Токарный станок ZMM C10MSH – цена, отзывы, характеристики с фото, инструкция, видео
Болгарский токарный станок ZMM C10MSH предназначен для выполнения токарных работ – точение конусов и нарезание резьб: метрических, дюймовых. Технические характеристики и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов. Станок C10MSH укомплектован трехкулачковым патроном Bisonпроизводства Польши и вращающимся центром.
Электрика станка C10MSH изготовлена немецкой фирмой Шнайдер-электрик. В шпиндельном узле, используются подшипники и схемы их установки только ведущих фирм SKF и FAG.
Все части станка C10MSH изготовлены из высококачественной стали, что обеспечивает надежную работу станков и сохранение точности обработки в течение долгих лет.
За дополнительную плату станок комплектуется
- конусной линейкой с помощью которой можно производить нарезку конусной резьбы, а также точение конусов.

- устройчтвом цифровой индикации УЦИ.
Сервисное и гарантийное обслуживание осуществляется Российскими специалистами. Гарантия 1 год.
Сравнительная техническая характеристика токарного станка ZMM C10MSH
| Характеристика | Ед. изм. | C10MS | C10MSM | C10MSH | |
|---|---|---|---|---|---|
| Основные параметры | Высота центров | мм | 320 | 370 | 420 |
| Диаметр обработки над станиной | мм | 630 | 730 | 830 | |
| Диаметр обработки над суппортом | мм | 385 | 485 | 585 | |
| Диаметр обработки над выемкой в станине | мм | 820 | 920 | 1020 | |
| Ширина направляющих | мм | 520 | |||
| Расстояние между центрами | мм | 1000, 1500, 2000,3000, 4000 | |||
| Шпиндель | Передний конец | No | 11 | ||
| Диаметр отверстия шпинделя | мм | 103 | |||
| Конусное отверстие шпинделя | Metric | 120 | |||
| Передняя бабка | Количество скоростей шпинделя | 18 | |||
| Диапазон оборотов | об/мин | 8-1250 | |||
| Мощность главного привода | кВт | 11(13,15) | |||
| Подачи | Количество подач | 76 | |||
| Диапазон продольных подач | мм/об | 0,02-8,43 | |||
| Диапазон поперечных подач | мм/об | 0,01-4,23 | |||
| Резьба | Количество резьб | 64 | |||
| Шаг миллиметровой резьбы | мм | 0,5-180 | |||
| Шаг дюймовой резьбы | вит/1 | 60-5/32 | |||
| Шаг модульной резьбы | мм | 0,125-45 | |||
| Шаг диаметральной резьбы | DP | 240-43/64 | |||
| Перемещения | Ход поперечных салазок | мм | 420 | ||
| Ход верхних салазок | мм | 145 | |||
| Пиноль | Диаметр пиноли | мм | 105 | ||
| Конус пиноли | Морзе | No.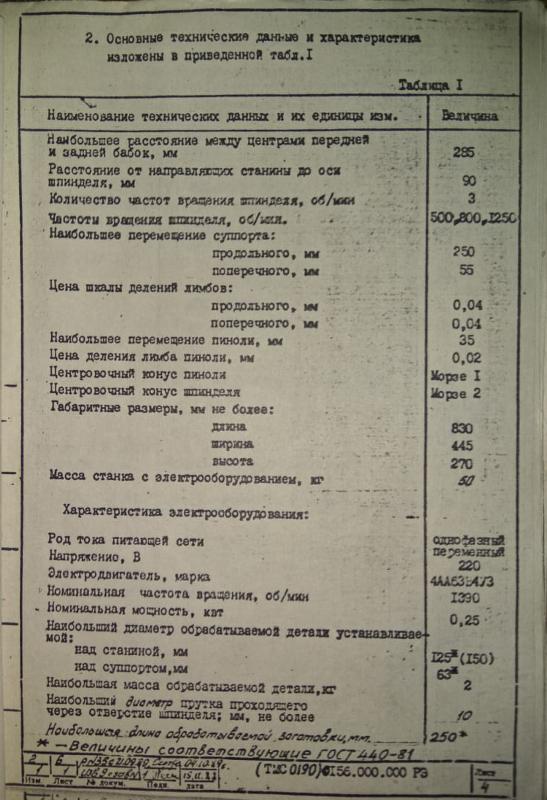 6 6 | |||
| Ход пиноли | мм | 200 | |||
| Вес ZMM C10MSH C10MSH | Для РМЦ 2000 мм | кг | 4540 | 4660 | 4780 |
Стандартная комплектация
- Главный двигатель 15 kW
- Электрооборудование “Schneider” с панелью управления
- Система охлаждения с помпой
- Рабочее освещение
- Гитара с зубчатым ремнем
- Устройство ускоренного перемещения в 4-х направлений
- Задний щит по всей длине станка
- Защита патрона
- Защита резцедержателя
- Упорный центр шпинделя
- Переходная втулка шпинделя
- Упорный центр задней бабки
- Переходная втулка задней бабки
- 4-х позиционный резцедержатель с ключом
- 3-х кулачковый патрон Ф315 мм BISON или TOS
- Вращающийся центр задней бабки
- Люнет подвижный
- Люнет неподвижный
- Руководство по эксплуатации на русском языке.

Дополнительные принадлежности
- 4-х кулачковый не самоцентрирующийся патрон
- Планшайба
- Люнет неподвижный Ф160…Ф300 мм
- Люнет неподвижный Ф250…Ф400 мм
- Люнет неподвижный Ф350…Ф500 мм
- Роликовые пиноли для неподвижного люнета
- Конусная линейка
- 5-ти позиционный продольный ограничитель
- Резьбоуказатель
- Поводковый патрон с набором поводков
- Сверлильный патрон с коническим хвостовиком
- CAM-LOCK исполнение шпинделя.
Комплектация станка C10MSH и оборудование поставляемое за дополнительную плату СКАЧАТЬ
Токарный станок 1615 технические характеристики
1615-а Станок токарно-винторезный универсальныйпаспорт, схемы, описание, характеристикиСведения о производителе токарно-винторезного станка 1615-а
Производитель токарного станка модели 1615-а – Пермский Машиностроительный завод им. Дзержинского Ф.Э., ЗиД г. Пермь, основанный в 1861 году.
Дзержинского Ф.Э., ЗиД г. Пермь, основанный в 1861 году.
Токарно-винторезный станок 1615а производился с 1941 года. За основу конструкции был взят прецизионный токарный станок DL-2 немецкой фирмы G.Kärger.
Компания Kärger была основана в Берлине и занималась производством прецизионных токарных станков для часовой промышленности. В 1949 на месте компании G.Kärger создано государственное предприятие “Берлинский станкостроительный завод”.
1615-а станок токарно-винторезный универсальный. Назначение и область применения
Станок предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Двигатель для привода быстрого хода не предусмотрен.
Общий вид токарно-винторезного станка 1615-а
Фото токарного станка 1615-а
Фото токарного станка 1615-а
Расположение органов управления токарно-винторезным станком 1615-а
Расположение органов управления токарным станком 1615-а
Управление токарным станком 1615-а
Управление работой станка состоит из следующих операций:
- установка числа оборотов шпинделя;
- установка подачи по ходовому винту или валику;
- включение суппорта на автоматическое точение по ходовому винту, валику или по конусной линейке
Пуск и остановка мотора производится кнопочной станцией, вмонтированной на станине с торца и управляемой механическим путем от рукоятки фартука.
Установка числа оборотов шпинделя, соответственно диаметру обрабатываемого изделия и скорости резания, производится при помощи поворота маховика штурвала и установки его окна против цифры, показывающей требуемое число оборотов; верхние цифры, нанесенные на циферблате, соответствуют работе без перебора, нижние — работе с перебором.
В последнем случае нужно рукоятку перебора, расположенную на передней части шпиндельной бабки, установить в определенном положении:
- с перебором
- без перебора
Установку числа оборотов необходимо производить при остановленном моторе.
Включение суппорта на автоматическое продольное точение по ходовому валику производится установкой средней рукоятки фартука в нижнее положение, обозначенное надписью: «продольная подача». Эго возможно только при крайнем верхнем положении рукоятки маточной гайки.
При включении подачи в случае попадания зуба на зуб шестерен фартука следует несколько повернуть маховик ручной подачи.
Включение суппорта на автоматическое поперечное точение производится установкой средней рукоятки в крайнее верхнее положение, обозначенное надписью: „поперечная подача“, при прежнем положении рукоятки маточной гайки.
В случае попадания в шестернях фартука зуба на зуб следует несколько повернуть рукоятку поперечного суппорта. Для быстрого выключения подачи нужно пользоваться кнопкой фартука, а для включения — рычагом, находящимся в левой стороне фартука, со стороны передней бабки.
Для изменения направления движения суппорта следует переставлять рукоятки трензеля
Переключение трензеля необходимо производить на тихом ходу при выключенном самоходе.
Включение суппорта для нарезания резьб производится включением маточной гайки с помощью крайней рукоятки фартука, поворотом ее в крайнее нижнее положение, что возможно только при установке средней рукоятки фартука в среднее положение.
Для нарезки правой или левой резьбы производят соответствующее переключение трензелем.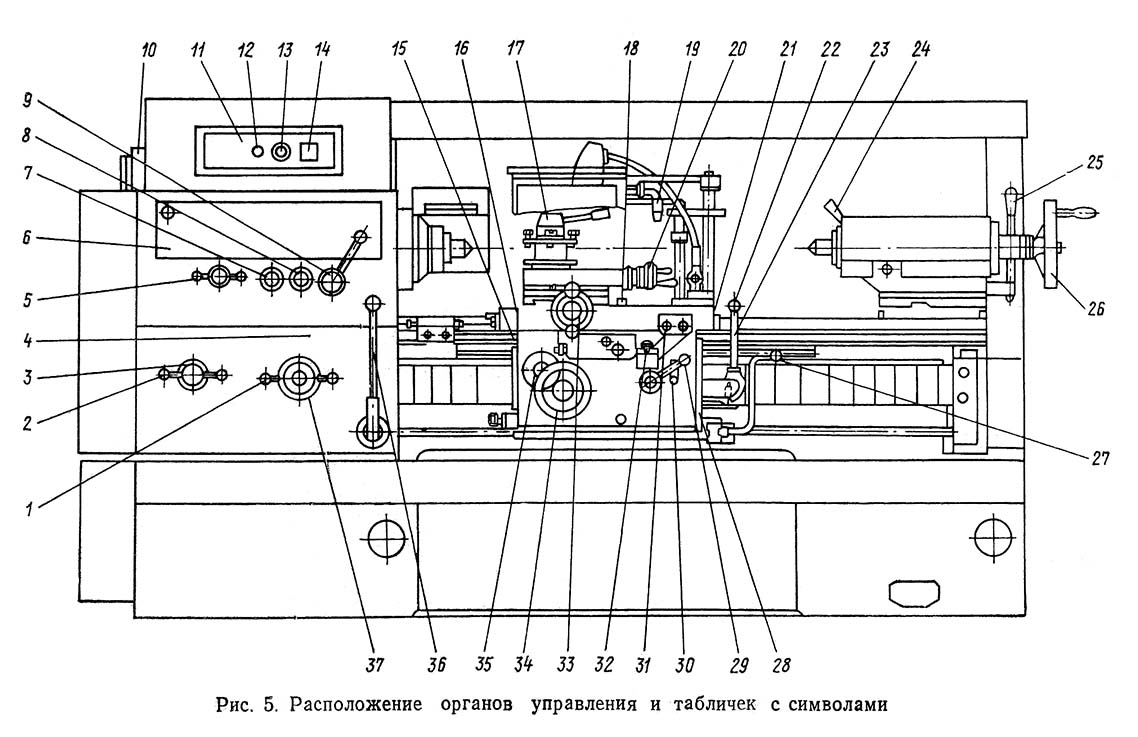
Обратный ход суппорта осуществляется переключением мотора при помощи рычага, находящегося сбоку фартука, с правой стороны.
Изготовление конусных деталей можно производить двумя методами: смещением центра задней бабки или с помощью конусной линейки.
Подготовка токарного станка 1615-а к пуску
Перед пуском станка следует проверить правильность работы и вращения электромотора и всего механизма на холостом ходу.
Просмотреть и, если нужно, отрегулировать:
- натяжение ремня;
- подшипников шпинделя передней бабки;
- установочные гайки ходового винта;
- установочные гайки подающих винтов суппорта, натяг клиньев ласточкиных хвостов суппорта и конусной линейки, а также прочность закрепления направляющей линейки для обточки конусов;
- установочные гайки винта пиноли задней бабки
Вышеуказанная регулировка по отдельным пунктам производится следующим образом:
- натяжение ремня, передающего вращение шкиву передней бабки, производится путем поворота коробки скоростей вокруг ее оси. Этот поворот осуществляется посредством винта, расположенного с задней стороны внутри передней тумбы. После подтяжки ремня для предупреждения могущих появиться вибраций коробки скоростей следует прочно зажать ухо коробки на винте обратной гайкой;
- освободив натяжку бронзовых конических подшипников переднего и заднего, регулируют подтяжку упорного шарикоподшипника при помощи гаек, расположенных на хвосте шпинделя, устраняя возможное его осевое перемещение. После этого регулируется натяжка бронзовых подшипников шпинделя.
 Этот поворот осуществляется посредством винта, расположенного с задней стороны внутри передней тумбы. После подтяжки ремня для предупреждения могущих появиться вибраций коробки скоростей следует прочно зажать ухо коробки на винте обратной гайкой;
Этот поворот осуществляется посредством винта, расположенного с задней стороны внутри передней тумбы. После подтяжки ремня для предупреждения могущих появиться вибраций коробки скоростей следует прочно зажать ухо коробки на винте обратной гайкой;Имея в виду, что величина минимального слоя смазки является функцией вязкости, которая в свою очередь зависит от подшипников, то в связи с непостоянством последней в течение процесса работы регулирование зазора до оптимальной величины является операцией, требующей большого опыта и навыка.
Работа же при величине зазора подшипников, которая не является оптимальной невозможна, т. к. в случае очень большого зазора получается неудовлетворительная по чистоте поверхность (наличие граненности и дробления), а в случае малого зазора повышается температура подшипников, что может вывести станок из строя из-за защемления и порчи рабочих поверхностей (задиры).
Чтобы не было ни дробления, ни задиров, необходимо весьма тщательно регулировать подшипники с помощью установочных колец и клиньев, причем на основании опыта установлено, что подшипники должны устанавливаться свободнее, когда работают на больших оборотах (п = 744, 1070, 1525 об/мин.) и плотнее при низких числах оборотов.
Кинематическая схема токарно-винторезного станка 1615-а
Кинематическая схема токарного станка 1615-а
Схема кинематическая токарно-винторезного станка 1615-а. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G.Kärger
Фото токарного станка DL-2 компании G. Kärger
Kärger
Технические характеристики станка 1615-а
| Наименование параметра | 1А616 | 1615-а |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 300 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 180 | 170 |
| Наибольшая длина заготовки (РМЦ), мм | 710 | 750 |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 150 | |
| Высота от опорной поверхности резца до линии центров, мм | 23 | |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 32 |
| Число ступеней частот прямого вращения шпинделя | 21 | 12 |
| Частота прямого вращения шпинделя, об/мин | 9. .1800 .1800 | 33,5; 47,5; 68; 93; 133; 190; 267; 380; 545; 744; 1070; 1525 |
| Размер внутреннего конуса в шпинделе, М | Конус морзе 5 | Конус морзе 5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 670 | 800 |
| Наибольшее перемещение поперечной каретки суппорта, мм, мм | 195 | 235 |
| Перемещение продольной каретки суппорта на одно деление лимба, мм | 0,05 | |
| Перемещение поперечной каретки суппорта на одно деление лимба, мм, мм | 0,05 | |
| Число ступеней продольных и поперечных подач | ||
| Пределы продольных рабочих подач, мм/об | 0,065..0,91 | 0,07..1,60 |
| Пределы поперечных рабочих подач, мм/об | 0,065..0,91 | 0,03.. 0,67 0,67 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет |
| Количество нарезаемых резьб метрических | 22 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..24 | 0,35..8,0 |
| Количество нарезаемых резьб дюймовых | 38 | |
| Пределы шагов нарезаемых резьб дюймовых | 56..1 | 64..3,2 |
| Количество нарезаемых резьб модульных | 25 | |
| Пределы шагов нарезаемых резьб модульных | 0,25..22 | 0,4..8 |
| Количество нарезаемых резьб питчевых | нет | |
| Пределы шагов нарезаемых резьб питчевых | 128…2 | нет |
| Наибольшие размеры державки резца (ширина х высота), мм | 20 х 20 | |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 85 | |
| Перемещение резцовых салазок на одно деление лимба, мм | ||
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки | Морзе 3 | |
| Наибольшее перемещение пиноли, мм | 100 | |
| Величина поперечного смещения корпуса бабки, мм | ±20 | |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Мощность электродвигателя главного привода, кВт | 4 | 2,2 |
| Тип электродвигателя главного привода | А02-41-4 | |
| Мощность электродвигателя насоса охлаждения, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2135 х 1225 х 1220 | 2275 х 880 х 1280 |
| Масса станка, кг | 1500 | 1372 |
- Токарно-винторезный станок 1615-А. Руководство, 1941
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
 Руководство, 1941
Руководство, 1941Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
Купить справочник. Купить базу данных: Прайс-лист информационных изданий
C6150 Заводская поставка токарного станка
Описание продукта
C6150 Заводская поставка токарного станка
Технические характеристики | Единица | C6140 / C6240 | 50|||||
Высота центра | мм | 200 | 250 | ||||
Макс.Качели над кроватью | мм | 400 | 500 | ||||
Макс. Поворотный стол для инструмента | мм | 230 | 330 | ||||
Макс. Свинг в зазоре | мм | 560 | 660 | ||||
Эффективная длина зазора | мм | 200 | Макс. | мм | 750/1000/1500/2000 | 750/1000/1500/2000 | |
Ширина станины | мм | 360 | 360 | ||||
Конус шпинделя | MT6 | MT6 | |||||
Сквозное отверстие шпинделя | 62 | 52/62/82 | |||||
Диапазон скоростей шпинделя | об / мин | 40-1600 | 40-1400 | ||||
Поперечный ход инструмента | мм | 200 | 180 | ||||
составной ход инструмента после 90 014 | мм | 95 | 95 | ||||
Хвостовой центр перемещения | мм | 140 | 140 | ||||
стокер T2 | MT4 | MT4 | |||||
Двигатель шпинделя | кВт | 4/5. | 5.5 | ||||
Диапазон метрической резьбы | мм | 0.25-14 | 0.25-14 | ||||
Диапазон дюймовой резьбы | 40-2н / 1 ” | 40-2н / 1 ” |
 Длина заготовки
Длина заготовки 5
5Китай Токарный станок с ЧПУ Ck6150 6160
Подробнее
Может автоматически обрабатывать внутреннюю и внешнюю поверхность дугообразной поверхности, коническую поверхность конуса, конус , торцевая поверхность.
Он также может превратить одну и несколько нитей в метрические, дюймовые и другие стандарты.
ОСОБЕННОСТИ:
1.Пьедестал высокой жесткости и широкая доска для укладки подходят для тяжелой резки.
Электрическая револьверная станция с четырьмя станциями
3. Бесступенчатое регулирование частоты вращения 3.0003
Бесступенчатое регулирование частоты вращения 3.0003
Стандартные аксессуары | Дополнительные аксессуары |
GSK980TDC или Siemens 808D система ЧПУ инвертор двигателя 7.5kw 4 станция электрическая револьверный 250 мм патрон по эксплуатации механическая задняя бабкасистема система охлаждения интегрирована автоматическая смазка светлее система | Fanuc 0I сопряжение TD или KND1000Ti серводвигатель 7.5/11 кВт , инверторный двигатель 11 кВт 6-ти или 8-ти позиционная электрическая револьверная головка 10 ″ Гидравлический патрубок без сквозного отверстия 10 ″ Гидравлический патрон со сквозным отверстием 10 ″ Гидравлический патрон со сквозным отверстием (Тайвань) 10 ″ проходной гидравлический патрон (Тайвань) устойчивый отдых последовательный отдых Коробка передач ZF |
Спецификация | CK6150 | ||
Макс. | Φ500 мм | 600 мм | |
Макс. поворотное поперечное скольжение | Φ250 мм | 395 мм | |
Макс. длина обработки | 850 / 1500мм | 850 / 1500мм | |
Отверстие шпинделя | Φ82 мм | 82 мм (дополнительно 130 мм) | |
Макс.диаметр прутка | 65мм | 65мм | |
Скорость вращения шпинделя | 1800 об / мин | 80-1600 об / мин | |
А2 9882 (A2-11 опционально) | A2-8 (опционально A2-11) | ||
Способ зажима заготовки | Ручной патрон 250 мм | Ручной патрон 250 мм (опциональный патрон 380 мм) | |
Мощность двигателя шпинделя | 7. | 11 кВт | |
Точность позиционирования по оси X / Z | 0,006 мм | 0,006 мм | |
Повторяемость по оси X / Z | 0,0044 мм 0,0044 мм 0,005 мм | ||
Крутящий момент двигателя оси X / Z | 5./7.5 Нм (7/10 Нм дополнительно) | 5./7.5 Нм (7/10 Н.м дополнительно) | |
Мощность двигателя оси X / Z | 1.3 / 1,88 кВт | 1,88 / 2,5 кВт | |
Скорость быстрой подачи по оси X / Z | 8/10 м / мин | 8/10 м / мин | |
Тип инструмента | Электрическая револьверная головка на 4 станции | Электрическая револьверная головка на 4 станции | |
Сечение панели инструментов | 25 * 25 мм | 25 * 25 мм | |
Задняя втулка диам. | Φ75mm | 75mm | |
Ход муфты задней бабки | 200mm | 200mm | |
| 0 все 9 всего все | |||
СЗ | 2850/3850 кг | 3150/4150 кг | |
Размер машины (Д * Ш * В) | 2950/3600 * 1520 * 1750 мм | 3000/3610 * 1520 * 1750 мм |
 качели над кроватью
качели над кроватью 5 кВт
5 кВт
Хорошее качество по конкурентоспособной цене горизонтальный токарный станок C6150C обычный токарный станок
Хорошее качество по конкурентоспособной цене горизонтальный токарный станок C6150C обычный токарный станок:
Технические характеристики | C | CA5061 | CA6250 CA6250B CA6250C | |
Макс.Качели над кроватью | 500 мм | |||
Макс. Поворотная каретка | 300 мм | |||
Макс. отклонение в зазоре | – | 720 мм | ||
Эффективная длина зазора | – | 210 мм | ||
Макс. длина заготовки | 750мм / 1000мм / 1500мм / 2000мм / 2200мм / 3000мм / 4000мм | |||
Ширина станины | 400мм | |||
Секция токарного инструмента | 25×25 мм | |||
Шпиндель | Скорости шпинделя | 10-1400 об / мин / 16-1400 об / мин (24 шага) | ||
Отверстие в шпинделе | 52 мм.(80 мм). [105 мм] | |||
Конус шпинделя | NO.6 (MT6) (90 1:20) [113 1:20] | |||
Подача | Количество | 64 вида (для каждого) | ||
Диапазон метрических нитей (видов) | (1-96мм) 44 вида | |||
Диапазон дюймовых резьб (видов) | (2-24tpi) 21 видов | |||
Ассортимент модульных резьб (видов) | 0.25-48 (Moduie39kinds) | |||
Диапазон резьбы (видов) | 1-96DP (37 видов) | |||
Задняя бабка | Макс. Ход шпинделя хвостовой заготовки | 150мм | ||
Диаметр шпинделя хвостовой части | 75мм | |||
Конус отверстия хвостовой части центрального шпинделя | NO ,5 (MT5) | |||
Главный двигатель | 7,5 кВт (10 л.с.) | |||
Габаритные размеры (Д * Ш * Хм) | Габаритные размеры для 750 мм | 2550x1140x1750 | ||
Габаритные размеры для 1000 мм | 2700x1140x1750 | |||
Габаритные размеры для 150000 0 | 3200x1140x1750 | |||
Технические характеристики токарного станка 1А62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Станок 1А62. Альбом чертежей запасных деталей
В альбом включены чертежи быстроизнашивающихся деталей токарно-винторезного станка модели 1А62, а также деталей, которые могут быть выведены из строя при перегрузках и авариях станка. Кроме того, в альбоме помещены: техническая характеристика, кинематическая и принципиальная электрическая схемы, спецификация подшипников качения и общие виды групп, в которых установлены детали станка, приведенные в альбоме. Альбом предназначен для инженерно-технических работников предприятий, эксплуатирующих указанные станки. На чертежах деталей, требующих подгонки по месту при монтаже, сделаны соответствующие указания. Во избежание брака рекомендуется до изготовления новой детали проверить соответствие изношенной детали чертежу, помещенному в альбоме. Для деталей, конструкция которых при дальнейшем усовершенствовании станка была изменена, даны добавочные чертежи и соответствующие примечания. Настоящий альбом чертежей запасных деталей токарно-винторезного станка модели 1А62 подготовлен к изданию заводом „Красный пролетарий» имени А. И. Ефремова и ЭНИМС.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
Кинематическая схема токарно-винторезного станка 1К62
Технические характеристики станка 1А62
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D)
- наибольшая длина L обрабатываемой заготовки (детали)
- Класс точности станка
Ниже приводится таблица с техническими характеристиками токарно-револьверного станка 1А62. Более подробно технические характеристики станка можно посмотреть в паспорте станка 1А62.
| Величины | ||
| Расстояние между центрами | мм | 750, 1000, 1500 |
| Наибольший диаметр точения над станиной | мм | 400 |
| Наибольший диаметр точения над суппортом | мм | 210 |
| Наибольший диаметр обрабатываемого прутка | мм | 36 |
| Наибольшая длина точения | мм | 650, 900, 1400 |
| Диаметр отверстия в шпинделе | мм | 38 |
| Конус передней части отверстия в шпинделе | мм | Морзе 5 |
| Количество рабочих скоростей шпинделя | 21 | |
| Число оборотов шпинделя при рабочем ходе | об/мин | 11,5…1200 |
| Количество обратных скоростей шпинделя | 12 | |
| Число оборотов шпинделя при обратном ходе | об/мин | 18…1520 |
| Число оборотов приводного шкива | об/мин | 730 |
| Количество продольных и поперечных подач | 35 | |
| Продольные подачи суппорта на один оборот шпинделя | мм/об | 0,082…1,59 |
| Поперечные подачи суппорта на один оборот шпинделя | мм/об | 0,027…0,522 |
| Число метрических резьб | 19 | |
| Величина шагов при метрической резьбе | мм | 1…12 |
| Число дюймовых резьб | 20 | |
| Число ниток на один оборот при дюймовой резьбе | дюйм | 2…24 |
| Число модульных резьб | 10 | |
| Величина модульных резьб | модулей | 0,50…3 |
| Число питчевых резьб | 24 | |
| Величина питчевых резьб | питч | 7…96 |
| Мощность электродвигателя шпинделя | кВт | 7,0 |
| Число оборотов электродвигателя шпинделя | об/мин | 1440 |
| Высота станка | мм | 1210 |
| Площадь станка занимаемая станком при РМЦ 750 (Длина х Ширина) | мм | 2510х1580 |
| Площадь станка занимаемая станком при РМЦ 1000 (Длина х Ширина) | мм | 2650х1580 |
| Площадь станка занимаемая станком при РМЦ 1500 (Длина х Ширина) | мм | 3170х1580 |
| Вес станка (без электрооборудования) при РМЦ 750 | кг | 2045 |
| Вес станка (без электрооборудования) при РМЦ 1000 | кг | 2105 |
| Вес станка (без электрооборудования) при РМЦ 1500 | кг | 2370 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Для того, что бы было легче подобрать станок с требуемыми характеристиками, рекомендуется пользоваться справочником «Универсальные металлорежущие станки. Номенклатурный справочник» который можно скачать по ссылке расположенной ниже:
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль
- Рукоятки установки чисел оборотов шпинделя
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы
- Рукоятка установки правой и левой резьбы и подачи
- Рукоятки установки чисел оборотов шпинделя
- Кнопка включения реечной шестерни при нарезании резьбы
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта
- Кнопочная станция пуска и останова электродвигателя главного привода
- Рукоятка подачи верхней части суппорта
- Рукоятка управления быстрыми перемещениями каретки и суппорта
- Рукоятка крепления пиноли задней бабки
- Выключатель насоса охлаждения
- Линейный выключатель
- Рукоятка крепления задней бабки
- Выключатель местного освещения
- Маховичок перемещения пиноли задней бабки
- Рукоятки включения, выключения и реверсирования шпинделя
- Рукоятка включения маточной гайки
- Маховичок ручного перемещения суппорта и каретки
- Рукоятки включения, выключения и реверсирования шпинделя
- Рукоятка установки величины подачи и шага резьбы
Токарный станок ТВ-320 — технические характеристики, паспорт, гитара сменных шестерен
Токарно-винторезный станок ТВ-320 имеет давнюю историю, его массовый выпуск начался в середине прошлого столетия. Этот высокоточный агрегат предназначен для токарной обработки разнообразных плоскостей, включая нарезку резьбы.
Блок: 1/5 | Кол-во символов: 226
Источник: https://promzn.ru/stanki-i-oborudovanie/tokarnyj-stanok-tv-320.html
Описание
ТВ 320 П — станок специального сегмента, оборудование с высокими оборотами. При проведении обработки реализована схема комбинирования нескольких операций, причем они выполняются одновременно. Паспорт станка гласит, что при его эксплуатации возможно использовать все технологические особенности устройства в полной мере.
ТВ 320П используется для широкого списка работ по металлу. В частности, он может применяться при:
- изготовлении инструментов и приспособлений;
- производства приборов высокой точности;
- осуществлении огромного списка токарных операций;
- нарезке резьб, как метрических, так и дюймовых;
- точения конусов и производстве операций по обработке торцов заготовок.
Список производственных процессов, где может применяться данный токарный станок высокой точности — весьма обширен. Оборудование способно выполнять даже работы с мелкими заготовками. К примеру, с его помощью быстро и точно нарезается резьба М6.
Особенностью агрегата является система установки рабочих органов. Для резцедержки резцедержатель не только оборудован несколькими посадочными местами для расположения режущих органов в ряд. На станке расположено две зоны установки резцов — спереди и сзади, причем последняя может располагаться непосредственно на суппорте.
Блок: 2/6 | Кол-во символов: 1249
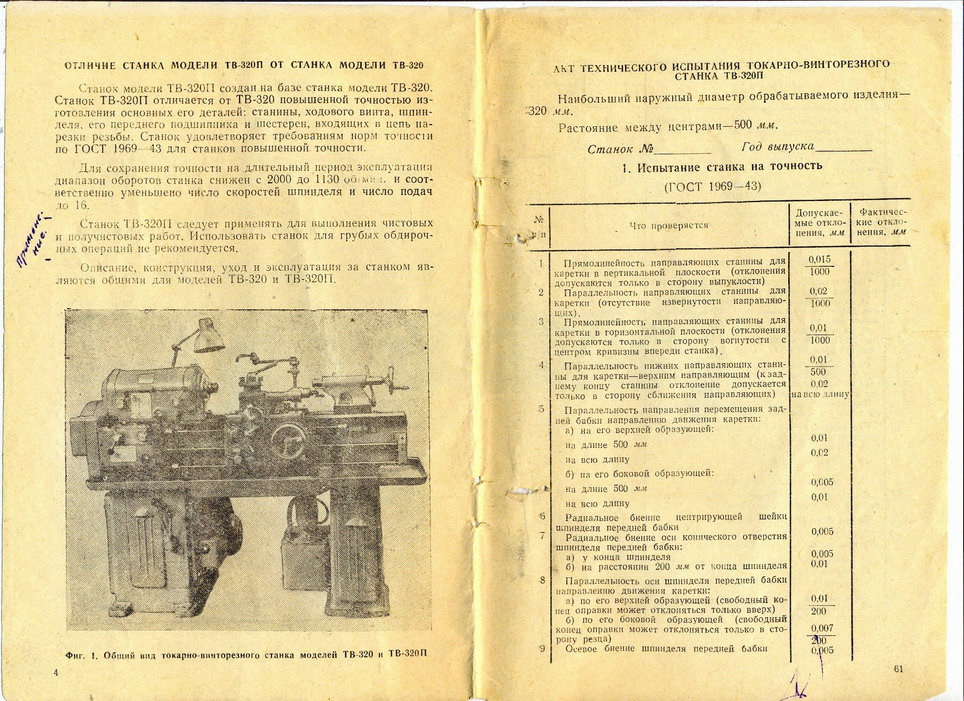
Чем отличается станок ТВ-320П от оборудования рассматриваемой модели
От базовой модели ТВ-320 токарный агрегат, в маркировке которого имеется буква «П», отличается повышенной точностью обработки, что обеспечивается особенностями его конструкции. К точности изготовления главных конструктивных узлов станка, к которым относятся его станина, ходовой винт, шпиндельный узел, передний подшипник и зубчатые колеса, входящие в кинематическую цепь, используемую для нарезания резьбы, предъявляются повышенные требования.
Такие характеристики токарного станка ТВ-320П предопределяют его использование в качестве оборудования для выполнения получистовых и чистовых работ. Данный агрегат не рекомендуется применять для обдирочных токарных работ.
Органы управления ТВ-320
Чтобы рассматриваемый станок, соответствующий по своей точности требованиям ГОСТ 1969-43, сохранял свои характеристики на протяжении длительного времени, на нем уменьшены допустимые скорости подач, а также максимальная величина частоты вращения шпиндельного узла – до 1400 об/мин (на станке ТВ-320 данный параметр соответствует 2000 об/мин).
Блок: 2/10 | Кол-во символов: 1108
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/tokarnyj-stanok-tv-320-tehnicheskie-harakteristiki.html
Конструкция станка ТВ-320
Основными элементами конструкции являются:
- Коробка скоростей.
- Коробка подач.
- Передний узел.
- Задний узел.
- Привод подач.
- Фартук.
- Привод охлаждающей системы.
- Каретка резцедержателя.
Устройство станины
Рабочая основа устройства – коробчатая отливка из чугуна – располагает на себе все прочие составляющие токарно-винторезного агрегата. Внутри основы находятся специальные ребра, расположенные по диагонали, которые увеличивают ее жесткость.
Основа установлена на двух чугунных тумбах, а в ее верхней части располагаются четыре направляющих – три треугольные и одна плоская. По двум призматическим направляющим перемещается устройство резцедержателя, а по призматической и плоской – задний узел.
Левая опорная стойка станины содержит:
- коробку скоростей;
- электрооборудование, размещенное в шкафу;
- электродвигатель главного привода;
- емкость для охладительной жидкости.
Передняя и задняя бабка
Передний шпиндельный узел изготовлен из литого чугуна и состоит из таких механизмов: перебора скоростей, расположенного в передней части узла, и привода, осуществляющего прямое и обратное вращение.
Главный рабочий вал установки представляет собой пустую трубу с конусной шейкой на переднем конце. Шпиндель установлен на двух опорах, в которых установлены подшипники: скольжения – в передней; радиально-упорный – в задней. Большая часть вибрационного воздействия во время работы приходится на упорный подшипник.
Узел главного вала и его элементы имеют такие характеристики, соответствие которым необходимо:
- Продольный зазор между частями опор – 0,01-0,015 мм.
- Биение в продольном направлении – не превышающее 0,01 мм.
- Диаметральный зазор между валом и подшипником – 0,015-0,03 мм.
В переднем узле располагается и механизм изменения направления подач (не вносящий изменений в параметры вращения). Он находится в левой части узла. Специальными гайками регулируются подшипники качения переднего узла.
Задний узел устройства в осевом направлении перемещается исключительно посредством ручного воздействия. Он предназначен для удержания конца длинных болванок во время проведения токарных работ и для фиксации резцов. Фиксируется узел на рабочей основе токарно-винторезной установки эксцентриковым механизмом.
Перемещение заднего узла возможно в двух направлениях – продольном и поперечном – благодаря чему осуществляется работа с заготовками конических форм. Осевое передвижение заднего узла вдоль направляющих основы осуществляется благодаря вращающемуся от маховика винту, соединенному с гайкой.
Внутри заднего узла передвигается пиноль, которая устанавливается в определенное положение двумя зажимами, связанными с рычагом управления.
Кинематическая и электрическая схемы
Установка имеет такие органы управления:
- две рукояти изменения скорости вращения главного вала;
- рукоять изменения скорости вращения главного вала через перебор;
- рукоять реверсирования подач;
- две рукояти изменения величины подач;
- рукоять двойного увеличения подач;
- рукоять включения осевой или перпендикулярной подачи;
- рукоять включения падающего самохода;
- рукоять запуска ходового винта;
- рукоять запуска маточной гайки;
- рукоять ручного передвижения резцедержателя;
- рукоять ручного передвижения каретки;
- рукоять передвижения салазок;
- рукоять передвижения пиноли заднего узла.
Принципиальная электрическая схема
Суппорт
Резцедержатель агрегата служит для фиксации резцов и их осевых и перпендикулярных подач. Состоит из таких основных элементов:
- Осевые салазки.
- Перпендикулярные салазки.
- Верхние салазки.
- Поворотный механизм.
Каретка и салазки перемещаются во всех направлением путем механического или ручного воздействия. Салазки имеют две Т-образные крепежные выемки, что позволяет установить дополнительную резцовую головку. Величина перемещения салазок во все стороны регулируется специальными упорами. В конструкции резцедержателя имеется шариковый упор, который облегчает отсчет по лимбу при перпендикулярном передвижении.
Фартук
Находится в передней части установки и предназначается для передачи вращательного элемента от ходовых валика и винта на резцедержатель. Блокирующий механизм, расположенный в фартуке, полностью исключает одновременный запуск винта и валика и предотвращает поломку установки. Рычаг, осуществляющий переключение подач, отвечает и за маточную гайку, что запуск ее делается невозможным, пока рычаг не будет установлен в центральное положение.
Конструкцией установки предусмотрено автоматическое отключение подач при возникновении перегрузок, возможных при чрезмерном увеличении силы обработки или заедании резцов. Отключение происходит благодаря установленному в фартуке механизму падающего самохода.
Коробка скоростей
Коробка предназначена для передачи вращательного элемента от электродвигателя к главному рабочему валу установки. Трехваловая система коробки с двумя блоками сменных колес дает возможность осуществлять обработку деталей на 9 различных скоростях.
Клиноременная передача имеет возможность регулировки натяжения благодаря перемещению коробки по специальным крепежным выемкам при помощи фиксирующих болтов и винта. Болты ослабляются для перемещения.
В опоры, на которых установлены валы коробки, вмонтированы подшипники, принимающие продольные и радиальные нагрузки на себя. Расстояние между ними настраивается специальными гайками и винтами.
Блок: 2/4 | Кол-во символов: 5280
Источник: https://metmastanki.ru/tokarnyy-stanok-tv-320
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.
Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.
Блок: 2/7 | Кол-во символов: 1457
Источник: https://VseOChpu.ru/tokarnyj-stanok-tv-320/
Передняя бабка токарного станка ТВ-320
Передняя бабка – чугунная отливка коробчатой формы. В передней части установлен механизм перебора скоростей. В задней части установлен механизм привода и реверса (обратного хода) подачи.
Шпиндель станка 1 представляет собой пустотелую трубу с передней конусной шейкой. Передняя часть шпиндель смонтирована на подшипнике скольжения 2, задний конец- на радиально-упорном подшипнике 2 повышенного класса точности.
Шпиндель разгружен от изгибающих моментов клиноременной передачи. Силы резания, действующие вдоль оси шпинделя, воспринимаются упорным подшипников 4.
Осевой зазор в задней опоре шпинделя должен быть в диапазоне 0,01-0,015 мм, а осевое биение не больше 0,01.Диаметральный зазор между шпинделем и подшипником 0,015-0,03мм.
В левой части передней бабки расположен реверсный механизм, предназначенный для изменения направления подачи без изменения вращения шпинделя. Изменение осуществляется перемещением в левое положение блока 18 и через паразитную шестерню входит в зацепление выходной вал 19 с зубчатым колесом 20, закрепленным на шпинделе.
Регулировка подшипников качения бабки осуществляется гайками 22, 23,24.
фото:передняя бабка токарного станка ТВ-320
Суппорт токарного станка ТВ-320
Суппорт токарно-винторезного станка предназначенный для закрепления режущего инструмента, а также продольной и поперечной подачи резца.
Состоит из следующих основных узлов:
- Каретка 1;
- Поперечные салазки 2;
- Верхние салазки 3;
- Поворотная часть 4
Перемещение каретки в продольном направлении осуществляется как механическим способом, так и ручным. В поперечном направлении перемещаются салазки также механическим и ручным способом. Салазки снабжены двумя Т-образными паза для фиксации дополнительной резцовой головки. Регулировка величины перемещения поперечных салазок в обе стороны выполняется упорами 13.
Суппорт снабжен шариковым упором, для облегчения отсчета поперечного перемещения по лимбу.
фото:суппорт токарно-винторезного станка ТВ-320
Фартук токарно-винторезного станка ТВ-320
Фартук токарного станка предназначен для передачи вращательного движения от ходового винта и валика каретки к суппорту. Фартук оснащен блокирующим механизмом предотвращающий поломку механизма, вследствие одновременного включения ходового валика и винта. Маточная гайка не будет включена, пока не будет установлена в среднее положение рукоятка 2 переключения подачи.
Также в фартуке смонтирован механизм падающего червяка, предохраняющий станок от перегрузки. Механизм позволяет автоматически выключать подачу при возникновении перегруза вследствие увеличения силы резания или заедания режущего инструмента.
фото:фартук токарно-винторезного станка ТВ-320
Коробка скоростей токарного станка ТВ-320
Коробка скоростей токарного станка предназначена для передачи вращательного движения от главного электродвигателя к непосредственно шпинделю станка. В коробке используется схема трехваловой системы, на котором расположены тройные блоки шестерен 1 и 2, позволяющие на выходе получать 9 скоростей.
Коробка скоростей имеет возможность опускаться или подыматься по пазам, тем самым регулируя натяжение клиноременной передачи. Перемещение коробки осуществляется винтом при ослабленных крепежных болтах.
Валы коробки скоростей смонтированы на шариковых и роликовых подшипниках, воспринимающие радиальные и осевые нагрузки. Регулировка зазоров в подшипниках выполняется при помощи винтов 7 и гайки 8.
фото:коробка скоростей токарного станка ТВ-320
Задняя бабка токарного станка ТВ-320
Задняя бабка токарного станка предназначена для поддержания длинных заготовок во избежание биения, а также служит оправкой для крепления режущего инструмента (сверло, метчик, плашка и т.д.). Перемещение задней бабки исключительно ручное. Фиксация к станине производиться эксцентриковым механизмом 1 рукояткой 2.
Поворотом винта 3 возможно поперечное смещение задней бабки. Это делается в случае точение конусных поверхностей.
При помощи маховика 3, винта 5 и гайки 6 осуществляется продольное перемещение задней бабки. Пиноль фиксируется рукояткой, перемещающая зажимные сухари 8 и 9.
Для освобождение центра из пиноли необходимо переместить ее в правое положение , при этом центр выжмется упором 10.
фото:задняя бабка токарного станка ТВ-320
Технические характеристики токарно-винторезного станка модели ТВ-320
| Основные параметры | ТВ-320 | ТВ-320П |
|---|---|---|
| Высота центров над станиной,мм | 155 | 155 |
| Расстояние между центрами,мм | 500 | 500 |
| Наибольший диаметр обрабатываемой заготовки,мм: | ||
| над верхней частью суппорта | 170 | 170 |
| над станиной | 320 | 320 |
| Прутка | 25 | 25 |
| Наибольшая длина точения,мм | 500 | 500 |
| Механика станка | ||
| Количество скоростей шпинделя | 18 | 16 |
| Пределы чисел оборотов шпинделя,об/мин | 36-2000 | 36-1130 |
| Количество продольных подач | 16 | 16 |
| Пределы продольных подач,мм/об | 0,03-0,49 | 0,03-0,49 |
| Количество поперечных подач | 16 | 16 |
| Пределы поперечных подач,мм/об | 0,012-0,18 | 0,012-0,18 |
| Конус шпинделя передней бабки | Морзе 4 | Морзе 4 |
| Диаметр отверстия в шпинделе,мм | 26 | 26 |
| Конус пиноли задней бабки | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли,мм | 90 | 90 |
| Габариты станка,мм: | ||
| длина | 1800 | 1800 |
| ширина | 950 | 950 |
| высота | 1250 | 1250 |
| Вес станка,кг | 900 | 900 |
Видео:токарно-винторезный станок ТВ-320
Блок: 7/7 | Кол-во символов: 5554
Источник: http://www.metalstanki.com.ua/tokarnie-stanki/torarniy-stanok-tv-320
НАЗНАЧЕНИЕ
СТАНКА МОДЕЛИ ТВ-320 И ЕГО ОСОБЕННОСТИТокарно-винторезный станок модели ТВ-320 (фиг. 1) представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве.
Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается па суппорте по мере необходимости. Обточка конусов производится путем попе’ речного смещения центра задней бабки.
В отличие от существующих типов токарных станков данная модель позволяет максимально использовать технологические возможности токарного станка при обработке деталей скоростным точением и методом комбинирования операций (С. С. Ильин и К. С. Ильин, «Наш метод комбинирования операций при токарной обработке деталей», Оборонгиз. 1955).
В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров.
По согласованию с заказчиком к станку прикладываются комплекты приспособлений для обработки деталей в патроне, центрах или в цанговом зажиме.
Перед установкой станка, а тем более перед началом работы на нем необходимо тщательно ознакомиться с настоящим руководством.
Скачать
Блок: 2/2 | Кол-во символов: 1644
Источник: http://pasportanastanki.ru/%D1%82%D0%B2-320-%D0%BF%D0%B0%D1%81%D0%BF%D0%BE%D1%80%D1%82-%D0%BD%D0%B0-%D1%81%D1%82%D0%B0%D0%BD%D0%BE%D0%BA/
Особенности станины токарного агрегата ТВ-320
Вся конструктивная оснастка станка располагается на чугунном основании, которое имеет коробчатую конфигурацию. В верхнем участке главной опоры оборудования размещены 4 направляющие, три из которых призматические, а одна – плоская. Они установлены на двух чугунных стойках. По призматическим направляющим перемещается поддерживающий узел (суппорт) агрегата, а по остальным задняя бабка.
В левой тумбе опоры располагается блок скоростей токарного агрегата, отдел с электрооборудованием, электропривод, резервуар для охладителя.
Устройство шпиндельной бабки агрегата
Передний узел токарного станка ТВ-320 сделан из чугуна способом литья. В лицевой области токарного станка размещен узел перебора скоростных режимов, а в оборотной части – активный механизм блока подач, функционирующий в нескольких (прямое, обратное) направлениях.
Нагрузка реза, влияющая на шпиндельный механизм по его базисной точке, принимается упорным подшипником.
Компоненты шпиндельной системы должны обладать определенными свойствами:
- расстояние между звеньями заднего оплота – 0,01– 0,015 мм;
- промежуток промеж подшипника и полого вала в поперечном направлении – 0,015–0,03 мм.
Узел агрегата, посредством которого осуществляется изменение подачи, располагается в левой области шпиндельной бабки. Регулировка подшипников качения этого узла выполняется с помощью индивидуальных гаек.
Механический держатель для резцов (суппорт агрегата)
Предназначение поддерживающего узла в токарном станке заключается в решение двух дилемм:
- на приспособление можно закрепить режущий инструментарий;
- передвижение токарного реза в продольном и поперечном направлениях.
Продольное передвижение бывает ручным либо механическим. Внутри конструкции предусмотрены два Т-образных паза для монтажа добавочного реза. Перпендикулярное передвижение осуществляет каретка из резцовых салазок, а уровень регулируется посредством двух упоров – шарикового и поперечного вида.
Назначение фартука токарного агрегата
Располагается с лицевой стороны. Специальная оснастка позволяет уберечь устройство от аварийной ситуации, когда происходит внезапный пуск рабочего ролика и винта.
Активная позиция маточной гайки напрямую связана с расположением рукояти, которая отвечает за перевод подач. Данное включение возможно лишь, когда рукоять расположена в средней точке.
При появлении перегрузок в токарной системе во время обработки болванок срабатывает аварийное отключение подачи, которое называют устройством падающего червяка.
Функции блока оборотов агрегата
Через коробку скоростей передается вращательное действие от главного электродвигателя к шпиндельному механизму. На 3 валах блока имеется два коробки шестерен, которые обеспечивают девять скоростей вращения шпинделя. Можно контролировать натяжку ремней, передающих вращательные движения, посредством передвижения корпуса блока скоростей по особым пазам. Если возникает цель передвинуть коробку, то следует ослабить фиксирующие болты.
Чтобы ролики легче претерпевали нагрузки, для этого в их основании размещены подшипники (шарикового и роликового типа), промежуток в которых контролируется особыми винтами и гайконарезными соединениями.
Типовая комплектация станка ТВ-320 предоставляет возможность наносить резьбу метрического типа. Чтобы нанести другой вид резьбы потребуется установка вспомогательных шестерен. Комплект специальных зубчатых колес подбирается на основании таблицы, расположенной на гитаре.
Устройство задней бабки агрегата
Единственный метод осевого передвижения – только вручную. Иногда возникают ситуации, когда необходимо при возделывании длинных болванок поддержать их правый край и зафиксировать режущий инструментарий эксцентриковым механизмом.
Если перемещать бабку в поперечном направлении, то можно обрабатывать детали с конусной поверхностью. В свою очередь, продольное передвижение регулируется винтом и соединительной гайкой. Винт вращается маховиком. За положение пиноли отвечают два клеммных сухаря, связанных с регулирующей рукоятью.
Блок: 4/5 | Кол-во символов: 3978
Источник: https://promzn.ru/stanki-i-oborudovanie/tokarnyj-stanok-tv-320.html
Строение передней бабки станка
Передняя (шпиндельная) бабка токарного станка выполнена из чугуна методом литья. В ее передней части находится механизм перебора скоростей, а в задней – механизм привода коробки подач, работающий в прямом и обратном направлениях.
Шпиндель агрегата – это пустотелая труба, на переднем конце которой имеется конусная шейка. В переднюю опору шпиндельного узла установлен подшипник скольжения, в заднюю – радиально-упорный подшипник повышенной точности. Силы резания, которые воздействуют на шпиндельный узел вдоль его оси, воспринимаются упорным подшипником.
Передняя опора шпинделя с подшипником скольжения
Элементы шпиндельного узла должны соответствовать следующим техническим характеристикам:
- осевой зазор между элементами задней опоры – 0,01–0,015 мм;
- биение в осевом направлении – не более 0,01 мм;
- зазор между подшипником и шпинделем в диаметральном направлении – 0,015–0,03 мм.
Чертеж передней бабки
Механизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Блок: 5/10 | Кол-во символов: 1228
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/tokarnyj-stanok-tv-320-tehnicheskie-harakteristiki.html
Электрооборудование токарного агрегата
На металлообрабатывающем станке рассматриваемого типа размещается два электродвигателя. Каждый выполняет определенную либо дополнительную функцию:
- Основной электропривод. Его мощность составляет 2,8 кВт. Играет роль привода шпиндельного механизма станка.
- Вспомогательный электромотор. Он устанавливается в электронасос. Предназначается для результативного охлаждения механизмов токарного станка. Мощность двигателя равна 0,125 кВт.
Несмотря на некоторые видимые изъяны оборудования, токарный станок ТВ-320, включая самодельный вариант, считается весьма востребованным среди мастеров своего дела, даже спустя несколько десятилетий после прекращения серийного выпуска агрегата.
Видео: Обзор, смазка станка ТВ-320
Блок: 5/5 | Кол-во символов: 744
Источник: https://promzn.ru/stanki-i-oborudovanie/tokarnyj-stanok-tv-320.html
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.
Там же имеются подробные схемы всех узлов и механизмов управления.
Блок: 6/7 | Кол-во символов: 468
Источник: https://VseOChpu.ru/tokarnyj-stanok-tv-320/
Фартук станка
Основное назначение фартука, который расположен в передней части токарного станка, – сообщение вращательного движения ходового винта и ходового валика суппорту. Специальный механизм, которым оснащен суппорт, исключает риск одномоментного включения ходового винта и валика, что защищает их от преждевременной поломки. Включение маточной гайки связано с положением рукоятки, отвечающей за переключение подач ТВ-320. Такое включение может быть выполнено лишь в том случае, если данная ручка находится в среднем положении.
В случае возникновения перегрузок при выполнении обработки, что может быть связано с увеличением силы резания или заеданием режущего инструмента, в фартуке станка ТВ-320 срабатывает так называемый механизм падающего червяка, автоматически отключающий подачу.
Фартук станка ТВ-320
Блок: 7/10 | Кол-во символов: 826
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/tokarnyj-stanok-tv-320-tehnicheskie-harakteristiki.html
Техника безопасности
Работа токаря всегда связана с повышенным риском. Опасность связана с очень быстрым вращением заготовок, с летящей металлической стружкой, с высоким напряжением. Поэтому оператор должен предварительно пройти полный инструктаж.
Требования предъявляются и к одежде токаря, и к его самочувствию.
Допускается работать только на полностью исправном оборудовании. Перед запуском проверяется заземление, защитные щитки, система отведения стружки, отсутствие сторонних предметов.
В процессе работы токарь должен контролировать надежность фиксации заготовок, отвод стружки, слив жидкости, отсутствие разбрызгивание масла.
Категорически запрещено облокачиваться об аппарат и отходить от него в процессе работы!
Блок: 7/7 | Кол-во символов: 716
Источник: https://VseOChpu.ru/tokarnyj-stanok-tv-320/
Строение коробки скоростей
При помощи коробки скоростей вращение от главного электрического двигателя передается шпиндельному узлу токарного станка ТВ-320. На трех валах коробки скоростей агрегата есть два блока шестерен, обеспечивающих 9 различных скоростей вращения шпинделя.
Корпус коробки скоростей может перемещаться по специальным пазам, что позволяет регулировать натяжение ремней, передающих вращение шпиндельному узлу. Чтобы переместить коробку, необходимо ослабить болты, которыми она фиксируется на направляющих. Чтобы валы коробки могли успешно переносить осевые и радиальные нагрузки, в их опорах установлены шариковые и роликовые подшипники, зазоры в которых регулируются при помощи специальных винтов и гаек.
Ремни, приводящие в движение шпиндель
Стандартное оснащение станка позволяет нарезать метрическую резьбу. Для других типов резьбы требуется дополнительный комплект шестерен, подбираемый согласно таблице на крышке гитары.
Сменные шестерни станка
Блок: 8/10 | Кол-во символов: 979
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/tokarnyj-stanok-tv-320-tehnicheskie-harakteristiki.html
Как устроена задняя бабка станка
Задняя бабка токарного станка, которая в продольном направлении передвигается только вручную, используется для поддержки правого конца длинных заготовок в процессе их обработки и для закрепления режущего инструмента. Закрепляется задняя бабка на станине при помощи эксцентрикового механизма.
Чертеж задней бабки (нажмите для увеличения)
Задняя бабка может перемещаться и в поперечном направлении, что позволяет выполнять на станке обработку конусных поверхностей. За продольное перемещение задней бабки по направляющим станины отвечает винт, приводимый во вращение маховиком. Данный винт находится в соединении с гайкой. Положение пиноли, которая перемещается внутри задней бабки, фиксируется посредством двух зажимных сухарей, связанных с управляющей рукояткой.
Блок: 9/10 | Кол-во символов: 817
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/tokarnyj-stanok-tv-320-tehnicheskie-harakteristiki.html
Количество использованных доноров: 8
Информация по каждому донору:
- http://met-all.org/oborudovanie/stanki-tokarnye/tokarnyj-stanok-tv-320-tehnicheskie-harakteristiki.html: использовано 5 блоков из 10, кол-во символов 4958 (17%)
- https://metmastanki.ru/tokarnyy-stanok-tv-320: использовано 1 блоков из 4, кол-во символов 5280 (18%)
- https://promzn.ru/stanki-i-oborudovanie/tokarnyj-stanok-tv-320.html: использовано 3 блоков из 5, кол-во символов 4948 (17%)
- http://www.stanoktehpasport.ru/tv-320-tokarnyy-stanok: использовано 2 блоков из 5, кол-во символов 289 (1%)
- https://VseOChpu.ru/tokarnyj-stanok-tv-320/: использовано 4 блоков из 7, кол-во символов 2667 (9%)
- http://www.metalstanki.com.ua/tokarnie-stanki/torarniy-stanok-tv-320: использовано 1 блоков из 7, кол-во символов 5554 (19%)
- http://pasportanastanki.ru/%D1%82%D0%B2-320-%D0%BF%D0%B0%D1%81%D0%BF%D0%BE%D1%80%D1%82-%D0%BD%D0%B0-%D1%81%D1%82%D0%B0%D0%BD%D0%BE%D0%BA/: использовано 1 блоков из 2, кол-во символов 1644 (6%)
- https://MoiStanki.ru/metallooborabotka/tokarnye-metall/tokarnyj-stanok-tv-320: использовано 2 блоков из 6, кол-во символов 3643 (13%)
Характеристики токарного станка – WriteWork
РЕЗЮМЕ
Токарный станок является отцом всех станков и вошел в историю многих гонок. По мере развития взаимозаменяемых принципов производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Целью данного отчета является рассмотрение пяти различных «типов токарных станков» в связи с их производственным применением, а также сравнение важных аспектов производства и массового производства.Основное внимание будет уделено традиционному центрирующему токарному станку и его развитию в производственные токарные станки.
Определения, графики и рисунки также включены в этот отчет.
à СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ 4
1.1. ПРОЦЕДУРЫ 4
1.2. ОХВАТЫВАЕМЫЕ ТЕМЫ 4
1.3. ОБЩИЕ ПОЛОЖЕНИЯ 4
2. ТЕОРЕТИЧЕСКАЯ ФОНА, ТИПЫ СОСТАВЛЕНИЙ
3. И ОПЕРАТОРЫ 5
3.1. ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК 5
3.2. ПРОИЗВОДСТВЕННЫЕ СТАНКИ 6
3.2.1. Токарные станки и револьверные головки 6
3.2.1.1. Токарный станок Capstan 6
3.2.1.2. Токарно-револьверный станок 7
3.2.2. Токарный станок с ЧПУ. 7
3.2.3. Одношпиндельный токарный автомат. 8
4. СИСТЕМА УДЕРЖАНИЯ РАБОТ И ИНСТРУМЕНТОВ 9
5. НАСТРОЙКА И ПРОГРАММИРОВАНИЕ 11
6. ИЗМЕРИТЕЛЬНАЯ СИСТЕМА 12
7. ЭКОНОМИЧЕСКИЕ АСПЕКТЫ 13
8. СПРАВОЧНАЯ ИНФОРМАЦИЯ 15
1. 9 ВВЕДЕНИЕ 1.1. -КОММЕРЧЕСКИЕ УСЛОВИЯ
1.1.1. – Согласно инструкциям, данным Майклом Томасом (руководитель модуля) для «Производство и основные материалы» в Технологической школе Университета Гламоргана, этот отчет был необходим и был составлен как часть окончательной оценки.
1.1.2. – Предложение этого отчета рассматривает пять различных «Типов токарных станков» в связи с их производственным применением.
1.1.3. – Этот отчет был оценен и написан Виктором Мартинес-Пересом, первокурсником факультета машиностроения BEng (с отличием) в Университете Гламорган-Понтипридд, Уэльс
1.2. -ПРОЦЕДУРЫ
Исследование для этого отчета проводилось двумя способами :
1.2.1.Изучение по конспектам и справочникам.
1.2.2. Исследования в Интернете.
1.3. – ОСНОВНЫЕ ТЕМЫ
В этом отчете основное внимание будет уделено традиционному центрирующему токарному станку и его развитию в производственные токарные станки в связи с их производственным применением.
2. ТЕОРЕТИЧЕСКАЯ ИНФОРМАЦИЯ
Человек всегда пытался найти способы облегчить ручную работу и деловые методы, чтобы сократить рабочую силу, ускорить производство и снизить эксплуатационные расходы.
Токарный станок является отцом всех станков и зарегистрирован в ранней истории многих гонок, когда он, оснащенный фиксированной опорой для инструмента, использовался для токарной обработки древесины.Генри Модсли (1797) разработал токарный станок с суппортом для суппорта, который позволил людям очень быстро и с высокой точностью обрабатывать большие куски металла. Многие считали это важнейшим достижением в производстве станков [1]. По мере развития взаимозаменяемых принципов производства и массового производства возникла необходимость в создании станков, способных производить детали в больших количествах.
Сегодня моторно-токарный станок можно определить как механический станок общего назначения, используемый для производства цилиндрических деталей.По мере того как обрабатываемый кусок металла вращается в токарном станке, одноточечный режущий инструмент продвигается радиально в заготовку на заданную глубину и перемещается в продольном направлении вдоль оси заготовки, удаляя металл в виде стружки. С помощью насадок и принадлежностей можно выполнять другие операции [4]. Токарные станки используются для производства круглых, конических, плоских или сферических деталей. [13]
Обычные процессы на токарном станке: торцовка, прямое точение, точение конуса, нарезание резьбы.
Стандартные внутренние токарные процессы: сверление, растачивание, внутреннее прямое и коническое точение, зенкование, зенкование, развертывание, нарезание резьбы и нарезание резьбы
Прогресс в проектировании базового токарного станка для двигателя и связанных с ним станков был ответственен за разработку и производство тысяч продуктов, которые мы используем каждый день.
3. ВИДЫ СТАНКОВ, КОМПОНЕНТЫ И ОПЕРАТОРЫ
3.1. ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК
Токарный станок для двигателей обычно используется для обработки отдельных деталей в соответствии с требуемыми спецификациями. На токарном станке обычно выполняются следующие операции: торцевание, точение конуса, параллельное точение, нарезание резьбы, накатка, расточка, сверление и развертывание. [4]
Машинный токарный станок схематически показан на (Рисунок-1): он состоит из горизонтальной станины, поддерживающей переднюю бабку, заднюю бабку и каретку.Все станки должны иметь средства поддержки или удержания заготовки. Заднюю бабку можно зажимать в различных положениях вдоль станины для размещения заготовок различной длины. Короткие заготовки нужно захватывать только зажимным патроном.
Figure-1
Базовый токарный станок требует квалифицированного оператора, и качество производимой работы будет зависеть от его / ее заботы и внимания. Для производственных работ желательно исключить возможность отклонений и ошибок, и для этого на каретке часто устанавливаются механические упоры, чтобы обеспечить точный возврат в положение, а также отключить подачу энергии, когда требуемый рез завершен.[4]
Токарные станки с шпилем идеально подходят для изготовления простых и сложных токарных деталей, как из прутков, так и из заготовок. Заготовки могут быть подвергнуты токарной обработке, ковке или литью.
3.2. ПРОИЗВОДСТВЕННЫЕ СТАНКИ
Производственные токарные станки обычно используются, когда необходимо произвести большое количество дублирующих деталей. Токарные станки с револьверной головкой и револьверными головками, одношпиндельные автоматические станки и токарные станки с ЧПУ являются обычными станками в этой группе.
3.2.1.Капстанно-токарные станки и револьверные станки
Револьверные и револьверные станки в основном похожи по своему устройству и принципу действия.Они во многом отличаются от токарных станков. Они имеют более жесткую конструкцию, более мощные и имеют более короткие и жесткие станины. Здесь нет составных суппортов, а резцедержатель обычно представляет собой четырехходовую револьверную головку, установленную непосредственно на передней части поперечных суппортов. Задняя часть поперечных суппортов также имеет простой резцедержатель для отрезного инструмента при работе с пильным полотном. Индексируемая револьверная головка заменяет заднюю бабку, и именно эта револьверная головка несет на себе большую часть инструментов. Инструменты предварительно настроены, и револьверную головку можно индексировать или вращать для установки каждого инструмента в нужное положение.
3.2.1.1. Токарный станок с кабельным валом – меньший по размеру и наиболее часто используемый для обработки прутков с цанговым патроном. Его турель установлена на отдельной подстоечной платформе, которую можно закрепить в любой точке основной станины. Зажим более жесткий и долговечный, так как подстелька устанавливается нечасто. Башня автоматически поворачивается от станции к станции. Суппорт револьвера оснащен регулируемыми упорами, которые ограничивают его движение по направлению к передней бабке. Оператору не нужно выполнять какие-либо измерения, а просто вводит инструмент в работу, пока упор не предотвратит дальнейшее движение.Затем инструмент извлекается вручную и используется сетчатый инструмент. Упор автоматически изменяется, когда каждый новый инструмент индексируется в позиции.
3.2.1.2. Револьверно-токарный станок больше и тяжелее и используется для обработки больших отливок. Это следующая разработка в предоставлении производственной машины для использования неквалифицированным оператором. Токарно-револьверный станок обычно оснащается патронами с пневматическим или ручным управлением или специальным токарным приспособлением для удержания заготовки. Основное отличие токарного станка с шпилем заключается в том, что револьверная головка установлена на каретке, которая скользит непосредственно по основной станине станка.Индексация не автоматическая, а выполняется вручную после разблокировки башни. В этом случае поперечный суппорт упрощен и снабжен одной перевернутой стойкой для инструментов в задней части, а квадратная поворотная револьверная головка, вмещающая до четырех инструментов, установлена спереди. Для продольных и поперечных перемещений предусмотрен пронумерованный барабан упоров. Все, что требуется от оператора, – это проиндексировать револьверную головку и барабан и переместить каретку до заданного упора. На некоторых револьверных станках можно установить до 20 различных инструментов на плунжерной или седельной револьверной головке, и каждый инструмент может быть повернут в нужное положение быстро и точно.После настройки инструментов каждая деталь изготавливается быстро и точно. [8]
3.2.2. Токарный станок с ЧПУ.
Станок с числовым программным управлением (ЧПУ) (рис. 2) является одной из последних модификаций базового токарного станка для двигателей и представляет собой станок с ЧПУ с дополнительной функцией бортового компьютера.
Рисунок 2.- Токарный станок с ЧПУ
Этот токарный станок, управляемый цифровой лентой, используется в основном для операций настройки и может экономично и автоматически производить валы практически любой формы.Этот токарный станок может превзойти большинство типов токарных станков и обеспечивает экономию инструмента, настройки и времени цикла.
Под термином «числовое управление» мы понимаем, что станком можно управлять автоматически с помощью носителя (бумажной ленты). Инструмент будет делать только то, что ему приказывает лента, вставленная в машину. Но термин компьютерное числовое управление (ЧПУ) относится к компьютеру, который присоединен к станку с ЧПУ. Это делает машину более универсальной, поскольку теперь мы можем хранить информацию в банке памяти, сохраняя при этом то, что находится на ленте N / C, и повторять ее без необходимости перематывать ленту каждый раз.Вы также можете запрограммировать задание вручную, шаг за шагом, прямо на машине; это называется ручным вводом данных. В обоих случаях теперь вы можете сделать новую ленту или изменить то, что находится в банке памяти, сделав новую ленту. Это стоит дороже, но теперь оператор имеет большую гибкость при изготовлении детали. Например, если инструмент затупился, вы можете вручную изменить скорость подачи резца, чтобы резание оставалось гладким. Таким образом, резак может разрезать еще до 10 деталей, прежде чем оператору придется сменить инструмент.Это увеличивает количество деталей на инструмент и сокращает время простоя станка, что очень выгодно. Если компании необходимо добавить или удалить разделы детали для доработки или обновления, это можно сделать, нажав от двух до четырех кнопок.
В токарном станке с ЧПУ приводы маховиков обычного токарного станка были заменены, чтобы позволить им управлять положениями скольжения с помощью компьютера. Это открывает возможность создания неограниченного количества профилей с помощью непрерывного управления положением салазок.[3]
Это может быть затем расширено за счет установки револьверных головок с компьютерным управлением и револьверных головок с компьютерным управлением на продольных и поперечных направляющих, заменяющих заднюю бабку. Так как больше не требуется человека-оператора, машину можно сделать более компактной и сложной. Станину можно переконструировать и разместить под наклоном, чтобы обеспечить улучшенный поток охлаждающей жидкости. Приводные шпиндели могут быть встроены в револьверные головки, что позволяет выполнять операции фрезерования и сверления и позволяет изготавливать сложные детали за одну операцию.
3.2.3. Одношпиндельный токарный автомат.
Этот токарный станок отличается от шпиля тем, что револьверная головка вращается вокруг горизонтального шарнира, а не вокруг вертикальной оси. Он также будет иметь несколько радиальных суппортов, используемых для формования и отрезки.
Этот токарный станок особенно популярен в качестве станка для первых операций с прутковой заготовкой, использующей устройство подачи прутка магазинного типа. Производим в малых (рис. 6 и 7) и средних тиражах. Он предназначен для поворота мелких деталей, обычно используемых в фотоаппаратах, электронных устройствах, краскораспылителях, гидравлических и пневматических устройствах, а также арматуры, кабельных вводов и т. Д., Изготовленных из алюминия, латуни или низкоуглеродистой стали.Они также могут производить детали, связанные с автомобилем, такие как поршни, кольца, направляющие клапана, валы, выталкивающие пальцы и т. Д. Некоторые рабочие примеры показаны ниже.
Управление циклом обработки больше не возлагается на оператора, а управляется самим станком, как правило, с помощью кулачковых движений.
4. ОПОРНЫЕ И ИНСТРУМЕНТАЛЬНЫЕ СИСТЕМЫ
4.1. ЗАДЕРЖКА РАБОТЫ
Патрон – наиболее распространенный метод удержания заготовки. (Рисунок 8). Патрон имеет три или четыре кулачка и устанавливается на конце главного шпинделя.Патрон с тремя кулачками используется для захвата цилиндрических деталей, когда выполняемая операция такова, что обрабатываемая поверхность концентрична с рабочими поверхностями. Губки имеют ряд зубцов, которые входят в зацепление со спиральными канавками на круглой пластине внутри патрона. Эта пластина может вращаться с помощью ключа, вставленного в квадратное гнездо, что приводит к одновременному радиальному перемещению губок. Поскольку кулачки находятся на одинаковом расстоянии от оси патрона, цилиндрические заготовки автоматически центрируются при захвате.
В четырехкулачковом патроне каждую губку можно регулировать независимо, вращая радиально установленные винты с резьбой. Хотя точная установка заготовки может занять довольно много времени, для нецилиндрических заготовок часто требуется четырехкулачковый патрон.
Для очень сложных форм может использоваться круглая лицевая панель. Лицевая панель имеет радиальные прорези, которые обеспечивают средство крепления заготовки к лицевой панели.
Для небольших токарных станков для работы с материалом в форме стержня часто используются цанги.Эти цанги представляют собой эффективно разъемные втулки, которые плотно прилегают к заготовке и имеют конус на своей внешней поверхности. Вставка цанги в соответствующее коническое отверстие на конце шпинделя приводит к сжатию цанги и захвату заготовки.
Для точной токарной обработки или в случаях, когда рабочая поверхность не совсем цилиндрическая, заготовку можно поворачивать между центрами. (Рисунок-9). Первоначально в заготовке просверлено коническое центральное отверстие на каждом конце, чтобы обеспечить место для центров токарного станка.Перед поддержанием заготовки между центрами (один в передней бабке и один в задней бабке) на конце передней бабки закрепляют собачку (зажимное устройство). Собачка расположена так, что наконечник вставляется в паз приводной пластины, установленной на основном шпинделе, обеспечивая вращение заготовки вместе со шпинделем. [11]
В цанговом патроне на его переднем конце имеется пружинный разрез цанги. Сначала заготовку зажимают, прижимая цангу к заготовке с помощью гайки.
Лицевые панели используются для изделий сложной формы. Лицевая панель имеет радиально расположенные прорези, которые позволяют зажимать заготовку с помощью болтов
. Хотя используются аналогичные формы удержания заготовки, как и для традиционных станков, они автоматизированы и могут иметь встроенные системы позиционирования. Автоматизация закрытия патрона может быть достигнута механическим, пневматическим или гидравлическим приводом.
4.2. TOOL HOLDING
Часто самый сложный этап в производстве продукта – это научиться удерживать заготовку материала во время обработки.Инструмент не должен загрязнять рабочую удерживающую систему. Система удержания заготовки не должна мешать операциям обработки. [6]
Токарные режущие инструменты обычно удерживаются двумя способами:
à · В держателях инструмента, которые обеспечивают жесткость при удерживании режущего инструмента.
 · В резцедержателях: которые обеспечивают средства удержания державки или режущего инструмента.
Стандартный
Резцедержатель, обычно поставляемый с токарным станком, бывает стандартного или круглого типа (Рисунок-10).Этот резцедержатель, который вставляется в Т-образный паз опоры для соединения, обеспечивает средства удержания и регулировки державки или режущего инструмента. Вогнутое кольцо и клин позволяют регулировать высоту режущего инструмента.
Тип револьверной головки или четырехходовой резцедержатель
Тип револьверной головки или четырехходовой резцедержатель (Рисунок 11) предназначены для удержания четырех режущих инструментов, которые можно легко индексировать для использования по мере необходимости, несколько операций, таких как настройка, нарезание канавок, Нарезание резьбы и отрезка могут выполняться на заготовке путем ослабления фиксирующей ручки и вращения держателя до тех пор, пока нужная насадка не окажется в положении резания.Это сокращает время настройки для различных тоже / бит и, таким образом, увеличивает производство.
Быстросменные держатели инструмента
Они сделаны в разных стилях и подходят для разных типов режущих инструментов. Каждый держатель имеет форму «ласточкин хвост» (рис. 12) и подходит к стойке для инструментов, которая устанавливается на составную опору.
Инструмент удерживается на месте набором винтов. После затупления инструмента держатель и инструмент можно заменить другим предварительно настроенным устройством. Это полезно, когда обрабатывается много деталей одного размера, поскольку точка резания на режущей головке, предварительно установленной в инструментальной комнате, находится в том же положении, что и инструмент, который она заменяет.Каждый резцедержатель устанавливается на «ласточкин хвост» на стойке инструмента и фиксируется в нужном положении с помощью зажима. Гайка с накаткой на каждом держателе обеспечивает вертикальную регулировку.
Основное различие между традиционным держателем инструмента и держателем инструмента с ЧПУ – это использование предварительной настройки. Это может быть достигнуто несколькими способами, такими как инструмент, удерживаемый в перемещаемом держателе инструмента, инструментальный блок и сменные элементы инструмента / наконечника.
В системах предварительной настройки инструмента используются специальные приспособления для предварительной настройки возможных систем измерения координат.После установки инструмента в револьверную головку системы проверки можно использовать для учета небольших неточностей в настройке в дополнение к износу инструмента.
5. НАСТРОЙКА И / ИЛИ ПРОГРАММИРОВАНИЕ ТОКАРНОГО СТАНКА
Лучший токарный станок в мире будет плохо работать, если он не будет правильно настроен с первого раза. Даже новый токарный станок не будет резать параллельно, если он не выровнен должным образом, а качество поверхности, которое может быть достигнуто, будет значительно улучшено за счет уменьшения вибраций, передаваемых на работу и инструмент от двигателя и зубчатой передачи токарного станка.Также, если токарный станок был установлен в течение некоторого времени, стоит пройти процедуры тестирования, чтобы проверить его соосность. Ни одна из задействованных процедур не является особенно сложной, и для получения хорошего конечного результата не требуются дорогостоящие инструменты
Процесс настройки токарного станка логичен, и первым шагом является проверка того, что фундамент находится на должном уровне. как вы можете это получить.
Во-вторых, правильное закручивание станины – это простой вопрос регулировки подъемных винтов на подъемных блоках или установка регулировочных шайб под ножки токарного станка – такие регулировки выполняются на конце задней бабки.
Установка режущего инструмента
Режущий инструмент должен быть установлен на правильной высоте. Если он установлен слишком высоко, инструмент будет тереться о заготовку, выделяя тепло, вызывая плохую чистоту поверхности и притупляя режущую кромку инструмента. Если режущий инструмент установлен слишком низко, то заготовка будет вытягиваться поверх режущего инструмента и повредит режущий инструмент или вырвет заготовку из куска. Серьезность проблемы будет определяться задействованными силами, которые связаны с высотой над или под центром заготовки и задействованными материалами, скоростью подачи, скоростью резания и глубиной резания.Режущий инструмент также необходимо плотно удерживать в стойке для инструментов с помощью всех имеющихся зажимных винтов. Режущий инструмент не должен выступать дальше, чем необходимо, от резцедержателя, так как это увеличивает риск вибрации, приводящей к повреждению режущего инструмента и плохой чистоте поверхности и допуску.
Ссылки CAD / CAM
Широкое использование систем CAD привело к значительным достижениям в области создания программ ЧПУ. Компьютер «знает» геометрию, которую определил дизайнер. Он хранит в своей памяти значения уравнений линий, окружностей и т. Д.Это означает, что геометрия может быть передана в программу CAM, которая регулирует размеры, созданные проектировщиком, для создания нового набора геометрии для определения правильного пути, необходимого для изготовления детали. Таким образом, кто-то должен определить, какой резак; будут использоваться скорость подачи и скорость шпинделя. Это технологические решения, обычно принимаемые инженером-технологом с учетом прочности материала заготовки, зажима и количества удаляемого материала.
Сейчас обычной практикой является загрузка геометрии, заданной проектировщиком, а затем ее обработка в программе обработки.Это может значительно сэкономить время, а также предотвратить ошибки, которые программист может допустить при выполнении расчетов и повторном вводе размеров в компьютер. Это также возлагает ответственность за форму продукта на дизайнера. Чертеж не должен содержать ошибок, так как система CAM будет точно следовать ему.
К сожалению, производители станков не согласовали универсальный стандарт машинного языка. Это вынуждает компании использовать постпроцессоры для перевода выходных данных CAM файла ISO CL на язык конкретного станка.Точно так же системы САПР имеют свои собственные индивидуальные форматы, и был установлен Международный стандарт обмена графикой, чтобы позволить компаниям обмениваться информацией САПР между различными системами. Это широко распространено в Auto CAD, формате DXF, и большинство систем CAM принимают файлы DXF или IGES в качестве входных данных. [10]
Средства редактирования значительно расширяют возможности использования станка, поскольку программы могут быть скопированы, чтобы сделать несколько деталей из одного куска материала, а комплекты деталей могут быть изготовлены за одну настройку на станке.
6. ИЗМЕРИТЕЛЬНО-ИЗМЕРИТЕЛЬНАЯ СИСТЕМА
Благодаря достижениям в технологии были разработаны станки, которые могут изготавливать детали с очень точными допусками. В результате измерительные инструменты и оборудование пришлось модернизировать для точного измерения более точных допусков. Потребность в точных измерениях была необходима из-за взаимозаменяемости производства, когда детали, произведенные в одной части, могут быть собраны с деталями, произведенными на другом заводе или даже в другой стране. [12]
При использовании центра тщательный осмотр является обязательным, хотя точность требуемой детали определяет тип измерительных инструментов, которые следует использовать.[4]
Крюк-линейка очень удобна для измерения размера заготовки.
Внутренние штангенциркули будут использоваться для измерения диаметра отверстий или ширины шпоночных пазов и пазов, а затем будут перенесены на микрометр.
Микрометр можно использовать для измерения вала работы в машине.
Штангенциркуль с нониусом используются для точных измерений.
Пробки-пробки также используются для измерения отверстий.
Циферблатные индикаторы используются для проверки центровки станков, приспособлений и деталей перед обработкой
7.ЭКОНОМИЧЕСКИЕ АСПЕКТЫ
В любой инженерной операции экономия затрат на эксплуатацию играет жизненно важную роль в определении скорости или скорости работы. Если мы будем резать ненужный материал на очень медленной скорости, время завершения операции увеличится. А вместе с этим стоимость рабочей силы, стоимость эксплуатации станка и накладные расходы делают операцию более дорогостоящей. Если бы та же операция выполнялась на очень высокой скорости, износ режущего инструмента ускорился бы. Оператор должен будет чаще менять инструмент и, следовательно, должен будет чаще перетирать инструмент и настраивать его на станке.Это увеличит стоимость инструмента, стоимость переналадки инструмента и время простоя станка. Влияние скорости на различные затраты показано на (Рисунок 13), который показывает, что только при определенной скорости операция является наиболее экономичной. [9]
Подход к автоматизации сильно зависит от объема производства. Обычно для описания объема производства используются три категории: массовое производство, включающее более 1 миллиона компонентов в год, крупносерийное производство и мелкосерийное производство менее нескольких сотен в каждом производственном цикле.
Станок с числовым программным управлением, на котором оператор заменяется оборудованием управления с обратной связью, содержащее различные инструкции, как правило, экономичен для обработки тех средних компонентов, которые требуются небольшими партиями и которые не требуют большого количества операций обработки с использованием другого инструмента системы и разные положения заготовки.
Сложные компоненты дороги, потому что они имеют значительную материальную ценность и, как правило, требуют большой обработки.Для этих компонентов наиболее экономичным является выбор станка, в котором интегрированы различные функции обработки. Например АСС.
Г-н Афтер Дебарр [12] количественно сравнил затраты на производство различных систем. Это сравнение представлено на (Рисунок 14) и показывает, как выбор систем в значительной степени зависит от размера партии. Ясно, что ручные системы оправданы только для самых маленьких партий и что числовое управление, вероятно, будет экономичным для широкого диапазона малых и средних партий производства.
Точность и качество поверхности также должны приниматься во внимание, когда речь идет о затратах, и поэтому необходимо учитывать функцию, предназначенную для обработанной поверхности. Спецификация слишком жестких допусков или слишком гладких поверхностей – один из основных способов, которыми дизайнер может добавить ненужные затраты. В качестве руководства по сложности обработки с соблюдением требуемых допусков можно указать:
· Легко получить допуски от 0,127 до 0,25 мм.
ÃÃ · Допуски от 0.025–0,05 мм получить немного сложнее, и это приведет к увеличению производственных затрат.
à · Допуски 0,0127 мм или больше требуют хорошего оборудования и квалифицированных операторов и значительно увеличивают производственные затраты.
Даже если поверхность может быть обработана на одном станке, более гладкая поверхность будет означать увеличение затрат.
Типичная шероховатость поверхности, получаемая при точении, составляет от 6,3 до 2,5 мкм.
Время обработки и, следовательно, стоимость обработки обратно пропорциональны квадратному корню из чистоты поверхности.(Рисунок 15) показывает взаимосвязь между стоимостью производства и чистотой поверхности для типичной токарной операции.
8. ССЫЛКИ
[1] Titlt Hammer – Основатели Steel City http://tilthammer.com/bio/maud.htm
[2] http://www.the-land-rover.com/WeldShop/ MasterMachinist / Ch7.htm
[3] СП Валентино и Джозеф Гольденберг. Введение в компьютерное числовое управление (ЧПУ). Третье издание. Pearson Education.
[4] Джеймс Андерсон и Эрл Э. Татро. Теория магазина.Издание шестое. McGraw-Hill 1974
[5] http://www.welsoft.co.uk/machmill/hs410.htm
[6] Х.Бургхардт, А. Аксельрод и Дж. Андерсон, Работа станков, часть 1, Эд МакГроу Хилл Книжная компания, 5-е издание
[7] Дж. Секхон и Б. Джунджа, Основы резки металла и станков, Эд Джон Вили и сыновья, Чичестер, 1987
[8] Крар, Освальд и Сент-Аманд Станкостроение, МакГроу Hill, Inc. 1985
[9] AJ Lissaman & SJ Martin Принципы инженерного производства, Эд Арнольд, Лондон, 1996
[10] Р. Рапелло, Основы числового управления, Эд Прентис Холл, Нью-Джерси 1986
[11] Бутройд Г. Основы обработки металлов и станков, международное издание, изд.McGraw Hill Company, Сингапур 1987
[12] R L Сроки, технология производства, уровень 2, 2-е издание. Серия технических специалистов Эда Логмана, Лондон 1984
Каковы характеристики токарной обработки?
Как поставщик запчастей для токарных станков с ЧПУ , поделитесь с вами. Токарная обработка – это
качественный процесс. При штучном и мелкосерийном производстве
использование токарных станков с ЧПУ для обработки деталей сложной формы не только улучшает трудозатраты
производительность и качество обработки, но также сокращает время подготовки производства
циклы и снижает требования к технической квалификации рабочих.Таким образом, реализация технологических инноваций и технологических
революция в штучном мелкосерийном производстве стала важным
направление развития. Страны по всему миру также бурно развиваются.
это новая технология.
Токарный станок – это высокоточный и высокоэффективный автоматизированный станок который использует цифровую информацию для управления перемещением деталей и инструментов. Это это эффективный способ решения различных аэрокосмических продуктов, небольшие партии, сложная форма, высокая точность, высокая эффективность и автоматизированная обработка.ЧПУ Токарная обработка – это высокотехнологичный метод обработки прецизионных металлических деталей. Может обрабатывать различные типы материалов, такие как нержавеющая сталь 316, 304, углерод сталь, легированная сталь, алюминиевый сплав, цинковый сплав, титановый сплав, медь, железо, пластик, акрил, полиоксиметилен, UHWM и другое сырье могут быть переработаны в сложные конструкции Квадратные и круглые детали.
OEM Латунные токарные детали с ЧПУ
Токарная обработка имеет преимущества автоматической обработки, быстрая обработка скорость, разовая обработка сложных деталей, точная и надежная обработка точность, автоматическая подача, автоматическое отключение после завершения материала и высокая эффективность производства.После загрузки и регулировки токарный станок может автоматически завершать рабочий цикл по определенной программе и многократно обрабатывать партию заготовок. Токарный станок, который может автоматически полные рабочие циклы, кроме загрузки и разгрузки заготовок, называются токарный полуавтомат. Токарные автоматы позволяют снизить трудоемкость рабочих. и сократить вспомогательное время, и один человек может наблюдать за несколькими машинами инструменты, тем самым повышая производительность. Автоматические токарные станки с кулачками и стопорами поскольку элементы управления стабильны и надежны, и по-прежнему составляют большинство токарных автоматов.Однако при замене заготовки кулачок должен быть переработанным и изготовленным, и требуется больше времени, чтобы настроить машину инструмент, поэтому он подходит только для массового производства.
В процессе токарной обработки заготовка вращается вокруг неподвижной ось, и каждая поверхность имеет одну и ту же ось вращения, поэтому легко обеспечить требования соосности обрабатываемых поверхностей. В добавок к прерывистый внешний вид, процесс обработки на токарном станке обычно непрерывный, в отличие от фрезерно-строгальных.В процессе подачи режутся зубья фрезы. несколько раз, что привело к удару. Токарная обработка в основном используется для обработки детали из цветных металлов. Из-за невысокой твердости и хорошей пластичности некоторых детали из цветных металлов, трудно добиться гладкого внешнего вида с другие методы обработки на токарных станках.
Наша компания также имеет OEM латунные токарные детали с ЧПУ для продажи, пожалуйста, свяжитесь с нами. нас.
Основные характеристики токарного станка
Центрирующий токарный станок – очень распространенный инструмент среди производителей стали и пластмассы.Это сложный инструмент, состоящий из множества различных компонентов. Вот некоторые из основных характеристик, которые необходимо знать при работе с центрирующим токарным станком, а также его предназначение.
Что такое центровой токарный станок?Чтобы ответить на этот вопрос, сначала нужно понять, что такое токарный станок. Обычный токарный станок используют дровосеки или слесари, создающие детали. Основная предпосылка токарного станка заключается в том, что он будет подвешивать объект в воздухе и равномерно вращать его. Пока это делается, к нему можно прижать инструмент, чтобы равномерно воздействовать на объект.Это может быть отрезание от объекта, вырезание рисунка на объекте, шлифовка или многие другие функции. Главная привлекательность токарного станка – это возможность, которую он дает пользователю, изменять объект с идеальной симметрией относительно его оси.
Особым типом токарных станков является токарный станок с центром. Он используется для производства цилиндрических деталей, которые используются в сложном оборудовании, таком как двигатели. Центровочный токарный станок может управляться человеком (ручной токарный станок) или его можно запрограммировать на автоматическое управление станком (токарный станок с ЧПУ).Итак, какие части используются для изготовления токарного станка?
Разбивка центровочного токарного станкаЦентровочный токарный станок похож на любой другой токарный станок, за исключением того, что он полностью металлический или стальной по своей конструкции. Токарный станок в основном состоит из трех частей. С левой стороны находится передняя бабка. Передняя бабка – это отсек, в котором находится шпиндель или патрон. Здесь вы поместите ту деталь, над которой хотите работать. Он регулируется, чтобы захватить деталь, а затем повернуть ее, поскольку она подвешена горизонтально вправо.
С правой стороны токарного станка находится регулируемая задняя бабка. Эта часть будет поддерживать другой конец объекта, при этом позволяя ему вращаться равномерно. Он может сдвигаться, чтобы вместить все, от металлического волынщика до шахматной фигуры.
Между передней и задней бабками находится станина токарного станка. Это длинный горизонтальный фундамент, который будет проходить параллельно подвешенному объекту, над которым вы работаете. Он предназначен для удержания седла, а также для улавливания любого мусора, который может образоваться при резке от объекта.Седло удерживает резцедержатель, который будет находиться в прямом контакте с вращающимся объектом, с которым вы работаете. Он может удерживать различные типы инструментов на поверхности объекта для различных эффектов, таких как резка, конструирование или шлифование, равномерно во время вращения.
Вращение шпиндельной бабкиПередняя бабка отвечает за удержание объекта на месте и его вращение во время работы. Обычно это происходит от ряда шестерен внутри передней бабки, которые вращаются, заставляя объект вращаться на месте.Эти шестерни могут быть отрегулированы электронным способом на разные скорости или могут быть заменены вручную на различные размеры для получения другой скорости вращения.
Вертикальный токарный станок | MachineMfg
Вертикальные токарные станки можно разделить на одностоечные и двухстоечные.
Маленькие вертикальные токарные станки обычно изготавливаются из одинарных колонн, а большие вертикальные токарные станки – из двойных колонн.
Главной особенностью конструкции вертикального токарного станка является то, что его главный вал находится в вертикальном положении.
Основные особенности вертикального токарного станка: верстак находится в горизонтальной плоскости, а установка и регулировка заготовки удобны.
Рабочий стол поддерживается направляющими рельсами с хорошей жесткостью и стабильным резанием.
Имеется несколько державок, которые можно быстро заменить.
Точность обработки на вертикальном токарном станке может достигать IT9-IT8, шероховатость поверхности Ra может достигать 3,2-1,6 мкм.
Основным параметром вертикального токарного станка является максимальный диаметр точения D.
ОбзорВертикальный токарный станок в основном используется для обработки больших и тяжелых деталей большого диаметра и короткой длины, а также деталей, которые трудно закрепить на горизонтальных токарных станках.
Когда диаметр поворота достаточен, слишком тяжелая заготовка не может быть легко зажата на горизонтальном токарном станке.
Из-за собственного веса он влияет на точность обработки, и вертикальный токарный станок может решить вышеуказанные проблемы.
Характеристики(1) Введение
Вертикальные токарные станки – это крупномасштабное механическое оборудование, используемое для обработки больших и тяжелых деталей с большими радиальными размерами и относительно небольшими осевыми размерами и сложными формами.
Такие как различные диски, колеса и втулки с цилиндрической поверхностью, торцом, конической поверхностью, цилиндрическим отверстием, коническим отверстием и так далее.
Он также может быть обработан, сфероидален, профилирован, фрезерован и отшлифован с помощью дополнительного приспособления.
По сравнению с горизонтальным токарным станком, на горизонтальном токарном станке заготовка зажимается с внутренней стороны зажима.
Ось вертикального шпинделя токарного станка расположена вертикально, а столешница находится в горизонтальной плоскости, поэтому зажим и выравнивание заготовки удобны.
Такое расположение снижает нагрузку на шпиндель и подшипники, поэтому вертикальный токарный станок может поддерживать точность работы в течение более длительного периода времени.
(2) Конструктивные характеристики
- Главный редуктор – гидравлический; скорость стола выбирается ручным поворотным клапаном и реализуется электрогидравлическим управлением;
- Держатель инструмента вертикальный, гидросистема оборудована устройством поддержания давления;
- Зажимной механизм балки зажимается пружиной, и гидравлическое давление сбрасывается;
- Имеется цифровое устройство отображения;
- Главный редуктор, опора и трансмиссия шпинделя стола смазываются автоматически;
- Натяжение ремня главного привода, зазор подшипника шпинделя, зазор гайки вертикального цилиндра и усилие зажима балки регулируются;
- Механизм подачи имеет предохранительное устройство;
- Балка вертикального токарного станка с фиксированной балкой CJ5710 закреплена без хода, без бокового держателя инструмента;
(1) Серьезно выполняйте работу:
- Матовая поверхность заготовки не может быть непосредственно помещена на рабочую поверхность и поддерживается рогом или спиральный верх.Категорически запрещается использовать рабочую поверхность для других операций, таких как удар по заготовке, сварка заготовки и т. Д.
- При выравнивании заготовки вы можете толкать стол только на низкой скорости, чтобы выполнить выравнивание, на высокой. скорость не допускается.
- При запуске и остановке верстака его можно перемещать вручную только при включении и выключении руки. Строго запрещено использовать голеностоп.
- При вращении стола запрещается подъем балки и быстрое перемещение держателя инструмента.
- При перемещении балки сначала ослабьте зажимное устройство и зажмите его сразу после перемещения. После каждого опускания балки ее следует немного приподнимать, чтобы устранить зазор между винтом и гайкой.
- Не допускается выполнение обработки резанием под действием силы тяжести при длительном выдвижении ползуна прямой револьверной головки и боковой револьверной головки; при использовании вертикальной револьверной головки для обработки, особенно для гравитационной резки, балки следует опускать как можно ближе к рабочему положению.
- При прерывистой резке необходимо уменьшить подачу и скорость стола.
- Джойстик необходимо переместить в указанное положение во время переключения передач. Если шестерни не зацеплены должным образом, их следует отрегулировать толчками после работы. Не разрешается принудительно нажимать на ручку «открытия и остановки» рабочего стола.
(ii) После работы есть два вертикальных держателя инструмента. Вертикальный держатель инструмента должен быть симметрично остановлен на обоих концах балки; для станка с вертикальным держателем инструмента вертикальный держатель инструмента должен быть припаркован посередине балки; Боковой держатель инструмента следует переместить в крайнее нижнее положение колонны.
Совместное использование – это забота!
Характеристики небольшого токарного станка – Особенности токарного станка
Бесплатная доставка в выбранный город (в более глубоких регионах за это будет взиматься дополнительная плата), как использовать этот токарный станок. #MiniLathe #Lathe_Price #Lathe_Price_in_india 1) Этот станок – #Small_Lathe. Вы можете использовать этот станок на небольшой фабрике, в ортопедической больнице, в лаборатории кузнечного завода и в вашем гараже.
2) Мы дали в этой машине коробку передач, у нее 2 рычага.
3) В этой # машине мы также указали #autospeed, и ее крутящий момент шпинделя также очень велик.
4) В этой машине у вас есть 9 типов подачи, и вы можете сбрасывать 9 типов ниток, и если вы используете для переключения передач в ней, вы можете кормить больше и вы можете отбрасывать больше ниток.
5) Передняя бабка очень важна в этом станке.
6) Передняя бабка имеет 8 видов скорости, но если вы хотите больше скорости, то в этой машине мы дали шкив с 2 ступенями, чтобы вы могли получить большую скорость.
7) На этой машине # вы можете работать со скоростью до 1600 об / мин и минимум 50 об / мин.
Эта машина #Minilathe Цена: – 73500 рупий.Только.
1) यह मशीन #Smallathe है। आप इस मशीन का उपयोग एक छोटे उद्योग, आर्थोपेडिक अस्पताल, फोर्जिंग प्लांट की प्रयोगशाला में और अपने गैरेज में सकते हैं।
2) हमने इस मशीन में गियरबॉक्स दिया है, इसमें 2 लीवर हैं।
3) इस # मैचिने में, हमने # डिपोस्पीड भी दिया है और इसका स्पिंडल टॉर्क भी बहुत है।
4) इस मशीन में, आपके पास 9 प्रकार के फ़ीड 9 धागे सकते हैं, और यदि आप इसमें गियर बदलने के लिए उपयोग हैं, तो आप अधिक फ़ीड सकते हैं और आप अधिक धागे छोड़ सकते हैं ।
5) इस मशीन में हेडस्टॉक बहुत महत्वपूर्ण है।
6) हेडस्टॉक में 8 प्रकार की गति है, लेकिन यदि आप अधिक गति चाहते हैं, तो हमने इस में 2 चरणों की एक चरखी दी है, ताकि आप अधिक गति प्राप्त कर सकें।
) इस मशीन में, आप १६०० आरपीएम और न्यूनतम ५० आरपीएम तक काम कर सकते हैं।
1) Как можно использовать токарный мини-станок?
2) Сколько оборотов в минуту может работать на токарном мини-станке?
3) Как выполняется обработка поверхности на токарном мини-станке?
4) Как устроен токарный мини-станок?
5) Насколько плавны оси x и z на токарном мини-станке?
6) Как нарезать резьбу на мини-токарном станке?
7) Как использовать сменную шестерню на токарном мини-станке?
8) Какая скорость у любительского токарного станка?
9) Как вставить патрон в токарный мини-станок и как снять патрон?
10) Как упаковать токарный мини-станок BANKA?
11) Как будет загружаться и разгружаться токарный мини-станок BANKA?
12) Какие бесплатные аксессуары к этому мини-токарному станку Модель Beau 30-500
13) Почему в станке есть квадратный резцедержатель?
16) Обязательно ли брать стол в модели BANKA 30?
15) Сколько моделей шестерен в мини-токарном станке BANKA 30–5000?
16) Почему на этом токарном станке нет подходящего большого патрона True?
16) Следует ли использовать Spunk Guard в мини-токарном станке BANKA 30?
14) Какой самый большой разрез в Model 30?
19) Какой вес у Model BANKA 30? 200 кг
20) В каком цехе и на заводе чаще всего работает BANKA модель 30?
1) मिनी लेथ मशीन का उपयोग कैसे किया जा सकता है?
2) मिनी लेथ मशीन में कितने RPM काम कर सकते हैं?
3) मिनी लेथ मशीन में सरफेस फिनिश होती है?
4) मिनी-लेथ मशीन का डिज़ाइन कैसा है?
5) एक मिनी लेथ मशीन में x- अक्ष और z- अक्ष कितने स्मूथ हैं?
6) मिनी लेथ मशीन मेंथ्रेड कैसे होता हे?
7) एक मिनी लेथ मशीन में परिवर्तन गियर का उपयोग कैसे करें?
8) हॉबी लेथ मशीन की कितनी गति होती है?
9) मिनी लेथ मशीन में चक को कैसे फिट किया और चक को कैसे चेंज किया जाए?
10) कैसे बांका मिनी लेथ मशीन पैक करने के लिए?
11) बांका मिनी लेथ मशीन लोड और अनलोड कैसे करेगी?
12) इस मिनी लेथ लेथ मॉडल बांका 30–500 के साथ मुफ्त सामान क्या है
13) क्यों ये मशीन में स्केवरटूल पोस्ट साथ में देते हे?
१४) क्या मॉडल बांका 30 में टेबल लेना जरुरी हे?
१५) बांका 30-500 मिनी लेथ में कितने मॉड्यूल के गियर हे?
१६) क्यों इस लेथ मशीन में बड़ा Настоящий патрон स्यूटेबल नहीं हे?
१७) बांका 30-500 मिनी लेथ में स्पेलश गार्ड लेना चाहिए?
१८) बांका 30-500 में बड़ा से बड़ा कट कितनी होती हे?
१ ९) बांका 30-500 का वजन कितना हे? 200 кг
२०) बांका 30-500 ज्यादातर कोनसी वर्कशॉप और प्लांट में चलती हे?
Высота центра: 150 мм
Отверстие шпинделя: 20 мм
Администратор между центром: 500 мм
Длина станины: 3 фута
Скорость шпинделя: 1200 об / мин
Ширина станины: 180 мм
Поперечное смещение: 175 мм
0.Мотор 5 л.с., 3 фазы, переключатель R / F, быстросменный инструментальный столб, в том числе с машиной.
Токарный станок General Maxi.
Для получения дополнительной информации посетите нас:
www.ravimachines.com
Ссылка на продукт: – https://ravimachines.com/product/mini-lathe-machine-banka-30/
Специальная цена для звонков г-ну Тауфику: – + 91-9377093780 Менеджер по продажам
Whatsapp: –
https://wa.me/919377093780
Facebook: –
https://www.facebook.com/Ravi.Machine/
Наш фотоальбом: –
https: // photos.app.goo.gl / tzHT6KyGQUqCPwM36
हमारे दूसरे लेथ मशीन के वीडियो देखने के लिए यहां क्लिक करें.
https://youtu.be/Ypt-903UY-U
https://youtu.be/zsrTlWyKijs
https://youtu.be/tE0LzcS1c00
https://youtu.be/1q81ROxssvU
https: // youtu .be / i91EcwH0zR8
https://youtu.be/jpyU8umn5-o
https://youtu.be/FW8yPkSqQfU
https://youtu.be/Rsoi3tjquLc
0:00 какая тема видео?
0:55 Прямая резка на токарном мини-станке.
1:17 Мини-токарный станок объясняет все особенности.
7:34 Как упаковать и отправить?
8:39 Сколько аксессуаров бесплатно?
Smart Lathe имеет диаметр 15 дюймов.качать.
Краткое описание пресс-релиза:
Модель 1560 VS включает в себя электронные элементы управления с сенсорным экраном, в комплекте с электронными ограничителями, регулировкой конуса и высокоскоростным нитевдевателем. Шпиндель с регулируемой постоянной скоростью резания имеет три диапазона скорости. Токарный станок поставляется с укомплектованной защитой и поддоном для сбора стружки, оборудованием для подачи СОЖ и автоматической смазкой направляющих станины. Ручное управление стало проще благодаря электронным маховичкам для осей X и Z и джойстику для быстрой подачи.
Оригинал пресс-релиза:
Clausing / Metosa Model 1560 VS «Умный токарный станок»
Умный токарный станок Clausing / Metosa модели 1560 VS 15 дюймов обеспечивает новое измерение точности управления стандартными токарными станками.Токарный станок оснащен электронным управлением с сенсорным экраном и электронными упорами, регулировкой конуса, высокоскоростным нитевдевателем и отслеживанием, что позволяет опытному оператору ручного токарного станка взаимодействовать с системой точного управления без предварительных компьютерных знаний. Кроме того, элементы управления сокращают расходы и неудобства, связанные с необходимостью использования конусной и гидравлической копировальной насадки
для получения конусов и радиусов. Кроме того, все типы резьбы можно производить без необходимости выбора шестерен. Это может привести к повышению производительности и точности, а также к сокращению времени изготовления одной детали по сравнению с другими стандартными токарными станками.
Станок Metosa модели 1560 VS имеет 15-дюймовый поворотный механизм и оснащен шпинделем с регулируемой постоянной скоростью резания, имеющим три диапазона скоростей. Токарный станок поставляется с полной защитой и поддоном для сбора стружки, оборудованием для охлаждающей жидкости и автоматической смазкой направляющих станины и GE Fanuc Quickpanel Jr. II Сенсорный экран с графическими подсказками с большими графическими значками, которые направляют оператора через циклы программирования и рабочие меню.Ручное управление упрощается с помощью электронных маховичков для осей X и Z и джойстика для быстрой подачи.
В дополнение к токарному станку модели 1560 VS 15 “, Клаузинг предлагает токарные станки Metosa Smart с поворотом 14”, 17 “, 20”, 22 “и 24”.
Clausing Industrial Inc 1819 North Pitcher Street Kalamazoo, Michigan 49007-1822 Телефон: 616-345-7155 Факс: 616-345-5945 Электронная почта: [email protected]
Больше из продуктов для архитектурного и гражданского строительства
| точность | Разница между показанием измерения и истинным значением этого измерения. |
| дополнительные оси | Функция, доступная на большинстве станков с ЧПУ, значительно увеличивает способность станка создавать сложные детали. |
| Устройство автоматической смены инструмента | Функция станка с ЧПУ, которая автоматически меняет инструменты во время обработки. |
| осевой путь | Подвод инструмента параллельно оси заготовки. Также называется параллельной ориентацией. |
| ход оси | Спецификация, указывающая длину, на которую токарный инструмент может перемещаться вдоль определенной оси. |
| штанговый шток | Сырье закупается у производителей металла в виде длинных прутков.Пруток может быть круглым, квадратным или шестиугольным. |
| большой проход | Токарный станок, обеспечивающий больший диаметр прутка и большую мощность для существующего станка. |
| вместимость | Максимальные значения, обычно относящиеся к размерам заготовки, которые может обрабатывать токарный станок с ЧПУ. |
| размер патрона | Спецификация, описывающая размеры патрона токарного станка. |
| давление охлаждающей жидкости | Спецификация, указывающая величину давления, которое насос охлаждающей жидкости оказывает во время обработки. Станки с агрессивным давлением СОЖ могут иметь более длительный срок службы инструмента и превосходную чистоту обработки детали. |
| Электродвигатель насоса охлаждающей жидкости | Спецификация, указывающая номинальные характеристики компонента машины, регулирующего подачу охлаждающей жидкости. Двигатели насоса охлаждающей жидкости указаны в лошадиных силах. |
| объем охлаждающей жидкости | Спецификация станка с ЧПУ, указывающая, сколько охлаждающей жидкости насос может переместить за заданное время.Объем охлаждающей жидкости измеряется в галлонах в минуту. |
| крестовина | Устройство, поддерживаемое кареткой, которое перемещает револьверную головку по направлению к заготовке и от нее |
| кубических футов в минуту | Измерение воздушного потока, показывающее, сколько кубических футов воздуха проходит через неподвижную точку за одну минуту.Кубические футы в минуту сокращенно сокращенно cfm. |
| скорость подачи | Скорость, с которой режущий инструмент и заготовка перемещаются относительно друг друга. |
| время цикла | Время, необходимое для изготовления одной детали. |
| глубокое сверление | Операция сверления с чрезмерным отношением глубины к диаметру.Успешное сверление глубоких отверстий предполагает избежание проблем, связанных с отклонением сверла, удалением стружки и нанесением СОЖ на режущую кромку. |
| элемент | Компонент машины, предназначенный для увеличения производительности машины. Токарные станки могут иметь функции, встроенные в станок, или могут быть добавлены к исходной конфигурации станка в качестве дополнительных устройств. |
| площадь основания | Спецификация, указывающая площадь пола, которую занимает машина. |
| калибр | Устройство, используемое для измерения размеров детали после ее изготовления. |
| Наборный инструмент | Тип инструмента на токарном станке с ЧПУ, в котором инструменты устанавливаются непосредственно на поперечных суппортах. Инструменты никогда не индексируются, а прикрепляются к слайду, который меняет положение, чтобы каждый инструмент мог резать детали |
| герц | Единица частоты, равная одному циклу в секунду.Герц сокращенно обозначается Гц. |
| СОЖ высокого давления | Элемент токарного станка, который подает охлаждающую жидкость к режущей кромке инструмента с большой силой. |
| высокоскоростной шпиндель | Шпиндель токарного станка, который вращается с очень высокой скоростью, обычно около 7000 об / мин. |
| горизонтальный токарный станок | Токарный станок, в котором ось шпинделя параллельна земле. Горизонтальные токарные станки – самые распространенные токарные станки в цехах. |
| горизонтальный шпиндель | Шпиндель токарного станка с осью, ориентированной параллельно цеху. |
| л.с. | Единица мощности, используемая для описания прочности машины. Одна лошадиная сила равна 746 Вт. |
| время индексации | Спецификация, указывающая количество времени, необходимое револьверной головке токарного станка для прохождения от одного инструмента к другому. |
| кВ ампер | Единица, используемая для описания требований к мощности машины.Киловольт-амперы сокращенно обозначают кВА. |
| Отношение длины к диаметру | Отношение измерения между длиной и диаметром детали. Если у детали отношение длины к диаметру 4: 1, то длина детали в 4 раза больше диаметра. |
| литров в минуту | Измерение расхода газа или жидкости.Литры в минуту сокращенно обозначают л / мин. |
| приводной инструмент | Режущие инструменты с механическим приводом, такие как концевые фрезы и сверла, которые удерживаются в револьверной головке токарного станка. Приводные инструменты могут выполнять операции обработки вне центральной линии детали, когда деталь удерживается в шпинделе. |
| Вес станка | Спецификация, указывающая вес машины.Вес машины имеет решающее значение, когда в магазине существуют ограничения по нагрузке. |
| максимальная нагрузка стержня | Спецификация, указывающая на пруток наибольшего размера, который может выдержать машина. |
| максимальный размер детали | Спецификация, указывающая максимальные размеры заготовки, которую может обрабатывать токарный станок. |
| максимальное отклонение | Спецификация токарного станка, указывающая наибольший диаметр детали, которая может очищать поперечные салазки или пути. |
| максимальная тяга | Спецификация, указывающая количество силы, измеряемой в фунтах или ньютонах, которую токарный станок может приложить по горизонтали. |
| максимальный диаметр поворота | Спецификация, указывающая расстояние, на котором токарный инструмент может разрезать заготовку по радиальной траектории, перпендикулярной оси шпинделя. |
| максимальная длина поворота | Спецификация, которая указывает расстояние, на котором токарный инструмент может разрезать заготовку по осевой траектории, параллельной оси шпинделя. |
| одна атмосфера | Единица давления. Один бар равен давлению атмосферы Земли на уровне моря. |
| опция | Компонент или дополнение машины, предназначенное для увеличения производительности машины. Опции – это дополнительные функции, которые добавляются к исходной конфигурации машины. |
| параллельно | Две линии или оси, которые равноудалены друг от друга во всех точках по своей длине и, следовательно, никогда не пересекаются. На горизонтальном токарном станке шпиндель параллелен цеху. |
| перпендикулярно | Две прямые или оси, пересекающиеся под прямым углом.На вертикальном токарном станке шпиндель располагается перпендикулярно цеху. |
| позиционирование | Для станка с ЧПУ – показатель того, насколько хорошо станок может разместить свои инструменты в желаемом месте. |
| фунтов на квадратный дюйм | Измерение давления.Фунты на квадратный дюйм сокращенно обозначают фунты на квадратный дюйм. |
| зонд | Устройство на токарном станке, используемое для быстрого определения параметров контроля и контроля качества во время обработки. |
| программируемая ось C | Токарный станок, обеспечивающий полное программируемое управление осью вращения шпинделя.Ось C описывает вращение вокруг оси Z. |
| быстросменный инструмент | Тип инструмента, который включает в себя инструменты, которые быстро снимаются и предварительно снимаются с токарного станка, чтобы сэкономить время при переналадке. |
| радиальный ход | Подвод инструмента перпендикулярно оси заготовки.Также называется перпендикулярной ориентацией. |
| ускоренный ход | Скорость, с которой перемещается револьверная головка до и после обработки, а также между резаниями. Ускоренный ход – это самое быстрое перемещение револьверной головки, которое измеряется в дюймах в минуту. |
| повторяемость | Для станка с ЧПУ – показатель того, насколько хорошо станок может выдерживать свое позиционирование с течением времени. |
| оборотов в минуту | Единица измерения, указывающая количество оборотов, которые компонент машины делает за одну минуту. Обороты в минуту сокращенно об / мин. |
| спецификация | Описание основных физических и технических свойств машины.Технические характеристики являются основным показателем возможностей машины. |
| ориентация шпинделя | Конфигурация шпинделя на токарном станке. Шпиндели могут быть ориентированы вертикально или горизонтально. |
| платформа люнета | Элемент токарного станка, обеспечивающий поддержку более длинных заготовок во время обработки. |
| инструмент для рукояти | Самый распространенный тип инструмента на токарном станке, на котором инструменты установлены в револьверной головке, которая индексирует инструменты. |
| вспомогательный шпиндель | Источник вращения детали находится напротив передней бабки и главного шпинделя. Вспомогательный шпиндель также называется подборщиком или задним шпинделем. |
| футов поверхности в минуту | Измерение скорости, описывающее расстояние, которое режущая кромка инструмента проходит за одну минуту. Он используется для операций, требующих регулировки скорости шпинделя, когда инструмент движется к центральной линии или от нее. Количество футов в минуту на поверхности сокращенно обозначается как sfm или fpm. |
| футов поверхности в минуту | Окружная скорость детали при ее вращении в шпинделе токарного станка.Также известна как скорость на поверхности. |
| задняя бабка | Компонент, расположенный на конце токарного станка напротив передней бабки, который поддерживает конец более длинных заготовок. |
| Емкость бака | Спецификация, указывающая максимальное количество охлаждающей жидкости, которое токарный станок может удерживать в своей исходной конфигурации. |
| Инструмент с коническим хвостовиком | Тип инструмента, распространенного на обрабатывающем центре, в котором резцедержатель длинный, узкий и имеет форму конуса. |
| емкость инструмента | Спецификация, указывающая максимальное количество инструментов, которое токарный станок может удерживать в исходной конфигурации. |
| Устройство для предварительной настройки инструмента | Устройство на токарном станке, используемое для быстрого определения коррекции геометрии инструмента по осям X и Z. Острие инструмента соприкасается с поверхностями датчика, который мгновенно регистрирует положение револьверной головки на экране коррекции. |
| размер инструмента | Спецификация, указывающая максимально возможные размеры инструмента, которые может поддерживать револьвер токарного станка. |
| стиль инструмента | Спецификация станка с ЧПУ, в которой указывается тип инструмента, используемого на станке. |
| слежение за инструментом | Элемент токарного станка, который каталогизирует все способы использования инструмента с целью продления срока службы инструмента. |
| крутящий момент | Способность машины создавать скручивающую силу с определенной скоростью.Крутящий момент машины будет варьироваться в зависимости от диапазона скоростей. |
| турель | Деталь токарного станка, вмещающий несколько режущих инструментов. Револьверная головка вращается, чтобы поместить инструменты в положение для резки. |
| двойной шпиндель | Конфигурация шпинделя на токарном станке с ЧПУ, в которой два шпинделя с одинаковой мощностью расположены напротив друг друга в рабочей зоне. |
| Вертикальный токарный станок | Токарный станок, ось шпинделя которого перпендикулярна земле. |