Станки для холодной ковки. Какой выбрать?
Что такое холодная ковкаХолодная ковка – это метод изготовления художественных элементов из металла без нагрева, путем деформации заготовки гибкой и прессом. Этот метод хорош при небольшом производстве, так как позволяет получать идентичные детали с минимальными физическими усилиями и за короткий срок. Еще один плюс холодной ковки это то, что для такого производства не требуется много места. Процесс холодной ковки проще, в сравнении с горячей, однако особой уникальностью такие изделия не отличаются. Все же творческий потенциал можно реализовать и в холодной ковке, в чем отлично помогают станки, способные выполнять множество различных элементов.
В холодной ковке используются заготовки нужных размеров: прутки, куски профильной трубы, листовой металл и т.д. Их гнут с помощью ручных или электрических станков. Работа на станках очень упрощает процесс производства, позволяя организовать дело, приносящее доход. Диапазон производимых изделий очень широкий. От дверных ручек до дворцовых ворот.
Диапазон производимых изделий очень широкий. От дверных ручек до дворцовых ворот.
Станки для холодной ковки бывают ручные и электрические. Чтобы определиться с выбором станка, обозначьте цели, для которых его приобретаете. Определитесь, какие изделия будете производить. В зависимости от видов работ, вам понадобится разное оборудование.
Ручные станкиРучные станки предполагают меньше затрат. Можно даже собрать оборудование самостоятельно. Однако, производительность у ручных приспособлений невысокая. Требуется много физических сил, а скорость изготовления не позволяет работать на «поток». Ручные станки не бывают универсальными, их функциональность ограничена. Каждый станок изготавливает определенный элемент. Улитка – спиралевидный станок, предназначенный для скручивания металла. Торсион скручивает прутки и полосы по продольной оси. Гибочные станки, или гнутики, предназначены для изгиба деталей под нужным углом. Волна – инструмент для волнообразных элементов. Фонарик – для изготовления элементов «фонари» и «корзинки».
Волна – инструмент для волнообразных элементов. Фонарик – для изготовления элементов «фонари» и «корзинки».
Электрические станки
Электрические станки потребуют больше финансовых затрат, но и дают больше возможностей заработать на кузнечном деле. Если вы захотите приобрести станок с электрическим приводом, необходимо понимать, каких видов они бывают.
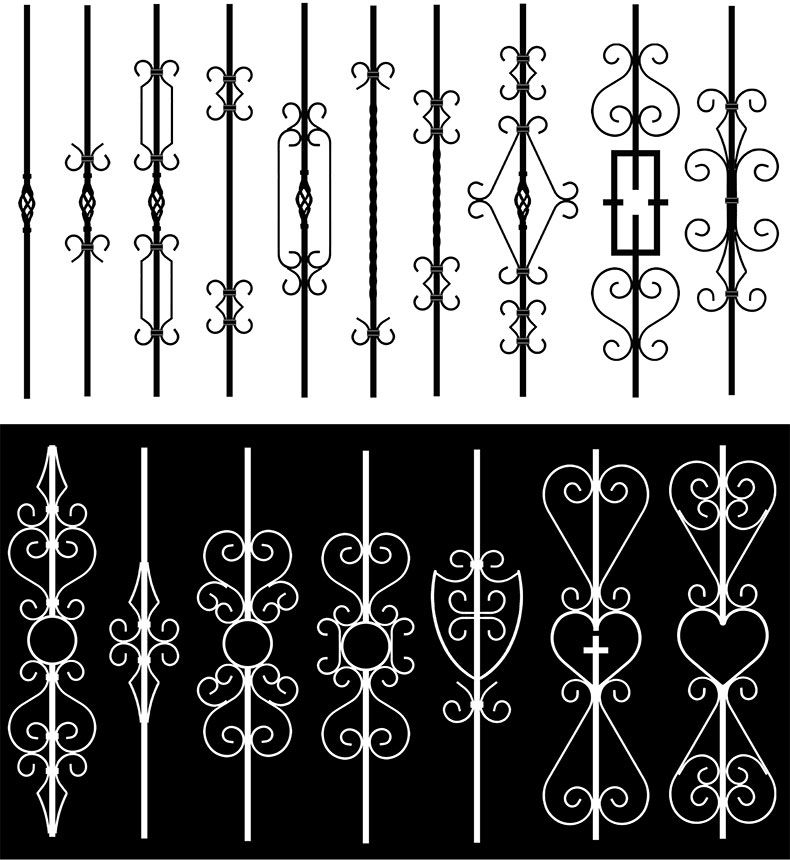
Универсальные гибочные станки «Ажур» изготавливают завитки, волюты и большинство художественных элементов.
Кузнечно-прессовый станок “Ажур Макс” Настольный станок “Узон-Н1” Black Edition
Гибочно-прокатный станок “Ажур-Универсал”
Прокатные станки предназначены для нанесения рельефа на профильную трубу, а также для производства витой трубы.
Прокатный станок “Ажур 2” Кузнечно-прессовый станок “Узор 4”
Вертикальные и горизонтальные прессы для вырубки и формовки изделий из листового металла, изометрической штамповки, прошивки и калибровки отверстий.
Вертикальный пресс “ПВ-100” Горизонтальный пресс “Ажур 3”
Для подготовительных операций: станок отрезной для нарезки полнотелого и профилированного проката и станок для поперечного раскроя рулонного металла.
Отрезной станок “ОС-7”
Кроме того, к электростанкам предлагается большой выбор оснастки: ролики, улитки, барабаны, торсион, профилегиб и т. д. Дополнительная оснастка позволяет расширить возможности станка.
д. Дополнительная оснастка позволяет расширить возможности станка.
Оснастка
Какой станок выбрать?По принципу работы ручные станки для художественной ковки мало чем отличаются от электрических. Преимущества ручных – сравнительно низкая цена и, соответственно, доступность. Электрические увеличивают производительность, качество и прочность изделий, уменьшают физические затраты, что помогает многим перевести кузнечное дело из разряда «любимое занятие» в «собственное дело». Вывод напрашивается такой: если вы ищете станок для развития кузнечного дела в перспективный бизнес, то без электрического станка вы обойдетесь вряд ли. Да и заниматься кузнечным творчеством на досуге для себя гораздо интереснее и продуктивней, когда под рукой удобное современное оборудование.
Если у вас возникли вопросы об электрических станках, менеджеры «Ажурсталь» ответят на них. Звоните 8 800 550 07 90.
Какие металлы используются для художественной ковки?
14:02, 11 січня 2017 р.
Загальний розділ
Для изготовления художественных кованных изделий используется стандартный черный металлопрокат с покрытием различными красками. В данном случае практически нет особой разницы в качестве самого металла, главное, чтобы он был достаточно гибким для холодной формовки и имел толщину, которая выдержит необходимую нагрузку на изделие.
В зависимости от вида элемента применяется определенный металлопрокат. Например, для изготовления каркаса ворот используется профильная труба хорошего качества, для выполнения завитков – металлическая проволока различной толщины. Чтобы иметь возможность гнуть толстую трубу для жестких каркасов, рекомендуем вальцовочный станок купить уже для профессиональных работ.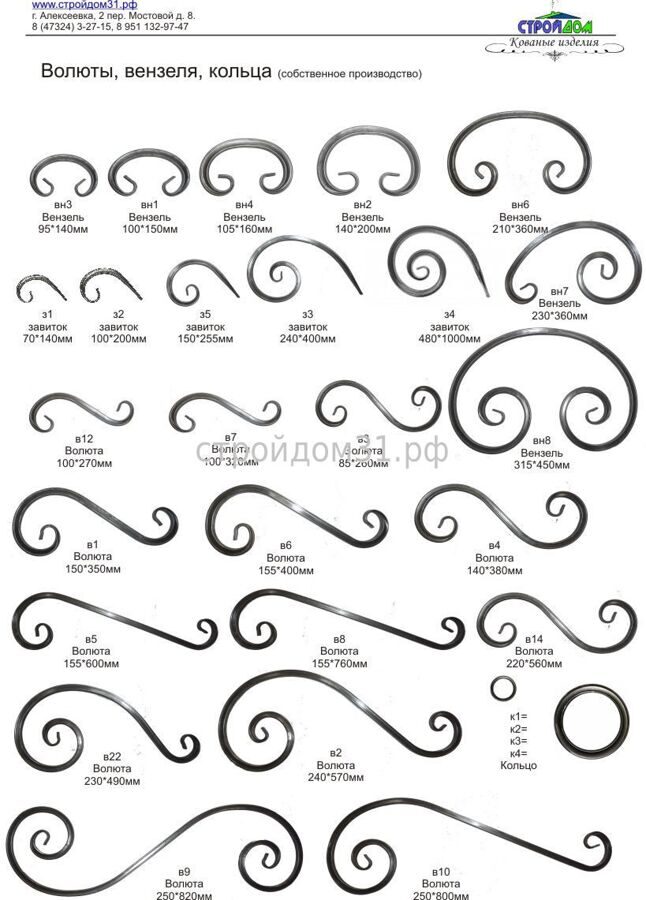
Сорта и виды металла для холодной ковки
Холодная ковка изделий осуществляется методом механического давления на металлозаготовку, поэтому чем мягче металл, тем проще выполнять работы по вальцовке и другой обработке для изготовления художественных изделий. В отдельных случаях для холодной ковки может быть использован цветной металлопрокат, например, медь, но при всех преимуществах этого вида материала, цена кованной отделки вырастает многократно. Тем не менее его можно применять для отделки, изготавливая элементы цветочного декора.
Для холодной ковки из опыта мастеров обычно используются следующие виды черного металлопроката:
- Для изготовления тонких завитков — проволока;
- Для изготовления массивных завитков и стоек — квадрат с сечением 10-12 мм;
- Для изготовления прочного каркаса крупных металлоизделий — профильная труба с квадратным сечением;
- Листовой металл для изготовления глухих ворот, калиток и других видов приусадебного функционального декора.


Использование нержавеющей стали: выбираем марки для ковки
Для изготовления кованых украшений достаточно использовать «строительный» черный металл, который реализуется в широком ассортименте. В отдельных случаях для изготовления дорогих изделий может быть использована нержавеющая сталь, которая дополняется кованными изделиями из цветных металлов. Преимущество стали – в красивом внешнем виде, благородном стальном блеске и отсутствии необходимости в защитном покрытии.
Более пластичной сталью являются марки с низким содержанием углерода. Для ковки можно выбрать AISI 430 (12Х17), она хорошо гнется, штампуется и сваривается. Эту сталь часто используют для изготовления декоративных элементов зданий.
Для изготовления из профильных труб поручней, ограждений и перил, прежде всего, в интерьерных решениях часто применяется более доступная по стоимости сталь марки AISI 201 (12Х15Г9НД), в ней уменьшено количество никеля в сторону увеличения содержания марганца и азота.
По материалам сайта http://www.newforge.in.ua/.
КОВАНЫЕ ТРУБЫ – Специальные материалы для трубопроводов
Кованые трубы являются одним из основных продуктов на наших полках на наших складах, и процесс ковки – это то, с чего начинается их путь.
Трубы являются основой нашего бизнеса в Special Piping Materials, а это значит, что мы знаем все о том, как они изготавливаются и для чего они используются. Ковка — увлекательный процесс, требующий инженерных и механических навыков, поэтому мы работаем только с лучшими производителями кованых труб в Европе и за ее пределами.
Ковка сама по себе представляет собой процесс приложения огромной термической и механической энергии сжатия к стальным заготовкам, что приводит к изменению формы материала. При ковке изделий из необычной стали (например, дуплексной и супердуплексной) требуется ряд различных сил сжатия, каждая из которых находится под чрезвычайно высоким давлением.
Результатом всех этих процессов являются кованые трубы – продукт, необходимый для многих отраслей промышленности, которые мы поставляем по всему миру, таких как опреснение, нефтегазовая, атомная и нефтехимическая.
Помимо труб, процесс ковки может быть использован для изготовления фитингов и фланцев, таких как: тройники, крестовины, отводы, штуцеры, колпачки, муфты, заглушки, ниппели, фланец с приварной горловиной, глухой фланец, накидной фланец, соединение внахлестку фланец, фланец с резьбой, фланец для приварки враструб, фланец с пластиной, глухой фланец для очков и многое другое.
В этом блоге мы расскажем об основах изготовления кованых труб и о преимуществах использования этого типа труб.
Как изготавливают кованые трубы?
Ковка в целом может осуществляться одним из двух способов: горячей или холодной ковкой. Кованая труба из экзотической стали изготавливается методом горячей ковки.
Кованая труба из экзотической стали изготавливается методом горячей ковки.
Горячая ковка – это сжатие стальных заготовок под огромным давлением при чрезвычайно высокой температуре. Заготовку необходимо нагреть, прежде чем она начнет изменять форму. Существует три различных типа горячей штамповки: ковка в открытых штампах, ковка в закрытых штампах и прокатка.
- – Ковка в открытых штампах: Ковка в открытых штампах, которую иногда называют «свободной ковкой», представляет собой тип горячей ковки, при котором металлу придается форма с использованием формы. Этот тип ковки часто используется при создании крупных металлических деталей очень простой формы.
- — Ковка в закрытых штампах. Ковка в закрытых штампах используется для создания небольших компонентов и, как известно, позволяет создавать изделия с хорошей прочностью и ударной вязкостью.
- — Ковка методом экструзии: ковка методом экструзии используется для ковки труб. В ходе этого процесса внутрь матрицы помещают нагретую стальную заготовку. Давление прикладывается в виде гидравлического цилиндра, который прижимает заготовку к прошивной оправке. Это действие приводит к тому, что нагретый материал «вытекает» из цилиндрической полости между частями штампа и оправки машины, и таким образом формируется трубчатая форма.
 Давление прикладывается в виде гидравлического цилиндра, который прижимает заготовку к прошивной оправке. Это действие приводит к тому, что нагретый материал «вытекает» из цилиндрической полости между частями штампа и оправки машины, и таким образом формируется трубчатая форма.
Давление прикладывается в виде гидравлического цилиндра, который прижимает заготовку к прошивной оправке. Это действие приводит к тому, что нагретый материал «вытекает» из цилиндрической полости между частями штампа и оправки машины, и таким образом формируется трубчатая форма.
Холодная ковка – это процесс ковки, происходящий при комнатной температуре. Этот вид ковки обычно не используется для кованых труб, но используется для более мелких прецизионных деталей, таких как болты и гайки, шестерни и т. д. Он работает путем деформации металла, когда он находится ниже точки рекристаллизации.
Холодная ковка также лучше всего подходит для ковки мягких металлов, таких как алюминий, и, как правило, это менее дорогой процесс, чем горячая ковка. Холоднокованые изделия, как правило, не требуют каких-либо отделочных работ, хотя их часто подвергают тепловым испытаниям для укрепления — процесс, называемый «отпуск».
Преимущества использования кованых труб
Многочисленные преимущества кованых труб означают, что они имеют ряд различных применений в различных секторах, таких как нефть, газ, гидравлическое оборудование, внесение удобрений и химическая промышленность. Тот факт, что кованая сталь не имеет шва или точки сварки, позволяет успешно удерживать потенциально вредные или вызывающие коррозию вещества и их пары. Поэтому его можно использовать во многих отраслях тяжелой промышленности.
Тот факт, что кованая сталь не имеет шва или точки сварки, позволяет успешно удерживать потенциально вредные или вызывающие коррозию вещества и их пары. Поэтому его можно использовать во многих отраслях тяжелой промышленности.
- – Прочность: ковка труб обычно приводит к получению прочного и очень надежного конечного продукта, поскольку ковка приводит к изменению и выравниванию потоков зерен в стали. Другими словами, сталь становится более рафинированной, а структура трубы однозначно меняется, в результате чего достигается относительная прочность и высокая ударопрочность.
- – Долговечность: ковка исключает вероятность пористости, усадки, пустот и проблем с холодной заливкой.
- – Экономичный: общепризнано, что процесс ковки очень экономичен, так как материал не тратится впустую.
- – Гибкость: процесс ковки стали очень гибкий и позволяет производить множество различных труб разных размеров.
#SpecialPipingMaterials #RenewableEnergy #Renewables #ExoticPipe #StainlessSteel . дружественный производственный процесс, в котором заготовка может быть сформирована при высоком давлении и низкой температуре. Этот процесс холодной ковки гарантирует отсутствие пузырей, пор или любых других примесей в материале, в результате чего получается продукт холодной ковки очень высокого качества.
дружественный производственный процесс, в котором заготовка может быть сформирована при высоком давлении и низкой температуре. Этот процесс холодной ковки гарантирует отсутствие пузырей, пор или любых других примесей в материале, в результате чего получается продукт холодной ковки очень высокого качества.
Основными преимуществами холодной ковки по сравнению с другими методами производства являются небольшие допуски на размеры, хорошее качество поверхности и недорогие материалы, которые можно обрабатывать для получения требуемой прочности и упрочнять без термической обработки.
Применение холодной ковки
Холодная ковка является одним из наиболее широко используемых процессов формования без стружки и обычно не требует механической обработки, кроме сверления. Общепринятое определение холодной ковки – это объемный материал, сформированный или выкованный при комнатной температуре без нагревания начальной заготовки или промежуточной стадии.
Холодная штамповка становится все более популярной в автомобильной промышленности для изготовления компонентов рулевого управления и подвески, антиблокировочных тормозных систем, осей, сверл, ступиц сцепления, зубчатых колес, шестерен, штифтов, ступеней и промежуточных валов и втулок.
Холодная ковка против горячей ковки
Процесс холодной ковки – это процесс формования, осуществляемый при комнатной температуре, то есть при температуре холодной ковки. Преимущество холодной ковки в том, что мы получаем хорошую чистоту поверхности изделия холодной ковки.
Во время процесса горячей штамповки применяется тепло для размягчения листового металла.
Основное различие между горячей ковкой и холодной ковкой заключается в том, что высокая температура при горячей ковке придает металлу более тонкую и сложную форму, чем при холодной ковке.
Процесс холодной ковки
Материалы для холодной ковки
Холодная ковка — это процесс пластической деформации металлического материала при комнатной температуре с применением сильного давления.
Другие ключевые преимущества процесса холодной штамповки, в дополнение к улучшенным общим свойствам материала, включают более высокую точность размеров, чем у кованых деталей, отличное качество поверхности и отсутствие необходимости вкладывать в процесс дополнительную энергию, такую как экстремальные температуры.
Материалы для холодной штамповки, которые могут быть подвергнуты холодной штамповке в компании Walkson, включают, но не ограничиваются:
Углеродистая сталь, легированная сталь, нержавеющая сталь, медь, алюминий, бронза, никелевые сплавы.
Преимущества и трудности материалов холодной штамповки
| Преимущества | Трудности |
| СОЗДАТЕЛЬСТВО ПРИМЕНЕНИЯ | Эксплуатационная обработка. Сформировал.202020202012012012012012 годы, по сравнению с диапазоном, по сравнению с диапазоном, по сравнению с. |
| Чрезвычайно высокий коэффициент использования материала | Сложные формы, которые трудно реализовать |
| Нет масштабирования | Более высокий расход инструмента |
| Высокое качество поверхности | |
Прочность обрабатываемой детали повышается за счет деформационного упрочнения. | |
| Expedient grain flow as with hot forming | |
| No heating necessary | |
Characteristics of Types of Cold Forging Materials 1
| Sr. | Grade | C % | Si % | Mn % | S % Max | P % Max | Cr % | B 7% | Mo % | Pb % | Ni % | Other |
| 1.1 | AISI 1006 | 0. 06 Max 06 Max | 0.10 Max | 0.25-0.40 | 0.05 | 0.04 | | | | | | |
| 1.2 | AISI 1008 | 0.10 Max | 0.10 Max | 0.30-0.50 | 0.05 | 0.04 | | | | | | |
| 1.3 | AISI 1010 | 0.08-0.13 | 0.10 Max | 0.30-0.60 | 0.05 | 0.04 | | | | | | |
| 1.4 | AISI 1015 | 0. 13-0.18 13-0.18 | 0.15 Max | 0.30-0.60 | 0.05 | 0.04 | | | | | | |
| 1.5 | AISI 1018 | 0.15-0.20 | 0.05-0.10 | 0.60-0.90 | 0.05 | 0.04 | | | | | | |
| 1.6 | EN 1AL | 0.08-0.15 | 0.10 Max | 0.85 -1.15 | 0.26-0.35 | 0.04-0.09 | | | | 0.25-0.35 | | |
| 1.7 | EN 1A | 0. 07-0.15 07-0.15 | 0.10 Max | 0.80-1.20 | 0.20-0.30 | 0.060 Max | | | | | | |
Characteristics of Types of Cold Forging Materials 2
| Sr. | Grade | C % | Si % | Mn % | S % Max | P % Max | Cr % | B 7% | Mo % | Pb % | Ni % | Other |
| 3.1 | SCM 415H | 0.12-0.18 | 0.15 -0. 35 35 | 0.55 -0.90 | 0.03 | 0.03 | 0.85-1.25 | | 0.15 -0.35 | | 0.25 Max | |
| 3.2 | SCM 435 | 0.32-0.39 | 0.15 -0.30 | 0.55 -0.90 | 0.03 | 0.03 | 0.80-1.25 | | 0.15 -0.35 | | 1.30-1.80 | |
| 3.3 | AISI 4135 | 0.33-0.38 | 0.15 -0.30 | 0.70 -0.90 | 0.04 | 0.035 | 0.80-1.10 | | 0.15 -0.35 | | 0.25 Max | |
| EN 24 | 0.35-0.45 | 0.10 -0.35 | 0.45 -0.70 | 0.04 | 0.035 | 0.90-1.40 | | 0.15 -0.35 | | 1.30-1.80 | | |
| 3.5 | AISI 4140 | 0.38-0.43 | 0.15 -0.30 | 0.75 -1.00 | 0.04 | 0.035 | 0.80-1.10 | | 0.15 -0.25 | | | |
| 3.6 | AISI 4140M | 0.38-0.43 | 0.15 -0.30 | 0.75 -0.90 | 0.005 | 0.015 | 0.80-1.10 | | 0. 15 -0.25 15 -0.25 | | | |
| 3.7 | AISI 5140 | 0.38-0.43 | 0.15 -0.30 | 0.70 -0.90 | 0.04 | 0.035 | 0.70 -0.90 | | | | | |
| 3.8 | AISI 1541 | 0.36-0.44 | 0.15 -0.30 | 1.35-1.65 | 0.05 | 0.04 | | | | | | |
 4″> 3.4
4″> 3.4Characteristics of Types of Cold Forging Materials 3
Sr. | Grade | C % | Si % | Mn % | S % Max | P % Max | Cr % | B % | Mo % | Pb % | Ni % | Other |
| 2.1 | AISI 10821 M | 0.18-0.23 | 0.30 Max | 0.80-1.10 | 0.03 | 0.03 | 0.10-0.20 | 0.0005-0.003 | | | | |
| 2.2 | AISI 15B25 | 0.23-0.28 | 0.30 Max | 0.90-1.30 | 0.03 | 0.03 | 0.10-0.20 | 0.0005-0.003 | | | | |
| DIN 19MnB4M | 0.20-0.25 | 0.15 -0.30 | 0.80-1.10 | 0.03 | 0.03 | 0.30-0.40 | 0.0006-0.003 | | | | | |
| 2.4 | AISI 15B41 | 0.38-0.44 | 0.15 -0.30 | 1.35-1.65 | 0.03 | 0.03 | 0.10-0.20 | 0.0006-0.003 | | | | |
| AISII 10936M | 0.34-0.39 | 0.15 -0.30 | 0.80-1.10 | 0.03 | 0.03 | 0.20 -0.40 | 0.0006-0. |
 3″> 2.3
3″> 2.3