Резка отверстий в металле: обзор основных способов
Вопросы, рассмотренные в материале:
- Что такое лазерная резка отверстий в металле
- Возможна ли точная резка отверстий в металле плазмой
- Как получить отверстия в металле сверлением
- Можно ли вырезать отверстие в металле болгаркой
Резка отверстий в металле бывает востребована как в быту, так и в производстве. И если в первом случае параметром точности можно если и не пренебречь, но оставить его в широких рамках, то для промышленных деталей здесь предъявляются самые строгие требования.
Соответственно, для разных задач существуют и различные способы достижения результата. В быту можно воспользоваться болгаркой, для относительно небольших отверстий применяют сверление, а если требуется высокая точность – используют лазер. Также для этих целей служат плазменные резаки. Подробнее о каждом способе расскажем далее.
Лазерная резка отверстий в металле
В данном разделе мы не собираемся рассказывать о достоинствах резки лазером, к примеру, таких, как минимум отходов материала или высокая скорость работы.
- Работа выполняется точно по проекту.
В отличие от сверла, луч лазера при резке не может повести, он направляется только в указанную сторону, по прямой. По сравнению с плазменной дугой, луч не мечется из стороны в сторону. Процессом управляет робот (ЧПУ – числовое программное управление), который не может отвлечься или расслабиться, совершив ошибку, как человек.
Благодаря ЧПУ детали полностью соответствуют проекту, размер отверстий будет одинаковым. При правильно написанной программе все изготовленные детали соответствуют первоначальному проекту.
- Очертания практически любой сложности.
Рассмотрим пример. В настоящее время наиболее быстрым и дешевым способом является координатная пробивка, позволяющая делать окна, имеющие обычные очертания. Края могут быть не совсем ровными, части изделия иногда повреждены, но стоимость такого производства значительно ниже лазерной резки.
Координатный станок имеет пробивной элемент, чья форма определена заранее. Как формочки для игры в песочнице. При наличии квадратной формы невозможно сделать круглый куличик. Нужно сначала заказать круглую формочку. В принципе, это возможно. Однако что делать, если необходим кулич в виде логотипа фирмы… Можно заказать форму для изготовления логотипа, правда, производство уже не будет ни дешевым, ни быстрым.
Лазерный же станок в состоянии выкроить фигуру как стандартной, так и самой сложной конфигурации. Оператор задает программу, в ходе выполнения которой луч двигается в нужном направлении. При этом не имеет значения замысловатость вычерчиваемой формы.
- Минимальный диаметр отверстий более 1 мм.
Еще одним важным моментом является точность выполнения резки. При работе плазменным аппаратом, делающим резку также по координатам, происходит скругление углов. Проблема заключается в толщине сечения плазменной дуги, которая больше, чем луч лазера. Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
Плазменной дугой можно выполнять резку сложных очертаний, но по факту они могут не совсем соответствовать запланированным.
VT-metall предлагает услуги:
То же самое относится и к минимальному размеру отверстий. Диаметр круга, вырезанного лазерным лучом, равен толщине материала и не может быть менее 1 мм. Диаметр отверстия, вырезанного плазменной дугой, равняется толщине материала, умноженной на 1,5, но не менее 4 мм.
- Края отверстия высокого качества.
Лазерная резка отверстий в металле делает края материала, наиболее близкие к идеальным. При плазменной резке края получаются недостаточно вертикальными, а при пробивке они слегка загибаются.
Несмотря на приближенность к идеальным, края металла все же не совсем соответствуют ему. При лазерной резке сравнительно толстых металлических листов, отверстия также имеют небольшую конусность, то есть входной диаметр немного меньше выходного. Но только на толстых. Лазерной резке же в основном подвергаются листы материала толщиной 1, 2, 4 мм, а на них конусность различить достаточно сложно.
- Какой металл подходит для резки отверстий.
Вид металла влияет на максимально возможную толщину листа, в которой можно произвести резку отверстия:
- Черная сталь – < 16 мм.
- Алюминий – < 10 мм.
- Нержавеющая сталь – < 10 мм.
- Титан – < 5 мм.
- Оцинкованная сталь – < 3 мм.
- Возможно ли сделать лазером резку перфорации.
При производстве дверей, панелей или корпусов иногда требуется сделать перфорацию металла. Перфорация – это разбросанные на плоскости отверстия, иногда выполненные в виде рисунка, которые необходимы для вентиляции. В состоянии ли лазерный станок сделать ее?
В принципе, да! Но это экономически не очень целесообразно. Причина кроется в том, что дешевле и проще сделать дырки пробивным станком, ведь ему будет достаточно одного удара. Луч лазера же должен выполнять резку каждого отверстия. Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Близкое их расположение, длинный рез может привести к перегреву материала и заготовку поведет. В большинстве случаев лазерная резка не приводит к перегреву и ведению металла, но при выполнении перфорации это может произойти. Кроме того, резка лазером излишне дорога.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
При необходимости снабдить изделие перфорацией можно поступить следующим образом: взять уже готовый перфолист и вырезать из него кусок нужного размера. На основной детали вырезается кусок такого же размера. Затем перфолист нужно вставить в данное окно. Закрепление проходит контактной сваркой.
Возможна ли точная резка отверстий в металле плазмой
Плазмой можно делать длинные резы, это подтверждается профессионалами и не является новинкой. Сложности появляются при изготовлении отверстий методом плазменной резки в проводящих электричество металлах для соединения частей болтами. При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
При этом качество вызывает большие вопросы. Рассмотрим рекомендации, способные улучшить качество работы и облегчить ее.
- Контроль высоты плазмы.
В процессе резки очень важно выдерживать определенное расстояние между поверхностью металла и резаком. Оно влияет на качество изделия и на срок службы расходных материалов.
Необходимо тщательно подбирать высоту плазмы. При резке расстояние между резаком и обрабатываемым материалом необходимо делать чуть большим. Общий совет: высота пробивки при использовании плазмы должна быть выше рекомендуемой на 50–100 %. Рассмотрим пример: рекомендуемая высота для проведения резки – 2–2,5 мм, профессионал при этом будет работать на расстоянии 4-5 мм. Необходимо помнить, что излишне малое расстояние приводит к ускоренному износу аппаратуры.
- Найти место для прожига.
Точно локализованное место первоначальной пробивки поможет предотвратить колебания дуги и растяжений, а также иные проблемы.
- Контроль высоты и напряжения дуги.
Невысокая скорость резки, присущая автоматическим системам, влияет на изменения в высоте дуги в процессе изготовления отверстий диаметром меньше 25 мм. Для предотвращения этого перед началом резки происходит отключение контролера напряжения плазменной дуги.
- Скорость.
Скорость перемещения резака для изготовления высококачественных отверстий должна быть достаточно медленной. Она не может превышать 60 % скорости резки внешнего контура изделия. Такое замедление не дает образоваться конусовидным отверстиям.
- Завершение работ.
Плазменная резка отверстий имеет свои особенности, более всего это касается их изготовления в трубах. И главной особенностью является высокая точность работ. Большинство видов плазменного оборудования не могут после прекращения резки сберегать дугу, даже незначительное время. И она гаснет непосредственно в рамках контура изготавливаемого отверстия.
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия.
 При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края.
- Глухие. Особенности применения данного метода резки – в контроле глубины проникновения сверла. На современном оборудовании стоит специальная система, которая контролирует его подачу. Таким образом происходит резка отверстий в металле с заданной глубиной и без дополнительных инструментов.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор.
Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину. - Сложная форма. Примером осложненной формы может служить отверстие, расположенное у края изделия. Для его резки используют одновременно две заготовки одинакового размера, их складывают и помещают в тиски. Материал второй заготовки должен быть аналогичным первой, причина скрывается в особенностях резки отверстий на краях металла – сверло будет сдвигаться в сторону более мягкого материала.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки.
- С уступами. Особенностью данного метода резки является использование сразу двух техник: уменьшения диаметра и рассверливания. И если в последнем случае применяют разные сверла, постепенно увеличивая их диаметр от меньшего к большему, то при уменьшении диаметра применяют сначала большее сверло, а затем, по мере прохождения вглубь металла, сокращают его размер.
- Большего диаметра. Такая технология считается самой трудоемкой. При резке отверстий в заготовке толщиной не более 0,8–1,0 см применяют так называемые конусно-ступенчатые сверла. Диаметр прохода таких приспособлений – 0,4-0,5 см. В условиях промышленного производства часто применяют биметаллические коронки, позволяющие сделать отверстия размером, не превышающим 10 см. Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
 При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
 Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину.
Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину.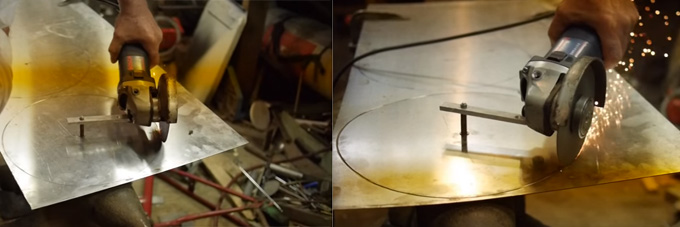
Можно ли вырезать отверстие в металле болгаркой
Описанные выше методы относились к промышленным способам резки металла. Для использования на производственных предприятиях болгарка не подходит. Данный инструмент более всего применим в условиях мелкого производства, дома, когда необходим мелкий ремонт или строительство. Точность, с которой выполняется резка, невелика. Однако она и не требуется.
Рассмотрим пример. Для этого используем швеллер 12 и лист металла в 2 мм.
Для начала наносим керны и отмечаем две окружности с помощью штангенциркуля, но не измерительного, а специального, или обычного циркуля по металлу, поскольку простым по металлической поверхности чертить нежелательно. Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Впрочем, при неимении иного можно и им провести разметку – не сотрется. Основная задача заключается в резке круглой заготовки из листа металла, в основании же швеллера толщиной 0,5 см необходимо сделать круглое отверстие.
Процессу резки предшествуют подготовительные мероприятия: подбор и установка на болгарку стертого диска наименьшего диаметра.
Проводим разметку листа металла и швеллера. После чего производим еле заметный неглубокий запил установленным диском. Болгарку необходимо вести равномерно, не меняя скорости, и постоянно поворачивать ее по окружности.
Следом полностью отрезаем кусок металла с обозначенной окружностью. После чего несколькими надрезами осуществляем полный прорез от внешней границы куска и до окружности. В швеллере делаем все в обратном порядке. Производим резку окна в центре круга, после чего идем полными запилами к окружности. Таким образом получаются сегменты. При работе с толстым металлом запилов для сегментов нужно делать побольше для более удобного их удаления.
После окончания резки происходит удаление сегментов с двухмиллиметрового листа металла плоскогубцами. Это достаточно просто и быстро, отогнул каждый пару раз в стороны и все. Так быстро с толстым металлом швеллеру не справиться. Плоскогубцев будет уже недостаточно, необходим молоток или «крокодил» (специальное приспособление). Поэтому специалисты советуют резать металл более мелкими сегментами, а затем использовать два молотка: один ставят на сегмент, а другим бьют по первому.
Таким образом и происходит резка двух окружностей: из листов металла толщиной 2 мм и 0,5 см.
Однако существует и иной способ резки. При его использовании нет необходимости нарезки небольших сегментов.
На листе металла толщиной 0,5 см намечается окружность с помощью штангенциркуля. Затем, как и в предыдущем случае, делаем небольшой рез маленьким диском. После чего болгаркой по уже намеченному кругу продолжаем делать неглубокие резы, проходя круг за кругом. Скорость резки должна быть стабильной, а инструмент надо поворачивать в сторону окружности. Резка происходит до окончательного отделения круга.
Резка происходит до окончательного отделения круга.
Мы рассказали о способах работы болгаркой при резке круглых отверстий. Рассмотрим теперь отклонения от заранее заданных размеров, которые возможны при резке этим инструментом.
В процессе вырезания круга отклонения будут минимальными, в пределах 2 мм. Если же выполнять рез иначе, то запил будет забирать много материала. Если необходимо сохранить точные размеры окна, то при первоначальной разметке требуется увеличение диаметра на 0,6–0,8 см.
Если выполняется резка толстого металла для размещения потом в нем, например, трубы или втулки, то диаметр при разметке должен быть увеличен на 0,4–0,6 см.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазерная резка отверстий цена за метр в Москве и Московской области
ПК ВЕСТА выполняет лазерную резку отверстий в изделиях и конструкциях из металла разной формы и размеров. Используем новейшее лазерное оборудование, обеспечивающее высокую точность реза. Отправляем заказы в любую точку мира.
Во многих металлических изделий имеются отверстия. Если речь идет об использовании в быту, то к точности их размеров не предъявляются высокие требования. Для деталей, используемых в промышленности, точность имеет большое значение. Сегодня существуют различные технологии вырезания отверстий в металле, но самым востребованным является лазерная резка.
Особенности и преимущества
- сталь не меняет свои свойства в области резки;
- вырезание материала проходит без механического воздействия, отсутствуют деформации;
- высокая точность;
- высокая скорость;
- высокое качество краев отверстий.

Лазер, в отличие от сверла, не деформирует изделие, что особенно актуально для тонкой стали. Даже у самых надежных сверлильных станков присутствует биение, в результате чего теряется точность. Лазер же направляется строго в указанном направлении. Процесс вырезания роботизирован, поэтому отклонения, ошибки и неточности при вырезании исключаются.
подробнее
Цены
ВАЖНО! Цены на лазерную резку во многом зависят от типа металла, его свойств и толщин, машинного времени, потраченного на выполнение заказа на станке, геометрической сложности конкретного изделия, объёма выпуска (в пог.м.) и т.д. Ниже предоставлены наиболее часто встречаемая стоимость на базе табличных данных.
Калькулятор для резки металла русская версия
| Толщина, мм. | Стоимость, руб/пог.м. (с НДС) |
|---|---|
| 1 | 9,0 |
1. 5 5 |
10,8 |
| 2 | 26,8 |
| 3 | 44,6 |
| 4 | 66,9 |
| 5 | 89,2 |
| 6 | 88,3 |
| 8 | 132,4 |
| 10 | 174,7 |
| 12 | 218,4 |
| 14 | 259,4 |
| Итого от: | 1 121 ₽ |
Цены на лазерную резку
Акции
Скидка 5% на услуги резки металла до 30 ноября 2022г.
Сырье и готовые изделия
Черная сталь
Сталь – это популярный металлический сплав, состоящий в основном из железа и небольшого количества углерода. Иногда добавляются другие элементы, такие как марганец, хром, ванадий и вольфрам. Современное производство стали началось в 1858 году, когда стало возможным экономически производить большое количество. Сталь является теплопроводной, устойчивой к коррозии, пластичной и податливой.
Современное производство стали началось в 1858 году, когда стало возможным экономически производить большое количество. Сталь является теплопроводной, устойчивой к коррозии, пластичной и податливой.
Алюминий
Алюминий – это легкий немагнитный металл серебристого цвета, который может быть выполнен практически любой формы. Чистый алюминий мягкий и имеет ограниченную прочность. Небольшие количества элементов, таких как медь, магний и цинк, часто добавляются для увеличения прочности.
Нержавейка
Нержавеющая сталь – это стальной сплав, который содержит минимум 10% хрома. Дополнительный хром обеспечивает чистоту поверхности и исключительную коррозионную стойкость, которой нет у углеродистых сталей.
Медь
Медь – это природный немагнитный металл, известный своим уникальным коричневато-красным цветом. Большинство бронзовых и латунных сплавов содержат более 80% меди. Медь пластична, легко обрабатывается и обладает высокой устойчивостью к коррозии. Это также отличный проводник тепла и электричества.
Это также отличный проводник тепла и электричества.
Фурнитура
Массовый рынок уникальных изделий для мебельной и смежных отраслях в виде разных U, L и других элементов. Это обширная группа товаров, позволяющая сделать мебель более практичной и удобной.
Уникальные
Изготавливаем совершенно нестандартные изделия под заказ для любого назначения продукции (на базе нашего металл или клиента)
Фигурная
Фигурные уникальны изделия применяются во многих отраслях автомобилестроения, индустриальной и т.д. Делаем большие партии за короткий период времени под заказ.
Декоративная
Уникальные изделия для декора внешнего и внутреннего. Высылайте ваш уникальный проект! Мы сделаем все под ключ от 24 часов.
Футуристическая
Сегмент премиальная рынка с металлообработкой – футуристические изделия, применяемые в строительстве жилых и нежилых зданий.Это комбинация металла с стеклом и деревом со сложной геометрической формой.
Крепеж
Крепежные изделия – массовый рынок во многих странах. Улучшите и совершенствуйте вашу продукция, заказывая изделия с уникальными характеристиками из любого типа металла в любую точку мира.
Индустриальная
В индустриальной отрасли уникальные изделия из металла постоянно находят себе применение в целях повышения эффективности бизнес процессов (автомобилей строение, промышленность, фармацевтика, химическая и т.д.)
Художественная
Уникальная категория товаров для дизайнеров, проектных бюро, предпринимателей и дизайнерских школ и институтов. Применяется в разных отраслях для мебели, декоративных элементов, освещения, элементов для интерьера и экстерьера дома, зданий и т.д. Сделайте ваши изделия из металла – неповторимыми и предельно красивыми!
Ультросовременное оборудование
Преимущества завода
Оборудование
PREMIUM ОБРАБОТКА МЕТАЛЛА
Новый оптоволоконный современный станок SENFENG с максимальной мощностью 2кВт и рабочей поверхности 3000х1500мм – прост в использовании, имеет низкое электропотребление, легок в обслуживании, имеет бюджетные расходные материалы, высокое качество выпускаемо продукции с ровным гладким краем. Все это позволяет увеличить скорость производства и значительно снизить себестоимость выпускаемой продукции. Резка производиться с подачей кислорода, азота или воздуха.
Все это позволяет увеличить скорость производства и значительно снизить себестоимость выпускаемой продукции. Резка производиться с подачей кислорода, азота или воздуха.
подробнее
Работать с нами
Преимущества лазерной резки
Технология резки
НОВЕЙШИЕ ТЕХНОЛОГИИ
Лазерные установки во всем мире являются сейчас премиальным средством обработки металла. Луч лазера имеет ряд свойств, позволяющих его сфокусировать на обрабатываемой поверхности, при этом пучок будет нести энергетический заряд высокой плотности. Под его воздействием практически любой материал активно сгорает, плавится, испаряется и пр. – в общем, разрушается.
подробнее
НА БАЗЕ ЛАЗЕРНОГО ЛУЧА
В отличие от волн света, лазерный луч имеет постоянные длину и частоту волны. Оно дает возможность, используя простые оптические линзы, легко сфокусировать луч на обрабатываемой поверхности. Направленность и мощность луча также помогает оборудованию создать фокусированный лазерный луч высокого уровня.
Направленность и мощность луча также помогает оборудованию создать фокусированный лазерный луч высокого уровня.Технические характеристики, прайс-лист и каталог
Как просверлить металл. Техники и приемы
Итак, у вас есть кусок металла, и в нем нужно просверлить несколько отверстий. Думаешь, ничего страшного. Вы берете дрель и немного. Пять минут спустя, едва сделав вмятину на металле, вы решаете, что пора идти в скобяной магазин за новым сверлом. Через несколько минут кончик нового сверла становится синим, а вы все еще не закончили свои отверстия. Вы берете его в дом друга. Парень, который, кажется, знает, как делать все. Он просверливает все отверстия за секунды. Если это звучит знакомо, читайте дальше, чтобы узнать о методах и хитростях, которые вам нужно знать о том, как сверлить металл.
Содержание
- Начало сверления (определение центра)
- Сверление пилотного отверстия в металле
- Как сверлить металл разного типа
- Правильный выбор сверла Определение способа сверления металла
9 Использование
- Нагрев и охлаждающая жидкость при сверлении
- Как изменять скорость и давление для сверления металла
- Как сверлить металл: пробивание
- Как сверлить металл – очистка
- Заключительные мысли
Создание отверстия (определение центра)
Прежде чем просверлить отверстие в металле, необходимо найти центр и начать отверстие. Без этого вы, скорее всего, не просверлите отверстие именно там, где хотите. Обычно это делается с помощью центрального удара или чего-то, что называется уколом. Скорее всего, вы уже использовали центральный удар. Вы просто помещаете точку в место, где хотите начать отверстие, и ударяете по концу молотком со сферическим бойком.
Без этого вы, скорее всего, не просверлите отверстие именно там, где хотите. Обычно это делается с помощью центрального удара или чего-то, что называется уколом. Скорее всего, вы уже использовали центральный удар. Вы просто помещаете точку в место, где хотите начать отверстие, и ударяете по концу молотком со сферическим бойком.
Важно не использовать молоток с когтями, потому что они закалены, как и кернер. Никогда не ударяйте закаленный инструмент о другой закаленный инструмент, иначе вы рискуете сколоть его. Ежегодно таким образом наносятся значительные травмы глаз. Вот почему молотки всегда поставляются с предупреждением о необходимости носить защитные очки.
Удар по кернеру молотком со сферическим бойком, чтобы пробить отверстие. Уколный удар подобен центральному удару, но с более острым концом. Используйте его, чтобы найти более точную точку, а затем используйте кернер, чтобы сделать более глубокое и широкое отверстие. Обратите внимание, что пробойник следует использовать только для мягкой стали и более мягких металлов, таких как алюминий, чтобы не повредить острие.
Многие люди доверяют автоматическим подпружиненным кернерам, которые любят плотники. Они отлично подходят для алюминия и других сплавов. Они будут работать с мягкой сталью, но из-за тонкости изнашиваются быстрее, чем пробойники и кернеры. Чтобы использовать их, просто выровняйте точку и нажмите на ручку. Автоматический внутренний механизм приводит в действие удар.
Сверление направляющего отверстия в металле
После определения отправной точки для сверла вы хотите просверлить направляющее отверстие. Пилотное отверстие — это отверстие меньшего размера, за которым должно следовать ваше окончательное сверло. Пилотные отверстия удаляют часть материала, облегчая прямое сверление более крупными долотами. При использовании своего сверлильного станка я пропускаю направляющие отверстия при сверлении менее 1/2 дюйма в диаметре. При использовании ручной дрели я делаю направляющие отверстия для отверстий диаметром 3/8 дюйма и больше.
Сначала я просверлил направляющее отверстие, чтобы закрепить большее сверло и удалить часть материала.
Как сверлить различные типы металла
Существует МНОЖЕСТВО различных типов металла. Большинство из нас обычно используют только несколько: углеродистые стали, такие как мягкие и нержавеющие стали, алюминий или сплавы, такие как латунь или бронза. Машинисты подходят к каждому металлу по-разному и хотят знать ТОЧНЫЙ тип стали или сплава, с которым они работают. Они могут указать алюминий 6061Т6 для одной части проекта и алюминий 3003х24 для другой из-за нагрузок, которые должен выдерживать конкретное соединение. Они часто пытаются достичь допусков 0,0001 или выше.
Для обычного человека можно выделить три основные категории: сталь, нержавеющая сталь и алюминий/сплавы. Если у вас возникнут проблемы оттуда, погуглите конкретный металл, который вы используете. Металлы, такие как титан или броня, требуют специальных методов. Опять же, Google ваш друг.
Правильный выбор сверла определяет способ сверления металла
Существует множество типов сверл. Недавно мы писали статью о лучших сверлах по металлу. Ниже приведены наиболее важные из них, которые должны быть в вашем наборе инструментов для металла.
Ниже приведены наиболее важные из них, которые должны быть в вашем наборе инструментов для металла.
Спиральные насадки из быстрорежущей стали
Сверла из быстрорежущей стали или HHS-насадки стоят меньше, чем многие другие сверла по металлу, и вы получаете то, за что платите. Когда я был молодым голодающим художником, я купил набор дешевых бит. В первый раз, когда я использовал их в металле, они буквально раскручивались сами по себе. С тех пор я покупаю пули Black & Decker, которые теперь маркируются как сверла DeWalt с пилотным острием. Они отлично работают во всем, кроме самых твердых металлов, таких как нержавеющая сталь.
Я рекомендую биты с титановым покрытием для наилучшего соотношения цены и качества при обработке мягких сталей. Черный оксид тоже хорошо работает и стоит еще меньше. Покрытие помогает этим битам работать лучше и дольше. Недостатком является то, что вы не можете заточить эти биты, когда они затупятся и сохранят покрытие.
Это насадки Dewalt Pilot Point. Обратите внимание на уникальную форму со встроенной «пилотной» насадкой на наконечнике.
Обратите внимание на уникальную форму со встроенной «пилотной» насадкой на наконечнике.Большинство спиральных насадок HHS имеют несколько конструкций наконечников и обычно с углом 118 или 135 градусов. В то время как 118-градусные биты раньше изготавливались для более мягких сталей, таких как низкоуглеродистая сталь, алюминий и другие сплавы, некоторые производители переключают больше битов на использование 135-градусных разъемных наконечников. Если вы хотите сверлить более твердые металлы, такие как нержавеющая сталь, используйте кобальтовые сверла.
Кобальтовые сверла
Кобальтовые сверла представляют собой спиральные сверла с добавлением от пяти до восьми процентов кобальта, что помогает им дольше оставаться острыми и более устойчивыми к нагреву. Они выглядят точно так же, как биты HHS, хотя цвет может немного отличаться. Важно, чтобы вы не перепутали их с обычными твист-битами. Они также стоят дороже, чем биты из быстрорежущей стали, но их можно заточить, так как кобальт — это не покрытие, а часть самого металла.
Я не использую кобальтовые сверла для дерева или пластика. С углом резки 135 градусов они фактически не режут и эти материалы. По моему опыту, сверла DeWalt Pilot Point также быстрее просверливают алюминий, чем кобальтовые сверла. Чем блестят кобальтовые биты, так это их долговечностью в более твердых металлах. Они могут продолжать резать там, где другие сверла затупились бы и перестали быть продуктивными.
DeWalt теперь производит кобальтовые долота с пилотным наконечником!Сверла Silver и Deming Bits
Многие люди умеют сверлить отверстия до 1/2 дюйма. Остается вопрос, как сверлить металл большего диаметра? Секрет в битах Сильвера и Деминга. Они названы в честь компании, которая их изобрела, и название закрепилось вне зависимости от производителя (вроде Kleenex или Xerox). Большинство наборов бит Сильвера и Деминга могут варьироваться от 1/2 дюйма до 1 дюйма или даже 1,5 дюйма. Чтобы оставаться в безопасности, вы должны использовать только большие размеры со сверлильным станком и с надежно закрепленной заготовкой.
Ступенчатые насадки
Если вы никогда не видели ступенчатые насадки (также известные как юнибиты), они выглядят как маленькие металлические елочки. Одношаговое сверло может прорезать несколько размеров отверстий в тонком металле. Чтобы использовать его, посмотрите на шкалу на внутренней стороне фрезы и посмотрите, сколько «шагов» вам нужно, чтобы подавать сверло, чтобы сделать отверстие нужного размера. Например, если вы используете инструмент с десятью шагами для достижения отверстия диаметром 2 дюйма, начните свое отверстие и тщательно подсчитывайте шаги по мере сверления.
Если работа критична, остановитесь на восьми-девяти шагах и перепроверьте размер отверстия. Если вы просверлите на один шаг больше, вы испортите свою заготовку. Кроме того, убедитесь, что вы используете подходящую смазку при сверлении ступенчатыми коронками.
Кроме того, убедитесь, что вы используете подходящую смазку при сверлении ступенчатыми коронками.
Сверление отверстий в металле с помощью кольцевых фрез и кольцевых пил
Кольцевые фрезы похожи на кольцевые пилы для металла. Вы также можете использовать биметаллические кольцевые пилы для нескольких отверстий в металле, особенно в более мягких металлах, таких как алюминий. Однако опыт не идеален. Эти пилы невероятно громко работают по металлу, а кольцевые пилы изнашиваются гораздо быстрее. Задача также может быть довольно опасной, если у вас нет работы, закрепленной на вашем сверлильном станке.
Однажды я просверливал 3-дюймовые отверстия в алюминиевых трубах кольцевой пилой на сверлильном станке. К сожалению, я был внутри закрытого здания. Кто-то с расстояния около 300 футов подошел и попросил меня остановиться, потому что это было так громко, что у них заболели зубы. Представьте, как я чувствовал себя в той же комнате, всего в 3 футах от меня! Использование кольцевых пил по металлу должно выполняться только на очень тонком и плотно закрепленном листовом металле, таком как электрические панели. Сверлить большие отверстия в металле с помощью ручной дрели — значит просто напрашиваться на травму запястья.
Представьте, как я чувствовал себя в той же комнате, всего в 3 футах от меня! Использование кольцевых пил по металлу должно выполняться только на очень тонком и плотно закрепленном листовом металле, таком как электрические панели. Сверлить большие отверстия в металле с помощью ручной дрели — значит просто напрашиваться на травму запястья.
Используйте кольцевые фрезы со сверлильным станком. Мощность настольного сверлильного станка, вероятно, недостаточна для вырезания больших отверстий в металле. Это касается либо кольцевой фрезы, либо кольцевой пилы по металлу. Кольцевые фрезы имеют больше общего с фрезерными станками-фрезами, чем с кольцевыми пилами. Они практически проплавляют любой тип металла и доставляют удовольствие в использовании.
Кольцевые фрезы и кольцевые пилы Применение и цены
Раньше кольцевые фрезы стоили очень дорого. Сейчас они просто умеренно дорогие. В эпоху дешевых китайских инструментов можно найти наборы хорошего качества менее чем за 250 долларов за набор из шести штук, которые сверлят до двух дюймов в диаметре. Вам понадобится адаптер Morse Taper MT2 для вашего сверлильного станка, чтобы иметь возможность использовать кольцевые фрезы, поскольку большинство из них имеют квадратные хвостовики 3/4 дюйма для использования в магнитных сверлильных станках.
Вам понадобится адаптер Morse Taper MT2 для вашего сверлильного станка, чтобы иметь возможность использовать кольцевые фрезы, поскольку большинство из них имеют квадратные хвостовики 3/4 дюйма для использования в магнитных сверлильных станках.
Магнитный сверлильный станок оснащен мощными электромагнитами на основании, что позволяет ему прикрепляться к черным металлам, таким как двутавровые балки. Они даже сохранят свою хватку вверх ногами. Как вы можете догадаться, если отключится электричество или кто-то ударит ногой по шнуру питания, инструмент рухнет на землю. Поэтому очень важно, чтобы они были привязаны или привязаны в качестве резервной копии. Просто предупреждаю: во второй раз, когда я использовал его, я стер все свои кредитные карты, поэтому теперь я держу свой кошелек подальше от этих инструментов!
Кольцевая фреза — фотографии Рохана фон Индиена Магнитный сверлильный станок с использованием кольцевой фрезыИспользование тепла и охлаждающей жидкости при бурении
После того, как вы выбрали сверло, вам нужно сделать одну вещь, чтобы оно прослужило как можно дольше— держи это в покое. Смазочно-охлаждающая жидкость помогает отводить тепло и смывать стружку/стружку. Каждый раз, когда я сверлю или режу металл, я добавляю смазочно-охлаждающую жидкость. Это может быть так же просто, как капнуть немного на металл и сверло до и во время процесса сверления или резки.
Смазочно-охлаждающая жидкость помогает отводить тепло и смывать стружку/стружку. Каждый раз, когда я сверлю или режу металл, я добавляю смазочно-охлаждающую жидкость. Это может быть так же просто, как капнуть немного на металл и сверло до и во время процесса сверления или резки.
Один из лучших способов нанесения – с помощью щетки для стружки в контейнере со смазочно-охлаждающей жидкостью, который вы держите под рукой специально для этой задачи. В механических мастерских их оборудование имеет шланги, форсунки и насосы, которые постоянно распыляют СОЖ/СОЖ на долото и заготовку. Сверление и резка чугуна без смазочно-охлаждающей жидкости, так как это исключение.
Сверление отверстия в металле кольцевой пилой. Дым от сгорающей смазочно-охлаждающей жидкости. Чаще добавляйте больше жидкости во время бурения
Сегодня на рынке существует множество смазочно-охлаждающих жидкостей. Несколько лет назад люди даже использовали жир от бекона! Только не в моем магазине, так как я не хочу привлекать тараканов, грызунов или свою собаку (примечание редактора: плюс мы знаем, как лучше использовать жир от бекона!). Некоторые люди используют масло 3-в-1 или даже WD-40. Я часто использую WD-40, когда нахожусь вдали от своего магазина и должен сверлить металл, потому что у меня всегда есть WD-40 в моем грузовике. Теперь у нас есть современные смазочно-охлаждающие жидкости, которые намного эффективнее. Моя любимая смазочно-охлаждающая жидкость Tap Magic. Если вы используете много алюминия, Tap Magic производит смазочно-охлаждающую жидкость специально для алюминия. Пчелиный воск также отлично подходит для алюминия, но его может быть сложнее найти.
Некоторые люди используют масло 3-в-1 или даже WD-40. Я часто использую WD-40, когда нахожусь вдали от своего магазина и должен сверлить металл, потому что у меня всегда есть WD-40 в моем грузовике. Теперь у нас есть современные смазочно-охлаждающие жидкости, которые намного эффективнее. Моя любимая смазочно-охлаждающая жидкость Tap Magic. Если вы используете много алюминия, Tap Magic производит смазочно-охлаждающую жидкость специально для алюминия. Пчелиный воск также отлично подходит для алюминия, но его может быть сложнее найти.
Как изменять скорость и давление для сверления металла
До сих пор мы говорили о том, что вам нужно, чтобы просверлить отверстие в металле. Следующая часть того, как сверлить металл, полностью посвящена технике.
Техника решает все.
Скорость вашего сверла и усилие, которое вы прикладываете к сверлу, — вот где в игру вступают навыки, которые помогут вам добиться успеха в сверлении металла.
Сначала поговорим о скорости бурения. Как правило, идите S-L-O-W. Переведите ручную дрель на пониженную передачу (часто обозначается цифрой 1). На сверлильном станке замедлите его. Однако, если быть точным, в Интернете есть множество таблиц скорости сверления, которые точно сообщат вам, какую скорость вам нужно настроить для сверления, для какого материала, а также какой размер и тип сверла вы используете. Большинство ручных дрелей не будут точно устанавливать скорость, но сверлильные станки будут. Если вы сомневаетесь, вы не ошибетесь, сверля металл на самой низкой скорости, на которой может работать ваша дрель. Возможно, это не самый эффективный способ сверления, но он будет работать, не повреждая сверло.
Что касается давления, то стружка подскажет, правильно ли вы все делаете. Если вы получаете пыль или крошечные чешуйки металла, вы недостаточно сильно нажимаете на сверло, чтобы правильно резать. Вы знаете, что используете правильное давление, когда создаете длинные непрерывные стружки длиной в несколько дюймов. Я часто получаю стружку длиной в фут. Поскольку они такие длинные, в конце концов они обрываются и кружатся в воздухе. Защитные очки обязательны.
Чтобы усилить давление на долото, я тяну рукой к голове и отталкиваюсь от себя локтем. Это не обязательно для дерева, но я нашел его в металле с помощью своего сверлильного станка.Как сверлить металл:
Пробивание Самая опасная часть сверления отверстия в любом материале, но особенно в металле, это когда вы, наконец, пробьетесь. Поэтому, когда вы приближаетесь к тому, чтобы выйти с другой стороны, замедлитесь и ослабьте давление. Держитесь очень крепко за заготовку (если она не прижата). Есть большая вероятность, что бита схватит его и попытается вырвать из ваших рук. Вот почему так важно всегда зажимать заготовку. Это делает «захватывающее» время, когда у вас есть кусок стали, вращающийся со скоростью 300 об / мин, пытаясь что-то сломать!
Вот почему так важно всегда зажимать заготовку. Это делает «захватывающее» время, когда у вас есть кусок стали, вращающийся со скоростью 300 об / мин, пытаясь что-то сломать!
Как просверлить металл – очистка
После завершения отверстия сопротивляйтесь желанию провести рукой по заготовке, чтобы очистить металлическую стружку, как если бы вы делали это с деревом. Если вы это сделаете, ваша рука будет чесаться неделю из-за микропорезов на коже. Вместо этого используйте щетку для стружки. Вот так они и получили свое название! Они не предназначены для рисования кистями. Щетки для стружки предназначены для сметания металлической стружки в механических мастерских.
Используйте щетку для удаления металлической стружки, а не руку! После того, как вы почистите сверлильный станок, также почистите пол и подошву вашей обуви. Вы не хотите отслеживать металлическую стружку по соседним комнатам. Наступать на них босиком очень больно и с ковра их никогда не вытащишь. Вы просто продолжаете наступать на них. Спроси меня, откуда я знаю!
Спроси меня, откуда я знаю!
Заключительные мысли
Научиться сверлить металл не так уж сложно. Если вы используете острую насадку с правильной скоростью, давлением и хорошей смазочно-охлаждающей жидкостью, длина бритвы будет составлять 6 дюймов или больше. Это когда ты знаешь, что все делаешь правильно, и сверление отверстий в металле становится удовольствием… хотя и немного грязным.
15 насадок Genius для сверления отверстий в металле
bogdanhoda/Shutterstock
Ибрагим Клаудс/15 апреля 2022 г., 7:20 UTC
Иногда жизнь испытывает нас, и это может выражаться в необходимости просверливать отверстия в металлах всех видов. Вы, вероятно, уже думаете о миллионе вещей, которые могут пойти не так, как надо при выполнении этой трудной задачи. Мы получим это; сверление отверстий в древесине или бетоне – это торт по сравнению с этим. Вот почему мы получили вашу спину. Существует множество причин, по которым вы хотели бы просверлить отверстие в металле — возможно, вы работаете над творческими проектами или ремонтируете гараж.
Существует множество причин, по которым вы хотели бы просверлить отверстие в металле — возможно, вы работаете над творческими проектами или ремонтируете гараж.
Давайте рассмотрим полезные советы по сверлению отверстий в металле, независимо от того, над каким проектом вы работаете. И для этой задачи мы рекомендуем вам ознакомиться с лайфхаками по размеру бурового долота, опубликованными ранее в House Digest. Металлы отличаются от того, с чем вы работали раньше, будь то дерево, кирпич или цемент, поэтому это подробное руководство идеально подходит для работы с металлом.
Сначала защитите себя
PicsByAndru/Shutterstock
При работе с металлом ваша безопасность может быть поставлена под угрозу многими способами. Однако при сверлении металла вы в основном рискуете пораниться шрапнелью. Поэтому, прежде чем приступить к работе, компания Industrial Metal Supply рекомендует приобрести защитные очки или защитные очки. Другими важными защитными средствами могут быть комбинезоны для тела, стойкие к порезам перчатки для защиты рук и ботинки для ног. Укройтесь, и вы будете рады, что сделали это!
Другими важными защитными средствами могут быть комбинезоны для тела, стойкие к порезам перчатки для защиты рук и ботинки для ног. Укройтесь, и вы будете рады, что сделали это!
Прикрепите металл к рабочей поверхности струбцинами
KenSoftTH/Shutterstock
Для работы с металлом потребуется несколько процессов сверления и несколько инструментов. Поэтому, чтобы обеспечить безопасное место для работы и предотвратить любые несчастные случаи, разумно приобрести и использовать зажимы, пишет WikiHow. Кроме того, используя металлические зажимы, вы предотвращаете соскальзывание металла или стали с рабочей поверхности. Это предотвратит появление дополнительных царапин, которые могут стать источником разочарования, а мы этого не хотим.
Определите тип отверстия, которое вы хотите просверлить
TobinCStudio/Shutterstock
Подумайте, какое отверстие вы пытаетесь просверлить и почему. Следуете ли вы инструкциям по установке нового стула, кровати или дорогого дивана-футона? Требуемые отверстия, которые будут разными для каждой задачи, также определяют, какое сверло вам нужно для предстоящей задачи. Согласно Ask The Builder, вид металла, с которым вы работаете, также определяет способ сверления отверстия. Таким образом, если вы работаете, скажем, с отверстием диаметром ⅜ дюйма, ваша первая техника — пилотное отверстие.
Следуете ли вы инструкциям по установке нового стула, кровати или дорогого дивана-футона? Требуемые отверстия, которые будут разными для каждой задачи, также определяют, какое сверло вам нужно для предстоящей задачи. Согласно Ask The Builder, вид металла, с которым вы работаете, также определяет способ сверления отверстия. Таким образом, если вы работаете, скажем, с отверстием диаметром ⅜ дюйма, ваша первая техника — пилотное отверстие.
Выберите правильный тип сверла
fotosv/Shutterstock
Вопреки слухам, которые вы, возможно, слышали, вы можете просверливать отверстия в металлах с помощью любых сверл. Разница, однако, в том, что вы должны быть особенно внимательны к типу сверл, которые вы используете. Вы можете прочитать о наших различиях между аккумуляторными дрелями, ударными шуруповертами и перфораторами.
Для сверления отверстий в металле нужно выбирать сверла с увеличенным центром и закрученные. По словам Руководства по аккумуляторной дрели, у него больше сцепления, и он обязательно выполнит свою работу.
По словам Руководства по аккумуляторной дрели, у него больше сцепления, и он обязательно выполнит свою работу.
Отметьте отверстия, которые вы хотите просверлить
ZhakYaroslav/Shutterstock
Еще один способ сделать свою работу очень быстро — это измерить материалы для металлоконструкций и отметить точки отверстий. Вы можете сделать это с помощью острого карандаша, мела, небольшого количества аэрозольной краски или любого другого предмета, которым можно отметить пятно. Александр из Welding Mastermind говорит, что маркировка предполагаемого рабочего места просто помогает вам достичь точности и помогает выполнять работу превосходно.
Сначала сделайте пилотное отверстие
Pixel B/Shutterstock
Преимущества пилотного отверстия невозможно переоценить, работаете ли вы с деревом, пластиком или бетоном. Когда вы пытаетесь сверлить металл, ваше сверло может быть скользким и не держаться с первой попытки. Чтобы обойти эту проблему, сначала сделайте пилотное отверстие с помощью старого доброго гвоздя и молотка, чтобы получить углубление. Как только вы сделаете углубление, поместите в него сверло и просверлите нужное отверстие в металле, пишет Тим из Ask the Builder.
Чтобы обойти эту проблему, сначала сделайте пилотное отверстие с помощью старого доброго гвоздя и молотка, чтобы получить углубление. Как только вы сделаете углубление, поместите в него сверло и просверлите нужное отверстие в металле, пишет Тим из Ask the Builder.
Медленное сверление на низких оборотах
ungvar/Shutterstock
Поскольку металл намного тверже дерева или пластика, у вас может возникнуть соблазн быстро сверлить, потому что вы думаете, что это сделает работу быстрее. Что ж, пожалуйста, отбросьте эту идею, потому что она не только неэффективна, но и опасна; если есть какое-либо скольжение, вы получите больше всего травм. Кинокультисты пишут, что сталь лучше сверлить медленным, но неуклонным темпом. А Ask the Builder предостерегает от высокой скорости, поскольку она увеличивает трение и нагревание. Мы этого не хотим.
Получите сверлильный станок для более толстого металла
PrimaStockPhoto/Shutterstock
Сверление металла не требует много физической энергии. Если металл толстый и вам нужно очень глубокое отверстие, вы можете купить сверлильный станок или найти его в ближайшей мастерской. Что бы вы ни делали, убедитесь, что вы работаете с ним, потому что он обеспечивает большую точность вашей работы, — говорит Дейк. Чтобы работать с этим, просто вставьте сверло в сверлильный станок в секцию, которая открывается всякий раз, когда вы возитесь с патроном, пишет Instructables Workshop.
Если металл толстый и вам нужно очень глубокое отверстие, вы можете купить сверлильный станок или найти его в ближайшей мастерской. Что бы вы ни делали, убедитесь, что вы работаете с ним, потому что он обеспечивает большую точность вашей работы, — говорит Дейк. Чтобы работать с этим, просто вставьте сверло в сверлильный станок в секцию, которая открывается всякий раз, когда вы возитесь с патроном, пишет Instructables Workshop.
Поработайте со смазкой или попрощайтесь со своей дрелью
Surakit Sawangchit/Shutterstock
Как вы, наверное, уже знаете, металлы — крепкие орешки, поэтому для дрели могут потребоваться специальные наконечники. Black + Decker рекомендует использовать смазочные материалы при работе с вашими сверлами, особенно когда ваша заготовка металлическая, это проверенный и надежный способ гарантировать, что они прослужат назначенный срок годности, даже если они не продлятся больше. Также The Ruko Blog пишет, что использование смазок помогает уменьшить трение между сверлами и рабочим объектом (металлом).
Используйте смазочно-охлаждающую жидкость для обработки стали
Курдакова Алена/Shutterstock
Если вы знакомы с резкой металла, вы должны знать об интенсивном трении и нагреве, которые могут накапливаться за безумно короткий период времени. И, откровенно говоря, между металлом заготовки, вашим сверлильным инструментом, вашими сверлами и вами вы получите больше всего травм. Поэтому мы и компания TTP Hard Drill Bits рекомендуем вам приобрести пасту для резки или масло для резки, чтобы помочь вам охладить металл, облегчить и ускорить процесс сверления и предотвратить травмы вас и вашего инструмента.
Всегда можно использовать кольцевую пилу
Budi Winarno/Shutterstock
Мы бы хотели, чтобы кольцевые пилы могли выполнять небольшие работы; если бы они могли, кольцевые пилы были бы одноразовым инструментом для вырезания отверстий в металле. Но это не так, поэтому мы должны двигаться дальше. Если вам нужно просверлить отверстие большого диаметра в какой-либо металлической детали, кольцевая пила предназначена именно для этого, пишет Plumber. Кроме того, этот инструмент отлично подходит для увеличения уже существующих металлических отверстий, а не для вырезания новых.
Если вам нужно просверлить отверстие большого диаметра в какой-либо металлической детали, кольцевая пила предназначена именно для этого, пишет Plumber. Кроме того, этот инструмент отлично подходит для увеличения уже существующих металлических отверстий, а не для вырезания новых.
Периодически охлаждайте заготовку
Sunshinyday/Shutterstock
Поскольку накопление тепла из-за трения неизбежно, рекомендуется периодически охлаждать металл. Хотя вы всегда можете сделать это с помощью охлаждающего масла или охлаждающей пасты, как мы обсуждали выше, вы также можете периодически сверлить, особенно если металл довольно толстый. TTP Hard Drill Bits пишет, что не следует сверлить более 30 секунд за раз. Итак, что вы хотите сделать, это просверлить в течение 30 секунд, охладить в течение 30 секунд, промыть и повторить.
Используйте металлический рашпиль, чтобы сгладить отверстие
MarinaMos/Shutterstock
После сверления отверстия, чтобы добиться совершенства или профессионального вида, или просто избавиться от острых краев, используйте металлический рашпиль. Металлические рашпили, также называемые напильниками или напильниками, используются для сглаживания и придания формы металлу. Боб Вилья пишет, что вы должны поместить зубья металлического рашпиля или напильника в рабочую зону и перемещать его вперед и назад, пока не добьетесь желаемой гладкости.
Металлические рашпили, также называемые напильниками или напильниками, используются для сглаживания и придания формы металлу. Боб Вилья пишет, что вы должны поместить зубья металлического рашпиля или напильника в рабочую зону и перемещать его вперед и назад, пока не добьетесь желаемой гладкости.
Очистите все осколки
DedMityay/Shutterstock
Завершив процесс сверления, отсоедините заготовку, положите ее на ближайший стол для охлаждения, очистите инструменты и уберите их. У вас будет много металлической стружки, которая может быть острой и потенциально опасной, и вы захотите убрать ее побыстрее. Сегодняшний домовладелец говорит, что все, что вам нужно сделать, это поместить кусочек магнита в тонкий полиэтиленовый пакет и навести его на рабочее место, пока он не притянет всю стружку. После этого поверните нейлоновый мешок внутрь и выбросьте его в мусорное ведро.
Смажьте готовый к использованию металл
oYOo/Shutterstock
Чтобы сделать последний штрих к только что просверленному металлу, смажьте новое отверстие и заготовку в целом.