Полуавтоматический трубогиб – каталог, описание и отличия, фото
Трубогибочные станки полуавтоматические
Полуавтоматические трубогибы применяются при мелкосерийном и серийном производстве. В отличие от трубогибочных автоматов, такие функции, как выдвижение в точку начала очередного гиба и поворот трубы в пространстве на всех полуавтоматических трубогибах осуществляется оператором в ручную.
На станках БМК, для упрощения работы, выдвижение производится по специальным упорам (фиксаторам), а поворот с помощью замков, имеющих дистанционное управление.
Полуавтоматический трубогиб с ЧПУ CE-51 MASTER
Макс. диаметр трубы 51х2 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-30/3 PARTNER 3-х
Макс. диаметр трубы 30×1,5 мм
Назначение: сложные, пространственные изделия
ПОДРОБНЕЕ
Полуавтоматический трубогиб с ЧПУ CE-30/2 PARTNER 2-х
 диаметр трубы 30×1,5 мм
диаметр трубы 30×1,5 ммНазначение: Г, П, U образные детали
ПОДРОБНЕЕ
Полуавтоматический трубогиб может быть:
- однокоординатным;
- двухкоординатним;
- трехкоординатным;
Однокоординатный полуавтоматический трубогиб
Полуавтоматический трубогибочный станок с одной координатой осуществляет гиб трубы только на заданный угол, значение которого может задаваться упором (концевиком – контактным размыкателем сети), либо на мониторе дисплея при наличии в конструкции станка инкодера.
Двухкоординатный полуавтоматический трубогибы
Полуавтоматический трубогибочный станок с 2-мя координатами, кроме задания угла гиба, имеет координаты фиксации линейных перемещений трубы в точки начала очередных гибов, которые могут задаваться механическими упорами либо цифровой индикацией – путем совмещения требуемых значений перемещения трубы, с фактическим. Цифровая индикация требует постоянного, ежесекундного контроля за совмещением параметров, при этом даже малейшее отвлечения от контроля приводит к браку деталей.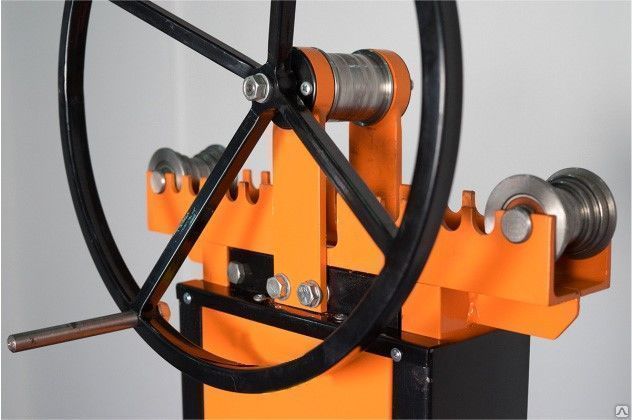 Использование механических упоров, является простейшим способом облегчить работу оператора и избежать брака. Детали всегда будут одинаковые, так как работа осуществляется по упорам.
Использование механических упоров, является простейшим способом облегчить работу оператора и избежать брака. Детали всегда будут одинаковые, так как работа осуществляется по упорам.
При изготовлении деталей из квадратных, прямоугольных и плоскоовальных труб, особенно в мебельном производстве хорошо зарекомендовал себя 2-х координатный трубогибочный полуавтомат СЕ-30/2 PARTNER оснащенный системой механических упоров.
Трехкоординатный полуавтоматический трубогиб
Полуавтоматические трубогибочные станки с 3-мя координатами имеют дополнительно систему ориентации трубы в пространстве, с обязательной фиксацией трубы в патроне или цанге. Координаты поворота трубы в пространстве задаются на лимбе каретки упорами, аналогично координатам линейных перемещений. Цанговые зажимы трубы эффективны при гибке труб одного типоразмера или трубы по типоразмеру очень близких к основной трубе, из-за того, что ход зажимных цанг ограничен и возникает потребность в большом количестве цанг и цангодержателей.
При большом количестве типоразмеров труб применение цанговых зажимов нецелесообразно. В этом случае следует применять трехкулачковые зажимные токарные патроны. Каретка ориентации трубы в пространстве может быть, как ручной – когда поворот трубы в пространстве осуществляется вращением штурвальчика редуктора по лимбу, так и полуавтоматической – когда труба, по заранее установленным фиксаторам, поворачивается в пространстве за счет дистанционного открытия замков фиксатора.
При изготовлении сложных, пространственных деталей в серийных и мелкосерийных производствах широко используются 3-х координатные дорновые полуавтоматические трубогибы СЕ-30/3 PARTNER и СЕ-51 MASTER, обеспечивающие хорошее качество гибов труб, высокую точность, производительность и повторяемость изготавливаемых деталей, за счет наличия электронного программирования углов гибов и системы механических упоров по линейному выдвижению трубы в точки начала гибов и ее повороту в пространстве.
Полуавтоматические трубогибы производства Балтийской Машиностроительной Компании (ООО «БМК») – экономичное и эффективное решение для трубогибочного производства.
3.2.1. Трудовая функция \ КонсультантПлюс
Документ утратил силу или отменен. Подробнее см. Справку
3.2.1. Трудовая функция
Наименование | Выполнение в ходе изготовления и ремонта судовых трубопроводов работ при гибке труб диаметром до 38 мм на станках по шаблонам в одной плоскости | Код | B/01.2 | Уровень (подуровень) квалификации | 2 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта | ||||
Трудовые действия | Подготовка труб к запуску в станочную гибку при изготовлении судовых трубопроводов |
Разметка заготовок труб любых диаметров и отрезка на станках | |
Гибка труб диаметром до 38 мм на станках по шаблонам в одной плоскости при изготовлении и ремонте судовых трубопроводов | |
Установка, снятие оснастки, приспособлений, крепление в станке труб диаметром до 57 мм при гибке на станках под руководством трубогибщика более высокой квалификации | |
Проверка по шаблонам труб диаметром до 57 мм при гибке на станках под руководством трубогибщика более высокой квалификации | |
Необходимые умения | Выполнять геометрические построения разметочных линий и знаков с применением специальных приспособлений, ручного немеханизированного инструмента и средств для линейных и угловых измерений |
Пользоваться ручным, разметочным и измерительным инструментом | |
Выполнять разметку труб с учетом технологии последующей обработки, марки стали и размеров труб при изготовлении и ремонте судовых трубопроводов | |
Выполнять установку и снятие оснастки трубогибочных станков в соответствии с принципиальной схемой установки элементов оснастки | |
Выполнять крепление в станке труб диаметром до 57 мм при гибке на станках | |
Использовать проверочные шаблоны и контрольно-измерительные радиусы погибов для гибки труб диаметром до 38 мм | |
Выбирать соответствующие диаметру трубы унифицированные радиусы погибов | |
Контролировать радиус и угол изгиба труб диаметром до 57 мм при гибке на станках с использованием проверочных шаблонов | |
Определять наружным осмотром деформации, возникающие при гибке труб на станке | |
Читать несложные чертежи и схемы | |
Необходимые знания | Сортамент и марки материалов труб, применяемых при изготовлении и ремонте судовых трубопроводов |
Основные сведения о свойствах материалов труб | |
Принципы действия и правила использования ручного, разметочного и простого измерительного инструмента | |
Правила разметки труб по шаблонам | |
Назначение и правила установки, снятия оснастки и приспособлений трубогибочных станков | |
Правила крепления труб в станке при выполнении гибки труб диаметром до 57 мм | |
Способы гибки труб диаметром до 38 мм на станках по шаблонам в одной плоскости | |
Способы гибки труб на станках и правила эксплуатации трубогибочных станков и приспособлений | |
Унифицированные радиусы погибов, применяемые при гибке труб на станках | |
Правила выполнения проверки по шаблонам при гибке на станках труб диаметром до 57 мм | |
Проверочные шаблоны и контрольно-измерительные радиусы погибов | |
Правила приемки труб по размерам и результатам наружного осмотра | |
Виды и причины брака, возникающего при гибке труб на станке | |
Марки консервирующих материалов | |
Правила чтения несложных чертежей и схем | |
Другие характеристики | – |
4 Типы методов гибки труб
Какие существуют типы методов гибки труб?
- Гибка на сжатие
- Ротационная гибка
- Роликовая гибка
- Гибка труб на оправке
Гибка труб или гибка труб просто относится к процессу модификации труб для достижения определенного угла или направления.
Обычно существует четыре (4) различных метода гибки труб, которые также можно классифицировать по сложности. Вы столкнетесь со следующим: гибка сжатием, гибка с вращательным вытягиванием, гибка валком и гибка трубы на оправке. Каждый из этих процессов обеспечивает прецизионный изгиб, чтобы сделать трубу пригодной для использования в зависимости от цели. Продолжайте читать, чтобы узнать больше.
Гибка сжатием
Как следует из названия, метод гибки сжатием основан на выталкивающей силе для получения желаемой деформации материала трубы. Это одна из самых простых форм гибки труб, которая обычно используется при изготовлении труб для электропроводки, требующих только простых форм гибки.
Гибка под давлением — или, как ее часто называют, гибка под прессом — обычно состоит из следующих материалов: гибочная матрица, зажимная матрица, нажимная матрица, зачистная матрица и оправка.
Матрица для гибки или инструментальный компонент — это основная часть, которая оказывает давление на образец трубы для его формования. Точно так же зажимной штамп поддерживает образец при его изготовлении на месте, в то время как зачистной штамп отвечает за предотвращение появления дефектов на материале во время процесса. Хотя оправка может быть элементом компрессионной гибочной машины, она гораздо более распространена в процессе гибки труб на оправке, о котором вы узнаете позже.
Компрессионно-гибочная машина имеет множество преимуществ, которыми могут воспользоваться как производители, так и конечные пользователи. Во-первых, этот метод довольно прост и не требует большого количества сложных инструментов. Он также способен с легкостью выполнять точные контуры и изгибы.
Как всегда, у этой техники есть некоторые недостатки. Из-за своей простоты он не может создавать сложные образования. Время выполнения также занимает слишком много времени, что делает его почти непрактичным в некоторых случаях.
Из-за своей простоты он не может создавать сложные образования. Время выполнения также занимает слишком много времени, что делает его почти непрактичным в некоторых случаях.
Ротационная гибка
Задача этих методов гибки труб состоит в том, чтобы обеспечить постоянный диаметр трубы на протяжении всего процесса. Это применимо, особенно если труба должна использоваться в функциях, требующих, чтобы она выдерживала постоянный поток давления от жидкостей.
Как упоминалось ранее, машина для гибки с нажимом/сжатием на самом деле не способна выполнять сложные гибки. Также существует риск образования необратимых деформаций на образце, которые может быть трудно исправить.
В таких случаях используется ротационная гибочная машина. Этот метод обеспечивает большую точность для трубной части, поскольку машина поддерживается зажимами, которые позволяют вытягивать трубу до определенной формы, которая также имеет тот же радиус, что и труба.
Имея это в виду, труба может иметь острые изгибы, при этом обеспечивая высокий уровень точности и постоянства. Техника гибки с вращающимся вытягиванием часто применяется к деталям труб, которые используются для машин и структурных каркасов, таких как каркасы безопасности, перила, велосипедные рули и т.п.
Техника гибки с вращающимся вытягиванием часто применяется к деталям труб, которые используются для машин и структурных каркасов, таких как каркасы безопасности, перила, велосипедные рули и т.п.
Гибка валков
Наиболее отличительной особенностью гибочного станка являются компоненты валков, которые непрерывно перемещаются в процессе. Этот метод используется не только для труб, так как он также может быть применим к листовым металлам или экструдированным листам, имеющим форму сечения.
Для процесса гибки валков в основном используется машина, называемая угловым валком. Поскольку он может использоваться в самых разных целях, производители часто модифицируют машину, чтобы сделать ее пригодной для гибки листов.
Однако существуют некоторые ограничения в отношении производительности, которую может удерживать машина — она может не работать с трубами с более толстыми стенками. Это также может быть ограничено только для деталей из нержавеющей стали, алюминия и других обрабатываемых деталей.
Некоторые распространенные области применения вальцегибочного станка включают в себя велосипеды, мотоциклы, автомобильные диски, а также другие закругленные металлические детали.
Гибка труб на оправке
При гибке труб на оправке оправка или стержень сначала вставляется в трубу по мере ее формирования. Часть оправки представляет собой гибкую область, которая удобно повторяет форму контура. Это позволяет ротационной гибочной машине непрерывно достигать направленного изгиба материала, не разрушая трубу.
Оправка предназначена для поддержки трубы и часто используется не только вместе с ротационно-вытяжным гибочным станком, но и с другими типами машин. Хотя он может быть самым дорогим по сравнению с обычным гибочным станком, он имеет гораздо более короткое время выполнения заказа и может использоваться повторно без потери качества процесса.
Ключевые выводы
С помощью этого руководства вы познакомились с различными методами гибки труб, такими как гибка сжатием, гибка с вращательным вытягиванием, гибка вальцами и гибка труб на оправке.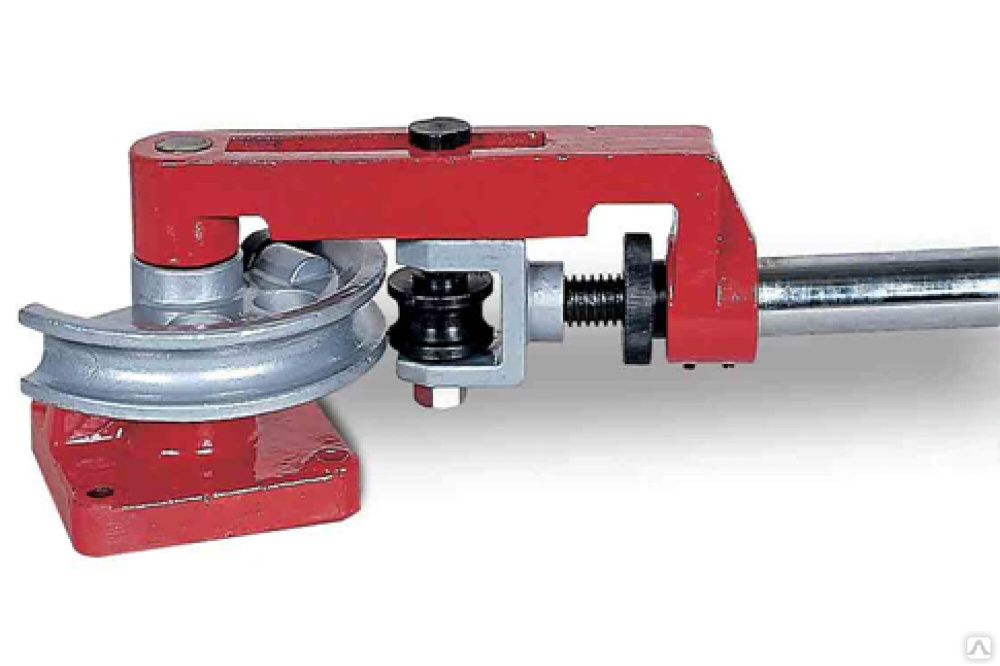
Большинство из этих методов различаются по своим возможностям — т.е. по достижению высокоточных гибов. Также они отличаются сроками изготовления, сложностью эксплуатации и практическим применением.
Важно учитывать эти соображения, когда вы подвергаете какой-либо материал трубопровода воздействию этих методов. Это делается для того, чтобы вы могли убедиться в его качестве, функциональности и долговечности.
Примечание автора: Эта запись была оптимизирована лучшим агентством SEO-услуг на Филиппинах — SEO Hacker.
Трубогибы Обзор | Tameson.com
Гибка труб является неотъемлемой частью строительных и трубопроводных систем. В конструкции мостов, лестниц и навесов используются изогнутые трубы, а гибка труб в системе трубопроводов сокращает количество соединений. Трубогибы могут быть ручными, электрическими или гидравлическими, и у каждого типа есть свои плюсы и минусы. Кроме того, при гибке трубы используются разные методы в зависимости от требования к изгибу и материала трубы. В этой статье описаны типы трубогибов, методы гибки труб и области применения для гибки труб. Пример того, как согнуть трубу, читайте в нашей статье о том, как согнуть медную трубу.
В этой статье описаны типы трубогибов, методы гибки труб и области применения для гибки труб. Пример того, как согнуть трубу, читайте в нашей статье о том, как согнуть медную трубу.
Рис. 1. Медная труба, согнутая ручным трубогибом.
Содержание
- Инструменты для гибки труб Плюсы и минусы трубогиба
- Методы гибки труб
- Применение для гибки труб
- Часто задаваемые вопросы
Трубогиб
Устройство для удаления заусенцев
Устройство для обжима труб
Труборез
Трубный пресс
Инструменты для гибки труб
Существует множество типов трубогибов, и выбор лучшего инструмента для гибки зависит от области применения и бюджета. Например, ручной трубогиб почти всегда будет стоить меньше, чем электрический или гидравлический трубогиб. Однако для массового производства идеально подходят электрические трубогибы, а для гибки труб из более прочных материалов подходят гидравлические трубогибы.
При поиске трубогиба обратите внимание и на инструменты для гибки труб. Разница между трубами и трубами заключается в том, что размер трубы измеряется ее внешним диаметром, а размер трубы измеряется ее внутренним диаметром и толщиной стенки. Таким образом, разница между инструментами для гибки труб и инструментами для гибки труб больше связана с терминологией, чем с функциональностью.
Ручные трубогибы
Ручной инструмент для гибки недорог и готов к работе быстро. Есть несколько инструментов для ручной гибки; дополнительную информацию см. в нашей статье о ручном трубогибе.
- Двойной трубогиб: Двойной трубогиб (рис. 2) имеет две рукоятки, которые пользователь сводит вместе, чтобы согнуть трубу. Труба изгибается вокруг плашки трубогиба (деталь, определяющая внутренний радиус изгиба). Следовательно, материал, который можно согнуть, зависит от силы пользователя. Алюминиевые и пластиковые трубы гнуть гораздо легче, чем стальные и чугунные.

- Мини- и макротрубогибы: Эти ручные трубогибы применяются для труб и труб меньшего диаметра. Мини-трубогиб сгибает трубы диаметром 6-10 мм, а макро-трубогиб – трубы диаметром менее 6 мм.
- Трубогиб кабелепровода : Трубопровод представляет собой металлический трубопровод, защищающий провода и кабели от повреждений. Для работы с инструментом для гибки трубопроводов требуется одна рука, используя пол или плоскую поверхность для создания рычага. Для этих гибочных станков доступны более длинные ручки для гибки более прочных труб, например стальных. Изгиб кабелепровода может привести к повреждению проводов и кабелей, если они находятся внутри кабелепровода в процессе изгиба.
- Эргономичный трубогиб: Эргономичный трубогиб похож на двойной трубогиб. Однако у него длинные изогнутые ручки, поэтому от пользователя требуется меньше усилий, чтобы согнуть трубу. Этот трубогиб подходит для труб диаметром 10-15 мм.
- Отдельно стоящий трубогиб: Этот трубогиб является самым большим из ручных трубогибов. Он имеет длинную ручку, которой можно управлять обеими руками, чтобы обеспечить усилие, необходимое для гибки более прочных труб.
- Трубогиб с храповым механизмом: Трубогиб с храповым механизмом имеет рычаг, который прижимает матрицу или трубогиб к трубе, чтобы сделать изгиб. Этот трубогиб подходит для изгибов до 90° и труб диаметром от 10 до 32 мм.


Рис. 2: Двойной трубогиб
Электрические трубогибы
Достижения в области электроники позволяют выполнять точную и быструю гибку труб. Электронные трубогибы, также известные как трубогибочные машины, могут работать в диапазоне от полуавтоматического до полностью автоматического. Базовые трубогибочные станки позволяют пользователям вводить угол изгиба в пользовательский интерфейс, и станок изгибает трубу под этим точным углом. Более совершенные электрогибочные станки также переориентируют трубу в процессе, чтобы обеспечить гибку трубы в разных плоскостях.
- Матрица для гибки: Матрица для гибки контролирует внутренний радиус изгиба.
- Пресс-матрица: Пресс-матрица гарантирует, что труба повторяет контур гибочной матрицы.
- Зажимная матрица: Зажимная матрица предотвращает соскальзывание трубки с гибочной матрицы.
- Зачистная матрица: Зачистная матрица устанавливается после гибочной матрицы и предотвращает образование неровностей на внутреннем радиусе.
- Оправка: Оправка необходима для сложных работ по гибке: малых радиусов, тонких труб или твердых материалов, таких как сталь. Назначение оправки – предотвратить смятие трубы при изгибе.
Существует несколько типов электрических трубогибочных станков. Чтобы узнать больше, прочитайте нашу статью об электрических трубогибах. Обычные электрические трубогибочные станки:
- Ротационная тяга: Труба зажимается гибочной матрицей, которая вращается вокруг своей оси, тянет и изгибает трубу до нужного угла изгиба.
- Валкогибочный станок: Валкогибочные станки, также известные как 3-валковые станки (рис. 3), идеально подходят для гибки с большим радиусом.
- Индукционный гибочный станок: Этот гибочный станок использует индукционную катушку в точке гибки, нагревая трубу для облегчения гибки.
- Трубогибочный станок с ЧПУ : Трубогибочный станок с ЧПУ требует, чтобы пользователь только поместил трубу в станок и ввел инструкции. В инструкциях подробно описано, где сгибать трубу, угол изгиба трубы и ориентация трубы. Примером этого является векторный трубогибочный станок, который автоматически подает трубу на матрицу для гибки.

Рисунок 3: Вальцегибочный станок.
Гидравлические трубогибы
Гидравлические трубогибы работают аналогично ручным храповым трубогибам. Плашка прижимает трубу к двум неподвижным точкам, чтобы добиться изгиба. Эти гибочные станки идеально подходят для гибки более прочных труб, таких как сталь и чугун. Пользователю требуется меньше усилий для гибки прочных труб, потому что гидравлика использует несжимаемую жидкость для увеличения усилия. Узнайте больше о гидравлических трубогибах, прочитав нашу статью на эту тему.
Пользователю требуется меньше усилий для гибки прочных труб, потому что гидравлика использует несжимаемую жидкость для увеличения усилия. Узнайте больше о гидравлических трубогибах, прочитав нашу статью на эту тему.
Пользователь нажимает рычаг, чтобы переместить матрицу вперед, а неподвижные точки регулируются для управления изгибом угла. Существует два типа гидравлических трубогибов:
- Вертикальный гидравлический трубогиб: Как видно на рис. 4, вертикальный гидравлический трубогиб поддерживается металлической стойкой. Потянув за рычаг трубогиба, матрица перемещается вверх, прижимая трубу к неподвижным точкам.
- Горизонтальный гидравлический трубогиб: Горизонтальный гидравлический трубогиб может стоять на полу или на рабочем столе. Как правило, этот трубогиб имеет колеса, прикрепленные к одной стороне, что делает его более портативным.
Рисунок 4: Вертикальный гидравлический трубогиб с различными матрицами, которые контролируют внутренний радиус изгиба.
Плюсы и минусы трубогиба
Как обсуждалось выше, каждый тип трубогиба имеет свои плюсы и минусы. В таблице 1 приведены плюсы и минусы каждого типа.
| Тип | Профи | Минусы |
| Руководство |
|
|
| Электрический |
|
|
| Гидравлический |
|
|
Методы гибки труб
В идеале правильный метод гибки труб выбирается на основе характеристик трубы (например, диаметра, толщины стенки и материала).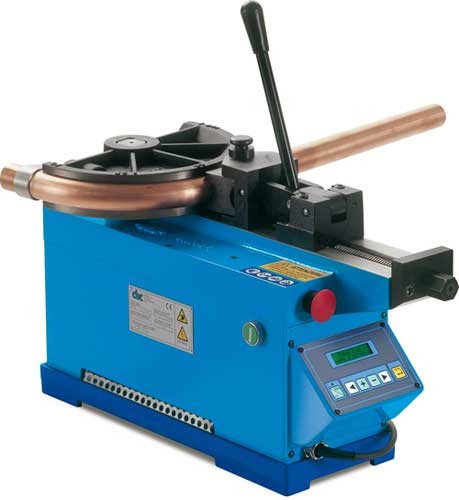 Однако доступный трубогиб также определяет, какой метод используется, поскольку разные трубогибы используют разные методы.
Однако доступный трубогиб также определяет, какой метод используется, поскольку разные трубогибы используют разные методы.
- Изгиб плунжера: Этот метод используется в ручных трубогибах с храповым механизмом и гидравлических трубогибах. Плашка прижимается к трубе, закрепленной на месте двумя неподвижными точками. Этот экономичный метод гибки не дает такого большого контроля над изгибом.
- Гибка с вращающейся вытяжкой: Электрические трубогибы используют этот метод. Труба крепится к плашке, которая вращается и тянет трубу, изгибая ее при этом. Этот метод обеспечивает качественную отделку.
- Гибка сжатием: Гибка сжатием аналогична гибке с вращательным вытягиванием, но без использования оправки в трубе. Этот метод используется, когда допустимы незначительные деформации. Компрессионная гибка способствует скорости и высокой производительности.
- Изгиб на оправке: Изгиб на оправке аналогичен гибке с вращающимся вытягиванием, за исключением добавления оправки в трубу во время процесса гибки. Это помогает сохранить гладкую поверхность при изгибах малого радиуса или при изгибе труб с тонкими стенками.
- Гибка валков: Электрический гибочный станок, описанный выше, использует этот метод. Этот метод хорошо работает с трубами большого диаметра и позволяет получить ровные поперечные сечения с минимальной деформацией.
 Это помогает сохранить гладкую поверхность при изгибах малого радиуса или при изгибе труб с тонкими стенками.
Это помогает сохранить гладкую поверхность при изгибах малого радиуса или при изгибе труб с тонкими стенками.Применение для гибки труб
Трубогибы имеют бесчисленное множество применений. Ниже подробно описаны некоторые из наиболее распространенных областей применения ручных, электрических и гидравлических трубогибов.
- Руководство: Ручные трубогибы не имеют большого промышленного применения из-за их относительной неточности и необходимого времени для использования. Однако они часто используются пользователями-сделай сам для каркасов безопасности, нестандартных каркасов мебели и декоративных целей.
- Electric: Электрические трубогибы идеально подходят для промышленного производства поручней, автомобильных каркасов безопасности, ручек и рулонов труб.
