Шлифование. Шлифование металла. Виды шлифования: круглое шлифование, плоское шлифование.
Шлифование металла
Шлифование – процесс обработки заготовок резанием с помощью инструментов (кругов), состоящих из абразивного материала. Абразивные зерна расположены беспорядочно. При вращательном движении в зоне контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек (до 100000000 в минуту). Процесс резания каждым зерном осуществляется мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью.
Главным движением при шлифовании является вращение шлифовального круга, а перемещение круга относительно детали является движением подачи.
Различают следующие основные виды шлифования: плоское, круглое, внутреннее (см. рисунок).
Плоское шлифование
При плоском шлифовании (рисунок, позиция а) возвратно-поступательное движение заготовок необходимо для обеспечения продольной подачи  Для обработки поверхности на всю ширину b заготовка или круг должны иметь поперечную подачу Dsп , которая осуществляется прерывисто при крайних положениях заготовки в конце продольного хода. Периодически осуществляется движение вертикальной подачи Dsb , в крайних положениях заготовки в конце поперечного хода.
Для обработки поверхности на всю ширину b заготовка или круг должны иметь поперечную подачу Dsп , которая осуществляется прерывисто при крайних положениях заготовки в конце продольного хода. Периодически осуществляется движение вертикальной подачи Dsb , в крайних положениях заготовки в конце поперечного хода.
Плоское шлифование может осуществляться периферией или торцом шлифовального круга.
Круглое шлифование
При круглом шлифовании (рисунок, позиция б) движение продольной подачи осуществляется возвратно-поступательным перемещением заготовки. Подача Sпр соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является движением круговой подачи. Подача Sп на глубину резания происходит при крайних положениях заготовки.
Движения, осуществляемые при внутреннем шлифовании показаны на рисунке, позиции в.
Виды шлифования
Для выполнения процесса шлифования наружных поверхностей деталей используются кругло-шлифовальные, плоско-шлифовальные и бесцентрово-шлифовальные станки. Для обработки сложных фасонных поверхностей используются специальные лентошлифовальные станки.
Для обработки сложных фасонных поверхностей используются специальные лентошлифовальные станки.
В лентошлифовальных станках применяется инструмент в виде бесконечной абразивной ленты. Лента в процессе шлифования поверхности сложной формы (например, лопатки турбин) огибает сложную поверхность и перемещается в осевом и продольном направлениях. Абразивный слой наносят на бумажную или тканевую основу ленты.
Шлифованием обрабатываются только жесткие детали, не формирующиеся в процессе обработки. Данный способ не допускает обработки малых отверстий.
Виды шлифовки
Шлифовка – это технологическая операция, как правило, финишная, при которой часть материала удаляется с обрабатываемой поверхности. Такой вид обработки является высокопроизводительным и эффективным способом отделки поверхности при изготовлении деталей. Шлифовка придаёт поверхности требуемые характеристики по точности размеров, геометрии формы поверхности и её качеству.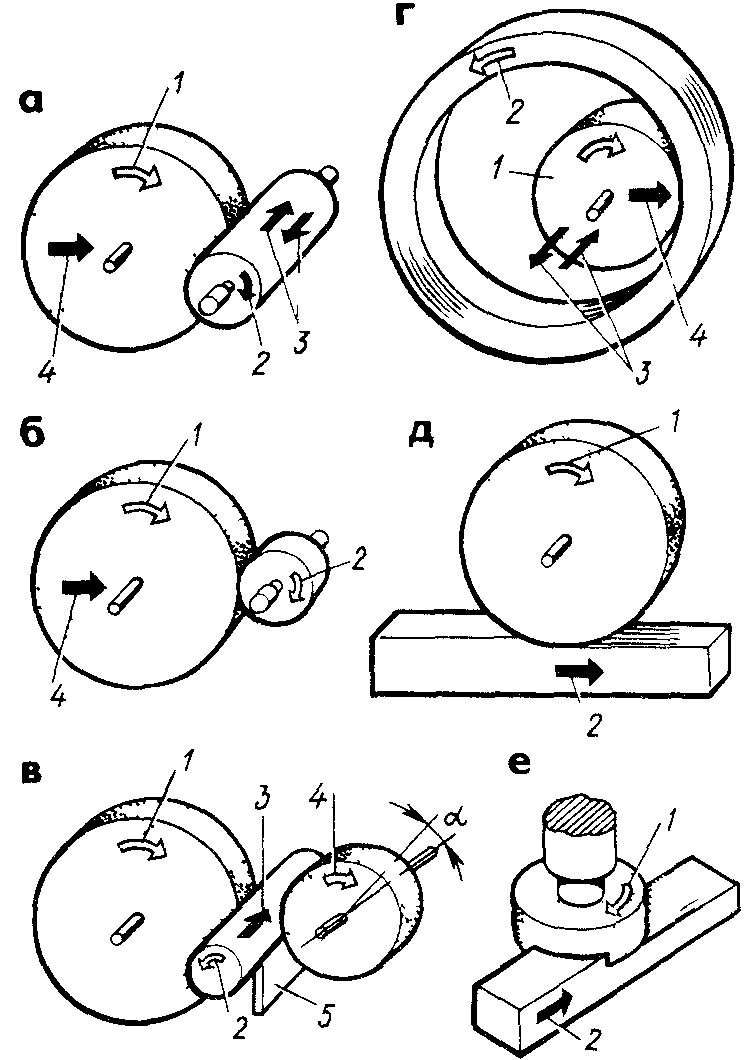 Слово шлифовка происходит от польского – «Szlifowac», что означает шлифовать, точить, полировать.
Слово шлифовка происходит от польского – «Szlifowac», что означает шлифовать, точить, полировать.
От того каким способом и какова будет форма обрабатываемой поверхности, шлифовка разделяется на виды:
- Круглое наружное
- Круглое внутреннее
- Безцентровое
- Плоское
- Профильное
- Резьбошлифование
- Зубошлифование
- Шлицешлифование
- Глубинное шлифование
- Совмещенное шлифование
При круглом шлифовании осуществляется взаимное перемещение шлифовального круга и детали вдоль ее оси называемой продольной подачей, а так же задаётся перемещение поперечной оси для придания цилиндрическому или коническому изделию заданных геометрических диаметров и шероховатости поверхностей. Этим способом обработки пользуются при обработке валов, втулок, шпинделей, колен валов и прочих продуктов машиностроения.
Этим способом обработки пользуются при обработке валов, втулок, шпинделей, колен валов и прочих продуктов машиностроения.
Круглое внутреннее шлифование предназначено для работы с цилиндрическими или коническими поверхностями, расположенными под наружными частями, геометрических элементов деталей. При шлифовке на внутришлифовальных станках процесс обработки предусматривает обработку с продольной подачей, врезное шлифование с поперечной подачей, обработку с планетарным вектором движения, а так же осциллирующим движением круга. Примером использования внутреннего шлифования могут быть части внутренних поверхностей таких деталей как: цанговая оправка, цанга, шпиндель и др.
При бесцентровом шлифовании деталь не закрепляют в центрах или в патроне, а базируют по обрабатываемой или ранее обработанной поверхности. Деталь начинает вращаться от ведущего круга, скорость которого раз в 100 менее по сравнению со скорость основного шлифовального круга.
Шлифовка деталей из металла
Плоское шлифование осуществляется на рабочей поверхности основного стола или на электромагнитной плите в зависимости от обрабатываемого материала. Это могут быть: плитки параллельные, используемые при фрезеровании, плитки Иогансона предназначенные для контроля размеров и пр.
Шлифование поверхностей деталей, образующая которых является кривой или ломаной линией, называют профильным шлифованием. К примеру, кулачки распределительного вала имеют форму отличную от круга и поверхность их прошлифована на специальных станках.
Резьбошлифование – это обработка элементов резьбы с помощью специального абразивного инструмента. Такой вид обработки применяется с целью получения качественной поверхности специальных винтов. В частности такой метод используется при изготовлении винтов ШВП, для станков с ЧПУ.
Зубошлифоеание – вид обработки, применяемый в машиностроении который позволяет шлифовать зубчатые колеса из закаленных сталей с твердостью рабочих поверхностей 48 – 60, которые выполняют с высокой точностью в зависимости от условий работы. Шлифование зубьев осуществляется на специальном оборудовании, как правило, с программным управлением.
Шлицешлифование – разновидность шлифования, производимого на специальных станках. Применяется такой способ для обработки валов со шлицевыми соединениями.
Шлифование зубьев осуществляется на специальном оборудовании, как правило, с программным управлением.
Шлицешлифование – разновидность шлифования, производимого на специальных станках. Применяется такой способ для обработки валов со шлицевыми соединениями.
Глубинное шлифование является разновидностью обдирочного шлифования. Однако, в ряде случаев, глубинное шлифование по достигаемому качеству обрабатываемой поверхности может являться чистовым. Обработку проводят с большими глубинами (св. 5 мм), с малыми продольными подачами. Глубинное шлифование применяют для профильного шлифования, в том числе широкими кругами, для шлифования стружечных канавок на сверлах, гребенок, пазов; при шлифовании резьб, зубьев и червяков и деталей топливной аппаратуры и при алмазной обработке твердосплавных режущих инструментов.
Совмещенное шлифование – это обработка одновременно нескольких сегментов деталей на шлифовальном станке с одной технологической установки. В том случае, когда шейки детали расположены близко друг к другу, применяют широкие круги для одновременного охвата этих элементов выделываемой детали, а для обработки изделий, у которых эти места расположены на значительном расстоянии друг от друга, используются шлифование несколькими кругами одновременно расположенными на одном валу. Последний метод позволяет существенно повысить производительность и точность относительно взаиморасположения шлифуемых поверхностей.
В том случае, когда шейки детали расположены близко друг к другу, применяют широкие круги для одновременного охвата этих элементов выделываемой детали, а для обработки изделий, у которых эти места расположены на значительном расстоянии друг от друга, используются шлифование несколькими кругами одновременно расположенными на одном валу. Последний метод позволяет существенно повысить производительность и точность относительно взаиморасположения шлифуемых поверхностей.
Особенности и виды шлифования – Слесарно-инструментальные работы
Особенности и виды шлифования
Категория:
Слесарно-инструментальные работы
Особенности и виды шлифования
Шлифование является одним из видов обработки резанием. Оно осуществляется абразивным инструментом — шлифовальным кругом. При шлифовании припуск (в виде стружки) срезается абразивными зернами круга при их движении относительно заготовки.
За один проход с заготовки срезается слой толщиной а и шириной b абразивными зернами, расположенными на наружной цилиндрической поверхности круга. Зерно при относительном движении образует на обрабатываемой поверхности углубление-царапину металл из которой удален в виде стружки. Размеры стружки весьма малы, так как толщина а срезаемого слоя составляет обычно доли миллиметра. Для шлифования характерны большое трение, высокая степень деформации срезаемого слоя и большие затраты механической энергии, при переходе которой в теплоту в зоне резания возникают высокие температуры (до 1000 °С). Таким образом, процесс резания при шлифовании протекает более интенсивно, чем при других видах механической обработки.
Зерно при относительном движении образует на обрабатываемой поверхности углубление-царапину металл из которой удален в виде стружки. Размеры стружки весьма малы, так как толщина а срезаемого слоя составляет обычно доли миллиметра. Для шлифования характерны большое трение, высокая степень деформации срезаемого слоя и большие затраты механической энергии, при переходе которой в теплоту в зоне резания возникают высокие температуры (до 1000 °С). Таким образом, процесс резания при шлифовании протекает более интенсивно, чем при других видах механической обработки.
Рис. 1. Схема плоского шлифования периферией круга (а), обрг вание царапины абразивным зерном (б) и структура круга (в)
В сечении круга плоскостью М показана его структура (рис. 1, в). Зерна располагаются на разной высоте относительно образующей О—О цилиндра, а их вершины, находящиеся на режущей поверхности круга, могут быть заостренными, скругленными или плоскими. Абразивные зерна 3 соединены связкой 5 так, что образуются пустоты — поры 6, в которых размещается стружка, образующаяся при резании.
Виды шлифования. Наружное и внутреннее круглое шлифование производят периферией плоского
Рис. 2. Виды шлифования
круга (прямоугольного профиля) на универсальных круг-лошлифовальных станках. Главное движение Dr резания осуществляется шлифовальным кругом, заготовке придается вращательное движение Дк круговой подачи. Движение Дпр0д продольной подачи заготовка получает при наружном шлифовании, а шлифовальный круг — при внутреннем. Плоское шлифование производится плоским прямым кругом или торцом чашечного цилиндрического круга. В последнем случае диаметр круга обычно больше ширины шлифования и поэтому не требуется поперечной подачи. Положение оси вращения круга зависит от конструкции станка и может быть горизонтальным или вертикальным.
Отрезку заготовок производят тонким кругом, ось которого параллельна оси заготовки; кругу сообщают главное движение резания и движение подачи.
Рис. 3. Заточка заднего (а) и переднего (б) углов фрезы
Особым видом шлифования является заточка режущих инструментов — важнейшая операция при их изготовлении и восстановлении. Заточку производят на специальных и универсальных заточных станках. Заточка зуба фрезы по задней поверхности чашечным коническим кругом показана на рис. 3, а; заточка зуба фрезы по передней поверхности кругом тарельчатой формы — на рис. 3, б.
Заточку производят на специальных и универсальных заточных станках. Заточка зуба фрезы по задней поверхности чашечным коническим кругом показана на рис. 3, а; заточка зуба фрезы по передней поверхности кругом тарельчатой формы — на рис. 3, б.
Реклама:
Читать далее:
Шлифовальные круги
Статьи по теме:
Шлифование и отделочные операции
В современном машиностроении предъявляют довольно высокие требования к точности и качеству обработки поверхностей деталей машин. Поэтому многие детали машин после обтачивания на токарных станках подвергают окончательной обработке на шлифовальных станках. При этом достигается 8-9-й класс чистоты поверхности и 2-й класс точности. При тонком шлифовании получают 1-й класс точности и 10-й класс чистоты поверхности.
Обработка на шлифовальных станках может быть и предварительной обдирочной операцией вместо обточки или другой операции на токарном или другом станке при изготовлении изделий из сверхпрочных и труднообрабатываемых материалов.

Различают такие виды шлифовальных работ: круглое (наружное и внутреннее) и бесцентровое (наружное и внутреннее) шлифование, шлифование плоских и фасонных поверхностей.
Самым распространенным является наружное круглое шлифование деталей, схемы которого показаны на рисунке. Как видно, применяется два вида круглого шлифования: с продольной подачей и с поперечной подачей. Второй способ (врезанием) отличается большей производительностью и применяется в крупносерийном и массовом производстве.
Детали машин с формой тел вращения (цилиндрические, конические и фасонные) обрабатывают и методом бесцентрового шлифования на специальных станках. При таком методе обработки деталь свободно (без закрепления на станке) размещается между шлифующим и ведущим кругами и опирается на опорный нож (с косым срезом) так, что центровая ось детали находится выше линии центров круга на 10-15 мм. Круги вращаются с разными окружными скоростями (шлифующий – со скоростью 30-35 м/сек, ведущий – со скоростью, в 60-100 раз меньшей).
 Силы трения, возникающие при обработке детали, заставляют последнюю вращаться со скоростью ведущего круга (25-30 м/мин), так как деталь благодаря скосу ножа прижимается к ведущему, а не к шлифующему кругу.
Силы трения, возникающие при обработке детали, заставляют последнюю вращаться со скоростью ведущего круга (25-30 м/мин), так как деталь благодаря скосу ножа прижимается к ведущему, а не к шлифующему кругу.Тонкая окончательная обработка.
Одной из отделочных операций обработки на токарных станках является тонкое алмазное точение. Для этого применяют современные быстроходные токарные станки, обеспечивающие скорость резания 1000-3000 м/мин. Заготовки из цветных сплавов обрабатывают алмазными резцами, а из черных металлов – твердосплавными резцами при очень малых подаче (0,02-0,12 мм/об) и глубине резания (0,05-0,4 мм).К процессам тонкой окончательной обработки относятся: притирка, полирование и суперфиниширование. При высоких требованиях к качеству поверхности (9-11-й класс) предварительно отшлифованные детали машин с цилиндрической поверхностью подвергают притирке или доводке. Для этого на притир наносят абразивный микропорошок с маслом (суспензия) или специальную доводочную пасту (ГОИ и другие).

Полирование – процесс окончательной отделочной обработки, обеспечивающий получение высокой чистоты наружной поверхности деталей (9-12-й класс). В качестве инструмента для выполнения этой операции применяется эластичный полировальный круг, изготовленный из войлока, фетра или кожи, на который наносят абразивный порошок, смешанный со смазкой. С помощью полирования достигают зеркальной поверхности деталей. Полирование выполняют на специальных полировальных станках или на обычных токарных станках с применением специальных приспособлений.
Хонингованием называется отделочная операция обработки (чистота до 10-12-го класса) с помощью специальных абразивных брусков – хонов. Применяется для обработки шеек коленчатых валов, цилиндров, гильз и других деталей ответственного назначения.
Суперфиниширование (сверхдоводка) – метод особо чистой обработки наружных и внутренних цилиндрических поверхностей (до 14-го класса), выполняемый с помощью специальных головок с абразивными мелкозернистыми брусками. Толщина снимаемого слоя металла при этом достигает 0,005-0,02 мм.
В качестве охлаждающей жидкости применяют смесь керосина с маслом; эта смесь выполняет и роль смазки.
Толщина снимаемого слоя металла при этом достигает 0,005-0,02 мм.
В качестве охлаждающей жидкости применяют смесь керосина с маслом; эта смесь выполняет и роль смазки.
За последние годы получило распространение шлифование абразивными лентами (на бумажной или тканевой основе), выполняемое различными способами. Этот способ обеспечивает значительное повышение производительности и высокую чистоту обработанной поверхности (9-11-й класс), однако при этом нельзя достичь высокой точности обработки.
К отделочным операциям относится также обработка деталей давлением без снятия стружки: обкатывание и накатывание поверхностей.
Метод обкатывания наружных поверхностей гладкими роликами и шариками применяют для выравнивания поверхности деталей и упрочнения поверхностных слоев металла. Эту операцию выполняют с применением обильной смазки. С помощью обкатывания шариками и роликами достигают высокой точности обработки (до 2-го класса) и чистоты поверхности (до 7-10-го класса).
Цилиндрические рукоятки приборов и другие детали для удобства пользования ими делают рифлеными. Способ нанесения рифленой поверхности называется накатыванием и выполняется с помощью специальных закаленных стальных роликов с насеченными на них зубчиками.
Бесцентровое шлифование – особенности технологии, преимущества
В большинстве случаев используются шлифовальные аппараты и станки центровой обработки. Где шлифовка выполняется с помощью вращающегося на большой скорости абразивного цилиндра. Однако помимо этого существуют станки, у которых отсутствует единая ось вращения, а обработка материала осуществляется с помощью нескольких вращающихся цилиндров. Но что вообще такое бесцентровое шлифование? Как правильно работать с таким обрабатывающим станком?
Что такое бесцентровое шлифование
При центральном шлифовании обработка материала осуществляется с помощью металлического цилиндра с абразивом, который вращается на большой скорости вокруг своей оси.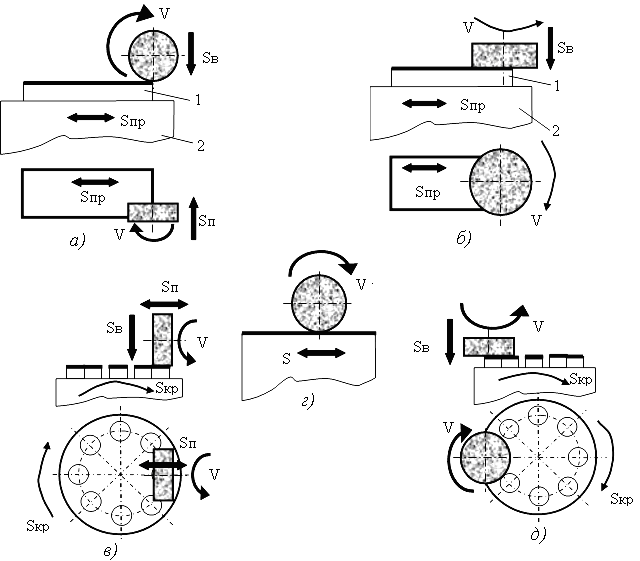 Деталь фиксируется с помощью специальных зажимов и подносится к работающему станку. При контакте абразив срезает тонкий слой с поверхности, что и обеспечивает шлифовку. Технология бесцентровой обработки:
Деталь фиксируется с помощью специальных зажимов и подносится к работающему станку. При контакте абразив срезает тонкий слой с поверхности, что и обеспечивает шлифовку. Технология бесцентровой обработки:
- Бесцентрово-шлифовальный станок состоит не из одного, а из двух абразивных кругов. Один круг (направляющий) вращается вокруг своей оси достаточно медленно (скорость — около 10-20 метров в минуту), а вот другой круг (обрабатывающий) — очень быстро (порядка 30-40 метров в минуту). При необходимости скорость вращения можно регулировать вручную с помощью специальных ручек и датчиков.
- Дополнительно станок оборудован специальной поддерживающей поверхностью под кругами вращения, которая может сдвигаться в одном направлении перпендикулярно плоскости вращения абразивных кругов. Эта поверхность используется для опоры детали при шлифовальных работах.
- Для проведения шлифовальных работ инженер помещает деталь на поддерживающую поверхность и подносит к направляющему станку.
 Дальше происходит следующее: медленный направляющий круг обеспечивает вращение детали, а быстрый обрабатывающий круг — стачивает с поверхности все шероховатости и неровности.
Дальше происходит следующее: медленный направляющий круг обеспечивает вращение детали, а быстрый обрабатывающий круг — стачивает с поверхности все шероховатости и неровности.
 Дальше происходит следующее: медленный направляющий круг обеспечивает вращение детали, а быстрый обрабатывающий круг — стачивает с поверхности все шероховатости и неровности.
Дальше происходит следующее: медленный направляющий круг обеспечивает вращение детали, а быстрый обрабатывающий круг — стачивает с поверхности все шероховатости и неровности.Во время обработки ось вращения детали по факту находится выше обоих абразивных кругов, поэтому данную технологию называют бесцентровой.
Особенности технологии
Сцепление детали с поверхностью ведущего абразивного круга обеспечивается за счет его вращения, а чем выше скорость вращения, тем надежнее и стабильнее будет сцепление. У работающего станка существует одна характерная особенность — чем ниже будет скорость осевого вращения у направляющего элемента, тем лучше будет работать срезающий абразивный круг (то есть сила срезания обратно пропорциональна скорости вращения направляющего элемента). Поэтому в большинстве случаев на направляющий круг наносится вулканизация или какое-либо другое резиновое покрытие, чтобы дополнительно увеличить силу сцепления детали.
Бесцентровая шлифовка широко используется на крупных современных предприятиях, где производство и обработка деталей осуществляется крупными партиями. Эта методика используется в основном только для обработки наружных поверхностей, хотя при необходимости ее можно адаптировать для обточки некоторых сквозных и внутренних отверстий. Бесцентровое шлифование наружных поверхностей обладает массой преимуществ:
Эта методика используется в основном только для обработки наружных поверхностей, хотя при необходимости ее можно адаптировать для обточки некоторых сквозных и внутренних отверстий. Бесцентровое шлифование наружных поверхностей обладает массой преимуществ:
- Методика значительно сокращает время на обработку одной детали. Это позволяет ускорить производство, сэкономить на расходах электроэнергии.
- Комбинация предыдущих факторов в конечном счете приводит к снижению расходов на производство, что благоприятно сказывается на конкурентоспособности продукции компании на рынке.
- Технология простая, мастер освоит технологию практически с первого подхода к станку.
- Вращение направляющего элемента надежно стабилизирует обрабатываемую деталь, поэтому шлифование получается очень качественным и точным.
- Станки не требуют специального ухода и настройки; резиновое покрытие на направляющем элементе держится достаточно большое время, а при необходимости его можно быстро заменить.

Виды бесцентрового шлифования
Различают две основных методики — с продольной и с поперечной подачей. Ниже мы кратко рассмотрим обе методики.
Бесцентровая обработка с продольной подачей
Эта технология обработки подходит для деталей с постоянным диаметром по всей поверхности (трубы, заготовки для болтов, однородные стержни и так далее). Во время работы станка деталь помимо стабилизирующего вращения может перемещаться в продольном направлении, что помогает мастеру лучше контролировать шлифовку. Вращающиеся цилиндры располагаются не параллельно друг другу, а под небольшим углом.
Поэтому при вращении абразивных кругов деталь может осуществлять продольное продвижение материала, а чем больше будет угол наклона, тем выше будет скорость движения (оператор может менять угол наклона вручную). Выбирать угол наклона нужно в зависимости от нескольких параметров — общая длина детали, ее диаметр, качество обработки и так далее. Рекомендательные нормативы:
- Небольшие заготовки средней толщины — от 1 до 2,5 градусов.
- Длинные детали средней и большой толщины — от 1,5 до 3,5 градусов.
- Очень маленькие заготовки любого диаметра — от 3 до 4,5 градусов.

Обратите внимание, что эти нормативы относятся только к черновой шлифовке — при обработке начисто угол наклона необходимо снизить на 20-30%, чтобы получить гладкую однородную поверхность. Продольное шлифование следует проводить в несколько заходов. Во время черновых заходов с поверхности снимается порядка 0,1-0,2 миллиметров металла, а при чистовой обработке — 0,02-0,05 миллиметров (при соблюдении нормативов, указанных выше).
Шлифование с поперечной подачей (врезное)
Данная технология используется для обработки деталей, у которых на поверхности имеются различные выступающие части, выемки или борозды (объекты сложной формы, зубчатые вещи, изделия фасонной композиции и так далее), которые нужно сохранить. Подача изделия на шлифовальный вал осуществляется ведущим элементом перпендикулярно оси вращения — это позволяет обтачивать изделие не целиком, а отдельными его частями. Общая инструкция по применению бесцентрового шлифовального станка с применением врезной технологии выглядит так:
Общая инструкция по применению бесцентрового шлифовального станка с применением врезной технологии выглядит так:
- До запуска устройства ведущий вал отводят от шлифовального, а потом на поддерживающую конструкцию помещается деталь, подлежащая обработке.
- Чтобы заготовка не перемещалась в продольном направлении, ее прижимают к поддерживающей конструкции с помощью специального упора. Сам упор одновременно выполняет функцию выталкивающего устройства.
- К поверхности подводят направляющий вал, работающий на небольшой скорости, который передает вращение детали. После этого заготовка с помощью направляющего вала подносится к шлифовальному кругу.
- Во время работы у оператора есть возможность контролировать глубину обработки с помощью направляющего круга.
При необходимости абразивный круг можно немного поворачивать, чтобы ось вращения располагалась не строго перпендикулярно, а под небольшим углом. Такая процедура может понадобиться в случае, когда нужно крепко прижать заготовку к упору.
Бесцентровое шлифование внутренних поверхностей
При необходимости технологию бесцентровой шлифовки можно адаптировать и для обработки крупных концентрических отверстий в заготовках. Для проведения таких работ мастеру дополнительно понадобится установить три ролика, которые будут направлять и прижимать заготовки с отверстиями к станку. Во время работы шлифовальный круг вводится непосредственно внутрь обрабатываемого отверстия.
При проведении работ нужно помнить о некоторых важных правилах и ограничениях:
- Ролики на станке должны быть установлены очень точно, поскольку даже в случае небольшого отклонения шлифовальный круг либо не сможет прижаться к детали, либо врежется в нее слишком глубоко.
- Шлифуемая поверхность должна быть исключительно цилиндрической симметричной формы, другие конфигурации и формы исключены.
- Торцевая часть детали должна располагаться строго перпендикулярно ее оси — в противном случае возможно повреждение и деформация заготовки. Торец изделия, упирающийся в поверхность опорной втулки, должен быть строго перпендикулярен его оси.
 Торец изделия, упирающийся в поверхность опорной втулки, должен быть строго перпендикулярен его оси.
Торец изделия, упирающийся в поверхность опорной втулки, должен быть строго перпендикулярен его оси.Как видите, ограничения является достаточно серьезными, а устранить или минимизировать их влияние практически невозможно. Поэтому технология бесцентрового шлифования редко используется для работы с внутренними поверхностями (хотя в крупносерийном поточном производстве ее применение может быть целесообразно).
Заключение
Подведем итоги. Для обработки поверхности твердых металлических деталей и заготовок могут применяться станки, которые работают по принципу бесцентрового шлифования. Они состоят не из одного, а из двух колес вращения. Одно колесо выполняет фиксацию и стабилизацию заготовки, а второе производит обточку. Во время работы ось вращения деталей не совпадает ни с одной из осей колес шлифования, поэтому эту технологию и называют бесцентровой.
Данная технология в основном используется для внешней обработки деталей. Различают два способа шлифовки — с продольной и поперечной подачей. Первая разновидность используется для деталей фиксированного диаметра без выемок и зазубрин вдоль своей оси. Вторая разновидность технологии используется для обработки выемок и зазубрин на деталях, которые имеют сложную форму.
Первая разновидность используется для деталей фиксированного диаметра без выемок и зазубрин вдоль своей оси. Вторая разновидность технологии используется для обработки выемок и зазубрин на деталях, которые имеют сложную форму.
При необходимости станки бесцентровой шлифовки можно адаптировать и для работы с внутренними поверхностями деталей, однако такой способ имеет множество неустранимых ограничений, поэтому в производстве внутренняя обработка бесцентровым методом используется редко.
Поделиться в социальных сетях
Виды и характеристики шлифовальных лент. Статьи компании «ООО “Радикс-РНД”»
Шлифовальная лента – абразивный расходный материал, предназначенный для обработки металлических и деревянных деталей. В зависимости от специфики осуществляемых работ, для шлифования используются различные виды лет. Они отличаются друг от друга эксплуатационными характеристиками, эффективностью обработки деталей, износостойкостью и т. д.
д.
Что такое шлифовальная лента?
Шлифовальная лента (шлифлента) – гибкий материал на тканевой или бумажной основе, на который нанесен тонкий слой абразива. Используется для машинной или ручной обработки различных материалов:
- металла;
- стекла;
- стекловолокна;
- древесины;
- пластика.
Ленточное шлифование применяются для устранения шероховатостей, обработки швов, удаления краски и т.д. Благодаря большому выбору материалов, из которых производятся ленты, их можно использовать для решения множества задач. Производители электроинструмента и комплектующих изготавливают несколько видов шлифовальных лент для:
- ручных шлифмашинок;
- шлифовальных станков;
- пневмоинструментов;
- УШМ;
- эксцентриковых шлифмашинок.
Обработка поверхностей с помощью специальных станков и ручного инструмента способствует подготовке материалов к покраске и вскрытию лаком. В зависимости от используемого типа абразивной ленты, можно осуществлять шлифовку и полировку изделий со сложной геометрией.
Виды шлифовальных лент
Абразивно-ленточное шлифование осуществляется с помощью различных расходных материалов, которых отличаются друг от друга по нескольким параметрам. Одни используются для черновой обработки металла или дерева, а другие – для чистовой.
По степени твердости шлифовальные ленты можно разделить на три вида:
- мягкие;
- твердые;
- сверхтвердые.
Первые два вида абразивны хлент применяют для черновой шлифовки и выравнивания поверхностей. Мягкие зернистые материалы обрабатывают детали со сложной геометрией, что позволяет добиться гладкости при полировке.
Для большинства ленточных шлифовальных машинок (ЛШМ) используются бесконечные абразивные ленты, концы которых соединены между собой. В зависимости от способа соединения, различают такие виды лент:
- Шов A– соединение ленты внахлест без компенсации абразива в месте склеивания концов;
- Шов B – соединение концов ленты внахлест с компенсацией абразива в месте состыковки;
- Шов T – соединение краев ленты стык в стык при вертикальном разрезе;
- Шов TS – волнообразное соединение шлифовальной ленты стык в стык;
- Шов TT – соединение концов ленты встык со стороны нанесенного слоя абразива на подложке.
Материалы абразивного зерна для лент
Качество ленточного шлифования определяется степенью износостойкости абразивного слоя, который может состоять из порошка различных материалов. Чаще всего шлифовальные ленты идут со следующими типами напыления:
оксид алюминия – хрупкий материал, который чаще всего используется в деревообрабатывающей промышленности.
Из-за своей невысокой стоимости, применяется практически во всех операциях шлифования и по всем материалам. Cамое широкое применение нашел в деревообработке.
Но из-за относительно невысокой твердости самого зерна его применение в металлообработке весьма ограничено.
Хорошо справляется с задачами доводки и финиширования.;
карбид кремния – прочный и износостойкий материал, предназначенный для шлифования металла, стекловолокна, твердого пластика и окрашенных поверхностей;
гранат – абразив высокой прочности, который чаще используется для обработки деревянных заготовок;
цирконат – износостойкий и крупнозернистый абразив, предназначенный для грубого ленточного шлифования металла, дерева, пластика
Шлифовальные ленты из такого материала обладают высокой агрессивностью, по сравнению с обычным оксидом алюминия. Ленты с абразивом ZK изготавливаются не из чистого цирконата, а из цирконата смешанного с электрокорундом.
Такие ленты могут содержать в себе разное соотношение АО и ZK, и от этого будет зависеть их производительность и в итоге цена. Чем больше цирконата в составе ZK/AО, тем агрессивнее, долговечнее и дороже шлифовальная лента. Поэтому такая лента разных производителей может сильно отличаться по стоимости.
Ленты ZK применяются для агрессивного шлифования. Данные ленты производятся в зернистостях Р40, 60, 80 и 120. Чаще всего имеют синий (или его оттенки) цвет поверхности, реже зеленый.
Шлифовальные ленты ZK – это один из наилучших вариантов для грубой обработки черных сталей. Их отличает невысокая стоимость и высокая скорость резания за счет высокой способности зерна к самозатачиванию;
компакт-зерно – зернистый материал, который применяется для шлифовки изделий из нержавеющей или черной стали.
Компактное зерно (компакт-зерно) состоит из отдельных гранул. Каждая гранула представляет собой склеенный блок с множеством абразивных зерен (AO, ZK, SiC).
Именно при машинном шлифовании компактное зерно проявляет себя в полной мере, обеспечивая длительный срок службы, одинаковый съем материала и одинаковое качество получаемой поверхности на протяжении всего срока службы продукта.
Ленты из компактного зерна получили широкое применение в шлифовке круглой трубы из черной и нержавеющей стали;
керамический абразив – твердый материал, использующийся для шлифовки и выравнивания древесины.
Керамическое зерно (Ceramic, CR) – это специальный продукт, созданный для самых агрессивных операций шлифования металла.
Практически все шлифовальные ленты CR отличаются возможностью шлифования с охлаждением, что позволяет увеличить время службы абразивного материала.
Благодаря своей твердости и прочности, керамическое зерно отлично подходит для обработки очень твердых материалов. Высокая скорость резания и возможность применения охлаждения дают возможность не перегревать металл при обработке и исключить цвета побежалости. Безусловно, шлифовальные ленты с керамическим зерном – это лучший выбор для агрессивной шлифовки, обработки нержавеющей стали и других твердых металлов.Сейчас множество производителей абразивных материалов имеют в своей линейки продукты с керамическим зерном. Конечно, такие ленты отличаются по своим характеристикам.Шлифовальные ленты с керамическим зерном активно применяются на шлифовании радиусов примыкания.
В тяжелой промышленности широко применяются шлифовальные ленты, изготовленные с использованием технологией микрорепликации. Абразивный слой лент состоит из структурированных зерен. В случае их использования на ленточных станках удается добиться высококачественного финишного шлифования металлических поверхностей.
Размеры шлифлент
Во время выбора подходящей шлифовальной ленты для инструмента нужно учитывать два параметра – длину и ширину. Для ручных ЛШМ и станков чаще всего производятся ленты с длиной от 350 до 600 мм. Чтобы подобрать подходящий размер, необходимо измерять рабочую длину на станке или ручном гриндере.
Ширина шлифовальной ленты варьируется в диапазоне от 30 до 150 мм. Чаще всего для электроинструмента выбирают абразивные полотна с шириной 76 мм. Такой размер подходит для большинства стационарных станков и ручного инструмента.
Зернистость шлифовальной ленты
Степень зернистости шлифовальной ленты влияет на качество обработки поверхностей различных материалов. Классификация шлифлент осуществляется по размеру зерен: чем выше показатель зернистости, тем мягче обработка.
Крупнозернистые ленты
- Особо крупная зернистость. Шлифленты с очень крупными зернами (P22-P36) используются для черновой шлифовки и выравнивания поверхностей. Размеры гранул в таких лентах находятся в диапазоне от 500 до 1000 мкм;
- Крупная зернистость. Если зернистость шлифовальной ленты составляет Р40–Р60, такой инструмент будет использоваться для стартовой обработки древесины. Благодаря достаточно большому размеру гранул (250-500 мкм), такие ленты долго не забиваются пылью;
- Шлифленты для первичной обработки. Абразивные материалы (P70–P120) применяются для зачистки поверхностей при необходимости удаления старой краски, ржавчины и т.д. Размер зерен в ленте не превышает 100-250 мкм;
- Шлифленты для финальной зачистки. Ленты с достаточно мелкой зернистостью используются для финальной абразивной обработки поверхностей перед полировкой. Размеры гранул для P150–P220 не превышают 63-100 мкм.
Мелкозернистые ленты
- Шлифовальные ленты для финишной шлифовки. Применяются для финальной обработки деревянных изделий из твердых пород дерева. Размеры гранул абразива P240–P280 составляют 40-63 мкм;
- Шлифленты для полировки. Используются для придания гладкости окрашенным поверхностям. Часто применяется перед полировкой мокрым способом. Зерна шлифлент P400–P600 маленькие (20-40 мкм), поэтому они быстро забиваются пылью и остатками краски;
- Шлифленты для тонкой полировки. Такие ленты предназначены для финальной обработки металла, керамики или лакированной древесины. Гранулы шлифлент P1000 имеют размер до 14 мкм;
Также существуют ленты для деликатной полировки, с помощью которых уже готовым изделиям придают блеск и гладкость. Их можно использовать для шлифовки неровностей после прокраски.
Маркировка шлифовальных лент
Зернистость – один из важнейших показателей шлифовальных лент. В зависимости от назначения абразивного материала, размеры зерен могут колебаться от нескольких миллиметров до микрон. Широкое распространение в мире получил стандарт маркировки ISO 6344 (FEPA).
Согласно общепринятой классификации, зернистость абразивного слоя обозначается английской литерой «P» и числом от 12 до 2500. Зерно абразива тем мельче, чем больше числовая составляющая маркировки. Иными словами, шлифовальная лента P100 может использоваться для первичной обработки материалов, а лента типа P2000 – для финишной полировки или деликатной шлифовки мокрым способом.
Использованы материалы http://www.zavodkorund.ru/stati/zernistost-shlifovalnoj-lenty-markirovka и http://www.gtool.ru/testy/shlifovalnye-lenty-kak-pravilno-vybrat/
Виды шлифования, режим резания – Энциклопедия по машиностроению XXL
из “Технология металлов ”
Наиболее распространено круглое внешнее шлифование в центрах. [c.572]Перемещение круга в направлении, перпендикулярном его оси, является поперечной подачей, имеет прерывистый характер и происходит в конце одного или нескольких ходов продольной подачи. [c.574]
Шлифование с поперечной подачей или врезное шлифование (рис. 361, б). Такое шлифование применяют для обработки заготовок относительно небольшой длины, фасонных с заправкой круга по заданному профилю. В отличие от предыдущего метода продольной подачи нет, а поперечная подача непрерывная. [c.574]
Глубинное шлифование (рис. 361, в). Шлифовальный круг устанавливают сразу на полную глубину шлифования. Обрабатывают за один или два продольных хода круга (стола). Глубина шлифования до 0,1—0,4 мм. Продольная подача мала 5 р == 1 5 мм/об. [c.574]
Круг заправляют на конус, что облегчает процесс резания. Глубинное шлифование используют для обработки коротких и жестких заготовок. [c.574]
Бесцентровое шлифование (рис. 361, г). Это шлифование используют в массовом и крупносерийном производстве. Заготовку не крепят в центрах, а пропускают между двумя кругами, опирая ее на упор — нож. [c.574]
Шлифующий круг совершает работу резания — снятие стружки, а ведущий еообщает заготовке вращение и продольное поступательное перемещение, для чего он повернут под углом а к оси заготовки, как показано на рис. 361, г. Чтобы сохранить способность ведущего круга вращать и перемещать заготовку, ему придают форму гиперболоида вращения. [c.574]
Круглое внутреннее шлифование. Различают обычное (см. рис. 361, 5) и планетарное (см. рис. 361, е) внутреннее шлифование. При обычном внутреннем круглом шлифовании все движения заготовки и круга такие же, как и при наружном шлифовании с продольной подачей. Диаметр круга выбирают в зависимости от диаметра шлифуемого отверстия к = (0,8—0,9) О . [c.574]
При шлифовании отверстий в крупных тяжелых заготовках применяют внутреннее планетарное шлифование (см. рис. 361, ё). В этом случае заготовка неподвижна, а круг вращается относительно своей оси и оси шлифуемого отверстия (планетарное движение), а также совершает продольную и поперечную подачу. [c.574]
Плоское шлифование осуществляется периферией или торцом круга. На рис. 361 показаны схемы плоского шлифования на станках с прямоугольным столом периферией плоского круга прямого профиля (см. рис. 361, ж) и торцом чашечного круга (см. рис. 361, з), а также схемы плоского шли ювания на станках с круглым столом, работающих по принципу карусельных станков, периферией круга (см. рис. 361, и) и торцом круга (см. рис. 361, к). [c.574]
Скоростное шлифование позволяет улучшить чистоту обработанной поверхности, а при неизменной чистоте поверхности повышает производительность обработки. [c.575]
если увеличить скорость круга в два раза по сравнению с обычным шлифованием, т. е. до 60 м/с, то при сохранении той же чистоты обработанной поверхности можно увеличить окружную скорость заготовки в четыре раза и соответственно уменьшить технологическое время обработки. [c.575]
Вернуться к основной статье
Изучение различных типов шлифовальных станков
Не следует путать с фрезерным станком, шлифовальный станок – это сверхмощный станок, который используется для удаления материала с поверхности заготовки. В то время как фрезерные станки оснащены вращающимся режущим инструментом, который устанавливается напротив неподвижной заготовки, шлифовальный станок имеет вращающийся шлифовальный круг, который также устанавливается напротив неподвижной заготовки. Однако существует несколько различных типов шлифовальных станков, каждый из которых работает по-своему.
Настольный шлифовальный станок
Настольные шлифовальные станки отличаются своей верстаковой формой. Обычно они имеют два разных шлифовальных круга: один для удаления материала, а другой – для чистовой обработки. Их называют «настольными шлифовальными станками», потому что их шлифовальные круги крепятся к верхней части рабочего стола. В результате рабочие на производстве легко и удобно используют настольные шлифовальные станки.
Ленточно-шлифовальный станок
Ленточно-шлифовальные станки характеризуются использованием ленточно-шлифовального станка.Как и другие шлифовальные станки, они предназначены для удаления материала с деталей, тем самым делая детали меньше и с более гладкой и желаемой поверхностью. При ленточном шлифовании лента покрывается абразивным материалом, после чего она скользит по поверхности заготовки до тех пор, пока не будут достигнуты желаемые результаты. Ленточное шлифование чаще всего выполняется на металлических заготовках, хотя оно также поддерживает заготовки из других материалов.
Плоскошлифовальный станок
Третий тип шлифовальных станков – это плоскошлифовальные станки.Плоскошлифовальные станки уникальны тем, что имеют регулируемую головку. Головка плоскошлифовального станка может быть опущена до заготовки. После опускания головка может вращаться вперед и назад под шлифовальным кругом станка.
В то время как ленточно-шлифовальные станки обычно используются для чистовой обработки, плоскошлифовальные станки чаще всего используются для удаления материала. По сравнению с другими шлифовальными станками, плоскошлифовальные станки способны удалять значительные количества материала, что делает их желательными для таких применений.
Зубошлифовальный станок
Зубошлифовальные станки разработаны специально для снятия материала с валов. Используя шлифовальные круги, они могут шлифовать центр вала с исключительной точностью.
Шлифовальный станок
Меньший по размеру и более простой тип шлифовального станка – это шлифовальный станок. В отличие от других перечисленных здесь станков, шлифовальные станки являются портативными. Они подключены к воздушному компрессору, который питает шлифовальный круг станка.Если воздушный компрессор не используется, шлифовальный станок, скорее всего, будет получать питание от электродвигателя.
[Шлифовальный круг, типы, операции и многое другое]
В этом посте вы узнаете, как работают шлифовальные станки и , типы шлифовальных кругов и многое другое.
Шлифовальный станок
Шлифовальный станок обычно используется для точной формовки и отделки определенных материалов с низкой шероховатостью поверхности и высоким качеством поверхности.Шлифовальный станок – это тип станка, который используется для шлифования заготовок. В качестве режущего инструмента в основном используется наждак или абразивный круг.
Процесс шлифования – это действительно процесс обработки стружки. Шероховатая поверхность абразивного круга при необходимости распределяется на небольшие участки заготовки. Он также известен как измельчитель.
Процесс шлифования позволяет получать очень точные размеры, одинаково точную геометрию, такую как плоскостность или круг, и исключительно хорошее качество поверхности.Он способен обрабатывать твердую быстрорежущую сталь, что невозможно сделать с помощью других процессов обработки.
Абразивные круги представляют собой загрязненную форму оксида алюминия. Шлифовальный круг или связанный абразив состоит из тысяч крошечных абразивных частиц, вставленных в матрицу как «связка».
В связанных абразивах пористость важна для обеспечения зазора для производимой стружки и обеспечения охлаждения, в противном случае стружка будет мешать процессу шлифования.
Сравнение твердости абразивного материала
Абразив – второй по твердости материал по сравнению с алмазом.
- Оксид алюминия (твердость 2000-3000)
- Карбид кремния (твердость 2100-3000). Это прекрасные примеры обычных абразивов.
- Кубический нитрит бора (твердость 4000-5000)
- Алмаз (твердость 7000-8000) относится к категории суперабразивов.
Помимо твердости, важная характеристика – рыхлость. Рыхлость – это способность абразивных зерен дробиться (раскалываться) на мелкие кусочки. Высокая рыхлость указывает на низкую прочность или низкое сопротивление разрушению абразива.
Например, оксид алюминия имеет меньшую хрупкость, чем карбид кремния, и имеет меньшую тенденцию к превращению в кусок. Связанный абразив маркируется системой стандартизации букв и цифр, указывающей тип абразива, размер зерна, сорт, структуру и тип связки.
Читайте также: Что такое Shaper Machine и 4 основных типа Shaper Machine
Стоимость шлифовального круга
Стоимость шлифовального круга зависит от размера круга.
- Маленькие круги диаметром 25 мм стоят до 10 $ для обычного абразива и до 200 $ для алмаза.
- Большое колесо диаметром 500 мм и шириной 250 мм, стоимость от 8000 до 20000 долларов.
Срок службы шлифовального круга
Когда шлифовальный круг применяется к заготовке, острые кромки режущих абразивных зерен в конечном итоге теряют свой режущий эффект и становятся тупыми.
На этом этапе абразивные зерна должны либо расколоться, либо образовать новые края, либо они должны оторваться от круга, открывая следующий слой зерен для выполнения работы.
Если затупившиеся зерна остаются в круге, они просто продолжают тереться о работе, но фактически не режут. Этот дефект известен как «остекление». Если, с другой стороны, абразивные зерна отламываются от круга или преждевременно раскалываются до затупления, это приводит к сокращению срока службы шлифовального круга.
Выбор абразивов при шлифовании
- Наждак и корунд больше не используются в современных шлифовальных кругах.
- Вместо этого используются искусственно изготовленные абразивные материалы из-за их высокой чистоты.И в их состав входят карбид кремния и оксид алюминия.
1. Карбид кремния
- Карбид кремния зеленовато-черного цвета.
- Он тверже и хрупче, чем оксид алюминия. По этой причине он используется для шлифования материалов с низким сопротивлением шлифованию, таких как чугун, латунь и медь.
- Код карбида кремния – C.
2. Оксид алюминия
- Красновато-коричневый цвет.
- Абразивный материал на основе оксида алюминия больше подходит для шлифования большинства сталей из-за его большей прочности, позволяющей справиться с повышенным сопротивлением шлифованию.
- Круги из оксида алюминия это А.
От абразива производительность шлифовальных кругов зависит также от многих других факторов. Важно выбрать подходящий шлифовальный круг для конкретных задач.
Читайте также: 22 различных типа операций на токарном станке
Выбор шлифовальных кругов
Это означает выбор наиболее подходящего круга для конкретной операции шлифовального станка. Выбор круга будет зависеть от требуемого абразива и характеристик колес, а также от условий эксплуатации, таких как колесо и скорость работы, типа и условий используемых машин.
Правило большого пальца – использовать твердое колесо для мягкого материала и мягкое колесо для твердого материала. Твердый круг удерживает абразивные материалы, поскольку они не затупляются на мягких материалах.
Связка и типы связки
Связка относится к веществу, из которого изготовлена матрица шлифовального круга. Следующие связки обычно используются при производстве шлифовальных кругов. Твердость или сорт связки обычно обозначается буквами английского алфавита.
A представляет очень мягкий класс, в то время как Z очень твердый M и N представляют средний класс твердости.
- Керамическая связка
- Силиконовая связка
- Шеллакная связка
- Резиновая связка
- Смоляная связка
1. Керамическая связка
- Обозначается буквой V.
- Около 80% кругов, используемых в промышленности принадлежат этой облигации.
- Его еще называют керамической связкой.
- Они прочные, жесткие, пористые и устойчивы к маслам, кислотам и воде. Они хрупкие и не устойчивы к механическим и термическим ударам.
2. Силикатная связка
- Обозначается буквой S.
- Силикат соды (обычно известный как жидкое стекло) является основным компонентом этой связки.
3. Shellac Bond
- Обозначается буквой E.
- Shellac (естественно доступный материал) является основным компонентом связки.
4. Каучуковая связка
- Обозначается буквой R.
- Этот процесс состоит из смешивания сырого каучука, серы и абразивных зерен вместе, раскатывания смеси в листы, вырезания кругов и нагревания их под давлением до вулканизируйте резину.
- Колеса могут быть изготовлены таким образом и использоваться как пилы для отрезных работ.
5. Резиноидная связка
- Обозначается буквой B.
- Резоноидные связующие материалы представляют собой термореактивные смолы, а связка представляет собой органическое соединение, поэтому круги со смолистыми связками также называют органическими кругами.
- Некоторые из этих колес сделаны из бакелита и других смолистых материалов.
Зернистость, марка и структура колеса
1.Зернистость
Зернистость указывает размер абразивного зерна. Обозначается числом. Чем больше число, тем меньше размер зерен. Абразивы мельче 200 называются «мукой» и обозначаются буквами F, FF и FFF.
Более тонкий абразив, используемый в ювелирах. Для чистовой обработки шлифованной поверхности используются абразивные круги с меньшим размером зерна
- . Но их режущая способность по металлу ограничена.
- Круги абразивные крупногабаритные, шероховатая, но скорость съема металла выше.
2. Степень твердости
Степень твердости связки называется степенью твердости круга и указывает на силу захвата, с которой абразивные зерна удерживаются на связке.
Указывает тип и количество связки в круге. Его также называют твердостью связанного абразива. Твердый круг имеет более прочную связь и большее количество связующего материала между зернами, чем мягкий круг.
3. Структура
Структура связанного абразива – это мера пористости (расстояние между зернами).Структура связующего материала в круге варьируется от 10% до 30% от его общего объема. От этого процента зависит структура облигации.
Если абразивные зерна упакованы слишком строго, процент связующего материала будет на нижней стороне, это называется закрытой структурой. Если абразивные зерна менее плотно упакованы в том же объеме, круги называют открытой структурой.
Структура обозначается числом от 1 (очень закрытая структура) до 15 (очень открытая структура.На каждом круге шлифовального станка производитель может предоставить следующую информацию. в указанной последовательности примерно
- Используемый абразив (A или C)
- Номер зерна (например: 46)
- Сорт (от A до Z)
- Структура (от 1 до 5)
- Тип связки (буквами)
Кроме того, производитель может предоставить некоторую дополнительную информацию вместе с приведенной выше информацией.
Балансировка, правка и правка шлифовальных кругов
1.Балансировка
Шлифовальный круг – хрупкий инструмент, который необходимо использовать для безупречного обслуживания. Правильная установка и балансировка колеса очень важны.
Балансировка необходима, поскольку колеса вращаются с более высокой скоростью (многие тысячи об / мин) и любые неуравновешенные центробежные силы могут привести к растрескиванию колеса или повреждению подшипника.
2. Правка
Правка – это процесс получения острых кромок на зернах и кондиционирования изношенных зерен на поверхности шлифовального круга. Требуется, когда колесо затупилось или устало.
3. Правка
Правка похожа на операцию правки, в результате которой колесо возвращается к своей первоначальной форме, таким образом, колесо оборачивается так, чтобы его окружность была истинной окружностью.
Правка производится при установке нового колеса, а также необходимо после того, как колесо некоторое время использовалось, чтобы исправить неравномерный износ его поверхности.
Для более мягких колес правка и правка выполняются отдельно, а для более твердых колес – одновременно. Правка или правка шлифовальных кругов обычно выполняется алмазным инструментом.Будучи более твердым, он способен прорезать абразивные зерна и связующий материал.
Читайте также: Слоттер: типы, детали и операции [Полное руководство]
Работа шлифовального станка
Обычные операции шлифовального станка – это плоское, цилиндрическое, внутреннее и бесцентровое шлифование. Теперь давайте обсудим каждый по отдельности,
1. Плоское шлифование
Это включает шлифование плоских поверхностей. Здесь заготовка оснащена магнитным патроном, прикрепленным к рабочему столу шлифовального станка.Немагнитные удерживаются тисками или приспособлениями. На горизонтальном шпинделе болгарки установлено прямое колесо.
Поперечное шлифование происходит при возвратно-поступательном движении стола в продольном направлении и поперечной подаче после каждого хода.
12. Цилиндрическое шлифование
При этом операция выполняется на круглошлифовальном станке, который выпускается в двух вариантах: «гладкий» и «универсальный». Основная конструкция одинакова в обоих случаях, но универсальный станок также может быть адаптирован для внутреннего шлифования.
На круглошлифовальном станке деталь устанавливается между двумя центрами и вращается. Шлифовальный круг установлен на шпинделе и вращается с большей скоростью, чем рабочий. Глубина пропила очень маленькая, около 0,015 мм.
Рабочие центры смонтированы на столе, который может поперечно перемещаться при различных подачах, так что вся длина работы проходит вперед и назад перед колесом.
Когда вся работа проходит перед колесом, колесо продвигается вперед еще на 0.015 мм в конце поперечины, и поэтому цикл обработки продолжается до тех пор, пока не будет достигнут желаемый диаметр заготовки. В результате получается длинный цилиндр идеально круглого профиля с очень тонкой обработкой поверхности.
3. Внутреннее шлифование
Операция внутреннего шлифования означает шлифование внутренних отверстий или отверстий. Внутреннее шлифование предназначено для шлифования поверхности отверстий, гладких или конических, с помощью небольшого шлифовального круга, установленного на длинном тонком шпинделе, который может входить в отверстие.
Позволяет улучшить геометрию отверстия, а также улучшить качество поверхности. Эта операция выполняется на специально разработанных внутренних шлифовальных станках. Для внутреннего шлифования обычно предпочтительнее более мягкий круг.
4. Бесцентровое шлифование
Это высокопроизводительный процесс непрерывного шлифования цилиндрических поверхностей, при котором заготовка поддерживается не центрами или патронами, а лезвием. Этим методом можно шлифовать детали диаметром от 0,1 мм.
Поверхностная скорость круга составляет около 10000 м / мин при использовании абразивных кругов из кубического нитрида бора. Такие детали, как роликовые подшипники, поршневые пальцы, клапаны двигателя и распределительные валы, изготавливаются методом бесцентрового шлифования.
Подача в случае бесцентрового шлифования определяется как,
S = ΠDN sinα
Где,
- S = Подача
- D = Диаметр регулирующего колеса
- N = Скорость в об / мин
- α = Угол наклона.
Типы бесцентрового шлифования
Ниже представлены три типа бесцентрового шлифования:
- Сквозная подача
- Подача
- Торцевая подача
1.Сквозная подача
В этом типе шлифования шлифуется пруток или вал по всей длине, которые размещаются на рабочей подставке. Количество удаляемого материала составляет от 0,02 до 0,3 мм.
2. Подача
Этот тип шлифования используется для шлифования деталей, требующих одновременной шлифовки нескольких профилей. Регулирующее колесо перемещается назад, чтобы поместить заготовку на рабочую подставку. Этот тип шлифования в основном используется для формованных ограничителей шлифования, предусмотренных на обоих концах.
13. Торцевая подача
При этом типе шлифования конические детали шлифуются либо шлифовальным кругом, либо регулирующим кругом, имеющим коническую форму.
Преимущества бесцентрового шлифования
- Выход в плавающем состоянии, так что удаляется небольшое количество материала.
- Нет прогиба заготовки, небольшая хрупкая заготовка легко шлифуется.
- Процесс непрерывный и используется для производственных работ.
- Никаких дополнительных приспособлений, таких как центры, патроны, не требуется.
- Размер работы легко контролировать.
- требуется неквалифицированная рабочая сила.
Недостатки бесцентрового шлифования
- При шлифовании полых заготовок концентричность отсутствует.
- Заготовку нескольких диаметров трудно шлифовать.
Если у вас есть какие-либо сомнения или предложения относительно сообщения « шлифовальный станок », не стесняйтесь спрашивать в разделе комментариев, мы ответим вам.
Читать дальше:
Процесс шлифования
Шлифование – это процесс удаления металла с помощью абразивных материалов, связанных с образованием вращающегося круга.Когда движущиеся абразивные частицы контактируют с заготовкой, они действуют как крошечные режущие инструменты, каждая частица отрезает крошечную стружку от заготовки. Распространенной ошибкой является мнение, что шлифовальные абразивные круги удаляют материал за счет трения; Фактически, этот процесс представляет собой такое же режущее действие, как сверление, фрезерование и токарная обработка. (См. Рис. 1).
Шлифовальный станок поддерживает и вращает шлифовальный абразивный круг, а также часто поддерживает и позиционирует заготовку по отношению к кругу.
Шлифовальный станок предназначен для черновой и чистовой обработки плоских, цилиндрических и конических поверхностей; чистовая обработка внутренних цилиндров или отверстий; формовочные и заточные режущие инструменты; заедание или удаление грубых выступов с отливок и штамповок; чистка, полировка и полировка поверхностей. Когда-то строго чистовой станок, современные шлифовальные станки используются для полной черновой и чистовой обработки определенных видов работ. (См. Рис.2)
ВИДЫ ШЛИФОВАЛЬНЫХ СТАНКОВ
От самых простых до самых сложных шлифовальных станков можно отнести к универсальным шлифовальным станкам и круглошлифовальным станкам.и плоскошлифовальные станки. Среднестатистического машиниста будут интересовать в основном напольные и настольные универсальные шлифовальные станки, полировальные станки и станки с возвратно-поступательным движением поверхности.
ОБОРУДОВАНИЕ ШЛИФОВАЛЬНЫЕ СТАНКИ
Универсальный шлифовальный станок предназначен для ручного шлифования, когда заготовка поддерживается рукой и соприкасается с вращающимся шлифовальным абразивным кругом. Точность шлифовального станка этого типа зависит от сноровки, навыков оператора и знания возможностей станка и характера работы.Универсальный шлифовальный станок состоит из горизонтально установленного двигателя с абразивным шлифовальным кругом, прикрепленным к каждому концу вала двигателя.
Машина с электродвигателем проста и распространена. Он может быть настольным или напольным. Обычно состояние и конструкция подшипников вала, а также мощность двигателя определяют размер колес машины. Для безопасности и простоты эксплуатации предусмотрены подходящие ограждения колес и упоры для инструментов. Шлифовальные станки бывают разных размеров и форм, как указано ниже.
ШЛИФОВАЛЬНЫЙ СТАНОК
Плоскошлифовальный станок предназначен для шлифования плоских поверхностей. Заготовка поддерживается на прямоугольном столе, который перемещается вперед и назад и совершает возвратно-поступательное движение под шлифовальным кругом. Плоскошлифовальные станки с возвратно-поступательным движением обычно имеют горизонтальные шлифовальные шпиндели и устанавливают прямые или цилиндрические шлифовальные абразивные круги.
ПОВЕРХНОСТНОЙ ШЛИФОВАЛЬНЫЙ СТАНОК
Плоскошлифовальный станок с возвратно-поступательным движением представляет собой плоскошлифовальный станок горизонтального типа.Заготовки крепятся к столу и могут перемещаться под шлифовально-абразивным кругом вручную или механической подачей. Магнитный патрон можно использовать для крепления заготовки к столу. Этот шлифовальный станок имеет внутренний насос и сеть трубопроводов для автоматической подачи и рециркуляции охлаждающей жидкости к заготовке и кругу. Шлифовальный абразивный круг, установленный на горизонтальном шпинделе, является прямым и режет только его периферийную поверхность. Скорость шлифовального круга регулируется. (См. Рис.2)
ШЛИФОВАЛЬНЫЕ КОЛЕСА
СТАНДАРТНЫЕ ВИДЫ ШЛИФОВАЛЬНЫХ КОЛЕС
Шлифовальные круги бывают разных размеров, форм и абразивов (Рис.3 и Рис.4). Некоторые из различных типов перечислены ниже.
Прямые: Прямые круги 1, 5 и 7 обычно применяются для внутреннего, цилиндрического, горизонтального шпинделя, поверхности, инструмента, а также для ручного шлифования и заедания. Углубления в типовых числах. 5 и 7 предназначены для монтажных фланцев.Круги типа № 1 толщиной от 0,006 дюйма до l / 8 дюйма используются для отрезания заготовки и долбления.
Цилиндр: Цилиндровые круги, тип № 2, могут быть расположены для шлифования как по периферии, так и по бокам круга.
Конические: Конические колеса, тип № 4, оснащены коническими предохранительными фланцами, чтобы предотвратить разлет деталей, если колесо сломано во время зацепления.
Прямой стакан
Прямой чашечный круг типа 6 используется в основном для плоского шлифования, но может также использоваться для ручного шлифования плоских поверхностей.Доступны плоские или скошенные грани.
Раструб
Круглая чашечная развальцовка, тип № 11, обычно используется для заточки инструментов. С полимерным связующим он полезен для заедания. Его лицо может быть ровным или скошенным.
Блюдо
Тарельчатое колесо типа № 12 в основном используется в инструментальной работе. Его тонкий край можно вставлять в узкие места, он удобен для шлифования торцов гладких фрез и протяжек.
Блюдце
Блюдцеобразное колесо, тип № 13, также известно как резинка для пилы, потому что оно используется для заточки пил.
АБРАЗИВНЫЕ МАТЕРИАЛЫ
Абразивные зерна являются режущим инструментом шлифовального круга. Они фактически отрезают от заготовки мелкие кусочки или стружку во время вращения колеса. Форма каждого зерна неправильная, с несколькими острыми режущими кромками. Когда эти кромки затупляются, силы, действующие на круг, имеют тенденцию разрушать абразивные зерна и создавать новые режущие кромки.
ТАБЛИЦА 1 Диапазон твердости по Кнупу для различных материалов и абразивов.
Обычное стекло | 350-500 | Нитрид титана | 2000 |
АБРАЗИВЫ
Большинство шлифовальных кругов изготовлено из карбида кремния или оксида алюминия, оба из которых являются искусственными (промышленными) абразивами.Карбид кремния чрезвычайно твердый, но хрупкий. Оксид алюминия немного мягче, но прочнее карбида кремния. Он тускнеет быстрее, но не ломается, поэтому лучше подходит для шлифования материалов с относительно высокой прочностью на разрыв.
РАЗМЕР ЗЕРНА АБРАЗИВА
Абразивные зерна отбираются в соответствии с размером ячеек сита, через которое они сортируются. Например, номер зерна 40 указывает на то, что абразивное зерно проходит через сито, имеющее приблизительно 40 ячеек на линейный дюйм.Шлифовальный круг обозначается как крупный, средний или мелкий в зависимости от размера отдельных абразивных зерен, составляющих круг.
СВЯЗЫВАЮЩИЙ МАТЕРИАЛ
Облигация
Абразивные частицы в шлифовальном круге удерживаются связующим веществом (см. Рис. 5). Процент связки в круге в значительной степени определяет «твердость» или «марку» круга. Чем больше процент и прочность связки, тем тверже будет шлифовальный круг.«Жесткие» диски дольше удерживают режущие зерна, а «мягкие» диски быстрее высвобождают зерно. Если шлифовальный круг «слишком твердый» для работы, он будет покрыт глазурью, потому что связка предотвращает выход затупившихся абразивных частиц, поэтому новые зерна могут быть открыты для резки. Помимо контроля твердости и удержания абразива, связка также обеспечивает необходимый запас прочности при рабочей скорости. Он держит колесо вместе, в то время как центробежная сила пытается разорвать его на части. Чаще всего в шлифовальных кругах используются керамические связки, силикат, шеллак, резиноид и резина.
Остеклованный: По сути, стекло. Ее также называют керамической связкой. Подавляющее большинство шлифовальных кругов имеют керамическую связку. Круги на керамической связке прочные, жесткие, пористые, устойчивые к маслам, кислотам и воде, а также не подвержены воздействию тепла или холода. они имеют более широкий диапазон твердости, чем любая другая связка. Они подходят практически ко всем типам шлифования, за одним заметным исключением: они хрупкие и не устойчивы к механическим и термическим ударам.
Силикат: Силикатная связка лучше отделяет абразивные зерна, чем застеклованная связка.Круги на силикатной связке хорошо подходят для шлифования с минимальным нагревом, например для шлифовальных режущих инструментов с режущей кромкой. Он не подходит для шлифования в тяжелых условиях. Тонкие отрезные круги иногда изготавливают на связке из шеллака, потому что она обеспечивает быструю резку в холодном состоянии.
Смола: Связка на основе смолы прочная и гибкая. Он широко используется в шлифовальных кругах (для шлифования неровностей от чернового литья), которые работают при 9 500 SFPM. Он также используется в отрезных кругах.
Резина: В колесах с резиновыми связками чистая резина смешана с серой.Он чрезвычайно гибок на рабочих скоростях и позволяет изготавливать шлифовальные круги толщиной до 0,006 дюйма для продольной резки. Большинство кругов абразивно-отрезных станков имеют резиновую связку.
Металлические связки: Используя методы порошковой металлургии, абразивные зерна (алмаз или кубический нитрид бора) прикрепляются под высоким давлением и температурой к периферии металлического круга (из алюминия, бронзы, стали, керамики или композитного материала), чтобы глубиной 6 мм (0,25 дюйма) или менее, как показано на рисунке выше.
КЛАСС ЖЕСТКОСТИ
Марка шлифовального круга обозначает твердость связанного материала. Ниже приведены примеры этих марок:
- Мягкий круг – это круг, на котором режущие частицы быстро отламываются, в то время как твердый круг – это круг, на котором связка успешно препятствует отслаиванию абразивного зерна.
- Большинство колес классифицируются по твердости по буквенной системе. Большинство производителей шлифовальных абразивных кругов используют буквенный код от A (очень мягкий) до Z (очень жесткий).Стекловидные и силикатные связки обычно варьируются от очень мягких до очень твердых, связки шеллака и резиноидов обычно варьируются от очень мягких до твердых, а резиновые связи ограничиваются средним и твердым диапазоном.
- Степень твердости следует выбирать так же тщательно, как и размер зерна. Слишком мягкий шлифовальный абразивный круг будет изнашиваться слишком быстро, абразивное зерно будет выброшено из круга до того, как истечет срок его службы. С другой стороны, если круг слишком твердый для работы, абразивные частицы станут тусклыми, потому что связка не высвободит абразивное зерно, и эффективность круга будет снижена.
На рис. 8 показаны сечения трех шлифовальных абразивных кругов с разным шагом зерен. Если зерно и связующий материал в каждом из них одинаковы по размеру и твердости, круг с более широким интервалом будет мягче, чем круг с более близким интервалом между зернами. Таким образом, фактическая твердость шлифовального круга в равной степени зависит от степени твердости и расстояния зерен или структуры.
ШЛИФОВАЛЬНЫЙ ДИСК АБРАЗИВНЫЙ
КОНСТРУКЦИЯ АБРАЗИВНОГО КОЛЕСА
Прочность сцепления шлифовального круга не полностью зависит от степени твердости, но в равной степени зависит от структуры круга, то есть расстояния между зернами или их плотности.Структура или расстояние измеряется количеством зерен на кубический дюйм объема колеса.
МАРКИРОВКА
Каждый шлифовальный круг маркируется производителем с помощью трафарета или небольшой бирки. Производители разработали стандартную систему маркировки, представленную на Рисунке 5-9.
Например, используйте колесо с маркировкой A36-L5-V23. A относится к абразиву, который представляет собой оксид алюминия. 36 представляет размер зерна. L показывает степень твердости, которая является средней.Цифра 5 указывает на структуру колеса, а буква V – на тип связки.
СТАНДАРТНЫЕ ФОРМЫ ЛИЦ ШЛИФОВАЛЬНЫХ КОЛЕС
На рис. 9 показаны стандартные формы поверхностей шлифовального круга. Характер работы диктует форму лица, которое будет использоваться. Например, форма A обычно используется для прямого круглого шлифования, а форма E – для шлифования резьбы.
ВЫБОР ШЛИФОВАЛЬНЫХ ДИСКОВ
Условия, в которых используются шлифовальные круги, значительно различаются, и круг, который подходит для одного станка, может быть слишком твердым или мягким для такой же операции на другом станке.При выборе шлифования
учитываются следующие основные факторы.
колеса, хотя следует понимать, что перечисленные правила и условия являются гибкими и допускают случайные исключения.
Предел прочности материала
Растяжение шлифуемого материала является основным фактором при выборе абразива, который будет использоваться. Два типа абразивов подходят для разных материалов, как показано ниже.
Факторы, влияющие на размер зерна
Размер зерна, который необходимо выбрать при выборе шлифовального круга, зависит от факторов, описанных ниже.
- Чем мягче и пластичнее материал, тем крупнее его зерно.
- Чем больше количество удаляемой массы, тем крупнее зерно.
- Чем мельче желаемая отделка, тем мельче зерно.
Факторы, влияющие на степень твердости
Факторы, описанные ниже, будут определять надлежащую степень твердости шлифовального круга.
- Чем тверже материал, тем мягче колесо.
- Чем меньше дуга контакта, тем жестче должен быть уклон. Дуга контакта – это дуга, измеренная по периферии колеса, которая контактирует с изделием в любой момент. Отсюда следует, что чем больше размер шлифовального круга, тем больше дуга контакта и, следовательно, можно использовать более мягкий круг.
- Чем выше рабочая скорость по отношению к скорости вращения круга, тем мягче шлифование и тем жестче должен быть сплав.
- Чем лучше состояние шлифовального станка и подшипников шпинделя, тем мягче может быть круг.
Факторы, влияющие на конструкцию
Структура или расстояние между абразивными зернами круга зависит от четырех факторов, описанных ниже.
- Чем мягче, жестче и пластичнее материал, тем шире расстояние между зернами.
- Чем мельче желаемая отделка, тем ближе или плотнее должно быть расстояние между зернами.
- Наплавочные работы требуют открытой структуры (большое расстояние между зернами).
- Цилиндрическое шлифование и шлифование инструмента и фрез лучше всего выполнять с кругами средней структуры (средний шаг зерен).
Факторы, влияющие на связующий материал
Описанные ниже факторы влияют на выбор связующего материала для желаемого круга.
- Для тонких отрезных кругов и других кругов, подверженных деформациям изгиба, требуются связки на основе смол, шеллака или резины.
- Цельные круги очень большого диаметра требуют силикатной связки.
- Стекловидные колеса обычно лучше всего подходят для скоростей до 6500 SFPM, а колеса из резиноида, шеллака или резины лучше всего подходят для скоростей выше 6500 SFPM.
- Смолы, шеллак или каучуковые связки обычно лучше всего подходят там, где требуется качественная отделка.
Выбор и применение шлифовального круга
См. Таблицу 1 и Таблицу 4 для получения информации о конкретных требованиях для типичного измельчения и материалов.
ТАБЛИЦА 1 Рекомендации по шлифовальным кругам для работы с различными материалами.
| Материал | Тип шлифовального круга | Материал | Тип шлифовального круга |
Алюминий | C46 – K6V | Чугун | C60 – L6V, A60 – M6V |
Примечание. Эти рекомендации значительно различаются в зависимости от состава материала, конкретной операции измельчения и используемых шлифовальных жидкостей.
ПРОВЕРКА ШЛИФОВАЛЬНЫХ КОЛЕС
Когда шлифовальный круг поступает в магазин или снимается с хранения, его следует внимательно осмотреть на предмет повреждений или трещин. Проверьте маленькое колесо, подвесив его на одном пальце или веревке. Осторожно постучите по нему легким неметаллическим инструментом, например ручкой отвертки.
Проверьте колесо большего размера, ударив по нему деревянным молотком. Если колесо не дает четкого кольца, выбросьте его.Не все колеса издают одинаковый звук; низкий тон не обязательно означает треснувшее колесо. Колеса часто заполняются различными смолами или смазками, чтобы изменить их режущее действие, а смола или смазка приглушают звук. Колеса из керамики и силиката выделяют прозрачное металлическое кольцо. Колеса со связкой из смолы, резины и шеллака издают менее четкий звук. Независимо от связи, звук треснувшего колеса легко определить.
МОНТАЖ ШЛИФОВАЛЬНЫХ ДИСКОВ
Правильная установка шлифовального круга очень важна.Неправильно установленное колесо может стать потенциально опасным на высоких скоростях.
Указанный размер круга для конкретного используемого шлифовального станка не должен быть превышен ни по диаметру, ни по ширине круга. На рис. 10 показан правильно установленный шлифовальный круг.
Следующие четыре элемента представляют собой способы и процедуры установки шлифовальных кругов:
- Обратите внимание на то, что колесо установлено между двумя фланцами, которые имеют облегченные внутренние поверхности, так что они поддерживают колесо только своими внешними краями.Это обеспечивает более надежную фиксацию колеса, меньшее давление и меньшую опасность поломки. Для хорошей поддержки диапазон диаметра должен составлять около одной трети диаметра колеса.
- Отверстие шпинделя в круге должно быть не более чем на 0,002 дюйма больше диаметра шпинделя, так как неплотная посадка приведет к затруднению центрирования круга. Если отверстие шпинделя слишком большое, выберите другое колесо подходящего размера. Если других нет, установите на шпиндель подходящую втулку, чтобы приспособить шпиндель к отверстию.
- Бумажные промокашки подходящего размера обычно идут в комплекте со шлифовальным кругом. Если подходящие промокашки отсутствуют, вырежьте их из плотной промокательной бумаги (толщиной не более 0,025 дюйма 🙂 и поместите между шлифовальным кругом и каждым фланцем. Промокашки должны быть достаточно большими, чтобы покрывать всю площадь контакта между фланцами и колесом. Эти промокашки служат подушками, чтобы минимизировать поломку колеса.
- При установке шлифовального круга на шпиндель круга плотно затяните гайку шпинделя, но не сильно.это приведет к чрезмерной нагрузке на колесо.
Правка, правка и формовка колес
Шлифовальные круги изнашиваются неравномерно при большинстве обычных операций шлифования из-за неравномерного давления на поверхность круга во время резания. Кроме того, когда правильный круг не использовался для определенных операций, круг может быть заряжен металлическими частицами или абразивное зерно может затупиться до того, как оно оторвется от соединения круга.В этих случаях необходимо провести правку или регулировку колеса, чтобы восстановить его эффективность и точность.
Правка – это режущая кромка шлифовального круга для восстановления его исходных режущих качеств. Truing восстанавливает концентричность круга или изменяет его режущую поверхность до желаемой формы. Обе операции выполняются с помощью инструмента, называемого шлифовальным кругом (см. Рис.).
Механический комод: Ручной механический комод имеет чередующиеся заостренные и твердые диски, которые свободно закреплены на штифте.Этот правочный станок используется для правки крупнозернистых кругов и кругов, используемых при ручном шлифовании.
Устройство для обработки абразивных стержней: Устройство для обработки абразивных стержней бывает двух форм: квадратное для ручного использования и круглое для механического использования. Его часто используют вместо более дорогого алмазного правителя для правки фасонных и фасонных колес. Он также используется для общей правки шлифовальных кругов.
Устройство для правки абразивного круга: Устройство для правки абразивного круга представляет собой диск из карбида кремния на связке, который прикреплен к столу станка под небольшим углом к шлифовальному кругу и приводится в движение за счет контакта с кругом.Этот комод обеспечивает гладкую, аккуратную поверхность, которая не оставляет следов на работе.
Алмазный станок для правки: Алмазный станок для правки – самый эффективный инструмент для правки кругов для точного шлифования, где требуются точность и высокое качество обработки.
Комод может иметь один или несколько бриллиантов, установленных на конце круглой стальной стойки. Часто проверяйте алмазное острие на предмет износа. Это единственная часть алмаза, которую можно использовать, и она изнашивается, поэтому не может правильно обработать круг.
Наклоните алмаз от 3 ° до 15 ° в направлении вращения и на 30 ° к плоскости колеса, как показано на Рисунке 5-14, чтобы предотвратить дребезжание и зарезы. Слегка поворачивайте алмаз в держателе между операциями правки, чтобы он оставался острым. Тупой алмаз заставит абразивные зерна проникнуть в поры связки и нагружать поверхность круга, снижая режущую способность круга.
При использовании алмазного полировального станка для правки или правки шлифовального круга, круг должен вращаться с нормальной рабочей скоростью или немного меньшей ее, никогда не с более высокой скоростью.Для влажного шлифования залить круг охлаждающей жидкостью при чистке или чистовой обработке. Для сухого шлифования круг следует одевать насухо. Вся операция правки должна максимально имитировать операцию шлифования. По возможности держите комод за какое-нибудь механическое приспособление. После правки рекомендуется закруглить края круга ручным камнем, чтобы предотвратить скалывание. Особенно это касается шлифовального круга. Не закругляйте края, если для работы требуются острые углы. Шлифовальный круг обычно больше изнашивается по краям, оставляя высокую точку ближе к центру.При запуске операции правки или правки убедитесь, что острие инструмента для правки в первую очередь касается самой верхней точки колеса, чтобы острие не врезалось в него.
Постепенно вводите острие инструмента для правки, 5-15 мм (200-600 м дюймов) за раз, в колесо из оксида алюминия или 2-10 мм (80-400 мин) за раз, в колесо с кубическим нитридом бора до тех пор, пока звук указывает на то, что колесо совершенно правдиво. Скорость, с которой вы перемещаете острие по поверхности колеса, зависит от шероховатости, марки колеса и желаемой отделки.Медленная подача дает кругу чистую отделку, но если подача слишком медленная, колесо может покрыться лаком. Быстрая подача обеспечивает свободное резание круга, но если подача слишком быстрая, шлифовальный станок оставит следы инструмента на круге. Правильную подачу можно найти только путем проб, но во время каждого прохода следует поддерживать единообразную скорость подачи.
КОЛЕСА ДЛЯ ОТДЕЛКИ И ПОЛИРОВКИ
Полировальные и полировальные круги состоят из слоев тканевого войлока или кожи, склеенных или сшитых вместе в гибкое мягкое колесо.
Полировальные круги обычно мягче, чем полировальные круги, и часто изготавливаются из беленого муслина (листового материала), фланели или других мягких тканевых материалов. Материал разрезается на различные диаметры и сшивается на секции, которые составляют полировальное колесо. Полировальный круг часто имеет прорези или перфорацию для вентиляции.
Полировальные круги изготавливаются из холста, войлока или кожи, сшитых или склеенных друг с другом, чтобы обеспечить различные классы колес от мягкого до жесткого.Более твердые или более прочные круги обычно используются для более тяжелых работ, в то время как более мягкие и более гибкие круги используются для тонкой контурной полировки и отделки деталей, углы и края которых должны соответствовать довольно строгим требованиям.
Шлифовальные и полировальные круги заправляются абразивом для работы. Брезентовые круги обычно подходят для использования с абразивами средней зернистости, в то время как круги из войлока, кожи и муслина подходят для мелкозернистых абразивов. Абразивные материалы для полировки обычно изготавливаются в виде лепешек, пасты или палочек, которые в этой форме наносятся на круг.Полировальные абразивы крепятся к полировальным кругам с помощью клея.
КОЛЕСА ПРОВОДНЫЕ
Проволочное колесо состоит из множества нитей проволоки, привязанных к ступице и расходящихся наружу от ступицы в форме колеса. Проволочный круг используется вместо шлифовального круга для операций очистки, таких как удаление ржавчины или коррозии с металлических предметов, а также для грубой полировки отливок, горячекатаной стали и т. Д. Канатный круг крепится к шпинделю круга шлифовального станка так же, как и шлифовальный круг.
РАЗМЕЩЕНИЕ И МОНТАЖ
РАЗМЕЩЕНИЕ
Особых правил разметки работ на шлифовальные операции нет. Большинство требований к компоновке будет продиктовано конкретным используемым шлифовальным станком. Во многих случаях заготовку перед шлифовкой обрабатывают на токарном станке или обрабатывают другим способом. Шлифовка – это подготовка к окончательной доводке заготовки до желаемых размеров.
ДОПУСК НА ШЛИФОВАНИЕ
При планировании шлифовальных работ количество удаляемого металла должно основываться на возможностях шлифовального станка.Если шлифовальный станок современный и находится в хорошем состоянии, оставьте до 0,75 мм (l / 32 дюйма) или даже больше на крупных стальных деталях станка, но обычно не более 0,4 мм (l / 64 дюйма) на небольших станках. части.
МОНТАЖНЫЕ ИЗДЕЛИЯ
Общие
Ручное шлифование не требует монтажа заготовки. Монтаж для цилиндрического, плоского и инструментального шлифования описан ниже.
Монтажная деталь для цилиндрического шлифования
Цилиндрическое шлифование может выполняться с установкой заготовки между центрами, удерживаемой в патроне и поддерживаемой центральным упором, или прижатой к лицевой пластине, как в установках токарного станка.
При установке заготовки между центрами используйте следующие методы:
- Используйте мертвую точку в шпинделе задней бабки. Этот метод является предпочтительным, поскольку он исключает любую ошибку, вызванную износом подшипников шпинделя станка. Перед шлифовкой проверьте точность и соосность центров и при необходимости исправьте.
- Для шлифовки центров следуйте инструкциям по шлифовке центров на токарных станках в главе 7.
- После того, как центры будут точными, выровняйте центры одним из методов, предписанных для выравнивания центров токарного станка.
- Поместите заготовку между центрами и поверните ее с помощью собачки токарного станка.
Используйте следующие методы и процедуры при установке заготовки для конического шлифования.
- Заготовки для конического шлифования могут устанавливаться в патроне или между центрами.
- Стол поворачивается до необходимого конуса с помощью делений на конце стола (Рисунок 5-15).
- Поскольку стол универсального шлифовального станка ограничен в степени поворота, крутые конические конусы обычно шлифуются путем поворота передней бабки на желаемый угол конуса (Рисунок 5-15).
- Помните, что при конической шлифовке заготовки ось заготовки и ось шлифовального круга должны находиться на одной высоте. В противном случае заготовка не будет заточена под правильным углом.
Заготовка для внутреннего шлифования
Ниже перечислены соответствующие процедуры и методы выполнения внутреннего шлифования.
Внутреннее шлифование выполняется универсальным инструментом и фрезерно-шлифовальной машиной с приспособлением для внутреннего шлифования (Рисунок 5-16). Обратите внимание, что ремень и шкивы обнажены; во время реальной эксплуатации эта зона должна быть закрыта ограждением. Поскольку для внутреннего шлифования используются мелкие шлифовальные круги, шпиндель и пиноль должны работать с высокой скоростью, чтобы получить требуемый SFPM. Большинство насадок для внутреннего шлифования поставляется с иглами нескольких размеров. Используйте самый большой из возможных для шлифуемой ямы.Меньшие иглы имеют тенденцию легко отскакивать от работы и давать сужения и неровности.
Одно из условий, которое более выражено при внутреннем шлифовании, чем при внешнем шлифовании, заключается в том, что большая площадь контакта может вызвать нагрузку на круг и быстрое лощение, что, в свою очередь, вызывает вибрацию и ухудшает качество обработки поверхности. Поэтому важно уделять особое внимание состоянию круга и использовать либо колесо с более крупным зерном, чтобы обеспечить больший зазор от стружки, либо колесо с более мягким покрытием, которое будет легче ломаться.Во время шлифования дайте шлифовальному кругу выйти из конца отверстия как минимум на половину ширины поверхности круга, но не более чем на две трети. Если колесо очищает работу каждый раз, когда стол совершает возвратно-поступательное движение, оно будет шлифовать отверстие с раструбом из-за пружины в пиноли.
Внутренние конические конусы можно также шлифовать на универсальном шлифовальном станке, используя комбинацию правил для внешнего конического шлифования и правил для прямого внутреннего шлифования. Главное помнить, чтобы ось пиноли была на высоте центра с осью работы.
Монтажная деталь для плоского шлифования
Заготовка для плоского шлифования обычно удерживается на возвратно-поступательном рабочем столе с помощью магнитного патрона. Его также можно удерживать в тисках или зажимать непосредственно на столе.
Есть два типа магнитных патронов: постоянные магниты и электрические. Электрические патроны имеют больший размер и большую мощность. Тем не менее, патроны с постоянными магнитами менее опасны, поскольку случайное прекращение работы (из-за сбоя питания) маловероятно.
Монтажная заготовка для заточки инструмента и фрезы
Ниже перечислены способы крепления деталей при использовании шлифовального инструмента и фрезы:
- Заготовка для заточки инструмента и фрезы обычно удерживается между центрами или на приспособлении, закрепленном на столе.
- Заготовка устанавливается так же, как и при круглом шлифовании, за исключением собачки токарного станка, если она не используется.
- Когда используется приспособление, заготовка помещается в приспособление, а приспособление зажимается на столе.
ОБЩЕЕ ШЛИФОВАНИЕ
ОБЩИЕ
Эффективное измельчение зависит в первую очередь от правильной настройки используемого станка. Если машина закреплена ненадежно, это может привести к вибрации, в результате которой шлифовальный станок будет иметь неровную поверхность. Неправильная центровка влияет на точность шлифования, поэтому рекомендуется проверять безопасность и вертикальное положение станка каждые несколько месяцев. Рекомендуется подложить под монтажные фланцы полоску амортизирующего материала вместе с необходимыми регулировочными шайбами для поглощения вибрации.
Когда шлифовальный круг работает нормально, абразивные зерна срезают очень мелкую стружку с заготовки, и в то же время часть связки круга изнашивается. Пока связка изнашивается так же быстро, как абразивные зерна круга затупляются, круг будет продолжать работать хорошо. Если связка изнашивается слишком быстро, колесо становится слишком мягким и прослужит не так долго, как следовало бы. Если режущие зерна изнашиваются быстрее, чем связка, то поверхность круга покрывается глазурью, и диск не будет резать свободно.
КЛАССЫ ШЛИФОВКИ
Прецизионное и полуточное шлифование можно разделить на следующие классы:
Цилиндрический шлифовальный
Цилиндрическое шлифование означает шлифование цилиндрической поверхности. Обычно «цилиндрическое шлифование» относится к внешнему круглому шлифованию, а термин «внутреннее шлифование» используется для внутреннего круглого шлифования. Другой вид кругового шлифования – это коническое шлифование или шлифование конических заготовок.
Плоское шлифование
Плоское шлифование – это шлифование простых гладких поверхностей.
Бесцентровое шлифование
Бесцентровое шлифование – это высокопроизводительный процесс непрерывного шлифования поверхностей, при котором заготовка поддерживается не центрами или патронами, а лезвием (рис. 16.1 a и b). Типичными деталями, изготовленными с помощью бесцентрового шлифования, являются подшипники качения, поршневые пальцы, клапаны двигателя, распределительные валы и аналогичные компоненты.
Детали с диаметром от 0.1 мм (0,004 дюйма) можно отшлифовать. Бесцентрово-шлифовальные машины
Рис. 16-c теперь способны развивать скорость вращения колес порядка 10000 м / мин. абразивными кругами из кубического нитрида бора.
Шлифование инструментов и фрез
Заточка инструмента и фрезы – это обычно сложная операция по формовке и переточке режущих кромок инструментальных и фрезерных долот, калибров, фрез, разверток и т. Д.
Шлифовальный круг для любой операции шлифования должен быть тщательно выбран, а заготовка правильно установлена в шлифовальном станке.Скорость шлифования и подачи следует выбирать для конкретной работы. По возможности, охлаждающую жидкость следует наносить на точку контакта круга и заготовки, чтобы колесо и заготовка оставались холодными, смывали отслаивающийся абразив и улучшали качество обработки.
СКОРОСТИ ИЗМЕЛЬЧЕНИЯ И ПОДАЧА
При шлифовании скорость шлифовального круга и подача шлифовального круга так же важны, а иногда и важнее, чем правильный выбор круга.Иногда необходимо проверять шпиндель шлифовального станка с помощью тахометра, чтобы убедиться, что он работает на заданных оборотах. Слишком низкая скорость приведет к потере абразива, в то время как чрезмерная скорость приведет к тяжелому шлифованию и полировке круга, что сделает шлифование неэффективным. Подача шлифовального круга в определенной степени будет определять качество обработки на работе и будет различаться для разных типов и форм шлифовальных кругов.
Факторы, определяющие скорость
ПРЕДУПРЕЖДЕНИЕ |
Различные факторы, определяющие скорость в SFPM шлифовального круга, описаны ниже.
- Безопасность: Шлифовальный круг никогда не должен работать со скоростью, превышающей рекомендованную производителем. Обычно к каждому шлифовальному кругу прикреплена бирка, на которой указана максимальная безопасная рабочая скорость.
- Состояние станка: Современные шлифовальные станки и станки, находящиеся в хорошем состоянии, могут безопасно вращать шлифовальный круг на более высоких скоростях, чем старые или находящиеся в плохом состоянии станки. Большинство шлифовальных станков оснащены подшипниками шпинделя, рассчитанными на определенные скорости, которые нельзя превышать.Низкое качество может быть вызвано вибрациями, вызванными недостаточной жесткостью или изношенными подшипниками, находящимися в не лучшем состоянии. Высокие скорости усилят эти дефекты.
Шлифованный материал: Шлифованный материал обычно определяет зернистость, сорт, структуру и сцепление колеса, который будет выбран. Например, если колесо слишком мягкое для разрезаемого материала, увеличение скорости приведет к тому, что колесо будет работать сильнее. И наоборот, если колесо слишком жесткое, при более низкой скорости колесо будет работать мягче.
Тип шлифовального круга: Тип шлифовального круга, используемого для конкретной операции, является одним из основных факторов при правильном выборе скорости резания. Обычно в зависимости от обрабатываемого материала выбирается круг. Рекомендуемую скорость резания можно определить по типу круга, связке и степени твердости.
ТАБЛИЦА 2 Приблизительные требования к удельной энергии для плоского шлифования
|
| Удельная энергия | |
Материал заготовки | Твердость | Вт-с / мм3 | л.с.-мин / дюйм.3 |
Алюминий | 150 HB | 7–27 | 2,5–10 |
Чугун (класс 40) | 215 HB | 12–60 | 4,5–22 |
Низкоуглеродистая сталь (1020) | 110 HB | 14–68 | 5–25 |
Титановый сплав | 300 HB | 16–55 | 6–20 |
Инструментальная сталь (T15) | 67 HRC | 18–82 | 6.5–30 |
ТАБЛИЦА 3 Типичный диапазон скоростей и подач для абразивных процессов
| Переменная процесса | Обычное | Медленное движение | Полировка | Полировка |
Скорость колеса (м / мин) | 1500–3000 | 1500–3000 | 1800–3600 | 1500–2400 |
Рабочая скорость (м / мин) | 10–60 | 0.1–1 | – | – |
Подача (мм / проход) | 0,01–0,05 | 1–6 | – | – |
Рабочая скорость для цилиндрического шлифования
При круглом шлифовании трудно рекомендовать какие-либо рабочие скорости, поскольку они зависят от того, достаточно ли жесткий материал, чтобы сохранять свою форму, большой или малый диаметр заготовки и т. Д.Ниже перечислены области, которые следует учитывать при круглом шлифовании:
- Чем больше диаметр заготовки, тем больше дуга ее контакта с кругом. Скорость резания, подходящая для одного диаметра заготовки, может быть неподходящей для другого.
- Для черновой обработки следует использовать самую высокую рабочую скорость, которую могут выдержать станок и колесо.
- Следующие цилиндрические рабочие скорости являются только типичными: стальные валы, от 50 до 55 футов в минуту; валки из твердой стали от 80 до 85 футов в минуту; валки из закаленного чугуна, от 80 до 200 футов в минуту; поршни из чугуна, от 150 до 400 футов в минуту; подшипники коленчатого вала, от 45 до 50 футов в минуту; и пальцы коленчатого вала, от 35 до 40 футов в минуту.
- Более высокие рабочие скорости увеличивают режущее действие круга и могут указывать на то, что более твердый диск и меньшая глубина резания должны использоваться для уменьшения износа диска.
Рабочая скорость для плоского шлифования
Плоскошлифовальные станки обычно имеют фиксированную рабочую скорость примерно 50 SFPM или регулируемый диапазон рабочей скорости от 0 до 80 SFPM. Как и в случае с круговым шлифованием, более высокие рабочие скорости означают, что на один фут поверхности вращения круга режется больше материала, и, следовательно, на круге может возникать больший износ.
Корм
Подача шлифовального круга – это расстояние, на которое круг перемещается поперек заготовки за каждый оборот детали при круглом шлифовании или за каждый проход детали при плоском шлифовании. Для определения кормов рекомендуются следующие методы:
- Подача должна быть пропорциональна ширине торца колеса и желаемой чистоте обработки. В общем, чем уже поверхность колеса, тем медленнее должна быть скорость поворота; чем шире поверхность колеса, тем выше скорость перемещения.
- Для черновой обработки стол должен проходить примерно три четверти ширины круга за один оборот или проход заготовки.
- Для средней чистовой обработки колесо должно проходить от одной трети до половины ширины круга за один оборот или проход заготовки.
- При плоском шлифовании с кругами шириной менее 1 дюйма скорость перемещения стола должна быть уменьшена примерно наполовину.
Глубина резания
Для определения подач рекомендуются методы определения глубины резов.
- При черновой обработке рез должен быть настолько глубоким, насколько может выдержать шлифовальный круг, без скучивания и пружинения работы. Глубина пропила также зависит от твердости материала. При круглом шлифовании, помимо этих факторов, рез зависит от диаметра детали. В любом случае опыт – лучший гид. Обычно используется рез глубиной от 0,001 до 0,003 дюйма в зависимости от размера и состояния шлифовального станка.
- Для чистовой обработки глубина резания всегда небольшая, обычно от 0.От 0005 до 0,00005 дюйма.
- Глубина резания определяется количеством искр. Кроме того, неравномерное количество искр указывает на то, что деталь или колесо не концентричны.
КУЛАНТЫ
Большинство шлифовальных станков оснащено системами охлаждения. Охлаждающая жидкость направляется через точку контакта шлифовального круга с изделием. Это предотвращает деформацию заготовки из-за неравномерной температуры, вызванной резанием.Кроме того, охлаждающая жидкость удерживает стружку от шлифовального круга и точек соприкосновения, что обеспечивает свободное резание.
В качестве охлаждающей жидкости можно использовать чистую воду, но обычно добавляют различные соединения, содержащие щелочь, для улучшения ее смазывающих свойств и предотвращения ржавления машины и заготовки.
Недорогая охлаждающая жидкость, которую часто используют для всех металлов, кроме алюминия, состоит из раствора примерно 1/4 фунта карбоната натрия (солевой соды), растворенного в 1 галлоне воды.
Еще одна хорошая охлаждающая жидкость – растворение растворимого смазочно-охлаждающего масла в воде. Для шлифования алюминия и его сплавов охлаждающая жидкость с чистой водой дает довольно хорошие результаты.
ТАБЛИЦА 4 Общие рекомендации по шлифовальным жидкостям
| Материал | Шлифовальная жидкость | Материал | Шлифовальная жидкость |
Алюминий | E, EP | тугоплавкие металлы | EP |
D: сухой; E: эмульсия; EP: экстремальное давление; ДНС: химия и синтетика; МО: минеральное масло; FO: жирное масло.
ЦИЛИНДРИЧЕСКОЕ ШЛИФОВАНИЕ
Цилиндрическое шлифование – это шлифование цилиндрических или конических заготовок путем вращения заготовки в контакте со шлифовальным кругом. Цилиндрическое шлифование делится на три основные операции: плоское круговое шлифование, коническое шлифование (коническое шлифование) и внутреннее шлифование. Заготовка и колесо настроены на вращение в противоположных направлениях в точке контакта.
Обычное цилиндрическое шлифование
Пошаговая процедура шлифования прямого вала приведена ниже.Перед шлифовкой вал был грубо обточен.
- Проверьте и при необходимости отшлифуйте центры передней и задней бабки.
- Проверить просверленные центры заготовки на точность.
- Поместите шлифовальный круг соответствующей зернистости, сорта, структуры и связки на шпиндель круга.
- Установите защитные кожухи колес так, чтобы они надлежащим образом закрывали колесо.
- Установите правильную скорость вращения круга на шлифовальном станке.
- Поместите алмазную оправку и держатель на стол станка, выровняйте и обработайте шлифовальный круг.
- Установите переднюю и нижнюю бабки на стол.
- Прикрепите собачку привода подходящего размера к передней бабке заготовки.
- Установите заготовку между центрами передней и задней бабок. Нанесите смазку (смесь масла и свинца) на центр задней бабки. Убедитесь, что центры подходят для центровых отверстий правильно, без люфта.
- Установите правильную скорость вращения на шлифовальной головке.
- Расположите стопорные скобы стола так, чтобы обеспечить минимальное перемещение стола. Круг должен перекрывать каждый конец заготовки не более чем на половину ширины круга, чтобы обеспечить равномерный прямой рез по всей длине заготовки.
- Рассчитайте подачу при перемещении стола по этой формуле.
TT = (WW x FF x WRPM)
| Где ТТ | = ход стола в мм в минуту |
WW | = Ширина колеса |
FF | = Доля отделки |
WRPM | = число оборотов детали в минуту |
Доля чистовой обработки для отожженных сталей составляет 1/2 для чернового шлифования и 1/6 для чистовой обработки; для закаленных сталей ставка составляет 1/4 для чернового шлифования и 1/8 для чистовой обработки.
Например, диск шириной 1 дюйм используется для грубой шлифовки цилиндра из закаленной стали с рабочими оборотами 300.
Ход стола = (25,4 x 1/4 x 300) ÷ 100 »19 м / мин
После завершения расчетов установите станок на правильную скорость перемещения, включите подачу усилия при перемещении стола и отшлифуйте заготовку.
Часто проверяйте размер заготовки во время резки штангенциркулем микрометра. Часто проверяйте центр задней бабки и отрегулируйте, если расширение в заготовке вызвало чрезмерное давление на просверленный центр в заготовке.
Чистовой пропил должен быть небольшим, никогда не превышающим 0,001 дюйма, и выполняться с помощью тонкой подачи и мелкозернистого колеса.
Если в процессе шлифования используются два или более шлифовальных круга с разным размером зерна, каждый круг следует править и выправлять сразу после установки в шлифовальный станок.
Коническое шлифование
В большинстве случаев коническое шлифование выполняется так же, как и плоское круглое шлифование. После того, как шлифовальный станок установлен, стол поворачивается до тех пор, пока не будет получен правильный конус на дюйм.Крутые конические конусы обычно шлифуются путем поворота передней бабки на угол конуса. Какой бы метод ни использовался, ось шлифовального круга должна находиться точно на высоте центра оси работы.
ВНУТРЕННЕЕ ШЛИФОВАНИЕ
Приспособление для внутреннего шлифования крепится болтами к шлифовальной головке универсального инструмента и фрезерного станка. Число оборотов увеличивается за счет размещения большого шкива на двигателе и маленького шкива на навесном оборудовании.
Заготовку следует настроить так, чтобы она вращалась в направлении, противоположном направлению шлифовального круга.Следующая пошаговая процедура шлифования отверстия втулки приведена ниже в качестве примера.
- Установите заготовку в независимый патрон, проверьте и отрегулируйте ее соосность.
- Установите приспособление для внутреннего шлифования на шлифовальную головку и отрегулируйте ее положение так, чтобы шлифовальный круг был отцентрирован вертикально относительно установленной заготовки.
- Выполнить правку и правку шлифовального круга.
- Установите правильную скорость вращения круга на шлифовальном станке, отрегулировав шкивы и ремни, соединяющие шпиндель круга с валом приводного двигателя.
- Установите правильную вращательную рабочую подачу. Скорость должна быть от 60 до 100 SFPM.
- Убедитесь, что при установке скорости перемещения обеспечен достаточный зазор, чтобы шлифовальный круг не касался какой-либо части заготовки или установки при подаче и отводе круга от заготовки.
Если для завершения внутреннего шлифования используются два или более шлифовальных круга, необходимо использовать каждый круг после его установки на шпиндель приспособления для внутреннего шлифования.
ШЛИФОВАНИЕ ПОВЕРХНОСТИ
Плоское шлифование или шлифование плоских поверхностей характеризуется большой площадью контакта круга с заготовкой, в отличие от кругового шлифования, при котором имеется относительно небольшая площадь контакта. В результате сила каждого абразивного зерна на заготовку меньше, чем сила, приложенная к каждому зерну при круглом шлифовании. При плоском шлифовании шлифовальный круг, как правило, должен быть мягче по классу и шире по структуре, чем при круглом шлифовании.
ОПЕРАЦИЯ
Следующая последовательность представлена в качестве пошагового примера типичной операции плоского шлифования.
- Отрегулируйте плоскошлифовальный станок так, чтобы шлифовальная головка и рабочий стол были абсолютно параллельны.
- Поместите шлифовальный круг соответствующей зернистости, сорта, структуры и связки на шпиндель круга.
- Установите защитный кожух на круг и проверьте надежность всех регулируемых элементов шлифовального станка на жесткость и отсутствие люфта.
- Выполнить правку и правку шлифовального круга.
- Установите заготовку на рабочий стол. Убедитесь, что шлифуемая поверхность параллельна рабочему столу и шлифовальному кругу.
- Отрегулируйте скорость вращения колеса, рабочую скорость и рабочую подачу.
- Выполните шлифование, при необходимости отрегулировав глубину резания. Проверяйте точность между каждым резом и убедитесь, что заготовка имеет квадратную форму, а колесо не смещено. Если для завершения шлифования необходимо использовать более одного шлифовального круга, каждый круг следует отрегулировать и править после установки.
СПЕЦИАЛЬНЫЕ ОПЕРАЦИИ НА ШЛИФОВАЛЬНЫХ СТАНКАХ
ЧИСТКА
Проволочный круг, установленный на универсальном шлифовальном станке, используется для операций по очистке, таких как удаление ржавчины, краски или грязи с металлических предметов. Если универсальный шлифовальный станок, на котором должен быть установлен проволочный круг, оборудован защитными кожухами и опорами для инструмента, эти детали следует снять или повернуть в сторону, чтобы очищаемые предметы могли беспрепятственно прижиматься к кругу.
Чтобы очистить предметы с помощью проволочного колеса, плотно прижмите предмет к проволочному колесу. Перемещайте предмет взад и вперед по поверхности колеса, пока не будут удалены все следы ржавчины, краски или грязи. Избегайте чрезмерного давления на поверхность катушки для проволоки, чтобы стальная проволока не растеклась. Держите точку контакта ниже центра колеса, чтобы избежать отдачи заготовки.
ПОЛИРОВКА, ШЛИФОВКА И ПРИТЯЖКА
Полировка, полировка и притирка – три тесно связанных метода чистовой обработки металлических деталей.Ниже перечислены три различных метода отделки.
Полировка
Полировка – это процесс шлифования, при котором небольшое количество металла удаляется для получения гладкой или глянцевой поверхности путем применения амортизирующих кругов, пропитанных или покрытых абразивом. Полировку можно использовать для уменьшения или сглаживания поверхности до обычного уровня для получения высокого качества отделки, где точность не важна, или ее можно использовать для удаления относительно большого количества материала с частей неправильного контура.Черновая полировка выполняется на сухом круге абразивом № 60 (60 зерен на погонный дюйм) или более грубым. Сухая чистовая полировка – это аналогичный процесс, в котором используются абразивные материалы зернистостью № 70 и абразивом № 120. Смазка – это термин, применяемый для полировки абразивом с зернистостью менее 120. В этом процессе абразив обычно смазывают жиром или подобным веществом.
Полировка
Полировка – это операция сглаживания, которая в большей степени достигается за счет пластического течения металла, чем за счет шлифования.Абразивы обычно мельче, чем те, что используются при полировке, и вместо того, чтобы прочно приклеиваться к кругу, они просто удерживаются «жировой лепешкой» или подобным веществом. Полировка используется для получения сильного блеска или цвета без особого внимания к точности размеров или плоскости. Обрезная полировка обеспечивает быстрое разглаживание с помощью быстрорежущих абразивов и относительно твердых полировальных кругов. Это достигается при высоких скоростях и высоких давлениях, что позволяет сочетать пластический поток и абразивное действие.Полировка по цвету – это придание изделию глянцевого покрытия с помощью мягких абразивных материалов и мягких полировальных кругов.
Притирка
Притирка, как и полировка, представляет собой процесс шлифования, при котором удаляется небольшое количество материала. Однако, в отличие от полировки, притирка предназначена для получения очень гладких и точных поверхностей и никогда не используется вместо полировки или полировки, когда единственным соображением является зазор. Притирка осуществляется путем загрузки металлических форм, называемых притирами, мелкодисперсным абразивом с последующим натиранием заготовки притиркой.Притирка может иметь любую форму и может подходить для большинства механических станков. Единственное требование к притирке состоит в том, чтобы он был из более мягкого материала, чем притирочный материал, и чтобы он был достаточно пористым, чтобы принять внедренное абразивное зерно. Обычные материалы для притирки – мягкий чугун, медь, латунь и свинец. Некоторые притирки плоские, а другие – цилиндрические для установки на стальные оправки для внутренней притирки отверстий. Для большинства операций притирки рекомендуется смазочно-охлаждающая жидкость.
Скорость полировки и полировки
Правильная скорость полировки и полировки зависит от типа круга, материала заготовки и желаемой отделки.Для полировки и полировки в целом, когда колеса идеально сбалансированы и правильно установлены, для колес от 6 до 8 дюймов используется скорость приблизительно 1750 об / мин; колеса диаметром до 6 дюймов развивают скорость 3500 об / мин. При работе на более низкой скорости полировальный материал будет отрываться от колеса слишком быстро, и работа будет хуже по качеству.
Полировальные абразивы
Абразивные зерна, используемые для полировки, должны различаться по характеристикам для различных операций, для которых они применяются.Абразивные зерна для полировки поставляются насыпью и не смешиваются с какими-либо средствами. Абразивы, обычно оксид алюминия или карбид кремния, имеют размер от грубого до мелкого (от 1 до 20 зерен на дюйм).
Полировальные абразивные материалы
Абразивы для полировки сравнительно мелкие и часто имеют форму пасты, палочек или лепешек; склеивание абразива между собой с помощью смазки или подобного средства. Размер абразива для полировки: 280, 320, 400, 500 и 600.Некоторые производители используют буквы и цифры для обозначения размера зерна, например F, 2F, 3F, 4F и XF (от мелкого до очень мелкого). Пемза, тухлый камень и румяна часто используются в качестве полировальных абразивов.
Притирочные абразивы
Для притирки используются только самые тонкие абразивные материалы. Они могут быть как естественными, так и искусственными. Абразивы для притирки варьируются от № 220 до № 600 или № 800, которые представляют собой очень тонкую муку. Составы для притирки обычно смешиваются с водой или маслом, чтобы их можно было легко нанести на притирку.
Если вы являетесь автором приведенного выше текста и не соглашаетесь делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в авторских правах США), отправьте нам электронное письмо, и мы удалим ваши текст быстро. Добросовестное использование – это ограничение и исключение из исключительного права, предоставленного законом об авторском праве автору творческой работы. В законах США об авторском праве добросовестное использование – это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей.Примеры добросовестного использования включают комментарии, поисковые системы, критику, репортажи, исследования, обучение, архивирование библиотек и стипендии. Он предусматривает легальное, нелицензионное цитирование или включение материалов, защищенных авторским правом, в работы другого автора в соответствии с четырехфакторным балансирующим тестом. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, имеет общий характер и цель, которая является чисто информативной и по этой причине не может в любом случае заменить совет врача или квалифицированного лица, имеющего законную профессию.
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться своими текстами с учащимися, преподавателями и пользователями Интернета, которые будут использоваться только в иллюстративных образовательных и научных целях.
ВИДЫ ПРОЦЕССА ШЛИФОВАНИЯ – Концепции и принципы машиностроения
Мы обсуждали «Основной принцип шлифования» в наш предыдущий пост, где мы обсуждали основы шлифования процесс, абразивные материалы и различные факторы, влияющие на обрабатываемую деталь поверхность, созданная в процессе шлифования.Сегодня мы продолжим классификацию процесс шлифования, применения процесса шлифования и, наконец, мы увидим преимущество шлифовального процесса. Итак, давайте посмотрим на различные классификации процесс шлифования.
В основном используются четыре типа шлифовальных процессов. в отраслях, как упоминалось здесь, мы обсудим каждый тип Подробнее о процессе шлифования здесь.
КруглошлифовальныйПроцесс цилиндрического шлифования используется для придания формы внешняя поверхность заготовки.Процесс цилиндрического шлифования в основном используется для отшлифовать поверхность цилиндрического предмета. Объект будет вращаться вокруг одной оси и поверхности предмета, который необходимо отшлифовать, будут концентричными с этим ось, вокруг которой будет вращаться заготовка. На следующем рисунке показано круговое шлифование.
Цилиндрический шлифовальный станок будет иметь одну шлифовальную головку со шпинделем и двигателем, и это шлифовальная бабка будет перемещаться к объекту и от объекта с помощью поперечного суппорта. Задняя бабка и передняя бабка будет удерживать объект, и объект будет вращаться между передней бабкой и задняя бабка.
Читайте также
Шлифование внутреннего диаметраШлифование внутреннего диаметра, также называемое внутренним шлифование, применяется для шлифования внутреннего диаметра трубчатого объекта. Заготовка или в объекте уже просверлено отверстие, и процесс внутреннего шлифования будет выполняется для отделки внутренней поверхности заготовки с помощью мелких шлифовальный круг вращается с более высокой частотой вращения в минуту. Внутреннее шлифование процесс показан на следующем рисунке.
Заготовка будет удерживаться в 3-х или 4-х кулачковом патроне и заготовке. будет вращаться за счет вращательного движения патрона.Внутренний шлифовальный круг будет прикреплен с внутренним шлифовальным шпинделем. Внутренний шлифовальный станок будет иметь вращательное движение и также будет иметь поперечное движение для тщательной шлифовки внутренней поверхности заготовки.
Бесцентровое шлифованиеБесцентровое шлифование, как показано на рисунке, будет выполняется путем размещения заготовки между одним шлифовальным кругом и одним регулирующим кругом. колесо. Заготовка будет поддерживаться с помощью одной направляющей или упора, как показано на рисунке. на рисунке. Существует три основных типа процесса бесцентрового шлифования: упомянуто ниже.
- Сквозное шлифование
- Подающее шлифование
- Торцевое шлифование
При шлифовании со сквозной подачей заготовка будет подаваться в осевом направлении. осевой силой, действующей на заготовку, и эта осевая сила будет приложена вращающаяся поверхность регулирующего колеса. Процесс измельчения через подачу считается достаточно продуктивным, поскольку процесс измельчения может быть выполнен одновременно для ряда объектов.
Подающее шлифованиеПодающее измельчение отличается от сквозного процесс шлифования.Если у нас есть заготовка, которая точно не подходит круглая цилиндрическая форма, в этой ситуации мы предпочтем шлифование подачей процесс, так как шлифовальный круг может быть править в соответствии с поверхностью заготовки. Шлифовальный круг будет подаваться в радиальном направлении в случае шлифования подачей процесс. Измельчение в подаче требует много времени на подготовку, следовательно, подача шлифование имеет меньшую производительность по сравнению с шлифованием со сквозной подачей.
Шлифование концевых подачВ процессе шлифования с торцевой подачей заготовка будет продвигается в осевом направлении.Заготовка будет остановлена для шлифования и после этого заготовка снова двинется.
Плоское шлифованиеПроцесс плоского шлифования используется для шлифования и точного отделка ровных поверхностей. Шлифовальный круг будет вращаться, и заготовка будет подача в горизонтальном направлении, ниже шлифовального круга, с помощью подающего стол. Процесс плоского шлифования показан на рисунке ниже.
Изображение предоставлено: Google
Есть ли у вас предложения? Напишите, пожалуйста, в поле для комментариев
Читайте также
пожаловаться на это объявлениеТипы шлифовальных станков – mech5study
Сегодня мы поговорим об основных типах шлифовальных станков.Шлифование – это еще один вид обработки, который используется для чистовой обработки. Этот процесс используется как вторичный процесс обработки, потому что он всегда выполняется после первичной обработки на других станках, таких как токарный, фрезерный и т. Д. Мы обсуждали процесс шлифования в нашей последней статье. Если вы не читали эту статью, сначала прочтите ее.
Шлифование – это простой процесс, при котором очень мелкие стружки удаляются с обрабатываемой детали за счет трения абразивным материалом.Но в разных условиях в зависимости от рабочей среды используются разные типы шлифовальных станков.
Обычные шлифовальные станки классифицируются в основном по четырем категориям, а именно:
- Плоскошлифовальный станок
- Цилиндрический шлифовальный станок
- Внутренний шлифовальный станок
- Специальные типы шлифовальных станков
Как следует из названия, плоскошлифовальный станок используется для обработки внешних поверхностей, в основном плоских и горизонтальных поверхностей, но с использованием формованного шлифовального круга этот тип шлифовального станка также может обрабатывать встречные поверхности.Плоскошлифовальные станки дополнительно классифицируются в соответствии с положением шпинделя и рабочего стола, а именно:
- Поворотный стол с горизонтальным шпинделем
- Поворотный стол с вертикальным шпинделем
- Поворотный стол с горизонтальным шпинделем
- Поворотный стол с вертикальным шпинделем
Применяется только для обработки цилиндрических деталей. Он способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любой цилиндрический профиль, такой как конические, прямые и ступенчатые профили.Этот станок также классифицируется в соответствии с частью заготовки и шлифовального круга, а именно:
- Круглошлифовальный бесцентровый станок
- Универсальный круглошлифовальный станок
- Круглошлифовальный станок с гладким центром
Согласно названию, этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму, но с помощью этого станка мы можем обрабатывать различные цилиндрические профили, которые уже обсуждались в круглом шлифовании.Три основных типа шлифовальных станков:
- Внутренний шлифовальный станок с зажимным патроном
- Бесцентровый станок для внутреннего шлифования
- Планетарный станок для внутреннего шлифования
Это некоторые специальные Тип шлифовальных станков, которые используются только для специальных операций, и все эти станки имеют разные настройки, некоторые из этих станков следующие:
- Станок для шлифования инструментов и фрез:
обработка режущего инструмента, используемого для фрезерных, токарных и сверлильных операций.Заточка инструмента состоит из двух частей: изготовление нового инструмента и переточка старого инструмента. Простой одноточечный режущий инструмент, который используется при токарной обработке, обрабатывается или затачивается с помощью шлифовального станка на пьедестале или вручную на настольном шлифовальном станке, тогда как многоточечные режущие инструменты, такие как фрезы, сверлильные инструменты, червячные фрезы и развертки, обрабатываются на некоторых сложных шлифовальных станках. понравился резак-болгарка и универсальный инструмент. - Медленное шлифование:
В этом процессе достигается большая глубина резания при относительно низкой скорости стола.Основным мотивом таких действий является выполнение всей операции за один проход, чтобы сократить время обработки и повысить производительность. - Резьбошлифовальные станки:
Это специальный шлифовальный станок со специальным шлифовальным кругом. Этот станок почти аналогичен круглошлифовальному станку, но имеет очень точный ходовой винт для обеспечения точного шага на резьбовой части. Этот станок используется для получения очень тонкой резьбы после операции шлифования.
Это разные типы шлифовальных станков. Если у вас есть какие-либо вопросы относительно этой статьи, задавайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт для получения более информативных статей. Спасибо, что прочитали.
Типы шлифовальных кругов и их применение
Типы шлифовальных кругов и их применение
Шлифовальные круги широко используются в обрабатывающей промышленности.Они часто встречаются на строительных площадках, в инструментальных мастерских, в медицинской промышленности и в автомобильных мастерских в качестве важных инструментов для работы. В TATA Agrico вы получите шлифовальные круги премиум-класса для любых производственных целей.
Но перед этим важно узнать об этом все, чтобы избежать катастрофы. Обязательно иметь четкое представление о безопасности, связанной с шлифовальной машиной. Не менее важно получить правильное колесо и, следовательно, знать разные типы.
Что такое шлифовальный круг?Шлифовальный круг – это одноразовый круг, на периферии которого нанесен абразивный состав. Эти круги используются в шлифовальных станках.
Типы шлифовальных круговA. Чашечное колесо: Чашечное колесо используется в шлифовальных станках для инструментов и фрез. Он используется (и обрабатывается) на боковой поверхности и имеет то преимущество, что он создает действительно плоскую поверхность на стороне токарных инструментов.
Б.Прямое колесо: Прямое колесо является одним из наиболее распространенных типов колес, его можно найти на настольном или настольном шлифовальном станке, и оно намного предпочтительнее долота из-за их преимущества перед последними.
C. Цилиндровое колесо: Цилиндровое колесо имеет длинную широкую поверхность без центральной монтажной опоры. Обычно он огромного размера, до 12 дюймов в ширину, и используется только в вертикальных или горизонтальных шлифовальных станках.
D. Коническое колесо: Оно очень похоже на прямое колесо, которое сужается к центру колеса.Он прочнее, чем прямые колеса, и хорошо воспринимает более высокие боковые нагрузки.
E. Блюдце-колесо: Применяется для заточки фрез и спиральных сверл. Он обычно используется в областях, не связанных с механической обработкой.
F. Алмазный круг: Алмазный круг – это шлифовальный круг с промышленными алмазами, прикрепленными к периферии. Он используется для шлифования чрезвычайно твердых материалов, таких как твердосплавные наконечники, драгоценные камни, бетон и т. Д.
Шлифовальные круги содержат абразив для шлифования поверхности объекта.Размер зерна шлифовальных кругов определяет размер абразива. Чем мельче абразивные материалы, тем лучше их можно полировать и шлифовать. Грубые абразивы используются для агрессивного шлифования.
Agrico предлагает полный ассортимент шлифовальных кругов, отвечающих вашим требованиям. Просмотрите продукты, чтобы выбрать те, которые идеально подходят для вашей работы.
Бесцентровое шлифование – обзор
Типы шлифования
Среди множества видов шлифования наиболее распространенными являются плоское шлифование, круглое шлифование, внутреннее шлифование и бесцентровое шлифование.Плоское шлифование используется для шлифования плоских поверхностей. Шлифовальный круг может быть горизонтальным или параллельным (вертикальным). Вертикальный тип круга использует поворотный стол и может одновременно шлифовать несколько заготовок. Горизонтальные круги могут перемещаться поперек направления заготовки, что называется поперечным шлифованием, или перемещаться по канавке в заготовке в операции, называемой врезным шлифованием. Рисунок 9.4 демонстрирует возможности [2].
Рисунок 9.4. Типы плоского шлифования [2].
Горизонтальные шлифовальные круги можно также использовать с поворотными столами, где можно одновременно шлифовать несколько деталей.Также вертикальные колеса могут работать с возвратно-поступательными столами [29].
Подача при шлифовании может быть поперечной или врезной. В режиме поперечной подачи подача шлифовального круга происходит поэтапно в конце каждого прохода шлифовального круга. И наоборот, в врезном режиме подача считается непрерывной по ходу шлифовального круга. Рисунок 9.5 демонстрирует различия.
Рисунок 9.5. Режимы поперечной и врезной подачи [28].
Кроме того, цилиндрическое шлифование предназначено для изготовления деталей, используемых в автомобильной промышленности, таких как коленчатые валы, шпиндели или пальцы.Заготовка монтируется с осевых концов. Заготовка и шлифовальный круг вращаются с разной скоростью от двух разных двигателей. Цилиндрическое шлифование может быть прямым путем установки заготовки параллельно шлифовальному кругу. Цилиндрическое шлифование также может быть криволинейным или крутым и может выполняться для получения различных форм [2].
Более того, внутреннее шлифование имеет то же явление, что и круглое шлифование, за исключением того, что оно предназначено для внутренних вращающихся деталей. Внутреннее шлифование – это высокоскоростная операция, потому что шлифовальный круг вращается со скоростью 30 000 об / мин или даже больше.Внутреннее шлифование может быть одного из трех видов: поперечное шлифование, врезное шлифование и профильное шлифование [2].
Наконец, бесцентровое шлифование – это обычно то же самое, что и круговое шлифование. Однако, как следует из названия, деталь не крепится по осевым центрам. Этот метод рекомендуется для массового производства и когда требуются детали небольшого диаметра, такие как клапаны двигателя, распределительные валы, штифты и любые другие подобные компоненты [23].
Также выполняются другие виды шлифования, такие как медленное шлифование.Этот тип имеет ту же кинематику плоского шлифования, но также имеет уникальное отличие, поскольку он удаляет большое количество материала с заготовки. Для достижения высокой скорости съема скорость обработки детали должна быть низкой при использовании мощного шлифовального станка [3]. Обычно качество обработки поверхности детали ниже, чем при других видах шлифования, поскольку чистовая обработка не так важна, как количество удаляемого материала. При медленном шлифовании глубина резания может быть большой; в некоторых приложениях он может достигать 15 мм [2].
Если для детали, обрабатываемой медленным перемещением, желательна хорошая чистота поверхности, можно выполнить дополнительную операцию для улучшения чистоты поверхности. Обычно используется метод, называемый искровым разрядом . В методе искрового выброса не используется глубина резания. Выполняется, едва касаясь заготовки. В этой операции не используется охлаждающая жидкость, потому что тепло необходимо для расплавления внешней поверхности и ее сглаживания. Спаркаутные операции становятся стабильными после трех-четырех проходов [28]. Некоторые операции используются только для чистовых операций.Один из них называется ленточно-шлифовальный . Ленточное шлифование может заменить традиционное шлифование при чистовых операциях. В нем используется лента с абразивом с зернистостью от 16 до 1500 и может вращаться с разной скоростью. Чтобы избежать вибраций и добиться высокой точности размеров, ленточно-шлифовальные станки должны быть жесткими [2].
Тонкое шлифование – это одна из операций шлифования, в которой используется поверхность шлифовального круга, но также используется кинематика операции притирки. Тонкое шлифование имеет постоянное давление между заготовкой и шлифовальным кругом [7].Этот проект будет сосредоточен исключительно на этой операции и будет подробно объяснен позже. Несмотря на то, что обычное шлифование проходит на высоких скоростях и, следовательно, при высоких температурах, тонкое шлифование или шлифование с кинематикой притирки выполняется на низких скоростях и гораздо более низких температурах, что предотвращает любые термические повреждения поверхности заготовки. Тонкое шлифование выполняется на притирочном станке со связанными шлифовальными кругами, что дает преимущества по сравнению с процессом притирки, включая большую скорость, лучшую точность и более чистые детали.
Тонкое шлифование выполняется быстрее, чем притирка, что снижает эксплуатационные расходы. Эту операцию также можно рассматривать притиркой связанными абразивами [30].