На что влияет скорость вращения шпинделя жесткого диска
При оценке производительности жестких дисков наиболее важной характеристикой является скорость передачи данных. При этом на скорость и общую производительность влияет целый ряд факторов:
- Интерфейс подключения — SATA/IDE/SCSI (а для внешних дисков — USB/FireWare/eSATA). Все интерфейсы имеют разную скорость обмена данных.
- Объем кэша или буфера жесткого диска. Увеличение объема буфера позволяет увеличить скорость передачи данных.
- Поддержка NCQ, TCQ и прочих алгоритмов повышения быстродействия.
- Объем диска. Чем больше данных можно записать, тем больше времени нужно на чтение информации.
- Плотность информации на пластинах.
- И даже файловая система влияет на скорость обмена данных.
Но если мы возьмем два жестких диска одинакового объема и одного интерфейса, то ключевым фактором производительности будет скорость вращения шпинделя.
Что такое шпиндель
Шпиндель — единая ось в жестком диске, на которой установлено несколько магнитных пластин. Эти пластины закреплены на шпинделе на строго определенном расстоянии. Расстояние должно быть таким, чтобы при вращении пластин считывающие головки могли читать и записывать на диск, но при этом не касались поверхности пластин.
Эти пластины закреплены на шпинделе на строго определенном расстоянии. Расстояние должно быть таким, чтобы при вращении пластин считывающие головки могли читать и записывать на диск, но при этом не касались поверхности пластин.
Чтобы диск нормально функционировал, двигатель шпинделя должен обеспечивать стабильное вращение магнитных пластин на протяжении тысяч часов. Поэтому неудивительно, что иногда проблемы с диском связаны именно с заклиниванием шпинделя, а вовсе не с ошибками в файловой системе.
Двигатель отвечает за вращение пластин, и это позволяет работать жесткому диску.
Что такое скорость вращения шпинделя
Скорость вращения шпинделя (spindle speed) определяет, насколько быстро вращаются пластины в нормальном режиме работы жесткого диска. Скорость вращения измеряется в оборотах в минуту (RpM).
От скорости вращения зависит, как быстро компьютер может получить данные от жесткого диска. Перед тем как винчестер сможет считать данные, он должен их сначала найти.
Время, которое требуется для блока магнитных головок, чтобы перейти к запрошенной дорожке/цилиндру, называется временем поиска (seek latency). После того как считывающие головки переместятся в нужную дорожку/цилиндр, надо дождаться поворота пластин, чтобы необходимый сектор оказался под головкой. Это называется задержками на вращение (rotational latency time) и является прямой функцией скорости шпинделя. То есть, чем быстрее скорость шпинделя, тем меньше задержки на вращение.
Общие задержки на время поиска и задержки на вращение и определяют скорость доступа к данным. Во многих программах для оценки скорости hdd это параметр access to data time.
На что влияет скорость вращения шпинделя жесткого диска
Большинство стандартных 3,5″ жестких дисков сегодня имеют скорость вращения шпинделя 7200 оборотов в минуту. Для таких дисков время, за которое совершается половина оборота (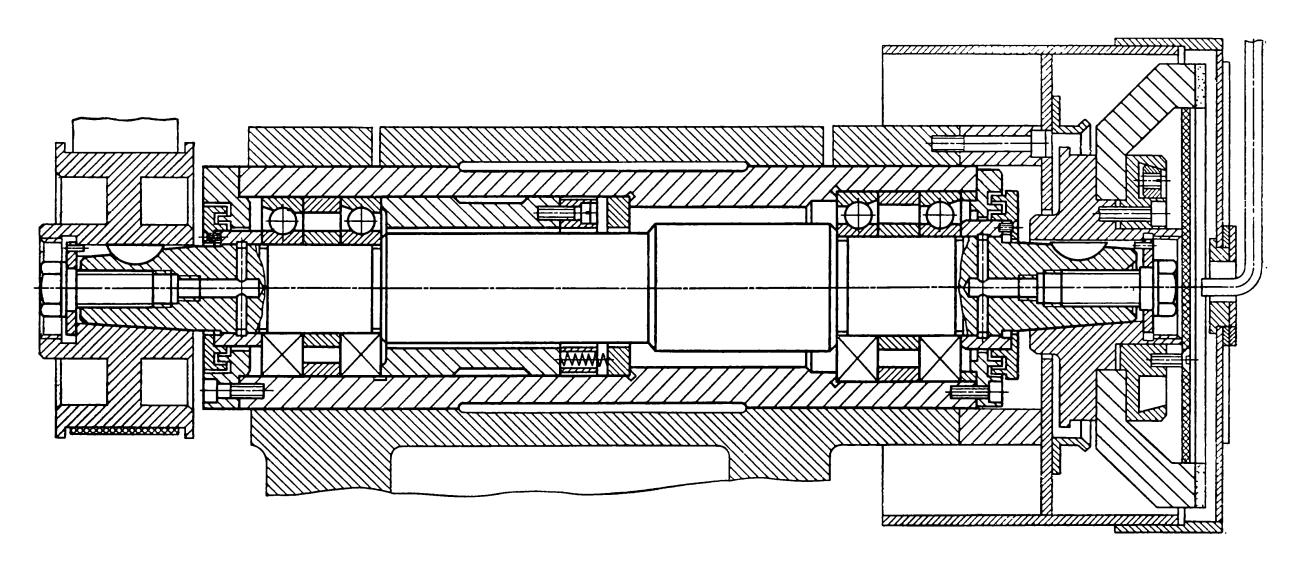 Среднее время поиска у этих дисков — около 8,5 мс, что позволяет обеспечить доступ к данным примерно за 12,7 мс.
Среднее время поиска у этих дисков — около 8,5 мс, что позволяет обеспечить доступ к данным примерно за 12,7 мс.
У жестких дисков WD Raptor скорость вращения магнитных пластин — 10 000 оборотов в минуту. Это уменьшает среднее время задержки на вращение до 3 мс. У «рапторов» и пластины меньшего диаметра, что позволило сократить среднее время поиска до ~5,5 мс. Итоговое среднее время доступа к данным — примерно 8,5 мс.
Есть несколько моделей SCSI (например, Seagate Cheetah), у которых скорость вращения шпинделя достигает 15 000 оборотов в минуту, а пластины еще меньше, чем у WD Raptor. Среднее время rotational latency у них — 2 мс (60 сек / 15 000 RPM / 2), среднее время поиска — 3,8 мс, среднее время доступа к данным — 5,8 мс.
Диски с высокой частотой вращения шпинделя имеют низкие значения как времени поиска, так и задержки на вращение (даже при произвольном доступе). Понятно, что жесткие диски с частотой шпинделя 5600 и 7200 обладают меньшей производительностью.
При этом при последовательном доступе к данным большими блоками разница будет несущественна, так как нет задержки на доступ к данным. Поэтому для жестких дисков рекомендуется регулярно делать дефрагментацию.

Как узнать скорость вращения шпинделя жесткого диска
На некоторых моделях скорость шпинделя написана прямо на наклейке. Найти эту информацию несложно, так как вариантов немного — 5400, 7200 или 10 000 RpM.
Если на вашем жестком диске на наклейке нет этой информации (или просто нет желания доставать диск, чтобы посмотреть на наклейку), на помощь придут специальные программы. Большинство программ для проверки HDD и анализа SMART покажут вам скорость вращения шпинделя и другую информацию по жесткому диску.
FAQ – популярные вопросы
Какая скорость вращения лучше — 5400 или 7200?
На первый взгляд кажется, что чем быстрее, тем лучше. Однако надо учитывать, что с увеличением скорости вращения пластин диск сильнее нагревается и становится более шумным. Дисковые накопители с 7200 RpM универсальны для большинства задач, а диски с 5400 RpM отлично подойдут, например, для домашнего хранилища файлов.
Дисковые накопители с 7200 RpM универсальны для большинства задач, а диски с 5400 RpM отлично подойдут, например, для домашнего хранилища файлов.
А что такое технология IntelliPower?
Технология WD IntelliPower уменьшает энергопотребление и шум за счет снижения скорости вращения шпинделя. А потеря производительности частично компенсируется оптимизацией алгоритмов кэширования. Похожая технология у HGST с целью сокращения энергопотребления называется CoolSpin.
А на что влияет скорость вращения шпинделя в гибридных дисках?
Поскольку в основе гибридных накопителей все те же жесткие диски, то и скорость вращения шпинделя влияет на скорость доступа, но уже в меньшей степени, так как используется большой кэш в энергонезависимой памяти.
Какую скорость вращения шпинделя подбирают для производства внутренней резьбы в различных отверстиях?
Частота вращения зависит от трех основных факторов: шага резьбы, материала обрабатываемой детали и размера отверстия. Эти значения являются справочными, и посмотреть их можно в профильной технической литературе, например, справочнике Анурьева.
Эти значения являются справочными, и посмотреть их можно в профильной технической литературе, например, справочнике Анурьева.
Возьмем для нарезки резьбы отверстие 10 мм в диаметре в заготовке из углеродистой стали, шаг у резьбы будет 1,5 мм. Вращение оснастки в данном случае должно производиться со скоростью 11 метров в минуту. Частота соответственно будет равна 350 оборотам за минуту.
У фрезерно-сверлильных станков в документации производителя всегда указывается максимально допустимое значение частоты вращения шпинделя при использовании метчика в качестве оснастки. При нарезании резьбы в глубоких отверстиях частоту вращения необходимо снизить относительно справочной, например, для указанных выше параметров частоту следует взять не 30, а 250-300 оборотов в минуту.
… смотреть все ->
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Связанные товары
Код товара: 50106
277 500 p
Настольный сверлильно-фрезерный станок НСФ-1
Длина стола425 мм
Ширина стола240 мм
Конус шпинделяMT3
Мощность 1.50 кВт
Напряжение380В
Масса215 кг
Код товара: 41439
Нет в наличии
Универсально-фрезерный станок STALEX MUF60 DRO
Длина стола1120 мм
Ширина стола280 мм
Конус шпинделяISO40
Мощность 3.70 кВт
Напряжение380В
Масса1350 кг
Код товара: 35217
Широкоуниверсальный фрезерный станок 67К25PF3 с ЧПУ
Длина стола800 мм
Ширина стола320 мм
Конус шпинделяSK 40
Мощность 5.50 кВт
Напряжение380В
Масса2100 кг
Код товара: 11994
Нет в наличии
Настольный сверлильно-фрезерный станок JET JMD-16A
Длина стола400 мм
Ширина стола120 мм
Конус шпинделяMT2
Мощность 0.
 75 кВт
75 кВтНапряжение220В
Масса70 кг
Код товара: 37043
419 042 p
Нет в наличии
Вертикальный фрезерный станок по металлу VISPROM FPV-50
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.50 кВт
Напряжение380В
Масса500 кг
Код товара: 35212
Станок вертикальный консольно-фрезерный 6Т10С218
Длина стола1250 мм
Ширина стола260 мм
Конус шпинделяSK 40
Мощность 3.00 кВт
Напряжение380В
Масса1500 кг
Код товара: 36149
Вертикальный фрезерный обрабатывающий центр DMTG VDF850A
Длина стола1000 мм
Ширина стола500 мм
Конус шпинделяBT40
Мощность 20.00 кВт
Напряжение380В
Масса5500 кг
Код товара: 9874
248 500 p
Нет в наличии
Фрезерный станок PROMA FP-25A
Длина стола700 мм
Ширина стола160 мм
Конус шпинделяMT3
Мощность 1.
 00 кВт
00 кВтНапряжение220В
Масса198 кг
Код товара: 784
Широкоуниверсальный фрезерный станок FUV321 с VFG 323
Длина стола1350 мм
Ширина стола320 мм
Конус шпинделяISO50
Мощность 7.50 кВт
Напряжение380В
Масса3500 кг
Код товара: 1820
Универсально-фрезерный станок Optimum MF4 Vario DPA
Длина стола1370 мм
Ширина стола255 мм
Конус шпинделяISO40
Мощность 3.75 кВт
Напряжение380В
Масса1150 кг
Код товара: 59922
Вертикальный обрабатывающий центр KVL600
Длина стола800 мм
Ширина стола320 мм
Конус шпинделяBT40
Мощность 7.50 кВт
Напряжение380В
Масса2500 кг
Код товара: 1976
862 082 p
Нет в наличии
Вертикальный фрезерный станок PROMA FHV-50VD с УЦИ
Длина стола800 мм
Ширина стола240 мм
Конус шпинделяMT4
Мощность 1.
 50 кВт
50 кВтНапряжение380В
Масса700 кг
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
| Извините. :quality(80)/images.vogel.de/vogelonline/bdb/854200/854274/original.jpg) .. введенный вами адрес недоступен. .. введенный вами адрес недоступен.Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: [email protected] Тип ошибки: 404 Ресурсы Главная Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения – Знак оповещения о продажеПромышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник The Wood Doctor Книжный магазин Пиломатериалы/древесина/разное КалькуляторыМедиа-кит О WOODWEB Пользовательское соглашение и условия
использования Стать
Член Каталог продукции Каталог продукции Ручные инструменты Метизы -Кабинет Аксессуары -Декоративный -Ящик стола Системы -Петли -Освещение -Панель Установка Работа Возможности и услуги по деревообработке Ламинирование и наплавка Пиломатериалы
и Фанера Машины Машины -Комбинация Механизм -Копинг Машины -Настольное оборудование -Дверь и оконное оборудование -Снаряжение ласточкиного хвоста -Шпоночное оборудование -Производство дюбелей Машины -Пыль Коллекция -Нисходящий поток Столы -Кадр Оборудование -Край Бандерс -Энергия Производство Оборудование -Палец Фуганки -Отделка Оборудование -Склеивание Оборудование -Петля Вставка -Столярки – Ламинирование Оборудование – Лазер Обработка -Токарные станки -Материал Обработка -Измерительное оборудование -Разное -Врезное Оборудование -Формовщики -Панель Обработка Оборудование -строгальные станки -Прессы -Начальный Обработка -Роутеры -Шлифовка Машины -Распиловка Машины -Обслуживание и ремонт -шейперы -Заточка Оборудование -Запасной Запчасти -Лестница Производство -Tenoners – V-образная канавка Оборудование -Шпон Оборудование -Древесина Отходы Обработка Оборудование -Нисходящий поток Таблицы Молдинги
и столярные изделия Электроинструменты Планы и публикации Завод Техническое обслуживание и управление Распиловка и сушка Поставщики Инструменты Шпон Токарная обработка дерева ГалереиПроект ГалереяЛесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея ФорумыПоследние сообщения со всех форумовКлеи Архитектурные Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Операция Профессиональная отделка Лесное хозяйство Профессиональная мебель Создание ламинирования и Сплошная поверхность пилы и сушил Shop Build Оборудование Сплошная древесина Обработка Дополнительная обработка дерева Veener Woodshore 313 -й Weordnetwork 313131313131313 Недавние Woodwork .  Сообщения со всех бирж Сообщения со всех бирж Вакансии и обмен услугами – Job-GramБиржа пиломатериалов – Lumber-GramОбмен оборудования – Machinery-GramClassieds Exchange База знанийБаза знаний: Поиск или просмотрКлей, приклеивание и ламинирование – Клейки и связы Архитектурный Столярные изделия– Пользовательские Столярные изделия– Двери иОкна – Полы– Общие– Столярные работы Установщик– Токарный станок Токарная обработка– Погонаж– Столярные работыРеставрация – Лестницы– ЗапасПроизводство Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование
и Solid Surfacing Пиломатериалы
и Фанера Обработка Дерево
Инженерное дело |
Предотвращение сбоев при правильном направлении шпинделя ЧПУ
- 31 июля 2018 г.


Направление шпинделя на токарных станках часто обозначается как M03 для вращения по часовой стрелке (CW) и M04 для вращения против часовой стрелки (CCW). Конечно, это зависит от места, с которого вы смотрите на шпиндель. Если вы стоите не на том конце машины, вы можете неточно указать направление. Более простой и точный метод состоит в том, чтобы мыслить в терминах прямого и обратного. Когда вы стоите перед машиной, это относится к тому, поворачивается ли деталь к вам или от вас. M03 можно назвать вращением вперед, а M04 можно назвать вращением назад.
Большинство современных станков приспособлены для работы исключительно в направлении шпинделя M03. Давайте посмотрим, почему может быть более полезно обрабатывать детали, используя направление M04. Выбор команды M04 позволяет использовать левосторонний инструмент револьверной головки. Левосторонний инструмент является оптимальным методом по двум причинам:
1. В левостороннем инструменте револьверной головки вставка обращена к оператору. Оператору не только легче наблюдать за ходом процесса резки, но и замена вставки становится намного быстрее.
Оператору не только легче наблюдать за ходом процесса резки, но и замена вставки становится намного быстрее.
2. При обработке в направлении M04 силы резания (сжатие) прикладывают к станине станка. В направлении M03 силы резания (натяжения) отводятся от станины станка. Конструктивная конструкция машины прочнее на сжатие, чем на растяжение, потому что силы машины направлены внутрь конструкции машины и вниз, к земле. Если есть потеря контроля над силами резания, энергия будет направлена в станок и заточена, а не в инструмент.
Итак, какие ситуации можно было бы предотвратить, если бы вы отрегулировали направление шпинделя M04? Мы взяли несколько примеров от наших клиентов, чтобы проиллюстрировать условия, которые могут привести к сбою. Случались ли какие-либо из этих проблем с вашей командой?
Авария #1: Оператор не просверлил мягкие кулачки достаточно глубоко, чтобы выдержать силы резания, создаваемые программой обработки детали. Деталь вырвалась из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы приподняли всю отливку башни против направляющих пластин. Отливка башни треснула под действием силы в 40 л.с. Счет за ремонт составил около 35 000 долларов, и машина не эксплуатировалась в течение девяти недель.
Деталь вырвалась из кулачков и застряла между торцом револьверной головки и кулачками патрона. Возникшие силы приподняли всю отливку башни против направляющих пластин. Отливка башни треснула под действием силы в 40 л.с. Счет за ремонт составил около 35 000 долларов, и машина не эксплуатировалась в течение девяти недель.
Сбой №2: Станок с ЧПУ, оснащенный системой управления Fanuc, установил опорную точку станка с помощью команды G54. Оператор просто забыл установить правильное значение рабочей смены. Чтобы усугубить эту ошибку, первая часть выполнялась в режиме полного ускоренного перемещения со скоростью 800 дюймов в минуту. Шпиндель станка работал со скоростью 1550 об/мин в направлении шпинделя M04. Станок зарегистрировал, что передняя часть патрона является нулевой точкой привязки. Башня врезалась в кулачки патрона, полностью выбив их из станка. Пострадавших нет, но это было серьезное столкновение. В результате шкворни в башне сломались и их пришлось заменить.