Виды сварочной проволоки для полуавтомата: типы и классификация
Сварочная проволока является одним из основных присадочных материалов, которые используются во время газовой сварки, а также для дуговой в среде защитных газов, которой является аргонодуговая сварка. Главной особенностью ее является то, что она не имеет покрытия. Таким образом, для получения качественного результата сваривания необходимо использовать дополнительную защиту, которой зачастую выступает газ. Благодаря своему широкому распространению расходный материал используется для сварки самых разнообразных металлов. Это обеспечивает то, что существуют различные виды сварочной проволоки, каждый из которых предназначен для своего рода процедур.
Сварочная проволока для полуавтомата
Данный материал применяется как для ручной сварки, так и для автоматической и полуавтоматической. Благодаря тому, что товар поставляется в катушках, можно осуществлять непрерывную подачу присадочной проволоки во время автоматического сваривания. Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Специально для таких случаев выпускают порошковые разновидности, которые дают эффект наилучшего качества, хотя могут применяться и другие виды. При выборе стараются больше ориентироваться на состав, так как чем ближе он к основному металлу, тем лучше получится шов. Поэтому, производители выпускают все под определенные марки металла, с которыми чаще всего проводится работа. Производится продукция согласно ГОСТ 2246-70.
Сварочная проволока согласно ГОСТ 2246-70
Преимущества
- Проволока отлично подходит для работы с автоматическими системами, так как они настраиваются на подачу со скоростью равной скорости плавления;
- Мотки составляют несколько метров, благодаря чему ими удобно пользоваться в производственной сфере;
- Отсутствие покрытия уменьшает вероятность появления брака из-за недостаточной просушки, вкраплений в составе и прочих негативных факторов;
- Существует множество моделей отличающихся только по толщине, что помогает удобно подобрать марку для работы с той или иной толщиной заготовки;
- Здесь наблюдается минимальный процент образования шлака, что не только улучшает качество соединения, но и убирает множество последующих процедур по зачистке готового результата и так далее.


Недостатки
- Проволока требует постоянной защиты, что повышает себестоимость процесса соединения металла;
- Хранить большие мотки далеко не всегда удобно, тем более что для этого требуются специальные условия, которые не всегда возможно обеспечить;
- Большие мотки также неудобно использовать в частной сфере, если требуется относительно небольшое количество процедур;
- При покупке проволоки в мотках достаточно сложно подобрать универсальный диаметр, так что нужно иметь в запасе одновременно несколько вариантов для разных типов заготовок;
- Практически всегда требуется использовать дополнительно флюс.
Классификация
Рассматривая виды сварочной проволоки, стоит понимать, для каких именно процедур они предназначены и какими свойствами обладают. Для этого есть несколько систем классификации. В первую очередь следует выделить основные группы, которые касаются содержания легирующих элементов в составе:
- С низким содержанием углерода в присадочном материале;
- Незначительное количество легирующих веществ в составе;
- Высоколегированная сварочная проволока.

Отдельно стоит выделить порошковую проволоку, которая преимущественно используются для автоматической сварки и дает отличный результат качества. Она представляет собой трубку, сделанную из малоуглеродистой стали, которая наполняется раскислительными порошками, стабилизаторами, которые предназначены для улучшения горения сварочной дуги, а также шлакообразующими веществами.
Порошковая проволока для сварки полуавтоматом
Классификация сварочной проволоки еще касается материалов ее изготовления. Классы распределяются согласно основному металлу, который занимает больше всего места в составе, тогда как остальное является мелким вкраплением для улучшения свойств сваривания. Выделяют такие разновидности как:
- Алюминиевая;
- Медная;
- Нержавеющая;
- Стальная;
- Стальная омедненная.
Помимо этого, каждая марка разделяется на несколько типов по размеру. Как правило, шаг увеличения диаметра составляет от 0,5 до 1 мм.
Сварочная проволока диаметром 1 мм
Для сварки стали
Типы сварочной проволоки для соединения стали являются достаточно распространенными, так как с этим металлом и его сплавами очень часто приходится встречаться.
| Марка | Характеристики |
| Св-08Г1C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08Г1НМА | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов, которые обладают высокой прочностью. Работает под флюсом |
| Св-08Г2C | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в чистом CO2 или смеси (Ar-80%, CO2-20%). |
| Св-08ГМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГНМ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает смеси (Ar-80%, CO2-20%). |
| Св-08ГСМТ | Омедненный материал, который применяется для сварки автоматом и полуавтоматом. Хорошо взаимодействует с углеродистыми сталями и металлами с низким содержанием легирующих элементов. Работает в смеси (Ar-80%, CO2-20%). |
Для сварки нержавейки
Марки сварочной проволоки, которые предназначаются для сваривания нержавейки, имеют много нюансов в составе, так как это очень капризный металл, сваривание которого сложно на техническом и физической уровне. Ведь при сварке нержавейки металл ведет подобно воде и сильно растекается, не говоря уже о том, что к проволоке выдвигаются особые требования.
| Марка | Характеристики |
| Св-04Х19Н11М3 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей, в состав которых входит хром – 19%, никель – 11% и молибдена – 3%. Для сварки требуется защитный газ |
| Св-06Х19Н9Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей 19-9. Для сварки требуется защитный газ |
| Св-07Х25Н13 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей с содержанием никеля и хрома. Для сварки требуется защитный газ |
| Св-08Х20Н9Г7Т | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания аустелитных нержавеющих сталей. Для сварки требуется защитный газ |
| Св-10Х16Н25АМ6 | Материал стойкий к коррозии. Может подойти для автоматической сварки. Используется для сваривания нержавеющих сталей. Для сварки требуется защитный газ |
Для сварки алюминия
Алюминий также является сложным в сварке металлом, который требует особого присадочного материала для качественного проведения работы. Сварка алюминия проводится с помощью следующих основных марок проволоки:
Сварка алюминия проводится с помощью следующих основных марок проволоки:
| Марка | Характеристики |
| Д16 | Создается на основе сплава алюминия, меди и магния. |
| В92Ц | Создается на основе сплава алюминия, магния и цинка. |
| АК4 | В составе присутствует алюминий, марганец, медь, железо и никель. |
| ВАД23 | В составе присутствует алюминий, марганец, медь и прочие элементы. |
Для сварки меди
Медная проволока является достаточно востребованной и имеет множество марок. Многие виды сварочной проволоки для полуавтомата делаются именно из этого материала. Здесь приведены только несколько из них.
| Марка материала | Характеристики материала |
| OK Autrod 19.12 | Применяется для сварки чистой меди и ее сплавов. |
| OK Autrod 19.30 | Применяется для низколегированной меди и бронзы. Хорошо подходит для сваривания оцинкованных деталей. Хорошо подходит для сваривания оцинкованных деталей. |
| OK Autrod 19.40 | Применяется для сварки литого проката из меди, алюминия и бронзы. Швы получаются прочными и износостойкими. Может использоваться для наплавки поверхности подшипников. |
Проволока для чугуна и сплавов никеля
Чугун является специфическим металлом, так как обладает высокой хрупкостью, несмотря на большую твердость. Отсутствие пластичности выдвигает свои требования к сварке.
| Марка материала | Характеристики материала |
| ПП-АНЧ-1 | Используется без подогрева. Твердость до 300 НВ. |
| ПП-АНЧ-2 | Используется с подогревом до температуры 350 градусов Цельсия. Твердость до 190 НВ. |
| ПП-АНЧ-3 | Используется с подогревом до температуры 600 градусов Цельсия. Твердость до 210 НВ. |
Размеры сварочной проволоки
| Диаметр, мм | Сила тока, А |
| 2 | 120 |
| 3 | 160 |
| 4 | 210 |
| 5 | 250 |
| 6 | 290 |
| 7 | 330 |
| 8 | 350 |
| 9 | 370 |
| 10 | 400 |
Какие существуют виды сварочной проволоки
При осуществлении сварочных работ полуавтоматом мастеру необходимо позаботиться о запасе расходных материалов, основу которых составляет сварочная проволока. Ниже будет рассказано о том, как выбрать сварочную проволоку.
Ниже будет рассказано о том, как выбрать сварочную проволоку.
От разновидности используемой проволоки будет напрямую зависеть качество шовного соединения, его надежность, долговечность и некоторые из эксплуатационных характеристик металлоизделия.
Технология полуавтоматической сварки появилась в 30-х годах ХХ столетия. Непрерывная подача электрода (сварочной проволоки) позволила увеличить производительность сварочных работ в 2-3 раза.
Сварочная проволока – электрод в виде проволоки, намотанный на катушку. Проволочный электрод подается в непрерывном режиме, при нажатии соответствующей кнопки на сварочной горелке.
Катушка со сварочной проволокой заряжается в привод полуавтоматического либо автоматического сварочного аппарата.
Существует множество видов сварочной проволоки. При осуществлении электросварки крайне важно, чтобы сварочная проволока соответствовала металлу изделия, на котором создаются шовные соединения.
Если неправильно подобрать проволоку, то сварочные швы могут вообще не получиться.
Содержание
- Виды сварочной проволоки
- Сварочная проволока со сплошным сечением
- Порошковая сварочная проволока
Сварочная проволока представлена сегодня весьма широким ассортиментом продукции. Помимо химического состава и диаметра проволока может отличаться и структурой сечения.
Сварочную проволоку делят на 2 обширные категории:
- Цельная (сплошная)
- Порошковая
Вид сварочной проволоки определяет особенности проведения сварочных работ, а также тонкости создания шовных соединений или наплавления металла.
Как выбрать сварочную проволоку сплошного типа.
До недавних пор при осуществлении полуавтоматической сварки использовалась лишь сварочная проволока со сплошным сечением.
При работе с цельной сварочной проволокой обязательно следует использовать внешнюю защитную среду, представленную углекислым газом или его смесями, а также флюсом либо электрошлаковой защитной оболочкой.
В некоторых случаях сварочная проволока применяется и для аргонодуговой сварки, с применением неплавящегося вольфрамового электрода. Проволока используется в роли припоя.
Сплошная сварочная проволока хорошо себя зарекомендовала при соединении тонколистового металлопроката. Цельная проволока подходит для сварки в горизонтальном положении. Если использовать сварочную проволоку со сплошным сечением в вертикальной плоскости, то нужно будет использовать режим импульсной сварки, которым обладают по большей части лишь продвинутые дорогостоящие сварочные аппараты.
Различают 2 основные подкатегории сплошной сварочной проволоки:
- Для создания сварных швов
- Для наплавки металла
Сварочная проволока для шовных соединений имеет в названии маркировку «СВ». Примером может служить проволока: СВ-08Г2С. Проволока для наплавки маркируется буквами «НП». Пример: НП-30ХГСА.
Сварочная проволока может быть изготовлена из различных металлов и сплавов. Материал сварочной проволоки должен более-менее полно соответствовать металлу изделия, которое подвергается сварке.
Сварочную проволоку можно условно разделить на следующие виды:
- Углеродистую
- Низколегированную
- Среднелегированную
- Высоколегированную
- Жаростойкую
- и пр.
Существует сварочная проволока с так называемым универсальным составом. Такую проволоку можно использовать при сварке практически любой марки стали.
Такую проволоку можно использовать при сварке практически любой марки стали.
Отдельной категорией выпускаются варианты сплошной сварочной проволоки из алюминия, меди и различных сплавов.
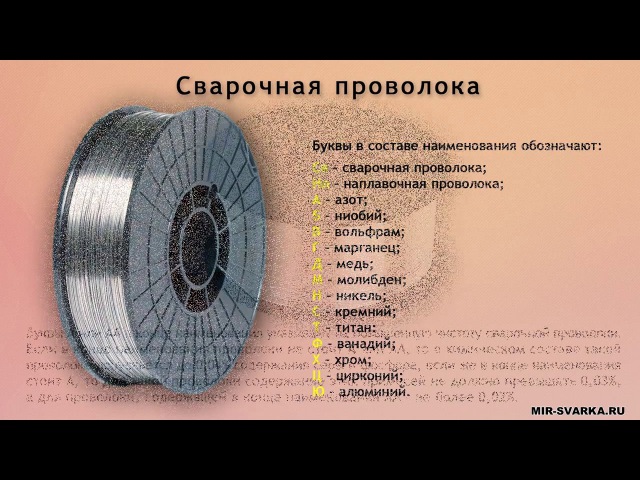
Основной материал проволоки указывается в названии. В проволоке могут предусматриваться следующие составляющие:
- А – азот
- Б – ниобий
- В – вольфрам
- Г – марганец
- Д – медь
- М – молибден
- С – кремний
- Т – титан
- Х – хром
- Н – никель
- Ф – ванадий
- Ю – алюминий
- Ц – цирконий
Перед названием компонентов может указываться цифра, обозначающая процентное содержание углерода. Цифра после буквенного значения определяет процентное содержание вещества. Если цифра после буквы отсутствует, значит концентрация компонента составляет меньше 1%.
Пример маркировки цельной сварочной проволоки: СВ-08Г2С, где:
- СВ – для создания сварных швов
- 0,8 – содержание углерода 0,08%
- Г – в составе есть марганец
- 2 – содержание марганца до 2%
- С – в составе есть кремний, менее 1%
Какие еще виды сварочной проволоки существуют.
Если в конце названия стоит буква А, значит в составе проволоки используется пониженная концентрация серы и фосфора. Если в конце стоит АА, значит в сварочной проволоке практически отсутствуют вредные примеси.
Буква О в названии свидетельствует, что проволока покрыта защитным омедняющим слоем. Медное покрытие предотвращает коррозию сварочной проволоки и улучшает ее электропроводность.
Дополнительно в названии может быть отмечен способ изготовления сварочной проволоки: Ш – электрошлаковая, ВИ – вакуумно-индукционная, ВД – вакуумно-дуговая.
Сплошная сварочная проволока может различаться диаметром сечения и размером катушки. Существуют варианты сварочной проволоки диаметром от 0,3 до 12 (мм).
Размер катушки измеряется в килограммах. Проволока поставляется в катушках весом от 0,5 до 50 (кг).
К неоспоримым преимуществам сплошной сварочной проволоки можно отнести:
- Доступную цену
- Отсутствие шлака
- Минимальную температурную деформацию металлоизделия
- Высокое качество шовного соединения
Из минусов цельной сварочной проволоки можно отметить:
- Отсутствие возможности проведения потолочной сварки
- Применение защитной газовой оболочки или флюса
- Использование преимущественно дорогостоящего сварочного оборудования, особенно при сварке в вертикальной плоскости
- Возможно разбрызгивание сварочной ванны
Сплошная сварочная проволока является незаменимой, когда перед мастером стоит задача по созданию или ремонту металлоизделий и конструкций из тонколистового проката.
Как выбрать сварочную проволоку с порошковой структурой.
Порошковая сварочная проволокаС недавних пор для осуществления полуавтоматической сварки начала применяться так называемая
В роли наполнителя порошковой проволоки применяется смесь из следующих компонентов:
- Газообразующие присадки
- Шлакообразующие вещества
- Легирующие добавки
Для оболочки обычно применяется лента на основе низколегированной стали толщиной от 0,2 до 0,8 (мм).
Главной особенностью сварочной порошковой проволоки является возможность проведения сварки без дополнительной подачи защитного газа. В данном случае защита шва от окисления происходит под действием порошка.
В данном случае защита шва от окисления происходит под действием порошка.
Часть компонентов шихты при сгорании выделяет газ, который хорошо вытесняет кислород и препятствует окислению расплавленного металла. Вместе с тем металлический расплав защищается и тонкой шлаковой коркой, которую впоследствии нужно будет отбивать, по аналогии со шлаком от обычной электродуговой сварки с применением электрода во флюсовой оболочке.
Существуют различные виды сварочной проволоки данного типа. Порошковую сварочную проволоку, применяемую без дополнительной подачи защитного газа, называют самозащищенной. Такая проволока имеет маркировку «ПС».
Вместе с тем встречается порошковая сварочная проволока, которую все же нужно использовать с применением дополнительного защитного газа (чистой углекислоты или смеси углекислоты с аргоном). Такую проволоку маркируют «ПГ».
Сварочную проволоку порошкового типа чаще всего применяют при ремонте и создании металлоконструкций из проката с толщиной стенки не менее 2-3 (мм).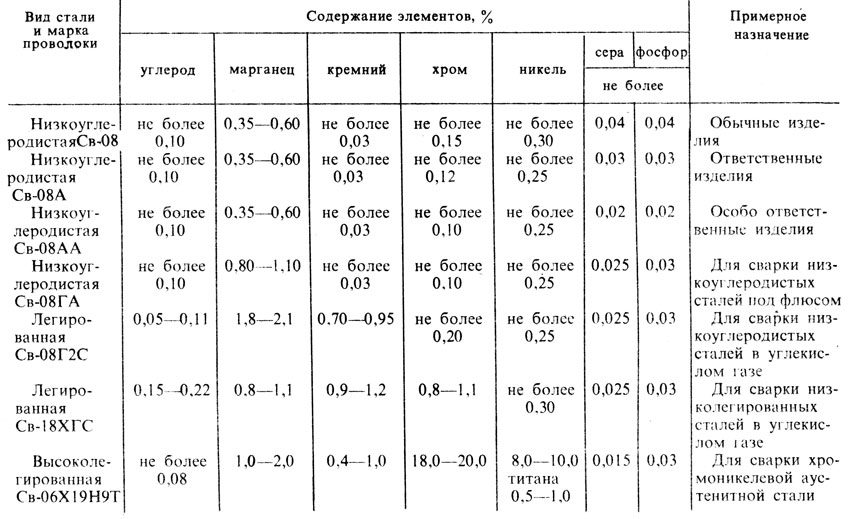
Порошковая проволока позволяет создавать и потолочный шов.
Среди основных преимуществ порошковой сварочной проволоки можно отметить:
- Возможность сварки на улице, по ветру
- Хорошая совместимость как с бюджетными, так и дорогостоящими сварочными аппаратами
- Отсутствие разбрызгивания сварочной ванны
- Возможность сварки без углекислоты или аргона
- Высокое качество сварочного шва
Среди недостатков сварочной проволоки порошкового типа можно выделить:
- Необходимость зачистки сварочного шва от шлаковой корки
- Высокая цена
Многие мастера отмечают, что с порошковой сварочной проволокой проще работать, чем со сплошной. Такая проволока обеспечивает стойкую электродугу даже при обработке плохо подготовленных поверхностей, с наличием ржавчины, неровностей и прочих дефектов.
Такая проволока обеспечивает стойкую электродугу даже при обработке плохо подготовленных поверхностей, с наличием ржавчины, неровностей и прочих дефектов.
Но порошковая проволока слабо подходит для сварки тонкостенного металлопроката. При воздействии на металл толщиной до 2 (мм) изделие может деформироваться, из-за повышенной температуры.
Типы и характеристики сварочной проволокиMIG
Проволока для сварки MIG и порошковая проволока принципиально различаются. Но они оба используют один и тот же механизм подачи проволоки и служат в качестве присадочного металла и расходуемого электрода в процессах дуговой сварки.
Эта статья расскажет вам об основах сварки MIG и порошковой проволоки, их типах и о том, почему вы должны использовать одну, а не другую.
Мы также кратко обсудим каждый тип проволоки с акцентом на область применения, чтобы вы могли быстро подобрать тип проволоки для своей сварочной работы.
Описание типов проволоки для сварки MIG
Говоря о проволоке для сварки MIG, мы подразумеваем сплошную сварочную проволоку с медным покрытием. А не порошковые проволоки, о которых далее в статье.
А не порошковые проволоки, о которых далее в статье.
Некоторые люди могут называть проволоку FCAW безгазовой проволокой MIG, но лучше разделить эти термины, поскольку они не совпадают.
Сплошная проволока для сварки MIG используется в процессе сварки GMAW и требует наличия защитного газа. Либо смесь 100 % CO2, либо смесь 75 % аргона и 25 % CO2 для низкоуглеродистой стали. Можно использовать другие соотношения и даже добавлять разные газы, но давайте придерживаться основ.
Этот защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений, особенно от азота. Но при сварке на открытом воздухе в ветреную погоду защитный газ будет сдуваться, что сделает сплошную проволоку менее желательной.
Эта сплошная проволока наматывается и подается через сварочную горелку MIG с помощью механизма подачи проволоки. Он используется для сварки низкоуглеродистой стали, нержавеющей стали и алюминия (обычно требуется шпульный пистолет).
При сварке проволокой MIG получаются красивые валики (немного хуже, чем у TIG, но намного лучше, чем у FCAW и дуговой сварки), меньше разбрызгивания и очень хорошее проплавление.
Не подходит для грязного металла, поэтому перед сваркой необходимо тщательно очистить металл. Скорость осаждения присадочного металла ниже, чем у FCAW, но меньше вероятность прожога тонкого листового металла.
Существует множество различных размеров и типов сварочной проволоки MIG. Итак, давайте быстро пройдемся по спецификациям проволоки MIG, а затем рассмотрим каждый тип, чтобы помочь вам найти подходящую проволоку MIG для вашего проекта.
Система классификации проволоки AWS MIG
Американское общество сварщиков классифицирует сплошную проволоку MIG в своем коде AWS A5.18. Итак, давайте разберем эту систему классификации с помощью одного из наиболее часто используемых электродов из сплошной проволоки, такого как ER70S-6.
ER70S-6 обозначает следующее:
- ER – Электродный стержень (электрод и присадочный металл)
- 70 – Указывает с шагом 1000 фунтов на квадратный дюйм минимальную прочность на растяжение полученного металла сварного шва электродом, когда протестировано по спецификации AWS A5.18. Итак, число 70 здесь обозначает прочность на растяжение 70 000 фунтов на квадратный дюйм.
- S – «S» обозначает сплошную проволоку, а «C» обозначает композитную проволоку (флюсовая проволока).
- Последняя цифра указывает на химические добавки, добавленные в проволоку , которые влияют на получаемый валик и полярность. В данном случае цифра 6 означает, что проволока содержит дополнительные раскислители, помогающие при сварке ржавого или грязного металла.
Наиболее часто используемые проволоки для сварки MIG
Давайте рассмотрим наиболее часто используемые сплошные проволоки для сварки MIG и кратко объясним их назначение, чтобы вы знали, какую выбрать для своего проекта.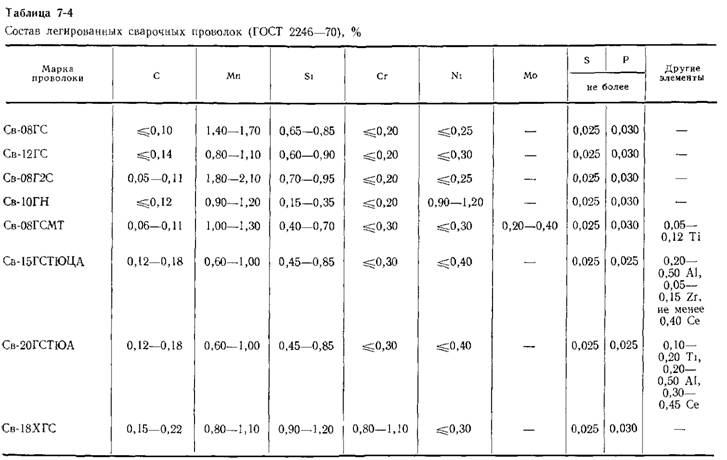
- ER70S-3 – Наиболее часто используемая сплошная проволока общего назначения для сварки низкоуглеродистой стали. Он содержит раскислители кремния и марганца и обычно используется со смесью 75/25% аргона/CO2, но также может использоваться со 100% CO2.
- ER70S-6 – Эта проволока содержит больше раскислителей, чем ER70S-3. Эти раскислители позволяют сваривать чуть более грязный металл и обеспечивают лучшее смачивание сварочной ванны. Кроме того, с его помощью можно добиться более высокой скорости движения и более плоского профиля борта. Используется с 75/25 ar/CO2 или 100% CO2.
- ER308, ER308L – Обычно используемая проволока MIG из нержавеющей стали. Буква L обозначает максимальное содержание углерода 0,03%, что повышает стойкость к межкристаллитной коррозии.
- ER4043 – Проволока MIG для сварки алюминия. Всепозиционная проволока, используемая для сварки термообрабатываемых основных сплавов. Наиболее часто используется для сварки алюминия серии 6ХХХ.
- ER5356 — алюминиевая проволока MIG для сварки нетермообрабатываемых сплавов во всех положениях, таких как серия 5XXX, когда не требуется 40 000 фунтов на квадратный дюйм. Это наиболее часто используемая проволока MIG для сварки алюминия.
 Наиболее часто используется для сварки алюминия серии 6ХХХ.
Наиболее часто используется для сварки алюминия серии 6ХХХ.Таблица толщины проволоки для сварки MIG
Это простая таблица толщины проволоки для сварки MIG с некоторыми основными и общими значениями для каждого сварочного аппарата MIG. Цифры могут немного отличаться при настройке сварочного аппарата, но вы получите общий результат после нескольких попыток.
| Толщина материала | Размер сплошной проволоки MIG | ||
| 0,023 дюйма | 0,030 дюйма | 0,035 дюйма | |
| 22 Калибр (0,031) | / | / | |
| 20 Калибр (0,037) | / | / | |
| 18 калибр (0,050) | / | / | / |
| 16 Калибр (0,063) | / | / | |
| 14 Калибр (0,078) | / | / | |
| 1/8″ (0,125) | / | / | |
| 3/16 дюйма (0,188) | / | ||
| 1/4 дюйма (0,25) | / | ||
Описание порошковой проволоки
В отличие от сплошной сварки MIG, порошковая проволока представляет собой трубчатое изделие с флюсовым наполнением внутри сердцевины.
В поперечном сечении порошковая проволока состоит из тонких стенок трубки, являющихся присадочным металлом, и флюса внутри нее, выполняющего роль экранирующего агента.
Итак, порошковая проволока — это что-то вроде перевернутого электрода, но FCAW имеет много преимуществ перед электродуговой сваркой.
Для самозащитных порошковых проволок не требуется защитный газ, как для сплошных проволок MIG, потому что флюс внутри образует защитный шлак на поверхности сварочной ванны, который защищает сварной шов от азота в атмосфере и других загрязнения.
Фактически, химический состав флюса связывается с азотом в воздухе с образованием шлака, эффективно превращая агент, создающий пористость, такой как азот, в защитный элемент.
Преимуществом порошковых проволок является возможность сварки на открытом воздухе в ветреную погоду, так как отсутствует защитный газ, который можно сдуть. Отсутствие необходимости в защитном газе также делает процесс FCAW экономичным и портативным.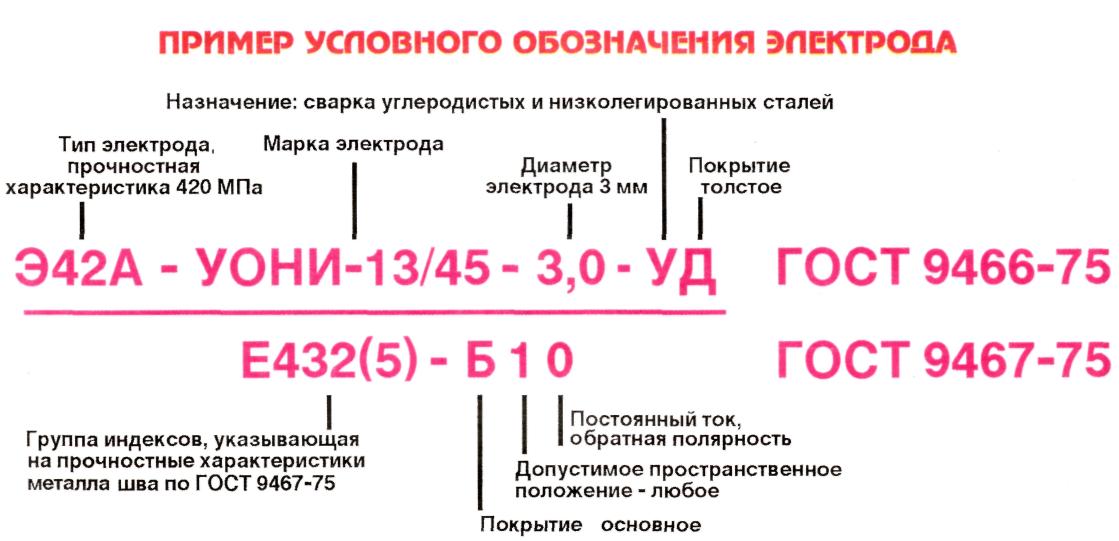 Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Газовые баллоны для MIG дороги, их трудно транспортировать, когда необходима сварка на месте, а любой газовый баллон под давлением представляет собой дополнительную угрозу безопасности, с которой вам приходится сталкиваться.
Сварочная проволока с флюсовым сердечником не создает красивого валика, как проволока для сварки в среде инертного газа. Таким образом, это не лучший выбор, когда эстетика сварного шва является приоритетом.
Кроме того, он образует гораздо больше брызг и оставляет сверху шлак. Это означает гораздо больше времени на уборку после сварки, что снижает эффективность вашей работы.
За счет тонких трубчатых стенок порошковая проволока имеет меньшую площадь сечения самого металла. В результате сварочный ток подается на меньшую площадь, что приводит к значительно более высокой концентрации тока по сравнению со сплошной проволокой MIG.
Это приводит к тому, что порошковая проволока становится намного горячее, имеет более высокие скорости плавления, более высокие скорости осаждения металла и более глубокое проникновение.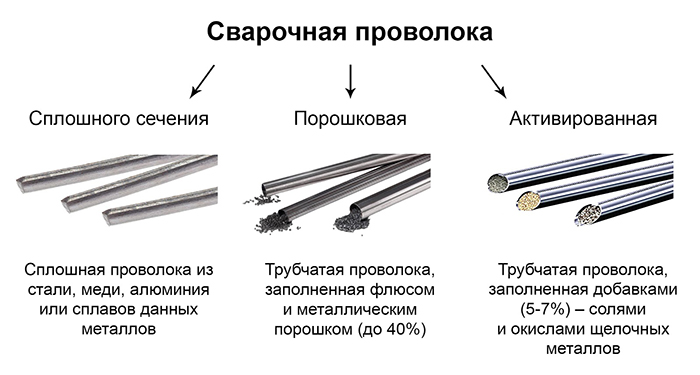
Поэтому порошковая проволока не лучший выбор при сварке тонколистового металла. Это может легко привести к прогоранию. Но это делает его отличным выбором при сварке более толстых материалов, поскольку он обеспечивает гораздо более глубокое проплавление, чем проволока MIG.
Взаимосвязи диапазонов WFS
Простая таблица для установки силы тока в зависимости от размера проволоки MIG.
| Размер проволоки | Диапазон силы тока | Диапазон скорости подачи проволоки |
| 0,023″ | 30-90 | 100-400 |
| 0,030″ | 40-145 | 90-340 |
| 0,035″ | 50-180 | 80-380 |
| 0,045″ | 75-250 | 70-270 |
Система классификации порошковой проволоки AWS
Порошковая проволока классифицируется по коду AWS A5. 20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
20 под названием «Спецификация электродов из углеродистой стали для дуговой сварки порошковой проволокой». Чтение спецификации флюсовой проволоки относительно просто, как показано на примере проволоки E71T-GS ниже.
E71T-GS означает следующее:
- E – Электрод
- 7 – Минимальная прочность на растяжение, умноженная на 10 000 PSI
- 1 – Третья цифра может быть 0 или 1. Число «1 ” означает, что проволока предназначена для сварки во всех положениях, а цифра “0” классифицирует ее для сварки только в плоском и горизонтальном положении.
- T – Трубчатый
- GS – Последняя цифра или буква обозначает удобство использования, производительность или другие уникальные характеристики. GS классифицирует провод как любой «новый» провод на рынке, который не соответствует классификации 1-12 AWS, поэтому он более открыт для конструкции производителя. Другие провода будут иметь здесь номер от 1 до 12, и каждый из них определяет, для чего предназначен провод. Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
 Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.
Ниже мы рассмотрели наиболее часто используемые порошковые проволоки и их назначение.Таблица толщины проволоки с флюсовым сердечником
Таблица толщины проволоки FC аналогична приведенной выше для проволоки MIG. Опять же, цифры будут немного отличаться от вашего аппарата, потому что они считаются значениями по умолчанию, но этого будет достаточно, чтобы сэкономить вам время при настройке сварочного аппарата с флюсовым сердечником.
| Толщина материала | Диаметр порошковой проволоки без газа | ||
| 0,030 дюйма | 0,035 дюйма | 0,045 дюйма | |
| 22 Калибр (0,031) | |||
| 20 Калибр (0,037) | / | ||
| 18 калибр (0,050) | / | / | |
| 16 Калибр (0,063) | / | / | / |
| 14 Калибр (0,078) | / | / | / |
| 1/8″ (0,125) | / | / | |
| 3/16 дюйма (0,188) | / | / | |
| 1/4 дюйма (0,25) | / | ||
Обычно используемые сварочные проволоки с флюсом
Благодаря добавкам во флюс, флюсовая проволока может обрабатывать большее количество поверхностных загрязнений, чем сплошная проволока для сварки MIG.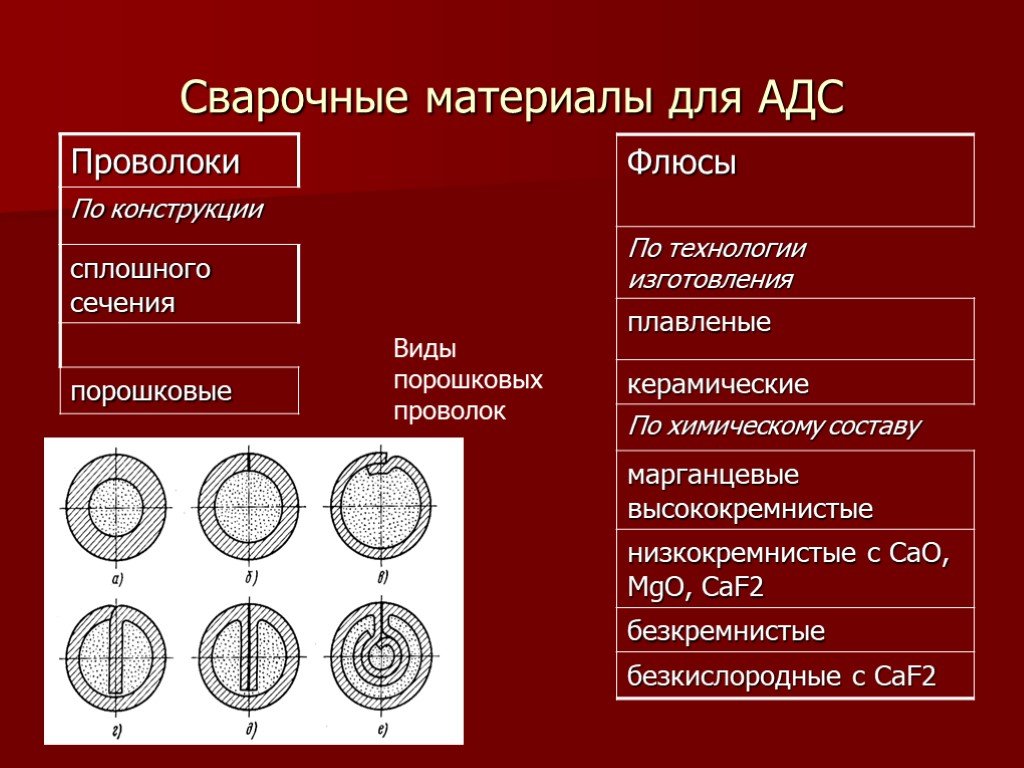 Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Но, тем не менее, вы всегда должны удалять как можно больше прокатной окалины и ржавчины.
Ниже приведены наиболее часто используемые порошковые проволоки и их спецификации AWS. Как и в случае с проводами MIG выше, их имена ниже являются классификациями AWS, и бренды могут называть их по-разному. Просто найдите эти номера на упаковке, чтобы проверить, какой это провод.
- E71T-GS – Всепозиционная однопроходная порошковая проволока для сварки тонколистовой оцинкованной или малоуглеродистой стали. Он также может сваривать алюминированные поверхности и подпадает под спецификацию «GS» кода AWS, которая определяет его как проволоку, которая более открыта для интерпретации производителем, поэтому вам всегда следует проверять детали.
- E70T-6 – Универсальная порошковая проволока плоского и горизонтального положения с высокой скоростью наплавки. Используется для однопроходной и многопроходной сварки.
- E71T-8 — эта проволока предназначена для сварки важных элементов конструкции, которые должны соответствовать требованиям AWS D1. 8 по сейсмостойкости, а также требованиям Калифорнии по сейсмостойкости. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
- E71T-11 – Обычный выбор проволоки для качественной сварки внахлест или встык, даже в ветреную погоду. Это однопроходная или многопроходная проволока, обеспечивающая плавный перенос струйной дуги по мере плавления проволоки.
 8 по сейсмостойкости, а также требованиям Калифорнии по сейсмостойкости. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.
8 по сейсмостойкости, а также требованиям Калифорнии по сейсмостойкости. Он характеризуется проникающей дугой, высокой скоростью осаждения и быстрым застыванием шлака. Самая популярная марка — Lincoln с проводом Innershield NR-232.Диаметр проволоки и MIG по сравнению с флюсовой проволокой
Предлагаются как сплошные, так и порошковые проволоки определенных диаметров, и каждая толщина проволоки лучше всего подходит для определенного диапазона толщины материала. Проволока большего диаметра предназначена для сварки более толстого металла, а проволока меньшего диаметра предназначена для сварки более тонкого металла.
Это потому, что более толстая проволока передает больше энергии металлу, и если вы используете толстую проволоку для тонкого металла, вы прожжете ее насквозь. Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Ниже приведена таблица диаметров проволоки и соответствующей толщины металла.
Количество проволоки
В зависимости от рабочей нагрузки и типа системы подачи проволоки, используемой в установках MIG, существует множество вариантов размеров катушек проволоки.
Например, Lincoln Electric предлагает Innershield NR-232 в катушках с проволокой весом от 13,5 до 50 фунтов. В то время как большинству людей не будет полезен больший размер катушки, экономически целесообразно получить самый большой размер катушки для вашего сварочного аппарата MIG, или аппарат для сварки с флюсовой проволокой, потому что дешевле один раз купить большую катушку, чем продолжать покупать катушки меньшего размера. .
Также можно купить сплошную проволоку в качестве присадочной проволоки для сварки TIG, и они классифицируются под тем же кодом AWS.
Заключение
Это был краткий обзор сварки для сварки в инертном газе и порошковой проволоки, который поможет вам разобраться в их типах и найти правильную проволоку и размер проволоки для вашего проекта. Имейте в виду, что помимо самозащитных порошковых проволок существуют и те, для которых требуется внешний защитный газ, но в промышленных условиях используются флюсовые проволоки с двойным экраном.
Имейте в виду, что помимо самозащитных порошковых проволок существуют и те, для которых требуется внешний защитный газ, но в промышленных условиях используются флюсовые проволоки с двойным экраном.
Качественная проволока для сварки MIG является обязательным условием качественного сварного шва. Он влияет на сварочную дугу, внешний вид сварного шва и проплавление основного металла, поэтому убедитесь, что вы приобрели проволоку известного бренда. Но выбор защитных газов также играет важную роль при сварке GMAW. Для FCAW не требуется внешний бензобак, поэтому при необходимости лучше использовать его, особенно при сварке более толстых металлов.
5 Различные типы проволоки для сварки MIG
- ГЛАВНАЯ
- БЛОГ
- Сварка
Опубликовано 23 июня 2022 г.
6 мин.
Икс
Получите подробную информацию о продукте по электронной почте
АДРЕС ЭЛЕКТРОННОЙ ПОЧТЫ Номер WhatsApp
Металл Инертный газ, широко известный как Сварка МИГ , представляет собой метод сварки, используемый для толстых и больших материалов. Сварка МИГ означает процесс, в котором проволока сварочные электроды и заготовка создают дугу, когда тепло или ток от проволочной горелки МИГ воздействуют на металлические детали. Тепло плавит и сплавляет части и образует прочную связь.
Сварка МИГ означает процесс, в котором проволока сварочные электроды и заготовка создают дугу, когда тепло или ток от проволочной горелки МИГ воздействуют на металлические детали. Тепло плавит и сплавляет части и образует прочную связь.
Преимущества сварки MIG
Может использоваться для сварки различных типов сплавов и металлов и позволяет сварщикам контролировать скорость подачи проволоки, полярность и силу тока. Следовательно, благодаря своей универсальности, сварка MIG использует в обрабатывающей, аэрокосмической, индивидуальной, строительной, автомобильной, судостроительной и некоторых других отраслях.
Различные Типы сварки MIG
MIG требует переноса присадочного материала или металла сварного шва через дугу на основной материал. Он может выполнить эту задачу с помощью любого из следующих четырех методов сварки:
Он может выполнить эту задачу с помощью любого из следующих четырех методов сварки:
Каждый из этих различных типов сварки имеет свои достоинства и недостатки. Однако ни один из этих методов не отображается в качестве автоматических настроек сварочного аппарата MIG. Вы должны настроить параметры напряжения и силы тока и использовать их в соответствии с защитным газом для сварки MIG .
Газы , используемые в различных типах сварки в виде чистых газов или смесей:
Наиболее распространенные 9Газы 0036, используемые для сварки MIG , представляют собой аргон, гелий, углекислый газ и кислород.
Проволока для сварки MIG
Когда дело доходит до сварки электродом , вам нужна сплошная проволока, которая подается через проволочный пистолет MIG в сварочную ванну. . Проволока для сварки MIG типов представлена ниже:
. Проволока для сварки MIG типов представлена ниже:
Жесткий провод
Этот провод предпочтительнее для новичков, так как с ним проще обращаться. Его можно сваривать в любом положении – горизонтальном, диагональном, плоском и потолочном. Его твердость может быть разной – он может быть тверже или мягче стали.
Недостатком является то, что проплавление является низким по сравнению с другими способами сварки, и в сварном шве могут образоваться трещины, если он сваривается при низком напряжении.
Безгазовая порошковая проволока
Флюс встроен в эту проволоку MIG и, следовательно, не требует внешнего защитного газа. Это один из самых прочных и долговечных проводов.
Однако при этом образуется значительное количество шлака и брызг, что делает процесс довольно грязным.
Проволока с флюсовым сердечником с двойным экраном
Этот материал проволоки MIG похож на безгазовую порошковую проволоку. Однако для этого требуется защитный газ. Он довольно популярен среди сварщиков конструкций.
Недостаток в том, что ему требуется питание высокого напряжения – настройки напряжения до 30 и розетки до 480В.
Проволока из нержавеющей стали
Этот материал MIG-сварочная проволока имеет почти такие же свойства, что и твердая проволока. Его можно использовать в различных областях, где требуется привлекательная и прочная отделка.
Однако для этого требуется опыт, иначе сварка может пойти не так. Кроме того, его трудно формовать по сравнению с другими материалами.