Виды фрез по металлу и их назначения ⋆ MACHO’S RULES
Для того, чтобы быстро и качественно обрабатывать стальные или металлические заготовки используются разно профильные фрезерные станки. Непосредственная обработка деталей производится с помощью фрез, которые отличаются очень высокой вариативностью.
Классификация фрез по металлу и их назначение
Имеется около десятка видов фрез, каждый из которых имеет свое предназначение и используется исходя из конкретной задачи:
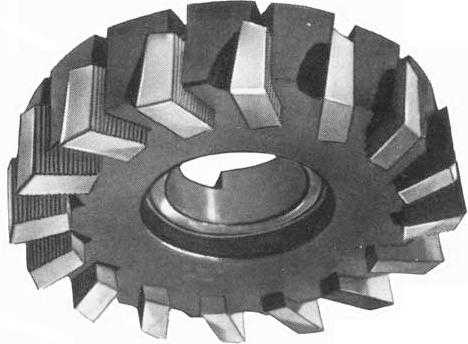
Дисковые
Один из самых распространенных видов режущего инструмента. С его помощью производят обрезку деталей, прорезают пазы и снимают фаски. Рабочая (режущая) поверхность может быть нанесена как с одной, так и с двух сторон, что позволяет использовать такую оснастку на фрезерных станках всех типов. Различают следующие виды дисковых фрез:
- Пазовые
- Отрезные
- Прорезные.
- Двухсторонние (необходимы для обработки детали с нескольких сторон).
Данный вид фрез может быть использован в самых сложных условиях, когда полноценный отвод металлической стружки невозможен или затруднен.

Цилиндрические
Подобные фрезы используются для обработки объемных металлических деталей. Всего различают цилиндрическую оснастку с винтовыми и прямыми зубцами. Для несложных операций целесообразно использовать инструмент с прямыми зубцами, для сложных и качественных операций подойдут винтовые зубцы.

Торцевые
Используются для обработки деталей имеющих плоскую поверхность. Как правило, такие фрезы делают из высокопрочных материалов и отличаются они высокой производительностью. Ключевая особенность такого инструмента – большое количество зубьев, и как следствие равномерность обработки даже самого твердого металла.

Червячные
Пожалуй, самая специфическая оснастка из всех существующих. Заготовки обрабатываются методом обкатки. Производятся следующие виды червячных фрез:
- Левые.
- Правые.
- Одно или много заходные.
- Сборные или цельные.
- С шлифованными зубьями.
Все вышеупомянутые виды оснастки используются для создания сложных и многоступенчатых деталей.

Концевые
Если необходимо обработать уступ или паз, то концевой инструмент придется как нельзя кстати. Различают концевые фрезы с крупными (начальная обработка) и мелкими зубцами (конечная обработка).

Обдирочные
Созданы специально для того, чтобы изящно обрабатывать заготовки, полученные с помощью литья или ручной ковки.
Обрезные
Как видно из названия, данный вид фрез используются для обрезки заготовки. Это самая простая оснастка имеет режущую кромку только на верхних гранях зубцов.
Выбор фрез для начинающих. Видео.
Источник: Все о ремонте и стройке
machosrules.ru
Какие бывают фрезы для станков с ЧПУ

Фрезы – одна из разновидностей режущего инструмента. В зависимости от особенностей крепления различают насадные и концевые инструменты. Фрезы концевого типа удерживаются в шпинделе за хвостовик, насадные – имеют отверстие посередине для фиксации на оси. Насадные фрезы для станков с ЧПУ практически не используются. В этой статье остановимся на разновидностях концевых фрез для ЧПУ оборудования.
Технология производства концевых фрез
На сегодня существует два способа изготовления концевых фрез: технология производства фрез из цельного сплава быстрорежущей стали и технология стальных фрез с напаянными пластинами.
Серийный инструмент производится из цельных твердых сплавов, в частности, из быстрорежущей стали. Цельнометаллические фрезы характеризуются максимальной жесткостью, высочайшей точностью линейных размеров, надежны при эксплуатации в разных режимах, включая максимальный.
Алмазные, крупноразмерные и фасонные фрезы со сложной геометрией режущих кромок изготавливаются по другой технологии. На стальном теле напаяны кромки из другого более твёрдого материала. Есть варианты фрез со сменными пластинами. Такой инструмент более уязвим при работе на максимальных режимах. Этим способом изготавливаются и фрезы для ручных фрезеров.
Фрезы по количеству заходов режущей кромки
По количеству режущих плоскостей различают одно-, двух-, трехзаходные. В отличие от однозаходного, многозаходный инструмент выполняет несколько режущих движений за один оборот. Теоретически, при одной и той же подаче, многозаходные фрезы обрабатывают поверхность чище, либо обеспечивают необходимую чистоту обработки при более высоких подачах.
При работе многозаходными фрезами важно, чтобы стружка не задерживалась в рабочей зоне, иначе инструмент сломается. Увеличение количества режущих кромок неизбежно связано с уменьшением ширины канавки. Поэтому чем меньше диаметр фрезы, тем меньше количество режущих кромок.
Удаление стружки из рабочей зоны производится вверх или вниз.
Однозаходные фрезы с выбросом стружки вверх
Фрезы такого типа идеально подходят для обработки вязких легкоплавких материалов, например, сплавов алюминия и полимерных материалов. Образующаяся стружка налипает на инструмент, а при работе однозаходным инструментом материал не разогревается до температуры плавления.
При необходимости обработки пластика фрезой диаметром менее 9,5 мм рекомендуется использовать однолезвийные инструменты. В случае применения инструмента большего диаметра более целесообразно выбрать двухзаходную фрезу. Однозаходные фрезы с разным углом заточки используются при обработке ПВХ, пенопласта, акрила, древесины, цветных металлов и их сплавов.
Фрезы концевые однозаходные
Смотреть все однозаходные фрезы
Двухзаходные фрезы с выбросом стружки вверх
Фрезы с двумя лезвиями предназначены для обработки неплавких легких материалов, прежде всего – древесины. В типоразмерном ряду двухзаходных фрез для станков с ЧПУ представлены инструменты разного диаметра, начиная от минимального. Двухзаходные фрезы диаметром свыше 8 мм можно использовать для работы с полимерными материалами. Двухзаходные фрезы по металлу часто имеют защитное покрытие, благодаря которому их можно использовать для обработки практически всех металлов. Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.
Трех- и четырехзаходные фрезы с верхним выбросом стружки
Многолезвийные фрезы для станков с ЧПУ используются реже. Такой инструмент незаменим для крупносерийного и массового производства, где требуется обработка большого количества сложного материала. Наибольшего внимания заслуживают фрезы со стружколомом. Они медленнее тупятся и снимают довольно большой объем материала за проход. Инструмент можно считать идеальным для чернового фрезерования МДФ, скоростного раскроя ламината и фанеры. Черновой чистоты обработки поверхности часто бывает достаточно для дальнейшего применения готовой детали. Если чистота обработки не принципиальна, фрезы со стружколомом более предпочтительны, так как период стойкости инструмента для чистовой обработки значительно ниже.
Применение многозаходных фрез оправдано и там, где необходима высокая скорость работы. Чем больше лезвий и меньше глубина фрезерования относительно диаметра фрезы, тем выше скорость резания.
Фрезы с выбросом стружки вниз
Сфера применения фрез с удалением стружки вниз – обработка тонких листовых материалов, причем за один проход можно резать несколько листов одновременно. В процессе работы фреза с нижним выбросом придавливает материал, тем самым исключая возможный сдвиг листа. При этом дополнительный прижим совсем не обязателен, что удобно.
Фрезы с прямыми лезвиями
Оптимальный выбор для работы в пазах. Благодаря этой особенности фрезы для ЧПУ с прямыми ножами получили второе название – пазовые. Инструмент отлично справляется с обработкой многослойных материалов. Существует ряд специализированных фрез для работы по пластику, дереву и другим материалам. Специализация инструмента определяется особенностями заточки.Компрессионные фрезы
К компрессионным относят фрезы со сложной геометрией режущих кромок. Верхний нож инструмента направлен книзу, нижний, соответственно – кверху. Такое расположение лезвий предотвращает образование сколов и других дефектов на поверхности обрабатываемого материала. Область применения компрессионных фрез для станов с ЧПУ – обработка ламината, мягкой древесины и других материалов, склонных к скалыванию и образованию ворса. Важно, что для компрессионных фрез характерен длительный период стойкости. Работать компрессионной фрезой можно в один или несколько проходов. При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания. В таком случае инструмент работает как обычная фреза с удалением стружки кверху, а верхняя кромка материала повреждается нижним ножом.
Фрезы компрессионные
Фрезы компрессионные (со встречно направленными ножами) используются для обработки ламинированного дерева без образования сколов, как на верхней так и на нижней кромке реза. Данные фрезы отлично обрабатывают древесину средней плотности, фанеру и многослойные плиты, материалы с одно- и двухсторонним ламинатом, различные пластики, МДФ, ДСП.
Смотреть все фрезы компрессионные
Бор-фрезы (или “кукуруза”)
Бор-фрезы, иначе – рашпильные фрезы, в среде профессионалов известны как «кукуруза». Разработаны для работы по абразивным и твердым материалам: твердым породам дерева, углепластикам, стеклопластикам, ХДФ (древесно-волокнистая плита высокой плотности). Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы “кукуруза” как для черновой, так и для чистовой обработки.
Фрезы кукуруза
Фрезы с двойной заточкой (типа кукуруза) применяются для обработки абразивных материалов с образованием стружки в виде пыли. Специальным образом расположенные режущие кромки рабочей части фрезы позволяют обрабатывать текстолит, стеклопластик и другие твёрдые композитные материалы.
Смотреть фрезы кукуруза
Фрезы для 3D-обработки
В группу фрез для формирования трехмерного рельефа включены инструменты со сферическим окончанием. Форма режущей части может быть:
- Конической;
- Цилиндрической.
Конические фрезы обеспечивают высокую точность работы при нанесении мелкого рельефа, что роднит их с граверами. Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом.
Фрезы конусные
Конусные фрезы идельно подходят для обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы.
Смотреть все фрезы конусные
Допускается для финишной обработки использовать радиусные граверы. Они дешевле, однако требуют повышенного внимания при резке, т.к. имеют меньший запас прочности.
Фасонные фрезы
К фасонным фрезам относят все инструменты с фигурными лезвиями, предназначенные для получения фасонных поверхностей. В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией.
Исчерпывающий ассортимент фасонных фрез в нашем каталоге представлен брендом ARDEN. Это Тайваньская компания, производящая высококачественный режущий инструмент как для ЧПУ оборудования, так и для ручных фрезеров.
Концевые фрезы ARDEN
Концевые фрезы ARDEN предназначены для обработки твердой и мягкой древесины, ДСП, МДФ, OSB, а также пластиков (в том числе на основе акрила), ламинированных материалов. Лезвия фрез выполнены из микрозернистого твердого сплава, что позволяет использовать их для работы на обрабатывающих центрах, станках с ЧПУ и ручных фрезерах повышенной мощности.
Смотреть все фрезы ARDEN
Граверы
Применяются для нанесения сложного рельефного рисунка. Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.
Подведём итоги
Оптимальное решение при выборе типа фрезы для станков с ЧПУ будет зависеть от особенностей производства, сложности выполняемой работы и технических характеристик материала. Хотя ассортимент фрез довольно широк, вопросов с их оптимальным подбором под текущие задачи обычно не возникает. Если у Вас появились вопросы, или требуется консультация – обращайтесь, оставляйте комментарии. Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.
freza93.ru
Фреза дисковая по металлу: ГОСТ, типы, выбор, назначение
Непривычной формы режущий инструмент – фреза дисковая широко используется в металлообработке. Отрезные пилы малого диаметра ставят на болгарки и используют для раскроя металлического проката, труб, пластика. На производстве дисковыми фрезами раскраивают прокат на заготовки, прорезают пазы и шлицы. Огромные пилы диаметром более 1200 мм устанавливают в конце прокатных станов. Вращаясь с огромной скоростью, они отрезают в нужный размер трубы, слябы, профильный прокат, без остановки валков.

Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Одной их основных характеристик, влияющих на чистоту резания и производительность, является тип инструмента – размер зуба: мелкий, средний и крупный.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.

Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Скачать ГОСТ 2679-93
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Прорезные дисковые фрезы имеют хорошо выраженную ступицу, выступающую над телом фрезы на 0,2–0,6 мм.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
Назначение инструмента
Фрезы отрезные прорезные, выпускаемые по ГОСТ 2679-93 предназначены для обработки чугунных и стальных заготовок и деталей. Они выполняют отрезку, подрезку, фрезерование канавок и шлицевых пазов на наружных поверхностях. Дисковую фрезу по металлу используют при различных операциях:
- отрезка мерных заготовок из проката;
- обрезка литейных припусков и прибылей на малых деталях;
- прорезка канавок для фиксации деталей;
- фрезеровка шпоночных и шлицевых пазов.
Круглые гладкие оси в цепи конвейера не выпадают из своих втулок только благодаря тому, что в узкую прорезь, сделанную дисковой пилой, вставлена пластина.
Пазы по торцу корончатой гайки имеют переменное сечение. Их стороны образованы лучами от центра радиуса. Поэтому они вырезаются за 2 прохода, сначала по касательной одной стороны, затем дорезается в размер второй торец выборки короны.

Прорезка шлицов осуществляется прямоугольными зубьями с высокой точностью размера по H6 и H7. Ширина и глубина шлица нормализована, и инструмент изготавливается соответствующего размера и конфигурации.
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезы по металлу для фрезерного станка – виды и назначение
Фреза – это рабочий металлорежущий инструмент фрезерного станка, основной элемент его оснастки, вид которой определяет возможность выборки металла на том или ином участке, придание детали требуемой формы. Благодаря большому разнообразию видов инструмента можно производить металлорежущие операции на различных участках заготовки. Для этого в арсенале фрезеровщика должны быть основные и дополнительные виды фрез по металлу, особенности и классификацию которых мы рассмотрим ниже.
Классификация фрез
Фреза является металлорежущим инструментом, предназначенным для обработки заготовок путем поступательно-вращательного движения. Обработка осуществляется благодаря контакту с рабочими кромками-резцами, изготовленными из особо твердых марок стали и других материалов – керамика, алмаз и т. д.
Классификация фрез по металлу осуществляется по следующим основным характеристикам:
- Месторасположение режущих частей
- Направление режущих частей – винтовое, наклонное и т. д.
- Крепление режущих частей.
- Конструкция фрезы – сборная, монолитная или составная.
- Заточка фрезы.
- Материал режущей части.
Основные виды фрез
Рассмотрим основные виды фрез по металлу, назначение и способ применения. Одними из наиболее распространенных являются цилиндрические фрезы, которые выпускаются с винтовыми или прямыми зубьями. Фреза с винтовыми зубьями характеризуется плавной работой и широко используется в промышленном производстве. Цилиндрические фрезы с прямыми зубьями оптимально подходят для обработки узких поверхностей.
Торцовые фрезы применяются на вертикально-фрезерных станках. Рабочей частью являются вершины кромок зубьев, сами же кромки являются дополнительными режущими поверхностями. Угол обработки между фрезой и обрабатываемой поверхностью зависит от диаметра инструмента, а не от припуска, что обеспечивает стабильную работу. Благодаря жесткости и массивности инструмента обеспечивается удобство расположения и надежность крепления режущих элементов, высокая производительность и точность обработки.
Следующий широко используемый вид – это дисковые фрезы, широко используемые для нарезки канавок и пазов. Данный тип фрез подразделяется на три вида:
- Пазовые – зубья расположены на цилиндрической поверхности, что позволяет производить нарезку неглубоких пазов.
- Двусторонние – зубья расположены на торце и поверхности фрезы.
- Трехсторонние – зубья расположены на обеих торцах и поверхности.
Дисковые фрезы характеризуются высокой производительностью и широко применяются для обрезки заготовок, прорезания пазов, снятия фасок, выборки металла и других операций.
Угловые фрезы применяются для съёма металла на наклонных поверхностях и в угловых пазах с конической поверхностью. Подразделяются на одно- и двухугловые, различающиеся расположением режущих элементов, соответственно на одной или двух смежных конических поверхностях. Такая конструкция позволяет нарезать стружечные канавки в инструментах различной формы.
Ещё один распространенный вид фрез – концевые. Основное назначение – нарезка пазов, контурных уступов, выемок, съём металла на поверхностях расположенных под прямым углом относительно друг друга. Концевые фрезы производятся монолитными или с припаянным режущими частями, цилиндрическими или коническими хвостовиками, для грубой или чистовой обработки (в зависимости от размера зуба).
Прочие виды фрез
Также применяются следующие виды фрез по металлу:
- Шпоночные – разновидность концевых фрез выполненные в форме двузубого инструмента. Способны углубляться в поверхность при осевой подаче (наподобие сверла) и далее производить нарезку вдоль канавки.
- Фасонные – предназначены для обработки фасонных поверхностей, деталей с большим соотношением длины к ширине. Подразделяются на фрезы с остроконечными и затылованными зубьями.
- Червячные – производят обработку поверхности обкатом путем точечного касания. Подразделяются на правые и левые, цельные и сборные, одно- и многозаходные, а также со шлифованными и нешлифованными зубьями.
- Кольцевые фрезы также называются корончатыми сверлами. Применяются для нарезания отверстий, примерно в 4 раза более производительные, чем спиральные сверла.
Как для профессионального, так и для бытового применения оптимально приобретать фрезы комплектом, в котором подготовлены наиболее необходимые виды инструмента. Все виды и размеры фрез продаются и отдельно, что позволяет максимально укомплектовать станок необходимой оснасткой для решения стоящих перед вами задач.
mekkain.ru
Фреза. Виды и работа. Применение и ресурс. Особенности
Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Фреза по металлу
Фрезы по металлу применяются для обработки стальных, чугунных, алюминиевых и прочих заготовок. Они делаются из быстрорежущей стали. Такие фрезы делают цельнолитыми или сборными.
По конструктивным особенностям инструмент бывает следующих видов:
- Дисковый.
- Торцевой.
- Цилиндрический.
- Угловой.
- Концевой.
- Фасонный.
- Червячный.
- Кольцевой.
Дисковые
Дисковая фреза применяется для обрезки заготовок, а также подготовки в них пазов. С ее помощью можно выбирать металл или снять фаску. Внешне такой инструмент напоминает обычный пильный диск, который можно встретить на циркулярной пиле. Единственным отличием является меньший диаметр и большая толщина. Также зубья диска для фрезерования размещены под другим углом. Качество обработки зависит от размера зубьев. Чем они крупнее, тем грубее работа. При этом высокие редкие зубья обеспечивают быстрый съем металла. Также они более эффективно выводят стружки, что снижает перегрев.
Торцевые
Торцевые фрезы применяются для обработки плоских поверхностей, на которых нужно создать ступенчатый переход или углубление. Рабочей частью инструмента является его торец. По принципу действия такая фреза приравнивается к обычному сверлу, но имеет больший диаметр. Обычно у таких инструментов имеется 6 режущих зубьев, что обеспечивает более скоростное вхождение в металл. Специальные канавки выводят стружки. Торцевая поверхность позволяет создавать углубление с плоским дном.
Цилиндрические
Цилиндрические фрезы похожи на дисковые, за тем исключением, что являются существенно шире. Их зубья могут быть прямыми или винтовыми. Матрицы с прямыми кромками используются для работы на узких поверхностях. Винтовые зубья более универсальные и зачастую могут работать с более твердыми металлами. Угол наклона зубьев обычно не превышает 45 градусов, поскольку это позволяет минимизировать биение на валу. Зачастую цилиндрическая конструкция предусматривает соединения на валу станка нескольких насадок, что необходимо при обработке более широких заготовок.
Угловые
Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить.
Концевые
Концевая фреза также называется пальчиковой. Она представляет собой длинное сверло, имеющее около 5 режущих кромок. С их помощью создается глубокий паз. Обычно такой инструмент является монолитным, но бывают кромки с напайками. Такая конструкция обеспечивает легкую и быструю работу с твердыми металлами, такими как сталь и чугун. Получаемое углубление имеет плоскую форму. В том случае если оно должно быть скругленным, применяется сферическая конструкция концевых фрез.
Фасонные
Такие фрезы используются для обработки фасонных поверхностей. Сквозь такой инструмент протягивается длинная заготовка. В результате контакта ее боковая часть снимается и подгоняется под требуемые параметры. Данный инструмент является одним из самых тяжелых в производстве, поскольку требует особенного оборудования для заточки. Возобновить режущую кромку в домашних условиях довольно трудно, но выполнимо при наличии должного опыта и некоторых приспособлений.
Червячные
Червячные фрезы являются самыми широкими. Они позволяют проводить выборку с поверхности с большим захватом. Данный инструмент является одним из самых дорогих, поскольку имеет довольно крупные габариты. Его зубья могут насчитывать несколько десятков штук и более. По направлению витков такие насадки бывают левосторонние и правосторонние.
Кольцевые
Кольцевые фрезы знакомы большинству как корончатые сверла. Они предназначены для сверления листового металла. Внешне их конструкция напоминает трубку с зубьями, которая врезается в поверхность, создавая пустотелое кольцо. Диаметр кольца может существенно отличаться. Для точного позиционирования, в центре коронки находиться обыкновенное сверло, которое первым врезается в поверхность и обеспечивает центрацию.
Фреза по дереву
Для обработки древесины также применяются фрезы. В связи с тем, что данный материал является более мягким, режущий инструмент для строгания отличается меньшими габаритами и стоимостью. Также он является более высокооборотным. Такие насадки устанавливаются в ручные фрезеры или стационарные станки.
Фрезы, которые используются на деревообрабатывающих станках, внешне практически идентичные тем, что применяются для обработки металла. Единственное исключение заключается в том, что они сделаны из менее качественной стали, а также имеют другой угол заточки.
Насадки для станков делают следующих видов:
- Торцевые.
- Фасонные.
- Цилиндрические.
- Угловые.
- Дисковые.
- Концевые.
- Шпоночные.
Внешне фрезы для деревообрабатывающих станков полностью идентичны тем, что используются для резки металлов. Единственным исключением являются шпоночные фрезы, которые в металлообработке не применяются. Они относятся к категории двух зубчатых фрез, с помощью которых изготовляются соединительные пазы.
В связи с увеличением популярности ручных фрезеров, существенно возрос ассортимент концевых фрез, которые в них устанавливаются. Они отличаются не только по особенности режущей кромкой, но и по диаметру хвостовика. Он может представлять собой прут толщиной 6, 8 или 12 мм.
Типы фрез для ручного фрезера
Для ручного фрезера применяется следующие разновидности фрез:
- Кромочные.
- Пальчиковые.
- Для создания соединений.
- Специальные.
Группа кромочных фрез представляет собой практически идентичную конструкцию с торцевыми насадками, применяемыми для обработки металла. Они позволяют придать краям заготовки фигурный профиль. Их ножка имеет подшипник, который останавливает насадку при контакте с заготовкой, поэтому ограничивает углубление в древесину. Данная категория имеет самые разнообразные формы профиля и часто используется для декорирования столешницы. С их помощью можно делать фигурный вырез, выборку и создание сложной фаски.
Группа пальчиковых фрез внешне очень напоминают концевые, которые используются при обработке металла. С их помощью можно выбирать проушины и создавать глухие пазы. Боковые кромки обеспечивают большую высоту обработки. Такой инструмент зачастую является монолитным. Его форма может быть как прямой, так и скошенной в виде трапеции или клина. Такая насадка эффективно удаляет стружки, поэтому обладает высокой скоростью работы.
Фреза для столярных соединений обычно представляет собой разборную конструкцию с множеством режущих элементов. Они используются для обработки торцов досок, чтобы создать пазы для столярного соединения. Именно такими фрезами создается гребенка для склеивания длинномерных досок из коротких заготовок.
Специальные фрезы представляют собой комбинированный тип, который позволяет создавать фигурную поверхность на торцах. Именно к такой категории относятся инструменты, с помощью которых можно превратить кромку доски в замковую часть, применяемую на вагонке или ламинате.
Как продлить ресурс фрез
Чтобы фреза прослужила дольше, важно в первую очередь следить за тем, чтобы она надежно закреплялась в станке. Появление биения на высоких оборотах приведет к тому, что режущая кромка может отколоться, и насадка придет в негодность. Чтобы этого избежать, нужно не только надежно зажать ее перед работой, но и периодически останавливаться, чтобы перепроверить ее фиксацию, поскольку она может просто ослабнуть.
Следующим важным правилом является правильный подбор фрезы. Не следует использовать инструмент, твердость которого практически идентична жесткости обрабатываемой заготовки. Если это проигнорировать и начать работу, то интенсивность стирания будет одинаковой, поэтому режущая кромка быстро сядет, а ее металл отпуститься от перегрева.
Следующим правилом является правильный выбор скорости. На упаковке от фрезы обычно указывается оптимальная частота вращения. Если разогнать ее больше, то это может привести к тому, что она перегреется или от нее может отколоться кусок зуба.
Нельзя забывать о том, что во время работы металл сильно нагревается. Для предотвращения перегрева важно своевременно останавливать станок для остывания. Также стоит применять смазку, особенно если проводится обработка металла.
После каждой обработки стоит чистить фрезу от налипшей на нее стружки. Зачастую инструмент делается из стали, которая подвержена коррозии. Поэтому важно следить, чтобы он хранился в герметичном боксе, изолированном от влажного воздуха.
В случае если фреза утратила остроту, ее не следует использовать, поскольку тупая режущая кромка приводит к быстрому перегреву, в результате чего инструмент может испортиться и тогда ни какая заточка уже не поможет. Также не нужно создавать сильный прижим к обрабатываемой детали, поскольку это также способствует перегреву.
Похожие темы:
tehpribory.ru
Виды фрез по металлу и их назначения
Для того, чтобы быстро и качественно обрабатывать стальные или металлические заготовки используются разно профильные фрезерные станки. Непосредственная обработка деталей производится с помощью фрез, которые отличаются очень высокой вариативностью.
Классификация фрез по металлу и их назначение.
Имеется около десятка видов фрез, каждый из которых имеет свое предназначение и используется исходя из конкретной задачи:
Дисковые.
Один из самых распространенных видов режущего инструмента. С его помощью производят обрезку деталей, прорезают пазы и снимают фаски. Рабочая (режущая) поверхность может быть нанесена как с одной, так и с двух сторон, что позволяет использовать такую оснастку на фрезерных станках всех типов. Различают следующие виды дисковых фрез:
- Пазовые.
- Отрезные.
- Прорезные.
- Двухсторонние (необходимы для обработки детали с нескольких сторон).
Данный вид фрез может быть использован в самых сложных условиях, когда полноценный отвод металлической стружки невозможен или затруднен.

Цилиндрические.
Подобные фрезы используются для обработки объемных металлических деталей. Всего различают цилиндрическую оснастку с винтовыми и прямыми зубцами. Для несложных операций целесообразно использовать инструмент с прямыми зубцами, для сложных и качественных операций подойдут винтовые зубцы.

Торцевые.
Используются для обработки деталей имеющих плоскую поверхность. Как правило, такие фрезы делают из высокопрочных материалов и отличаются они высокой производительностью. Ключевая особенность такого инструмента – большое количество зубьев, и как следствие равномерность обработки даже самого твердого металла.
Червячные.
Пожалуй, самая специфическая оснастка из всех существующих. Заготовки обрабатываются методом обкатки. Производятся следующие виды червячных фрез:
- Левые.
- Правые.
- Одно или много заходные.
- Сборные или цельные.
- С шлифованными зубьями.
Все вышеупомянутые виды оснастки используются для создания сложных и многоступенчатых деталей.

Концевые.
Если необходимо обработать уступ или паз, то концевой инструмент придется как нельзя кстати. Различают концевые фрезы с крупными (начальная обработка) и мелкими зубцами (конечная обработка).

Обдирочные.
Созданы специально для того, чтобы изящно обрабатывать заготовки, полученные с помощью литья или ручной ковки.
Обрезные.
Как видно из названия, данный вид фрез используются для обрезки заготовки. Это самая простая оснастка имеет режущую кромку только на верхних гранях зубцов.
Более подробную информацию ищите по ссылке: http://spik24.ru/catalog/frezy/
Выбор фрез для начинающих. Видео.
xn--b1aafeqcbxpcbxdjdebh.xn--p1ai
ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ — Мегаобучалка
Работа 3
ОБРАБОТКА ЗАГОТОВОК НА ШИРОКОУНИВЕРСАЛЬНОМ ФРЕЗЕРНОМ СТАНКЕ
Цель работы: изучить устройство и принцип работы широкоуниверсального фрезерного станка; изучить основные типы фрез; ознакомиться с параметрами режима резания и научиться определять основное время при фрезеровании.
Оборудование рабочего места
1. Широкоуниверсальный фрезерный станок.
2. Набор фрез.
3. Методические указания.
I. УСТРОЙСТВО ШИРОКОУНИВЕРСАЛЬНОГО ФРЕЗЕРНОГО СТАНКА
Фрезерование – один из высокопроизводительных и распространенных методов обработки горизонтальных, вертикальных, наклонных и фасонных поверхностей. Методом фрезерования получают уступы, выемки и пазы различного профиля. Фрезерование осуществляют на фрезерных станках с помощью многолезвийного режущего инструмента – фрезы. Главное движение при фрезеровании – вращение фрезы; движение подачи – поступательное перемещение заготовки или фрезы.
На рис. 5.1 дана схема широкоуниверсального фрезерного станка. Этот станок согласно классификации металлорежущих станков относят к 6 группе, 7 типу (например, станок модели 675). Опорой станка
служит полое основание 1, где размещается резервуар для смазочно-охлаждающей жидкости и насосная станция, состоящая из электродвигателя и центробежного насоса. В основании установлен также электродвигатель главного привода. К основанию станка крепится станина 8 с вертикальными и горизонтальными направляющими. Внутри станины размещены коробка скоростей 9 и коробка подач 10, органы управления
которых вынесены на боковую поверхность станины. В верхней части станины по горизонтальным направляющим, обеспечивая поперечную подачу (Sn), перемещается бабка 6 с горизонтальным шпинделем. К переднему торцу бабки крепят вертикальную головку 5 с вертикальным шпинделем 4. При работе с горизонтальным шпинделем вертикальная головка не устанавливается. Зажим инструмента в шпинделе производится шомполом. Для работы с двухопорными фрезерными оправками на верхних направляющих корпуса бабки крепится хобот 7 с серьгой. Таким образом, фреза, закрепленная в шпинделе станка, выполняет вращательное главное движение (V) и может выполнять поступательное движение поперечной подачи (Sn).
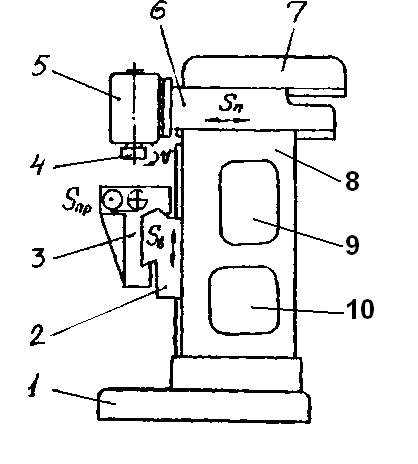
Рис. 3.1. Схема широкоуниверсального фрезерного станка
На вертикальных направляющих станины установлен суппорт 2 с горизонтальными направляющими, на которых смонтирован стол 3 для крепления заготовки. В суппорте размещены механизмы, обеспечивающие поступательное перемещение суппорта в вертикальном и стола в горизонтальном (продольном) направлениях. Таким образом, заготовка, установленная на столе, может получать подачу в двух направлениях: в вертикальном (Sb) и в продольном ( Sпр).
ОСНОВНЫЕ ТИПЫ ФРЕЗ И ИХ ПРИМЕНЕНИЕ
Фреза представляет собой режущий инструмент в виде тела вращения, на образующей поверхности или на торце которого расположены режущие зубья.
Весьма широкий диапазон фрезерных работ обуславливает многообразие режущего инструмента, применяемого на фрезерных станках.
Фрезы различают по следующим признакам:
– конструкции зубьев – цельные и вставные;
– направлению зубьев – прямые и винтовые;
– профилю зубьев – остроконечные и затылованные;
– конструкции – цельные и насадные;
– форме и назначению – цилиндрические, торцовые, дисковые, про- резные и отрезные, концевые, угловые, фасонные, резьбовые.
На рис. 3.2 схематично показаны основные типы фрез.
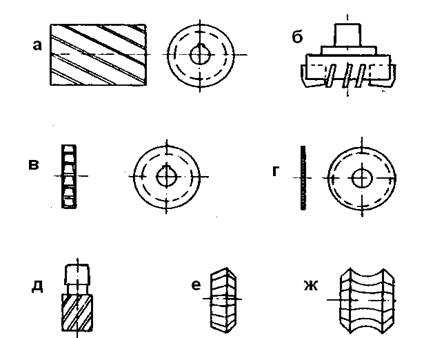
Рис. 3.2. Основные типы фрез
Цилиндрические фрезы (рис.3.2,а) применяют для обработки открытых плоскостей. Их изготавливают с левыми и правыми винтовыми канавками.
Торцовые фрезы (рис.3.2,б) имеют зубья на торцовой и цилиндрической поверхностях. Эти фрезы применяют для обработки открытых плоскостей. Изготавливают их обычно со вставными зубьями, закрепленными в массивном корпусе.
Дисковые фрезы (рис.3,2,в) применяют для обработки уступов, пазов, лысок. Дисковые фрезы могут быть одно-, двух- или трехсторонними. Трехсторонняя дисковая фреза имеет режущие кромки на двух торцах и цилиндрической поверхности. Двухсторонняя дисковая фреза – на одном торце и цилиндрической части. У односторонней дисковой фрезы режущие кромки имеются только на цилиндрической части.
Прорезные и отрезные фрезы (рис.3.2,г) применяют для выполнения узких пазов и отрезки заготовок. Эти фрезы имеют режущие кромки на цилиндрической поверхности,
Концевые фрезы (рис.3.2,д) имеют режущие кромки на цилиндрической и торцовой поверхностях. Концевые фрезы применяют для обработки плоскостей, уступов, пазов, криволинейных контуров.
Угловые фрезы (рис.3.2,е) применяют для обработки поверхностей, расположенных под углом друг к другу.
Фасонные фрезы (рис.3.2,ж) применяют для обработки фасонных поверхностей; профиль фасонной фрезы должен соответствовать профилю обработанной поверхности.
Фрезерование цилиндрическими и дисковыми фрезами может производиться двумя методами. Если направление вращения фрезы и перемещения заготовки не совпадают (рис.3.3,а), нагрузка на зуб увеличивается постепенно, т.к. толщина среза изменяется от нуля при входе зуба в обрабатываемый металл до максимума при выходе зуба из металла. Такой метод фрезерования называется встречным фрезерованием. Зуб работает из-под корки, подламывает и выбрасывает ее из зоны резания, что очень важно при обработке деталей, имеющих литейную корку, наклеп или окалину. Недостаток встречного фрезерования состоит в том, что усилие резания Р , направленное вверх, стремится оторвать деталь от стола, что при больших сечениях среза приводит к вибрации и ухудшению шероховатости обработанной поверхности.
Рис. 3.3. Методы фрезерования
Если направление вращения фрезы и перемещения заготовки совпадают (рис. 3.3,б), зуб сразу подвергается максимальной нагрузке. Усилие резания Р прижимает заготовку к столу.
Такой метод фрезерования называется попутным фрезерованием. Если на поверхности обрабатываемой заготовки имеется корка упрочненного металла, то это может привести к резкому снижению стойкости фрезы. Но при отсутствии корки, этот метод фрезерования обеспечивает большую стойкость фрезы, малую шероховатость обработанной поверхности и меньший расход энергии.
Таким образом, при черновой обработке, когда снимается большой объем металла, а на поверхности заготовки возможна корка упрочненного металла, целесообразно применять встречное фрезерование, а при чистовой обработке – попутное.
megaobuchalka.ru