Гевит» с возможностью быстрой смены вида изделий и выдержки их после окончания процесса формования.
- Оборудование завода “Красная Пресня” представлено на рынке двумя универсальными моделями, пользующимися спросом наравне с вышеперечисленными марками – ЛП-300, ЛП-500.
Заключение
Чтобы правильно выбрать вибропрессовое оборудование и наладить рентабельный производственный процесс, обязательно учитывайте комплекс критериев. При этом ценовое превосходство не обязательно является показателем лучшей модели. Довольно часто при правильной организации всего производственного процесса, картировании вложений и получении прибыли в короткие сроки используется техника среднего класса, но сбалансированная, а соответственно идеально подходящая по всем пунктам задачи.
« Как подобрать электронику к металлу? Рекомендации профессионалов Как выбрать и положить рулонный газон? »
Устройство и изготовление садовых дорожек своими руками
Мощеные дорожки и аллеи – удачное дополнение к любой ландшафтной композиции. Тяга к красивому и оригинальному мотивирует владельцев загородных домов и загородных домов заменять унылые бетонные дорожки во дворе оригинальными композициями из тротуарной плитки. Разнообразие цветов, форм и размеров позволяет воссоздать на своем участке хоть сказочную дорогу из желтого кирпича, хоть знаменитые римские тропы, а то и нанести необычный рисунок.
Тяга к красивому и оригинальному мотивирует владельцев загородных домов и загородных домов заменять унылые бетонные дорожки во дворе оригинальными композициями из тротуарной плитки. Разнообразие цветов, форм и размеров позволяет воссоздать на своем участке хоть сказочную дорогу из желтого кирпича, хоть знаменитые римские тропы, а то и нанести необычный рисунок.
Особенности тротуарной плитки
Мощение улиц, тротуаров, площадей – не новый способ улучшения их внешнего вида. Такие покрытия, в отличие от бетона или асфальта, не мешают питанию и воздухообмену растений. Все виды тротуарной плитки можно объединить в две группы: искусственные и натуральные.
Натуральные облицовочные материалы известны давно. Изготавливаются, как правило, из твердых пород (гранита, базальта), стойких к атмосферным и механическим воздействиям. Но такой дорогой материал доступен немногим, поэтому камни меньшей плотности, такие как известняк или сланец, становятся все более общий.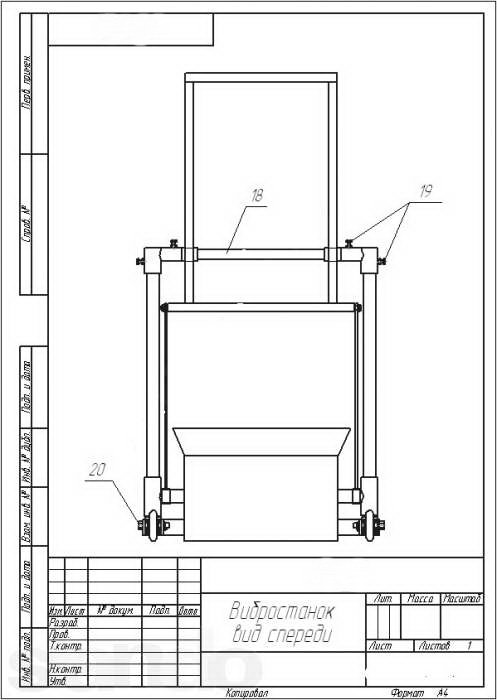 Достоинства натуральных материалов известны: экологичность, природный неповторимый рисунок камня, износостойкость и долговечность. Главный недостаток – цена.
Достоинства натуральных материалов известны: экологичность, природный неповторимый рисунок камня, износостойкость и долговечность. Главный недостаток – цена.
Песчаник, конечно, можно купить очень дешево, но это будет материал низкой плотности, который изготавливается из верхних, хрупких слоев породы. На трассах, особенно подверженных большим нагрузкам, такое покрытие долго не продержится.
Группа искусственных материалов более разнообразна и интересна. При их изготовлении используют различные технологии и рецептуры смесей, из-за чего свойства конечных продуктов различаются. Известны три метода формования: гиперпрессование, вибропрессование и вибропрессование. Чаще всего в продаже встречаются изделия, изготовленные двумя последними способами.
Способ вибропрессования применяется к полусухим смесям и предусматривает наличие вибропресса.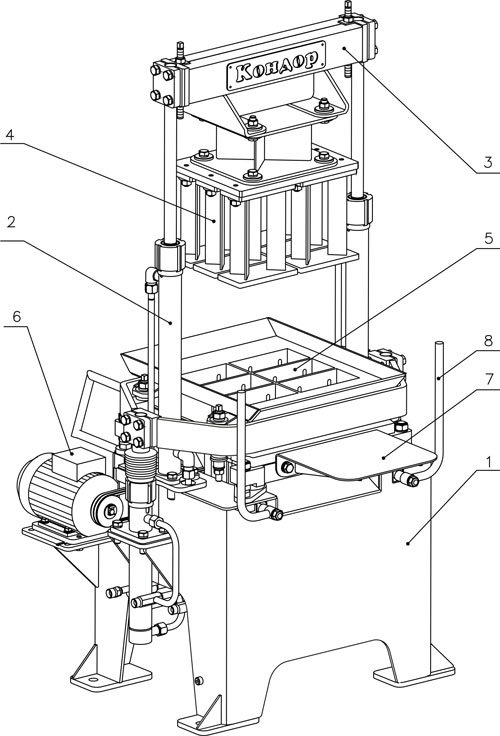 Штамповка под высоким давлением с вибрацией позволяет добиться высокой плотности изделия и однородности структуры. Автоматизация производства дает возможность изготавливать большие партии изделий с точными размерами и массой. Плитка, полученная таким способом, имеет низкую водопроницаемость, что увеличивает ее морозостойкость и срок службы. Его шероховатая поверхность обеспечивает лучшее сцепление при ходьбе. Единственным недостатком является ограниченный выбор цветов.
Штамповка под высоким давлением с вибрацией позволяет добиться высокой плотности изделия и однородности структуры. Автоматизация производства дает возможность изготавливать большие партии изделий с точными размерами и массой. Плитка, полученная таким способом, имеет низкую водопроницаемость, что увеличивает ее морозостойкость и срок службы. Его шероховатая поверхность обеспечивает лучшее сцепление при ходьбе. Единственным недостатком является ограниченный выбор цветов.
Вибролитье предполагает работу с жидким бетонным раствором, который заливают в специальные формы. С помощью вибрации из раствора выходит воздух и увеличивается плотность. В этом способе используется ручной труд, поэтому продукция выпускается небольшими партиями. По качеству вибролитой известняк имеет неоднородную структуру. Нижний слой более плотный и прочный, а верхний более пористый.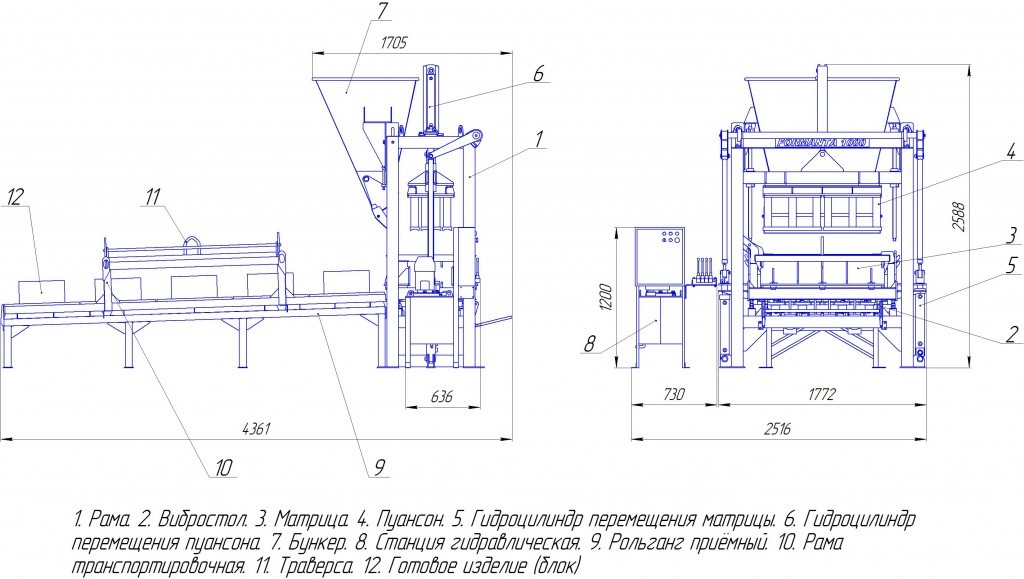 В эти поры проникает вода, которая при замерзании разрушает камень и приводит к отслоению верхней части.
В эти поры проникает вода, которая при замерзании разрушает камень и приводит к отслоению верхней части.
На качество продукции влияет и человеческий фактор. Если произошла ошибка в дозировке компонентов смеси, то качественные характеристики отдельных партий будут отличаться. Несмотря на эти недостатки, виброформованная плитка любима за яркий и привлекательный внешний вид. Этот метод позволяет получать изделия различных цветов и даже имитировать фактуру натуральных камней. Литье подойдет оригиналам, которые хотят сделать плитку своими руками. Изделия, изготовленные своими руками, уникальны, а итоговое покрытие получится действительно эксклюзивным.
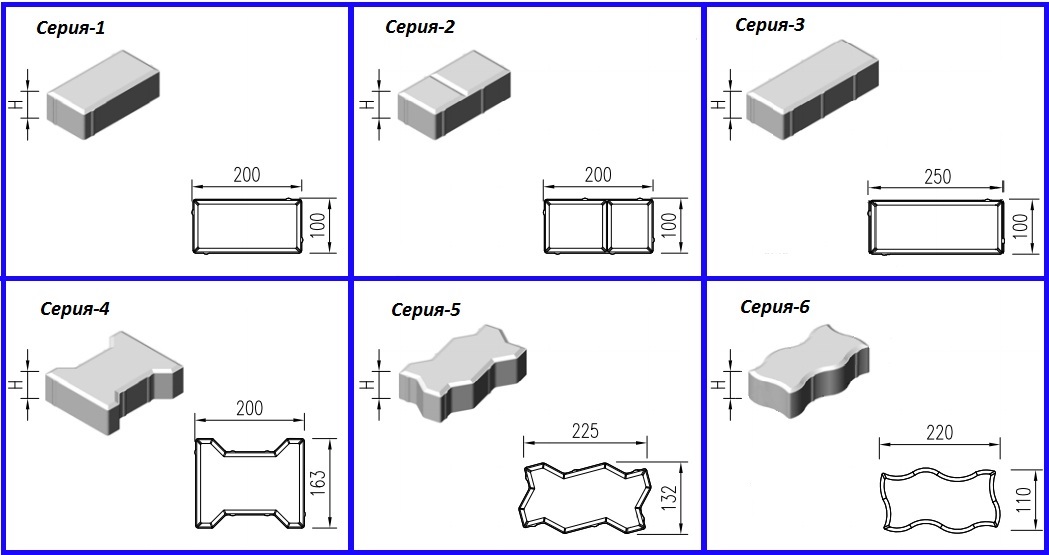
Наиболее распространены следующие виды тротуарной плитки:
- Бетон: для его производства используются оба метода, описанные выше.
- Полимер-песчаный: вяжущие компоненты – полимеры на основе полиэтилена. Используемый метод – вибропрессование.
- «Гранилит» — это разновидность вибролитой бетонной плитки. Отличается лучшим качеством, чем классический, так как раствор тщательно перемешивается в бетономешалке перед поступлением на вибростол. Смесь избавляется от лишнего воздуха и разливается по формам в максимально уплотненном состоянии.
- Клинкер – плитка в виде брусчатки, изготовленная из огнеупорной глины. Считается одним из самых прочных и долговечных искусственных покрытий для тротуаров.
 Отличается лучшим качеством, чем классический, так как раствор тщательно перемешивается в бетономешалке перед поступлением на вибростол. Смесь избавляется от лишнего воздуха и разливается по формам в максимально уплотненном состоянии.
Отличается лучшим качеством, чем классический, так как раствор тщательно перемешивается в бетономешалке перед поступлением на вибростол. Смесь избавляется от лишнего воздуха и разливается по формам в максимально уплотненном состоянии.Схемы
Схемы укладки тротуарной плитки зависят от ландшафта, архитектуры дачных построек, формы дорожек и их площади, вида и цвета дорожной облицовки.
Наиболее распространенной и простой в исполнении является линейная укладка, сочетающая в себе несколько вариаций:
- Без смены. Эта схема используется в помещениях с малой нагрузкой или в сочетании с другими рисунками.
- Смещение наполовину или на три четверти. Этот вариант напоминает кирпичную кладку. Игра с разными оттенками позволит получить интересные композиции.
- Диагональная схема. В отличие от предыдущих вариантов, здесь плитку следует укладывать по диагонали. Использование элементов разного цвета подчеркнет рисунок.
При линейно-угловой схеме отдельные элементы нужно строить под углом друг к другу.
Возможны два варианта, в зависимости от степени угла:
- Елочка. В этом случае детали укладываются под углом 45 градусов. Такое устройство плитки зрительно сужает пространство. Схема проста и не требует высокой квалификации укладчика.
- Сеть. Имеет угол 90 градусов.
- Модульная система плитка укладывается блоками из двух и более частей. Вариаций этого метода может быть множество. Например, чередование двухэлементного блока цельным или шахматным рисунком из двух контрастных блоков.
- Схема хаоса. Название здесь говорит само за себя: плитки разных цветов и форм выстраиваются в художественный беспорядок.

- Спиральная раскладка предусматривает начало укладки от центра узора, постепенно увеличивая радиус каждого последующего круга.
- Круговой чем-то похож на спиральный. Для него обычно используют клиновидную тротуарную плитку. Отличие в том, что рисование начинают не с центра, а с края, сужая круг.
- Арт-схема. Является одним из самых сложных в исполнении и предполагает выкладывание плиток различных цветов и форм сложными орнаментами и целыми рисунками.
Подготовка поверхности
Правильная подготовка основания под плитку – залог прочного и долговечного покрытия. Основные требования к основанию:
Основные требования к основанию:
Наличие дренажной системы. Скопление воды негативно влияет на тротуарную плитку, сокращая срок ее службы.
Необходимо предусмотреть следующие элементы:
- обустройство дренажа: на этапе подготовки фундамента следует позаботиться об уклонах для отвода воды;
- идеально ровная и плотная поверхность;
- устойчивость.
Выбор подходящего субстрата зависит от назначения будущего покрытия и предполагаемой нагрузки, а также от особенностей грунта, наличия уклонов и прочего.
На участках с высокой нагрузкой (это дороги, парковки) и на неустойчивых грунтах лучшим основанием будет бетонная стяжка. Для пешеходных дорог и аллей подходит песок и гравий, а для мест с небольшой нагрузкой (дорожки, садовые дорожки) можно ограничиться гравием или щебнем мелкой фракции.
В первую очередь намечаем разметку очертаний будущей дорожки или двора. По периметру вбиваются колышки, между которыми по уровню натягивается нить. После этого снимают верхний слой почвы с 15 до 40-50 см в глубину, удаляют корни и крупные камни, а землю тщательно утрамбовывают. Для бетонной стяжки необходимо уложить слой щебня и утрамбовать вибротрамбовкой.
По периметру вбиваются колышки, между которыми по уровню натягивается нить. После этого снимают верхний слой почвы с 15 до 40-50 см в глубину, удаляют корни и крупные камни, а землю тщательно утрамбовывают. Для бетонной стяжки необходимо уложить слой щебня и утрамбовать вибротрамбовкой.
Поскольку для заливки будет использоваться раствор, необходимо установить деревянную опалубку. Муфта дополнительно армирована металлической сеткой. Вся конструкция заливается бетоном и выравнивается. Через каждые пять метров вставляются металлические пластины, которые снимаются через несколько дней. Это позволит сформировать швы для компенсации теплового расширения.
Подушка песчано-гравийная начинается с пятисантиметрового слоя песка Поливается водой и тщательно утрамбовывается. Когда песок подсохнет, на него укладывают 10-15 см смеси песка и гравия. Завершающий слой – песок или его смесь с цементом толщиной 10 см.
Гравийное основание состоит из 5-7 см мелкого щебня или гравия и 7 см песка, который утрамбовывают и заливают водой.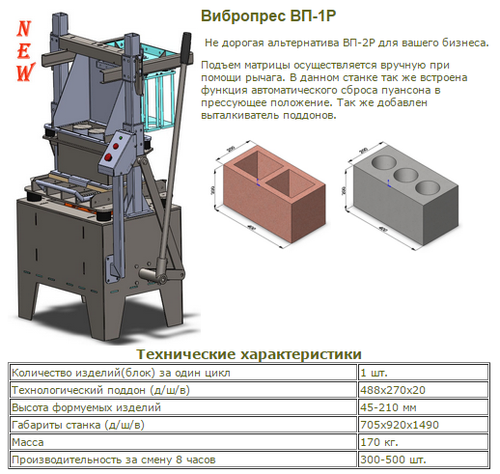
Многие мастера рекомендуют между щебнем и песком класть гидроизоляцию – геотекстиль. Этот материал пропускает влагу вниз, но не дает ей подниматься вверх, что особенно важно в заболоченных и глинистых местностях. Также служит защитой от вымывания песчаного слоя основания и прорастания сорняков.
Процесс укладки
Существует несколько способов укладки тротуарной плитки:
- На песчано-цементную смесь, которая состоит из песка и цемента в соотношении 3:1 (в случае цемента марки М300). Как правило, чем выше сорт, тем больше частей песка нужно добавить. Он должен быть слегка влажным. Лучшее время для работы – весна и начало лета. Цемент схватывается после орошения покрытия водой, тем самым надежно фиксируя его.
- На песчаной подушке. Это классический способ, при котором плитка укладывается прямо на песок. Слой песка не должен превышать 10 см. В идеале это 5-6 см. Перед работой песок следует увлажнить, разровнять и утрамбовать. Всю конструкцию поддерживают бордюры, которые снаружи дополнительно армируются бетоном.
- На отсев гранитный, представляющий собой отходы переработки щебня (гравийная пыль и осколки мелкой фракции). При этом он имеет меньшую усадку, в отличие от песка. А вот на неустойчивых и глинистых почвах все же необходимо делать дренаж.
- Для жидкого раствора. При этом обязательно бетонное основание. Некоторые мастера кладут плитку прямо на еще не застывшую бетонную стяжку.
 Слой песка не должен превышать 10 см. В идеале это 5-6 см. Перед работой песок следует увлажнить, разровнять и утрамбовать. Всю конструкцию поддерживают бордюры, которые снаружи дополнительно армируются бетоном.
Слой песка не должен превышать 10 см. В идеале это 5-6 см. Перед работой песок следует увлажнить, разровнять и утрамбовать. Всю конструкцию поддерживают бордюры, которые снаружи дополнительно армируются бетоном. Когда основание готово, можно устанавливать плитку. Правильно начинать с нижней точки и двигаться вверх методом от себя. Таким образом укладчик перемещается по уже выложенному покрытию, чтобы не повредить подложку. Под рукой нужно постоянно иметь уровень, чтобы вовремя устранять неровности. Каждый элемент устанавливается по выбранному шаблону и простукивается резиновым молотком, чтобы деталь погрузилась в землю и зафиксировалась в нужном положении.
Между плитками оставляют зазор 2-3 мм, который регулируется на глаз. Это можно сделать с помощью крестиков (для перфекционистов) или ограничителей на плитке, предусмотренных некоторыми производителями. Препятствия в виде люков и столбов огибают целыми элементами. Их оформлением обычно занимаются на завершающих этапах. Щели, оставленные между плитками, необходимо пройти, то есть заполнить сухой смесью цемента и песка или чистым песком. Последний вариант предпочтительнее для цветной плитки с рельефной поверхностью, на которой цемент может оставить белый налет.
Бордюры заканчивают сайт. Для их установки по краю выкапывается траншея, глубина которой зависит от высоты края и от глубины посадки. Бордюр фиксируется вертикально. Для этого применяется густой цементный раствор.
Когда все работы уже завершены, можно дождаться дождя или залить большую площадь участка для схватывания песчано-бетонной смеси.
Красивые примеры
Схемы укладки, описанные в статье, стандартны и их легко сделать своими руками, но возможности тротуарной плитки ими не ограничиваются.