Какая проволока для сварки полуавтоматом лучше
Какая проволока для какого сплава
Выбирая проволоку для сварки необходимо сразу понимать, что именно вы будете ей сваривать, какие металлы, какой толщины и каким аппаратом будете это делать. От этих факторов зависит то, какие материалы вам понадобятся. В первую очередь проволока различается по составу. Он в свою очередь должен соответствовать основному металлу.
Можно выделить пять видов проволоки:
Стальная
Самый распространенный вид, у него встречается наибольшее количество марок, которые регламентирует ГОСТ 2246-70, диаметром встречаются от 0,3 до 12 мм. В зависимости от состава самой проволоки можно сваривать низколегированные, среднелегированные, высоколегированные и низкоуглеродистые стали. Важным плюсом такой проволоки будет то, швы с ее помощью получаются высокого качества, без трещин и с малым количеством брызг, шов почти не подвержен коррозии, а дуга при сварке держится хорошо без прерываний.
Омедненная
Чаще всего делается из стали СВ08Г2С, так же часто используются другие низколегированные и низкоуглеродистые марки, сталь покрывается омеднением. Это покрытие помогает в поддержании стабильности дуги. Толщина проволоки от 0,6 до 2 мм. Работа с ней производится в защитной среде, ей свариваются высоколегированные и углеродистые типы сталей.
Алюминиевая
Соответственно, состоит из алюминия и в соответствии с ГОСТом 7871-75 имеет примеси из меди, магния, кремния и хрома. Свариваемые изделия в большинстве состоят из сплавов, где процент содержания кремния не более 3%, медь порядка 4%. Легирующие присадки наделяют качествами прочности, сам по себе алюминий антикоррозионный металл, а значит, этим свойством обладают и швы. Предназначается такая проволока для полуавтоматической сварки и используется в среде защитных газов.
Порошковая
Она отличается от других видов не материалом, а его строением. Если другие виды проволоки это цельные вытянутые металлические прутья, то порошковая — это полая труба, заполненная металлическим порошком. При использовании он превращается в облако вокруг места сварки, которое используется вместо защитного газа, защищая от окисления полученный шов. Порошок внутри проволоки бывает разный:
- Рутиловый (двуокись титана). Для сварки стали со средними показателями углерода
- Рутил-флюоритный (двуокись титана с плавиковым шпатом). Для сварки низколегированных сталей
- Рутиловый органический. Для сварки низкоуглеродистой стали
- Флюоритный (с плавиковым шпатом). Для работы с низколегированной, низкоуглеродистой сталью
- Флюоритно-карбонатный (с добавкой соли угольной кислоты). Для работы с ответственными конструкциями из низколегированных, низкоуглеродистых сталей.

Вольфрамовая
Вольфрам отлично работает в высокотемпературной среде, так как сам металл тугоплавкий и не размягчается. В проволоку из вольфрама так же добавляются и легирующие компоненты, которые повышают стабильность дуги и увеличивают скорость работы при высокой температуре. Чистым вольфрамом можно варить алюминий, а проволока с примесями используется для сварки высоколегированных, нержавеющих сталей, никеля, меди и не только.
Маркировка проволоки для сварки
Распространенность сварочной проволоки для полуавтомата подарила нам большое количество марок, хотя и не все они одинаково часто используются в работе. Чтобы разобраться в том, для чего и кому подойдет та или иная марка надо понимать, что обозначают буквы и цифры в маркировках.
Российская маркировка в соответствии с ГОСТом 2249-70 дает полноценную характеристику материалу. Глядя на нее сразу понятно, что находится в сплаве. Разберем на наглядном примере:
СВ01Х19Н9
- СВ — сварочная проволока;
- 01 — содержание углерода 0,01%;
- Х19 — содержание хрома не более 19%;
-
Н9 — содержание никеля не более 9%.

Есть так же и американский аналог ГОСТа, который называется AWS, его используют зарубежные производители. Данные, которые мы можем узнать, глядя на марку, немного отличаются:
ER70S-6
- Е — предназначена для дуговой сварки;
- 7 — предел прочности растяжения равен 70 ksi (1000 футов на квадратный дюйм), если переводить в наши единицы измерения, то это равно 482,6 МПа;
- 0 — только плоское и горизонтальное положение сварки;
- S — сплошное сечение;
- 6 — общие рекомендации к полярности и общей эксплуатации.
Как подобрать диаметр сварочной проволоки
Диаметр проволоки, как и электродов, выбирается по двум критериям: толщина металла и сила сварочного тока. Например, для основного металла толщиной до 4 мм следует использовать проволоку диаметром от 1 до 1,2 мм. Чтобы быстро и удобно ориентироваться, можно использовать нашу таблицу:
Популярные марки проволоки
Сварочную проволоку всегда можно подобрать даже под определенные специфические требования в энергетике, специальном строительстве или атомной промышленности. Но ими в силу особенностей использования пользуются достаточно редко, а наиболее часто применяются три основных марки:
Но ими в силу особенностей использования пользуются достаточно редко, а наиболее часто применяются три основных марки:
Св-08Г2С – малоуглеродистая и низколегированная проволока, которой на полуавтоматах сваривается множество марок стали. По стандартам AWS маркируется как ER70S-6. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом.
Св-06Х19Н9Т – низкоуглеродистая проволока, которая используется для сварки нержавеющих сталей. Помимо этого, проволоку можно использовать и для наплавки, и для изготовления электродов. По стандартам AWS маркируется как ER 316L Si или ER 308L. В составе этой марки находится большое количество хрома, за счет которого можно использовать проволоку как присадочный материал в нефтяной, пищевой и химической промышленности. А пониженное содержание углерода повышает пластичность сварочного шва.
 Ее можно использовать для полуавтоматической сварки чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Ее можно использовать для полуавтоматической сварки чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Заключение
Подбирать материалы для полуавтоматической сварки надо так же, как вы делали бы это при ручной дуговой. Определитесь изначально с тем, что вы собираетесь сваривать, какой металл на какой силе тока и какие критерии шва вам наиболее значимы и исходя из этого выбирайте ту марку проволоки, которая лучше всего подходит под ваши задачи.
Виды сварочной проволоки: разновидность и особенности применения
Существует несколько видов сварочной проволоки. Все они применяются для проведения различных сварочных работ и делятся на несколько видов:
Стальная (сплошная). Является самой популярной и используется для сварки низколегированных, среднелегированных и высоколегированных сталей. В свою очередь она делится на:
В свою очередь она делится на:
- Стальная с омеднённым покрытием. Используется для сварки углеродистых и низколегированных сталей;
- Нержавеющую. Та же сплошная проволока, но применяется для сварки нержавеющих сталей.
- Порошковая проволока. Пустотелая металлическая проволока с наполнителем (флюсом) внутри.
- Алюминиевая. Используется для создания сварных соединений различных деталей из алюминия и его сплавов.
Каждый из приведённых видов сварочной проволоки может быть применён для сварки различных металлов на разном оборудовании. Кроме этого, под каждое оборудование, подбирается нужная марка сварочной проволоки.
Стальная сварочная проволока. Под понятием стальная проволока, подразумевается то, что это проволока сплошного сечения. Её можно отнести к видам сварочной проволоки для полуавтомата. Так как в большинстве случаев она поставляется в бобинах или в больших бухтах.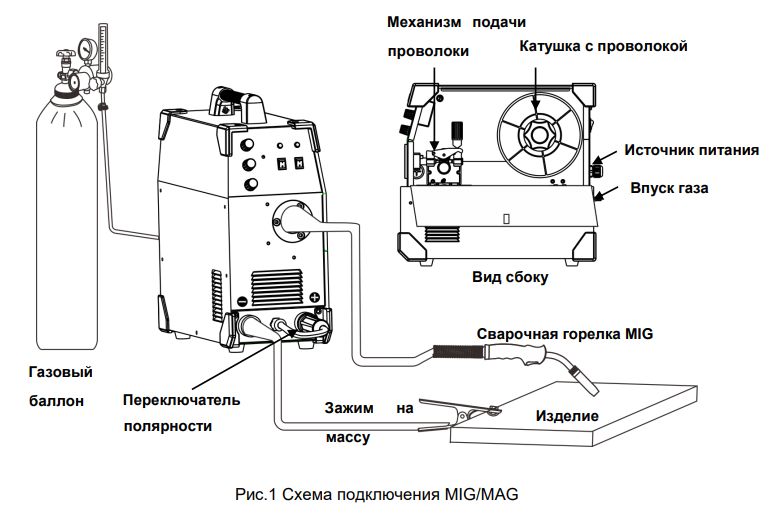
То, что она относится к сварочным материалам, говорит аббревиатура «Св». Поставляется она различных диаметров: от 0,3 мм до 12 мм.
Такая проволока может поставляться с нанесённым тонким медным покрытием. Обычно такую проволоку применяют для сварки сталей углеродистых и низколегированных. Покрытие из меди защищает проволоку от окисления и препятствует прилипанию её в канале мундштука.
Проволока с медным покрытием, обозначается в конце марки проволоки буквой «О»
Например:
Св-08Г2С-О, где: «О» в конце – это омеднённое покрытие.
Омедненная проволока бывает следующих диаметров: 0,6; 0,8, 1,0, 1,2 и 2,0 мм
Проволока для нержавеющей стали применяется тогда, когда нужно сварить сталь с высоким содержанием хрома (Cr>14%).
Основное её достоинство — получение высокопрочного сварного шва не подверженного коррозии. К минусам – высокая стоимость.
Если вам необходимо получить качественный и надёжный шов, тогда используйте такой сварочный материал. Производится такая проволока из высоколегированной стали. В состав входит: Ni, Cr, Mg и другие легирующие элементы. Благодаря им, коррозия шва сводится к минимуму.
Производится такая проволока из высоколегированной стали. В состав входит: Ni, Cr, Mg и другие легирующие элементы. Благодаря им, коррозия шва сводится к минимуму.
Например:
Св-08Х20Н9Г7, где: Cr 20%, Ni 9%, Mg 7%
Нержавеющая проволока бывает следующих диаметров: 0,6; 0,8, 1,0, 1,2 и 2,0 мм
Вышеперечисленные виды сварочной проволоки применяются совместно с различными инертными газами. Инертный газы защищают расплавленный металл от попадания в него кислорода. В основном это углекислота и аргон. Также эти проволоки можно использовать при аргонодуговой сварке металлов.
Порошковую проволоку применяют для сварки углеродистой, среднеуглеродистой и низколегированной стали. Особенность её в том, что с её помощью можно выполнить сварку без использования защитных газов. Это возможно благодаря флюсу, который находится внутри проволоки. Состав флюса подбирается под марку свариваемой стали.
Хоть многие и утверждают, что с помощью порошковой проволоки можно получить хорошее качество, практика показывает обратно. Дуга горит нестабильно с сильным разбрызгиванием металла. Из-за деформаций проволоки, неверных режимов, в большинстве случаев, шов получается некачественным.
Дуга горит нестабильно с сильным разбрызгиванием металла. Из-за деформаций проволоки, неверных режимов, в большинстве случаев, шов получается некачественным.
В зависимости от наполнителя, порошковая проволока делится на:
- Рутиловую. Применяется для сварки углеродистых конструкционных сталей.
- Рутил-флюридную. Такой сварочный материал сваривает низколегированные сталей.
- Рутило-органическую. Сваривает углеродистые конструкционные сталей.
- Флюоритную. Для сварки низколегированных сталей.
Пример:
ПП-Нп-18Х1Г1-С-2,0-1, где: «ПП» – порошковая проволока, «С» – сварка без защитного газа.
Не стоит путать порошковую проволоку со сваркой под слоем флюса. Сварка под слоем флюса осуществляется проволокой сплошного сечения. Такая технология доступна только на крупных предприятиях.
Алюминиевая проволока используется для заварки различных деталей из алюминия, а также его сплавов. При выборе такой проволоки нужно обращать на её марку. Состав такой проволоки должен быть одинаковым или очень близким по составу со свариваемой деталью.
При выборе такой проволоки нужно обращать на её марку. Состав такой проволоки должен быть одинаковым или очень близким по составу со свариваемой деталью.
Наиболее часто применяется в качестве присадочного материала. Также при поставке в катушке, возможно, использовать для полуавтоматической сварки. Такая проволока должна обладать достаточной пластичностью.
Пример:
Св. АМг5.М.500хБР, где «АМг5» – характеристика алюминиевого сплава, «БР» – поставляется в катушке
Какой провод вам нужен?
Ищете способы улучшить свои сварочные операции? Если вы не изучили различные типы сварочной проволоки, вы могли многое упустить.
Многие производители упускают из виду эффективность, которую они могут получить, заменив проволоку или процесс. На самом деле, когда вы спрашиваете изготовителей, почему они используют тот или иной электрод, некоторые отвечают: «Здесь всегда так делали», хотя другой способ может привести к значительным улучшениям.
Многие электроды в защитных газах — каждый с различными механическими свойствами, поведением дуги и предназначением — доступны практически для любого сварочного проекта. В зависимости от ваших требований к качеству, производительности и стоимости, вы можете выбрать одну из трех различных проволок для дуговой сварки в защитных газах для вашего применения:
- Проволока для дуговой сварки в твердом газе (GMAW)
- Композитная проволока GMAW (с металлическим сердечником)
- Проволока для дуговой сварки в среде защитных газов (FCAW)
Сплошная проволока GMAW
Для сварки GMAW требуется электрод из сплошной проволоки или композитный электрод с металлическим сердечником. Электроды из сплошной проволоки обычно называют электродами GMAW. Механические свойства и прочность наплавленного металла зависят, во-первых, от химического состава проволоки, а во-вторых, от типа используемого защитного газа (см. , рисунок 1 ). Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
Защитный газ необходим для защиты сварного шва от атмосферы. Изготовители часто предпочитают GMAW, потому что наплавленный металл не содержит шлака и практически не требует очистки, что повышает эффективность.
Грязная сталь. Существует множество классификаций проволоки GMAW, каждая из которых имеет разное количество раскислителей. Сильно раскисленная проволока может выдерживать легкие и средние уровни загрязнения поверхности. Для этих целей ищите провод ER70S-6, который имеет более высокое содержание кремния и марганца, чем ER70S-3. Вы также можете выбрать промежуточный электрод ER70S-4, если требуется больше раскислителей, чем ER70S-3, но меньше, чем ER70S-6.
Не забудьте выбрать проволоку GMAW от зарекомендовавшего себя производителя, чтобы обеспечить постоянный химический состав, диаметр и возможность подачи от партии к партии или от катушки к катушке. Некоторые импортные провода GMAW имеют маркировку ER70S-6, но фактически соответствуют европейской классификации SG2. Многие европейские проволоки с маркировкой ER70S-6 не соответствуют химическому составу ER70S-6, требуемому Американским обществом сварщиков (AWS), и поэтому могут не подходить для вашего применения.
Многие европейские проволоки с маркировкой ER70S-6 не соответствуют химическому составу ER70S-6, требуемому Американским обществом сварщиков (AWS), и поэтому могут не подходить для вашего применения.
Скорость движения. На пластинах, подвергнутых пескоструйной обработке, хорошо работает сплошная проволока GMAW. На листе с толстой прокатной окалиной проволока GMAW не работает так же хорошо, как проволока с металлическим сердечником или порошковая проволока. Сплошные проволоки GMAW не так быстро раскисляют прокатную окалину, что отрицательно влияет на форму валика и скорость перемещения.
Сварка вне положения. Сплошная проволока GMAW может использоваться для сварки в нерабочем положении с использованием процедуры короткой дуги на тонких материалах, что обеспечивает низкую скорость наплавки. В качестве альтернативы, импульсная сварка струей с этими электродами может увеличить скорость наплавки, сохраняя при этом возможности работы вне рабочего положения.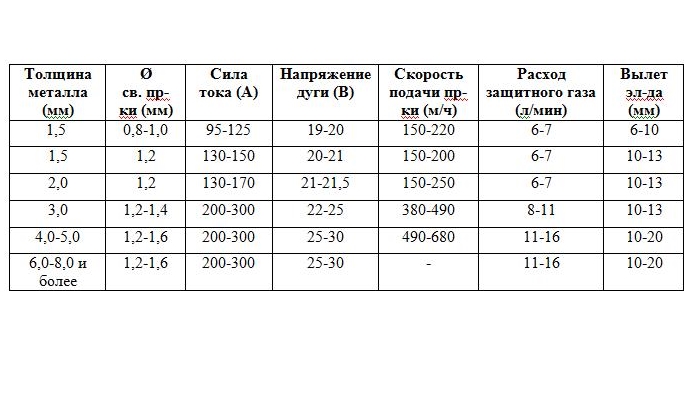
Механические свойства. Как правило, прочность наплавленного металла сплошным электродом GMAW ограничивается прочностью самого электрода. Если у вас есть высокопрочный низколегированный основной материал, может быть трудно найти сплошную стальную проволоку GMAW, которая будет соответствовать требованиям к основному материалу. Для этих применений более подходящими могут быть электроды с металлическим или флюсовым сердечником.
Послесварочные работы. При определенных режимах переноса металла сплошной проволокой GMAW, таких как короткодуговой и шаровидный, могут возникать брызги, требующие очистки после сварки. Во время GMAW могут образовываться кремниевые островки, которые, возможно, потребуется удалить перед покраской или нанесением покрытия. Однако GMAW со сплошной проволокой, как правило, представляет собой чистый процесс, требующий минимальных операций после сварки.
Металлопорошковая проволока
Металлопорошковая проволока представляет собой трубчатые электроды с металлическими компонентами в сердечнике. Как и сплошная проволока GMAW, проволока с металлическим сердечником обеспечивает сварку без шлака, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошной проволоки GMAW. Металлопорошковая проволока, ранее классифицируемая как порошковая проволока, теперь классифицируется как композитный электрод GMAW.
Как и сплошная проволока GMAW, проволока с металлическим сердечником обеспечивает сварку без шлака, которая практически не требует очистки. Рабочие характеристики также аналогичны характеристикам сплошной проволоки GMAW. Металлопорошковая проволока, ранее классифицируемая как порошковая проволока, теперь классифицируется как композитный электрод GMAW.
Рисунок 1: Руководство по выбору защитного газа
Грязная сталь. Металлопорошковая проволока лучше справляется с прокатной окалиной и поверхностными загрязнениями, чем проволока GMAW, благодаря своим металлическим компонентам. Эти компоненты помогают электроду с металлическим сердечником раскислять окалину лучше, чем сплошная проволока, поэтому этот тип проволоки является лучшим выбором, если вы не хотите дробеструйно обрабатывать материал перед сваркой.
Депонирование. Из-за трубчатой конструкции проволоки с металлическим сердечником плотность тока проволоки с металлическим сердечником при данной силе тока выше, чем у сплошной проволоки того же диаметра. Это может привести к более высокой скорости осаждения при данной силе тока. В некоторых автоматизированных приложениях металлопорошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в среде защитных газов. Однако проволока с металлическим сердечником большого диаметра может оказаться непригодной для полуавтоматической сварки из-за высокой силы тока и тепла, излучаемого дугой.
Это может привести к более высокой скорости осаждения при данной силе тока. В некоторых автоматизированных приложениях металлопорошковая проволока большого диаметра может соответствовать или превосходить характеристики порошковой проволоки в среде защитных газов. Однако проволока с металлическим сердечником большого диаметра может оказаться непригодной для полуавтоматической сварки из-за высокой силы тока и тепла, излучаемого дугой.
Скорость движения. Проволока с металлическим сердечником должна быть вашим первым выбором, если скорость перемещения является вашей основной задачей. На листе с прокатной окалиной проволока с металлическим сердечником может обеспечить улучшенное смачивание и более плоскую форму валика, а также повысить производительность из-за меньшего уровня разбрызгивания (меньше очистки после сварки) и более высокой скорости перемещения.
Сварка вне положения. Хотя можно использовать металлопорошковую проволоку в нерабочем положении при малых токах в режиме короткой дуги, обычно она не используется для сварки в нерабочем положении, за исключением сварки в положении вертикально вниз. Как и в случае сплошной проволоки GMAW, импульсная сварка может улучшить скорость наплавки проволоки с металлическим сердечником.
Как и в случае сплошной проволоки GMAW, импульсная сварка может улучшить скорость наплавки проволоки с металлическим сердечником.
Механические свойства. Электроды с металлическим сердечником доступны для высокопрочных низколегированных применений. В сердечник можно добавлять низколегированные металлические компоненты для достижения желаемых механических свойств. Эта возможность добавления компонентов может облегчить получение желаемых механических свойств с помощью электродов с металлическим сердечником, чем с помощью сплошной проволоки сопоставимой прочности.
Послесварочные работы. Перед покраской или нанесением покрытия на основной металл может потребоваться послесварочная очистка для удаления островков кремния, образовавшихся на электродах с металлическим сердечником. Однако общее время очистки может быть сокращено, поскольку проволока с металлическим сердечником обычно дает мало брызг.
Газозащитная проволока FCAW
Эти трубчатые электроды содержат флюс в сердцевине, а также раскислители для обеспечения дополнительной защиты от атмосферы. Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки вне рабочего положения, так и для сварки в рабочем положении.
Ингредиенты флюса могут быть разработаны для улучшения механических свойств наплавленного металла. Электроды FCAW доступны как для сварки вне рабочего положения, так и для сварки в рабочем положении.
Грязная сталь. Проволока FCAW является наиболее устойчивой из трех типов проволоки для сварки грязного основного металла. Поскольку он имеет флюс и используется с защитным газом, он обеспечивает дополнительный уровень защиты от атмосферы.
Депонирование. В условиях сильного осаждения проволока FCAW большого диаметра в среде защитного газа часто может наносить большее количество фунтов в час, чем сплошная проволока GMAW или проволока с металлическим сердечником.
Исключением из этого правила является тандемная GMAW, в которой используются две сплошные проволоки в одной сварочной ванне. Tandem GMAW предлагает преимущества, аналогичные автоматической сварке металлическим сердечником, часто превышающие скорость наплавки проволоки FCAW в защитных газах.
Сварка вне положения. Чтобы получить высокую скорость наплавки при сварке в нерабочем положении, выбирайте проволоку FCAW малого диаметра — от 0,035 до 116 дюймов в защитном газе. Такие проволоки, как AWS E71T-1 или E71T-12, обеспечивают высокую скорость наплавки при использовании вне рабочего места. Шлак от этих изделий предназначен для поддержки сварочной ванны при сварке вертикально вверх или вверх.
Механические свойства. Поскольку в сердцевину электродов добавляются шлакообразующие вещества и другие компоненты, электроды FCAW могут достигать хороших механических свойств. Электроды FCAW могут использоваться для многих высокопрочных низколегированных изделий.
Послесварочные работы. Проволока FCAW требует наиболее трудоемкой очистки из-за шлака, который она оставляет на сварном шве. Вам нужно будет удалить шлак между проходами в многопроходных применениях и перед покраской или покрытием.
Совместимость различных типов сварочной проволоки
Теперь, когда вы знаете о проволоке все, важно помнить, что не все электроды одинаковы. Ищите проволоку с постоянным химическим составом, диаметром проволоки, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и некачественному сварному шву.
Ищите проволоку с постоянным химическим составом, диаметром проволоки, возможностью подачи и характеристиками дуги. Вариации проволоки могут привести к снижению производительности, увеличению эксплуатационных расходов и некачественному сварному шву.
Например, неодинаковый диаметр проволоки может вызвать проблемы с подачей и может потребовать повторных процедурных корректировок внутри катушки или между катушками. Неравномерная подача приводит к вибрации проволоки, сокращению срока службы расходных деталей пистолета, плохому запуску и прогоранию проволоки в контактном наконечнике.
Постоянство имеет решающее значение для повышения производительности на производственной линии.
Лиза Байалл — менеджер по продукции GMAW и дуговой сварки, а Дуг Кребс — менеджер по продукции с порошковой проволокой в The Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100, факс 216- 486-1751, www.lincolnelectric.com.
Сварочная проволока с медным покрытием, нержавеющая сталь, используемая в сварных конструкциях
При автоматической или полуавтоматической сварке основным расходным материалом является сварочная проволока . С его помощью можно получить качественный сварной шов.
С его помощью можно получить качественный сварной шов.
Особенности: высокая износостойкость, долговечность, простота использования. Использование этого способствует формированию плоского шва проволоки и надежному креплению.
Применение:
Проволока сварочная применяется при дуговой механизированной сварке углеродистых сталей. Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.
Выпускаются следующие виды сварочной проволоки: сплошная, наплавочная сварочная проволока, омедненная. Используется в основном для сварки или сварки, для производства электродов.
WW-01: Медная сварочная проволока в бухтах
WW-02: Проволока в бухтах из нержавеющей стали
WW-03: Алюминиевая сварочная проволока в пластиковой упаковке
90415 Катушка со стальной сварочной проволокой
WW-05: Проволока для сварки из нержавеющей стали со стальной корзиной упаковка
WW-06: барабаны для сварочной проволоки с деревянным поддоном в упаковке
Как выбрать сварочную проволоку?
Проволока сварочная алюминиевая, применяемая для сварки конструкций из алюминия и его сплавов. Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Если вы планируете купить сварочную проволоку, имейте в виду, что среди основных требований при покупке сварочной проволоки – химический состав сварочной проволоки должен соответствовать составу металла, из которого изготавливаются детали для сварки. Плавление сварочной проволоки должно быть равномерным, что дает отличные результаты при формировании сварного шва, сама проволока не должна окисляться. Сварочная проволока должна плавиться при температуре, почти равной температуре плавления металла, из которого изготовлены свариваемые детали.
Сварочная проволока с медным покрытием
Сварочная проволока с медным покрытием, в основном используется как для автоматической, так и для полуавтоматической дуговой сварки. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Чаще всего используется для сварки металлоконструкций , корпусов кораблей и стальных стенок сосудов, находящихся под давлением в процессе эксплуатации. Сварочная проволока с медным покрытием, используемая в различных конструкциях, является прекрасным сырьем для создания надежных сварных конструкций.
Диаметры сварочной проволоки с медным покрытием: 0,8/1,0/1,2/1,6 мм.
Характеристики: С омедненной проволокой для электродуговой сварки достигается стабильное и низкое разбрызгивание металла. Сварочная проволока с медным покрытием обеспечивает выполнение сварных соединений высокого качества. Вы также получаете возможность работать при минусовых температурах без риска потери качества.
Упаковка: Катушка запечатана в полиэтиленовый пакет, коробка – картонная.
Нержавеющая сварочная проволока
Основным преимуществом сварочной проволоки из нержавеющей стали является ее устойчивость к коррозии. Диаметр составляет от 0,13 до 6,0 мм. Нержавеющая сварочная проволока из Китая может применяться при повышенных температурах , повышенной влажности, агрессивной среде. Проволока для сварки нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
Диаметр составляет от 0,13 до 6,0 мм. Нержавеющая сварочная проволока из Китая может применяться при повышенных температурах , повышенной влажности, агрессивной среде. Проволока для сварки нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
При сварке нержавеющей стали проволокой процесс сварки происходит следующим образом:
- подается инертный газ аргон, который при сварке вытесняет окружающий воздух.
- Титановый электрод электродуговой лампы, который нагревает основной металл и присадочную проволоку из нержавеющей стали.
- После охлаждения создается сварной шов, соединяющий два разных изделия в единую конструкцию.
Таким образом, выполняется работа по очистке сварного шва и чистовой шлифовке.