Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 62533
[~ID] => 62533
[NAME] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[~NAME] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы.
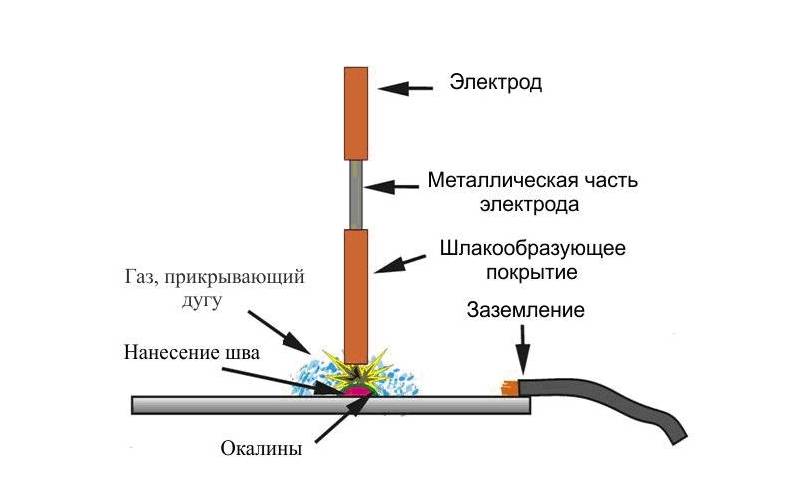
Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
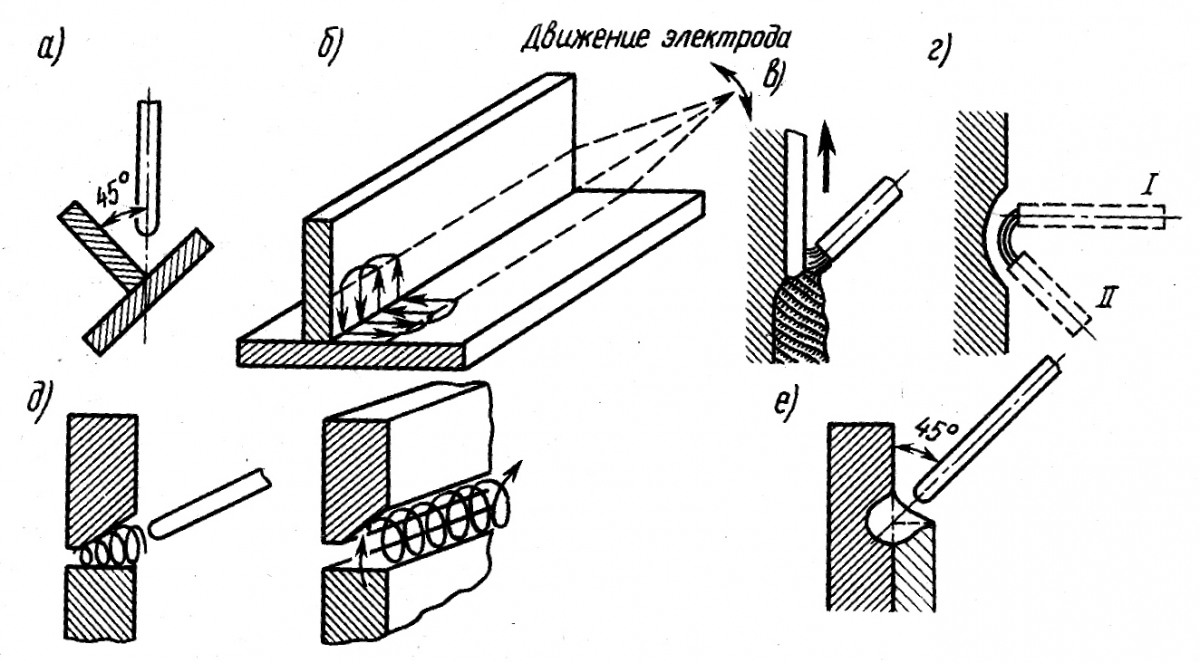
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов. Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник:
fb.ru
[~DETAIL_TEXT] =>
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов. Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[~PREVIEW_TEXT] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 21. 03.2019 08:32:55
[~TIMESTAMP_X] => 21.03.2019 08:32:55
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62533/
[~DETAIL_PAGE_URL] => /news/115/62533/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[~CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[EXTERNAL_ID] => 62533
[~EXTERNAL_ID] => 62533
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[SECTION_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[SECTION_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[ELEMENT_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[ELEMENT_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой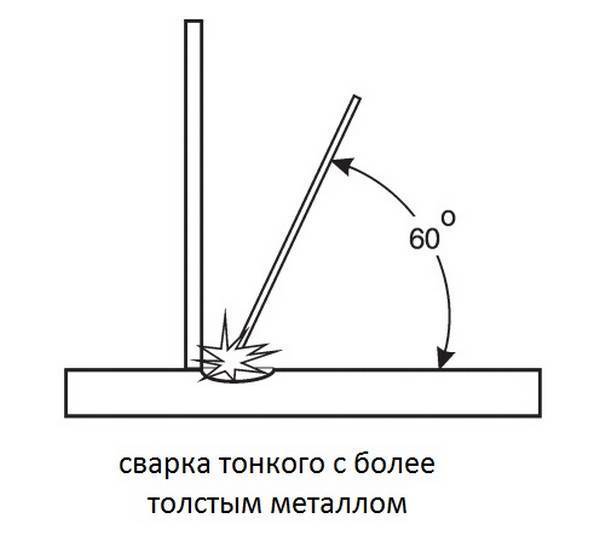
 Пренебрежение этим правилом ведет к образованию дыры.
Пренебрежение этим правилом ведет к образованию дыры.

 Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
 Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.



 В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.

 Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.

 03.2019 08:32:55
[~TIMESTAMP_X] => 21.03.2019 08:32:55
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62533/
[~DETAIL_PAGE_URL] => /news/115/62533/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[~CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[EXTERNAL_ID] => 62533
[~EXTERNAL_ID] => 62533
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой.
03.2019 08:32:55
[~TIMESTAMP_X] => 21.03.2019 08:32:55
[ACTIVE_FROM] => 30.06.2017
[~ACTIVE_FROM] => 30.06.2017
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/62533/
[~DETAIL_PAGE_URL] => /news/115/62533/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[~CODE] => kak_pravilno_varit_elektrosvarkoy_kak_varit_vertikalnyy_shov_elektrosvarkoy_kak_varit_metall_elektro
[EXTERNAL_ID] => 62533
[~EXTERNAL_ID] => 62533
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 30.06.2017
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[SECTION_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[SECTION_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[ELEMENT_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей.
Как варить металл электросваркой
[SECTION_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[SECTION_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[SECTION_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_META_KEYWORDS] => как правильно варить электросваркой? как варить вертикальный шов электросваркой. как варить металл электросваркой
[ELEMENT_META_DESCRIPTION] => Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[ELEMENT_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой.
Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
[ELEMENT_PAGE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
Как варить металл электросваркой
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как правильно варить электросваркой? Как варить вертикальный шов электросваркой. Как варить металл электросваркой
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.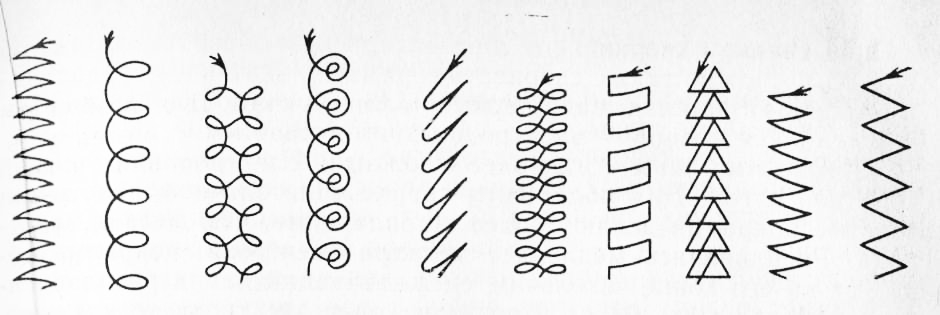 alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
30.06.2017
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа: В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла. Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
стальные;
биметаллические;
чугунные;
медные;
латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев. Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов. Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки). Прихватками скрепляют их по краям и в центре. Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы. Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка. Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов. После остывания заготовки нужно отбить шлак с поверхности детали.
Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода. Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов. Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм. При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой. Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор.
При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Источник: fb.ru
Просмотров: 2061
Как варить оцинковку: какими электродами варить оцинковку
Оцинкованная сталь пользуется неизменным спросом и обрела популярность во многих потребительских сферах. Такую популярность материал приобрел благодаря своей устойчивости к агрессивным воздействиям из вне. Оцинкованная сталь обладает достаточно высокой устойчивостью к коррозии и способна служить довольно длительное время. Достигается это путем нанесения на стальные листы цинкового слоя толщиной от 2 до 150 мкм. Однако цинковое покрытие является не только защитой стальных изделий от неблагоприятных воздействий, но и фактором, значительно усложняющим процесс обработки металла, в частности его сварку.
Для того, чтобы ответить на вопрос: как варить оцинковку, необходимо более подробно рассмотреть все аспекты, связанные с этим процессом.
СОДЕРЖАНИЕ СТАТЬИ
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СВАРКЕ ОЦИНКОВКИ
Основными нюансами, которые следует учитывать в процессе сварки оцинковки, являются температура плавления цинка и токсичность выделяемых им паров.
Сложность сварки оцинкованных изделий обуславливается тем, что температура плавления стали составляет 1100C, а цинковое покрытие плавится при 906C. Данное расхождение не позволяет использовать обычные методы сварки в связи с риском повреждения защитного слоя и утраты изделием устойчивости к окислению.
Неблагоприятные проявления в процессе сварки оцинкованного металла заключаются в том, что:
- При температуре 906 градусов, цинк плавится и переходит в газообразное состояние;
- Проникая в основу, выделяемые пары разрушают структуру металла;
- Происходит нарушение шва оцинковки;
- Токсичные пары поступают в окружающее пространство.
Именно поэтому, обработка оцинкованных изделий требует проведения дополнительных подготовительных мероприятий и тщательного подбора используемого оборудования.
ЭТАПЫ РАБОТЫ С ОЦИНКОВКОЙ
Удаление цинкового покрытия
Данная процедура необходима для того, чтобы расплавленный цинк, попав в область шва, не ухудшил его качество. Существует три основных способа зачистки:
Механический
Данный способ зачистки оцинковки осуществляется при помощи жестких абразивных средств, металлических щеток и наждачной бумаги.
Химический
Заключается в воздействии на покрытие кислотой, или щелочью. После осуществления необходимой экспозиции, изделие тщательно промывается и высушивается.
Термический
Заключается в обжиге краев изделия при помощи газовой горелки. Следует учитывать, что воздействие высоких температур провоцирует высвобождение токсичных паров.
Подбор электродов
Для того, чтобы выбрать, какими электродами варить оцинковку, необходимо учитывать ряд нюансов. Выбор электродов осуществляется с учетом типа свариваемой стали.
Можно выделить 2 основных вида электродов:
- С рутиловым покрытием (АНО-4, МР-3, ОЗС-4). Подходят для сваривания стали с низким углеродным содержанием. Наличие оксида титана значительно упрощает зажигание дуги, гарантирует прочность шва и его герметичность, а также минимизирует разбрызгивание;
- С сильноосновными флюсами (УОНИ13/45, УОНИ13/55, ДСК-50). Подходят для сталей низкого легирования.
Подбор присадочного материала
Основное требование к проволоке, используемой в качестве присадочного материала – низкая температура плавления, варьирующаяся от 900 до 1100 градусов. Соблюдение этого условия позволит добиться качественного шва, так как в этом случае проволока будет плавиться, не повреждая и не оплавляя сам материал.
КАКИЕ ЕСТЬ ВИДЫ ПРОВОЛОКИ ДЛЯ СВАРКИ ОЦИНКОВКИ
- CuSi3. Проволока с 97% содержанием меди. Целевым назначением является сваривание медных изделий. Использование для сварки оцинковки является целесообразным и позволяет добиться легкообрабатываемого соединения. Минусом в данном случае будет являться то, что такое соединение не будет иметь очень высокого показателя прочности. Стоит учитывать, что входящий в состав сплава кремний обладает высокой текучестью, что требует повышенной осторожности при работе;
- Autrod 19.30. Целевым назначением является сваривание оцинкованных изделий. Соединение кремния, марганца и серы позволяет добиться достаточно крепкого соединения;
- CuSi2Mn. Создает соединение с очень высокими показателями прочности. В связи с повышением показателя, усложняется процесс дальнейшей обработки;
- CuAl8. Целевым направлением является сваривание металла, обработанного сочетанным цинково-алюминиевым сплавом.
ОБЩИЕ ПРАВИЛА И РЕКОМЕНДАЦИИ ДЛЯ СВАРКИ ОЦИНКОВКИ
Вне зависимости от типа сварки оцинковки, необходимо:
- Исполнять шов наплывным методом по средствам частого отрыва электрода;
- Продление варочной ванны производится постепенно для недопущения риска повреждения;
- В случае, если цинковое покрытие не было удалено, необходимо дождаться его абсолютного выгорания до того момента, когда начнет расплавляться сама сталь. В противном случае после охлаждения возможно растрескивание и вспучивание шва;
- Оцинкованная сталь, толщина которой превышает 4 мм должна обрабатываться по краям по методу нанесения фаски, глубина которой составляет 1/3 листовой толщины;
- Все работы производятся со строжайшим соблюдением мер защиты и техники безопасности. Для этих целей используются маски с принудительным нагнетением воздуха и мощные вентиляционные системы.
ВИДЫ СВАРКИ ОЦИНКОВАННОЙ СТАЛИ
Сварка оцинковки полуавтоматом
Такой метод сварки имеет ряд особенностей:
- Подключение. “+”клемму подводят к горелке, а”-“к поверхности;
- Сила тока. Увеличение силы тока приводит к увеличению скорости подачи присадки;
- Подбор съемника тока. При подборе учитывается диаметр сечения проволоки. Необходимо вовремя производить замену, не дожидаясь значительного изнашивания;
- Выбор рукава подачи присадки. Необходимо выбирать жесткие рукава, не допускающие перегибов и нарушения подачи присадочного материала;
- Учет толщины листа. Тонкие листы толщиной 1мм. и менее, подвергаются точечной сварке;
- Напряжение. При возможности перепадов напряжения, рекомендуется использовать проволоку наименьшего диаметра, имеющую высокую скорость плавления, необходимую для компенсации недостатка напряжения сети;
- Техника без использования защитного газа. В данном случае, “+”клемма подключается к оцинкованной поверхности.
Преимущества метода:
- Возможность работы без создания защитной атмосферы;
- Хорошие показатели ровности шва;
- Простота в соблюдении параметров тока.
Отрицательные качества:
- Не рекомендуется проводить сварку при порывах ветра и в присутствии мощных вентиляционных систем;
- Необходимы крупногабаритные газовые баллоны;
- Необходимы жесткие рукава подачи присадки.
Сварка инвертором
Особенности сварки оцинковки при работе инверторным методом:
- Подбор диаметра электрода. Оптимальным сечением будет диаметр не более 2мм;
- Учет легкоплавкости электродов. Чем выше коэффициенты расплавления, тем ниже значения тока;
- Техника движения. Необходимо соблюдать плавность перемещения дуги;
- Соблюдение угла наклона. Соблюдение угла в пределах 45 градусов, позволяет избежать риска прогорания.
- Соблюдение распределения полярности. В связи с тем, что данный метод сварки применяется в основном к тонколистовому металлу, необходимо учитывать, что в этом случае работа производится током обратной полярности. Это означает, что “+”подключается к электроду, а”-” к оцинкованной поверхности.
Этапы процесса сваривания оцинкованной стали при работе с трубопроводом.
- Подготовка. Учитывается толщина заготовки. Если она превышает 3мм, под углом в 80 градусов делается скашивание поверхности на расстояние 1-1.5мм по поверхности шва. Торцы изделия зачищаются от зазубрин и загрязнений и обезжириваются. Свариваемые элементы выкладываются ровно с соблюдением зазора в 3мм. Вдоль сварочного шва наносится 2мм слой флюса.
- Сварка. Производится в следующие этапы: – детали, подлежащие сварке прогревают на расстояние не менее 300мм от свариваемых краев; – флюс подвергается нагреву до прозрачного состояния; – присадка накладывается на поверхность и расплавляется при помощи газовой горелки до полного заполнения пустоты; – припой располагается перед пламенем горелки. Допустимые углы наклона составляют 95 градусов для горелки и 15-30 для проволоки.
- Завершение процесса. Флюс удаляется, шов зачищается. По окончании зачистки, поверхность обрабатывается антикоррозийным составом.
Точечная сварка
Метод точечной сварки оцинковки получил наиболее широкое распространение в автомобилестроении. Получаемая точка отличается высокой прочностью. Линия разрыва не затрагивает область сварки, а проходит по поверхности листа. Следует учитывать, что использование точечного метода приводит к ускоренному изнашиванию электродов и требует больших энергетических затрат. В связи с этим, наиболее целесообразно проведение автоматической корректировки режимов и настроек в условиях профессиональных сварочных рабочих мест.
КАК ВАРИТЬ ОЦИНКОВКУ: ВЫВОД
Вне зависимости от типа используемой сварки и вида оборудования, необходимо строжайшее соблюдение всех мер безопасности и технологических правил. Цинк является токсичным материалом, вдыхание его паров способно привести к серьезной интоксикации организма. Поэтому при ответе на вопрос: “как варить оцинковку“, надо помнить, что работы проводятся в средствах индивидуальной защиты и при обеспечении качественной вентиляции.
КАК ВАРИТЬ ОЦИНКОВКУ: ВИДЕО
Как начать работать электросваркой для чайников – Ручная дуговая сварка – ММA
Последнее время много варю, и стало получаться так, что самому нравится.
В итоге решил собрать все те вопросы на которых спотыкался и не мог найти ответы в интернете, и свои ответы на них в одну подборку. Дабы облегчить жизнь тем, кто так же начнет с ноля. Заодно и проговорить свои мысли, чтобы их упорядочить. Разумеется на истину не претендую. Далее речь идет о ручной дуговой сварке. И для чайников. Основная задача этого опуса – быстрый старт для начинающего. Прошу сильно не пинать. Я не настоящий сварщик. :hi:
Итак
1. Чтобы начать варить вам нужны электроды и источник сварочного тока.
Источники сварочного тока бывают трансформаторные (большой тяжелый трансформатор) и инверторные (небольшая коробка с ручкой сверху). Трансформаторные были раньше, но видимо скоро их не будет, они отмирают. Трансформаторный источник тока отличается тем, что очень тяжел, надежен и вынослив, но при этом он очень сильно просаживает электрическую сеть, что в быту приводит к большим проблемам. Вы переругаетесь с соседями или ещё хуже, сожжете проводку или электрическую аппаратуру. Оно вам надо? Оно вам не надо.
Инверторные источники тока не просаживают сеть так сильно и имеют кучу удобств, которые оказываются важны для начинающего. В случае прилипания электрода сварочный трансформатор просаживает питающую сеть что может привести к большим проблемам, инвертор же просто выключает сварочный ток. В начальный момент сварки, когда дуга только зажигается, на трансформаторном сварочном источнике происходит бросок тока, который приводит к броску тока в питающей сети и сгоранию соседской аппаратуры, инвертор же имеет накопительные конденсаторы и разжигает дугу энергией, запасённой в этих конденсаторах, без бросков в питающей сети.
Инверторные источники различаются по максимальному выдаваемому току и периоду нагрузки.
Выдаваемый ток источника прямо зависит от диаметра электродов. Чем толще электрод тем больше должен быть ток источника. Для каждого диаметра электрода есть нижний предел, ниже которого уменьшать ток нельзя. Если уменьшить ток ниже этого предела то сварочного шва вы не получите. Вместо шва будет смесь прожилок металла с прожилками шлака, обмазки с электродов.
Например
Для электрода 2.5 мм диаметром минимальный ток около 80 ампер.
Для электрода 3 мм диаметром минимальный ток 110 ампер.
Так, попытка варить электродами 3мм диаметром на токе 70 ампер сразу и однозначно обречена на провал. Шва не будет. Однако же электрод 2.5 мм на токе 110 ампер и даже выше, варить будет, и шов будет, правда электрод будет очень быстро сгорать и будет неудобно работать.
Большая точность при выставлении сварочного тока не требуется. Требуется подняться выше нижнего предела. Косвенным признаком правильного тока является то, что дуга начнет гореть с сухим треском, без бульканья и гуденья.
Казалось бы, поднимай ток как можно выше, бери электрод потолще и всё будет замечательно. Однако же не будет. Стандартное напряжение сварочной дуги – 25 вольт. При токе например 110 ампер потребляемая мощность будет минимум 2.7 квт. В реальности больше, ибо КПД источника тока не 100%. В большинстве квартир и в обычной бытовой электрической сети стоят предохранительные автоматы на 16 ампер, на 3.5 квт.
Таким образом, если мы вдруг решим варить током 140 ампер, что составит 3.5 квт чистой потребляемой мощности, то у нас уже ничего не выйдет. Автоматы отключат электричество.
Таким образом про электрод диаметром 4 мм в бытовой сети можно забыть. Соответственно верхний предел диаметра электродов для начинающего сварщика – 3.2 мм диаметр. Верхний предел тока – 120 ампер. Этого например достаточно чтобы сварить два уголка 60х60мм. Но этого уже недостаточно для приваривания массивных петель для гаражных ворот. Это предел и вы ничего не сможете с этим поделать. Электрод 3 мм диаметром толстое массивное железо не прогреет, металл электрода будет собираться соплями на поверхности свариваемого металла, не проплавляя его. Сварки не будет.
Таким образом, толщина свариваемого металла определяет толщину сварочного электрода.
Толщина сварочного электрода определяет сварочный ток. Если ваш источник и ваша электрическая сеть этот ток выдать не могут, то нормальную сварку вы не сделаете и лучше ищите другие пути решения.
Таким образом, сварочный инвертор с максимальным током 140 ампер достаточен для бытовых нужд в бытовой электрической сети (часто выбором является инвертор на 160 ампер, но это уже скорее из соображений запаса по мощности и надежности). Ограничением будет электрическая сеть. Инвертор с максимальным током 200 ампер будет потреблять от сети 5 кВт мощности. Что приведет или к отключению автоматов или к сгоранию проводки.
Однако, следует понимать, что если на инверторе с максимальным током 200 ампер выставлен ток 100 ампер то и потреблять от сети при сварке он будет 2.5 квт.
Период нагрузки (ПВ) источника тока это величина, показывающая, отношение времени сварки к времени холостого хода источника. Бытовые источники не могут работать непрерывно. Они так спроектированы, что должны периодически остывать. Это плата за дешевизну. Период нагрузки очень важен и покупать источник не зная этот параметр нельзя. Если вы купите источник с ПВ 15%, то после каждых 1.5 минут сварки вам придётся 8.5 минут стоять и ждать, пока источник будет остывать. При попытке варить непрерывно он в лучшем случае выключится, сработает защита, в худшем случае сгорит. Минимальным ПВ, пригодным для бытовой работы можно считать 50-60%. Источник с меньшим ПВ покупать просто не надо. Это пустая трата денег, работать им невозможно. Хотя они и стоят во всех магазинах, но покупать их не надо.
2. Перед сваркой.
При сварке постоянным током (бытовой инвертор) имеется плюс и минус источника. Полярность, какой провод куда подключать, определяется исходя из используемых электродов. Если же электроды одинаково хорошо работают при любой полярности, то следует понимать следующее -электроны, как известно, отрицательно заряженные частицы и двигаются с минуса на плюс. А сварочная дуга это поток электронов. Соответственно, если плюс источника сварочного тока присоединён к детали, то нагреваться больше будет деталь, ибо в неё ударяет поток электронов. Если плюс источника присоединен к электроду, то и нагреваться (и сгорать соответственно) быстрее будет электрод. Типовой является обратная полярность, при которой больше греется электрод. В принципе это объяснимо тем, что тонкими электродами варится тонкое железо и его легко можно прожечь.
3. Сварка.
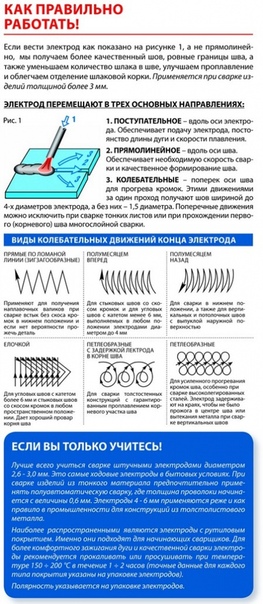
Все многостраничные описания того, как двигать и как держать электрод, практически никак не влияют на качество шва. Возможно влияют на форму шва, но тут уже каждый себе сам хозяин. В быту, где нет больших нагрузок на сварные конструкции простой прямой качественный шов гораздо лучше, чем все зигзаги с дырами непроварами. От вас только требуется взять электрод так, чтобы было видно место сварки.
Соответственно:
Делай раз: Электрод в руку, Угол наклона градусов 30 от перпендикуляра к детали. чиркнул о деталь, зажглась дуга.
Делай два: Электрод максимально близко к детали, Обмазка электрода уперлась в деталь. Дуга горит.
Делай три: Стоим и ждем, электрод не шевелим, только не забываем его приближать к детали по мере его сгорания. Электрод так и должен постоянно упираться обмазкой в деталь. Стоим и ждем, пока не начнет появляться красное пятно. Это красное пятно – это расплавившаяся обмазка с электрода, это флюс, это ещё не металл. Металл там потихоньку под слоем флюса собирается в каплю, которая по научному называется сварочная ванна. По простому это капля расплавленного металла. Наша задача сначала эту каплю получить, а потом её перемещать по поверхности детали. Понятно, что в каждый момент в этой капле будет разный металл, в том месте, откуда электрод убрали металл быстро, в течение секунды двух, застывает, а в том месте, куда электрод переместили металл расплавляется. Но капля, ванна остаётся.
Делай четыре: В какой то момент времени, через две три секунды, в центре красного пятна, начнет появляться более яркое, оранжевое, пятнышко с постоянно дрожащей поверхностью с мелкой рябью. Прямо как желто оранжевая водичка. Нам эта поверхность и нужна, это расплавленный металл собрался в каплю, и эта капля дрожит под действием электрического тока и температуры. Официально эта капля называется сварочная ванна. Это хорошо, это то место, где металл плавится и будет нормальный шов.
Делай пять: Как перемещать ванну? Если примитивно то метод такой – зажгли дугу, стоим ждем на месте, пока не появится ванна, сдвигаем электрод на миллиметр два три в ту сторону, куда нам нужен сварочный шов, опять стоим ждем пока не появится оранжевая поверхность с рябью. Индикатором того, что можно двигаться дальше, является появление ванны, оранжевого пятна с дрожащей поверхностью с мелкой рябью, в том месте, где электрод находится сейчас. Пока этого оранжевого пятнышка, ванны, нет, двигаться никуда нельзя. Надо создать эту ванну и только потом сдвигаться в сторону.
Следует помнить, что ванна получается из расплавленного металла, а расплавленный металл берётся из электрода. Соответственно надо очень и очень себя приучить к автоматическому движению рукой приближения электрода к детали. Именно приближение электрода к детали наполняет ванну. Если вы забыли приблизить электрод к детали, то металла в том месте, где горит дуга, нет. И ванне формироваться не из чего. И шва в этом месте не будет. Расстояние от кончика электрода до детали должно быть всегда минимальным. Грубо говоря, надо постоянно почти макать электрод в то место, где горит дуга. Если макать совсем, то в инверторе сработает защита от короткого замыкания и он выключится. А нам надо макать почти. За ориентир можно принять расстояние, когда электрод стоит на детали, упираясь в неё краем обмазки.
Сварка в итоге выглядит так
1. Первые две три секунды формируем первую сварочную ванну. Появилась дрожащее оранжевое пятнышко с мелкой рябью – сдвигаемся в сторону на 1-2 миллиметра.
2. Стоим и ждем пока появится оранжевое дрожащее пятнышко. Если все нормально, то но должно появиться где то за секунду или меньше.
3. Сдвигаемся на 1-2 миллиметра по шву, возвращаемся к пункту 2. И так столько раз, сколько надо.
Если при таком режиме металл проплавляется насквозь, значит надо или взять электрод потоньше, а вместе с электродом уменьшить и сварочный ток и следовательно и количество тепла, или надо периодически останавливаться и ждать, пока металл схватится. То есть сделав два три шага сварки остановиться, прервать дугу, и стоять ждать, пока металл из оранжевого не станет темно красным. Потом опять два три шага сварки и опять ждать.
Несколько замечаний:
Если вы прожгли дыру – не бросайтесь тут же её заваривать, ничего не выйдет, в этом месте металл горячий и при попытке заварить он снова расплавится. Перейдите дальше по шву на сантиметр два и начните варить там. К дыре вернитесь потом, когда металл застынет и можно будет сколотить шлак. Сколотив шлак, на холодную, уже заваривайте дырку.
Если после сварки шлак скалывается большими плоскими чешуйками – значит сварочный ток нормальный и сварка видимо тоже. Если шлак не скалывается чешуйками – сварочного тока не хватает и шва не будет.
Электроды бывают разные. Бывают китайские МР3. От них очень очень много шлака. Эти электроды дешевые и это единственное их преимущество. Для начинающего они категорически противопоказаны. От них вы только устанете.
Электроды бывают OK.46 фирмы esab. Эти электроды лучше всего для совсем начинающего. От этих электродов шлака мало и весь процесс сварки отлично виден. Шлак от них тонкий и скалывается чешуйками в сантиметр шириной и несколько сантиметров длиной. Бывает, что шлак отстаёт от металла сам. Ещё одно огромное преимущество для начинающего (и удобство при постоянной работе) этих электродов в том, что они зажигаются поверх шлака. То есть ими не надо долбить электродом чтобы зажечь дугу. Их можно просто прикоснуть к детали и дуга загорится. Даже с необбитым шлаком. Что по хорошему говоря – плохо. Шлак надо оббивать. При условии нормально проваренного шва шлак оббивается легко.
Электроды бывают LB52u. Эти электроды дают белый как полированный шов и глазурованный слой шлака сверху. У них практически идеальный шов. Главный их недостаток в том, что если вы прервали дугу, то снова вам её уже не зажечь, ибо шлак как стекло. Придется остановиться, дождаться пока металл остынет, оббить блестящую корку шлака, и только потом снова зажечь дугу. Если варить не останавливаясь (толстое железо), то эти электроды наилучшие. Правда и самые дорогие.
Изменено пользователем ПаниковскийКакими электродами варить тонкий металл
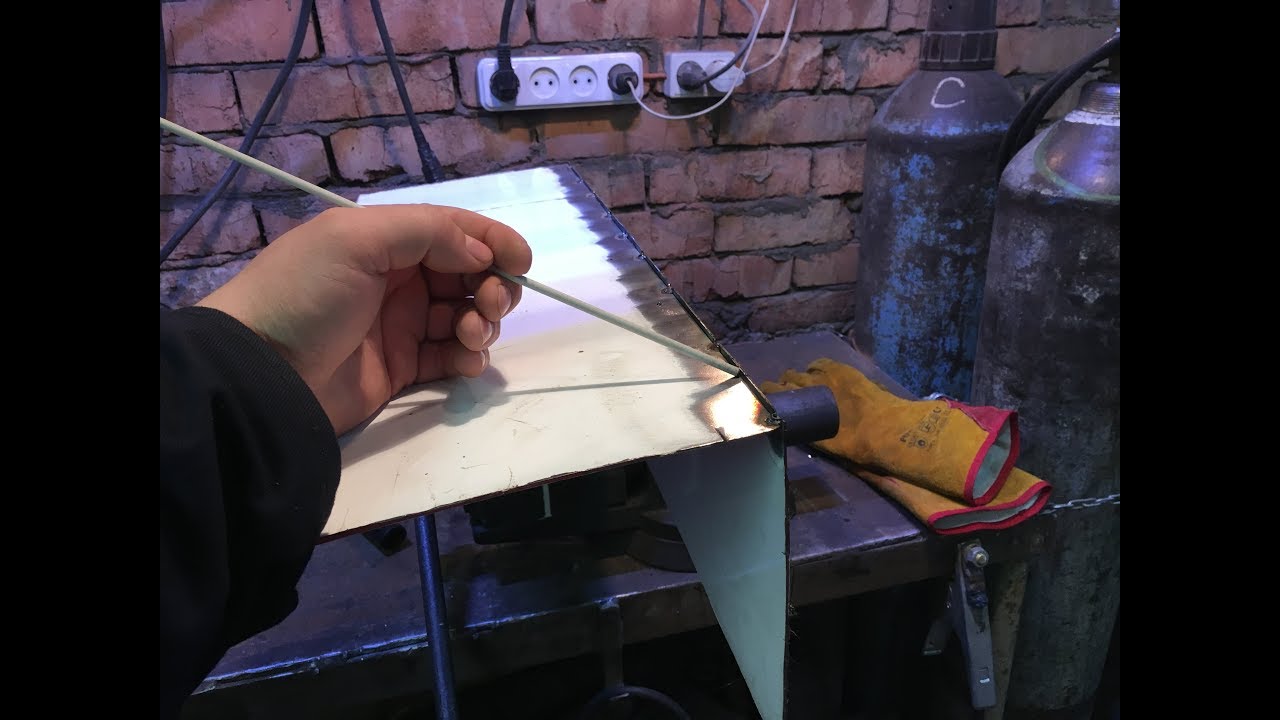
Прежде всего, стоит отметить, что тонким металлом считается металл толщиной 2 или менее миллиметров. В наше время такой металл находит все более широкое применение, потому что для изготовления деталей для сваривания такой толщины не нужно использовать большое количество металла, и, как следствие, Вы можете приобрести такие детали по более выгодным ценам.
Чаще всего со свариванием тонкого металла можно столкнуться при работе с профильными трубами. В большинстве своем толщина металла профильных труб не превышает 2 миллиметров, поэтому производить сваривание таких конструкций можете показаться весьма сложным.
Чаще всего многие производят сваривание тонкого металла ручной дуговой сваркой. К примеру, если Вы производите сваривание, метала толщиной 1,5 миллиметра, то Вам лучше всего воспользоваться электродами толщиной 2 миллиметра. Подбирать сварочный электрод для сваривания тонкого металла Вам нужно исходя из Ваших ожиданий от конструкции и типа металла.
Для сваривания тонкого металла многие используют непрерывную сварку по длине всего шва. Значение сварочного тока равняется 40 – 60 Амперам, а, может быть, больше или меньше, потому что такие параметры зависят от типа сварочного аппарата.
Главное, что Вам нужно достичь при сваривании тонкого металла это проваривание, но не прожиг металла. При проведении сваривания тонкого металла непрерывистой дугой Вам нужно вести электрод со средней скоростью, потому, что превысив ее, Вы проварите только верх шва, понизив – прожжете металл.
Вторым способом сваривания тонкого металла является сваривание с прекращением дуги. В основном при сваривании тонкого металла используется данный способ сваривания. Если же металл при сваривании слишком тонкий или Вы используете слишком большой сварочный ток, то Вам можно использовать точечное сваривание, позволяющее производить сваривание точками, при этом, не прожигая металл.
Происходить сварочный процесс должен достаточно быстро, чтобы металл не успевал остывать. Даже при сваривании точечным способом Вам нужно быть предельно внимательными, что не прожечь металл или сделать поверхностный шов, который не будет способен выполнять свою работу.
А теперь переходим к свариванию тонкого металла полуавтоматом. Да, действительно, производить сваривание полуавтоматической сваркой намного проще, нежели другими способами сваривания. Примечательно, что данный сварочный аппарат может производить сваривание на маленьком токе. При сваривании полуавтоматической сваркой можно производить сваривание непрерывно и точками.
Производить сваривание разным способами с использованием полуавтоматического сварочного аппарата не имеет значения, потому что для успешного сварочного процесса Вам нужно просто в определенные моменты вовремя нажимать на кнопку. Все дело не в сварочных аппаратах, а в опыте сварщика и его желании учиться и использовать современные качественные электроды и технологии сваривания.
Методы борьбы с температурной деформацией при сварке
Рассмотрем рекомендации по борьбе с таким эффектом, как температурная деформация металла, возникающая при сварочных работах. В конце статьи будут рассмотрены современные способы решения этой задачи.
Это напряжение возникает вследствие того, что металл нагревается неравномерно и при остывании возникают внутренние напряжения в зоне температурного воздействия. Эти напряжения могут привести к деформации металлического изделия.
Какие существуют способы чтобы при изготовлении изделие из металла не повело при сварке?
1. Последовательность прохождения сварочных швов. Сварку изделий из металла следует производить таким образом, чтобы возникающие напряжения компенсировали друг друга. Это возможно при сварке симметричных швов, при правильном выборе направления наложения швов.
Так же целесообразно в некоторых случаях собрать изделие на прихватки и потом обваривать швы, находящиеся симметрично друг другу относительно нейтральной оси.
2. Предварительный изгиб деталей в противоположную сторону от возникающих при сварке напряжений. Температурная усадка компенсирует эти напряжения и конструкцию не поведет.
3. Выбор режима сварки.
Напряжения, которые возникают в результате сварки, зависят от температуры зоны нагрева металла. Чем выше температура, тем сильнее остаточные напряжения.
Различные режимы сварки происходят при разных температурах, имеют различный объем наплавляемого металла и разную скорость прохождения шва. Чем выше скорость, тем меньше нагревается зона сварки и меньше усадочные напряжения.
При DIY сварке (кислородно-ацетиленовая сварка) возникают самые большие напряжения, так как она происходит при температуре около 3100 С. Кроме этого данный вид сварки самый медленный, а объем наплавленного металла самый большой.
ММА (ручная дуговая сварка покрытыми электродами) происходит при температуре2400-2700 оС и быстрее чем кислородно-ацетиленовая, с меньшим объемом наплавленного металла.
MIG/MAG (полуавтоматическая сварка в защитных газах) происходит при 1500оС и с еще большей скоростью. Поэтому температурная усадка будет меньше чем при MMA сварке.
4.Предварительный нагрев изделия или зоны деформации.
Самые сильные напряжения в металле возникают при остывании изделия. Величина возможной деформации зависит от теплопроводности и коэффициента линейного расширения металла. Чем ниже теплопроводность, тем более неравномерна зона нагрева и больше деформация. Например, у нержавеющей стали теплопроводность меньше, а коэф. линейного расширения больше чем у черной стали и поэтому деформация больше.
Поэтому для уменьшения напряжений, особенно в легированных сталях, сварку производят в предварительно нагретом состоянии.
5. Сварка в кондукторе.
Изделие закрепляют в жесткой оснастке, таким образом, препятствуя деформации усадки. В металле возникают напряжения, вызывающие пластические деформации. Это позволяет уменьшить температурную усадку. После изъятия детали из кондуктора деформация останется, но она будет меньше на 30% чем при сварке незакрепленной детали. При сварочных работах в кондукторе увеличивается вероятность появления трещин. Это происходит когда пластичности металла недостаточно.
6. Рихтовка металлоизделия после сварки.
Выполняется с помощью домкратов и талей. Возможна правка изделий с помощью молотка или молота. При этом необходимо отслеживать появление трещин и разрывов в металле и сварочных швах.
7. Тепловая правка изделия после сварочных работ.
Способ заключается в нагреве газовыми горелками деформированных участков металлоизделия. Нагревают выпуклую (выгнутую) сторону детали, до такой степени, когда не произойдет пластическая деформация и внутренние напряжения не локализуются. Данный метод эффективно производить совместно с механической рихтовкой (см. п. №6).
Если позволяют размеры, то возможен так же отпуск изделия в печи. При нагреве до 400-500 °С снимается около 50% внутренних напряжений.
При данном способе существуют риски появления коробления изделия. Необходимо чтобы деталь обладала жесткостью и выдерживала температурное воздействие не изменяя своей геометрии.
В заключение несколько общих рекомендации.
Детали, обладающие большей металлоемкостью, ведет при сварке меньше. Например, конструкция из трубы со стенкой 8мм, будет деформироваться меньше чем со стенкой 4 мм.
Иногда целесообразно сварку заменить на альтернативные способы соединения. Это может быть клеевое соединение. Сейчас в продаже существует достаточно большое количество клеев по металлу как российского, так и иностранного производства. Если это допустимо, то можно использовать клепочное соединение.
В некоторых случаях рационально использовать MSG-пайку (пайка на полуавтомате в защитных газах) – которая происходит при температуре 1000 оС
Возможно применение точечной сварки или комбинированного – клеесварного соединения. Данный способ представляет собой точечную сварку и использование клея по металлу.
Все эти способы и методы позволяют успешно бороться с таким явлением, как температурная деформация металлоизделий после сварки.
Рекомендуем ознакомиться со статьями:
Инновационные технологии при сварочных работах
Какими электродами варить лучше | Выбор под задачу
Сварочный электрод представляет собой стержень относительно небольшого размера, который изготавливается из различных металлов и обладает электропроводными свойствами. Его основное назначение – подача тока во время сваривания. То, насколько качественным будет шов, во многом зависит от выбранного электрода. Учитывая, что существует достаточно большое количество разновидностей, возникает вопрос «какие электроды лучше для решения определенной задачи?»
Ключевые критерии выбора
Выбирая, каким электродом варить металл, нужно учитывать такие параметры:
-
Диаметр стержня. Подбирается в зависимости от толщины свариваемой конструкции. Самые тонкие стержни имеют диаметр 1,6 мм. Они предназначаются для соединения листов не толще 2 мм, тогда как стержни диаметром 5-6 мм позволяют сваривать листы толщиной до 13 мм.
- Сила сварочного тока. Данный параметр рассчитывается таким образом, чтобы на каждый миллиметр стержня приходилось порядка 30-40 Ампер тока. Если сваривание производится в вертикальном положении, сила тока уменьшается на 15%.
-
Марка металла. Каждая из них имеет свой уникальный химический состав и физические свойства. Так, например, для работы с жароустойчивыми сталями нужно использовать электроды, обеспечивающие температуру порядка 1100°С.
Следует учесть, что сила сварочного тока не должна быть слишком низкой, поскольку это приведет к залипанию наконечника. Если же значения будут чрезмерно высокими, дуга будет хорошо гореть, однако таким образом поверхность материала можно прожечь. В таком режиме стержни, имеющие небольшой диаметр, сгорают очень быстро, не справляясь со своей задачей.
Важно и то, из каких компонентов состоит обмазка стержня. Как правило, их 6-12. При этом каждый компонент отвечает за создание среды, необходимой для образования прочных швов со стабильными характеристиками.
Основные из них:- слой целлюлозы – создает облако газа с восстанавливающим агентом;
- фторид кальция – делает оксиды железа более плавкими, а выделяемый газ стабилизирует процесс горения;
- карбонаты – отвечают за образование шлаков;
- ферроматериалы (Mg и Si) – раскисляют шов после сваривания;
- диоксид титана – позволяет шлаку затвердевать, что улучшает текучесть расплава;
- камедь с элементами глины – делает покрытие более прочным;
- железный порошок – улучшает качество шва путем выравнивания температуры.
Необходимо, чтобы материал электродов и тип свариваемых металлов совпадали по своим характеристикам.
Сварка углеродистых и низколегированных сталей
В данном случае основную роль играет материал покрытия электрода. Так, для сваривания кипящих марок стали (имеет низкое содержание углеродов и слабораскисленная) подходит любая обмазка. Чтобы сваривать полуспокойные стали, которые имеют большую толщину листов, требуется основное или рутиловое покрытие. При сваривании конструкций из спокойной стали при низких температурах или при динамических нагрузках, также используются электроды с основным покрытием.
Нестабильное горение дуги может ухудшить качество шва и не позволит нормально сваривать металлоконструкции с помощью переменного тока. Лучше всего дуга горит при наличии целлюлозного, кислого и рутилового покрытия. В таком случае можно пользоваться сварочными трансформаторами. Кроме того, нужно тщательно очистить свариваемые кромки от ржавчины, масла и грязи, дабы избежать образования пара.
Чем проводится сварка и наплавка чугуна
Процедура позволяет устранить дефекты в чугунных отливках, а также восстановить поврежденные и израсходовавшие эксплуатационный ресурс детали. В результате получается сталь, различные сплавы, в основе которых – медь, никель и т. д. Лучше всего с вышеописанной задачей справляются модели марок ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и похожие. В отдельных случаях, например во время ремонта чугунных тюбингов при сильном загрязнении и высокой влажности целесообразно использовать марки ОЗЛ-25Б, ОЗЛ-27 и ОЗЛ-28.
Сварка цветных металлов
Каждый из этих металлов имеет свой порог плавления и физико-химические свойства. Так, например, интенсивная окисляемость не позволяет проводить сварку титана и его сплавов. В случае с алюминием, процесс усложняет окисная пленка, которая плавится при температуре 2060°С, а для того чтобы расплавить сам алюминий достаточно 660°С. Образовавшаяся из-за окиси пленка, может привести к нарушению целостности швов и снижению их прочности. Убирается она благодаря добавлению хлористых и фтористых солей щелочных и щелочно-земельных металлов.
Медь также имеет свои проблемы при сваривании – в шве под воздействием пузырьков газа (в особенности кислорода и водорода) образовываются поры. Во избежание этого медь должна быть хорошо раскисленной, а до начала сварки следует хорошо зачистить кромки. В свою очередь, бронза отличается высокой хрупкостью, а никель и его сплавы чувствительны к растворенным в сварочной ванне газам – азоту, кислороду и водороду. В результате этого процесса в металлоконструкции возникают горячие трещины и поры.
Резка металла
Резка металлоконструкций дугой применяется для установки и ремонта различных конструкций из металла. Она не отличается эффективностью, от нее не стоит ждать «красивого» шва, как и точного реза.
Тем не менее, такой способ резки не требует дополнительного оборудования и высококвалифицированных работников. Он легко осваивается новичком. Резка электродуговой сваркой часто применяют при обучении, в частности осваивании принципов работы с инвертором. Нередко подобный метод используют домашние мастера для недорогой резки металлов.
Сварка легированных сталей с повышенной теплоустойчивостью
Легированные теплоустойчивые стали свариваются специальными электродами, обеспечивающими определенную жаропрочность сварных соединений. Полученная конструкция должна выдерживать значительные механические нагрузки и высокие температуры.
Также минимизируется вероятность образования трещин при температурных перепадах. Так, при температурах до 475°С, используются модели из молибдена наподобие Э-09М, а при температурах до 540°С – модели с высоким содержанием хрома и молибдена (Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М). В Э-10Х5МФ высокое содержание хрома, благодаря чему ими можно сваривать конструкции из стали с соответствующим химическим составом.
Какими электродами варить высоколегированную сталь
Такие стали, содержат 13% хрома и обладают антикоррозийными свойствами. В данном случае металлический шов должен быть устойчив к воздействию атмосферных осадков в слабо агрессивных средах, жаростойким (максимальная температура 650°С) и жаропрочным (максимальная температура 550°С).
Такими свойствами обладают модели типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и т. п. Если же в стали пониженное содержание углерода и имеется легирование никелем предпочтение лучше отдать изделиям под индексом Э-06Х13Н. Если же нужно сварить листы стали, содержащие 25% хрома, лучше всего подойдут варианты типа Э-08Х24Н6ТАФМ, делающие готовый шов пластичным, ударопрочным и коррозиестойким.
Сварки разнородных сталей и сплавов
Речь идет о сталях и сплавах, которые имеют уникальные физико-механические качества, химический состав, а также способность к свариваемости. Такие стали могут быть углеродистыми и легированными, высокопрочными, теплоустойчивыми, а также высоколегированными.
Сваривание сталей и сплавов с разнородной структурой также имеет ряд характерных особенностей. Чтобы избежать образования трещин, участков с неоднородной структурной в месте оплавления, а также чрезмерного роста остаточных напряжений используются модели наподобие АНЖР-1, ОЗЛ-27, НИАТ-5, ЭА-395/9, ОЗЛ-25Б, ИМЕТ-10 и ЦТ-28, обладающие специальными свойствами.
Совместимость со сварочным аппаратом
Выбирая, какими электродами варить сталь, необходимо учитывать не только тип материала, для которого они предназначены, но и особенности сварочного аппарата.
Помимо этого, у сварочных аппаратов есть ограничение по силе тока. Этот диапазон накладывает собственные рамки на использование электродов по диаметру. Как определить подходят ли расходные материалы? Достаточно взглянуть на таблицу ниже:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Можно ли сваривать чугун? (Полное руководство)
Сваривать чугун можно, хотя это может быть проблематично из-за высокого содержания углерода. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. Процесс сварки заставляет этот углерод мигрировать в металл шва и / или зону термического влияния, что приводит к повышенной хрупкости / твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Чугун состоит из железа и углерода в различных пропорциях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. Д.для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, высокопрочный чугун (с шаровидным графитом) и ковкий чугун с сильно различающейся свариваемостью. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно более сложной по сравнению со сваркой углеродистой стали. Однако бывает трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа.Несмотря на это, чугун – прочный, износостойкий металл, который использовался веками.
Содержание
Щелкните по ссылкам ниже, чтобы перейти к разделу руководства:
Как упоминалось выше, чугун может быть трудно сваривать из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать трещин при сварке. Это включает в себя осторожный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных стержней и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Определение сплава
- Очистка гипса
- Выбор правильной температуры предварительного нагрева
- Выбор правильной техники сварки
1. Определите сплав
Чугун имеет низкую пластичность, поэтому при быстром нагреве или охлаждении он может треснуть из-за термических напряжений. Склонность к растрескиванию зависит от типа / категории чугуна.Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это самый распространенный вид чугуна. В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в виде хлопьев графита во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, делающих хрупкую микроструктуру. Белый чугун обычно считается несвариваемым.
Ковкий чугун (с шаровидным графитом)
Ковкий чугун по составу похож на серый чугун, но по сравнению с серым чугуном уровни примесей низкие. В отличие от серого чугуна, который содержит углерод в виде чешуек графита, высокопрочный чугун содержит графит в виде сфероидов в своей матрице.Остальная часть матрицы в основном представляет собой перлит с областью феррита, окружающей сфероиды графита.
Ковкий чугун
Ковкий чугун – это термообработанный белый чугун со значительно более низким содержанием углерода по сравнению с белым чугунным железом. В зависимости от применяемой термической обработки он обычно имеет структуру как смесь феррита или перлита с включениями графита и, следовательно, имеет большую пластичность по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом утюга вы работаете, – это проверить исходную спецификацию.Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть несколько других способов отличить сплавы; серое железо будет иметь серый цвет вдоль точки излома, в то время как белое железо будет иметь более белый цвет вдоль трещины из-за содержащегося в нем цементита. Однако, например, высокопрочный чугун также будет иметь более белый излом, но при этом его будет легче сваривать.
2. Очистка литья
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, смазка и масло, уделяя особое внимание области сварного шва.Кожу отливки можно удалить шлифованием. Важно, чтобы очищенная поверхность была протерта уайт-спиритом для удаления остатков графита с поверхности перед сваркой. Медленный предварительный нагрев области сварного шва в течение короткого времени поможет удалить влагу, скопившуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева / охлаждения. Это необходимо для минимизации накопления остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, например, при сварке, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом. Температурный градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, могут снимать напряжение за счет растяжения, но, поскольку чугуны имеют плохую пластичность, они вместо этого склонны к растрескиванию. Предварительный нагрев уменьшает температурный градиент между ЗТВ и окружающей отливкой, сводя к минимуму остаточные напряжения, вызванные сваркой.Предварительный нагрев чугуна перед сваркой снижает скорость охлаждения сварного шва и окружающей области. По возможности нагрейте отливку целиком. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400 ° C, в зависимости от типа чугуна и допустимой твердости HAZ. Любой предварительный нагрев должен выполняться медленно и равномерно.
Теоретически любой из распространенных процессов дуговой сварки, таких как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металла активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамом и т. Д.может быть использован процесс, который способствует медленному нагреванию и охлаждению, как правило, предпочтительнее.
1. Ручная дуговая сварка металла (MMA)
Этот тип сварки, также известный как дуговая сварка в защитном металлическом корпусе (SMAW), обычно считается лучшим общим процессом для сварки чугуна при условии использования правильных сварочных стержней. Выбор электрода будет зависеть от области применения, требуемого соответствия цвета и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки – это железо и никель.Электрод на основе железа будет давать металл шва с высоким содержанием углерода мартенсита, поэтому обычно ограничивается незначительным ремонтом отливки и когда требуется подбор цвета. Чаще всего используются электроды из никелевого сплава, обеспечивающие более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание в ЗТВ, обеспечивая более низкую прочность металла сварного шва.
Во всех случаях следует проявлять осторожность, чтобы свести к минимуму плавление основного металла. Это минимизирует разбавление.
2.MAG Сварка
СваркаMAG обычно выполняется с использованием никелевых материалов. Смесь 80% аргона и 20% углекислого газа подойдет для большинства применений. Хотя можно использовать припойную проволоку, обычно это не рекомендуется, так как припой будет значительно слабее отливки.
3. Сварка TIG
СваркаTIG может обеспечить чистый сварной шов на чугуне, но, как правило, не является предпочтительной из-за ее сильно локализованных характеристик нагрева. Как и при любой сварке TIG, качество готового шва во многом определяется навыками сварщика.
Узнайте больше о сварке TIG
4. Кислородно-ацетиленовая сварка
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для генерации тепла используется кислородно-ацетиленовая горелка. Низкая интенсивность нагрева и медленный нагрев, связанные с процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600 ° C, чтобы сварка стала возможной.Для сварки используется нейтральное или слегка редуцирующее пламя.
Подробнее о кислородно-ацетиленовой сварке
5. Сварка припоем
Сварку припоя можно использовать для сварки чугунных деталей, поскольку она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный пруток, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления присадки.
Как и в случае с другими методами, при сварке пайкой важна очистка поверхности.Флюс можно использовать для предотвращения образования оксидов, способствуя смачиванию, очищая поверхность и позволяя наполнителю растекаться по основному металлу.
Также возможна пайкаTIG с использованием более низкой силы тока для нагрева заготовки, избегая плавления чугуна. Кожух горелки для газа аргона защищает зону пайки, что означает, что нет необходимости использовать флюс, как в случае с кислородным топливом.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочного стержня важен для сварки чугуна, хотя большинство экспертов советуют использовать никелевые стержни.
1. 99% никелевые стержни
Эти электроды дороже других вариантов, но также обеспечивают наилучшие результаты. Прутки с содержанием 99% никеля позволяют получить сварные швы, которые можно обрабатывать механической обработкой, и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти прутки из чистого никеля создают мягкий, податливый наплавленный металл.
2. 55% никелевые стержни
Менее дорогие, чем стержни на 99%, они также поддаются механической обработке и часто используются для ремонта толстых секций. Более низкий коэффициент расширения означает, что они образуют меньше трещин на линии плавления, чем 99% стержень.Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни– самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды дают твердые сварные швы, которые требуют дополнительной шлифовки для окончательной обработки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят отливки, которые не являются полностью чистыми, чем никелевые стержни.
Упрочнение
По мере охлаждения и сжатия сварного шва возникает остаточное напряжение, ведущее к растрескиванию. Вероятность растрескивания можно снизить за счет приложения сжимающего напряжения. Напряжение сжатия прикладывается путем упрочнения (с использованием молотка для ударно-ударной обработки для нанесения умеренных ударов), которое деформирует сварной шов, пока он остается мягким. Однако упрочнение следует использовать только с относительно пластичным наплавленным металлом, то есть со сварными швами, выполненными с использованием никелевых расходных материалов.
Нагревание после сварки
Слишком быстрое охлаждение чугуна может привести к растрескиванию.Процесс охлаждения можно замедлить, используя изоляционные материалы или периодическое нагревание. Некоторые методы включают в себя помещение заготовки в изолирующее одеяло, помещение ее в сухой песок или даже помещение ее над дровяной печью, позволяя металлу остыть по мере затухания огня.
Сваривать чугун можно, но при этом необходимо соблюдать правильную технику и осторожность, чтобы не допустить растрескивания. Большинство методов сварки требуют очистки поверхности материала, и для чугуна требуется предварительный и послесварочный нагрев, а также тщательное охлаждение.
TWI обладает многолетним опытом во всех аспектах сварки и соединения, включая работу с литой сталью. Пожалуйста, свяжитесь с нами ниже, если у вас есть какие-либо вопросы и вы чувствуете, что мы могли бы помочь вам с вашим проектом.
Связанные часто задаваемые вопросы (FAQ)
Сварка чугуна: основные процедуры
Чугун – это сплав железа, углерода и кремния, в котором количество углерода обычно составляет более 1,7% и менее 4.5 процентов.
Общая свариваемость чугуна низкая и зависит от типа материала, сложности, толщины, сложности отливки и потребности в обрабатываемости.
Ковкий и ковкий чугун имеют хорошую свариваемость, в то время как серый чугун и белый чугун свариваются только для небольших приспособлений.
Серый чугун – наиболее широко используемый вид чугуна. Серый чугун имеет множество составов, но обычно он представляет собой перлит с множеством рассредоточенных чешуек графита.
Есть также чугуны из сплавов, которые содержат небольшое количество хрома, никеля, молибдена, меди или других элементов, добавленных для придания им особых свойств.
Другой легированный чугун – это аустенитный чугун, модифицированный добавками никеля и других элементов для снижения температуры превращения, так что структура становится аустенитной при комнатной или нормальной температуре. Аустенитные чугуны обладают высокой степенью коррозионной стойкости.
В белом чугуне почти весь углерод находится в комбинированном виде.Это обеспечивает более высокую твердость чугуна, что используется для обеспечения устойчивости к истиранию.
Ковкий чугун получают путем специальной термообработки белого чугуна с отжигом для изменения структуры углерода в чугуне. Структура меняется на перлитную или ферритную, что увеличивает ее пластичность.
Чугун с шаровидным графитом и высокопрочный чугун производятся путем добавления магния или алюминия, которые либо связывают углерод в комбинированном состоянии, либо придают свободному углероду сферическую или узловую форму, а не обычную чешуйчатую форму в сером чугуне.Эта структура обеспечивает большую пластичность или пластичность отливки.
Основным фактором, усложняющим сварку чугуна, является его недостаточная пластичность. Если чугуны нагружены за пределы их пределов текучести, они скорее ломаются, чем деформируются в какой-либо значительной степени. Поэтому следует выбирать присадочный металл и конфигурацию деталей таким образом, чтобы минимизировать сварочные напряжения.
MMA, порошковая дуга, MIG, TIG и газовая сварка обычно используются со сварочными материалами на основе никеля для получения высококачественных сварных швов, но чугунные и стальные электроды также могут обеспечить удовлетворительные сварные швы в некоторых сплавах.
Свариваемость по типу чугунаПриложения
Эти типы металлов широко используются в:
- сельхозтехника
- на станках в качестве оснований, кронштейнов и крышек
- для трубопроводной арматуры
- труба чугунная
- блоки, головки, коллекторы автомобильные
- комплекты для воды
- ремонт дефектов с целью модернизации или восстановления отливки перед обслуживанием
Редко используется в конструкционных работах, за исключением элементов сжатия.Он широко используется в строительной технике для противовесов и в других областях, где требуется вес.
Характеристики
| Чугун | Предел прочности при растяжении (МПа) | Прочность на сжатие (МПа) | Твердость (HB) | Относительное удлинение (%) | Прочность (j) |
|---|---|---|---|---|---|
| Белый | 200–410 | НЕТ | 321–500 | Очень низкий | Очень низкий |
| Гибкий | 276–724 | 1350 – 3600 (перлитный и мартенситный) | 110 – 156 (ферритный) 149 – 321 (перлитный и мартенситный) | 1–10 | 4-12 Дж при 20 ° C |
| Серый | 152 – 431 | 572–1293 | 156–302 | <0.6 | Очень низкий |
| Пластичный | 345–827 | 359–920 | 143–302 | 2–20 | 16-27 при 20 ° C |
Серый (серый) или чешуйчатый графит
Если графит существует в виде разветвленных взаимосвязанных чешуек; этот тип чугуна относительно дешев и имеет плохие механические свойства.
Серый чугун обычно можно сваривать GMAW (SMA), MIG (GMA) или FCAW, если используются специальные расходные материалы и процедуры.
Серый чугун имеет низкую пластичность и поэтому не будет расширяться или растягиваться в значительной степени перед разрушением или растрескиванием. Из-за этой характеристики при сварке чугуна методом кислородно-ацетиленовой сварки необходим предварительный нагрев. Однако его можно сваривать с помощью металлической дуги без предварительного нагрева, если тепло сварки тщательно контролируется.
Этого можно достичь, сваривая за один раз только короткие отрезки стыка и давая этим частям остыть.Благодаря этой процедуре тепло сварки ограничивается небольшой площадью и исключается опасность растрескивания отливки.
Крупные отливки со сложным сечением, такие как моторные блоки, можно сваривать без разборки или предварительного нагрева. Обычно желательны специальные электроды, предназначенные для этой цели. Ковкий чугун, такой как ковкий чугун, высокопрочный чугун и чугун с шаровидным графитом, можно успешно сваривать. Для достижения наилучших результатов эти типы чугунов следует сваривать в отожженном состоянии.
Графит с шаровидным графитом или шаровидный графит (высокопрочный чугун)
Если графит существует в виде графита в сфероидальной форме, а механические свойства приближаются к свойствам стали. Чугун с шаровидным графитом, как правило, легче сваривать, чем серый чугун, но все же требуются специальные расходные материалы и процедуры.
Ковкий CI
Если графит существует в виде конкреций или розеток, полученных термической обработкой. Ковкий чугун имеет две основные формы: ковкий чугун черного цвета, который имеет свариваемость, подобную чугуну с шаровидным графитом, и ковкий чугун белого цвета, который легко сваривается с ферритными расходными материалами при условии, что приняты меры для ограничения провара.
Белый
Твердый, хрупкий чугун, не содержащий свободного графита. Белый утюг обычно считается несваркой.
Аустенитный
Где графит может существовать в виде чешуек или узлов, что обеспечивает хорошую коррозионную и термостойкость. Многие марки аустенитного чугуна можно сваривать с использованием специальных расходных материалов и специальных процедур.
CI с высоким содержанием кремния и алюминия
Если графит существует в основном в виде хлопьев, и материал имеет хорошую коррозионную стойкость.Этот сплав можно сваривать с помощью специальных расходных материалов и специальных процедур.
Наконечники для сварки чугуна
Большинство проблем связано с высоким содержанием углерода. Это приводит к проблемам с растрескиванием и проблемами терморегулирования. Чугуны содержат от 2 до 4% углерода.
Сварку палкой можно использовать для ремонта отливок с несколькими типами сварных швов, которые являются машинными:
- никель 55 мягкий сварной шов
- никель 99 мягкий сварной шов
- HTS-528 Пруток для пайки (самый прочный пруток для соединения чугуна, с удобством встроенного флюса)
Никель – это сплав цветных металлов, который не впитывает углерод, что делает его хорошим выбором для ремонта.
- Предварительно нагрейте отливку во избежание растрескивания. Контролируйте предварительный нагрев с помощью височной палочки. Когда он плавится, это означает, что вы можете приваривать отливку. Предварительный нагрев отливки перед ремонтом сварного шва может быть очень полезным для контроля скорости охлаждения после сварки. Это особенно важно при ремонте изделий сложной формы, поскольку материалы различной толщины по-разному реагируют на тепло от сварочной ванны, что может привести к термическим напряжениям и деформации.
- Очистите все соединения, которые будут ремонтироваться или сваривать, включая жир и грязь.Используйте шлифовальные или чистящие растворители.
- Если после ремонта возникла проблема пористости, отшлифовать поверхность до прочного металла
- При ремонте дефектов отливки, таких как выбоины или трещины, все дефектные участки следует удалить путем холодного долбления, строжки или шлифовки. При строжке покрытым электродом или воздушно-угольной дугой вокруг области строжки образуется зона термического влияния. Перед строжкой отливку следует предварительно нагреть до 300 ° C, чтобы снизить риск растрескивания в этой области.Канавку также следует слегка отшлифовать, чтобы удалить затвердевший материал перед нанесением ремонта, поскольку графит в этой области может растворяться во время строжки, повышая его чувствительность к растрескиванию при последующей сварке. При удалении трещин или линейных дефектов концы трещины следует затупить путем сверления перед строжкой, чтобы предотвратить дальнейшее распространение во время подготовки к ремонту. Истинные концы трещины, которые могут быть очень мелкими, перед сверлением следует определить с помощью метода проникающего красителя или магнитных частиц.
В видео используется положительный сигнал постоянного тока. Используйте соответствующее защитное снаряжение и избегайте воздействия дыма.
Ремонт сваркой чугуна Рекомендуется предварительный нагревПреимущества чугуна
Преимущества чугуна как сварочного металла:
- Более текучая, чем сталь (лучшая литье)
- Более низкая температура плавления, чем у стали
- Низкозатратный материал
- Может формоваться методом литья в песчаные формы
- Желательные свойства, такие как:
– Амортизирующая способность
– Теплопроводность
– Пластичность
– Твердость
– Прочность
Рекомендации по проектированию
Плохая по сравнению с улучшенной конструкцией сварного шва чугуна
Модификации конструкции соединения, снижающие риск образования трещин при сварке чугуна.
Сварка чугуна
Сварка используется для восстановления новых чугунных отливок, ремонта отливок, вышедших из строя, а также для соединения отливок друг с другом или со стальными деталями в производственных процессах.
В таблице ниже показаны сварочные процессы, которые можно использовать для сварки литого, ковкого и чугуна с шаровидным графитом.
Выбор процесса сварки и присадочных материалов зависит от желаемых свойств сварного шва и ожидаемого срока службы.Например, при использовании процесса дуговой сварки экранированным металлом можно использовать различные типы присадочного металла. Присадочный металл будет влиять на соответствие цвета сварного шва по сравнению с основным материалом.
Соответствие цвета может быть определяющим фактором, особенно при утилизации или ремонте отливок, когда разница в цвете недопустима
Независимо от того, какой из сварочных процессов выбран, необходимо выполнить определенные подготовительные действия.
Важно определить точный тип свариваемого чугуна, будь то чугун серый, ковкий или пластичный.
Если точная информация не известна, лучше всего предположить, что это серый чугун с низкой пластичностью или без нее.
Как правило, не рекомендуется сваривать ремонтные отливки из серого чугуна, которые при нормальной эксплуатации подвергаются нагреву и охлаждению, особенно когда нагрев и охлаждение изменяются в диапазоне температур, превышающих 400 ° F (204 ° C).
Если в качестве присадочного материала не используется чугун, металл шва и основной металл могут иметь разные коэффициенты расширения и сжатия.Это будет способствовать возникновению внутренних напряжений, которые не может выдержать серый чугун.
Ремонт этих типов отливок может быть произведен, но надежность и срок службы при таком ремонте невозможно спрогнозировать с точностью.
Подготовка к сварке чугуна
При подготовке отливки к сварке необходимо удалить все поверхностные материалы, чтобы полностью очистить отливку в области сварного шва. Это означает удаление краски, смазки, масла и других посторонних материалов из зоны сварки.
Желательно нагреть зону сварного шва в течение короткого времени, чтобы удалить захваченный газ из зоны сварного шва основного металла. Кожа или поверхность с высоким содержанием кремния также должны быть удалены рядом с областью сварного шва как на лицевой, так и на корневой стороне. Края стыка должны быть вырезаны или отшлифованы, чтобы получился угол 60 ° или фаска.
Там, где есть канавки, следует использовать V-образную канавку под углом 60–90 °. V должен выступать примерно на 3,2 мм (1/8 дюйма) от дна трещины.На каждом конце трещины следует просверлить небольшое отверстие, чтобы она не расширилась.
Всегда следует использовать сварные швы с полным проплавлением, так как трещина или дефект, не устраненные полностью, могут быстро появиться снова в условиях эксплуатации.
Предварительный нагрев желателен для сварки чугунов любым сварочным процессом. Его можно уменьшить при использовании очень пластичного присадочного металла. Предварительный нагрев уменьшит температурный градиент между сварным швом и остальной частью чугуна.
Температура предварительного нагрева должна зависеть от процесса сварки, типа присадочного металла, массы и сложности отливки.Предварительный нагрев можно выполнить любым из обычных методов.
Нагрев горелки обычно используется для относительно небольших отливок весом 30,0 фунтов (13,6 кг) или меньше. Более крупные детали могут быть предварительно нагреты в печи, и в некоторых случаях временные печи строятся вокруг детали, а не в печи.
Таким образом, детали могут поддерживаться при высокой температуре промежуточного прохода во временной печи во время сварки. Предварительный нагрев должен быть общим, так как он помогает улучшить пластичность материала и распределяет усадочные напряжения по большой площади, чтобы избежать критических напряжений в какой-либо одной точке.
Предварительный нагрев помогает смягчить область, прилегающую к сварному шву; способствует дегазации отливки, что, в свою очередь, снижает возможность образования пористости наплавленного металла шва; и это увеличивает скорость сварки.
Медленное охлаждение или последующий нагрев улучшает обрабатываемость зоны термического влияния в чугуне, прилегающей к сварному шву. Последующее охлаждение должно быть как можно медленнее. Это можно сделать, накрыв отливку изоляционным материалом, чтобы не допустить проникновения воздуха или ветров.
Электроды
Чугун можно сваривать стальным электродом с покрытием, но этот метод следует использовать только в крайних случаях.
При использовании стального электрода необходимо учитывать усадку металла сварного шва, углерод, улавливаемый из чугуна металлом сварного шва, и твердость металла сварного шва, вызванную быстрым охлаждением. При переходе из расплавленного в твердое состояние сталь дает усадку больше, чем чугун.
При использовании стального электрода эта неравномерная усадка вызывает деформации стыка после сварки.Когда на стык наносится большое количество присадочного металла, чугун может треснуть сразу за линией плавления, если не будут приняты профилактические меры.
Чтобы преодолеть эти трудности, подготовленное соединение следует сварить, наплавив металл шва в виде коротких валиков длиной от 0,75 до 1,0 дюйма (от 19,0 до 25,4 мм). Они выполняются периодически, а в некоторых случаях – с помощью процедуры обратного шага и пропуска.
Во избежание образования твердых участков дугу следует зажигать в V, а не по поверхности основного металла.Каждый короткий отрезок металла сварного шва, нанесенный на соединение, следует слегка зачистить в горячем состоянии с помощью небольшого ударно-ударного молотка и дать ему остыть перед нанесением дополнительного металла сварного шва. Упрочнение приводит к ковке металла и уменьшению деформации при охлаждении.
Используемые электроды должны быть диаметром 1/8 дюйма (3,2 мм) для предотвращения чрезмерного нагрева при сварке. Сварку следует производить с обратной полярностью. Плетение электрода должно быть сведено к минимуму. Перед добавлением дополнительного металла каждый наплавленный металл следует тщательно очистить.
Электроды из чугуна должны использоваться там, где требуется последующая обработка сварного шва.
Электроды из нержавеющей стали используются, когда обработка сварного шва не требуется.
Процедура выполнения сварных швов этими электродами такая же, как и для сварки электродами из низкоуглеродистой стали. Электроды из нержавеющей стали обеспечивают отличное сплавление присадочного металла и основного металла.
Следует проявлять особую осторожность, чтобы избежать растрескивания сварного шва, которое сжимается примерно на 50 процентов больше, чем из-за того, что нержавеющая сталь расширяется, а низкоуглеродистая сталь расширяется при одинаковых изменениях температуры.
Дуговая сварка чугуна
Для сварки чугуна можно использовать процесс дуговой сварки защищенным металлом.
Можно использовать четыре типа присадочных металлов:
- Электроды с чугунным покрытием
- Электроды из сплава на основе меди с покрытием
- Электроды из сплава на основе никеля с покрытием
- м Электроды с покрытием из низкоуглеродистой стали
Существуют причины для использования каждого из различных типов электродов, которые включают обрабатываемость наплавки, соответствие цвета наплавке, прочность наплавки и пластичность окончательного сварного шва.
При дуговой сварке чугунными электродами (ECI) предварительно нагрейте до 250–800 ° F (от 121 до 425 ° C), в зависимости от размера и сложности отливки и необходимости обработки наплавки и прилегающих участков.
Чем выше степень нагрева, тем легче будет обработать наплавленный металл.
В общем, лучше использовать электроды небольшого размера и относительно низкую настройку тока. Следует использовать дугу средней длины, и, если это возможно, сварку следует выполнять в горизонтальном положении.
Следует использовать процедуру сварки с перебоями или с пропуском, а упрочнение поможет снизить напряжения и свести к минимуму деформацию.
Рекомендуется медленное охлаждение после сварки.
Эти электроды обеспечивают превосходное цветовое соответствие серого чугуна. Прочность сварного шва будет равна прочности основного металла.
Есть два типа электродов на основе меди:
- Сплав медно-оловянный
- Медь алюминиевая
Медно-цинковые сплавы нельзя использовать для электродуговой сварки из-за низкой температуры кипения цинка.Цинк улетучивается в дуге и вызывает пористость металла сварного шва.
При использовании электродов с медным основанием рекомендуется предварительный нагрев от 250 до 400 ° F (от 121 до 204 ° C). Следует использовать электроды малого диаметра и слабый ток. Дуга должна быть направлена против наплавленного металла или лужи, чтобы избежать проникновения и смешивания основного металла с металлом сварного шва. После сварки рекомендуется медленное охлаждение. Электроды на медной основе не обеспечивают хорошего соответствия цвета.
Существует три типа никелевых электродов, используемых для сварки чугуна.Эти электроды можно использовать без предварительного нагрева; однако рекомендуется нагревание до 100 ° F (38 ° C).
Эти электроды можно использовать во всех положениях; однако рекомендуется горизонтальное положение. Сварочный шлак следует удалять между проходами.
Отложения никеля и никелевого железа чрезвычайно пластичны и не станут хрупкими из-за улавливания углерода. Твердость зоны термического влияния можно минимизировать за счет уменьшения проникновения в основной металл чугуна.
Упомянутая выше техника, игра дуги на лужу, а не на основной металл, поможет минимизировать разбавление.Медленное охлаждение и, при необходимости, последующий нагрев улучшают обрабатываемость зоны термического влияния. Электроды на никелевой основе не обеспечивают близкого соответствия цвета.
Медно-никелевые электроды двух марок. Любой из этих электродов можно использовать так же, как никелевый или железоникелевый электрод, примерно с той же технологией и результатами. Отложения этих электродов не обеспечивают совпадение цвета.
Электроды из низкоуглеродистой стали не рекомендуются для сварки чугуна, если требуется механическая обработка наплавки.Отложения из мягкой стали собирают достаточно углерода для образования высокоуглеродистых отложений, которые невозможно обработать механической обработкой. Кроме того, наплавка из мягкой стали будет иметь пониженный уровень пластичности в результате повышенного содержания углерода.
Этот тип электрода следует использовать только для небольшого ремонта и не должен использоваться, когда требуется механическая обработка. Для небольших ремонтных работ возможен минимальный предварительный нагрев.
Рекомендуются малые электроды при слабом токе, чтобы минимизировать разбавление и избежать концентрации усадочных напряжений.
Следует использовать короткие сварные швы в произвольной последовательности, и сварной шов следует как можно быстрее после сварки. Наплавленный электрод из низкоуглеродистой стали обеспечивает хорошее соответствие цвета.
Углеродная сварка чугуна
Отливки из чугуна можно сваривать с помощью угольной дуги, чугунного прутка и сварочного флюса для чугуна. Шов следует предварительно нагреть, перемещая угольные электроды по поверхности. Это предотвращает слишком быстрое охлаждение после сварки.
Расплавленная лужа металла может обрабатываться углеродным электродом так, чтобы перемещать любой образующийся шлак или оксиды на поверхность.Сварные швы, выполненные с помощью угольной дуги, охлаждаются медленнее и не такие твердые, как сварные с использованием металлической дуги и чугунного электрода. Сварные швы поддаются механической обработке.
Кислородная газовая сварка чугун
Процесс кислородно-топливного газа часто используется для сварки чугуна. Можно использовать большую часть топливных газов. Пламя должно быть нейтральным или слегка уменьшающимся. Следует использовать флюс.
Доступны два типа присадочного металла:
- прутки чугунные
- прутки медно-цинковые
Сварные швы, выполненные подходящим чугунным электродом, будут иметь такую же прочность, как и основной металл.Все эти сварочные покрытия обеспечивают хорошее соответствие цветов. Следует использовать оптимальную процедуру сварки в отношении подготовки стыка, предварительного нагрева и последующего нагрева.
Медно-цинковые прутки используются для сварки пайкой. Есть две классификации:
- марганцевая бронза
- бронза слабодымящая
Наплавленная бронза имеет относительно высокую пластичность, но не обеспечивает совпадения цветов.
Пайка и пайка Сварка Чугун
Пайка используется для соединения чугуна с чугуном и сталью.
В этих случаях конструкция соединения должна выбираться для пайки так, чтобы капиллярное притяжение заставляло присадочный металл течь между плотно прилегающими деталями. Обычно используется факельный метод. Кроме того, в качестве источников тепла можно использовать угольную дугу, двойную угольную дугу, газо-вольфрамовую дугу и плазменную дугу.
Обычно используются два металлических сплава припоя; оба являются сплавами меди и цинка.
Для соединения чугуна также можно использовать пайку. При сварке пайкой присадочный металл не втягивается в соединение за счет капиллярного притяжения.Иногда это называют сваркой бронзы. Следует использовать наполнитель с жидкостью выше 850 ° F (454 ° C). Сварка пайкой не обеспечивает совпадения цвета.
Сварка пайкой может также выполняться дуговой сваркой в защитном металлическом корпусе и дуговой сваркой в газовой среде.
Высокотемпературный предварительный нагрев обычно не требуется для сварки пайкой, если только деталь не является очень тяжелой или сложной по геометрии. Наплавленный бронзовый металл шва имеет чрезвычайно высокую пластичность, которая компенсирует недостаточную пластичность чугуна.Тепла дуги достаточно, чтобы довести поверхность чугуна до температуры, при которой сплав присадочного металла на основе меди будет сцепляться с чугуном.
Поскольку перемешивание материалов незначительное или отсутствует, зона, прилегающая к сварному шву в основном металле, не затвердевает заметно. После завершения сварки сварной шов и прилегающий участок можно обработать.
Как правило, для большинства применений достаточно предварительного нагрева до 200 ° F (93 ° C). Скорость охлаждения не очень важна, и термообработка для снятия напряжения обычно не требуется.
Этот тип сварки обычно используется для ремонтной сварки автомобильных деталей, деталей сельскохозяйственных орудий и даже блоков и головок автомобильных двигателей. Его можно использовать только в том случае, если отсутствие соответствия цветов не вызывает возражений.
Газовая дуговая сварка чугуна
Процесс газовой дуговой сварки металла может использоваться для сварки ковкого чугуна и углеродистой стали. Можно использовать несколько типов электродной проволоки, в том числе:
- Мягкая сталь с использованием 75% аргона + 25% CO2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Во всех случаях следует использовать электродную проволоку малого диаметра при слабом токе. При использовании электродной проволоки из мягкой стали образуется смесь защитного газа аргон-CO2 для минимизации проникновения.
В случае присадочного металла на основе никеля и присадочного металла на основе меди наплавленный присадочный металл является чрезвычайно пластичным. Низкоуглеродистая сталь обеспечивает хорошее соответствие цвета.Обычно требуется более высокий предварительный нагрев, чтобы снизить остаточные напряжения и склонность к растрескиванию.
Порошковая сварка чугуна
Этот процесс недавно использовался для сварки чугунов. Более успешным применением была порошковая проволока на никелевой основе.
Эта электродная проволока обычно работает с защитным газом CO2, но когда более низкие механические свойства не являются нежелательными, ее можно использовать без внешнего защитного газа. Можно использовать минимальные температуры предварительного нагрева.
Метод должен минимизировать проникновение в основной металл чугуна. Дополнительный нагрев обычно не требуется. Подбор цвета не получается.
Другие процессы
Для чугуна можно использовать другие способы сварки.
- Сварка термитом – используется для ремонта определенных типов деталей станков из чугуна.
- Пайка – может использоваться для соединения чугуна, а иногда используется для ремонта небольших дефектов в небольших отливках.
- Сварка оплавлением – также может использоваться для сварки чугуна.
Методы сварки
Шпилька
Метод шипов для ремонта чугунаТрещины в крупных отливках иногда ремонтируются шипами.
В этом процессе трещина удаляется шлифовкой V-образной канавки.
Отверстия просверливаются и нарезаются под углом с каждой стороны канавки, и в эти отверстия ввинчиваются шпильки на расстояние, равное диаметру шпилек, причем верхние концы выступают примерно на 1/4 дюйма.(6,4 мм) над поверхностью чугуна.
Шпильки следует герметично приварить на месте одной или двумя буртиками вокруг каждой шпильки, а затем связать вместе металлическими швами.
Сварные швы следует выполнять короткими отрезками, каждый отрезок подвергается упрочнению в горячем состоянии, чтобы избежать высоких напряжений или растрескивания при охлаждении. Перед нанесением дополнительного металла каждому бусинке необходимо дать остыть и тщательно очистить.
Если метод крепления шипов не может быть применен, края соединения должны быть выколоты или обработаны инструментом с круглым концом, чтобы образовалась U-образная канавка, в которую должен быть наплавлен металл шва.
Модификация конструкции шарнира
Предпочтительно использовать сварной шов с полным проплавлением, а не с частичным проплавлением. Сварные швы различной толщины могут привести к неравномерному напряжению сжатия и неравномерному расширению во время цикла сварки.
Изменение конструкции сварки для размещения сварных швов в области с постоянной толщиной может быть полезным. Еще один совет – использовать подкладной угловой сварной шов для поддержки напряженных участков.
Обработка торцевых канавок
Чугунная канавка Обработка торцевых канавокИногда предпочтительным методом является строжка или шлифовка канавок на поверхности подготовленной сварной канавки с последующим использованием сварного шва для заполнения канавок перед заполнением всего стыка (см. Иллюстрацию ниже).
Этот подход снижает риск образования трещин за счет отклонения пути трещины. Бусины, которые контактируют с отливкой, осаждаются первыми, когда зона термического влияния напряжения и линия сплавления находятся на низком уровне.
Ударная обработка (Молотковая обработка)
Упрочнение или ударный удар с использованием 13-19-миллиметрового молотка с шариковым упором, прикладываемого к деформируемому сварному шву, переводя его в состояние сжимающего напряжения, можно противодействовать растягивающим напряжениям, вызванным тепловым сжатием, тем самым снижая риск образования трещин внутри и вокруг сварного шва. сварка.
Когда молоток применяется вручную, он наносит умеренный удар перпендикулярно поверхности шва.
Для этого процесса требуется шов из пластичного металла. Никелевые наполнители используются, особенно при работе с серым чугуном. Упрочнение выполняется при более высоких температурах, пока металл мягкий.
Для дополнительного чтения
Чугун и сварка
Сварка чугуна: практическое руководство
Чугун. Он хрупкий, дешевый, и ремонтировать его – заноза в заднице … но мы используем его везде, от мастерской до кухни.
Если вы обнаружили трещину, порез или щель в чугунной части и вам пригодится сварщик, есть большая вероятность, что вы сможете ее отремонтировать. Вам просто понадобится терпение и немного ноу-хау, эта статья даст именно это, изложив всю информацию, которая вам понадобится при ремонте этой чугунной детали.
Можно ли сваривать чугун?
Когда дело доходит до сварки чугуна, важно понимать сложность работы. Скорее всего, у вас будет больше трещин в детали, чем вначале, а вероятность успеха в этой работе составляет около 50%.
Почему?
Чугун состоит из ряда различных материалов (обычно железа, углерода и стали) в разных пропорциях, поэтому трудно оценить, насколько прочен металл, с которым вы работаете, и сколько тепла он может выдержать до образования трещин. .
Как сваривать чугун:
Являясь хрупким по своей природе, углерод, содержащийся в смеси, вызывает усадку металла и растрескивание при нагревании выше определенной температуры. По этой причине, помимо прочего, перед сваркой чугунных деталей требуется много внимания и осторожности.При сварке чугуна важно учитывать:
- Подготовка к предварительному и последующему нагреву
- Управление теплом при сварке
- Выбор стержня
Для начала сварка чугуна требует 1. Сглаживания излома и 2. разогрева материала. Как описано в статье «Полное руководство по стыковым соединениям», канавки, скосы или буквы «V» создаются на детали с помощью специального станка для снятия фаски или резака. Это сделано для обеспечения более прочного сварного шва.
Чугун до и после нагрева перед сваркой
Чугун очень темпераментен, предварительный и последующий нагрев являются обязательными при работе с чугуном. Если температура металла переходит от комнатной температуры к температуре сварки слишком быстро, деталь будет испытывать слишком большие напряжения и растрескаться. То же самое происходит после завершения сварки: если дать остыть слишком быстро, сварной шов также подвергнется напряжению и может сломаться.
Предварительный нагрев можно выполнить, просто используя паяльную лампу для нагрева материала, некоторые сварщики, работающие своими руками, даже используют для этой работы автомобильный двигатель.Идеальная температура предварительного нагрева для большинства чугунных изделий должна составлять 260-650 градусов по Цельсию, все, что выше 780 градусов, приведет к перегреву материала.
При последующем нагревании материала идеальным является обертывание объекта изолированной оберткой; Тем не менее, сварщик своими руками может также использовать барбекю на древесном угле и положить кусок в ведро с песком или поставить кусок на дровяную печь, чтобы дать остыть, пока огонь гаснет.
Сварка для ремонта чугуна
При сварке чугуна Low и Slow – практическое правило, которому следуют многие сварщики.
Таким образом, при работе с чугуном операторы должны применять слабый ток и медленное движение (как сшивание). Работайте с шагом примерно 2,5 см за раз, сваривая в разных точках, и старайтесь выдерживать 45 секунд между сегментами, чтобы избежать как перегрева, так и накопления остаточных напряжений. Управление нагревом – самая важная часть этого процесса, также полезно прихватывать сварные швы перед началом.
После получения удовлетворительного сварного шва проверьте, нет ли трещин или шлаков.Если рядом со сварным швом есть небольшие трещины, утечку можно устранить с помощью герметика или даже закрыть ржавчину после продолжительного использования.
Если вы на свободе, ударьте этого плохого мальчика щеткой для шлака и измельчите излишки шлака до однородной массы.
Теперь следует применить ваш метод последующего нагрева, позволяющий постепенно остывать изделие.
Что лучше для сварки чугуна: MIG, TIG или дуговая сварка?
Существует бесконечный список способов сваривания чугуна. В этой статье мы остановимся на основах; MIG, TIG и Arc.При любом из этих методов важно помнить об управлении теплом и технике сварки, описанных ранее, чтобы добиться хорошего сварного шва.
Сварка чугуна MIG
Хотя ни один профессионал не рекомендовал бы MIG по сравнению с другими формами, сварка чугуна очень возможна с помощью сварочного аппарата MIG. Вот несколько советов по сварке чугуна методом MIG:
- Лучшим выбором для проволоки MIG будет специальная никелевая проволока, но это самый дорогой вариант, также можно использовать проволоку MIG из нержавеющей стали.
- Газ 80/20 (80% аргона, 20% углекислого газа) отлично работает в большинстве ситуаций, однако единственным недостатком этого варианта является то, что сварной шов в конечном итоге ржавеет. Хотя, будучи чугунным, этот материал естественно подвержен ржавчине.
- Использование проволоки для припоя возможно для скрепления отливки, но это непрочный сварной шов, и он не рекомендуется для металлов, которые будут подвергаться ударам или нагрузке.
- Шпильки можно использовать для придания сварному шву механической прочности, но это зависит от выполняемой работы.
Сварка чугуна TIG
При сварке TIG чугуном никелевая проволока – единственный реальный вариант, доступный для этой работы.Это может быть дорого, но процесс TIG может обеспечить прочный и чистый сварной шов на большинстве работ с чугунным покрытием.
Также можно сваривать чугун в холодном состоянии (пропустить этап предварительного и последующего нагрева) с помощью TIG, если вы используете правильный газ, проволоку и настройки. Этот процесс заслуживает отдельной статьи, но вот короткое видео с описанием процесса.
Дуговая сварка чугуна
Дуговая или электродная сварка часто является предпочтительным методом для многих сварщиков. Это просто, и имеется широкий выбор электродов для различных работ, многие аппараты для дуговой сварки доступны как для коммерческих, так и для бытовых целей по разумным ценам.
Как правило, большинство структурных ремонтов можно успешно отремонтировать с помощью пайки с использованием неизолированного бронзового стержня, ацетиленовой горелки и флюса. Хотя в любой сварочной ситуации выбор правильного электрода часто сводится к: стоимости, машинным возможностям и тому, является ли сварка однопроходной или многопроходной.
Какой пруток лучше всего подходит для сварки чугуна?
ПРУТКИ НИКЕЛЯ 99%
Электроды на основе никеля часто дороги и считаются премиальными. Стержни с содержанием 99% никеля позволяют получать сварные швы, которые поддаются обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора.
ПРУТКИ НИКЕЛЯ 55%
Более дешевый вариант, стержни 55% никеля экономичны. Они также обрабатываются и часто используются при ремонте толстых секций. Он также имеет более низкий коэффициент расширения, чем 99% стержень, что означает меньшее количество трещин на линии плавления.
СТАЛЬНЫЕ УДИЛИЩА
Самый дешевый вариант, стальные электроды, лучше всего использовать для несложного ремонта и заливки. Они не поддаются механической обработке и дают твердые сварные швы, требующие дополнительной шлифовки для завершения обработки. Однако преимуществом является то, что этот стержень намного удобнее в использовании при дуговой сварке и может выдерживать отливки, которые не были полностью чистыми перед сваркой.
Советы для сварки чугуна с мягкой сталью
Если работа требует сваривания чугуна с низкоуглеродистой сталью, сварка электродом – отличный способ сделать это. Несколько прихваток и несколько ударов щеткой для шлака делают эту работу легкой. Работа при 95 А на DCEP (положительный электрод постоянного тока) даст отличные результаты.
Как НЕ сваривать чугун
Наконец, они говорят, что обучение лучше всего проводить после ошибки. Один из самых популярных сварщиков Youtuber, ChuckE2009, помогает пропустить этот шаг и показывает, почему не все типы сварки предназначены для чугуна.
советов, как успешно сварить чугун – сделать его из металла
Не могу сказать, сколько раз мне говорили, что чугун нельзя сваривать. В некоторой степени, многие опасения верны, работать с этим довольно неприятно. Но есть – это способов заставить его работать.
В этом посте я расскажу о некоторых из этих вариантов, а также о плюсах и минусах каждого из них.
Почему сварка чугуна – такая сложная задача
Это, вероятно, лучшее место для начала.Что такого особенного в чугуне? Он довольно легко плавится, так почему же его так сложно сваривать?
Сваривать чугун сложно, потому что он имеет высокое содержание углерода (примерно в 10 раз больше, чем у большинства сталей), а также хрупкость и склонность к растрескиванию. Термические напряжения сложно устранить из зоны теплового воздействия, и трещины, вероятно, будут со временем распространяться.
Это может стать кошмаром, если все сделать неправильно – вы получите деталь, которая будет ломаться на части или мгновенно сломаться под воздействием стресса.Хотя, честно говоря, чугун потрескается даже в хороший день, если он находится под растягивающей нагрузкой.
Тем не менее, есть несколько способов снизить этот риск.
Подготовка зоны сварки
Это действительно критично с железом. Скорее всего, на детали, над которой вы работаете, будет значительное количество ржавчины, поэтому убедитесь, что вы хорошо поработали, чтобы добраться до голого блестящего металла.
Как правило, сваривать два куска железа вместе – плохая идея, лучше пайкой.Подробнее о пайке позже. Сварка чугуна намного эффективнее при ремонтных работах, таких как треснувшие детали или когда вы просверлили отверстие в неправильном месте, и вам нужно его заполнить.
Если есть трещина, которую вы пытаетесь отремонтировать, ее необходимо как следует заделать. Когда вы коснетесь голого металла, должно быть очевидно, что трещина будет видна в виде темной линии. Иногда, используя более тонкий диск для сглаживания металлической поверхности, легче будет отчетливо увидеть трещину.
На обоих концах трещины просверлите отверстие.Это предотвратит распространение трещины. Мне нравится сверлить немного дальше конца видимой трещины. Таким образом, трещина дойдет до отверстия и остановится. Это снижает вероятность того, что на другой стороне отверстия есть трещина, из-за которой трещина просто возобновится с того места, где она остановилась.
Если не просверлить концы трещины перед сваркой, маловероятно, что деталь останется вместе после повторной сварки. Он вполне может просто продолжать трескаться, пока вы его свариваете, или со временем просто сломается.
Растирайте до дна трещины. Для большинства работ это будет означать шлифование металла насквозь.
Сварка с предварительным нагревом
Это мой предпочтительный метод сварки, когда это возможно. Это не так уж сложно, но поможет, если вы достаточно опытный сварщик. Знание того, как правильно подогревать металл и контролировать температуру на лету, – хорошие навыки, которые нужно иметь под своим поясом, прежде чем пытаться это сделать.
Плюсы:
- Самый стабильный способ сварки чугуна, но он все же не идеален.
- Идеально подходит для деталей, которые должны выдерживать термоциклирование.
Минусы:
- Иногда просто невозможно нагреть деталь настолько, чтобы она могла прогреться должным образом.
- Настройка сложнее – вам понадобится фонарик из бутонов розы и способ замедлить охлаждение, например изолирующее одеяло или сухой песок.
- Площадь сварного шва редко бывает сильнее, чем непораженная зона.
- Существует риск того, что область вокруг сварного шва потрескается, даже если процесс выполнен правильно.
Необходимое оборудование:
- Для сварки MIG, TIG или дуговой сварки.
- Присадочный пруток / проволока для чугуна. Мне нравится использовать 308L, но есть много вариантов, которые отлично работают.
Инструкции по предварительному нагреву
Предварительно нагревая утюг до 500–1200 градусов по Фаренгейту, вы существенно уменьшите внутренние напряжения в нем. Это поможет предотвратить растрескивание детали вокруг сварного шва в зоне термического влияния.
Если у вас есть инфракрасный термометр, то непременно используйте его. Но если вы этого не сделаете, вот трюк, чтобы узнать, какова температура:
.Железо начинает светиться тускло-красным светом при температуре около 900 градусов по Фаренгейту. Так что, если вы положите на него свой фонарик и позволите ему просто начать светиться, то вы знаете, что у вас хорошая температура для сварки. Лучше всего сделать это внутри в более темном месте, чтобы вы заметили, когда он начинает светиться.
Не торопитесь, нагрейте его, убедитесь, что он медленный и ровный.Кроме того, не позволяйте утюгу нагреваться выше 1400 F (ярко-красный). Это критический диапазон температур железа. Сварка такая горячая = плохая.
В идеале нагреть всю деталь. Если деталь слишком большая и вы не можете нагреть ее целиком, нагрейте как можно большую площадь. Вам нужно, чтобы область вокруг сварного шва была должным образом нагрета на несколько дюймов (я предпочитаю снимать как минимум на 12 дюймов), чтобы правильно распределить внутренние напряжения.
Инструкции по сварке
Не позволяйте детали слишком сильно остыть, пока вы над ней работаете.Остановитесь и разогрейте столько раз, сколько вам нужно, чтобы температура детали оставалась выше 500 F. Плохие вещи случаются, когда вы пытаетесь выполнить предварительно нагретые сварные швы ниже этого значения – внутреннее напряжение просто не рассеивается, и вы в конечном итоге треснувшая часть.
Честно говоря, вариантов присадочных материалов десятки. Не стесняйтесь экспериментировать. Многие люди рекомендуют присадки на основе никеля, и они действительно хорошо работают, особенно если вам нужно обработать деталь после сварки. Просто они очень дорогие.
Если вы делаете что-то, что не требует механической обработки, например выпускной коллектор, попробуйте использовать провод 308L. Это все еще недешево, но и не так плохо, как никель. Он будет хорошо держаться и переносить жару.
Сварка слабым током. Слишком большое – приведет к дополнительным напряжениям, которые гарантированно потрескаются позже, если не во время сварки.
Pro Совет: Не начинайте и не останавливайте сварку в одной и той же точке при укладке дополнительных валиков.Вы получите накопление стрессов и потенциальную точку взлома. Вместо этого попробуйте использовать L или J-образную форму плавного движения на линии сварного шва, чтобы каждый сварной шов начинался и заканчивался в разных местах.
Хорошая особенность сварки с предварительным нагревом заключается в том, что вам не нужно сшивать сварные швы, если вы не перегреваете их. Вы можете просто дать и сделать. Во всяком случае, гораздо больше, чем подход без предварительного подогрева.
После инструкции по сварке
После каждого валика убедитесь, что вы тщательно обработали сварной шов.Это поможет избавиться от лишних напряжений и предотвратить растрескивание в дальнейшем.
Одна вещь, которая действительно важна, – это медленное восстановление. Оберните деталь изолирующим одеялом или закопайте ее в сухой песок, чтобы дать детали медленно остыть и ослабить напряжение. Быстрое воздушное охлаждение = растрескивание.
В целом, я считаю, что метод предварительного нагрева лучше всего подходит для всего, что будет испытывать термоциклирование (например, выпускные коллекторы или старые блоки двигателя). Это будет наиболее эффективный способ получить прочный сварной шов, который не трескается сразу.
Тем не менее, если вы хотите больше декоративных элементов, вы можете обойтись без предварительного нагрева.
Сварка без предварительного нагрева
Во-первых, вам не стоит заниматься сваркой в холодном состоянии. В идеале заготовка должна быть нагрета примерно до 100 градусов по Фаренгейту, иначе она обязательно треснет.
Практическое правило заключается в том, чтобы иметь заготовку при температуре, при которой вы можете держать ее голой кожей, чтобы она не обожгла вас. Некоторые парни просто бросают деталь в шашлык на 15 минут и запекают до температуры.Не позволяйте ему остыть слишком сильно, пока вы работаете над ним, но как только вы начнете работать, скорее всего, тепло от сварки будет держать его достаточно теплым.
Плюсы:
- Легче настроить, не требуется горелка для предварительного нагрева или медленного охлаждения.
- Для многих приложений работает достаточно хорошо.
Минусы:
- Более склонен к растрескиванию, чем при использовании метода предварительного нагрева.
- Намного больше внутренних напряжений.
Необходимое оборудование:
- Для сварки MIG, TIG или дуговой сварки.
- Присадочный пруток / проволока для чугуна. Мне нравится использовать 308L, но есть много других вариантов, которые отлично работают.
- Изоляционное покрывало или сухой песок, выдерживающий высокие температуры. Это используется для медленного охлаждения детали.
Препарат
По сути, это то же самое, что требуется для предварительного нагрева.
- Удалите всю ржавчину в области сварного шва и убедитесь, что у вас есть блестящий голый металл.
- Просверлите отверстия на обоих концах трещины, чтобы предотвратить ее распространение.
- Пришлифовать трещину до дна.
- Отшлифовать фаску для сварного шва.
Инструкции по сварке
Опять же, вам нужно поддерживать низкое напряжение и контролировать тепло. Проведите сварку не более чем на 1 дюйм за раз и дайте ей остыть, прежде чем продолжить. Очень важно, чтобы работа не светилась, пока вы над ней работаете.
Если вы начнете с одного конца и сделаете шов в классическом стиле, вам не придется ждать, пока он остынет, поскольку он остынет, пока вы свариваете другую секцию.
После инструкции по сварке
Упрочнение абсолютно необходимо, если вы не выполняете предварительный нагрев. В идеале используйте пневматический молоток или аналогичный инструмент, чтобы можно было очень тщательно снять напряжение.
Внимательно осмотрите его на предмет трещин после обработки. Пойдите в город с металлической щеткой и посмотрите, есть ли какие-либо видимые участки, где началось растрескивание. Постарайтесь как можно лучше подправить эти области, со временем они станут только хуже.
Горелка для пайки
Это на самом деле , действительно, хороший вариант, когда приложение позволяет вам это сделать.Пайка восстановит деталь почти до ее первоначальной прочности.
Чугун очень хорошо переносит пайку, потому что он очень пористый. Обычно требуется небольшая дополнительная подготовка, чтобы убедиться, что поверхность достаточно чистая, но обычно оно того стоит.
Подготовьте металл так же, как и к сварке – сделайте фаску или надрез на месте пайки. Вы также должны зажать деталь как можно лучше – железо действительно будет деформироваться при остывании, и зажим поможет противодействовать этому.
Во многих справочниках будет сказано, что пайка не идеальна для деталей, работающих при температуре более 400 градусов по Фаренгейту, поскольку пайка часто теряет значительную прочность при этой температуре. Честно говоря, есть много ребят, которые паяют выпускные коллекторы для ремонта, и они отлично держатся. Пайка размягчается, но этого достаточно. Просто, возможно, избегайте этого, если это деталь, которая находится под нагрузкой при такой температуре.
Обычные прутки для пайки железа – это серебро, латунь или никель. Обычно я использую латунь, но делаю то, что делает вас счастливыми.
Плюсы:
- Действительно прочный, надежный способ устранения трещин и соединения металла.
- Может также работать для соединения разнородных материалов. Например, сталь к железу.
Минусы:
- Очень хорошо видно – любой ремонт будет заметен, так как пайка будет другого цвета. Это может оказаться непрактичным для некоторых косметических применений.
Необходимое оборудование:
- Горелка для пайки или кислородно-ацетиленовая сварочная горелка.Для более крупных предметов потребуются большие факелы.
- Прутки для пайки – обычно используются латунь, серебро и никель.
- Изоляционное одеяло для медленного охлаждения.
Очистка утюга
Есть несколько дополнительных проблем, которые более заметны при пайке. Одна из этих проблем связана с графитом.
Поскольку в железе такое высокое содержание углерода (примерно 2-4%), этот углерод не полностью абсорбируется металлом. Вместо того, чтобы равномерно и равномерно распределяться в чугуне, он слипается и кристаллизуется в чешуйки графита.
Это может быть настоящей болью при пайке, это очень затрудняет смачивание. Даже если поверхность только что отшлифованная и чистая, железо с более высоким содержанием углерода может вызвать проблемы.
Мне нравится ездить на нем в город с действительно чистой латунной проволочной щеткой. Это просто помогает выбить некоторые из этих чешуек графита. После этого протрите поверхность спиртом, пока не перестанет отрываться серый графит.
Если у вас есть оборудование для дробеструйной обработки детали стальной или никелевой дробью, то сейчас самое время ее использовать.Он действительно хорошо справится с удалением излишков графита.
После этого используйте окислительное пламя (пламя с избытком кислорода, которое издает громкий шипящий звук), чтобы сжечь оставшийся графит. Вы можете увидеть это как искры, когда поверхность станет горячей.
Как только это будет сделано, все готово.
Зажим
Это действительно важно. Если вы не прижмете деталь плотно, вы не получите ее прямо.
По возможности прижмите его к твердому плоскому сварочному столу с помощью С-образных зажимов. Если вы работаете над каким-либо корпусом, вы можете подумать даже о том, чтобы изготовить для себя небольшое приспособление, которое действительно сможет надежно удерживать все на месте.
Вам необходимо, чтобы ваш зажим был очень прочным, чтобы ничто не могло двигаться на вас во время пайки. В противном случае деталь будет деформироваться как сумасшедшая, и вам будет очень неприятно все выравнивать. Это шаг, на который стоит потратить время, не торопитесь.
Инструкции по пайке
Как только вы убедитесь, что поверхности чистые и все надежно закреплено, пора нагреть деталь.
Добавьте приличное количество флюса в область, которую вы будете паять, и постарайтесь сделать это как можно тщательнее. Нагрейте заготовку аккуратно и равномерно, не слишком быстро, особенно если вы работаете с более мелкой деталью.
Чтобы это сработало, необходимо довести утюг до красивого вишнево-красного цвета. В этот момент флюс полностью расплавится.Не нагревайте до такой степени, чтобы утюг начал плавиться.
Когда утюг станет красивым и блестящим, поскребите пруток о поверхность. Если он достаточно горячий и флюс выполняет свою работу, он должен немедленно намочить поверхность металла и прочно прилипнуть к ней.
Не торопитесь и постепенно наращивайте припой до тех пор, пока он не станет немного выше скошенной области. Таким образом, вы сможете измельчить его, чтобы он стал наполовину респектабельным.
На самом деле, это требует некоторого мастерства.Будьте терпеливы по отношению к себе и не ждите, что первый выйдет в чистом виде. В идеале попробуйте выполнить несколько упражнений, прежде чем припаять какое-нибудь железо, действительно важное для чего-то.
Инструкции по охлаждению
Крайне важно не отпускать деталь до тех пор, пока она не остынет на ощупь. В нагретом железе так много внутреннего напряжения, что вы, скорее всего, никогда больше не сможете это исправить.
Медленное охлаждение тоже очень важно. Закончив пайку, накройте деталь изолирующим слоем, чтобы замедлить процесс.Вам понадобится несколько часов, чтобы он стал достаточно прохладным, чтобы его можно было трогать.
Вам, вероятно, лучше всего просто изолировать его и дать остыть в течение ночи. Таким образом вы действительно сведете к минимуму риск растрескивания и деформации.
В конечном счете, я обнаружил, что пайка дает наилучшие результаты с точки зрения механики. После того, как это будет сделано, он может выглядеть не самым красивым, поскольку цвет припоя подчеркнет ремонт, но он должен быть очень прочным.
Однако на самом деле не существует единого подхода, который работал бы для каждого приложения.Если вы часто работаете с железом, было бы хорошо изучить все эти методы ремонта.
Есть ли у вас какие-нибудь хитрости или верные способы работы с железом? Или есть вопросы? Делитесь ими в комментариях.
Процедура сварки чугуна [Пошаговое руководство]
Чугун – хрупкое, дешевое изделие, которое нужно исправить, но оно используется повсюду, от мастерской до кухни. Обнаружить трещину в чугунных деталях для таких владельцев машин – беда.Замена сломанной детали или наем обученных специалистов по сварке чугуна для плавления трещины могут привести к огромным финансовым потерям. Вы используете это как возможность изучить , как сваривать чугун , новый навык.
Приняв вызов , сварите чугун безупречно, поскольку неправильный ход может еще больше разрушить вашу сломанную деталь. Неукоснительно придерживайтесь рекомендаций, чтобы сварочная машина из чугуна не имела трещин и имела внутреннюю прочность, достаточную для того, чтобы выдержать предназначение компонента.Ваша миссия как сваривать чугунные детали поможет сэкономить ваши деньги и время.
Сварка чугуна собственными силами требует тщательного исследования в четыре основных этапа, чтобы узнать, как сваривать чугун .
- Идентификация сплава
- Тщательная очистка детали
- Выбор температуры предварительного нагрева
- Выбор техники сварки
Семейство железоуглеродистых сплавов с 2-4% углерода делает их твердым чугунным металлом.Он менее податлив, менее пластичен, не растягивается и не деформируется при нагревании. Вместо этого они трескаются и чрезвычайно затрудняют процесс сварки.
Существует много типов, и мы показываем свариваемость чугуна .
Серый чугун – Сложно сваривается
Белый чугун – несвариваемый, почти
Ковкий чугун – Сварка меняет свойства, делая его бесполезным
Ковкий чугун – Редко свариваемый, медленный и длительный процесс.
Тип чугуна всегда лучше определять по инструкции, совету производителя. Изучите трещину, поскольку она меняет свой характер с течением времени. Свариваемый чугун из котёнка серого типа. Это единственный чугун, который можно использовать для плавки. Вы можете обратиться за помощью к опытному сварщику чугуна для получения идеального сварного шва.
2. Очистка литых сварных поверхностейКак и в большинстве случаев сварки, чем чище поверхность, тем лучше сварка.Очистите поверхности от краски, жира, масла и посторонних материалов. Лучше осторожно и медленно прикладывать тепло к области сварного шва в течение более короткого времени, чтобы удалить захваченные газы.
Мы разработали простой тест для оценки готовности чугуна. Наносим сварной шов на металл, в случае примесей зона шва будет пористой. Зашлифуем этот сварочный проход и будем повторять испытание до исчезновения пористости.
При обточке поверхность детали намеренно деформируется ударом молотка, таким образом расширяя поверхностный слой в поперечном направлении.Таким образом, стабильная подстилающая поверхность позволяет расширять поверхностный слой, который является полезным слоем остаточных напряжений сжатия. На это подойдет молоток с ударно-ударной головкой, чтобы предотвратить растрескивание. Это не обязательное явление, которое может быть полезным инструментом при неровной трещине. Предварительный нагрев и медленное охлаждение детали являются ключевыми при сварке чугуна .
3. Предварительный нагрев или холодная сваркаСварка чугуна имеет две точки зрения: одна – это горячая сварка, а другая – холодная сварка.Многие соглашаются с предварительным нагревом как лучшим выбором, в то время как немногие используют минимальный нагрев или холодную сварку. Нам необходимо принять один, потому что в отличие от других металлов чугун хрупкий и имеет минимальную способность деформироваться при изгибе, сжатии и расширении.
Каждый металл имеет свойство деформироваться при нагревании из-за теплового расширения. Предположим, что одна часть металла нагревается или остывает быстрее, чем другая, затем треснет, и в сварном шве чугуна возникнет напряжение. Предварительный нагрев сводит к минимуму этот эффект нагрева вблизи зоны сварного шва, поддерживая температуру, близкую к температуре зоны сварного шва.Благодаря этому весь компонент изменяется равномерно. Лучше не подвергать компонент чрезмерному нагреву, так как чугун имеет свойство меняться, когда температура превышает 1400 градусов по Фаренгейту.
Холодный способ сварки чугуна без предварительного нагрева может быть полезным, поскольку он снижает общую температуру. Этот процесс не дает видимых трещин и дает более прочный сварной шов. Внешний вид может быть прекрасным, но внутренняя прочность остается низкой при холодной сварке.
Мы заметили, что обученные сварщики чугуна, которые ремонтируют или производят деталь, предпочитают только метод предварительного нагрева.Нам нужен готовый сварной шов из чугуна, который не только заметно трескается, но и прочен внутри.
4. Выбор техники сварки и расходных материаловВы определили, что серый чугун подлежит сварке, теперь пора выбрать процедуры сварки чугуна . Наилучший способ сваривания чугуна – это любой процесс сварки, при условии, что вы выберете точный присадочный материал и процесс. Мы основываем выбор процесса сварки на личных предпочтениях, но перед окончательным выводом необходимо учесть несколько факторов.
Если мы наткнулись на обработанную поверхность для сварки, то предпочтение может быть отдано сварке TIG , поскольку брызги от стержня и сварочного чугуна MIG могут повредить чистую поверхность. Сварка TIG остается без брызг и выбора.
Если вы попытаетесь уменьшить чрезмерное нагревание и быстрое охлаждение в процессе электросварки, лучшим вариантом будет кислородно-ацетиленовый. Он легко поддерживает температуру компонентов и другие замечательные возможности для сварки чугуна.
Сварка стержнем является альтернативным методом сварки чугуна , в котором используется электрод с флюсом. Обработка требуется после того, как мы завершим этот процесс. Выбор подходящего присадочного металла – это основа сварки чугуна.
Пайка может быть другим процессом соединения чугуна, но не сваркой. Вы можете адаптировать его, когда по какой-то причине возникают проблемы со сваркой. Грязные или ржавые поверхности могут не соединяться, поэтому необходимо очистить поверхности. Сварочный пруток из чугуна действует как присадочный материал, который склеивает поверхности и соединяет детали после охлаждения.
Выбор подходящих расходных материалов для электродов и проволокиАссортимент присадочной проволоки и электродов, которыми можно сваривать чугун, невелик. Доступные на рынке не предназначены только для чугуна. Они могут быстро остыть, вызвать трещины от напряжения и неправильно соединиться. Ниже приведены несколько доступных на рынке вариантов.
С высоким содержанием никеля: Этот электрод является лучшим из имеющихся на рынке, поскольку он мягкий и поддается механической обработке.По внешнему виду похож на чугун, и он тоже не остывает быстро. Недостатком этого электрода является то, что он очень дорогой и не подходит для сварки толстых участков.
Смесь никеля 55%, железа 45%: В сварке он выглядит так же, как чугун, но вполне доступен. Сварной шов, который он производит, поддается механической обработке, но он намного тверже, чем никелевый шов. Усадка меньше, чем у большинства железных стержней, поэтому электрод имеет наименьшее возможное растрескивание.
Утюг: Сварка этим стержнем дает цвет, отличный от цвета чугуна.Свойство к усадке очевидно и затрудняет его использование при сварке чугуна. Он затвердевает во время сварки, но не поддается механической обработке. Это экономичный вариант, который можно отшлифовать.
Нержавеющая сталь л: Чугун при соединении с нержавеющей сталью не изменяет своих свойств и не твердеет, как расходные материалы для железа. Он не расширяется и не сжимается значительно во время нагрева и охлаждения в процессе плавления, что затрудняет его использование. После сварки получается поддающийся механической обработке процесс.
Пайка бронзы: У нас есть выбор: пайка с кислородно-ацетиленовой пайкой или с аппаратом для сварки TIG. Мы можем предоставить прочную заплату в трещине или между двумя компонентами, которые хотят соединиться. Пайка здесь приведет к разделению двух поверхностей без изменения основных свойств чугуна.
Отделка с медленным охлаждениемОхлаждение – самая важная часть процесса сварки чугуна . Чем медленнее охлаждение, тем лучше результаты. Ни в коем случае нельзя обливать свариваемую деталь холодной водой или сжатым воздухом.
Пусть охлаждение может занять несколько дней, даже для лучшего результата без трещин. Медленного охлаждения можно добиться, поместив сваренные детали в песок или в теплую духовку. Равномерное охлаждение является обязательным, чего нельзя добиться при охлаждении на стенде. Задача – добиться высокого качества сварки без увеличения времени охлаждения. Мы можем применять периодический нагрев для равномерного охлаждения детали.
Трещина возникает в результате растягивающего напряжения при тепловом сжатии. Как только это напряжение достигает критического стыка, в сварном шве образуется трещина.Мы можем применить сжимающее напряжение, чтобы уменьшить растягивающее напряжение, возникающее при охлаждении сварного шва. Уплотнение – это процесс, который может значительно помочь предотвратить образование трещин.
При закрытииЧугун – это обычно сварной металл. Прочность и полезность чугуна остаются такими же, как если бы не сварная деталь. Мы обсудили пошаговое обучение сварке чугуна . Если вы хотите выполнить сварку на собственном предприятии, точно выполняйте каждый шаг.Наилучших результатов можно достичь при изучении сплава, выборе способа сварки, выборе присадочной проволоки. Не пропустите ни одного шага, чтобы добиться почти идеальных результатов.
Надеюсь, вам понравилась пошаговая инструкция по сварке чугуна. Вы можете сэкономить время и деньги, работая самостоятельно. Идеальную сварку с внутренней прочностью вы можете нанять профессионального сварщика чугуна. Мы готовы помочь вам на любом этапе.
Сеансы вопросов и ответовСталь тверже чугуна?
Споры о том, какой металл прочнее, сталь или чугун.Я думаю, что у чугуна больше прочности на сжатие, а у стали больше на растяжение. Сталь твердая и легкая в литье. Трудно решить, что сильнее.
Прилипнет ли магнит к чугуну?
Магниты могут прикрепляться только к металлу / сплаву, в состав которого входят такие прочные металлы, как железо и кобальт. Такие металлы, как латунь, медь, серебро и золото, в их естественном состоянии не притягивают магниты.
Можно ли сваривать чугун?
Можно сваривать сломанные чугунные детали сваркой.Мы должны тщательно изучить деталь, состав сплава, присадочный материал и очистку деталей.
Как можно паять сварной чугун?
Для пайки чугуна нужен специалист. Это можно осуществить, отшлифуя паз от 1/16 до 1/8 дюйма в сплаве. Наконечник для пайки становится огненно-красным при температуре 600 градусов и продолжает нагревать и заполнять зазор, не меняя основной металл.
Какой клей лучше для чугуна?
Жидкий сварной шов по названию стальной эпоксидной смолы и смолы.Их необходимо перемешать перед использованием, но эпоксидная смола затвердевает быстрее, чем смола. Эпоксидная смола затвердевает за 5-30 минут, а смола – за 8-10 часов. лечить.
Можно ли сварить блок цилиндров из чугуна?
Можно сварить дуговой сваркой с использованием подходящего прутка. Сварка может вызвать деформацию блока цилиндров или сделать зону сварного шва более хрупкой и склонной к растрескиванию. Здесь может помочь холодная сварка.
Почему трудно сваривать чугун?
Сваривать чугун можно, но это значительно затрудняет сварку, поскольку чугун имеет очень высокое содержание углерода.Нагрев и охлаждение при этом делают его более твердым и хрупким, что делает его более склонным к растрескиванию. Этого можно достичь, правильно выполнив этапы сварки чугуна .
Почему чугун трескается при сварке?
Он гораздо менее податлив, чем сталь. Сварка вызывает растягивающее напряжение. Цикл нагрева и охлаждения при сварке вызывает расширение и сжатие, приводящее к растрескиванию, а не к растяжению или деформации.
Улучшается ли чугун с возрастом?
При хорошем уходе и хранении чугунное изделие прослужит намного дольше, чем ожидалось.С возрастом и временем он становится лучше, благодаря процессу, известному как добавление приправ.
Вот еще несколько статей о сварке чугуна .
Как сваривать чугун: простые шаги и советы
Сварка чугуна может быть сложной задачей из-за свойств материалов. К сожалению, это часто необходимо из-за растрескивания, связанного с удлинением металла. Не путайте чугун со сталью, поскольку методы для одного типа чугуна не всегда применимы к чугуну.К счастью, сварка чугуна может быть успешно выполнена при наличии некоторой практики и опыта.
Сварка чугуна требует меньшего нагрева и небольших валиков (1 дюйм), чтобы избежать растрескиванияТри важных момента при сварке:
- Подготовка – снятие фаски или сверление до и после трещин, очистка поверхности
- Количество тепла – всегда низкое и медленное
- Выбор правильного стержня – чем больше никеля, тем лучше
Основы сплава чугуна
Чугунное литье относится к семейству углеродистых сплавов с примерно 2.Содержание углерода от 4% до 4,5%. Это сплав кремния, углерода и железа (железа). Твердость углерода делает его одним из наиболее часто используемых материалов в строительном бизнесе. Процент углерода, смешанного с железом, – это то, что делает чугун желательным сплавом, поскольку он может быть обработан механической обработкой, гасит вибрации, имеет низкую усадку и высокую текучесть.
Углерод в чугуне также делает металл хрупким и растрескивающим при нагрузке. Например, у стали удлинение до растрескивания составляет 20%, а у чугуна – 1%.
Что делает чугун одним из самых сложных для сварки материалов, так это то, что он имеет довольно необычное поведение. При сварке чугуны не растягиваются и не деформируются при нагревании. Скорее, металл может треснуть под воздействием тепла, а затем охлаждения, что затрудняет весь процесс сварки.
Чугун потрескается при напряжении или удлинении от 1% до 2%Точка плавления чугуна
Чугун имеет температуру плавления от 1100 ° до 1300 ° по Цельсию (2112 ° – 2372 ° по Фаренгейту) из-за высокого содержания углерода.Сталь имеет более высокую температуру плавления – 1450 ° C (2642 ° F). Поскольку чугун имеет более низкую температуру плавления, его легче использовать при работе с формами, трубопроводной арматурой, коллекторами, корпусами клапанов, насосами, трансмиссиями, водяными рубашками, гильзами, головками и блоками двигателей.
Типы чугуна
Ниже приведены некоторые из наиболее распространенных типов сплавов чугуна. Каждый из этих сплавов обладает особыми свойствами, поэтому для достижения наилучших результатов могут потребоваться различные сварочные инструменты и методы.
- Высоколегированный (изготовленный путем добавления сплавов к пластичному, белому или серому чугуну)
- Пластичный
- Ковкий
- Белый
- Серый (наиболее распространен и используется примерно в 90% случаев.Изготовлен из кокса, известняка, стального лома, лома чугуна и чугуна). Название происходит от серого цвета любых трещин или изломов.
Общий состав серого чугуна:
- Кремний 2% – 2,4%
- Углерод 3% – 3,25%
- Марганец 0,6% – 0,7%
- Фосфор не более 0,2%
- Сера не более 2%
- Остаток железа
Чугун не может быть согнутым или выкованным в определенную форму, иначе металл треснет.Он поддается механической обработке и отличается износостойкостью.
Идентификация чугуна
Чугун можно идентифицировать по следующим признакам:
- Сварные швы не видны.
- Видно. Линия литья из двух половин формы.
- Сколы на металле с помощью молотка и зубила. Если металл сколачивается мелкими фрагментами, то это чугун. Если вы видите одну сплошную стружку, значит, металл стальной.
- Испытание искры дает слабые красные искры, за которыми следуют желтые звезды.Сталь в конце образует небольшие искры.
Методы сварки чугуна: дуговая, TIG или MIG
Хотя можно использовать все три метода, для домашней сварки мы рекомендуем дугу.
MIG: MIG требует газовой смеси аргона (80% аргона, 20% двуокиси углерода) и никелевой проволоки.
TIG: Как и MIG, используйте никелевую проволоку. Смотрите это видео для получения подробных инструкций.
ARC: ARC прост в изготовлении и подходит для базового ремонта. Используйте высококачественные никелевые стержни с содержанием 99%.Можно использовать композицию с содержанием никеля 55%, что дешевле. Если можете, используйте 99%.
Подготовка к сварке чугуна
При соединении двух деталей создайте скос под 45 °. Оставьте 1/3 толщины материала внизу- Очистите металлическую поверхность с помощью химикатов или щетки. Тщательно удалите краску, ржавчину, жир и масло.
- Удаление литейной корки с обеих сторон сварного шва (примерно 25/32 ″ или 20 мм).
- Удалите все дефекты, такие как пористость, усталый металл, трещины и раковины.
- Просверлите отверстия диаметром 1/8 дюйма примерно на 1/8 дюйма от каждого конца ремонтируемой трещины. Отверстия не позволят трещине расшириться за пределы трюмов во время ремонта.
- «U» или «V» заделайте трещину с помощью электрода для строжки или шлифовального станка. Паз должен быть 90 °. При сваривании деталей трещина должна быть под углом 45 °. Оставьте 1/3 дюйма толщины ниже буквы «V». Электродная строжка – самый эффективный метод.
- Кромки или острые углы следует закруглить, особенно если вы собираетесь обработать поверхность или заполнить ее после сварки.Цель состоит в том, чтобы предотвратить чрезмерное плавление основного материала в процессе сварки.
- При шлифовании области сварного шва удалите весь углерод (графит) с поверхности, чтобы он не попал в сварочную ванну.
Методы сварки
Существует три метода сварки чугуна. Какой из них вы выберете, зависит от задачи.
- «Холодная» электродуговая сварка : используется на больших деталях, где свариваемый элемент не может быть полностью предварительно нагрет, что делает этот подход наиболее распространенным.
- Горячая сварка (электрическая дуга, кислородно-ацетиленовая сварка, пайка) – используется для деталей, которые можно предварительно нагреть с помощью сварочной горелки, например, для небольших деталей. После сварки детали нуждаются в медленном остывании до комнатной температуры. Охлаждение может помочь, если после сварки детали зарываются в золу, песок или кизельгур.
- P олимерный ремонт : используется, когда металл окислен, что делает невозможным «горячую» сварку. В этом случае используется такой продукт, как пластиковая сталь.
Кислородно-ацетиленовая сварка – это тип сварки, применяемый для небольших деталей, которые можно нагревать с помощью горелки (называемая газовой сваркой ).
Этот вид сварки выполняется в следующие этапы:
- Во-первых, вы должны отрегулировать кислородно-ацетиленовое пламя в соответствии с требованиями к поверхности. Слишком слабое пламя может привести к хрупкому сварному шву. С другой стороны, сильное пламя может вызвать растрескивание чугуна. Вам нужно оставаться между этими двумя спектрами.
- Удерживая горелку в правой руке, а присадочный стержень в левой руке, непрерывным движением начните сварку от правого края листа к левому.
- Для идеальных результатов пламя перемещается из стороны в сторону или круговыми движениями, чтобы смесь хорошо перемешивалась. Заполняющий стержень следует перемещать вперед и назад по пластине.
- Продолжайте делать это до тех пор, пока не увидите корпус без трещин или утечек!
Сварка МИГ – еще один полезный метод, однако он может быть дорогостоящим из-за использования специальной железоникелевой проволоки. Тем не менее, это дает преимущество – чистый сварной шов без каких-либо остатков или беспорядка после сварки.
Альтернативным вариантом является использование проволоки для сварки MIG из нержавеющей стали, хотя конечные результаты могут иметь некоторые отклонения.
Как уже упоминалось, этот метод используется, когда детали невозможно предварительно нагреть или детали сложно демонтировать.
Ступени холодной сварки чугуна
«Холод» при холодной сварке чугуна относится к низкому нагреву, необходимому для основного металла.
Рекомендуемая сила тока
Низкая сила тока необходима, чтобы избежать глубокого сплавления основного материала и наполнителя.Причина, по которой избегают глубокого плавления, заключается в том, чтобы не допускать попадания графита и образующегося карбида железа в сварочную ванну. Рекомендуемая сила тока:
Предложения по току холодной сварки
Эти рекомендации относятся к ручной или плоской сварке вниз. При использовании сварки над головой уменьшите указанные ниже значения на 5–10%. При вертикальной сварке уменьшите на 5%.
Размер электрода
2,5 (3/32 ″)
3,2 (1/8 дюйма)
4,0 (5/32 ″)
5,0 (13/64 ″)
Приблизительная сила тока
50-80
70–110
100–140
130–170
Настройки неточны и зависят от машины, загрузки линии и размера задания.Попробуйте выполнить пробную сварку, чтобы определить, не слишком ли велика сила тока, что приводит к раскаленному электроду. Цель состоит в том, чтобы использовать как можно более низкую силу тока.
Электроды чугунные
Используйте электрод самого большого размера, который подходит к размеру канавки, но не используйте электрод настолько большой, что вы не сможете попасть в канавку. Электрод большего размера снизит тепловложение по сравнению с количеством используемого присадочного металла.
Никелевые электроды (AWS A5.15 E Ni-Cl): используйте этот тип электрода, если чугун старый, тонкий, или пропитанный маслом.Используйте это только для «смазывания» сторон чугуна, чтобы создать поверхностное уплотнение. Затем используйте никель-железный электрод.
Никель-железные электроды (AWS A5.15 E NiFe-Cl-A) : Используется для соединения стали и чугуна, нержавеющей стали и медных сплавов. Используется для чугуна, подверженного резким нагрузкам, вибрациям и деформациям.
Электроды для строжки
Размер электрода Наконечник:Если вы видите пористость в первом валике, переключитесь на электрод меньшего диаметра, меньшую силу тока и более высокую скорость сварки.Цель состоит в том, чтобы снизить тепловыделение основного материала.
Полярность
Различные полярности (прямая, обратная, переменный ток) по-разному влияют на плавление и тепловложение основного материала.
DC Прямая полярность: Этот тип полярности подключается к отрицательному полюсу и приводит к большому нагреву основания. В свою очередь, , вызывает чрезмерное копание и плавление. Чрезмерное плавление приводит к попаданию примесей в сварной шов, что снижает качество сварки.
Обратная полярность : Этот тип электрода дает неглубокую и широкую зону сварного шва с минимальным содержанием газов, серы, фосфора и графита.Он также снижает образование карбидов железа.
При использовании постоянного тока лучшим выбором будет электрод обратной полярности. Однако, если утюг загрязнен, вы можете попробовать более высокий нагрев с прямой полярностью.
Использование обратной полярности постоянного тока (электрод к плюсовому полюсу) позволит вам получить неглубокое поле с минимальным содержанием газов, серы, фосфора и графита. Используйте только прямую полярность (электрод к отрицательному полюсу). Следует использовать только для сильно загрязненного чугуна .Длина дуги
Следует использовать как можно более короткую дугу для снижения напряжения и минимизации нагрева основного материала.Было бы полезно использовать длинную дугу во время первого прохода, а затем уменьшить ее размер.
Сварка чугуна
Как уже упоминалось, необходимо минимизировать подвод тепла, чтобы снизить вероятность растрескивания. Металл чрезвычайно хрупкий, растрескивается при относительном удлинении от 1% до 2%.
НЕ используйте длинные непрерывные бусины. с максимальной длиной 1 дюйм (25 мм). Не ткать и использовать только для «смывания» отложений.
ЗАПРЕЩАЕТСЯ делать волны более чем на 1/2 диаметра электрода в каждую сторону от направления сварного шва.После того, как валик был помещен, заполните кратер и извлеките электрод обратным движением.
Удалите остроконечный молоток с закругленным концом, пока он горячий. Это растянет пчелу и снимет стресс. Прин, начиная с задней части кратера до того места, с которого вы начали. Наносите умеренные удары, чтобы оставалось лишь небольшое углубление. Сильные удары могут привести к появлению трещин. Можно использовать небольшой пневматический молоток.
После первого пчела нельзя ставить следующего, пока к нему нельзя будет прикоснуться голой рукой.Если вы чувствуете ожог, значит, он слишком горячий. НЕ СПЕШИТЕ.
Вы можете размещать бусы на таком расстоянии, чтобы избежать перегрева. Это называется пропущенной сваркой и подходит для больших работ / более длинных трещин.
ЗАПРЕЩАЕТСЯ накапливать бусинки друг на друга. Вместо этого используйте пошаговый подход, при котором каждая бусина перемещается на 1 дюйм за раз.
Рекомендуется подход StepWise, когда длина борта не превышает 1 дюйм.Не торопитесь и используйте «холодный» метод, если можете. Используйте высококачественный электрод, достаточно большой, чтобы обработать канавку.
FAQ
Какой сварочный стержень вы используете для чугуна?Чугун чаще всего сваривают прутком из чистого никеля или ферроникеля. Ферроникель на 47% состоит из никеля и на 53% из стали и дешевле.
Можно ли использовать сварочный аппарат MIG для сварки чугуна?Ответ – да, но не рекомендуется. Вы можете использовать Arc, TIG или MIG. Никелевая проволока MIG стоит дорого, но ее можно использовать с 80% аргона и 20% углекислого газа. Никелевая проволока TIG – единственный вариант для этого вида сварки.Предпочтительным методом является дуговая сварка с использованием прутков с содержанием никеля 99%. Вы можете использовать стержни с содержанием никеля 55%, но они имеют более низкий коэффициент расширения.
Как лучше всего сваривать чугун?Хотя вы можете использовать TIG, MIG или ARC, мы рекомендуем ARC. Перед сваркой предварительно нагрейте чугун, уменьшите огонь и продолжайте сварку.
Можно ли чугун сваривать или паять?Да, чугун можно сваривать или паять. Пайка часто используется для восстановления и обработки деталей. Рассмотрите возможность использования прутков для пайки Lincoln Electric 1/8 ″ с флюсовым покрытием, поскольку они хорошо плавятся с чугуном.
Справочная электронная книга
| Введение Чугун значительно хуже поддается сварке, чем низкоуглеродистая сталь. Чугун содержит гораздо больше углерода и кремния, чем сталь, в результате чего чугун менее пластичен и более металлургически деформируется при сварке.Однако было много успешных ремонтных швов чугуна, выполненных при ремонте и восстановлении отливок. Степень хрупкости и вероятность растрескивания свариваемого материала будет зависеть от типа отливки, термообработки и процедуры сварки. ПрепаратНаиболее важным аспектом сварки чугуна является обеспечение чистоты поверхности и отсутствия дефектов перед сваркой, поскольку отливки, которые были в эксплуатации, могут быть пропитаны маслом или смазкой. Все поверхностные загрязнения следует удалять с помощью растворителей, коммерческих очистителей или средств для удаления краски. Обшивку отливки необходимо удалить со свариваемых поверхностей. Слепые трещины и ямы должны быть полностью заделаны до прочного металла механическими средствами, такими как шлифовка, скалывание, роторное заполнение или дробеструйная обработка. Трещины следует выкопать на всю длину и глубину. Выкопайте губчатые участки и проколы. Пропитанное маслом или другими летучими веществами можно удалить с помощью окислительного кислородно-ацетиленового пламени для нагрева отливки или сварной канавки примерно до 900 ° F в течение примерно 15 минут, а затем путем чистки проволочной щеткой, шлифовки или ротационной заливки для удаления остатков.Преимущество этого метода заключается в дегазации отливки, а также удалении некоторого количества поверхностного графита. Новые отливки представляют меньшую проблему очистки, чем отливки, которые были в эксплуатации. Однако следует удалить корку отливки, песок и другие посторонние материалы с свариваемого стыка и прилегающих поверхностей отливки. Для ремонта потрескавшейся отливки просверлите отверстие на каждом конце трещины, чтобы предотвратить ее дальнейшее распространение, и протрите ее до самого дна.Начните сварку с просверленного конца трещины, где наибольшая фиксация, и двигайтесь к свободному концу. Отливки, которые должны передавать довольно большие рабочие нагрузки, часто имеют сварное соединение с помощью механических средств, таких как болтовые ремни или стягивающиеся обручи. Сломанные зубья больших чугунных шестерен иногда ремонтируют шипами. Отверстия просверливаются и нарезаются резьбой на поверхности трещины и ввинчиваются шпильки из мягкой стали. Затем они покрываются наплавленным металлом и наращиваются до требуемых размеров.После этого они обрабатываются или шлифуются для придания формы. Меры предосторожности при сварке чугуна
Хотя многое можно сделать без предварительного нагрева, растрескивание (из-за недостаточной пластичности отливок, особенно сложных форм) можно свести к минимуму с помощью подходящего предварительного нагрева. Как правило, все чугуны необходимо предварительно нагревать при кислородно-ацетиленовой сварке. Такой предварительный нагрев снижает требования к подводимому при сварке теплу. При использовании присадочного металла из чугуна необходим сильный предварительный нагрев, так как металл сварного шва имеет низкую пластичность при комнатной температуре.Чтобы избежать таких требований к предварительному нагреву, вы можете использовать Aufhauser NickelRod # 99 с основным металлом при комнатной температуре или немного выше нее. Сварной шов легко поддается подаче во время охлаждения и снимает сварочные напряжения, которые в противном случае могли бы вызвать растрескивание сварного шва.
Термическая обработка после сварки может состоять либо из полного отжига, либо из снятия напряжений: когда термообработка не применяется, сварную отливку обычно медленно охлаждают от температуры сварки до комнатной температуры, покрывая ее изоляционным материалом, таким как известь, молотый асбест или вермикулит. По возможности рекомендуется снятие напряжения при температуре 1150 ° F и затем охлаждение печи до температуры не менее 700 ° F. Полный отжиг при 1650 ° F иногда используется для максимального размягчения зоны сварного шва или более полного снятия напряжений. Однако отжиг снижает предел прочности на разрыв для всех видов чугуна, кроме самого мягкого. В критических областях применения, требующих радиографического или ультразвукового контроля после термообработки, отливки часто также проверяются перед обработкой, чтобы сэкономить ненужные затраты в случае обнаружения внутреннего дефекта. УпрочнениеУдовлетворительные сварные швы могут быть выполнены на чугуне без предварительного нагрева путем нанесения электродов на мягкие металлы и упрочнения сварного шва тупым инструментом (например, шаровым молотком) сразу после сварки. Это расширяет сварочный металл и противодействует эффектам усадки.Хорошей практикой является наплавка коротких участков сварного шва (по 50 мм за раз), а затем их упрочнение до того, как произойдет слишком сильное охлаждение. (Aufhauser NickelRod # 99 мягкий и допускает упрочнение). Серый чугунNickelRod # 99 больше подходит для однослойных покрытий и для заполнения небольших дефектов, так как наплавка остается легко обрабатываемой.Однослойные сварные швы сплава NickelRod # 55 не так поддаются механической обработке, как NickelRod # 99, однако они обладают повышенной прочностью и пластичностью. Сварные швы NickelRod # 55 более устойчивы к загрязнениям, таким как сера и фосфор, и превосходят электроды NickelRod # 99 при сварке отливок с высоким содержанием фосфора. Упрочнение является обязательным условием для серого чугуна. Соединение чугуна со сталью может быть выполнено с помощью литой NickelRod # 55 или NickelRod # 99, но предпочтительнее NickelRod # 55.Электроды на основе железа, включая типы с водородным контролем, обычно не рекомендуются для сварки чугунов. Кронштейны, проушины и даже изнашиваемые пластины могут быть прикреплены к отливке с использованием правильных параметров и Ковкий чугунКовкий чугун можно отремонтировать только с помощью стержня NickelRod # 55 из-за его более высокой прочности на разрыв и лучшей пластичности.При сварке ковкого чугуна проплавление должно быть низким, а широкие стыки или полости должны создаваться по бокам к центру. Следует использовать бусинку или узкое переплетение. Нанесите короткие шарики и дайте остыть до температуры предварительного нагрева. Упрочнение рекомендуется, но не так важно, как при сварке серого чугуна. Аустенитный чугунОбычно они привариваются с помощью стержня NickelRod # 55 .Хотя аустенитные отливки можно сваривать с помощью NickelRod # 55, сварной шов может быть неподходящим для применений, где свойства коррозионной / жаростойкости не соответствуют основному металлу. GMAW чугунаЧугун обычно считается несвариваемым при использовании процесса газовой дуговой сварки. FCAW чугунаДуговая сварка чугуна порошковой проволокой выполняется с использованием более высокого тока, чем при дуговой сварке экранированного металла. Это компенсируется более высокими скоростями перемещения, как при обычной сварке порошковой проволокой. Как серый, так и ковкий чугун, а также ковкий чугун можно сваривать методом FCAW.Подготовка и термообработка почти такие же, как и для SMAW. NickelRod # 55 и NickelRod # 99 наиболее подходят для FCAW чугунов. Кислородно-ацетиленовая сварка чугунаДля успешной кислородной сварки плавлением необходимо предварительно нагреть деталь до тусклого красного тепла (примерно 650 ° C).Нейтральное или слегка редуцирующее пламя следует использовать со сварочными наконечниками со средней или высокой скоростью пламени. Во время сварки следует поддерживать температуру. Как и при приготовлении SMAW, необходимо использовать печь, чтобы обеспечить равномерный нагрев крупных отливок. Важно, чтобы отливка была защищена от сквозняков во время сварки, и необходимо обеспечить поддержание необходимого предварительного нагрева. Важно избегать резкого замерзания отливки; в противном случае может быть получен белый чугун, который будет очень твердым и хрупким.Это может вызвать растрескивание или сделать последующее сопоставление невозможным. Кислородная сварка подходит для серого чугуна с электродом типа AWS A5.15 RCI Aufhauser RCI , RCI-A и должна использоваться с подходящим флюсом, таким как флюс для чугуна Aufhauser Cast Iron Flux. Аустенитный чугун можно сваривать только кислородной сваркой с использованием сварочного материала AWS RCI-B. Сварка чугуна припоемСварку припоя следует использовать только для ремонта старых отливок из-за плохого соответствия цвета, достигаемого с новыми отливками.Сварка пайкой подходит для серого, аустенитного и ковкого чугуна. Однако прочность соединения, эквивалентная сварным швам плавлением, возможна только для серого чугуна. Следует использовать нейтральное или слегка окисляющее пламя. Техническая и торговая информацияСварка твердым припоем имеет преимущества перед кислородной сваркой в том, что плавящийся материал плавится при более низкой температуре, чем чугун. Это позволяет снизить предварительный нагрев (320-400 ° C). Как и в случае с другими видами сварки, поверхность должна быть тщательно очищена, чтобы углерод не загрязнял наплавленный металл.В качестве расходных материалов для приложений следует использовать типы AWS RBCuZn-C (Aufhauser 681 Low-дымовая бронза ) и типы AWS RBCuZn-D (Aufhauser 773 Nickel Silver ). Пайка чугуновДля чугуна применимы любые процессы пайки, подходящие для стали. Операции до и после пайки должны быть аналогичны стандартным процессам пайки. Для чугуна можно использовать расходные материалы, подходящие для пайки углеродистой стали. Порошковое напыление чугунаПорошковое напыление особенно подходит для краев, углов, неглубоких полостей и тонких срезов, поскольку обычно нет следов поднутрения. Пористые участки необходимо отшлифовать до формы блюдца или чашки без выступающих краев.Острые углы, кромки и выступающие части должны быть удалены или закруглены, так как они могут растворяться в расплавленном металле, вызывая твердые пятна. Распыление и закрепление должны производиться в соответствии с обычным процессом порошкового напыления. Плоское или сложное железо можно соединить, нанеся на обе части по отдельности 1-2 мм наплавленного сплава, а затем соединив покрытие с помощью подходящего никелевого электрода SMAW. Расходные материалы изготовлены на основе никель-кремний-борной смеси. |