Технические характеристики электродов для сварки
Сварочные электроды предназначены для создания неразъемных соединений из стальных, чугунных, медьсодержащих, алюминиевых деталей. Для работы применяют аппараты переменного или постоянного тока. Во время зажигания электрической дуги кромки расплавляются, а основной материал стержня попадает в сварочную ванну. В итоге получается шов. Обмазка также плавится и защищает рабочую зону от воздействия воздуха. Технические характеристики электродов влияют на параметры, свойства шва, режимы сварки.
Виды электродов
Есть две группы электродов: покрытые и непокрытые. Первая – самая распространенная. Электрод – металлический стержень круглого сечения. Снаружи нанесена однородная обмазка, состоящая из разных органических и неорганических элементов и соединений. При нагревании покрытие превращается в смесь газов и жидкий шлак. Они защищают сварочную ванну от внешних воздействий и помогают формировать шов.
Непокрытые электроды – вольфрамовые или угольные, графитовые.
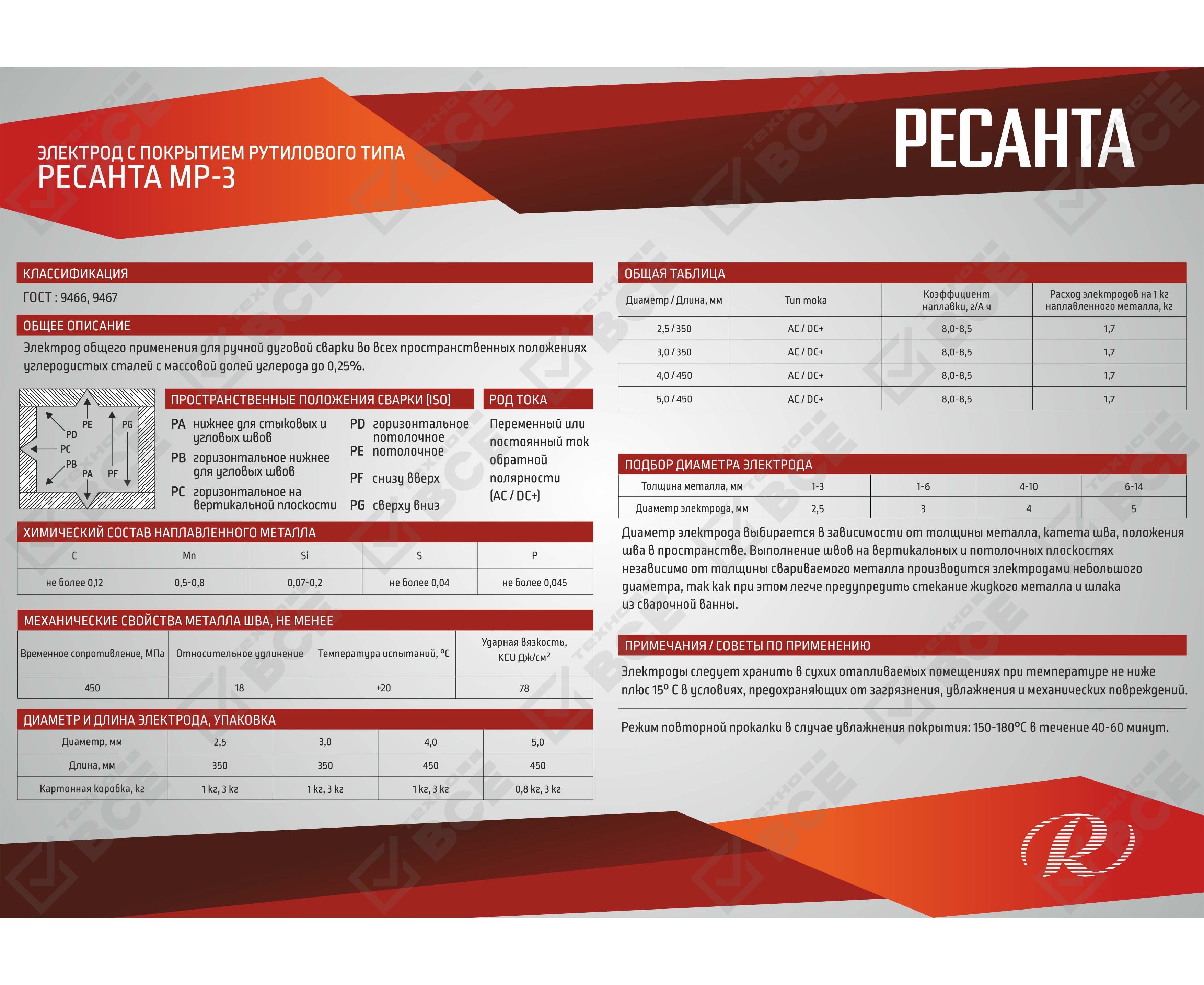
Технические характеристики покрытых электродов:
- Диаметр – эта характеристика электрода указывает величину сечения основного стержня. Толщина обмазки не учитывается. От этой характеристики зависит величина сварочного тока, которую нужно будет вставить при настройке аппарата.
- Тип материала прутка – состав должен соответствовать материалу свариваемых деталей. Для стальных и чугунных применяют соответствующие прутки. Если работа производится с цветными металлами, то потребуются латунные, алюминиевые, титановые электроды.
- Состав обмазки – элементы, которые содержатся в покрытии, влияют на качество сварного шва, стабильность электрической дуги. Нужно дополнительно учитывать род и полярность тока. Электродами, предназначенными для аппаратов-переменников, работать на постоянном токе не получится.

- Коэффициент наплавки – характеристика показывает, сколько расплавленного металла электрода пойдет на формирование сварного шва.
- Коэффициент расплавления – указывает, какая масса прутка перейдет в расплавленный металл за один час непрерывной сварки. Часть основного материала тратится при разбрызгивании, испарении, выгорании. Параметр зависит от комбинации элементов в обмазке, а также рода, полярности, плотности тока.
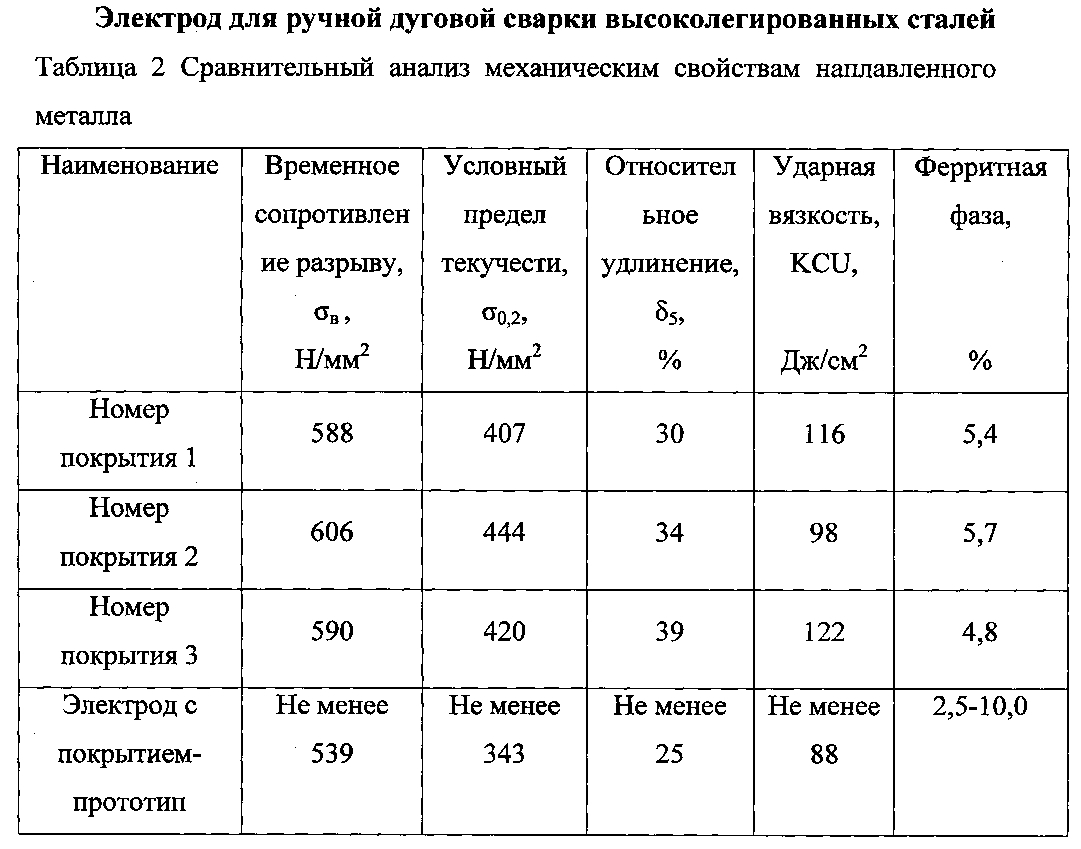
- Временное сопротивление разрыву – предел прочности – указывает на механическое свойство шва оказывать сопротивление деформации и последующему разрушению. Говорит о прочностных характеристиках сварных швов, которые получаются при использовании данной марки электродов.
- Ударная вязкость – третий параметр, определяющий механические свойства металла соединения. Это способность шва поглощать энергию нагрузки, которая будет на него оказана.

Чтобы разобраться, каковы характеристики электродов для сварки, нужно изучить их маркировку и рекомендации производителя. На упаковке есть бирка с указанием необходимой информации.
На упаковке есть бирка с указанием необходимой информации.
Характеристики электродов ОК на примере маркировки ОК 46.00:
- тип – Э46 AWS: E6013;
- характеристика обмазки – рутилово-целлюлозная;
- для каких целей изготовлены – для сварки углеродистых, низколегированных сталей;
- сварочный ток – опускается работа на переменном, постоянном токе любой полярности;
- допустимые пространственные положения деталей при работе – любые положения.
На упаковке указываются режимы прокалки – время и температура. Подготовку нужно производить непосредственно перед работой.
Как выбрать электроды для сварки с учетом их характеристик
При выборе любых материалов для сварки нужно учитывать: тип металлов или сплавов, толщину деталей, пространственное положение будущих швов, требуемые прочностные характеристики конструкции. Исходя из этого используют определенные марки электродов с нужными диаметром и обмазкой.
классификация, обозначение и область применеия
Электроды являются важнейшим инструментом сварочных работ, поэтому к их подбору следует относиться ответственно. На первый взгляд электроды обладают простой конструкцией, однако на самом деле они имеют сложную структуру. Покрытие изделия характеризует качество сварного шва. Важно выбрать состав поверхности, который обеспечит вязкость соединения и быстрое его затвердевание.
Технические характеристики электродов
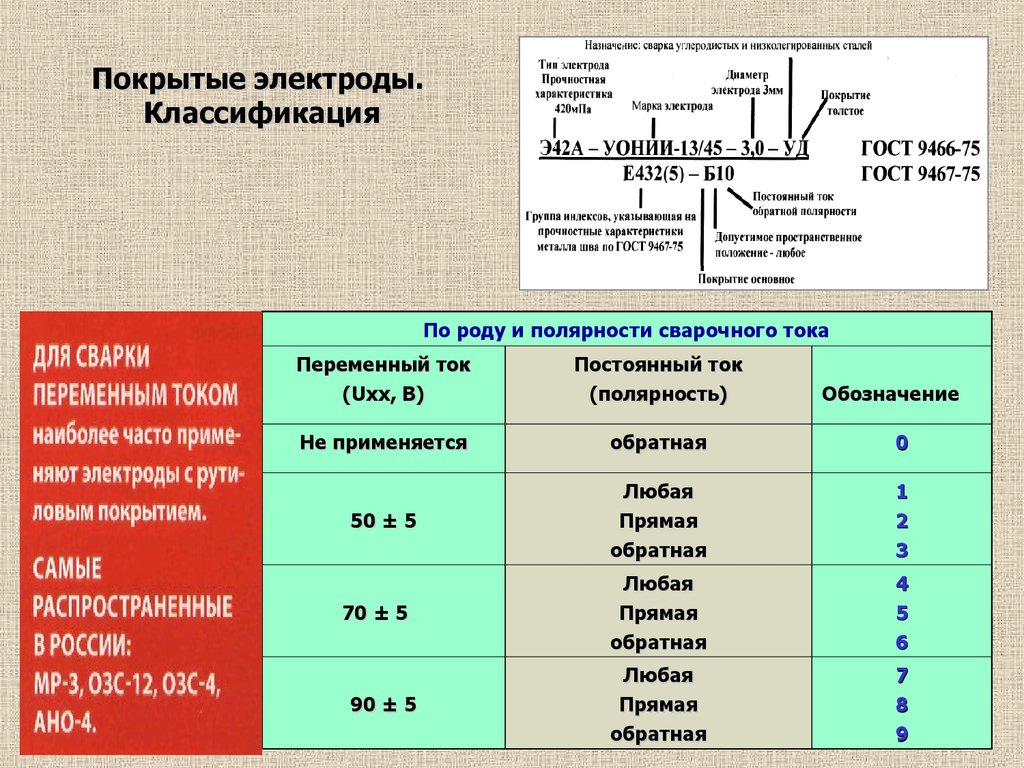
Основная маркировка товара показывает какова минимальная временная устойчивость к разрыву в кгс/мм2. Наиболее распространены следующие марки:
- Э38, Э46, Э50 – для операций со сталью с сопротивлением менее 500 Дж/см2;
- Э42А, Э46А – для большей ударной вязкости шва;
- Э55 – для сваривания предметов сопротивляемостью более 500 Дж/см2;
Качественная продукция должна обеспечивать равномерное плавление покрытия и нанесение его на шов, а также стабильное горение. По окончанию процесса шлак должен легко удаляться.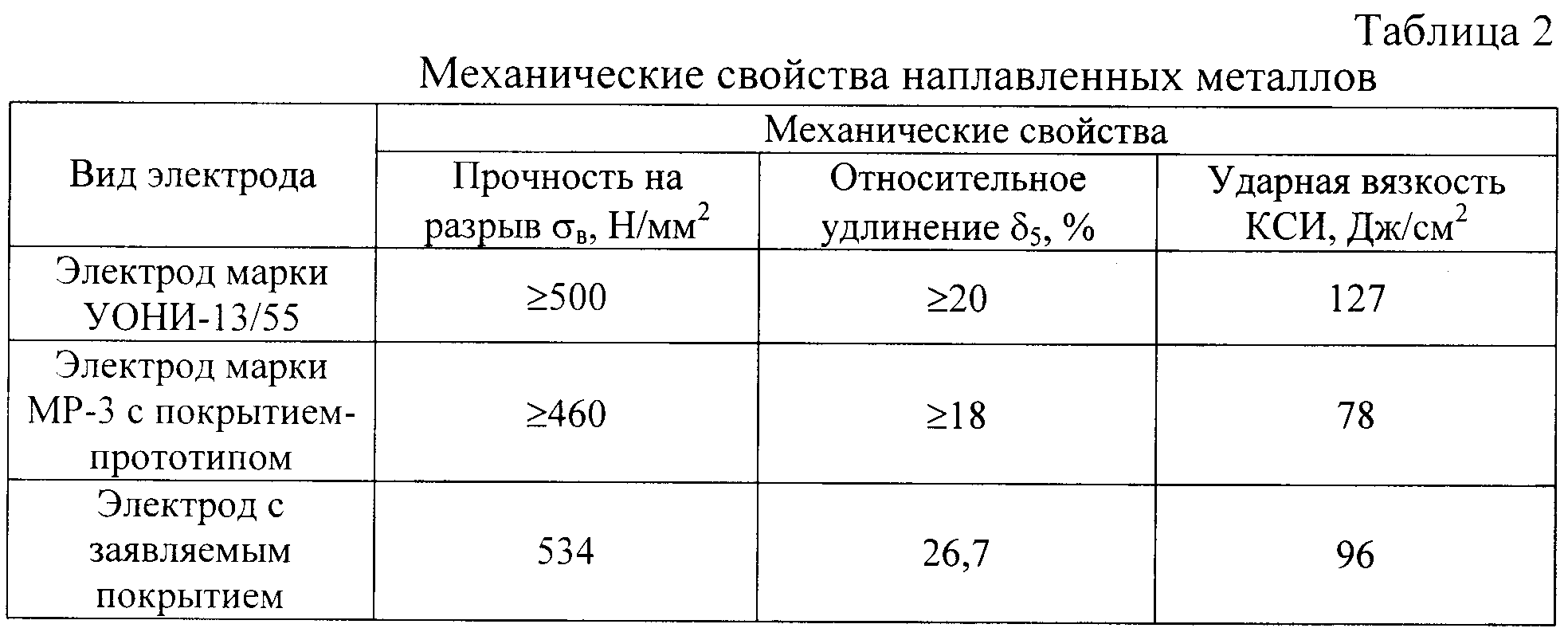 Современные электроды обычно классифицируют по следующим характеристикам:
Современные электроды обычно классифицируют по следующим характеристикам:
- Марка металла для сваривания;
- Материал изготовления;
- Толщина и вид покрытия;
- Свойства шва;
- Полярности рабочего тока.
Согласно ГОСТ 9466—75 электроды различаются по типу металлов для сварки заготовок:
- У – углеродистая сталь;
- Л – легированная конструкционная;
- Г – легированная термостойкая;
- В – высоколегированная сталь.
Характеристики в зависимости от покрытия
Напыление может содержать различные вещества, легирующие шов или придающие ему дополнительные качества. Существует следующая классификация продукции по видам напыления:
- А – с содержанием различных металлических оксидов, такой продукт считается стандартным;
- Б – с добавлением фтористого кальция, их удобно использовать для сварки больших сечений и высоколегированных сплавов;
- Ц – имеют в своей структуре целлюлозу для образования малого слоя шлака и применяются для операций с тонкими деталями;
- Р – рутиловая поверхность, обеспечивающая хорошие показатели формирования сцепления рабочих заготовок;
- П –другие разновидности напыления.

Также существуют смешанные покрытия, для их обозначения может использоваться несколько вышеперечисленных букв.
При выборе расходников необходимо также учитывать коэффициент наплавки, который показывает количество расплавленного сырья, идущее на образование связывания. Остальная часть разбрызгивается или испаряется. Это важный коэффициент, показывающий сварщику, сколько нужно электродов для выполнения определенной задачи.
Диаметр электрода
Диаметр стержня выбирается в зависимости от толщины и марки деталей, а также силы тока:
- 1 мм подходит для соединения компонентов толщиной не более 1,5 мм;
- 1,6 мм – для деталей до 2 мм;
- 2 мм – расходники до 2 мм;
- 2,5 мм – свариваемые металлоизделия не толще 3 мм;
- 3 мм – применяются для сварки деталей толщиной до 50 мм при силе тока 140 А;
- 4 мм – прекрасно подходят для бытовых сварочных аппаратов;
Более толстые стержни могут применяться только на специализированном оборудовании.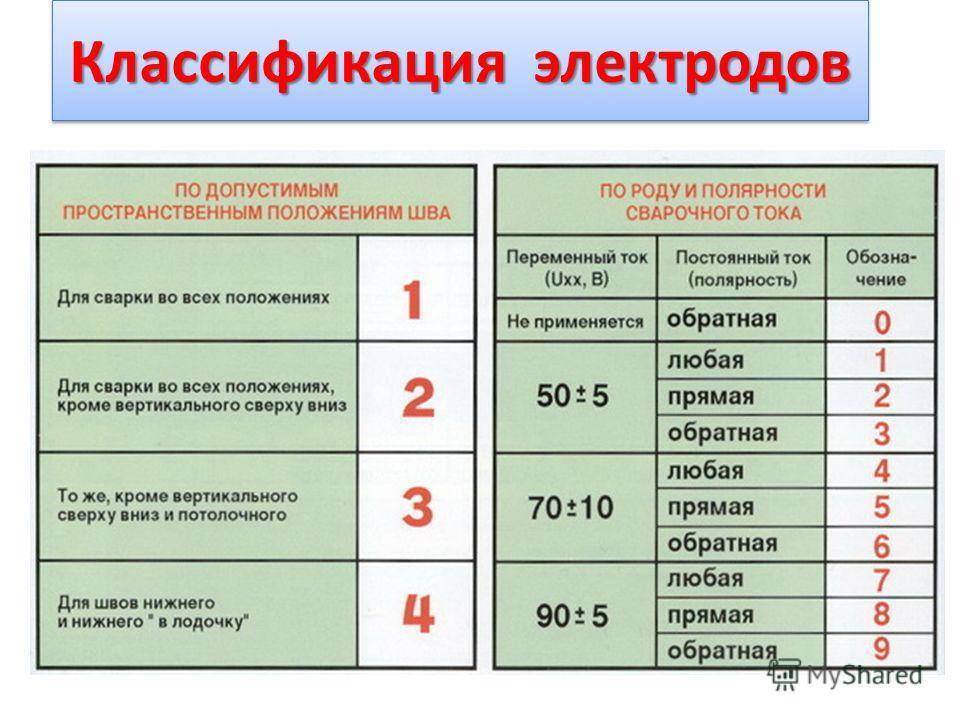 Показатель ударной вязкости показывает надежность готового шва, и его способность поглощать энергию физической нагрузки. Также стоит обратить внимание на относительное удлинение, показывающее пластические показатели металла, образующего шов. От этих показателей зависит долговечность сварной конструкции.
Показатель ударной вязкости показывает надежность готового шва, и его способность поглощать энергию физической нагрузки. Также стоит обратить внимание на относительное удлинение, показывающее пластические показатели металла, образующего шов. От этих показателей зависит долговечность сварной конструкции.
Материал стержня
Немаловажным параметром при выборе расходных компонентов для сварочного аппарата является сырье, из которого изготовлен стержень. Существуют 3 типа проволоки для основания электрода:
- Углеродистая – для выполнения сваривания с применением углеродистых и некоторых разновидностей низколегированных сплавов;
- Легированная – для работы с низколегированными и термостойкими поверхностями;
- Высоколегированная – идеально подойдет для сваривания нержавейки и прочих легированных сталей.
В идеале состав проволоки для основания должен соответствовать составу свариваемых поверхностей. В этом случае получиться прочное и ровное соединение.
Упаковка электродов
Чтобы подобрать качественные электроды для сварки следует обратить внимание на упаковку. Нужно чтобы она содержала следующую информацию:
- Наименование и адрес изготовителя;
- Дату изготовления;
- Номер партии;
- Марку и диаметр электрода;
- Массу товара;
- Рекомендации производителя по подбору тока;
- Характеристики сварного шва.
Важно чтобы упаковка была герметичной, так как при попадании влаги электроды необходимо будет прокаливать. В домашних условия выполнить прокалку не всегда просто и количество таких процедур ограничено.
Следует помнить, что от правильности подбора электродов зависит качество проведенных работ и расход сырья. Поэтому если у вас возникают трудности с подбором электрода, лучше всего проконсультироваться со специалистом.
Влияние характеристик электродов на электрокортикографию (ЭКоГ)
. 2011;2011:3083-6. doi: 10. 1109/IEMBS.2011.6090842.
1109/IEMBS.2011.6090842. Брайан Водлингер 1 , Алан Д. Дегенхарт, Дженнифер Л. Коллинджер, Элизабет С. Тайлер-Кабара, Вэй Ван
принадлежность
- 1 Лаборатория реабилитации человека и нервной инженерии, факультет физической медицины и реабилитации, Университет Питтсбурга, США. [email protected]
- PMID: 22254991
- DOI: 10.1109/IEMBS.2011.6090842
Брайан Водлингер и др. Annu Int Conf IEEE Eng Med Biol Soc. 2011.
. 2011;2011:3083-6. дои: 10.
Авторы
Брайан Водлингер 1 , Алан Д. Дегенхарт, Дженнифер Л. Коллинджер, Элизабет С. Тайлер-Кабара, Вэй Ван
принадлежность
- 1 Лаборатория реабилитации человека и нервной инженерии, факультет физической медицины и реабилитации, Университет Питтсбурга, США. [email protected]
- PMID: 22254991
- DOI: 10.1109/IEMBS.2011.6090842
Абстрактный
Электрокортикография (ЭКоГ), используемая в клинической практике после пионерской работы Пенфилда и Джаспера в 1950-х годах, недавно была исследована как многообещающая технология взаимодействия мозг-компьютер. Многие исследователи пытались проанализировать свойства записей ЭКоГ, в том числе предсказать оптимальное расстояние между электродами и улучшить разрешение, ожидаемое при использовании электродов меньшего размера. В данной работе аналитическая модель объемного проводника применяется для исследования поля чувствительности электродов различных размеров. Преимущество в пространственном разрешении было минимальным для электродов размером менее ~ 1 мм, в то время как электроды меньшего размера вызывали резкое снижение отношения сигнал / шум. Временная корреляция между парами электродов прогнозируется для диапазона расстояний и сравнивается со значениями корреляции из серии записей у субъектов, находящихся под наблюдением по поводу трудноизлечимой эпилепсии. Обнаружено, что наблюдаемые корреляции намного выше, чем предсказывает аналитическая модель, и предполагают, что для определения подходящего интервала сетки ЭКоГ необходима более подробная модель корковой активности.
Многие исследователи пытались проанализировать свойства записей ЭКоГ, в том числе предсказать оптимальное расстояние между электродами и улучшить разрешение, ожидаемое при использовании электродов меньшего размера. В данной работе аналитическая модель объемного проводника применяется для исследования поля чувствительности электродов различных размеров. Преимущество в пространственном разрешении было минимальным для электродов размером менее ~ 1 мм, в то время как электроды меньшего размера вызывали резкое снижение отношения сигнал / шум. Временная корреляция между парами электродов прогнозируется для диапазона расстояний и сравнивается со значениями корреляции из серии записей у субъектов, находящихся под наблюдением по поводу трудноизлечимой эпилепсии. Обнаружено, что наблюдаемые корреляции намного выше, чем предсказывает аналитическая модель, и предполагают, что для определения подходящего интервала сетки ЭКоГ необходима более подробная модель корковой активности.
Похожие статьи
- Запись электрокортикографических (ЭКоГ) сигналов человека для нейробиологических исследований и функционального картирования коры головного мозга в режиме реального времени.
Хилл, Нью-Джерси, Гупта Д., Бруннер П., Гундуз А., Адамо М.А., Ритаччо А., Шалк Г. Хилл, штат Нью-Джерси, и др. J Vis Exp. 2012 26 июня;(64):3993. дои: 10.3791/3993. J Vis Exp. 2012. PMID: 22782131 Бесплатная статья ЧВК.
- Локализация глубокой мозговой активности с помощью скальповой и субдуральной ЭЭГ.
Фахими Хназаи М., Виттевронгель Б., Хачатрян Э., Либерт А., Карретт Э., Дауве И., Меурс А., Бун П., Ван Руст Д., Ван Халле М.М. Фахими Хназаи М. и др. Нейроизображение. 2020 дек;223:117344. doi: 10.1016/j.neuroimage.2020.117344. Epub 2020 6 сентября. Нейроизображение. 2020. PMID: 32898677
- Картирование активности мозга с помощью электрокортикографии: свойства разрешения и надежность обратных решений.
Тодаро К.
, Марцетти Л., Вальдес Соса П.А., Вальдес-Эрнандес П.А., Пиццелла В.
Тодаро С. и соавт.
Мозг Топогр. 2019 июль; 32 (4): 583-598. doi: 10.1007/s10548-018-0623-1. Epub 2018 23 января.
Мозг Топогр. 2019.
PMID: 29362974 - Разработка объемных моделей проводников и источников для локализации эпилептических очагов.
Фукс М., Вагнер М., Кастнер Дж. Фукс М. и соавт. Дж. Клин Нейрофизиол. 24 апреля 2007 г. (2): 101–19. doi: 10.1097/WNP.0b013e318038fb3e. Дж. Клин Нейрофизиол. 2007. PMID: 17414966 Обзор.
- Высокочастотные гамма-колебания и картирование головного мозга человека с помощью электрокортикографии.
Крона Н.Е., Синай А., Корженевская А. Кроун Н.Э. и соавт. Прог Мозг Res. 2006;159:275-95.
doi: 10.1016/S0079-6123(06)59019-3.
Прог Мозг Res. 2006.
PMID: 17071238
Обзор.
 , Марцетти Л., Вальдес Соса П.А., Вальдес-Эрнандес П.А., Пиццелла В.
Тодаро С. и соавт.
Мозг Топогр. 2019 июль; 32 (4): 583-598. doi: 10.1007/s10548-018-0623-1. Epub 2018 23 января.
Мозг Топогр. 2019.
PMID: 29362974
, Марцетти Л., Вальдес Соса П.А., Вальдес-Эрнандес П.А., Пиццелла В.
Тодаро С. и соавт.
Мозг Топогр. 2019 июль; 32 (4): 583-598. doi: 10.1007/s10548-018-0623-1. Epub 2018 23 января.
Мозг Топогр. 2019.
PMID: 29362974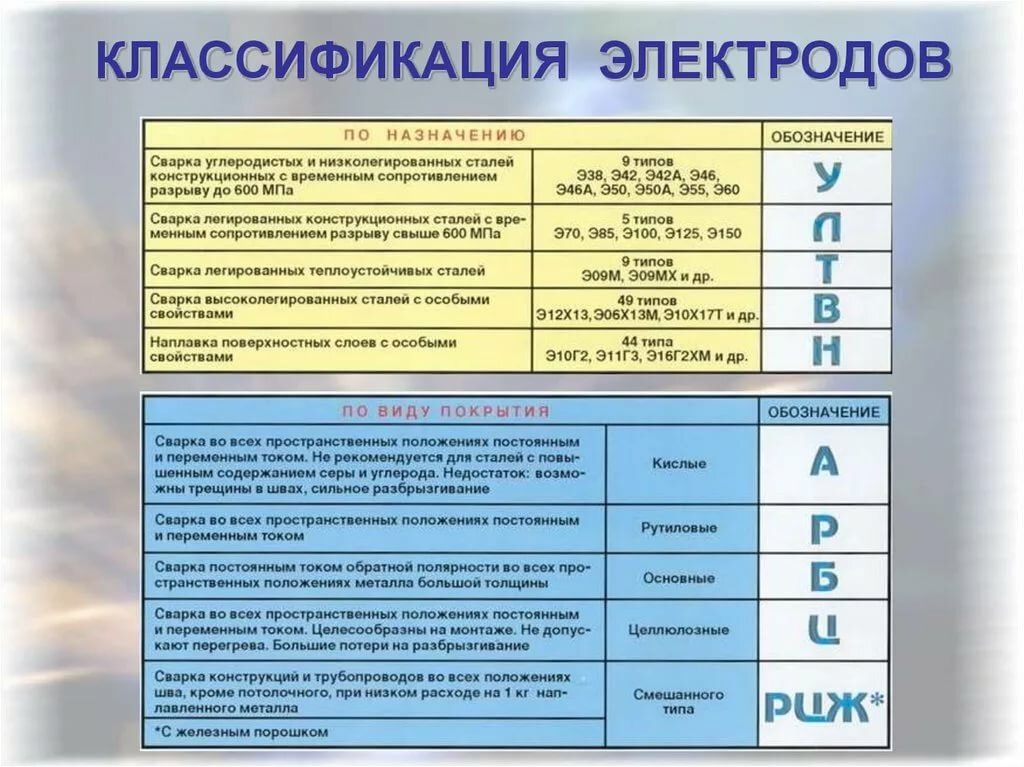 doi: 10.1016/S0079-6123(06)59019-3.
Прог Мозг Res. 2006.
PMID: 17071238
Обзор.
doi: 10.1016/S0079-6123(06)59019-3.
Прог Мозг Res. 2006.
PMID: 17071238
Обзор.Посмотреть все похожие статьи
Цитируется
- Возможности речевого интерфейса мозг-компьютер с использованием хронической электрокортикографии.
Раббани К., Милсап Г., Кроун Н.Е. Раббани К. и др. Нейротерапия. 2019 Янв; 16 (1): 144-165. doi: 10.1007/s13311-018-00692-2. Нейротерапия. 2019. PMID: 30617653 Бесплатная статья ЧВК. Обзор.
- Декодирование внутренней речи с помощью электрокортикографии: прогресс и проблемы на пути к речевому протезу.
Martin S, Iturrate I, Millán JDR, Knight RT, Pasley BN. Мартин С. и др. Фронтальные нейроски. 2018 21 июня; 12:422. дои: 10.3389/fnins.
2018.00422. Электронная коллекция 2018.
Фронтальные нейроски. 2018.
PMID: 29977189
Бесплатная статья ЧВК.
Обзор. - Качество сигналов одновременно регистрируемых эндоваскулярных, субдуральных и эпидуральных сигналов сопоставимо.
John SE, Opie NL, Wong YT, Rind GS, Ronayne SM, Gerboni G, Bauquier SH, O’Brien TJ, May CN, Grayden DB, Oxley TJ. Джон С.Э. и др. Научный представитель 2018 г. 30 мая; 8 (1): 8427. дои: 10.1038/s41598-018-26457-7. Научный представитель 2018. PMID: 29849104 Бесплатная статья ЧВК.
- Запись ЭКоГ с высоким пространственно-временным разрешением соматосенсорных вызванных потенциалов с помощью гибких массивов микроэлектродов.
Кайдзю Т., Дои К., Йокота М., Ватанабэ К., Иноуэ М., Андо Х., Такахаши К., Ёсида Ф., Хирата М., Судзуки Т.
Кайдзю Т. и др.
Передние нейронные цепи. 2017 11 апр;11:20. дои: 10.3389/fncir.2017.00020. Электронная коллекция 2017.
Передние нейронные цепи. 2017.
PMID: 28442997
Бесплатная статья ЧВК. - Быстрые изменения настройки слуховой коры человека улучшают разборчивость речи.
Holdgraf CR, de Heer W, Pasley B, Rieger J, Crone N, Lin JJ, Knight RT, Theunissen FE. Holdgraf CR и соавт. Нац коммун. 2016 20 декабря; 7:13654. дои: 10.1038/ncomms13654. Нац коммун. 2016. PMID: 27996965 Бесплатная статья ЧВК.
 2018.00422. Электронная коллекция 2018.
Фронтальные нейроски. 2018.
PMID: 29977189
Бесплатная статья ЧВК.
Обзор.
2018.00422. Электронная коллекция 2018.
Фронтальные нейроски. 2018.
PMID: 29977189
Бесплатная статья ЧВК.
Обзор. Кайдзю Т. и др.
Передние нейронные цепи. 2017 11 апр;11:20. дои: 10.3389/fncir.2017.00020. Электронная коллекция 2017.
Передние нейронные цепи. 2017.
PMID: 28442997
Бесплатная статья ЧВК.
Кайдзю Т. и др.
Передние нейронные цепи. 2017 11 апр;11:20. дои: 10.3389/fncir.2017.00020. Электронная коллекция 2017.
Передние нейронные цепи. 2017.
PMID: 28442997
Бесплатная статья ЧВК.Просмотреть все статьи “Цитируется по”
Типы публикаций
термины MeSH
Грантовая поддержка
- R01 NS050256/NS/NINDS NIH HHS/США
- 5 UL1RR024153/RR/NCRR NIH HHS/США
- 3R01NS050256-05S1/NS/NINDS NIH HHS/США
Электрохимические характеристики наноструктурированных платиновых электродов – циклическая вольтамперометрия
П. Добингер, и Дж.
Кинингер,* и Т.
Унмюссиг и и
Г. А.
Городской аб
Добингер, и Дж.
Кинингер,* и Т.
Унмюссиг и и
Г. А.
Городской аб
* Соответствующие авторы
и Фрайбургский университет, факультет микросистемной инженерии – IMTEK, лаборатория датчиков, Georges-Koehler-Allee 103, 79110 Фрайбург, Германия
Электронная почта: jochen.kieninger@imtek. uni-freiburg.de
uni-freiburg.de
Тел.: +49 761 203 7265
б Фрайбургский университет, Фрайбургский исследовательский центр материалов (FMF), Stefan-Meier-Str. 21, 79104 Фрайбург, Германия
Аннотация
Платиновые поверхности играют решающую роль в катализе в датчиках, топливных элементах, солнечных элементах и других приложениях, таких как стимуляция нейронов и запись. Технические достижения в области нанотехнологий внесли огромный вклад в прогресс в этих областях. Фундаментальное понимание химических и физических взаимодействий между наноструктурированными поверхностями и электролитами имеет важное значение, но до сих пор почти не исследовалось. В этой статье мы представляем мокрый химический процесс осаждения наноструктур на поверхности поликристаллической платины. Площадь электрохимически активной поверхности увеличилась более чем в 1000 раз по отношению к геометрической поверхности. Влияние наноструктур исследовалось в различных кислых, щелочных и нейтральных электролитах. Сравнение циклических вольтамперограмм наноструктурированной и планарной поликристаллической платины позволило по-новому взглянуть на микроокружение на границе раздела электрод-электролит. Характерные черты циклических вольтамперограмм изменились по форме и сильно сдвинулись по отношению к приложенному потенциалу. В нейтральных буферных и небуферных электролитах водное окно расширялось от 1,4 В до более чем 2 В. Сдвиги интерпретировались как локальные изменения рН и истощение буферной емкости в непосредственной близости от поверхности электрода из-за сильного выделения и связывания протонов, соответственно. Эти поляризованные электроды вызывают значительные изменения электрохимического потенциала электролита из-за высокой шероховатости их поверхности.
В этой статье мы представляем мокрый химический процесс осаждения наноструктур на поверхности поликристаллической платины. Площадь электрохимически активной поверхности увеличилась более чем в 1000 раз по отношению к геометрической поверхности. Влияние наноструктур исследовалось в различных кислых, щелочных и нейтральных электролитах. Сравнение циклических вольтамперограмм наноструктурированной и планарной поликристаллической платины позволило по-новому взглянуть на микроокружение на границе раздела электрод-электролит. Характерные черты циклических вольтамперограмм изменились по форме и сильно сдвинулись по отношению к приложенному потенциалу. В нейтральных буферных и небуферных электролитах водное окно расширялось от 1,4 В до более чем 2 В. Сдвиги интерпретировались как локальные изменения рН и истощение буферной емкости в непосредственной близости от поверхности электрода из-за сильного выделения и связывания протонов, соответственно. Эти поляризованные электроды вызывают значительные изменения электрохимического потенциала электролита из-за высокой шероховатости их поверхности.