Назначение и типы напильников | Конструкция
Основное назначение напильников – ручная обработка материалов. Напильники применяются также и для работы на различных опиловочных станках, например для отделки стружечных отверстий в круглых плашках, опиловки шариков для подшипников, обработки штампов, шаблонов и т. п.
Назначение
Напильник предназначается для съема слоя металла, толщина которого (0,01-1,0 мм) возрастает с увеличением размера зубьев.
Типы напильников
Согласно ГОСТу 1465-59 слесарные напильники общего назначения разделяются на следующие типы:
- плоские тупоносые;
- плоские остроносые;
- квадратные;
- трехгранные;
- круглые;
- полукруглые;
- ромбические;
- ножовочные.
Кроме слесарных напильников, в практике применяется большое количество специальных.
Для ручной заточки пил по дереву согласно ГОСТу 6476-53 применяются специальные напильники: а) трехгранные остроносые; б) трехгранные тупоносые; в) ромбические; г) круглые; д) плоские. В противоположность слесарным, напильники для заточки пил (трехгранные, ромбические, плоские) снабжены закруглениями в сечении.
Для определения твердости металлов применяют тарированные напильники.
Специальные напильники
Большую группу специальных напильников представляют рихтовочные, предназначенные для опиливания кузовов легковых автомобилей перед шпаклевкой и окраской. Рихтовочные напильники изготовляются различной формы как плоские, так и изогнутые.
Специальные напильники применяются для разного рода тонких и отделочных работ, например гравировальных и др. Несколько обособленную группу ручных напильников представляют рашпили и надфили. Гашпили, отличающиеся своеобразной формой насечки, применяются для обработки мягких материалов (дерева, кожи и т. п.). Отличительными особенностями надфилей являются мелкая насечка и малые их габаритные размеры (см. ГОСТ 1513-53).
Из машинных напильников следует отметить брусковые, применяемые на опиловочных станках. Опиловка происходит при прямолинейном возвратно-поступательном перемещении напильника, закрепленного своими концами в рамке станка.
Для опиловочных станков с вращающимся инструментом применяются вращающиеся (ротативные) напильники, отличающиеся большим разнообразием формы. Они изготовляются как с насеченными, так и с фрезерованными зубьями.
Габаритные размеры
Номинальная длина напильников определяется длиной рабочей части, т. е. без учета длины хвостовика. Напильники изготовляются длиной от 100 до 400 мм.
Формы сечений стандартизованы и по ним установлены названия типов напильников. Кроме стандартных форм сечений, применяются также и специальные в зависимости от назначения напильника. Они отличаются большим разнообразием.
Размеры сечений (ширина, толщина, диаметр и др.) установлены в зависимости от формы сечения и длины напильника.
Большинство типов стандартных напильников изготовляется с утонением к концу как по ширине, так и по толщине. Такая форма способствует получению слегка выпуклой поверхности на длине оттянутого носка напильника. Носок можно рассматривать как заборную часть, зубья которой постепенно входят в обрабатываемый материал. Это уменьшает количество зубьев, находящихся одно-временно в работе, а также усилие, требуемое для снятия металла. При выпуклой поверхности облегчаются условия получения правильной плоскости, так как опиловка осуществляется только в средней ее части, тогда как края остаются нетронутыми.
Напиловочным заводам разрешено в небольшом проценте выпускать напильники с одинаковым сечением по всей длине. Они предназначаются для таких работ, как грубая опиловка, снятие заусенцев, фасок и т. п. В практике находят применение только плоские тупоносые напильники.
Напильники насаживаются на деревянную державку своим хвостовиком, выполненным в виде постепенно суживающегося стержня. Длина его, зависящая от длины рабочей части и установленная в пределах 40-100 мм, принята одинаковой для всех типов напильников. Хвостовик должен быть расположен симметрично относительно оси напильника. Иногда применяют специальные державки, на которые напильник накладывается и привертывается двумя винтами. Такие напильники вместо хвостовика снабжаются двумя отверстиями.
Конструктивные элементы напильников
Зубья напильника работают в стесненных условиях из-за заполнения впадин между зубьями стружкой. Окончательное освобождение впадин от стружки возможно только после выхода напильника из соприкосновения с обрабатываемым материалом и то при условии, если стружка не запрессовалась во впадине. Размеры впадины должны соответствовать определенной величине стружки, так как иначе работа напильника будет затруднена. В процессе эксплуатации часто происходит забивание впадин спрессованной стружкой, которую приходится удалять специальной очисткой.
Зубья напильника мелкие и тонкие. Вершины их рваного вида и с заусенцами. Такая форма способствует затуплению зубьев, в результате чего пространство для помещения стружки уменьшается и тем самым ухудшаются условия отвода стружки.
Технология процесса насекания зубьев напильника не может обеспечить получения оптимального переднего угла. Это также оказывает влияние на работоспособность напильника.
Режущие свойства напильника зависят от комплексного влияния его основных конструктивных элементов, из которых заслуживают внимания следующие:
- тип насечек;
- число и шаг насечек;
- углы резания;
- форма и высота зуба.
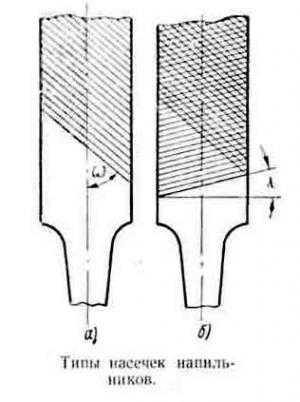
Рисунок 38 – Типы насечек напильников
Типы насечек
В практике встречаются напильники с одинарной (рис, а) или двойной (перекрестной) (рис, б) насечкой. При одинарной насечке зубья расположены наклонно по отношению к оси напильника. Это обеспечивает постепенное вхождение зубьев в соприкосновение с обрабатываемой поверхностью и более легкое резание. Одинарная насечка применяется только для обработки мягких материалов (в основном неметаллов), а также для точки пил по дереву. В последнем случае приходится снимать весьма незначительный слой металла во избежание сильного дрожания затачиваемого зуба пилы. Слесарные напильники снабжаются одинарной насечкой на одной из узких сторон. Другая узкая сторона обычно остается без насечки, что дает определенные удобства при опиливании плоскостей, расположенных под прямым углом друг к другу.
Для обработки черных и цветных металлов применяют напильники с двойной насечкой. Сопротивление резанию этих материалов более значительно, поэтому снимать широкую стружку напильником с одинарной насечкой весьма затруднительно. Двойная насечка обеспечивает разделение широкой стружки на ряд мелких, благодаря чему работа значительно облегчается. При изготовлении напильника сначала насекается нижняя или вспомогательная насечка, а затем верхняя пли основная. Нижняя насечка частично закрывается металлом и служит как бы канвой или основной сеткой для верхней насечки, которая всегда остается свободной и образует режущие элементы зубьев. Напильники с двойной насечкой лучше забирают материал, так как острые зубья, образованные при насекании верхней насечки, сильнее проникают в обрабатываемую поверхность по сравнению с более длинными зубьями при одинарной насечке. Кроме того, благодаря разделению широкой стружки на мелкие она не застревает во впадинах между зубьями и легко оттуда вываливается.
Нижняя и верхняя насечка
Нижняя насечка (рис. 38, а) всегда имеет направление слева вниз, а верхняя (рис. 38, б) – слева вверх. Направление насечек оказывает большое влияние на режущую способность напильников.
При одинарной насечке зубья располагаются под углом 20° перпендикулярно оси напильника. Напильники для заточки пил по дереву снабжаются одинарной насечкой под углом 30° перпенди-кулярно оси напильника. По ГОСТу 6476-53 допускается изготовление этих напильников и с двойной насечкой. В этом случае обе насечки направлены под углом 30°.
Согласно ГОСТу 1465-59 для слесарных напильников универсального назначения установлены следующие углы наклона насечек по отношению к оси напильника: для нижней ω = 45° и для верхней λ = 25°, с отклонениями плюс – минус 2°.
Похожие материалы
www.metalcutting.ru
материалы, принцип действия, применение. Напильники по металлу, и не только
Шлифовка металла не всегда выполняется с помощью электроинструмента. Иногда для таких работ используют напильники, главное, правильно подобрать их. Этот инструмент бывает двух типов – для работ по металлу и дереву. Напильники, предназначенные для металла, являются более твердыми, чем собратья, используемые для древесины. Это объясняется тем, что поверхность металла обрабатывается гораздо труднее дерева.
Производятся такие инструменты из очень твердой стали, а отличаются друг от друга разными формами и размерами надсечек. Такое разнообразие привело к тому, что простому обывателю довольно сложно разобраться в том, для каких целей предназначен тот или иной инструмент . Для улучшения ситуации была разработана их классификация, которая действует и в настоящее время.
Особенности напильника
Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер.
Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону.
На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка
. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую.Виды насечек
Чтобы правильно подобрать напильник, следует определить вид нанесенной насечки и конфигурацию ее зубьев. Для нанесения зубьев используется метод:
- фрезерования;
- протягивания;
- насекания;
- нарезания;
- точения.
Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки , которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу.
Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы.
Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров . Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, – это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки , имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше.
Типы напильников
Инструмент по своему предназначению бывает:
- общего назначения;
- надфили;
- специального назначения;
- рашпили.
Напильники общего назначения в основном применяют для слесарных работ. Имеют двойную насечку с зубьями, нанесенными способом насекания. Насечки имеют разную длину (от 100 до 450 мм), а зубья – практически все номера.
Напильник специального назначения применяется чаще всего в промышленных условиях, так как способствует устранению больших припусков при подгонке пазов и разной кривизны поверхностей. В зависимости от того, какие будут осуществляться работы, напильники специального назначения делятся на плоские, пазовые, двухконцевые и другие.
Самая многочисленная группа – надфили, бывают 11 типов: круглые, квадратные, овальные, плоские, полукруглые, трехгранные, ножовочные и т. д. Характеризуются они небольшой длиной бруска и насечками 5 класса. Чаще всего оснащаются они двойной насечкой. Используют такой напильник для обработки мелких деталей или таких мест, куда не добраться обыкновенными слесарными инструментами.
Среди отечественных мастеров слесарного дела бытует мнение, что для изготовления любой металлической детали достаточно придать ей приблизительные очертания – остальное можно доработать напильником. Вместе с молотком и пассатижами, этот ручной инструмент входит в тройку самых популярных помощников любого «самоделкина».
С их помощью можно выполнять самые разные работы по металлу и другим материалам:
- Удаление загрязнений, коррозии и различных покрытий;
- Шлифовка поверхностей, от черновой до финишной
- Придание необходимой формы изделию;
- Удаление заусенцев, облоя;
- Зачистка контактов, подготовка к покраске;
- Заточка режущего и пилящего инструмента.
Принцип работы очень простой. С помощью насечек на поверхности (зубьев), снимается небольшой слой обрабатываемого материала. Глубина обработки регулируется усилием нажатия, количеством движений и скоростью.
Промышленность выпускает бесчисленное множество напильников и надфилей, предназначенных для самых разных работ и материалов, мы поможем разобраться в типах инструмента.
Виды напильников и их назначение
Как и в любом другом инструменте – есть различия по исполнению, материалу и применению.
Размер зубьев
Самая распространенная классификация напильников – по плотности нарезки зубьев.
№1 – крупная насечка от 5 до 13 зубцов на 1 см.
Инструмент предназначен для грубой, черновой обработки. При достаточной мягкости материала – можно уверенно стесать толстый слой за несколько проходов. С заготовками из твердых сплавов работать сложно. Серия называется «драчевые напильники».
№2 – средняя насечка от 14до 25 зубцов на 1 см.
fa-sol.ru
Назовите типы насечек напильников – Морской флот
Рашпили и надфилиПомимо инструмента слесарного типа, для работы с самыми разными поверхностями могут использоваться рашпили. Зубчики такого инструмента характеризуются большими размерами и выполнены в виде маленьких пирамидок, сзади которых находится канавка. Сечение рашпилей выполнено рядами и расположено перпендикулярно к основной оси. Рашпилями обрабатываются мягкие материалы: дюралюминий, алюминий и другие. Область использования приспособлений — производство изделий из жести и медицинская промышленность.
Надфилями называются самые мелкие приспособления. Они могут использоваться для крайне тонкой обработки. Они также могут обладать разной формой, которая зависит от назначения приспособления.
У каждого домашнего мастера необязательно должны быть на вооружении все существующие разновидности этого инструмента. Достаточно обзавестись несколькими основными — круглым, треугольным и плоским напильников. Также рекомендуется иметь на руках набор надфилей и парочку рашпилей.
По запросу «фото напильников» в интернете всплывает множество разных изображений заявленного инструмента, но для непосвящённого пользователя его сфера применения все равно останется загадкой.

Краткое содержимое статьи:
Что это такое
Напильник – специальный инструмент, который используется для обработки самых разных материалов и изделий из металла, пластмассы, дерева и так далее, в том числе с его помощью можно заточить даже бензопильную цепь или лезвие обычной, ручной пилы.

У каждого уважающего себя профессионального мастера со временем собирается целый набор напильников. В прочем при желании его также можно купить в любом специализированном магазине, либо можно «собирать» постепенно, приобретая каждый новый инструмент по мере необходимости.






Напильник состоит из нескольких частей:
- деревянная или пластмассовая рукоять;
- металлический стержень с одинарными или перекрёстными (двойными) насечками;
- нос, то есть то, чем оканчивается рабочая часть, сделанная из металла.

У напильников есть специальная классификация с присвоением определённого номера, в зависимости от шага и числа зубьев в насечке:

Драчёвые. Инструменты, обеспечивающие грубое опиливание, так как имеют крупную насечку – на каждый 1 см железного стержня приходится от 5 до 13 зубьев.

Личные. Инструменты, используемые для чистой обработки, так как у них средняя насечка, при которой на 1 см длины стержня приходится от 13 до 25 зубьев.

Бархатные. Инструменты с самой мелкой насечкой, здесь на каждый сантиметр длины приходится от 25 до 80 зубьев. Данные напильники используются для финальной отделки.

Разнообразие форм, размеров и сфер применения
Сегодня существуют различные виды напильников. Прежде чем совершить покупку инструмента стоит рассмотреть, при каких условиях какие приборы используются.

Напильники, которые используют, чтобы снять верхний слой с поверхности материала из металла или дерева. На металлическом стержне есть насечки и в зависимости от того, какую работу требуется выполнить, предпочтительны разные подвиды данного инструмента:
- Грубая обработка поверхности изделия требует перо с одинарной насечкой;
- Для чистовой шлифовки рекомендуется стержень с двойной насечкой, так как она лучше снимает мелкую стружку.

Надфили, которые удобны для работ по полировке или шлифовке сравнительно небольших деталей, а также зачистке разного рода отверстий и пазов, благодаря тому, что данный вид инструмента обычно изготавливается из стальных прутьев, на которые и наносится насечка, причём достаточно мелкая.

Сфера применения:
- для работ по металлу и дереву;
- для обработки материалов из камня, стекла и керамики используются надфили с алмазным напылением.






Рашпили, благодаря которым получается снять достаточно большую площадь с обрабатываемого изделия за один раз, что характеризует данный вид инструмента как высокопроизводительный.

Чаще всего он изготавливается из легированной стали с большим рабочим стержнем, на который наносится редкая и крупная насечка. Эксплуатируется в работе с рыхлыми по составу изделиями, например, деревом, пластиком, камнем и другими материалами.

Имеется ещё одна классификация, которая зависит от формы инструмента.

Круглые напильники оптимально использовать, когда нужно слегка увеличить отверстие.




Полукруглые напильники можно использовать для шлифовки, как прямых плоскостей, так и поверхностей с углублениями и различными отверстиями.

Плоские напильники рекомендуются того, чтобы счистить слой метала с крупного изделия, имеющего большую поверхность.

Квадратные – нужны для опиливания поверхности прямоугольных или квадратных отверстий и пазов.

Трёхгранные – незаменимы, если внутри детали необходимо опилить острые углы.

Ромбовидные – используют, чтобы опиливать углы и поверхности, находящиеся под наклоном.



Советы при покупке инструмента
После вводной, информационной части можно ответить на вопрос о том, какой напильник лучше выбрать.

При покупке инструмента стоит обратить внимание на:






Его длину, которая может варьироваться от 100 до 350 мм. Если вы планируете обрабатывать малогабаритные детали, то лучше приобрести напильник длинной 150-180 мм, если необходимо взаимодействовать с крупными изделиями, то рекомендуется обратить внимание на модели, длина которых достигает 300-350 мм.
Форму напильника, разнообразие которых мы рассмотрели в пункте выше.

Наличие изъянов, трещин или других неприятных дефектов. Проверить их наличие можно лёгким ударом рабочей частью напильника по твёрдой поверхности, если раздался чистый звук, то все в порядке, если присутствует какое-либо дребезжание, то лучше отказаться от приобретения данного прибора.

Рекомендации по эксплуатации
Наконец, мы добрались до самой практичной части статьи, именно той самой, из которой можно узнать, как пользоваться напильником и как ухаживать за ним, чтобы он служил долгое время.




Советы по хранению и использованию:
Защищайте инструмент от ударов, так как зубья легко могут повредиться. Храните каждый прибор отдельно от других напильников и прочих инструментов. Лучшее место для хранения – сухое место, где не будет скапливаться пыль.

Если вы собираетесь работать с мягким металлом, то лучше натрите инструмент мелом для его сохранности от мелкой стружки.

Новым или недавно купленным инструментом рекомендуется опиливать мягкие предметы, а затем, после истечения какого-то промежутка времени использования напильника, уже можно переходить к обработке твёрдых материалов;

Если заготовка покрыта оскалиной или ржавчиной, то её необходимо скрупулёзно очистить, и лишь только после этого можно начинать работать напильником;

После завершения эксплуатации инструмент необходимо привести в нормальный вид: очистить от остатков стружки и других мелких частиц, затем промыть в керосине или бензине и убрать на место хранения.

Работа с инструментом
Заготовку зажимаем в тиски. Она должна находиться посередине опущенной руки, примерно в районе локтя.

Берём инструмент так, чтобы рукоять упиралась в ладонь, при этом большой палец размещаем так, чтобы он находился сверху, а все остальные – снизу.

Другой рукой прижимаем напильник к заготовке, поместив её на противоположной стороне инструмента.

Тело необходимо держать ровно под углом в 45 градусов к тискам.

Одну ногу поместите у верстака, на котором находятся тиски с заготовкой, а другую – сместите назад и чуть вправо.

Нажимать на напильник стоит только, когда совершается движение вперёд.

При обратном движении в исходную позицию нет необходимости надавливать на инструмент.






Старайтесь контролировать силу давления на напильник во время движений.

Чередуйте поперечное, продольное и перекрёстное опиливание, чтобы избежать дефектов и неровностей на поверхности заготовки.

Фото напильника









»
>
morflot.su
различные виды и критерии выбора
 Выполнить шлифовку металлоизделий можно не только с использованием электрических видов инструмента. У многих домашних мастеров в арсенале можно обнаружить и различные виды напильников. Главное их преимущество по сравнению с электрическими инструментами для обработки грубых кромок — более высокая безопасность.Поэтому единственная задача, которую нужно решить мастеру — выбрать среди предлагаемого в магазинах ассортимента подходящий тип напильника. Решить эту задачу несложно. Достаточно ознакомиться с нюансами выполнения этой работы, предлагаемыми разновидностями инструмента и их назначением.
Выполнить шлифовку металлоизделий можно не только с использованием электрических видов инструмента. У многих домашних мастеров в арсенале можно обнаружить и различные виды напильников. Главное их преимущество по сравнению с электрическими инструментами для обработки грубых кромок — более высокая безопасность.Поэтому единственная задача, которую нужно решить мастеру — выбрать среди предлагаемого в магазинах ассортимента подходящий тип напильника. Решить эту задачу несложно. Достаточно ознакомиться с нюансами выполнения этой работы, предлагаемыми разновидностями инструмента и их назначением.
Общая информация
Напильником принято называть изделие, имеющее в составе два элемента:
- Стальной брусок. Его поверхность предназначена для насечек, наносимых на производстве при помощи специальных шаблонов. Насечки бывают нескольких видов, среди которых самыми распространенными являются прямоугольные, треугольные и круглые.
- Рукоятка. Закреплена на инструменте при помощи стяжного кольца и необходима для предотвращения трещин. Крепление ее выполняется на конусообразный хвостовик. С помощью рукоятки, которая бывает пластиковой и деревянной, обеспечиваются более удобные условия работы напильником. В случае поломки заменить ее не составит труда. Этот элемент чаще всего изготавливают из бука, березы и прессованной бумаги. Рукоятка должна иметь длину в полтора раза больше, чем хвостовик.
 Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм.
Напильники могут отличаться друг от друга и своими размерами. Так, в продаже можно найти инструменты, имеющие длину 9, 10, 11, 12, 13 и 14 см. Также они могут отличаться и диаметром, который может составлять 12, 16, 20, 23, 25 и 28 мм.
Все напильники относятся к категории режущего инструмента. Основное их назначение — придание обрабатываемым изделиям определенных размеров и форм. В основе работы инструмента лежит принцип послойного стачивания поверхности
Материалы
Эти устройства для шлифовки металлоизделий чаще всего изготавливаются из очень твёрдой инструментальной стали высокого качества:
- Марки ШХ15 или 13Х. Так обозначается легированная хромистая сталь.
- У10А или У13А. Маркировка указывает на использование улучшенной нелегированной стали.
В процессе изготовления напильники в обязательном порядке проходят процедуру закаливания, что позволяет обеспечить им уровень твердости 54−58 HRC. Из стали указанных марок изготавливается инструмент, предназначенный для обработки металлоизделий. Если нужна шлифовка деревянных и других материалов, то на этот случай используют инструменты, выполненные из более мягкой стали.
Инструмент с одинарной насечкой
Этот тип насечки имеют лишь некоторые виды инструмента. От остальных они отличаются тем, что во время обработки снимают незначительное количество металла. С помощью этого инструмента можно выполнять шлифовку узких поверхностей. Также они отлично подходят для затачивания пил по дереву. С помощью специальных напильников можно выполнять работы по обработке мягких металлов, древесины и пластмасс.
Изделия с перекрестным сечением
Наличие на инструменте двойной насечки указывает, что это напильник по металлу общего назначения. Если внимательно осмотреть поверхность, то можно обнаружить на ней не только основное, но и дополнительное сечение. Основное сечение позволяет снимать частицы материала, из которого выполнено обрабатываемое изделие, а вспомогательное — перемалывать их в стружку.
Основное назначение инструмента с двойной насечкой — обработка изделий, выполненных из твёрдых сплавов и металлов.
Виды инструмента по металлу
Компании, специализирующиеся на изготовлении слесарных напильников, опираются в своей производственной деятельности на ГОСТ 1465–59 . С учетом размеров насечек, а также их количества на 10 мм поверхности напильники можно классифицировать на несколько видов:
 Драчевые. Главной особенностью этого инструмента является наличие крупной насечки. На 10 мм поверхности содержится от 5 до 12 штук. Чем их меньше, тем более крупными являются зубы. Это позволяет за один проход инструментом снимать больше частиц обрабатываемого изделия.
Драчевые. Главной особенностью этого инструмента является наличие крупной насечки. На 10 мм поверхности содержится от 5 до 12 штук. Чем их меньше, тем более крупными являются зубы. Это позволяет за один проход инструментом снимать больше частиц обрабатываемого изделия.- Личные. Вид инструмента, имеющий среднюю насечку. Число зубьев может доходить до 25 штук.
- Бархатные. В них используется самая мелкая насечка. На 10 мм поверхности может располагаться не более 80 зубьев.
 Драчевые. Главной особенностью этого инструмента является наличие крупной насечки. На 10 мм поверхности содержится от 5 до 12 штук. Чем их меньше, тем более крупными являются зубы. Это позволяет за один проход инструментом снимать больше частиц обрабатываемого изделия.
Драчевые. Главной особенностью этого инструмента является наличие крупной насечки. На 10 мм поверхности содержится от 5 до 12 штук. Чем их меньше, тем более крупными являются зубы. Это позволяет за один проход инструментом снимать больше частиц обрабатываемого изделия.Чтобы специалистам и рядовым мастерам было проще различать эти виды напильников, за ними закреплены специальные номера: драчевые — № 1, личные — № 2, бархатные — №№ 3−6.
Виды инструментов по форме
Поскольку обрабатываемые изделия могут отличаться друг от друга формой, для наиболее эффективной их обработки производители выпускают соответствующие виды устройств для шлифовки. Наиболее качественно выполнять шлифовку деталей этому инструменту позволяет особая форма профиля. В зависимости от этого признака можно выделить несколько видов напильников:
- овальный;
- ромбовидный;
- ножовочный;
- специальный;
- полукруглый;
- круглый;
- трехгранный;
- квадратный;
- плоский.
Таким образом, инструментов для обработки изделий существует немало, и каждый из них отличается не только вариантом исполнения, но и назначением.
Назначение напильников
- Плоские напильники позволяют наиболее качественно обрабатывать внутренние и наружные поверхности плоской и выпуклой формы.
- Квадратные предназначены для шлифовки пазов и отверстий прямоугольной и квадратной формы. У этого инструмента имеется и другое название — брусовка. Его стандартная длина — 50 см. Использовать его наиболее целесообразно, когда требуется снять слой металла более 1 мм.
- Напильник трехгранного типа предназначен для шлифовки пазов и отверстий, канавок и внутренних углов.
- С помощью круглого можно обрабатывать поверхности вогнутой формы. Его чаще всего применяют для шлифовки овальных и круглых отверстий.
- Основное назначение специальных напильников — шлифовка зубчатых и наклонных поверхностей, а также углов. Они позволяют делать выборку канавок и узких пазов.
- Самые крупные зубы имеют драчевые напильники, а используют их для предварительной обработки поверхности, поскольку они могут быстро снимать достаточно большой толщины слой — от 0,05 до 0,1 мм. Но имеется у этих напильников большой недостаток, о котором нужно упомянуть — низкая точность. Поэтому после обработки рабочая поверхность приобретает грубый вид.
- Личные напильники используются для выполнения чистовой шлифовки. Они позволяют снимать слой толщиной от 0,02 до 0,06 мм.
- При помощи бархатных инструментов выполняют завершающую шлифовку изделий. Они позволяют за один проход снимать слой толщиной от 0,01 до 0,03 мм. Достоинством этого инструмента является высокая точность обработки — 0,01 — 0,005 мм.
Специальные виды
Иногда перед мастером возникают задачи, которые сложно выполнить обычным инструментом. В этом случае ему приходится задумываться о покупке специальных видов напильников, которые помогут эффективнее и быстрее выполнить операции с металлом.
Рашпиль
 Наряду со слесарным инструментом выполнять шлифовку изделий из металла и других материалов можно с использованием рашпилей, которые имеют свою собственную насечку. Их поверхность содержит достаточно крупные зубья, выполненные в виде пирамиды, а сзади них находятся специальные канавки. Насечки располагаются на рашпиле в виде рядов под прямым углом к оси. С помощью рашпилей можно выполнять шлифовку мягких материалов — дюралюминия и алюминия.
Наряду со слесарным инструментом выполнять шлифовку изделий из металла и других материалов можно с использованием рашпилей, которые имеют свою собственную насечку. Их поверхность содержит достаточно крупные зубья, выполненные в виде пирамиды, а сзади них находятся специальные канавки. Насечки располагаются на рашпиле в виде рядов под прямым углом к оси. С помощью рашпилей можно выполнять шлифовку мягких материалов — дюралюминия и алюминия.
Для изготовления этого инструмента используются стали марок У7А, У10А. Они имеют уровень твердости, соответствующий 35−40 HRC. В длину рашпили достигают 25−35 см. Производители предлагают четыре типа рашпилей: круглые и полукруглые, а также остроносые плоские и тупоносые плоские. Их используют преимущественно при изготовлении жестяных изделий, а также в медицине.
Надфили
Среди всех выпускаемых видов инструмента для обработки изделий они являются самыми мелкими. Их используют для выполнения работ, где важно обеспечить высокую точность обработки. Этот тип инструмента изготавливается из стали марок У12 и У12А с твердостью 54−60 HRC. Если рассматривать надфили по форме поперечного сечения, то их можно разделить на следующие группы:
- пазовые и ножовочные;
- в форме ромба;
- овальные;
- круглые и полукруглые;
- трехгранные;
- квадратные;
- плоские.
Приобретать все из выше перечисленных видов напильников домашнему мастеру нет никакой необходимости. Справиться со всеми возникающими в быту задачами он легко сможет, имея в своем арсенале плоский, треугольный и круглый напильник. Не помешает дополнительно приобрести и набор надфилей и несколько рашпилей. Весь этот комплект инструментов поможет быстро решить любую задачу, связанную со шлифовкой металла.
Тонкости выбора
Понять, какой тип устройства для шлифовки вам необходим, можно, зная о характере задач, которые вам нужно выполнить. В зависимости от этого и следует выбирать напильник определенного размера, формы и длины. К примеру, если вам предстоит работать с алюминием, латунью, медью или бронзой, то самым подходящим для вас инструментом будет напильник с одинарной насечкой. А вот покупать бархатные или личные напильники не стоит. Очень скоро их зубья забьются стружкой, и они уже не будут исправно выполнять свою основную функцию. Важной характеристикой является номер насечки. При выборе советуем обращать внимание на толщину снимаемого слоя и точность обработки.
Напильники с номером насечки 0 или 1 следует выбирать мастерам, которым требуется опилить 5−10 мм толщины и обеспечить точность обработки в пределах от 0,01 до 0,2 мм. Имейте в виду, что за один проход инструмент снимает не более 0,1 мм. При его использовании вы получите довольно шероховатую поверхность, поэтому лучше всего использовать эти напильники для черновой обработки. Гораздо проще выбрать инструмент по длине. Ориентируйтесь на размер поверхности, которую вам нужно опилить: чем он больше, тем более крупным должен быть и сам напильник.
Для более точного расчёта предлагаем специальную формулу: к длине поверхности изделия прибавьте 15 см. Полученное значение и будет длиной рабочей поверхности напильника, который вам нужен. Однако не забывайте, что во время обработки желательно проходить инструментом по всей площади рабочей поверхности.
Напильник для дома
Какой бы тип инструмента вы ни искали для обработки металлоизделий, советуем вам выбирать его, ориентируясь на стоящие перед вами задачи. Если вам нужен инструмент для будущего ремонта, то советуем приобрести хороший набор напильников, а не покупать их поодиночке в разных местах.
Мечтаете о том, чтобы создать своими руками для ребёнка экологически чистый конструктор, и уже присмотрели для этого подходящее дерево? Тогда вам стоит обратить внимание на рашпили по дереву и плоские напильники. Сперва пройдитесь по дереву рашпилем, с этим вы легко справитесь, он меньше других забивается. После уже можно использовать и напильник. В завершение обработки тщательно отшлифуйте детали наждачкой, чтобы ваш малыш не поранился во время игры.
Если вы хотите, чтобы ваш самодельный конструктор включал разнообразные арки, цилиндры и окошки, то советуем приобрести круглый напильник по дереву и рашпиль такой же конфигурации.
Выполнить обработку металлических и изделий из других материалов надлежащим образом невозможно, не имея под рукой специального инструмента. Поэтому в арсенале каждого домашнего мастера должен присутствовать напильник. Выбрать наиболее подходящий вид инструмента несложно, если знать, какие операции вы собираетесь выполнять.
Но ни в коем случае не экономьте, покупая из набора только один или два вида инструмента. Если вам предстоит выполнять большой объем работ или же решать однотипные задачи достаточно регулярно, то лучшим для вас решением будет приобрести набор напильников. Они станут для вас незаменимыми помощниками и помогут гораздо быстрее и качественнее обработать детали.
tokar.guru
Что такое надфиль: ГОСТ напильников с мелкой насечкой
Согласно справочникам по слесарному делу, надфилями принято считать напильники небольших размеров. Общая длина таких инструментов бывает 80 мм, 120 мм и 160 мм, а рабочая зона, соответственно, 50 мм, 60 мм и 80 мм.
Геометрические параметры и сплав, из которого изготовляют металлическую основу таких напильников, регламентируется ГОСТ РФ. На надфили, прямым назначением которых является обработка металлических изделий для нужд народного хозяйства, распространяется ГОСТ 1513–77.
Вконтакте
Google+
Мой мир
Что такое надфиль?
Формы рабочей части надфилей бывают абсолютно разными. Опытный умелец предпочитает иметь в своём арсенале инструментов набор напильников, которые можно использовать как отдельно друг от друга, так и последовательно. Эффективность обработки поверхности детали обеспечивается двойной насечкой — основной и вспомогательной.
Номер насечки, как правило, нанесён на пластмассовую или деревянную ручку инструмента. Рабочая часть покрывается мелкой либо двойной перекрёстной насечкой. Основную насечку исполняют под острым углом, а вспомогательную под углом в 45 градусов. Игольчатые надфили зачастую имеют насечку квадратного сечения.
В соответствии с российским ГОСТом для производства этого инструмента используют два вида стали:
- Легированную с повышенной примесью хрома (ШХ-15, 13Х).
- С высоким содержанием углерода (У10А, У13А).
Применение надфилей различной формы
Надфили используют для финишной обработки малогабаритных деталей. На промышленных предприятиях и в быту может возникнуть ситуация, когда требуется сформировать окончательный вид изделия из металла сложной конструкции, обточить или подогнать под размер миниатюрную деталь. Благодаря этому маленькому напильнику можно обработать самые труднодоступные места. Надфиль — незаменимый помощник мастера по гравёрным и ювелирным работам. Им зачищаются и подгоняются мелкие отверстия крохотных изделий.
Форму бруска определяет государственный стандарт. Этот параметр очень важен, так как по нему можно узнать сферу назначения инструмента.
Существуют следующие виды надфилей:
- Плоский или плоский остроносый. Таким инструментом обрабатывают внутренние или наружные плоские поверхности.
- Трехгранный. С его помощью обрабатывают пазы, отверстия и канавки. Подходит для обработки на внешних сторонах детали острых углов.
- Овальной стороной выполняется выпиливание и обработка рельефных и закруглённых поверхностей. Плоская сторона позволяет обрабатывать плоскую поверхность и пропиливать различные пазы.
- Круглый. Напильник предназначен для чистовой обработки мелких отверстий в форме овала и круга, а также вогнутой поверхности небольшого диаметра, Надфиль круглый, как и форма его сечения. Рабочей поверхностью является вся круглая площадь инструмента.
- Полукруглый. Такой вид обладает двумя сторонами — плоской и овальной, принимая в сечении сегментную форму. Обе стороны имеют насечки.
- Ромбический. Используют для обработки зубчатых деталей.
- Квадратный. Им распиливают прямоугольные, квадратные и многоугольные отверстия.
- Игольчатый. Имеет кардинальные отличия от остальных типов. Этот миниатюрный инструмент обладает длиной рабочего профиля всего 25–35 мм, а хвостовик у него квадратной формы.
- Разновыпуклый. Внешне имеет сходства с двояковыпуклой линзой. Носы заострённые, имеется насечка на обеих плоскостях. Главное предназначение-обработка внутренних поверхностей колец.
- Клиновидный. Название говорит само за себя. Такое слесарное приспособление обладает формой клина и острым носом. У такого напильника есть две разновидности. Каждый вид состоит из двух рабочих граней и ребра. Отличие только в том, что один инструмент обладает острым ребром и клиновидной всечкой, а другой имеет закруглённое ребро. Применяют клиновидные надфили, когда требуется обработать кропаны, касты или пропилить всечку малого угла.
- Ножовочный. Нужен для выборки узкого паза, канавки. Им обрабатывают внутренние углы и плоскости в отверстиях квадратных, ромбовидных или прямоугольных форм.
- Пазовый. Инструмент, похожий на плоский, но с округлёнными по бокам гранями. Эта особенность позволяет обрабатывать труднодоступные участки деталей.
- Рифель. Многолезвийный представитель мелких надфилей. Отличается сильно изогнутой рабочей частью, вплоть до крючкообразного изгиба. Применяют в ювелирных мастерских, чтобы обрабатывать криволинейные поверхности. Изготовлен исключительно из магнитно-твёрдого сплава. С помощью магнита ювелир отделяет отколовшиеся частицы рифеля от крошек драгоценного металла. Параметры рифелей для зачистки литейных стержней зафиксированы в ГОСТ 11798–74.
Типы надфилей по количеству насечек на 10 мм рабочей поверхности
Всего в ГОСТ 1513–77 выделяют пять типов напильников. Первый и второй номер содержат 28–56 насечек на каждые десять миллиметров рабочей длины. Третий, четвёртый и пятый номер имеют уже от 40 до 112 насечек на каждые 10 мм рабочего профиля.
Определяют номер насечки, взглянув на ручку напильника, где завод-изготовитель должен указать число насечек на 10 мм длины. Чем выше значение, тем больше размер зубцов на насечке и, следовательно, более грубая обработка, которая совершается надфилем. Инструментом первого и второго номера выполняют работу по вытачиванию рельефов и всечек, образцом под третьим номером совершают чистовую шлифовку поверхностей. Образцы с насечками 4 и 5 пригодны для наиболее тонкой работы: ими выводят мелкие риски, обрабатывают оправы драгоценных камней.
Надфиль алмазный
 Алмазные надфили — это не что иное, как мелкие пилки. Рабочий профиль инструмента покрывают алмазным порошком. Благодаря алмазному слою обеспечивается непросто резка материала во время слесарной операции, но и частичное снятие поверхностного слоя. Косметическая пилочка для ухода за ногтями тоже относится к категории надфилей. Эта драгоценная горная порода считается одной из самых дорогих природных материалов. С какой целью использовать алмаз для изготовления инструментов? На самом деле для изготовления рабочей поверхности напильников берут искусственный камень.
Алмазные надфили — это не что иное, как мелкие пилки. Рабочий профиль инструмента покрывают алмазным порошком. Благодаря алмазному слою обеспечивается непросто резка материала во время слесарной операции, но и частичное снятие поверхностного слоя. Косметическая пилочка для ухода за ногтями тоже относится к категории надфилей. Эта драгоценная горная порода считается одной из самых дорогих природных материалов. С какой целью использовать алмаз для изготовления инструментов? На самом деле для изготовления рабочей поверхности напильников берут искусственный камень.
Высокие показатели прочности надфиля с алмазным покрытием позволяют обрабатывать стекло, керамику, прочную сталь и сплавы. В ГОСТ 23461–84 указано, что длина алмазного устройства лежит в диапазоне от 100 до 200 мм. В магазине чаще всего можно встретить образцы длиной 80 мм и 160 мм. Стандартная длина рабочей части у таких надфилей- 50 мм и 80 мм. Материалы, используемые в производстве надфилей, должны иметь твёрдость больше, чем у стали.
Для производства таких инструментов, как алмазные надфили (ГОСТ 1435, ГОСТ 5950) требуется включение в состав стали с повышенным содержанием углерода. Показатели твёрдости по шкале HRC должны находиться в интервале от 50 до 60 единиц. Ещё один значимый показатель, это зернистость. Она определяет величину крупиц алмазного напыления. Обозначают её с помощью цветной полоски или мелких рисок, которые обычно высекают на рукоятке инструмента.
Вконтакте
Google+
Мой мир
instrument.guru
Инструменты для опиливания и их классификация
Инструменты для опиливания и их классификация
Для опиливания металла применяют напильники. Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Для того чтобы хорошо отшлифовать нужную поверхность необходимо правильно выбрать напильник. Выбор напильника основывается на материале и текстуре обрабатываемого материала, формы и желаемого результата.
Общее устройство напильника
Рассмотрим виды напильников более детально.
Классификация напильников:
Драчевые напильники – применяются для грубой обработки металлической поверхности, обычно снимают 05-1,0 мм. металла.
Личные напильники – применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности. Точность 0,02 мм.
Брусовки – используют чтобы снимать толстые слои металла.
Надфили – самые точные и маленькие напильники, применяются в основном для мелкой работы и доведения заготовки до конечного результата.
Виды напильников
Маркировка напильников происходит цифрами от 1 до 10, но мы рассмотрим лишь самые необходимые напильники которые применяются для опиливания металла в слесарных мастерских:
1. Круглый напильник – обработка круглых, овальных и вогнутых поверхностей;
2. Полукруглые напильники – имеет две стороны, плоскую и круглую, одной стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
3. Трехгранные напильники – обработка поверхностей и отверстий, недоступных для плоских напильников;
4. Квадратные напильники – обработка узких прямых поверхностей, недоступных для плоских напильников;
5. Плоские напильники с овальными ребрами – служат для обработки различных видов закруглений;
6. Надфили – применяются для проведения точных и мелких работ, обработке мелких поверхностей и прорезей.
Приемы опиливания металла
Перед началом опиливания необходимо правильно организовать свое рабочее место, и прежде всего наиболее рационально разложить инструменты и заготовки на нем. Размеченную заготовку прочно зажимают в тисках. При этом поверхность обработки должна быть выше уровня губок тисков.
Выполняя опиливание, надо занимать правильную рабочую позу (см.рис 1.): стоять следует вполоборота к верстаку на расстоянии 150…200 мм от его переднего края, левую ногу выставляют вперед по направлению движения напильника. Закругленная часть ручки напильника должна упираться в ладонь правой руки. Четырьмя пальцами обхватывают ручку, а большой палец накладывают сверху и прижимают к ручке. Вытянутые пальцы левой руки кладут на носок напильника, отступив от края на 20…30 мм.
рис.1
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника (см.рис 2). В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой.
рис.2
Различают несколько способов опиливания: поперечное, продольное, перекрестное и круговое. Поперечное опиливание (рис.3 а) выполняют при снятии больших припусков. При продольном опиливании заготовок (рис.3 б) обеспечивается прямолинейность обработанной поверхности. Лучше сочетать эти два способа опиливания: сначала опиливание выполняют поперек, а затем — вдоль. При опиливании перекрестным штрихом (рис.3 в) обеспечивается хороший самоконтроль за ходом и качеством работы. Сначала опиливают косым штрихом слева направо, затем, не прерывая работы, прямым штрихом и заканчивают опиливание снова косым штрихом, но уже справа налево. Круговое опиливание (рис.3 г) выполняют в тех случаях, когда с обрабатываемой поверхности нужно снять частые неровности.
рис.3
При опиливании ладонь левой руки накладывают поперек напильника у его конца, а правой охватывают рукоятку напильника. Движение напильника должно быть строго горизонтальным. Опиливание металлов аналогично обработке древесины рашпилем(см.рис.4). Поверхность заготовки лучше всего опиливать так называемым перекрестным штрихом. При такой обработке сначала опиливают плоскость детали справа налево под углом 30-40 градусов к боковой стороне тисков, а затем таким же образом производят опиливание слева направо. Для опиливания криволинейных поверхностей применяют напильники с различной формой поперечного сечения.
рис.4
При опиливании плоскостей, расположенных под прямым углом, сначала опиливают начисто одну из поверхностей, а затем обрабатывают вторую поверхность под прямым углом к первой. Опиливание поверхностей по внутреннему прямому углу осуществляется так, чтобы ко второй поверхности было обращено ребро напильника, на котором нет насечки(см. рис.5).
рис.5
Правильность опиливания проверяют линейкой или угольником на просвет (см.рис.6): если просвет отсутствует — поверхность ровная. Долговечность напильников во многом зависит от ухода за ними.
рис.6
От долгого использования насечка напильника выкрашивается и стирается, в результате чего инструмент теряет режущую способность. Чтобы продлить срок службы напильника, его натирают мелом, предохраняющим насечку от забивания мелкой стружкой. Если насечка напильника все же забилась опилками, ее нужно очистить стальной щеткой(см.рис.7).
infourok.ru
Напильники, их конструкция и классификация
Напильники, их конструкция и классификация
Категория:
Опиливание металла
Напильники, их конструкция и классификация
Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих мелкие и острые зубья. Этими зубьями напильник срезает небольшой слой металла в виде стружки.
Конструкция напильников. Конструкция напильника зависит от вида насечки, геометрии зубьев, профиля и других факторов. Зубья напильника могут быть образованы насеканием, фрезерованием, нарезанием, протягиванием и точением методом обкатывания. Наиболее распространенным способом образования зубьев является насекание их на специальных станках.
Насечки на поверхности напильника образуют зубья. Чем меньше насечек на 10 мм длины напильника, тем крупнее зуб. По виду или форме насечек напильники бывают с одинарной (однорядной) и двойной (перекрестной), а также рашпильной насечками.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий. Такие напильники применяют для обработки цветных металлов, целлулоида, дереза и др. Одинарная насечка наносится под углом 25—30° по отношению к линии, перпендикулярной к оси напильника.
В напильниках с двойной насечкой сначала насекают нижнюю глубокую насечку, называемую основной, а поверх нее — верхнюю неглубокую насечку, называемую вспомогательной; она разрубает основную на большое число отдельных зубьев. Вспомогательная насечка имеет направление справа налево вверх, а основная, образующая профиль зуба,— слева направо вверх, если смотреть на насечку напильника от хвостовика к носку. Перекрестная насечка размельчает стружку, что облегчает работу. У напильников с двойной (перекрестной) насечкой основная насечка обычно выполняется под утлом наклона 25°, а вспомогательная— под углом наклона 45°.
Шаг (расстояние) между двумя соседними зубьями на основной насечке больше, чем на вспомогательной. В результате зубья располагаются друг за другом по прямой, составляющей угол 5° с осью напильника, и при его движении следы зубьев частично перекрывают друг друга. Поэтому на обработанной поверхности уменьшается шероховатость, и она получается относительно чистой и гладкой.
Зубья рашпильной насечки образуются выдавливанием металла заготовки рашпиля насекательными зубилами со специальной формой заточки. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Это уменьшает глубину канавок, образующихся на поверхности опиливаемой заготовки, и облегчает процесс резания. Напильники с таким видом насечки применяются для опиливания мягких материалов (дерево, каучук, резина, кость, рог и др.), так как в этом случае снимается крупная стружка, что требует и крупных зубьев. В напильниках с обыкновенной насечкой стружка таких материалов забивает зубья, и они не могут резать.
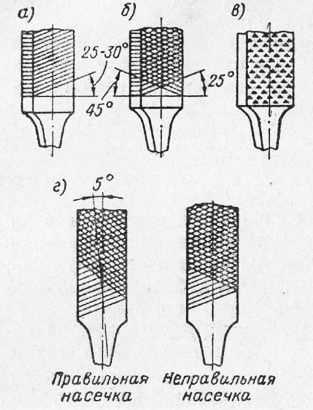
Рис. 1. Насечки напильников
Независимо от способа выполнения насечки зубья на поверхности напильника имеют форму клина с углом заострения р, задним углом а, передним углом у и углом резания б.
Передним углом у называется угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Он устанавливается в пределах от +10 до —16°. Угол заострения р образуется между передней и задней поверхностями зуба напильника. Задним углом называется угол, образуюшийся между задней поверхностью зуба и плоскостью опиливаемой заготовки. Величина заднего угла зуба напильника стандартом не регламентирована. Угол резания 6 образуется между передней поверхностью зуба и плоскостью опиливаемой заготовки.
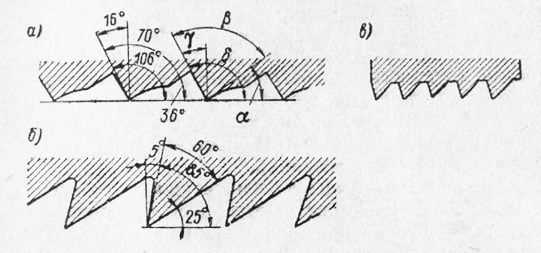
Рис. 2. Форма и геометрические параметры зубьев напильника: а—форма насеченного зуба напильника и его углы; б — фрезерованный или шлифованный зуб; а—зуб, полученный протягиванием
В практике слесарной обработки установлены следующие значения углов зубьев напильника:
1) для напильников с насеченными зубьями у отрицательный до —16°, р = 70°, а=36°, 6=106°;
2) для напильников с фрезерованными или шлифованными зубьями (рис. 95,6) у =2+10°, р = 60-7-65°, а=20-т-25о, 6 = 80-90°;
3) для напильников с зубьями, полученными протягиванием (рис. 95,в), 5°, Р=55°, а = 40°, 6=95°. Протянутый зуб имеет впадину с плоским дном. Напильники с зубьями, полученными протягиванием, лучше врезаются в обрабатываемый металл, что способствует повышению производительности труда. Кроме того, эти напильники более стойки в работе и не забиваются стружкой.
Классификация напильников. Напильники различаются по числу насечек (величине зубьев), профилю сечения и длине.
По количеству зубьев, насеченных на 10 мм длины, напильники делятся на 6 классов (0, 1, 2, 3, 4, 5).
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные —общего назначения и для специальных работ, машинные, надфили и рашпили.
Слесарные напильники общего назначения по ГОСТу 1465-69 изготовляются восьми типов: плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые, круглые, ромбические и ножовочные длиной от 100 до 400 мм с насечкой № 0—5. Напильники имеют двойную (перекрестную) насечку, образованную способом насекания.
Слесарные напильники для специальных работ предназначаются для удаления весьма больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов, неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.
Машинные напильники по своей конструкции подразделяются на стержневые, дисковые, фасонные головки и пластинчатые. В процессе работы стержневым напильникам сообщается возвратно-поступательное движение, дисковым напильникам и фасонным головкам — вращательное, а пластинчатым — непрерывное движение вместе с непрерывно движущейся металлической лентой.
Машинные напильники применяют для обработки фасонных углублений и отверстий, криволинейных поверхностей, для удаления облоя и снятия заусенцев.
Надфили (мелкие напильники) согласно ГОСТу 1513-67 изготовляются десяти типов: плоские, трехгранные, квадратные, полукруглые, круглые, овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 5 номеров. Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку.
Надфили применяются для опиливания неоольших поверхностей и узких мест, недоступных для обработки слесарными напильниками.
Кроме указанных в практике слесарной обработки применяются напильники, которые крепятся в специальных приспособлениях.
Реклама:
Читать далее:
Выбор напильников, уход за ними и восстановление затупившихся зубьев
Статьи по теме:
pereosnastka.ru