Напильники по металлу: виды, размеры, ГОСТ, насечки
Несмотря на обилие электрического инструмента, который пришел на смену ручному, существуют такие виды, которые не подверглись каким-либо серьезным изменениям за многие сотни лет эксплуатации и до сих пор с их помощью производят множество технологических операций. Один из таких инструментов – это напильник.
Количество их видов с трудом поддаются подсчету, и тем более сложно сосчитать количество операций, которые можно выполнять с его помощью.
Виды напильниковЧто такое напильник и для чего предназначен
Инструмент, который предназначенный для снятия слоя металла с заготовки, называют напильником. Он представляет собой металлическую полосу, на которую нанесена так называемая насечка. Она представляет собой режущие зубья, выполненные по определенным правилам, описанным в ГОСТ 1465-80.
Для управления им используют ручку, насаживаемую на специально сформированный хвостовик. Для изготовления применяют несколько марок сталей.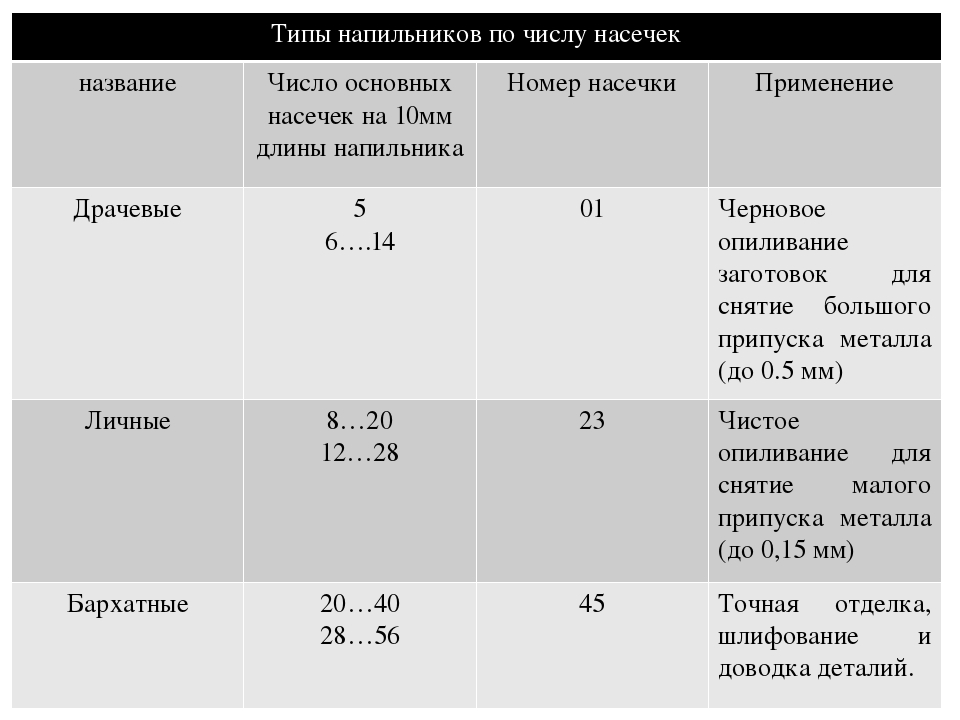 Как правило, это сталь, содержащая 1,1 – 1,25% углерода. Марка стали может быть ШХ15 или У10А, последняя сталь относится к нелегированным улучшенным.
Как правило, это сталь, содержащая 1,1 – 1,25% углерода. Марка стали может быть ШХ15 или У10А, последняя сталь относится к нелегированным улучшенным.
Одно из главных требований, предъявляемых к нему – это высокая твердость. Именно поэтому после проведения термической обработки его не подвергают отпуску. В рабочем состоянии поверхность имеет твердость 54-58 HRC.
Ручка, с помощью которой выполняется управление, может быть деревянной, пластмассовой, металлической.
Набор напильников с деревянными ручками
Их производят разной формы, длины и с разными параметрами режущих зубов.
Надо отметить, что обилие этого изделия позволяет выполнять множество видов работ, в частности с его помощью можно удалять загрязнения разного вида, выполнять шлифование плоскостей заготовок, удалять облой, литники. С применением этих изделий специальных форм можно выполнять заточку пильных цепей, обработку зубчатого зацепления.
Надо отметить, что его можно встретить практически в любом доме, гараже и конечно на производстве.
Классификация напильников по форме сечения
Детали, которые обрабатывают с его помощью, могут иметь разную форму. Это могут быть листы, профиль и пр. Именно поэтому для производительной работы производители выпускают изделия разной формы и геометрических размеров. Один из вариантов классификации – по форме сечения. Предприятия изготовители выпускают на рынок изделия со следующих видов:
- плоские;
- квадратные;
- круглые;
- трехгранные;
- специальные;
- овальные и некоторые другие.
Кроме того, что изделия различают по форме сечения, они имеют разную длину и форму. Минимальная длина составляет 50, максимальная 500 мм. Кстати, измеряется только та часть, на которую нанесены рабочие зубья.
Существует некоторая зависимость между длиной рабочей части и размером зубьев. Чем длиннее инструмент, тем крупнее размер режущего зуба. Крупный применяют тогда, когда возникает необходимость снять большое количество металла. Но, после обработки материала инструментом с большими зубьями поверхность получается грубая, в царапинах, а о точности обработки говорить не приходится. В том случае, когда необходимо получить более качественную поверхность, то используют изделия с мелким зубом, например бархатный.
В том случае, когда необходимо получить более качественную поверхность, то используют изделия с мелким зубом, например бархатный.
Напильник круглый бархатный
То есть обработка проводиться как минимум в два этапа с использованием разных видов напильников. На первом выполняют грубую обработку, а доведение поверхности детали выполняют доведением заготовки до требуемых параметров.
Особенности напильника
Ручные изделия этого вида, можно разделить на такие категории:
- Слесарные – можно сказать, что это инструмент широкого профиля. Его можно встретить практически на любом предприятии, мастерской, домашнем хозяйстве.
- Надфили – это изделия, имеющие небольшой размер и предназначены для обработки мелких деталей. Их широко используют граверы, ювелиры, лекальщики. Кроме того, надфили бывают, незаменимы при обработке в труднодоступных местах.
- Заточные – их применяют для заточки пильных цепей, ножовок и пр.
- Рашпили – это изделия с самым крупным зубом и их применяют для работы с неметаллическими материалами, то есть в тех случаях, когда обычный не подходит для решения поставленных производственных или бытовых задач.


Напильник слесарный квадратный
Как уже отмечалось, на рабочую поверхность наносят рабочие зубья. Она может быть одинарной или двойной. Для обработки мягких материалов применяют инструмент с дуговой насечкой.
На поверхности рашпиля изготавливают точечные зубья.
Виды насечек
Существует вариант классификации по видам нанесенной насечки. Об одинарном и двойном исполнении уже было немного сказано.
Между тем существует два вида двойной насечки. Первую называют перекрестной. Это, по сути, комбинация одинарной и второй, мелкой (вспомогательной), она выполняется под углом к базовой. В точках пересечения канавок происходит слом образовавшейся стружки. Этот вид чаще всего применяют при производстве слесарных напильников.
Второй вариант двойной насечки носит название Oberg. Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Вспомогательные канавки проходят реже. По сути, этот вариант, можно назвать промежуточным между одинарной и двойной насечками по качеству обработки детали.
Нумерация насечек
Применение определяют, учитывая видом, размером и конфигурацией нанесенных зубьев. Для получения рабочей поверхности применяют различные технологии:
- накат;
- фрезерование;
- нарезка и многие другие.
Многие производители, в целях повышения производительности труда, применяют специализированное оборудование, позволяющее не только ускорить выпуск этой продукции и расширить количество ее видов, но и поддерживать ее качество на надлежащем уровне.
От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.
Насечка №2
К самому крупному виду относят зубья с №0 и №1.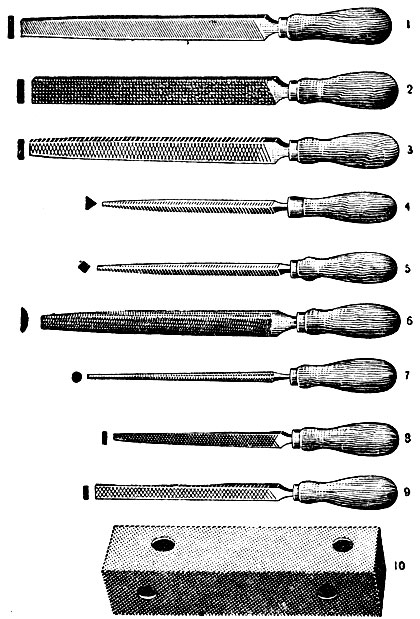 Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Геометрические параметры насечки
В соответствии с требованиями ГОСТ 1465-80, изложенными в п. 2.1. на поверхности инструмента насечка наносится под углом 65 градусов относительно оси.
Кроме этого оговорено и то, по какой технологии должна она быть выполнена. Например, круглые напильники могут быть выполнены либо с помощью насечки или нарезки. Все остальные виды должны быть выполнены с помощью насечки.
Все остальные виды должны быть выполнены с помощью насечки.
Типы напильников
Существует множество способов классификации видов напильников. Их можно разделить по форме сечения, геометрическим размерам, размерам режущего зуба.
Нередко этот инструмент часто разделяют на следующие виды:
- напильники с крупной и мелкой насечкой;
- драчевые и пр.
Форма напильников
Многовековой опыт применения этого режущего инструмента привел к тому, что производители освоили выпуск этого изделия разного вида. Например, плоского профиля, могут иметь два вида концовки – прямой и острый.
Внешний вид напильника
На сегодня применяется большое количество этого инструмента разной формы. Его можно классифицировать не только по форме сечения, но и форме самого бруска.
Применение напильников различной формы
Действительно, форма бруска во многом определяет сферу применения. То есть, плоские, применяют для обработки плоских поверхностей, расположенных внутри или снаружи детали. Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.
Квадратные применяют для разработки отверстий разной формы. Трехгранный нашел свое применение при обработке пазов и других деталей. Кроме того его используют для заточки пил и другого инструмента.
Заточка пильной цепи напильником
Полукруглые, которые могут иметь прямоугольную или остроносую форму предназначены для работы с выпуклыми или вогнутыми поверхностями.
Круглые, используют для работы с круглыми или овальными отверстиями. Для обработки зубчатых колес применяют напильники ромбической формы.
Такое обилие этого инструмента (форма, размеры и пр.) может привести в замешательство. И многие искренне полагают то, что в домашней мастерской надо держать максимально большое количество напильников. Но, это не более чем заблуждение. На самом деле, большую часть работ по обработке поверхностей можно выполнить с применением инструмента следующих форм – прямого, круглого и треугольного.
Набор напильников
Кстати, срок эксплуатации зависит от материала, параметров термической обработки и размера насечки.
Размер зубьев
Кроме размера зуба, изделия этого класса отличаются друг от друга плотностью нарезки.
Для грубой обработки поверхности применяют изделия с крупной насечкой. Ее называют №1, на один сантиметр приходится от 5 до 15 зубцов. Его использование позволяет за один проход снять довольно толстый слой материала, особенно с мягких материалов, напильники этого вида называю драчевыми.
У напильников №2 на один сантиметр поверхности приходится от 14 до 25 канавок. Пожалуй, это самый популярный вид этого инструмента. На самом деле – этот напильник чаще всего применяют на практике.
Напильник с двойной насечкой
Действительно, с его помощью можно обрабатывать практически любые материалы. Но, существует одна тонкость, при работе с мягкими металлами или с древесиной, через довольно короткое время насечка будет забита отходами обработки. Именно поэтому необходимо очищать рабочую поверхность с помощью металлической щетки.
Изделия с насечкой от 26 до 80 канавок на 1 сантиметр применяют при окончательной обработке поверхности.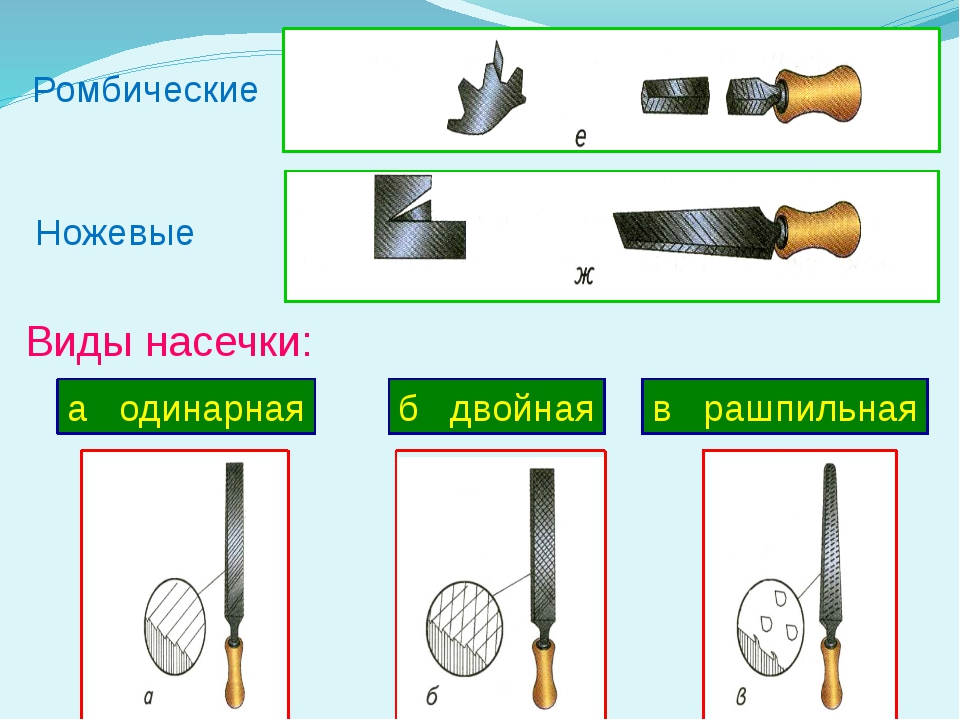 После правильной обработки, на поверхности, практически не остается следов.
После правильной обработки, на поверхности, практически не остается следов.
Твердость напильника благо или недостаток
Многие считают, что чем выше твердость стали, тем инструмент лучше. Отчасти это утверждение имеет право на существование, но оно ни каким образом не относится к напильникам по металлу.
Высокая твердость приводит к повышенной хрупкости инструмента. Те, кто часто применяют их в работе, могут подтвердить то, что этот инструмент может разрушиться при его падении на бетонный пол.
Заточка режущего инструмента при помощи напильника
К группе режущих инструментов относят резцы, фрезы, топоры, пилы и многие другие. Режим эксплуатации, материал из которого произведен режущий инструмент, определяют периодичность его заточки. Эта операция выполняется за два захода. Первая – это собственно сама заточка, вторая – это доведение режущей кромки до необходимых требований. То есть, она должна быть приведена в рабочее состояние. На режущей кромке должен быть заточен определенный угол, она должна иметь определенную форму. Эти параметры определяет материал детали.
Первая – это собственно сама заточка, вторая – это доведение режущей кромки до необходимых требований. То есть, она должна быть приведена в рабочее состояние. На режущей кромке должен быть заточен определенный угол, она должна иметь определенную форму. Эти параметры определяет материал детали.
Заточка лопаты напильником
В процессе доводки, с режущей кромки, происходит удаление заусенцев, образовавшиеся в процессе первичной заточки.
Для финишной обработки режущего инструмента применяют изделия с мелкой насечкой. Это могут быть надфили, бруски и другие абразивные материалы. Финишные операции могут выполняться как на специальном оборудовании, так и вручную.
Какую насечку выбрать
При выборе любого инструмента, в первую очередь необходимо понять какие цели должны быть достигнуты при обработке детали. Напильники чаще всего применяют для снятия слоя материала. Бесспорно, если речь идет о снятии материала в пределах 0,1 мм, то имеет смысл использовать напильники с насечкой №0 или №1.
Напильник с насечкой №3 по металлу
Для выполнения более тонких работ, например, подготовки поверхности под нанесение покрытия, можно использовать инструмент с насечкой №2 – №4.
Для выполнения работ связанных с заправкой режущей кромки, шлифовки поверхности и других, особо точных работ применяют так называемые бархатные инструменты.
Как сделать ручку напильника
Те, кто часто использует напильник в работе, рано или поздно сталкиваются с тем, что его ручка приходит в негодность и поэтому встает вопрос его замены. Бесспорно, можно пойти в хозяйственный магазин и купить готовую деталь. Но это не всегда лучшее решение. Как правило, там продают рукояти, выполненные из пластмассы или непонятных сортов древесины. Именно поэтому многие предпочитают изготавливать ручки своими руками.
Выбор материала
Практика показывает то, что для ручки оптимальным материалом можно считать такие материалы как – орех, клен. Это довольно прочные материалы, ко всему прочему они обладают привлекательной фактурой.
Ручка орех
Но кроме материала для самой ручки потребуется подобрать клей. Для соединения составных частей инструмента целесообразно использовать клеящие составы на основании эпоксидной смолы.
Как ее сделать
Для изготовления ручки можно воспользоваться токарным станком. Если такой возможности нет, то можно вспомнить детство и выточить его с помощью ножа.
При изготовлении ручки имеет смысл выдерживать следующие размеры:
- диаметр рабочей части 25 – 30 мм;
- длина рабочей части 120 – 150 мм;
Глубина отверстия для закрепления хвостовика инструмента должна быть чуть длиннее, чем сам хвостовик.
Заключительной операцией при изготовлении ручки для напильника – это обработка ее поверхности с помощью абразивной шкурки. Это необходимо для того, что бы на ее поверхности рукоятки не осталось заусенцев, могущих впиться в руку рабочего.
Нормативная база – некоторые особенности
На территории нашей страны принят ГОСТ 1465-80. В этом документе определены нормативные требования к этому изделию. В частности, в нем определены формы производимых изделий. Кроме того, в отдельном разделе отнормированы требования по твердости поверхности.
ГОСТ регламентирует и порядок упаковки готового изделия. Так, каждый готовый инструмент должен быть отдельно упакован. Немаловажную роль играет и вид маркировки. На потребительской таре должно быть нанесена информация о твердости готовой продукции.
Скачать ГОСТ 1465-80
Напильники должны проходить испытания один раз в три года. Для этого необходимо использовать станок вида ТФ18-6 или его аналог.
Для испытания напильников на сцепляемость необходимо использовать бруски, выполненные из стали У8, твердость поверхности 150 – 187 по НВ.
При проведении испытаний напильник должен совершить порядка 10 000 рабочих ходов, то есть порядка 50 – 55 за одну минуту.
В приложениях ГОСТ, приведены таблицы, на основании которых делается вывод о пригодности партии инструмента к эксплуатации.
виды и размеры, марки стали и геометрия
Что такое напильник по металлу. Особенности производства режущего инструмента. Описание и область применения напильника, его формы и типы. Виды насечек и их классификация. Как выбрать напильник для обработки металлических изделий.
Несмотря на то что большинство производственных процессов выполняются посредством автоматизированных систем и электроприборов, некоторые виды работ до сих пор нуждаются в человеческих руках и эффективном инструменте. Напильник по металлу – это режущее приспособление из очень твердой стали для обработки изделий из соответствующего материала. Отталкиваясь от вида выполняемых работ и структуры материала, могут понадобиться напильники по металлу разных видов и форм, и мастеру необходимо уметь правильно выбрать инструмент.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства.
Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
Формы напильников
Геометрическая форма напильника по металлу определяет область его применения в сфере производства и обработки изделий:
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.

На практике чаще всего используются круглые, трехгранные и плоские напильники, так как некоторые из них могут выполнять функции других форм инструмента.
Типы напильников
Тип инструмента по обработке металла определяется исходя из его прямого предназначения:
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
 Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.Разновидности насечек и их геометрия
Чтобы качественно выполнить работу резчиком по металлу, необходимо определить требуемый вид насечки. Строение и размер зубьев также имеют большое значение при выборе инструмента.
Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.

Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Насечка с одним концом призвана убирать излишки металла, которые по размеру равны ее зубьям. Именно поэтому такой вид инструмента походит для отточки более податливых материалов: дерево, пластмасса и более мягкие виды металла.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Чем меньшее количество насечек находится на теле стального бруса, тем крупнее будут зубья.
Нумерация насечек и виды работ
По размеру зубьев насечки делятся на 5 классов:
| № класса | Слой снимаемого материала | Характеристика |
|---|---|---|
| 0-1 | От 0,05 до 0,1 мм | Самый крупный вид насечек неудобен тем, что при обработке металлических вероятны погрешности от 0,1 до 0,2 мм |
| 2-3 | От 0,02 до 0,06 мм | Самый оптимальный вариант для того, чтобы убрать слой металла, но защищать пазы и отверстия может быть трудно |
| 4-5 | От 0,01 до 0,03 мм | Насечки с зубьями N 4 и 5 используются для финишной отделки деталей и подчинения пазов и отверстий.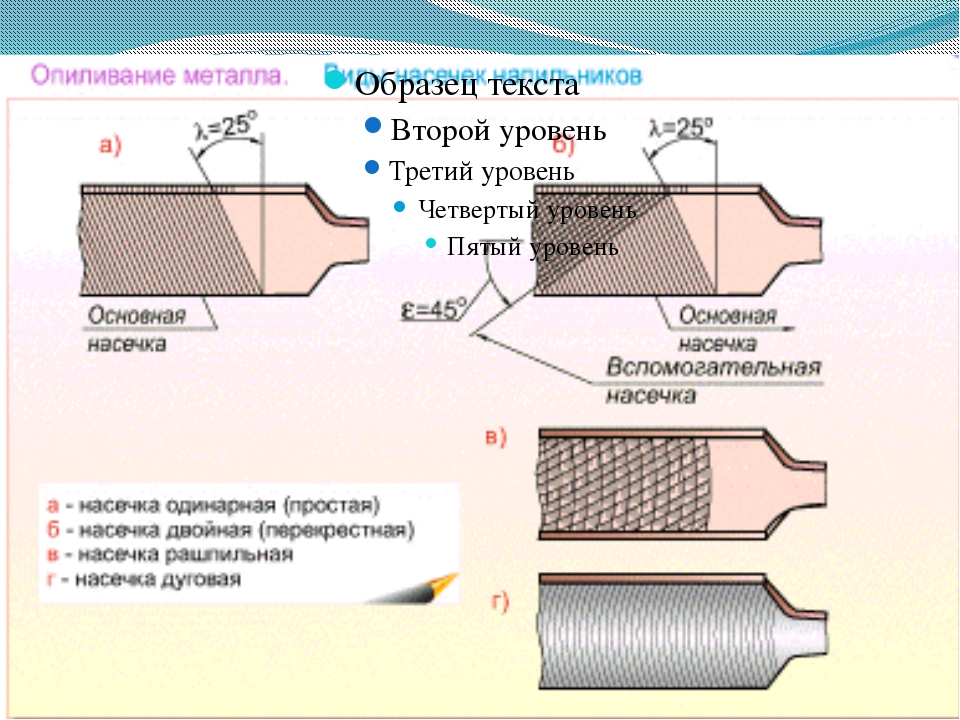 Максимальная погрешность, допустимая при работе – 0,001 – 0,005 мм Максимальная погрешность, допустимая при работе – 0,001 – 0,005 мм |
Помимо классности, геометрия зубьев напильника должна соответствовать ГОСТ 1465-80 пункту 2.1, который требует, чтобы насечка была нанесена под углом 65 градусов относительно стального бруса. Также этот пункт оговаривает особенности технологии изготовления того или иного вида напильников. Таким образом, круглые напильники должны производиться путем насечения или нарезки, в то время как остальные формы напильников производятся только посредством насечения.
Материал напильника
На территории РФ напильники по металлу изготавливаются из следующих групп инструментальной стали:
- Нелегированные марки улучшенной стали с долей углерода от 1 до 1,3% (УЮА-У13А).
- Марки стали с содержанием хрома ШХ15 или 13Х.
Подобное производство напильников практикуется и за границей, а высокое содержание углерода (свыше 1%) позволяет добиться высокой твердости насечки.
В разных странах технология изготовления напильников может отличаться в деталях, однако существуют обязательные производственные этапы:
- формообразование;
- формирование образа насечки;
- термообработка.

От качества выполнения образа насечки зависит эффективность дальнейшей работы инструмента, так как нарушение технологических процессов может привести к его быстрому износу.
Термическая обработка очень важна для любого стального инструмента. Необходимо сделать акцент на распределении твердости и мягкости по телу стального бруса. Сверху стальной стержень должен быть максимально твердым и плавно смягчаться в сторону центра. Если поверхность недостаточно твердая, это может привести к быстрому износу зубьев насечки, а недостаточная мягкость в середине тела стального бруса – к разрушению зубьев во время эксплуатации.
У производителей принята условная регламентация твердости поверхностной части напильника по металлу исходя из сферы применения:
- Слесарные: от 64 до 66 HRc.
- Заточные: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Но в любом случае проверить качество инструмента, режущего по металлу, можно только в процессе его применения.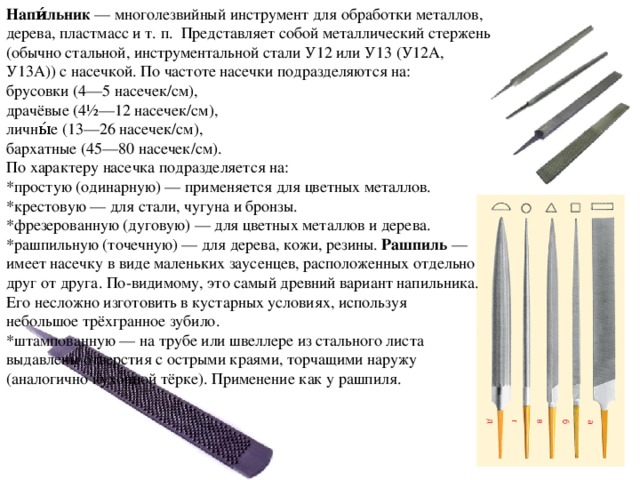
Если вы имеете опыт использования различных форм и типов напильников в профессиональной и повседневной деятельности, можете поделиться им, оставив комментарий под этой статьей.
Напильники по металлу – виды насечек, формы и размеры
Удаление поверхностного слоя с твердых материалов, частичная выборка массы (для обустройства каналов, пазов и так далее) производится различными способами. Если это касается металлов, тем более при работе вручную, то наиболее подходящий инструмент – напильник. Есть несколько разновидностей напильников по металлу, и от правильного выбора конкретного образца зависит и качество, и скорость выполнения проводимой технологической операции.
Классификация напильников
По форме
*Для каждого типа указаны пределы длины (в мм).
Универсальные (идентично – от 100 до 450):
- Плоские.
- Трехгранные.
Специфического применения:
- Ромбические (100 – 350).
- Полукруглые (200 – 350).
- Круглые (100 – 450).
- Квадратные (100 – 450).
- Овальные (100 – 400).
- Линзовые (100 – 350).

По насечкам
Данный признак предполагает более сложное категорирование. Дело в том, что, во-первых, насечки бывают разными – точечными, дуговыми, перекрестными (двойными) или одинарными. Во-вторых, они могут быть расположены неодинаково (в этом случае говорят об их шаге). А от этого напрямую зависит общее количество режущих кромок по всей длине рабочей части инструмента («плотность» насечек).
- Драчевые (№№ 0 и 1) – служат для грубой обработки, и чаще используются при работе с древесиной. Хотя применяются и для удаления с металлов ржавчины, если толщина ее слоя значительная.
- Личные, полуличные (№№ 2 и 3) – наиболее используемый в быту инструмент, дающий возможность качественного удаления верхнего слоя любого металла.
- Бархатные (№№ 4 и 5) – для финишной (чистовой) обработки заготовок.

На заметку!
- Для работы с мягкими металлами лучше использовать инструмент с одинарной насечкой. При обработке стали или твердых сплавов – с двойной.
- Рашпиль – напильник с крупной точечной насечкой. Служит для обработки как мягких металлов, так и пластмасс, резины и иных материалов.
По форме кончика
- Остроносые.
- Тупоконечные.
Что учесть
- Мелкие насечки повышают точность обработки детали, но увеличивают ее время.
- Размер зерна зависит от длины напильника. Чем она больше, тем крупнее насечки. Даже если инструмент продается и под одним номером, визуально разница в зернах будет заметна.
- Напильники алмазные (с напылением) стоят дорого (раза в 3,5 больше традиционных аналогов). Их приобретать есть смысл только для работы с особо прочными сплавами и металлами, которые обычный инструмент не «берет».
- Надфили не классифицируются по номерам, только по конфигурации поперечного сечения и используются для проведения мелких, специфических операций.
Советы по выбору напильников
- Специалисты-практики рекомендуют приобретать напильники отечественного изготовления. При высоком качестве стали они характеризуются приемлемой стоимостью, в отличие от импортных изделий.
- В доме желательно иметь несколько типов напильников, разных номеров и профиля. Работать одним и тем же в различных ситуациях и малоэффективно, и долго.
Существуют различные виды напильников по металлу и по дереву, выбери правильный.
Среди отечественных мастеров слесарного дела бытует мнение, что для изготовления любой металлической детали достаточно придать ей приблизительные очертания – остальное можно доработать напильником. Вместе с молотком и пассатижами, этот ручной инструмент входит в тройку самых популярных помощников любого «самоделкина».
С их помощью можно выполнять самые разные работы по металлу и другим материалам:
- Удаление загрязнений, коррозии и различных покрытий;
- Шлифовка поверхностей, от черновой до финишной
- Придание необходимой формы изделию;
- Удаление заусенцев, облоя;
- Зачистка контактов, подготовка к покраске;
- Заточка режущего и пилящего инструмента.
Принцип работы очень простой. С помощью насечек на поверхности (зубьев), снимается небольшой слой обрабатываемого материала. Глубина обработки регулируется усилием нажатия, количеством движений и скоростью.
Промышленность выпускает бесчисленное множество напильников и надфилей, предназначенных для самых разных работ и материалов, мы поможем разобраться в типах инструмента.
Виды напильников и их назначение
Как и в любом другом инструменте – есть различия по исполнению, материалу и применению.
Размер зубьев
Самая распространенная классификация напильников – по плотности нарезки зубьев.
№1 – крупная насечка от 5 до 13 зубцов на 1 см.
Инструмент предназначен для грубой, черновой обработки. При достаточной мягкости материала – можно уверенно стесать толстый слой за несколько проходов. С заготовками из твердых сплавов работать сложно. Серия называется «драчевые напильники».
№2 – средняя насечка от 14до 25 зубцов на 1 см.
Самый распространенный и наиболее универсальный вид инструмента. При классической обработке – этот напильник используют после драчевого, для сглаживания поверхности. В реальности – чаще всего работы выполняются только этим номером.
Можно шлифовать любой материал. Мягкий металл или дерево быстро забивает поры между насечкой, требуется очистка металлической щеткой. Серия называется «личные напильники».
№3 — №6 – мелкая насечка от 26 до 80 зубцов на 1 см.
Предназначен исключительно для финишной обработки. При работе с мягким материалом моментально забивается стружкой, удалить которую трудно. Используется, в том числе для ювелирных работ. Отшлифованные поверхности практически не имеют следов обработки.
Виды насечек напильника
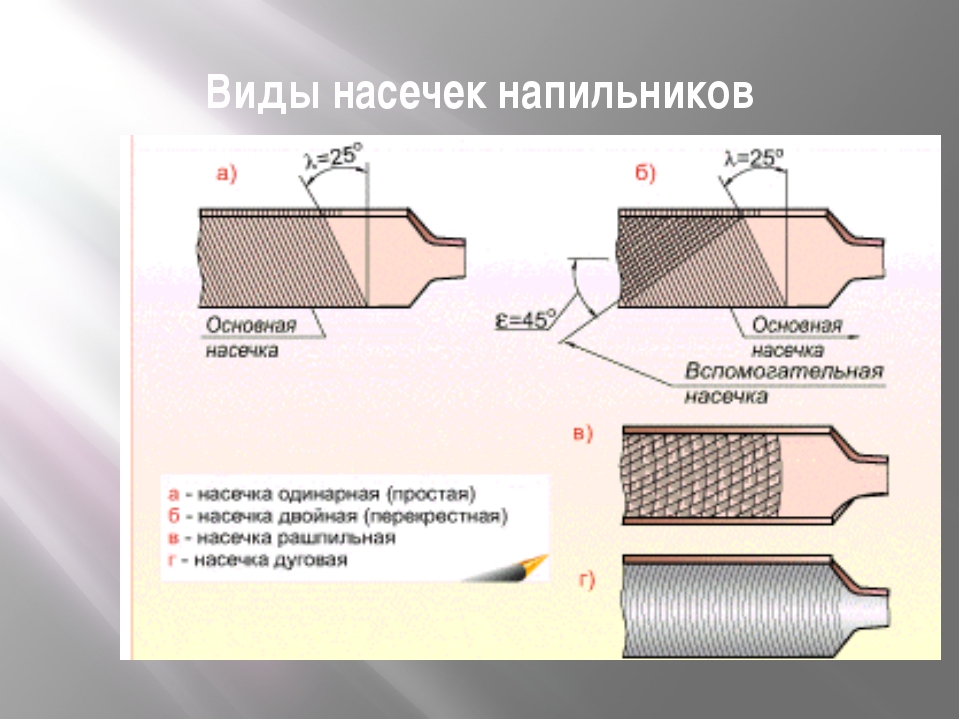
Для разных видов материала применяются специальные формы насечки. Наиболее распространенными являются штампованные зубцы.
Одинарная насечка (простая).
Применяется для обработки изделий из цветных металлов. Мягкий материал не сильно забивает поверхность инструмента, если это произошло – одинарная насечка легко чистится металлической щеткой.
Двойная насечка (перекрестная).
Используется для нелегированной стали, чугуна, твердых сплавов цветных металлов – например, бронзы. Относиться к числу универсальных.
Точечная нарезка (рашпильная).
Такими инструментами эффективно обрабатывается кожа, резина и дерево. Мягкие металлы стачиваются разве что для получения опилок.
Дуговая штампованная насечка.
Применяется для работ по дереву. Можно использовать для финишной обработки кожи.
Специализированные рабочие слои:
Алмазное покрытие.
Применяется для обработки закаленной стали, легированных сплавов, стекла и керамики. На гладкую поверхность инструмента при помощи напайки или склеивания наносится алмазная крошка требуемой фракции.
Рифели.
Надфили изготавливаются из специального магнитного сплава. Предназначены для прецизионной обработки ювелирных изделий – камней и металлов. Поверхность может быть выполнена в виде напыления
либо иметь сложную (так называемую швейцарскую) насечку.
Классификация напильников по форме сечения
Главный критерий при выборе инструмента – его форма.
Все виды напильников рассмотреть невозможно, поэтому остановимся на самых распространенных.
Имея в мастерской набор из 5-6 форм-факторов – вы сможете обработать любую деталь как снаружи, так и ее внутренние полости с отверстиями.
- №№ 1,2 – Плоский и плоский остроносый профиль. Таким инструментом обрабатывают плоские поверхности заготовок. Можно обтачивать как наружные, так и внутренние стороны. При определенном уровне квалификации, мастера обрабатывают выпуклые полукруглые наружные поверхности;
- № 3 – Квадрат. Обработка и увеличение размеров прямоугольных и квадратных отверстий. Позволяет формировать внутренние прямые углы. Сгодится и для плоских наружных поверхностей;
- №№ 4,5 – Трехгранные и трехгранные остроносые. Обработка внутренних острых углов в отверстиях, расточка углов в пазах. Работать можно на внутренних и наружных поверхностях заготовки;
- № 6 – Круглые. Как правило, имеют не бочкообразную форму, а некоторое уменьшение диаметра от основания к носику. Предназначены для обработки круглых и полукруглых отверстий в заготовках. Также можно растачивать полукруглые углубления небольшого радиуса;
- № 7 – Полукруглые. Имеют две рабочие поверхности. Плоская сторона работает по номеру 1, полукруглой обрабатывают отверстия большого диаметра и углубления большого радиуса. Сходящимися кромками можно ровнять острые углы;
- № 8 – Ромб. Напильник узкой специализации, предназначенный для обработки зубчатых заготовок. Имеет две кромки – для острых и тупых углов;
- № 9 – Ножовочный профиль. Предназначен для обработки углов, изготовления канавок, насечек или плоскостей в отверстиях треугольной или квадратной формы.
Твердость напильника – благо, или недостаток?
Казалось бы, чем тверже сталь – тем лучше качество инструмента. Это правило не работает для напильников. Из какой инструментальной стали делают напильники – зависит от их назначения.
Согласно ГОСТ России – для изготовления этого инструмента используются две разновидности стали (речь идет о напильниках и надфилях с насечкой):
- Легированная сталь с высоким содержанием хрома ШХ-15, 13Х;
- Высокоуглеродистая сталь У10А или У13А.
Заточка режущего инструмента при помощи напильника
Ножи, пилы и топоры можно точить и править не только наждаком или оселком. Есть инструмент, который всегда под рукой. Какие бывают напильники для заточки – рассмотрим на примере механической цепной пилы.
Как правильно точить цепь бензопилы напильником
Прежде всего, разберемся в принципе работы зуба бензопилы.
Режущая поверхность одна, но заточка производится под углом. К тому же ограничитель глубины пропила должен иметь свою высоту. Поэтому для заточки применяется специальная насадка в виде лучковой пилы:
Однако такое приспособление стоит достаточно дорого, а изготавливать его самостоятельно, нет смысла. Не так часто мы производим заточку.
Если у вас твердая рука – можно заточить зубцы просто голым напильником. Главное – правильно выдержать угол и радиус закругления.
И все же для надежности следует изготовить или приобрести элементарный шаблон, который позволит выдерживать угол и глубину. А горизонталь напильника вы будете контролировать самостоятельно.
А если ваш напильник затупился, то восстановить его поможет концентрированный раствор лимонной кислоты, уксусная кислота или, как в этом видео ролике, хлорированное железо.
About sposport
View all posts by sposport
Загрузка…Классификация типов напильников
Большое разнообразие форм и размеров насечек напильников привело к тому, что неспециалисту разобраться в том, для каких целей нужно использовать тот или другой инструмент, стало очень сложно. Чтобы улучшить ситуацию, была разработана классификация напильников. Эта классификация, понемногу видоизменяясь и пополняясь новыми типами инструмента, действует и поныне.
Схема устройства напильника.
Внешний вид напильника
Даже в век космических технологий большинство работ по металлу или по дереву не может обойтись без напильника. Несмотря на очень почтенный возраст инструмента, его предназначение остается прежним – методом послойного стачивания поверхности детали сформировать ей нужные размер и форму.
Отечественные напильники производят из двух групп высококачественных инструментальных сталей – легированной хромистой стали марок ШХ15 и 13Х или нелегированной улучшенной стали марок У10А – У13А.
Напильник относят к режущим инструментам. По внешнему виду напильник – это брусок из особой марки стали, поверхность которого иссечена по особому шаблону. Большинство напильников имеет прямоугольное, треугольное или круглое сечение бруска, хотя возможны и другие варианты.
На суженном конусообразном хвостовике напильника закреплена деревянная или пластмассовая ручка. Она служит исключительно для удобства работающего с инструментом, и на качество самого инструмента никакого влияния не имеет. Поэтому выбрасывать инструмент со слетевший ручкой глупо, ее легко можно заменить на другую.
Читайте также:
Как использовать строительный степлер.
Нюансы сверления отверстий в бетоне.
О регуляторе оборотов читайте здесь.
Вернуться к оглавлению
Нумерация насечек
Таблица нумерации насечек.
Использование напильников во многом определяется видом нанесенной насечки и конфигурацией ее зубьев. Для нанесения зубьев может быть использован метод насекания, фрезерования, нарезания, протягивания и точения. Наиболее распространены сегодня напильники с насеченными на специальных станках зубьями.
В подавляющем большинстве насечка напильников бывает одинарной или двойной. Одинарная насечка позволяет снимать опилки, равные величине зубьев. Работать таким инструментом очень тяжело, поэтому в основном его используют для обработки мягких металлов, пластмассы и дерева.
Двойная (перекрестная) насечка получается путем комбинации основной, более глубокой, и вспомогательной, более мелкой, выполненной под углом к основной. Пересекающиеся насечки перемалывают образующуюся во время работы стружку. Используют такую насечку для обработки твердых металлов и сплавов.
От размера насечек на 1 см длины бруска зависит величина зубьев напильника – чем меньше насечек, тем крупнее зуб. По размеру зубьев напильники бывают от 0 до 5 номеров (всего их 6), а по форме нанесенных насечек различают насечку одинарную, перекрестную (двойную) и рашпильную.
Самые крупные зубья насечки обозначают №0 и №1. Такими напильниками пользуются тогда, когда нужно быстро снять достаточно большой слой материала (0,05 – 0,10 мм). Главным недостатком инструментов с такой насечкой является низкая точность обработки деталей – она не превышает 0,1 – 0,2 мм.
Схема работы напильником.
Инструмент с зубьями №2 и №3 использует тогда, когда нужно снять слой материала в пределах 0,02 – 0,06 мм. Точность их работы составляет 0,02 – 0,05 мм.
Для чистовой отделки деталей используют инструмент с точностью обработки 0,01 – 0,005 мм, с зубьями насечки №4 и №5 (их в народе называют бархатными).
Ими можно снимать слой материала не больше 0,01 – 0,03 мм.
Вернуться к оглавлению
Типы напильников
По своему предназначению напильники разделяют на несколько больших групп:
- общего назначения;
- специального назначения;
- машинные;
- рашпили;
- надфили.
Напильники общего назначения используются для общеслесарных работ. Насечку для инструментов этой группы выполняют способом насекания, оснащая их двойной (перекрестной) насечкой. Они могут быть различной длины (от 100 до 450 мм), иметь различную форму бруска и практически все номера насечки.
Слесарные напильники для специальных работ используются в основном в промышленных условиях, так как их предназначение – устранять большие припуски при подгонке пазов и разной кривизны поверхностей, их можно использовать для обработки цветных металлов. В зависимости от выполняемых работ они могут быть плоскими, брусовками, пазовыми, двухконцевыми и других форм.
Наиболее многочисленная группа надфилей – их насчитывается целых 11 типов: плоские, круглые, полукруглые, квадратные, трехгранные, овальные, ножовочные и т.д. Отличить надфили можно по небольшой длине бруска (40, 60 или 80 мм) и насечке высшего, 5 класса.
Виды напильников по форме.
Оснащаются надфили большей частью двойной насечкой, хотя ребра плоских надфилей могут иметь и одинарную. Применяют преимущественно для обработки мелких деталей или узких мест, куда обычными слесарными инструментами не добраться.
Рашпили подразделяются на три типа: сапожные, копытные и общего назначения. Их отличительная черта – большая длина (от 250 до 350 мм) и большие зубья насечки – она у рашпилей не бывает меньше №1. Обычно рашпили бывают круглые или полукруглые, а также плоские с тупыми или острыми носами.
Вернуться к оглавлению
Применение напильников различной формы
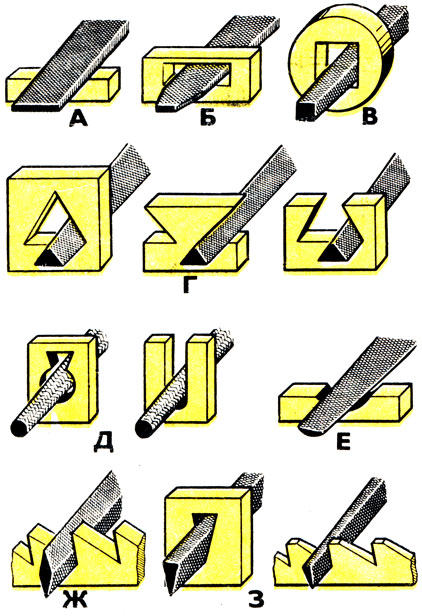
Форма бруска имеет очень важное значение, по ней можно сразу определить сферу применения инструмента. Напильники по способу применения бывают:
- плоские или плоские остроносые, предназначенные для обработки внутренних или наружных плоских поверхностей;
- квадратные, предназначенные для распиливания прямоугольных, квадратных и многоугольных отверстий;
- трехгранные, предназначенные для обработки в пазах, отверстиях и канавках, а также на внешней стороне деталей острых (от 60º) углов;
- полукруглые, предназначены для обработки больших отверстий и вогнутых поверхностей значительного радиуса кривизны;
- круглые, предназначены для обработки небольших круглых или овальных отверстий или небольшого радиуса вогнутых поверхностей;
- ромбические, предназначенные для работы с зубчатыми деталями;
- ножовочные, предназначенные для выборки узких пазов, канавок, для обработки внутренних углов, а также плоскостей в отверстиях квадратной, ромбовидной или прямоугольной формы.
Виды насечек.
Такое разнообразие инструментов одного вида может запутать даже специалиста. Если вы не занимаетесь профессионально работой по металлу или дереву, а пользуетесь напильником от случая к случаю, то вовсе не обязательно приобретать для домашней мастерской инструменты всех размеров и форм. Большинство операций можно выполнить всего тремя разновидностями напильников – плоским, треугольным и круглым, но зато нужно, чтобы эти виды были всех трех основных групп: слесарные общего назначения, надфили и рашпили. Когда они будут в вашей мастерской, то вам по плечу будет любая задача.
В прямой зависимости от марки материала, его термической обработки и качества выполнения насечки находится срок службы инструмента.
Выбирая напильник в строительном магазине, обязательно обратите пристальное внимание на его внешний вид.
Профессионалы советуют выбирать инструмент, имеющий равномерный стальной цвет поверхности, четко видимую насечку без малейших признаков дефектов. Если на поверхности вы обнаружите разводы, следы ржавчины или масляные пятна, то такой инструмент однозначно лучше не брать, долго вы им пользоваться все равно не будете.
Не ошибитесь в выборе! Удачи!
Напильник по металлу: разновидности, технические характеристики
Ручных инструментов для обработки металлических деталей огромное множество. С их помощью можно проводить работы без подключения к сети, доставать до труднодоступных мест. Чтобы зачищать металлические поверхности, используется напильник по металлу.
Работа напильником по металлуЧто такое напильник и для чего предназначен?
Напильник — это универсальный инструмент, который применяют для обработки металлических поверхностей. Конструкция представляет собой брусок, изготовленный из стали особой марки, на котором присутствует множество насечек. На конце рабочей части присутствует хвостовик, с помощью которого она соединяется с деревянной или пластиковой ручкой.
Назначение приспособления:
- стачивание граней заготовки, чтобы довести её до требуемых размеров;
- очистка поверхностей от ржавчины, декоративных покрытий, грязи;
- заточка режущих частей оборудования, оснастки;
- шлифовка деталей.
Принцип работы приспособления для шлифовки металла прост. Мастер передаёт усилие на рабочую часть инструмента. Зубья, расположенные на бруске из металла, цепляются за обрабатываемую поверхность, счищая с неё слой материала.
Напильники изготавливаются согласно ГОСТ 1465–59. Государственными стандартами устанавливается ряд сталей, которые могут использоваться при создании инструмента. К ним относятся ШХ15, 13Х, У10А, У13А.
Технические характеристики инструмента
При выборе напильника необходимо учитывать несколько критериев:
- Размеры инструмента.
- Материал ручки. Удобство её удержания в ладони.
- Сталь, используемую при изготовлении рабочей части.
- Вид насечек, их расположение.
От этих показателей будет зависеть долговечность, эффективность, комфорт при работе.
Классификация напильников
Существуют разные типы напильников. Эти приспособления разделяются по нескольким факторам:
- виду насечек;
- форме приспособления для работы с заготовками;
- предназначению.
О каждой из представленных групп следует поговорить более подробно.
Типы напильников по металлуОсобенности
В понимании людей, не связанных с металлообработкой, приспособление, предназначенное для шлифовки металлических заготовок — это инструмент, состоящий из рабочей прямоугольной части, которая соединена с ручкой. На прямоугольнике из металла находятся зазубрины. Они снимают часть металла при передаче усилий. Однако бывают разные формы рабочей части.
Напильник не может изготавливаться из мягких материалов. Сталь, используемая для них, должна быть тверже обрабатываемых поверхностей.
Виды насечек
Насечки напильника играют прямую роль при работе с разными материалами. Чтобы нанести их на рабочую поверхность инструмента, применяется несколько технологических операций — точение, фрезерование, насекание, протягивание, нарезание.
Разновидности насечек напильника:
- Одинарные — предназначены для работы с мягкими материалами: сплавами цветных металлов, деревом пластиком.
- Двойные — представляют собой дополнительную и основную насечки. Дополнительная прилегает к основной под углом. Такая конструкция позволяет работать с твердыми материалами. Связано это с тем, что две насечки снимают слой материала при этом измельчая появляющуюся стружку.
Инструменты классифицируются по размеру зубьев. Это показатель зависит от того, сколько насечек присутствует на рабочей части. Чем их меньше, тем больше изготавливается зуб. Существует 5 номеров размеров зубьев:
- Номера 0, 1 — применяются для грубой обработки металлических поверхностей. Зубья самые большие, позволяют быстро снимать много материала за малый промежуток времени. Недостаток таких приспособлений — низкая точность обработки.
- Размеры 2,3 — используются, когда нужно очистить слой до 0.06 мм.
- Размеры 4, 5 — применяются для финишной обработки деталей. Снимают малый слой материла, что позволяет проводить точные операции, доводить заготовку до требуемых габаритов.
Желательно иметь все номера, чтобы постепенно обрабатывать рабочую поверхность.
Типы напильников
По предназначению выделяются такие виды напильников:
- Ручной инструмент общего назначения. Используются при проведении слесарных работ. Насечка двойного вида. Размер зубьев выбирается зависимо от требуемого качества обработки.
- Приспособления специального назначения. Применяются на заводах, занимающихся металлообработкой. С их помощью исправляются дефекты, остающиеся после обработки заготовок станками. Выдерживают длительную активную эксплуатацию.
- Надфили — самая распространённая группа, которая состоит из 11 подгрупп моделей разной формы. Имеют насечки пятого номера, малый размер. Надфили используются для точной обработки деталей.
- Рашпили — модели большой длины, с крупными зубьями. Используются при грубой обработке металла.
Выбирать приспособление требуется исходя из его размера, формы, величины зубьев.
Форма напильников
Напильники по металлу классифицируются зависимо от формы. Существуют следующие виды инструментов:
- Плоские — классическая форма приспособлений для обработки металлических поверхностей.
- Трехгранные — с их помощью растачиваются пазы, канавки, отверстия.
- Квадратные — используются при работе с отверстиями сложной формы.
- Полукруглые инструменты — их помощью растачивают отверстия большого диаметра.
- Круглые — используются для расточки овальных круглых отверстий разного диаметра.
- Ромбовидные — обрабатывают зубья деталей, шестерни, оснастку.
Как выбрать инструмент?
Чтобы не ошибиться с выбором, нужно учитывать ряд факторов:
- Сталь, из которой изготавливается рабочая часть. Есть приспособления с алмазным покрытием. С их помощью можно шлифовать твердые сплавы, легированные стали.
- Длину, ширину. Выбираются зависимо от того, какие заготовки нужно обрабатывать.
- Размер зубьев выбирается зависимо от требуемого типа обработки. Модель с крупными зубьями подойдёт для грубой работы, при которой не нужна точность.
- Форму нужно выбирать зависимо от вида деталей, проводимых операций.
Специалисты по металлообработке рекомендуют покупать продукцию российских компаний. Она стоит дешевле импортной, но превосходит её по качеству.
Применение напильников
Разные формы нужно использовать для определённых деталей. Классическая плоская модель применяется, когда нужно отшлифовать ровные поверхности. Трёхгранным обрабатывают пазы, канавки. Работы выполняются под углом. Квадратным — отверстия разной формы. Полукруглыми стачивают бугры, ровняют выемки.
Напильники по металлу считаются универсальным инструментом, которые используется для обработки деталей разной формы. Разнообразие форм, размеров приспособлений, величины зубьев позволяет расширить их область применения.
Все виды напильников по назначению, форме и размерам
Напильники предназначены для ручной и механической обработки деталей и заготовок из металла, пластика, древесины и других материалов. Они используются для послойного опиливания и зачистки поверхностей, заточки режущих кромок, получения канавок и выполнения других операций.
Основным критерием выбора инструмента является назначение, которое определяет тип, форму и виды насечек напильников. При этом учитывают характеристики материалов, размеры и другие особенности обрабатываемых деталей.
Виды напильников по назначению и материалам
Основная группа ручных напильников относится к инструментам общего назначения и применяется для выполнения слесарных работ по металлу. Они выполнены в виде стальных полос с сечением разной формы, с насечками на поверхности и хвостовиком. Длина рабочего полотна может варьироваться от 100 до 450 мм. Для комфортного использования напильники комплектуются рукоятками из дерева, пластика или композитных материалов. В некоторых моделях ее функции выполняет продолжение стального полотна.
Для изготовления напильников используют инструментальную углеродистую сталь У13 или У13А, легированную 13Х и другие марки. Все параметры готовых изделий должны соответствовать требованиям ГОСТ 1465-80.
Среди других типов напильников можно выделить:
- специального назначения;
- надфили;
- рашпили;
- машинные.
Инструменты специального назначения используют для обработки деталей и заготовок из цветных сплавов, изделий из легких сплавов. Заточные модели производятся по ГОСТ 6476-80 и предназначены для затачивания пил по дереву.
Напильник для заточки цепных пил
Для лекальных, ювелирных и граверных работ применяют надфили, у которых длина рабочего полотна может составлять 50, 60 и 80 мм. Они изготавливаются в соответствии с ГОСТ 1513-77 и могут также использоваться для шлифовки труднодоступных поверхностей, опиливания мелких и сложных деталей.
При обработке древесины, мягких металлов, каучука, кости и материалов аналогичной твердости применяют рашпили, типы и параметры которых регламентирует ГОСТ 6876-79. Они производятся из сталей У7, У7А, У8, У8А и других марок. Инструмент для тонких столярных работ выпускают по ISO 234-1:1983 и ISO 234-2:1982.
Рашпили
Для механической обработки используют следующие напильники:
- Стержневые. Они предназначены для станков с возвратно-поступательным движением и в зависимости от размеров могут фиксироваться в патронах или с помощью хвостовиков.
- Вращающиеся. К ним относятся напильники пластинчатые, дисковые и в виде фасонных головок с фрезерованными или насеченными зубьями. Их применяют для зачистки и опиливания поверхностей на специальных станках.
Проверку твердости закаленных металлических заготовок и деталей на рабочих местах и в малодоступных частях изделий проводят с помощью тарированных напильников. Такие инструменты позволяют быстро и недорого определить характеристики материалов и различаются по цветам.
Виды напильников по форме и применению
Детальное применение напильников определяет конфигурация рабочего полотна. Особенности использования в зависимости от формы сечения представлены на рис. 1.
Рисунок 1. Формы сечения напильников
Плоские остроносые и тупоносые инструменты предназначены для обработки наружных и внутренних выпуклых и плоских поверхностей, пропиливания канавок и шлиц.
Трехгранные модели используют для обработки трехгранных отверстия и внутренних углов разной формы, опиливания клиновидных канавок, мелких пазов и послойного срезания материалов.
Для опиливания отверстий квадратной, многоугольной и прямоугольной формы и внутренних углов применяют четырехгранные напильники.
Инструмент с круглым сечением полотна востребован при обработке вогнутых поверхностей и отверстий.
С помощью ножовочных напильников обрабатывают канавки клиновидной формы, внутренние углы и узкие пазы.
Полукруглые модели являются универсальными, поскольку могут использоваться для обработки как плоских, так и вогнутых поверхностей.
Ромбические напильники востребованы при работе с дисками, колесами и шестернями и другими изделиями. Благодаря форме сечения они позволяют качественно обрабатывать заготовки и детали со сложной конфигурацией, снимать заусенцы, и опиливать пазы и углы более 15°.
Варианты напильников по виду и размерам насечек
Точность обработки поверхностей и толщина снимаемого материала зависят от вида насечек. Для их нанесения используют следующие способы:
- протягивание;
- фрезерование;
- нарезание;
- насекание;
- точение.
При изготовлении напильников параметры угла расположения, заострения и резания зубьев должны соответствовать заданным показателям. Различают следующие виды насечек:
- Одинарные. Применяются для производства инструмента специального назначения и обработки мягких металлов.
- Точечные. Используются рашпилей и предназначены для обработки кожи, мягких пород дерева и резины.
- Перекрестные (двойные). Такие насечки сочетают зубья для грубой обработки поверхностей и мелкую вспомогательную насечку для шлифовки.
- Фрезерные дуговые. Обеспечивает высокую производительность и безупречную обработку деталей из дерева и цветных металлов.
Согласно ГОСТ 1465-80 для напильников общего назначения предусмотрено шесть номеров насечек от 0 до 5. Они присваиваются в зависимости от количества зубьев на 10 мм рабочей поверхности и определяют качество обработки и класс инструментов.
Для грубого воздействия применяют драчевые напильники (№№0 и 1) Они обычно востребованы при работе с заготовками из древесины и могут использоваться для удаления значительного слоя ржавчины с металлических поверхностей.
Личные (№№2 и 3) пользуются спросом благодаря качественному удалению верхнего слоя, независимо от типа и характеристик металла. Для финишной отделки деталей и заготовок применяют бархатные напильники (№№5 и 6), которые позволяют получать максимально гладкую поверхность.
Параметры обработки инструментами разных классов приведены в таблице.
Таблица 1.
| Класс инструмента | Припуск на обработку, мм | Точность обработки, мм |
| Драчевые | 0,5-1 | 0,2-0,5 |
| Личные | 0,1-0,3 | 0,02-0,15 |
| Бархатные | 0,025-0,05 | 0,01-0,005 |
Особенности выбора и правила ухода
При покупке напильников помимо технических характеристик и размеров следует обращать внимание на качество изготовления инструмента. Он должен иметь:
- равномерный цвет рабочей поверхности;
- четко выраженную насечку;
- удобную рукоятку эргономичной формы, которая надежно зафиксирована и не скользит.
Чтобы продлить срок службы напильников, нужно соблюдать правила эксплуатации и хранения. Во-первых, нежелательно использовать новый инструмент для работы с деталями и заготовками, покрытыми толстым слоем ржавчины. Перед началом обработки ее следует удалить с помощью шлифовальной машины или металлических щеток. Кроме того, необходимо:
- Правильно выбирать тип и плотность насечек, учитывая твердость материалов и характеристики обрабатываемых деталей.
- Предохранять инструмент от ударов и попадания влаги, наждачной пыли, масел и агрессивных веществ.
- Своевременно очищать от стружки.
- Новый инструмент использовать сначала для обработки мягких металлов, которая обеспечит удаление заусениц без ухудшения режущих свойств.
Типы файловых инструментов и их использование [с изображениями]
Типы файловых инструментовТипы файловых инструментов и их использование [с изображениями]: – Файл называется механическим инструментом, который используется для удаления более мелких частиц. вещества из заготовки. Этот тип инструментов обычно используется в таких работах, как деревообработка, металлообработка и других подобных отраслях.
A) Классификация по формеФайловые инструменты классифицируются по различным типам.Одним из них является классификация по формам:
1. Плоский файл: (Типы файловых инструментов)Плоский файл называется файлом прямоугольного поперечного сечения по форме. Этот инструмент сконструирован несколько иначе, поскольку он сужается как по ширине, так и по толщине файла. Зубья с двойной резкой нарезаются на лицевой стороне, а зубья с простой резкой нарезаются по краям. Эти инструменты используются для уменьшения плоских поверхностей путем опиливания и отделки заготовки.
2. Круглый файл: (Типы файлового инструмента)Как ясно видно из названия, это типы файлов, которые имеют круглое сечение. Этот тип файлов используется для затирания или отделки замочных скважин небольшого диаметра.
3. Полукруглый напильник: (Типы файлового инструмента)Полукруглый напильник – это напильник, который находится сбоку и изогнут с другой стороны. С другой стороны, на нем вырезаются вмятины с двойным вырезом, как круглым напильником, который затем сужается.Эти типы механических инструментов в основном используются для ремонта поврежденного отверстия, а также для восстановления их порядка.
4. Треугольный файл: (Типы файловых инструментов)Название четко отображает форму таких типов файлов. Слоты для файлов находятся под углом 60 градусов. Чтобы завершить работу с V-образными пазами, квадратные и прямоугольные работы в диапазоне от 60 ° до 90 ° в основном выполняются с использованием этого файла. Этот тип файла также известен как трехквадратный файл.
5. Квадратный файл: (Типы файловых инструментов)Эти типы файлов имеют форму квадрата и имеют конусообразную форму. Пазы для опиливания в прямоугольной, квадратной канавке и шпоночной канавке выполняются с использованием этих типов напильников.
6. Ручной файл: (Типы файловых инструментов)Ручной файл очень похож на плоский файл, который в основном используется для хранения внутренней правой стороны задания. Эти типы ручных файлов также известны как файлы Safe Edge.
7. Напильник для ножей: (Типы файловых инструментов)Напильники для ножей используются там, где требуется острый напильник. По форме этот механический инструмент похож на лезвие ножа. Тонкая кромка обычно находится под углом 10 °. Они также используются для заполнения небольших канавок и пазов, которые имеют угол менее 60 °. Напильники с острым лезвием обычно используются в производстве замков для изготовления ключей.
B) Классификация по классуФайлы также классифицируются по типу класса.Вот некоторые из наиболее распространенных типов файлов, которые разделены по классу. Прокрутите вниз, чтобы узнать больше об этих типах файлов:
1. Черновой файл: (Типы файловых инструментов)Это файлы, которые имеют зубы большего размера и меньшее количество. Круглые напильники находят свое применение при резке мягких материалов, поскольку их резка довольно грубая, из-за чего их нельзя использовать для твердых металлов.
2. Второй вырезанный файл: (Типы файловых инструментов)Второй вырезанный файл называется файлом, который имеет средний класс.Этот тип файла чаще всего используется для заполнения, чтобы привести задание в надлежащий размер. Сравнивая эти типы файлов с дополнительным файлом, обнаруживается, что архивирование выполняется с помощью этого файла, чтобы сделать поверхность ровной.
3. Smooth File: (Типы файловых инструментов)Smooth file используется на бесконечных участках, где конечной целью является получение гладкой поверхности. Этот тип файлов используется для того, чтобы сделать поверхность довольно ровной, а кроме этого, он дополнительно используется для создания работы точного размера путем опиливания.
4. Напильник Dead Smooth: (Типы файловых инструментов)Напильник Dead Smooth разработан таким образом, что его зубцы расположены очень близко друг к другу и стираются с металла в очень небольшом количестве. . Эти механические инструменты используются для придания блеска работе после успешной отделки.
C) Классификация файлов на основе вырезанияФайлы также классифицируются в соответствии с основанием вырезания.Вот некоторые из наиболее распространенных типов файлов, которые разделены по типу вырезания. Прокрутите вниз, чтобы узнать больше об этих типах файлов. по диагонали, и это тоже только в одном направлении. Металлическая поверхность в небольшом количестве красиво натирается, благодаря чему поверхность становится гладкой.Следовательно, это устройства, которые используются как для твердых металлов, так и для отделки.
2. Напильник с двойной резкой: (Типы файловых инструментов)Напильник с двойной резкой – это напильник, в котором два ряда зубьев пересекаются друг с другом под определенным углом 40 ° – 45 ° градусов и другой ряд имеет угол 70 ° – 80 °. Устанавливается он таким образом за счет двойных зубцов. Этот файл отвечает за быструю резку металла, но, с другой стороны, он не может сделать поверхность настолько гладкой.Эти типы файлов также называются файлами грубого типа, имеющими угол от 30 ° до 35 ° в одном ряду и от 80 ° до 87 ° в другом ряду.
3. Изогнутый вырезной файл: (Типы файлового инструмента)Изогнутый вырезной файл также известен как файл Vixen, который в основном используется для опиливания широких поверхностей мягкого металла, такого как алюминий, цинк, медь и латунь.
4. Спиральный напильник: (Типы напильников)Этот тип напильников имеет зубья, которые нарезаются круглыми или полукруглыми напильниками.Форма зубьев спирального напильника подобна форме резьбы.
5. Напильник для рашпиля: (Типы файловых инструментов)Напильник для рашпиля – это тип напильника со специальными толстыми зубьями. Это зубы треугольной формы, которые также находятся в выпуклом состоянии. Это напильники, которые используются для обработки дерева, пластика, волокна, твердой резины, рогов и копыт животных.
D) Инструмент для других типов файловКроме файлов всех типов, описанных выше.Существуют различные другие наиболее распространенные типы файлов, о которых подробно рассказывается. Прокрутите вниз, чтобы узнать больше об этих типах файлов. до закругленной точки в конце. В этом типе файлов обрезается только плоская сторона, тогда как все остальные стороны сохраняются в безопасности для выполнения плоской работы.
2. Контрольные файлы: (Инструмент “Типы файлов”)Контрольные файлы – это те файлы, которые параллельны по ширине и слегка сужаются по толщине. Эти механические инструменты имеют зубцы, вырезанные в виде точной сетки, которые используются для изготовления зубцов, а также для выполнения работы с насечками.
3. Файлы для вязания крючком: (Типы инструментов для напильников)Файлы для вязания крючком – это те, которые сужаются по ширине и постепенно сужаются по толщине, с двумя плоскими и радиусными краями, обрезанными по всему периметру.Эти типы механических устройств в основном используются для опиливания стыков на плоской или криволинейной поверхности и в пазах с закругленными краями.
4. Файлы пересечения: (Инструмент «Типы файлов»)Файлы пересечения – это файлы, которые имеют полукруглую форму с обеих сторон, причем одна сторона имеет больший радиус по сравнению с другой, а также сужается по ширине и толщина, чтобы заполнить внутренние изогнутые поверхности. Двойной радиус обеспечивает возможность опиливания на стыке двух криволинейных поверхностей или прямой и криволинейной поверхности.
5. Файлы Dreadnought и Millenicut: (Типы инструментов для файлов)Dreadnought, также называемые изогнутыми зубами, а millenicut, также называемые прямыми зубьями, – это файлы с сильно подрезанными, острыми, но грубыми зубьями. Оба эти файла используются для быстрого удаления большого количества материала с толстого алюминиевого сплава, меди или латуни. Millenicut и dreadnought – новейшие инструменты для удаления пластиковых наполнителей, таких как двухкомпонентные эпоксидные смолы или стиролы, подобные тем, которые обычно используются при ремонте кузовов автомобилей.
6. Выравнивающие файлы: (Инструмент «Типы файлов»)Выравнивающие файлы – это те, которые довольно параллельны по ширине и толщине. Это механические устройства, которые в основном используются для запиливания пазов и углов.
7. Рашпиль Farrier: (Инструмент «Типы файлов»)Рашпиль Farrier – это напильники, которые представляют собой зубчатые рашпили и в основном используются кузнецами и кузнецами. Они используются, поскольку они плоские, с рашпилем с одной стороны и двойным вырезом с обратной стороны.
8. Файлы ладов: (Инструмент “Типы файлов”)Файлы ладов можно определить как квадратные или прямоугольные файлы, которые имеют три плоские стороны и одну сторону с вогнутой канавкой. Эти типы механических инструментов в основном используются мастерами для создания закругленной короны на ладах гитар и других инструментов. Плоские грани таких файлов используются для обработки концов ладов путем удаления острых краев, которые остаются после обрезки ладов до необходимой длины.
9. Напильники с полукруглым кольцом: (Типы инструментов для напильников)Напильники с полукруглым кольцом – это файлы, которые имеют конусную форму с точки зрения ширины и толщины и довольно узкие по сравнению с любым стандартным полукруглым напильником. Это тип файлов, которые используются для опиливания внутренней части колец.
10. Соединительные файлы с круглыми краями: (инструмент “Типы файлов”)Соединительные файлы с круглыми краями – это файлы, которые параллельны по ширине и толщине и имеют закругленные края.Квартиры безопасны, они не имеют зубцов и имеют только скругленные края. Эти типы механических инструментов используются для изготовления шарниров и шарниров.
11. Напильники-ножи: (Типы инструментов для напильников)Напильники-ножи имеют сужение по ширине и толщине, тогда как лезвие ножа имеет одинаковую толщину, а вся длина аналогична дуге. Это. Эти типы файлов используются для операций по прорезанию или расклиниванию.
12.Ореховые напильники: (Типы инструментов для напильников)Ореховые напильники – это те механические устройства, которые представляют собой довольно тонкие и точные напильники в наборах градуированной толщины и в основном используются мастерами для обработки пазов на конце шеи, которые поддерживают струны гитар, скрипок и т. д. в правильном положении.
13. Опорные файлы: (Типы инструментов для напильников)Опорные файлы – это те, которые параллельны по ширине и сужаются по толщине для выполнения точной работы по плоской опиловке.Двойной разрез сверху и снизу с обеих сторон безопасный, длинный и идеально подходит для точной работы.
14. Файлы Pippin: (Типы инструментов для работы с файлами)Файлы Pippin – это файлы, которые имеют конусную форму по ширине и толщине и, как правило, имеют каплевидное поперечное сечение с краем напильника. Эти типы инструментов используются для подпиливания стыка двух криволинейных поверхностей и выполнения V-образных пазов.
15. Плавающие файлы Planemaker: (Типы инструментов для напильников)Поплавки Planemaker – это просто прямые и одинарные пилки, которые имеют конусообразную форму.Эти инструменты используются для резки, сплющивания и полировки дерева, особенно при изготовлении деревянных ручных рубанков.
16. Круглые параллельные напильники: (Типы инструментов для напильников)Круглые параллельные напильники очень похожи на круглые напильники, за исключением того, что они не сужаются. Это файлы, имеющие форму зубчатого цилиндра.
17. Напильники для заточки пил: (Типы инструментов для напильников)Напильники для заточки пил – это те файлы, которые обычно имеют однократную резку для получения гладкой поверхности.Установлено, что файлы для заточки пил хорошо подходят для заточки пильных полотен.
Например, напильник для бензопилы используется в первую очередь для заточки бензопил. Кажется, что они имеют круглое поперечное сечение, но на самом деле их форма соответствует режущей кромке зубьев бензопилы.
Какие существуют системы классификации подачи?
Системы подачи и классификации делятся на три основных типа: алфавитные, цифровые и буквенно-цифровые. Каждый из этих типов файловых систем имеет свои преимущества и недостатки в зависимости от регистрируемой и классифицируемой информации.Кроме того, вы можете разделить каждый тип файловой системы на подгруппы. Эффективная система классификации файлов использует наиболее логичный, практичный и гибкий тип системы для соответствующей информации.
Алфавитные системы тематических архивов
Алфавитные тематические системы классифицируют информацию по теме, а затем размещают метки тем в алфавитном порядке. Связанные темы не хранятся вместе в этой системе. Обычно этот тип системы лучше всего подходит для использования небольшого количества информации.Такой тип системы регистрации и классификации иногда называют «словарной» системой. При регистрации личных имен фамилии используются в качестве основного сортировщика, а имена используются только в случае одинаковых фамилий.
Алфавитная система хранения энциклопедий
В системе хранения и классификации «энциклопедии» информация сначала разбивается по общим категориям, а подкатегории размещаются в алфавитном порядке. Этот тип файловой системы особенно полезен для обработки больших объемов информации, поскольку пользователям системы не нужно помнить имя конкретного файла, чтобы найти его.Вместо этого они могут начать с поиска общей категории и поиска в ней, чтобы найти конкретный файл, который им нужен.
Алфавитные географические системы хранения
Подмножеством системы регистрации и классификации энциклопедий является алфавитная географическая система регистрации. В географической системе основные категории разбиты по местоположениям. Вы можете использовать любой размер и тип местоположения, от стран до городов и офисов на местах. Пользователи систем этого типа начинают с выбора географической области, имеющей отношение к их поиску, а затем выполняют поиск в алфавитном порядке по этой теме, чтобы найти конкретную информацию, которую они ищут.
Системы прямого цифрового архива
Системы прямого цифрового архива и классификации очень просты в использовании, поскольку они обычно начинаются с номера один и маркируют каждый файл последующим номером. Однако использование этого типа системы ограничено, поскольку часто требуется индекс, чтобы помочь пользователям найти файлы, которые они ищут, а файлы с высокой активностью могут быть перегружены вокруг одной и той же числовой области.
Дуплексные цифровые системы хранения
В дуплексных цифровых системах хранения файлам присваиваются цифровые метки с несколькими наборами номеров.Этот тип файловой системы может обрабатывать большие объемы данных. Различные наборы номеров могут соответствовать основным категориям и подкатегориям, параллельно с энциклопедической системой регистрации и классификации. Одним из недостатков такой системы является то, что требуется индекс, чтобы понимать, к чему относится каждая группа чисел. Очень знакомый тип дуплексной числовой системы – это десятичная система Дьюи, которую большинство библиотек используют для каталогизации своих коллекций.
Хронологические системы хранения
Другая подкатегория цифровых систем хранения – это хронологические системы, в которых файлы упорядочены по дате.Обычно файлы сначала группируются по году, затем по месяцам, а затем по дням. Файлы корреспонденции, такие как списки адресов электронной почты, обычно организованы таким образом, причем самые свежие данные указываются первыми.
Буквенно-цифровые системы хранения
В буквенно-цифровых системах хранения информация классифицируется по категориям в энциклопедической системе, но с использованием букв и цифр для обозначения категорий. Использование букв и цифр позволяет использовать гораздо большее поле категорий, чем использование одних цифр.Таким образом, буквенно-цифровая система регистрации и классификации Библиотеки Конгресса позволяет использовать более широкий набор категорий, чем десятичная система Дьюи, которая ограничена десятью основными категориями.
Схемы классификации файлов | Секция управления архивами и записями
Как разработать схему классификации файлов
Разработка схемы классификации файлов – это процесс определения категории или категорий бизнес-операций и записей, которые они создают, и их группировки, если применимо, для облегчения поиска, описания, контроля, ссылок, а также для определения их расположения и статуса доступа.Разработка схемы классификации файлов основана на анализе функций и действий, выполняемых организацией, то есть, другими словами, на анализе того, чем занимается организация.
Есть несколько причин, по которым можно сгруппировать записи:
- для хранения связанных документов и записей вместе;
- , чтобы упростить поиск нужной информации
- для предоставления контекста для отдельных документов и записей
- для стандартизации терминологии заголовков для поиска
- , чтобы помочь пользователям использовать ту же терминологию при организации записей
- , чтобы идентифицировать владение или ответственность за управление группой записей.
Основная ответственность за разработку схемы классификации файлов для записей, свидетельствующих о коммерческой деятельности Организации Объединенных Наций, лежит на отдельных офисах. Однако ARMS может помочь, и если вам потребуется такая помощь, свяжитесь с нами.
Для начала координационный центр по управлению документами офиса должен провести анализ функций и деятельности офисов, в результате чего будут созданы основные группы – функции – и их подгруппы – виды деятельности.При этом могут использоваться различные методы, мы рекомендуем ознакомиться с мандатом офисов, любым политическим документом, который может содержать круг ведения офиса, и любыми доступными стандартными операционными процедурами. Собеседования с коллегами в офисе могут помочь понять, какие основные задачи выполняются для выполнения каждой из обозначенных функций. Рекомендуется ознакомиться с существующими схемами классификации файлов, чтобы определить общие основные функции и повторно использовать эти структуры при разработке новых схем классификации (например,г. Схема классификации файлов миротворческих операций и графики хранения).
ДОМАШНИЙ РЕМОНТ; Как выбрать правильный файл для ваших нужд
НАПИЛЬНИКИ представляют собой длинные куски закаленной стали с параллельными рядами режущих зубьев. Это абразивные инструменты, используемые для удаления излишков материала и сглаживания рабочей поверхности. Они различаются по форме и конфигурации зубов.
Конфигурация зуба определяет, является ли файл одинарным или двойным. У одинарных пилок ряды зубьев срезаются только в одном направлении – обычно под углом 65 градусов к центральной линии.Напильники с двойной резкой имеют зубцы, пересекающиеся под противоположными углами. Зубцы образуют ромбовидный узор на лицевой стороне инструмента. Напильники с двойной резкой очищают материал быстрее, чем файлы с одинарной резкой, но они создают шероховатую поверхность, которую необходимо сгладить с помощью напильника с одинарной резкой.
Напильник будет грубым или гладким, в зависимости от количества зубьев на дюйм и расстояния между рядами зубьев. Файлы обычно делятся на три категории грубости; гладкий, второй срез или средне-гладкий, и ублюдочный срез или средне-грубый.Гладкие напильники имеют 60 зубьев на дюйм, второстепенные – 36 зубцов на дюйм, а полные – 26 зубцов на дюйм.
Кроме того, некоторые производители предлагают грубые напильники (грубее, чем незаконченные надрезы, примерно с 16 зубцами на дюйм) и мертвые гладкие напильники (очень тонкие надрезы с примерно 100 зубцами на дюйм).
Файлы бывают разной формы. Это позволяет им адаптироваться к рабочей поверхности или при необходимости менять ее. Самый знакомый файл – это плоский файл. Это файл общего назначения, который может быть одинарным или двойным, причем наиболее распространенным плоским напильником является напильник с двойной резкой.Большинство плоских файлов сужаются по ширине и толщине в продольном направлении (к концу), и у них есть зубцы на обеих поверхностях и обоих краях.
У некоторых плоских напильников, называемых ручными напильниками, сужается только толщина; края остаются параллельными. Ручные файлы имеют один зубчатый край и один безопасный или пустой край, что полезно для работы в узком пазу, где должна быть обрезана только одна сторона отверстия.
Фрезерные напильники похожи на ручные напильники тем, что имеют одну «безопасную» кромку. Они всегда одинарные и используются в основном для отделочных работ и для протяжки.Они также используются для заточки дисковых пил и дисковых пил, а также для заточки ножей и лезвий газонокосилок.
Треугольные напильники имеют три конические стороны. Их используют для подпиливания поверхностей острых внутренних углов. Маленькие треугольные напильники также используются для заточки ручных пил.
Напильник-нож – это тип треугольного напильника, который очень похож на плоский напильник. У него три стороны, две из которых широкие и сужаются к концу, как у ножа. Этот напильник в основном используется производителями инструментов и штампов для обработки очень узких углов.
Круглые напильники имеют круглое поперечное сечение. Они используются для увеличения круглых отверстий и щелей. Маленькие круглые напильники часто называют напильниками «крысиный хвост». Квадратные файлы имеют четыре стороны одинаковой ширины. Они используются для очистки прямоугольных или квадратных щелей. У некоторых квадратных файлов есть одна безопасная сторона для работы в узких помещениях.
Полукруглый напильник имеет одну плоскую и одну закругленную сторону. Это может быть самый полезный из всех файлов, потому что он подходит как для изогнутых, так и для плоских поверхностей.
Миниатюрные версии этих файлов доступны в наборах.Их называют надфилем. Они используются для работы с часами и инструментами, слесарного дела и изготовления моделей.
Рашпили похожи на файлы. Они изготовлены из закаленной стали той же формы напильников. Они используются для быстрого удаления излишков материала с рабочей поверхности. Однако они оставляют очень шероховатую поверхность, поэтому их никогда не используют для точных или чистовых работ. Основное отличие рашпилей от напильников – конфигурация зубов. Зубцы рашпиля нарезаются индивидуально, и они выглядят как миниатюрные стамески на поверхности рашпиля.Термины одинарная и двойная резка не подходят для рашпилей.
Рашпили предназначены в первую очередь для обработки дерева, но могут также использоваться для обработки мягких металлов, кожи и мягких пластиков. Бывают плоские, полукруглые и круглые рашпили; они обычно доступны в убранных и гладких разрезах.
Другой вид рашпиля – это инструмент для сгибания кромок. В отличие от рашпиля или напильника, поверхность сделана из тонкой листовой стали, закрепленной на жестком каркасе. Зубцы, заостренные отверстия, пробитые в листе металла, делают инструмент больше похожим на терку для сыра, чем на напильник.
Когда инструмент режет поверхность древесины, отходы проходят через отверстия и собираются в раме. Затем его можно выбросить в мусорный контейнер. Инструменты Surform доступны в плоских и круглых формах.
Шесть шагов для улучшения классификации файлов – Часть 1
Когда дело доходит до эффективного управления файлами, система функциональной классификации является наиболее эффективным способом. В этом посте, состоящем из двух частей, представлены основные принципы классификации файлов, а также практические стратегии разработки и внедрения правильной системы.В первой части мы обсудим, с чего начать, и стратегии разделения ваших файлов.
Шаг 1. Начните с бизнес-функции
Профессиональные менеджеры по записи много говорят о «функциональной классификации записей», и не зря. Мы храним документы для поддержки бизнес-функций и повседневной деятельности. Позже, если проводится аудит или судебный процесс, мы используем файлы в качестве доказательств для защиты этих действий. Имеет смысл включить эти функции и действия в саму файловую систему.
Самый распространенный метод включения функций и действий в файловую систему – начать с функции и двигаться вниз. Самый высокий уровень иерархии документов должен состоять из широких функций всей организации, таких как «Финансовый менеджмент» или «Охрана окружающей среды».
Каждая функция затем разбивается на более конкретные действия, которые определяют основные коллекции или другие группы, которые заполняют вашу файловую комнату или электронный репозиторий.
Шаг 2 – При необходимости делить на подразделения
Весь смысл системы классификации состоит в том, чтобы разделить файлы на категории, что упрощает поиск файлов.Если категория содержит так много файлов, что трудно определить конкретный файл, вам необходимо дополнительно разделить эти файлы на подкатегории.
Просто не забудьте добавить подкатегории, когда они добавляют ценность – несколько уровней подкатегорий могут привести к слишком сложной системе, которую трудно использовать.
Шаг 3. Последовательное разделение
Подобно тому, как слишком большое количество подкатегорий может сделать файловую систему менее эффективной, непоследовательное определение этих категорий может сделать ее совершенно непригодной для использования.При подразделении категории убедитесь, что все подкатегории определены в соответствии с одним и тем же элементом файла.
Во второй части этого поста мы обсудим важность правильных графиков хранения и эффективных стратегий кодирования.
Следующие шаги
Типы файлов
Типы файлов [Предыдущая | Далее | Содержание | Глоссарий | Главная | Поиск ]Руководство пользователя системы AIX версии 4.3: Операционная система и устройства
Типы файлов
Есть три основных типа файлов:
| обычный | Хранит данные (текстовые, двоичные и исполняемые). |
| каталог | Содержит информацию, используемую для доступа к другим файлам. |
| специальный | Определяет файл конвейера FIFO (first-in, first-out) или физическое устройство. |
Все типы файлов, распознаваемые системой, попадают в одну из этих категорий. Однако операционная система использует множество вариаций этих основных типов.
Обычные файлы
Обычные файлы – это самые распространенные файлы.Другое название обычных файлов – обычные файлы. Обычные файлы содержат данные.
Текстовые файлы
Текстовые файлы – это обычные файлы, содержащие информацию, доступную для чтения пользователем. Эта информация хранится в ASCII. Вы можете отобразить и распечатать эти файлы. Строки текстового файла не должны содержать NUL символа, и ни одна из них не может превышать длину {LINE_MAX} байта, включая символ новой строки.
Термин текстовый файл не предотвращает включение управляющих или других непечатаемых символов (кроме NUL ).Следовательно, стандартные утилиты, которые перечисляют текстовые файлы в качестве входных или выходных, могут либо изящно обрабатывать специальные символы, либо явно описывают свои ограничения в своих отдельных разделах.
Двоичные файлы
Двоичные файлы – это обычные файлы, содержащие информацию, читаемую компьютером. Двоичные файлы могут быть исполняемыми файлами, которые инструктируют систему о выполнении задания. Команды и программы хранятся в исполняемых двоичных файлах. Специальные программы компиляции переводят текст ASCII в двоичный код.
Единственное различие между текстовыми и двоичными файлами заключается в том, что текстовые файлы содержат строки менее {LINE_MAX} байта, без символов NUL , каждая из которых заканчивается символом новой строки.
Файлы каталога
Файлы каталога содержат информацию, необходимую системе для доступа ко всем типам файлов, но они не содержат фактических данных файла. В результате каталоги занимают меньше места, чем обычный файл, и обеспечивают гибкость и глубину структуры файловой системы.Каждая запись каталога представляет собой файл или подкаталог. Каждая запись содержит имя файла и ссылочный номер узла индекса (i-узел). I-узел указывает на уникальный индексный узел, присвоенный файлу. I-узел описывает расположение данных, связанных с файлом. Каталоги создаются и управляются отдельным набором команд.
См. Обзор каталога за дополнительной информацией.
Специальные файлы
Специальные файлы определяют устройства для системы или временные файлы, создаваемые процессами.Есть три основных типа специальных файлов: FIFO (первый пришел, первый ушел), блочный и символьный. Файлы FIFO также называются каналами. Каналы создаются одним процессом, чтобы временно разрешить обмен данными с другим процессом. Эти файлы перестают существовать после завершения первого процесса. Блочные и символьные файлы определяют устройства.
Каждый файл имеет набор разрешений (называемых режимами доступа), которые определяют, кто может читать, изменять или выполнять файл.
Чтобы узнать больше о режимах доступа к файлам, см. Режимы доступа к файлам и каталогам .
Соглашения об именах файлов
Имя каждого файла должно быть уникальным в пределах каталога, в котором он хранится. Это гарантирует, что файл также имеет уникальное имя пути в файловой системе. Рекомендации по именованию файлов:
Имена путей к файлам
Имя пути для каждого файла и каталога в файловой системе состоит из имен каждого каталога, который предшествует ему в древовидной структуре.
Поскольку все пути в файловой системе происходят из каталога / (корневой), каждый файл в файловой системе имеет уникальное отношение к корневому каталогу, известное как имя абсолютного пути.Абсолютные имена путей начинаются с символа / (косая черта). Абсолютный путь к файлу h в файловой системе примера – / B / C / h . Обратите внимание, что есть два файла с именем g . Поскольку абсолютные пути к этим файлам различны, / B / g и / B / C / g , каждый файл с именем g имеет уникальное имя в системе. Каждый компонент имени пути является каталогом, кроме последнего компонента. Последним компонентом имени пути может быть имя файла.
Примечание. Имя пути не может превышать 1023 символа.
Сопоставление с шаблоном с использованием подстановочных знаков и метасимволов
Подстановочные знаки предоставляют удобный способ указать несколько имен файлов или каталогов одним символом. Два подстановочных знака – это * (звездочка) и? (вопросительный знак). Метасимволы: [] (открывающая и закрывающая квадратные скобки), – (тире) и! (восклицательный знак).
* подстановочный знак
Используйте * для соответствия любой последовательности или строке символов.* Означает любые символы, включая отсутствие символов. Например, если в вашем каталоге есть следующие файлы:
1 тест 2 тест файл 1 файл 2 b файл 1 файл файл 1 файл 10 файл 2 файл 3
, и вы хотите ссылаться только на файлы, которые начинаются с файл , вы должны использовать:
файл *
Выбранные файлы будут: файл файл1 файл10 файл2 файл3
Чтобы ссылаться только на файлы, содержащие слово файл , вы должны использовать:
* файл *
Выбранные файлы: файл1 файл2 bfile1 файл файл1 файл10 файл2 файл3
? Подстановочный знак
Используйте символ? для соответствия любому одному символу.? означает любой одиночный символ.
Чтобы ссылаться только на файлы, которые начинаются с , файл и заканчиваются одним символом, используйте:
файл?
Выбранные файлы: файл1 файл2 файл3
Чтобы ссылаться только на файлы, которые начинаются с , файл и заканчиваются любыми двумя символами, используйте:
файл ??
Выбран файл: файл10
[] Метасимволы оболочки
Метасимволы предлагают другой тип обозначения подстановочных знаков, заключающий желаемые символы в [].Это похоже на использование?, Но оно позволяет вам выбирать определенные символы для сопоставления. [] Также позволяет указать диапазон значений с помощью – (дефис). Чтобы указать все буквы в алфавите, используйте [[: alpha:]]. Чтобы указать все строчные буквы в алфавите, используйте [[: lower:]].
Чтобы ссылаться только на файлы, которые заканчиваются на 1 или 2 , используйте:
* файл [12]
Выбранные файлы: файл1 файл2 файл1 файл2
Чтобы ссылаться только на файлы, начинающиеся с любого номера, используйте:
[0123456789] * или [0-9] *
Выбранные файлы: 1test 2test
Чтобы ссылаться только на файлы, которые не начинаются с a , используйте:
[! A] *
Выбранные файлы: 1 тест 2 тест bfile1 файл файл1 файл10 файл2 файл3
Сопоставление с образцом и регулярные выражения
Регулярные выражения позволяют выбирать определенные строки из набора символьных строк.Использование регулярных выражений обычно связано с обработкой текста.
Регулярные выражения могут представлять широкий спектр возможных строк. Хотя многие регулярные выражения могут интерпретироваться по-разному в зависимости от текущего языкового стандарта, функции интернационализации обеспечивают контекстную неизменность между языками.
См. Примеры в следующем сравнении между шаблонами сопоставления файлов и регулярными выражениями:
Сопоставление с образцом Регулярное выражение
*.а]
[abc] [abc]
[[: alpha:]] [[: alpha:]]
См. Точный синтаксис команды awk в Справочнике по командам AIX версии 4.3 .
Связанная информация
Обзор команд
Обзор процессов
Обзор перенаправления ввода и вывода
Обзор снарядов
Обзор файловых систем
Обзор каталога
Связывание файлов и каталогов
Файлы DOS
Обзор принтеров, заданий на печать и очередей для пользователей
Файлы резервных копий и носители
Безопасность файлов и системы
[Предыдущая | Далее | Содержание | Глоссарий | Главная | Поиск ]
СДЕЛАТЬ | Бесплатный полнотекстовый | Классификация фрагментов файлов на основе иерархии
1.Введение
Для судебного следователя очень важно уметь смотреть на артефакт, который может быть сетевым пакетом или фрагментом данных, и легко распознавать, что это за данные. Эта возможность используется исследователями для анализа взломов, определения остаточных данных и следов злоумышленника, декодирования дампов памяти, обратного проектирования вредоносных программ или просто для попытки восстановить данные с поврежденного диска. По мере усложнения исследований потребность в инструменте, который автоматически классифицирует фрагмент файла, становится критически важной.Общеизвестно, что файлы не хранятся в непрерывном пространстве на диске, а часто хранятся как несмежные фрагменты диска. Более того, информация хранится в виде файлов в двух областях на дисках компьютера – в выделенном и нераспределенном пространстве. Нераспределенное пространство используется для хранения новых данных, которые могут содержать удаленные документы, информацию файловой системы и другие электронные артефакты. Нераспределенное пространство на диске важно с точки зрения исследования, поскольку оно содержит важную информацию в удаленной форме [1].Эта информация может быть восстановлена и проанализирована с помощью судебно-медицинской экспертизы. Часто восстановленный файл – это просто фрагмент исходного файла. Методы классификации файловых фрагментов могут быть эффективно использованы для классификации файловых фрагментов. Проблема классификации файловых фрагментов связана с проблемой взятия фрагмента файла и автоматического определения типа файла. Это важная проблема в цифровой криминалистике, особенно при вырезании цифровых файлов с дисков. Проблема с классификацией фрагментов файла состоит в том, что она довольно сложна из-за огромного размера области поиска [2].Более того, определение типа файла может быть довольно расплывчатым, и часто типы файлов характеризуются только информацией их заголовков. В прошлом использовалось несколько статистических [3], основанных на правилах [4] или машинного обучения [5,6]. , 7,8,9,10,11,12] были предложены в качестве решения проблемы классификации файлов. В описании проблемы машинным обучением каждый тип файла рассматривается как категория (класс), и извлекаются определенные функции, которые, как считается, характеризуют фрагмент файла. Затем используются подходы контролируемого машинного обучения для прогнозирования метки категории для каждого экземпляра теста.Некоторые из методов также включают подходы машинного обучения без учителя. Например, Ли и др. [13] применил алгоритм кластеризации k-средних для создания моделей для каждого типа файлов и добился хорошей точности классификации. В предыдущей работе подходы на основе гистограмм, наиболее длинные общие подходы на основе подпоследовательностей [14] и подходы на основе обработки естественного языка [15] составляли большую часть работы, выполненной в этой области. Кроме того, были предложены и другие подходы, основанные на преобразовании пространства фрагментов в изображения [16].Что касается подходов к машинному обучению, в несколько работ были включены индивидуальные классификаторы, от наивных байесовских до нейронных сетей. В отличие от единого классификатора, преимущества иерархического классификатора описаны в нескольких областях [17,18,19]. В этой работе мы предлагаем метод классификации, называемый иерархической классификацией, для классификации фрагментов файлов без помощи сигнатур файлов. присутствует в верхних и нижних колонтитулах. Поскольку существует много разных типов файлов, было также высказано предположение, что общий подход к классификации фрагментов файлов не даст желаемых результатов, и требуются более специализированные подходы для каждого типа файлов [2].В отличие от использования единого мультиклассового классификатора, такого как деревья решений, иерархический классификатор сопоставляет входной набор характеристик с набором субумпоративных категорий. Из-за теоремы о запрете бесплатного обеда [20] не может быть единой модели, которая могла бы использоваться для всех категорий. Другие алгоритмы ансамблевого обучения, такие как случайные леса, также могут быть использованы в этой проблемной области; однако они не обеспечивают прямой классификации от крупной до мелкозернистой. В нашем подходе на каждом уровне иерархии и на каждом узле иерархический классификатор создает более специализированный классификатор, который выполняет более тонкую задачу классификации, чем предыдущий узел.В некотором смысле процесс классификации на каждом узле более специализирован, чем процесс классификации на каждом предыдущем узле. Процесс классификации сначала происходит на низком уровне с определенными частями входных данных. Затем классификации отдельных частей данных систематически комбинируются и итеративно классифицируются на более высоком уровне до тех пор, пока не будет получен единый выходной сигнал, который является общей классификацией входных данных. В зависимости от конкретных деталей приложения этот результат может быть одним из набора предопределенных выходных данных, одним из набора онлайн-изученных выходных данных или даже новой новой классификацией, которая ранее не использовалась.Как правило, такие системы полагаются на относительно простые отдельные единицы иерархии, которые выполняют только одну универсальную функцию для классификации. Таким образом, иерархические системы относительно просты, легко расширяются и довольно мощны. В этой работе мы используем технику иерархической классификации для 14 различных типов файлов, взяв опорные векторные машины (SVM) [21] в качестве базовых классификаторов для классификации фрагментов файлов. . Во время процедуры экспериментов мы используем корпус Garfinkel в качестве набора данных для тестирования и обучения [22] и извлекаем из него некоторые стандартные функции [15].Более того, мы оцениваем наш иерархический классификатор на основе SVM по сравнению с фрагментами размером 512 байт из корпуса, показывая, что наш классификатор имеет наивысшую точность 68,57% и показатель F1 [23] 65%. Иерархический классификатор превзошел многие другие предложенные классификаторы, наиболее существенно тот, который был предложен Сюй [16], почти на 20%. После уточнения иерархии мы смогли увеличить показатель F1 до 66%.Следовательно, вклад в эту статью двоякий. Во-первых, мы предлагаем иерархическую таксономию файлов, которую можно использовать для иерархической классификации.Во-вторых, мы предлагаем подход локального классификатора для каждого узла, используя SVM в качестве нашего базового классификатора. Мы обнаружили, что этот подход, хотя и не уточненный, открывает другой взгляд на проблему классификации фрагментов файлов.
Эта статья организована следующим образом. Во-первых, мы представляем множество связанных работ, которые были выполнены для решения проблемы классификации фрагментов файлов. Затем мы даем теоретические основы SVM и нашего подхода к иерархической классификации. После этого мы поговорим о деталях конфигурации наших экспериментов и представим результаты нашей оценки.Наконец, мы сравниваем наши результаты с существующими методами, которые были предложены в литературе, завершаем статью и описываем будущие работы.
3. Теоретические основы
В этой работе мы используем метод иерархической классификации, используя оптимизированную SVM в качестве базового классификатора для классификации фрагментов файлов.
3.1. Иерархическая классификация
В традиционной классификации модель обучается назначать один класс экземпляру. Когда дело доходит до иерархической классификации (HC), классы структурированы в иерархию, содержащую подклассы и суперклассы.В зависимости от того, насколько сложна проблема классификации, иерархическая таксономия может быть направленным ациклическим графом (DAG) или деревом, а экземпляр может быть отнесен к одному или нескольким путям этой иерархии.
Рассматривая X как пространство экземпляров, задача HC состоит из обучения функции (классификатора) f, способной классифицировать экземпляр xi∈X в набор классов Ci∈C, где C является набором всех классов в задаче. . Функция f должна учитывать ограничения иерархической таксономии и оптимизировать критерий точности.Ограничения иерархии таковы, что если класс предсказан, его суперклассы предсказываются автоматически.
Для решения проблем HC использовались два основных подхода – локальный и глобальный. При локальном подходе для обучения иерархии классификаторов используются традиционные алгоритмы, такие как SVM или нейронные сети. Затем они используются для классификации экземпляров по нисходящей стратегии. В стратегии сверху вниз классификатор связан с узлом класса и отвечает за различение дочерних классов этого узла.Экземпляр теста проходит через все классификаторы, от корня до самого глубокого предсказанного класса, который может быть конечным узлом (обязательная классификация конечных узлов) или внутренним узлом (необязательная классификация конечных узлов). В локальном подходе могут использоваться разные стратегии: один локальный классификатор на узел (LCN), один локальный классификатор на родительский узел (LCPN) и один локальный классификатор на уровень (LCL). В то время как LCN использует один двоичный классификатор для каждого класса, LCPN связывает мультиклассовый классификатор с каждым родительским узлом, который используется для различения его подклассов.В стратегии LCL для каждого иерархического уровня обучается один классификатор, предсказывающий классы связанного с ним уровня [19]. Глобальный подход, напротив, обучает уникальный классификатор для всех иерархических классов. Затем новые экземпляры классифицируются всего за один шаг. Как локальный, так и глобальный подходы имеют свои преимущества и недостатки. Локальный подход проще в реализации и более интуитивно понятен, поскольку разграничение классов на уровне за уровнем напоминает процесс, который сделал бы человек. Кроме того, можно использовать возможности любого классификатора и комбинировать разные классификаторы.Недостатком этого подхода является то, что в стратегии сверху вниз ошибки на более высоких уровнях иерархии распространяются на более низкие уровни по мере того, как иерархия перемещается к конечным элементам. Глобальный подход, в свою очередь, позволяет избежать этого распространения ошибок и обычно в вычислительном отношении быстрее, чем локальный подход. Кроме того, он генерирует менее сложные модели, чем комбинация многих моделей, созданных с помощью местного подхода. Однако его сложнее реализовать, и он не использует локальную информацию, которая может быть полезна для изучения различных шаблонов на разных иерархических уровнях.Поскольку информация, используемая для классификации экземпляра на более высоких уровнях, отличается от информации, используемой для классификации того же экземпляра на более глубокие уровни, использование локальной информации может улучшить классификацию [35,36,37]. В нашей работе мы используем оптимизированный классификатор SVM в качестве локального классификатора для каждого родительского узла.3.2. Определение иерархии
Первая проблема, которую необходимо решить, – это определение иерархии. В нашем случае у нас есть 14 различных типов файлов, из которых мы извлекли фрагменты.Мы определяем примитивную иерархию для типов файлов, как показано на рисунке 1. Основная идея определения иерархии заключается в следующем. На первом уровне файлы различаются в соответствии с их сложностью, то есть сложные файлы группируются как первый дочерний элемент, а несложные файлы группируются как второй дочерний элемент. Сложные файлы – это файлы, которые позволяют встраивать в них другие простые файлы, например файлы pdf и doc. Если файлы несложные, то они классифицируются на текстовые файлы и файлы.двоичные файлы. Эта классификация действительна, поскольку файлы являются текстовыми или двоичными. Более того, двоичные файлы могут быть далее подклассифицированы на сжатые файлы и несжатые файлы. Если у нас есть новый файл, который нам нужно назначить этой иерархии, мы можем следовать указанным выше рекомендациям. Для второй иерархии, показанной на рисунке 2, мы различали ветвь текстового файла, учитывая, был ли файл структурированным или неструктурированным, т. Е. , содержат ли они теги (например, теги HTML / XML), которые структурируют различные части файлов или нет.Кроме того, двоичные файлы были указаны как файлы с высокой энтропией или файлы с низкой энтропией. Файлы с высокой или низкой энтропией – это файлы с высокой или низкой энтропией униграммы, соответственно. В файлах с высокой энтропией мы различали архивы и изображения, в то время как в файлах с низкой энтропией мы различали изображения и другие форматы с кодировкой файлов.Критическое преимущество определения иерархической классификации, такой как эта, заключается в том, что если исследователь берет один фрагмент файла и выполняет один проход через классификатор, он может категорически понять содержимое файла.Например, если фрагмент gz (тип файла GNU Zip) был классифицирован как фрагмент jpg, а путь – root: binaryfiles: highhentropy: image: jpg, исследователь может знать, что фрагмент файла имеет высокую энтропию, хотя фрагмент файла был неправильно классифицирован на последнем уровне. Это позволяет пользователю такого классификатора правильно получить частичную информацию о фрагменте файла, даже если окончательная информация может быть неверной.
Наконец, зашифрованные файлы выходят за рамки нашей настоящей работы, потому что используемые нами функции не характерны для шифрования.Однако предлагаемую технику можно использовать для идентификации типов зашифрованных файлов после реинжиниринга функций.
3.3. Описание функций
Мы извлекли в общей сложности 10 функций из каждого фрагмента, как показано в таблице 1. Мы использовали метрику ранжирования функций, называемую приростом информации, и обнаружили, что эти функции были наиболее актуальными со значениями метрики от 0,229 ± 0,003 до 3,807 ± 0, причем наименьшим значением является вес Хэмминга, а наибольшим – среднее значение униграммы.Следовательно, все извлеченные функции имеют отношение к рассматриваемой проблеме.3.4. Распределение количества Unigram
На уровне байтов у нас есть только 256 различных значений, независимо от диапазона ASCII. Распределение числа Unigram означает частоту появления этих значений в файле. Более того, чтобы уменьшить количество измерений и избежать проклятия размерности [38], вместо использования всех 256 значений в нашей функции мы подгоняем этот набор к нормальному распределению. Поскольку нормальное распределение может быть полностью охарактеризовано его средним значением и стандартным отклонением, мы используем эти два значения для каждого фрагмента в качестве наших характеристик.3,5. Распределение энтропии и биграмм
Подобно распределению подсчетов униграмм, в этом случае мы находим частоту появления двухбайтовой последовательности (биграммы) в файле, подгоняем ее к нормальному распределению и используем среднее значение и стандартное отклонение после подбора. в качестве векторов функций. Кроме того, мы также вычисляем энтропию Шеннона [26] для распределения биграмм и используем ее как еще одно измерение в нашем пространстве признаков.3,6. Примыкание
Мы вычислили среднее прилегание байтов (т. Е.е., среднее расстояние между последовательными байтами) для каждого фрагмента файла.
3,7. Среднее значение байта
Среднее значение байта было одной из функций, включенных Conti et al. [6]. Среднее значение байта – это просто сумма значений байтов в данном фрагменте, деленная на размер фрагмента.3.8. Самая длинная полоса
Наибольшее количество непрерывных вхождений одного и того же байта в файл называется самой длинной полосой.
3.9. Сжатая длина
Мы использовали длину сжатия как одну из наших характеристик для аппроксимации колмогоровской сложности фрагмента файла [27].3.10. Вес Хэмминга
Мы вычислили вес Хэмминга фрагмента файла, разделив общее количество единиц на общее количество битов во фрагменте файла.
3.11. Метрики оценки
Чтобы оценить наш классификатор в наборе данных, мы определили следующие метрики. Буква i в приведенных ниже уравнениях относится к экземплярам.
3.12. Точность
Точность определяется как отношение общего количества истинных положительных результатов к сумме истинных положительных и ложных срабатываний, как в следующем уравнении:Точность = ∑iTP∑iTP + FP
(1)
Отзыв также известен как истинно положительный результат и определяется как отношение общего количества истинно положительных результатов к сумме общего количества истинно положительных и ложно отрицательных результатов.Отзыв = ∑iTP∑iTP + FN
(2)
3,13. F1-Measure
F1-мера предоставляет среднюю метрику для метрик классификации точности и отзыва. F1-мера определяется как среднее гармоническое значение между точностью и отзывом. Математически это можно представить как:F1-мера = 2 * Точность * RecallPrecision + Recall
(3)
4. Подробности эксперимента
Мы загрузили zip-файлы с меткой 000.zip–073.zip из корпуса Garfinkel [22].Затем мы отбросили первый и последний наборы байтов, чтобы верхние и нижние колонтитулы не искажали результаты. Мы создали фрагменты размером 512 байт для каждого типа файлов и создали наш набор данных, который состоял из типов файлов и фрагментов, как показано в таблице 2. Затем мы произвольно отобрали 1000 фрагментов из каждого типа файлов, чтобы получить сбалансированный набор данных. , поскольку прямое использование несбалансированного набора данных в модели может вызвать временное или постоянное смещение. Мы извлекли функции, упомянутые в предыдущем разделе, из фрагментов файлов.Наконец, мы определили нашу иерархию, как показано на рисунке 1, и выполнили 10-кратную перекрестную проверку нашей модели с набором данных. После оптимизации параметров SVM с помощью поиска по сетке мы обнаружили, что получили наилучшие результаты для двух параметров ядра радиальной базисной функции (RBF): стоимость C = 75, гамма = 0,0001, где наше пространство поиска для C было [0, 100], а для гаммы было [0,0001, 2]. После проведения эксперимента с примитивной иерархией, как показано на рисунке 1, мы решили еще больше расширить нашу иерархию на бинарную ветвь и придумали другую иерархию (рисунок 2).Мы протестировали наш иерархический классификатор с набором данных с использованием нашей модифицированной иерархии и получили второй набор результатов. Мы провели наши эксперименты на сервере, состоящем из 48 процессоров и 256 ГБ оперативной памяти. Мы реализовали предложенный нами алгоритм иерархической классификации на Python (библиотеки Scikit-learn) и провели эксперименты в операционной системе Linux. В таблице 3 показано время, необходимое для каждого этапа экспериментов. Самая трудоемкая часть – это поиск по сетке, который используется для нахождения наилучшего параметра (C и гамма) для алгоритма машины опорных векторов (SVM).Этот процесс занимает около 8,5 дней. После выбора наилучшего параметра мы обучили и протестировали набор данных с помощью 10-кратной перекрестной проверки, которая занимает всего 183,12 с. Чтобы улучшить производительность нашего алгоритма, мы провели 10-кратную перекрестную проверку параллельно с использованием всех 48 процессоров на сервере. Поскольку наш набор данных не такой большой, мы не сравнивали наш метод с алгоритмом глубокого обучения. Глубокое обучение требует больших вычислительных ресурсов [31] и большого количества данных для хорошей работы.Вычислительная сложность метода глубокого обучения зависит не только от размера набора данных, но и от сетевой архитектуры. Сеть глубокого обучения может состоять из множества скрытых слоев и узлов, что делает обучение вычислительно дорогостоящим. Часто модели обучаются с использованием графических процессоров (GPU), а не процессоров, чтобы решить эту проблему. Можно добиться лучшей производительности, используя методы, не связанные с глубоким обучением, с гораздо меньшими вычислительными ресурсами и меньшим объемом данных [39].6.Сравнение с предыдущими работами и обсуждение
Скорость отзыва нашего классификатора значительно выше, чем случайный выбор (1/14 ~ 0,071). Наша точность, определяемая как отношение суммы TP (истинно положительный) и TN (истинно отрицательный) к сумме TP, TN, FP (ложноположительный) и FN (ложно отрицательный) для различных кратностей для первого эксперимента. , показано в Таблице 6. Наш классификатор превзошел другие напрямую сопоставимые классификаторы в предыдущих работах, как показано в Таблице 7. В частности, Fitzgerald et al.[15] получили среднюю точность прогноза 49,1%. Более того, Axelsson [5] смог достичь точности предсказания 34% для 28 типов файлов. Кроме того, Винман смог достичь точности предсказания 45% для 11 типов файлов. Сюй [16] использовал 29 типов файлов и получил среднюю точность 54,7%. Для четырнадцати типов файлов в нашем исследовании точность для каждого типа файла показана в таблице 7. В среднем для 14 типов файлов, которые мы использовали, средняя точность обнаружения была самой высокой для Фитцджеральда – 57.51%. Эти исследователи использовали один и тот же цифровой корпус, известный как корпус govdocs1, со случайной выборкой. Матрица путаницы для наших оценочных экспериментов показана на рисунках 5 и 6. Каждый тип файла содержит 1000 фрагментов данных. Как видно из матрицы неточностей, классификатор хорошо работает с файлами, которые представляют собой простые фрагменты файлов (например, текстовые файлы, файлы PNG), и хуже работает со сложными файлами (например, pdf, ppt и doc). Кроме того, из таблиц 3 и 4 мы обнаружили, что показатели TPR (True Positive Rate) для этих типов файлов были ниже по сравнению с другими типами файлов.Для простых файлов предлагаемый нами метод дает лучшие результаты для файлов xml (таблица 4) по сравнению с файлами html с точки зрения значений F1-меры. Значения F1-меры для файлов xml и html составляют 0,85 против 0,71 соответственно. Это связано с тем, что XML определяет данные отдельно от их представления, что упрощает поиск данных XML и управление ими. Файл xml в основном ориентирован на передачу данных, а html – на представление данных. Более высокая неоднородность содержимого, которая обычно существует в файлах HTML, также затрудняет классификацию файлов HTML.Для других простых файлов, а именно jpg и png, классификатор достигает средних значений F1-меры 0,57 и 0,59 соответственно. Этот результат связан с тем, что и jpg, и png используют методы сжатия (DCT (дискретное косинусное преобразование) и LZW (Lempel-Ziv-Welch)) для минимизации размера изображения. При изучении файлов pdf мы обнаружили, что Фрагменты файлов, принадлежащие к PDF-файлам, которые были неправильно классифицированы, состояли из большой части изображений. В таблице 8 показан процент сложных файлов, содержащих изображение в нашем наборе данных.Около 90,76% файлов ppt и 58,30% файлов pdf содержат изображения, в то время как F1-меры для файлов ppt и pdf составляют 0,14 и 0,19 соответственно. Для файлов doc только 3,07% файлов содержат изображения, а мера F1 для файла doc составляет 0,51. Таким образом, очевидно, что изображения в сложных файлах оказывают значительное влияние на классификацию фрагментов файлов.Более того, файлы pdf обычно хранят изображение как отдельный объект, который содержит необработанные двоичные данные изображения. Изображения не встраиваются в PDF-файлы в форматах tif, gif, bmp, jpeg или png.Байты изображения изменяются при создании PDF-файла, и разные инструменты для создания PDF-файлов могут хранить одно и то же изображение по-разному. Проанализировав метаданные PDF-файлов в нашем наборе данных, мы обнаружили, что PDF-файлы создаются 573 различными программами для создания PDF-файлов (включая разные версии). Более того, программа для создания PDF-файлов создает разные версии PDF-файлов. Это говорит о том, что наша иерархия требует тонкой настройки в отношении сложных файлов, поскольку в настоящее время все сложные файлы размещаются под одним и тем же родительским узлом.
7. Выводы и дальнейшие работы
Классификация фрагментов файлов имеет первостепенное значение в цифровой криминалистике. В этой работе мы исследовали классификационный подход, называемый иерархической классификацией для классификации фрагментов файлов. Из-за его иерархической природы, если будет найдена правильная таксономия, мы полагаем, что это может быть общий метод, используемый для классификации фрагментов. Здесь мы использовали вспомогательные векторные машины (SVM) в качестве наших базовых классификаторов, а также предложили иерархическую таксономию для файлов, так что если новый файл вводится и этот метод необходимо использовать, то это становится возможным.Кроме того, мы исследовали влияние гиперпараметров C и гаммы и обнаружили, что параметры, наиболее подходящие для нашей модели, имели значения C = 75 и гамма = 0,0001. Затем мы также протестировали нашу методику классификации, используя набор данных, состоящий из 14 типов файлов и 1000 фрагментов, каждый из которых имеет 512-байтовые фрагменты для каждого типа файла, с помощью 10-кратной перекрестной проверки. Кроме того, мы немного уточнили нашу первую иерархию и провели тот же эксперимент с тем же набором данных. Мы сравнили меры F1 для обоих наших экспериментов, чтобы увидеть, поможет ли уточнение нашей иерархии в процессе классификации.
Наш классификатор либо превзошел, либо дал сопоставимые результаты со всеми предыдущими аналогичными классификаторами, предложенными в литературе. Из матрицы путаницы, представленной на рисунках 5 и 6, мы обнаружили, что наш классификатор лучше всего работает для простых типов файлов и хуже всего – для сложных типов файлов. При дальнейшем исследовании было обнаружено, что некоторые из фрагментов файлов в категории pdf, которые были неправильно классифицированы, состояли из множества изображений. Мы считаем, что функции, использованные в этом исследовании, неадекватны, поскольку ни одна из наших функций не характеризует отношения членства между фрагментом файла и его родительским классом, особенно для сложных типов файлов.Более того, после уточнения простой ветки файла с точки зрения иерархической сложности, мы обнаружили, что наш классификатор работает лучше для сложных типов файлов. Это говорит о том, что нам необходимо дополнительно настроить нашу ветвь иерархии для сложных файлов или полностью исключить ее и сделать нашу иерархию полностью основанной на содержимом файлов. Кроме того, интересно, что большинство неправильно классифицированных фрагментов файлов, принадлежащих к типу файлов jpg, были классифицированы как фрагменты файлов png. Это говорит о том, что необходимо более глубоко взглянуть на разработку других функций, которые могут характеризовать отношения членства фрагмента файла с его родительским типом файла.Результаты подхода иерархической классификации к проблемам классификации фрагментов файлов являются весьма многообещающими, и мы полагаем, что наш подход предоставил другую перспективу (то есть иерархическую перспективу) для рассмотрения и решения этой сложной проблемы. Здесь мы можем увидеть несколько направлений исследований в будущем. Во-первых, мы считаем, что следует разработать нечеткую метрику и определить функцию принадлежности для характеристики принадлежности сложных и простых категорий файлов.Это устранило бы необходимость иметь ветвь сложного типа файла, и эти файлы могли бы быть представлены просто наложением простых типов файлов. Во-вторых, предложенная нами иерархия нуждается в дальнейшей настройке, чтобы можно было устранить ошибочные классификации. Кроме того, зашифрованные файлы необходимо каким-то образом ввести в иерархию. Исследования должны быть направлены на поиск способа включения стандартной классификации фрагментов на основе сопоставления с образцом и методики иерархической классификации.Сопоставление с образцом может быть включено в процесс классификации в качестве функции. В-третьих, необходимо дополнительно проанализировать влияние различных инструментов для создания PDF-файлов и их версий. Кроме того, корпус govdocs1 не содержит zip-файлов или последних форматов Microsoft Office (например, docx, xlsx, pptx). Эти новые форматы файлов также необходимо проанализировать. Более того, новые форматы Microsoft Office (docx, xlsx, pptx) используют компьютерную программу для архивирования файлов PKZIP (написанную Филом Кацем) для сжатия содержимого, поэтому будет интересно увидеть сравнение как старых, так и недавних форматов Microsoft Office с другие форматы сжатых файлов (т.