Самодельный станок для намотки катушек трансформаторов | LENIVO
Для тех кто занимается самостоятельной сборкой ламповых усилителей или сборкой самодельной акустики , иногда возникает потребность намотать, самостоятельно, выходной трансформатор или катушку индуктивности для акустики. Можно купить готовое изделие, но хороший выходной трансформатор может стоить от 10 т.р. до 100 т.р., а во вторых его придётся долго ждать. Иногда, выполнение заказа на изготовление выходных трансформаторов затягивается на пару месяцев, а если заказывать из-за границы, то доставка, тоже, может затянуться на несколько месяцев. Так как трансформаторы это очень тяжёлые изделия, то , как правило, выбирается самая экономичная доставка, а экономичная – значит долгая.
Всё началось с того , что увидел открытый проект от TDM Lab с выложенным программным обеспечением (видео Намоточный станок, и Прошивка, модели и схема https://cloud.mail.ru/public/YTqk/46a49K5DN ).
Электроника собрана на АРДУИНО НАНО 3 и символьном 2-х или 4-х строчном экране. Схема из проекта от TDM Lab , за что автору проекта большое спасибо.
Первым делом, спаял электронику и напечатал на 3D принтере корпус для неё.
У меня были шаговые двигателя от старых принтеров на 7,5 градусов за шаг или 48 шагов на оборот. Для 3D принтера эти движки не подходят – мало количество шагов, а для этого проекта они подошли.
Если посмотреть все части видео от TDM Lab , то видно, что во второй версии увеличили мощность двигателя, так как не хватало мощности для навивки толстой проволоки, поэтому я реализовал схему с редуктором , с коэффициентом редукции 9,5. Шестерня – это штатная шестерня от лазерного принтера “донора”- через неё проворачивали вал лазерного картриджа в принтере.
Каретку укладчика выполнил с тремя роликами, которые поджимаются винтами и можно регулировать , частично, натяг проволоки.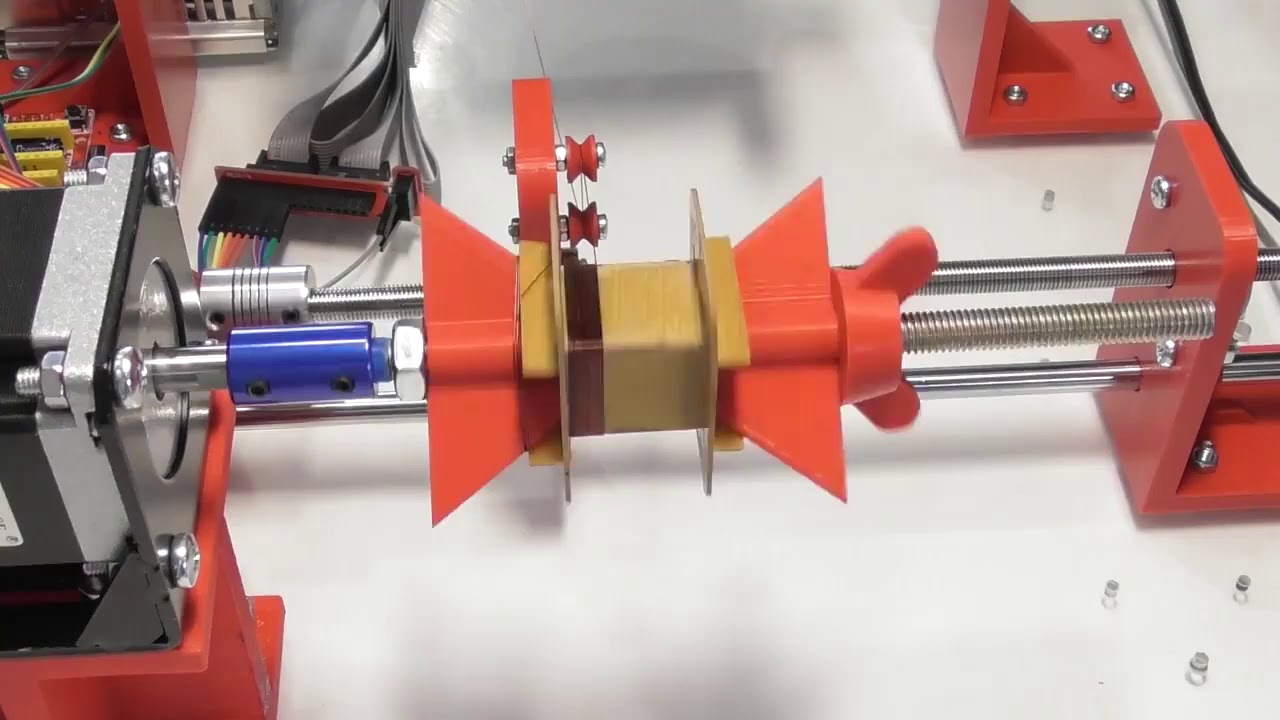
Каретка укладчика перемещается на 10 мм валах и на линейных подшипниках…. Просто, были в наличии такие валы и подшипники. Для винтовой передачи использована 8 мм строительная шпилька и обычная гайка. Шпильку выбирал “по ровнее”, но и то её пришлось равнять напильником и шлифовать пастой ГОИ. Люфт гайки выбирается на первом витке при смене направления и затем он не влияет на укладку витков, затем при смене направления снова выбирается на первом витке и снова дальше не влияет на смену направления. Заказал винт-трапецию с шагом 1 мм (у 8 мм резьбы шаг 1,25мм) – приедет , поставлю.
Катушка подачи проволоки крепится на 5 мм валу без подшипников и своим трением также мешает само разматываться катушке и обеспечивает дополнительный натяг проволоки.
При настройке станка пробовал наматывать проволоку с разным диаметром – 1,2 мм мотает с трудом, но мотает, но идет перегрузка по току и соответственно идут сбои у укладчика…… а 0,8 мм уже штатно с нормальным перемещением каретки мотает. Для пробы размотал старый трансформатор со старой лаковой пропиткой и остатками припоя на проволоке.
а 0,8 мм уже штатно с нормальным перемещением каретки мотает. Для пробы размотал старый трансформатор со старой лаковой пропиткой и остатками припоя на проволоке.
Также попробовал мотать 0,16 мм. Качество на фото ниже. В принципе, мотает для начала уже не плохо. Не идеально, но надо какое то время, чтобы отладить станок до конца. Но в принципе, уже можно мотать трансформаторы и качество будет лучше , чем при использовании ручной намотки. Ну….. моей ручной намотки…..
После намотки пробных катушек трансформаторов сделал натяжитель
провода- две фторопластовые плашки прижимаются друг другу двумя пружинками – винтами можно регулировать натяг. Один минус фторопласт быстро пропиливается.
Намотал пару выходных трансформаторов на железе от КИНАПОВСКОГО накального дросселя – пару без натяжителя и пару с натяжителем провода.
Без нятяжителя провода – индуктивность чуть меньше получилась – процентов на 20. Но могло ещё и железо на разницу повлиять.
Но могло ещё и железо на разницу повлиять.
Для сравнения -вверху два Кинаповских дросселя и крайний слева ТВ-2Ш-2. Внизу намотанный трансформатор и рядом более тонкое железо ТЕСЛА – с ним у меня не получилось – прибор показал на этой же катушке всего 7Гн.
Количество оборотов и скорость задается программно, также задаётся и шаг перемещения катушки. В процессе намотки можно остановить намотку в любой момент и потом её продолжить. Перед намоткой можно спозиционировать и вал намотки и положение каретки.
Также у укладчика можно менять вставку с роликами в зависимости от нужного расстояния от крайнего ролика до катушки-каркаса, на которую ведётся намотка .
Для установки каркаса катушки задняя бабка намотчика легко снимается.
Так же эксплуатация показала, что точности с 48 шаговым двигателем перемещения каретки не хватает – мне нужно было промежуточное значение между значениями шага перемещения укладчика витков. Поэтому переделал под стандартный 200 шаговый двигатель NEMA 17.
Поэтому переделал под стандартный 200 шаговый двигатель NEMA 17.
Поставил двигатель через вот такую накладку.
Поставил стальные ролики на подшипниках и узел натяжения от швейной машинки.
Если кому то понравился данный станок, то модели и моя версия программы выложены в открытом доступе здесь и здесь.
Или можно взять на яндекс диске
https://yadi.sk/d/VxIrbpsq-Ta3Pg
Также хотелось бы поблагодарить компанию Top 3D Shop за пластик “PETG 1,75 SolidFilament 1 кг прозрачный зеленый”.
Все детали напечатаны на 3D принтере SPrinterMINI , с зоной печати 150*150*150 мм.
Всем удачи и хорошего настроения.
РадиоКот :: Станок для намотки трансформаторов
РадиоКот >Лаборатория >Радиолюбительские технологии >Станок для намотки трансформаторов
1. Счетчик витков.
2. Два режима оборотов
Два режима оборотов
(MIN – 1 оборот за 3 сек. MAX – чуть больше секунды)
3. Реверс.
4. Плавный пуск.
5. Выход на СОМ-порт для управления намоткой с компьютера.
Шутка. Выход на педаль дублирующий переключатель вперед/назад.
Конструкция и детали:
Когда разобрал негодный электродвигатель с редуктором стеклоочистителя от автомобиля ВАЗ, то сразу натолкнуло на мысль, что это уже готовый станок для намотки трансформаторов.
1. Малые обороты.
2. Моментальная остановка после отключения питания.
3. Червячный редуктор не дает катушке произвольно прокручиваться.
4. Пара контактов будет считать витки.
Поменял щетки, смазал – моторчик заработал. Перепаял провода чтобы контакты работали на смыкание.
Из всего комплектующего купил только калькулятор. На плате калькулятора нашел дорожки идущие на кнопку = и подключил к контактам на редукторе. Теперь остается только перед намоткой трансформатора набрать +1, а эксцентрический вал при каждом обороте смыкает контакты и на калькуляторе при каждом оботроте добавляется единица. Если во время намотки какой-то косяк и нужно отмоталь назад, набрал -1 и счетчик осчитывает витки обратно.
Трансформатор нашел с вторичками 9 и 17 вольт. Для плавного пуска подобрал термистор около 10Ом.
Сразу выточил переходники под шпильки Ø3мм, Ø6мм, Ø8мм. И на всякий случай под патрон.
Вот результат намотки:
Двумя проводами легко и удобно мотается.
На MIN оборотах хорошо мотается и четырьмя проводами не склеивая их в ленту.
После того как были найдены все материалы для намоточного станка, на сборку потратил целый день. Можно было и незаморачиваться с такой конструкцией, а прикрутить моторчик к столу, подключит 12 вольтовый аккумулятор и так же мотать считая в уме витки. Но лично мне, та думаю и большенству приятнее работать хорошим и удобным инструментом.
С укладчиком витков не стал заморачиваться, так как в основном мотаю трансформаторы для импульсных БП. А это всего лишь 10-20 витков в обмотке.
Все вопросы в
Форум.
Как вам эта статья? | Заработало ли это устройство у вас? |
Простой намоточный станок. Простой настольный намоточный станок Намоточный станок для катушек индуктивности
Намотка трансформатора своими руками – необходимый навык как для начинающего, так и для опытного электрика или радиолюбителя. Выполняется она при таких работах, как сборка радиоприемника, усилителя или ремонт старого трансформаторного устройства. Перед тем как намотать трансформатор, важно определить для себя последовательность действий и испытания устройства, а также знать, какие материалы и инструменты для этого используются.Рисунок 1. Устройство по принципу ворота колодца.
Какие устройства использовать?
В заводских условиях, когда промышленность требует от процесса намотки, прежде всего, скорости и точности, все работы осуществляются при помощи специальных станков.![]() Что же делать домашним мастерам и радиолюбителям? В большинстве случаев намотку приходится делать вручную, что сказывается в итоге на точности работы устройства. Второй (более предпочтительный) вариант – применение самодельных намоточных станков. Их конструкция предельно проста, наличие такого инструмента заметно облегчит эту рутинную задачу. При выборе конструкции прибора для намотки необходимо руководствоваться следующими параметрами:
Что же делать домашним мастерам и радиолюбителям? В большинстве случаев намотку приходится делать вручную, что сказывается в итоге на точности работы устройства. Второй (более предпочтительный) вариант – применение самодельных намоточных станков. Их конструкция предельно проста, наличие такого инструмента заметно облегчит эту рутинную задачу. При выборе конструкции прибора для намотки необходимо руководствоваться следующими параметрами:
- простота создания и использования устройства;
- плавность движения катушки;
- возможность намотки трансформаторов разного размера;
- желательно наличие приспособления для подсчета количества мотков проволоки.
Рисунок 2. Устройство из ручной дрели.
Существует несколько простых устройств, которые полностью отвечают заявленным требованиям. Их изготовление не отнимает много времени, и использовать при этом можно подручные материалы. Рассмотрим такие варианты ниже.
Самое простое и распространенное устройство работает по принципу ворота колодца.![]()
Чтобы избежать движений оси в горизонтальном направлении, на нее надевают две небольшие трубки. Около одной из трубок будут размещены деревянная колодка, фиксируемая металлической шпилькой, и клин, позволяющий надежно закрепить прибор на оси.
По тому же принципу работает и устройство, сделанное из ручной дрели. Единственное отличие в том, что инструмент нужно надежно зафиксировать, чтобы избежать лишних движений, которые могут привести к нарушению интервала между мотками проволоки. В дрель вставляют стальной стержень, на который надевают корпус будущего трансформатора. Идеальный вариант – использование металлической шпильки небольшого диаметра. Благодаря наличию на ее поверхности резьбы корпус трансформатора можно полностью обездвижить стопорами из 2 гаек (рис.
Вернуться к оглавлению
Намотка тороидального трансформатора
Рисунок 3. Кольцевые станки используют для намотки трансформаторов в промышленных масштабах.
В некоторых типах приборов – аудиосистемах, устройствах низковольтного освещения – используются особые трансформаторы тороидального типа. Потребность намотки такого прибора часто заводит в тупик людей, столкнувшихся с данной ситуацией. В промышленных условиях обмотка тороидальных трансформаторов осуществляется при помощи специальных кольцевых станков (рис. 3), а вот в домашней мастерской придется обойтись подручными средствами. Существуют 3 способа намотки устройств такого типа:
- Вручную. Недостатки таковы: долго, трудно, витки получаются не очень ровными. Но иногда это единственный доступный метод.
- При помощи «челнока». Челнок представляет собой ручное устройство, работающее по принципу механизма швейной иглы.
- Использование самодельного устройства.
Если с первыми двумя способами все понятно, то третий требует детального объяснения. Для создания самодельного устройства понадобятся обод от велосипедного колеса, подвижно закрепленный на стене штырем, и резиновое кольцо для фиксации проволоки (рис. 4).
Для создания самодельного устройства понадобятся обод от велосипедного колеса, подвижно закрепленный на стене штырем, и резиновое кольцо для фиксации проволоки (рис. 4).
Рисунок 4. Намотка с помощью обода.
Велосипедный обод нужно будет разрезать и приспособить к нему металлическую пластину на двух небольших болтах для дальнейшего соединения разреза. После того как катушка трансформатора подготовлена к намотке, ее надевают на обод сквозь прорезь, закрывают круг и начинают наматывать на него нужное количество проволоки. Незакрепленная катушка в это время будет свободно вращаться вдоль обода. Следующий шаг – соединение катушки с проводом. После этого ее просто ведут вдоль обода, а проволока при этом будет сама укладываться ровными витками. Следить нужно только за натяжкой и плотностью витков.
Описанный выше способ хорошо подходит для трансформаторов больших размеров. Для небольших устройств, используемых в бытовых приборах и радиотехнике, метод можно видоизменить и применять не велосипедный обод, а любое подходящее кольцо с плоской поверхностью нужных размеров.
Вернуться к оглавлению
Размотка проволоки
Если в качестве источника проволоки для намотки вы планируете использовать старый трансформатор, то облегчить и ускорить работу можно при помощи небольшого размоточного станка. Его использование позволяет равномерно извлекать проволоку, избегая рывков и повреждений изоляции. Принцип действия и строение устройства напоминают намоточный станок, но движения катушки происходят в обратном направлении.
Довольно простое в изготовлении и использовании приспособление выглядит практически так же, как и ручной станок. Отличие заключается в отсутствии ручки и наличии приспособления для фиксации пустотелого корпуса трансформатора на металлической оси. Закрепляют корпус при помощи свернутого в многослойную трубку куска картона, бумаги или любого другого подходящего материала. Так, можно будет обеспечить плавность размотки, отсутствие скачков и ударов катушки об ось.
Рисунок 5. Станок со шпильками.
Немного усложнив конструкцию и добавив в нее фиксаторы из деревянных, металлических или текстолитовых пластин, можно сделать приспособление гораздо более удобным в применении.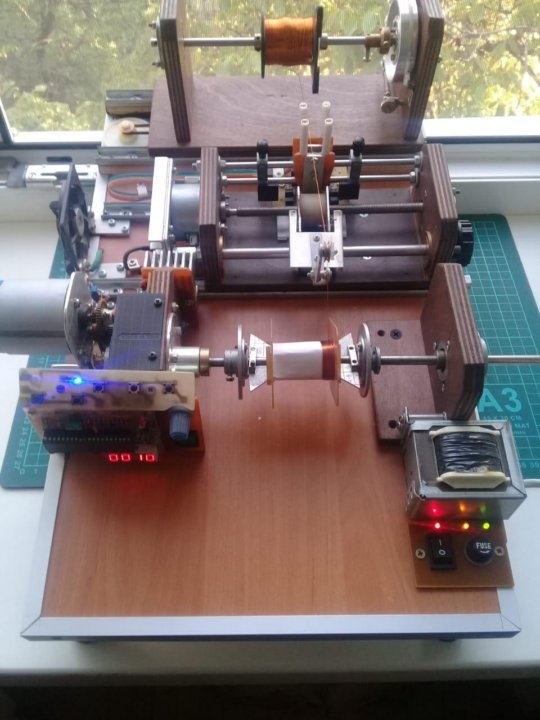 Вместо металлической оси в таком случае используют шпильку с резьбой диаметром 6 мм. Она будет не просто свободно вращаться в стойках, а фиксироваться системой гаек-барашков (рис. 5).
Вместо металлической оси в таком случае используют шпильку с резьбой диаметром 6 мм. Она будет не просто свободно вращаться в стойках, а фиксироваться системой гаек-барашков (рис. 5).
При размотке мощных трансформаторов между первичной и вторичной обмотками можно обнаружить изоляционный материал. Не следует его выбрасывать, так как он обладает повышенной надежностью и пригодится при конструировании вашего устройства. Помимо этого, во время разборки старого трансформатора вы встретитесь с такой проблемой, как отдельные слои проволоки, покрытые прозрачным материалом – специальным лаком. Не нужно пытаться снять или соскрести его, так как в процессе можно легко повредить тонкую внешнюю обмотку проволоки. Лучше всего разматывать такой трансформатор на станке, делая плавные и медленные движения, при этом проволока сама будет нормально отходить.
Очень часто при ремонте того или иного оборудования, особенно если в сборке имеется очень редкий трансформатор, возникают проблемы доступности этого элемента. Конечно же, можно заказать трансформатор у самого производителя.
Конечно же, можно заказать трансформатор у самого производителя.
Но вряд ли завод станет обслуживать одноразового клиента, да и еще с одним заказом. И для того, чтобы таких проблем не возникало, был создан станок им. Н. Филенко. Устройство довольно простое и достаточно функциональное. Согласитесь, любой мастер, да и начинающий радиолюбитель не отказался бы иметь в своей коллекции инструментов станок, который умеючи наматывает витки для трансформатора.
Особенности.
Станок позволяет мотать провода на каркасы с внутренним диаметров от 10 миллиметров, и даже на квадратные и прямоугольные каркасы размерами от 10 х 10 мм.
Макс. длина намотки составляет 180-200мм.
Макс. диаметр (т.е. диагональ квадратного каркаса) составляет 190-200мм.
Намотка может осуществляться в ручном режиме с использованием провода до 3.2мм, в режиме «полуавтоматической» намотки с использованием провода от 0.3 до 2.00 мм.
Режим полуавтоматической намотки предусматривает укладку и намотку слоя провода синхронно, с последующей ручной укладкой слоев изоляции и сменой направлений укладки проводов.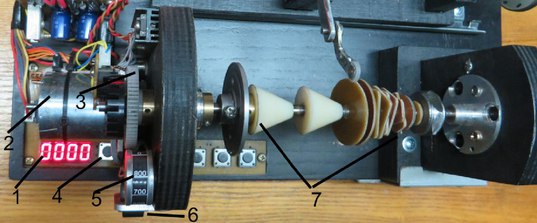
В станке, для укладки проводов разных диаметров, предусмотрен набор шкивов, которые легко менять, и которые позволяют выбрать около 27 разных шагов намотки с диапазоном от 0.31 до 1.0 мм, или же 57 шагов с диапазонами от 0.31 до 3.2 мм.
Устройство из-за своей большой массы не нуждается в креплениях к основанию.
Принцип работы станка довольно прост: вал, на котором устанавливается каркас трансформатора, соединен с валом, синхронно по которому и перемещается сам укладчик проводов. Во внутренней части втулки укладчика провода нарезана резьба. При вращении этого вала, втулка перемещается и тянет направляющее устройство для проводов.
Быстрота вращения вала зависит от размера шкивов, то есть от их диаметров, которые установлены на нижних и верхних валах, а быстрота перемещения самой втулки плюс ко всему и от шага резьбы укладчика. Вращение вала с самим каркасом можно осуществлять вручную, также можно приделать электродрель в качестве привода.
Детали и элементы.
Станина
Станина оборудования изготовлена из пары стальных листов. Основание станины выполнено из стали толщиной в 15 мм, боковины – 6 мм. Такая конструкция взята специально из соображения поверхностной устойчивости оборудования.
Перед закреплением боковины, станины укладываются вместе, и осуществляется сверление дырок одновременно на обоих боковинах. Далее, после этого станины устанавливаются на само основание и сваркой привариваются к нему.
В просверленные отверстия (кроме нижних) боковин вставляются втулки, а в остальные отверстия – подшипники. Эти элементы были взяты от 5-ти дюймового обычного дисковода. Для того чтобы подшипники и втулки не перемещались, их необходимо зафиксировать крышками.
Валы.
Верхний вал предназначен для крепления каркаса катушки. Изготовлен из прутка размером в 12 мм. (В станке абсолютно все валы подходят друг к другу по размерам их размеров, и взяты они от старых матричных принтеров, так как они произведены от закаленной стали, они хромированы и отшлифованы).
Серединный вал . На этот вал опирается устройство подачи проводов. Средний вал также изготовлен из вала с диаметром 12 мм. Здесь этот прут рекомендуется отполировать.
Втулки укладчика.
Длина втулки и длина 20 мм; внутренняя резьба должна быть такой же, как на нижнем вале, то есть М12х1,0 мм (а в оригинале составляет – М10х1,0 мм)
Шкивы
Шкивы станка выполнены по 3 канавкам разных диаметров в одном блоке. Диаметры были выбраны таким образом, чтобы наиболее оптимально перекрыть диапазон сечений проводов.
Комбинация шкивов дает возможность получить до 54 различных шагов намотки проводов. Канавки для пассика, в особенности их ширина, выбирается исходя из уже имеющихся пассиков, в данном варианте – 6-мм. Обратите внимание: Сумма толщины шкивов не должна быть более 20-ти мм. Если толщина больше, то необходимо будет увеличить саму длину левых хвостовиков верхнего и нижнего валов.
Табличка шагов.
В данной таблице указаны: колоны – диаметр ведомых шкивов; строки – диаметр ведущих шкивов; ячейки – шаги намотки.
Обратите внимание : Все параметры, приведенные в таблице, носят только ознакомительный характер, так как данные напрямую зависят от точности конструирования самих шкивов, диаметров пассика и шага резьбы на падающем валу. Рекомендуется, после изготовления станка уточнить показатели, осуществляя пробные намотки. Некоторая неточность при конструировании особо не окажет большого влияния на производительность, но все, же довести дело до ума советуем. Если же возникнет необходимость осуществить намотку более тонкими проводами, можно будет изготовить тройной шкив с диаметром в 12 / 16 / 20 мм. Дополнительное наличие таких шкивов позволит использовать и провода диаметров от 0,15 мм.
Укладчик проводов.
Укладчик выполнен из трех пластин, соединенные друг с другом винтами М4. Размер отверстий 20-ть мм. Отверстия в верхней части – 6 мм, выполнен для винта, регулирующий натяжения провода.
Внутренняя пластинка изготовлена из стали. В нижнюю дырочку приварите стальная втулка размером в 20-ть мм, и длиной в 20-ть мм, и с внутренней резьбой в 12х1,0. В верхнее отверстие вставьте фторопластовую втулку с диаметром в 20 мм, и внутр. диаметром – 12.5 мм. Размер самой втулки должен составлять 20 мм. После всего, пластины крепятся между собой двумя винтами, но на рисунке это не указано.
В верхнее отверстие вставьте фторопластовую втулку с диаметром в 20 мм, и внутр. диаметром – 12.5 мм. Размер самой втулки должен составлять 20 мм. После всего, пластины крепятся между собой двумя винтами, но на рисунке это не указано.
Между внешними пластинками вклеивается кожаный желобок, нужен он для того, чтобы выпрямлять и натягивать провод. Также для регулировки натяжения в верхнюю часть укладчика установлен винт, стягивающий верхние части внешних пластин. На заднюю часть станины установлен откидной кронштейн, куда крепится катушка с проводомами.
И наконец, сам привод. Здесь в качестве этого элемента использовалась обычная шестерня, к которой прикреплена рукоятка. Процесс намотки можно также автоматизировать, установив патрон обычного аккумуляторного шуруповерта.
Если же справа на налево – «восьмеркой»
Если производится намотка в режиме полуавтомата, то на калькуляторе нажмите функции «1 + 1». Этот режим позволит с каждым оборотом вала прибавлять по единичке к вышеупомянутому выражению. При отмотке проводов просто выберите выражение «1 – 1», здесь счетчик будет работать аналогичным способом, но уже с вычетом.
При отмотке проводов просто выберите выражение «1 – 1», здесь счетчик будет работать аналогичным способом, но уже с вычетом.
Во время работы внимательно следите за укладкой. Как только провод достигнет противоположной щечки трансформатора, прижмите зажим и быстро измените положение пассика.
Ну вот, в принципе, и весь секрет.
Схема самодельного датчика протечки воды
Намотать катушку, трансформатор, смотать нитки с клубка, всё это можно сделать без особого труда, если у вас в домашнем арсенале имеется намоточный станок.
Сделать намоточный станок можно из любых подручных средств. Важно только руководствоваться наиболее адекватными для вашей задачи инженерными решениями. Сначала вам необходимо продумать массогабаритные размеры, и подобрать всё необходимое.
Хочу обратить ваше внимание на не хитрое конструктивное решение, которое возможно поможет вам легко, просто и качественно спроектировать и реализовать многофункциональный намоточный станок.
Вам понадобится: платформа, на которой вся конструкция буде расположена, двигатель, – который будет приводить в движение ваш станок, колеса соединённые между собой резиновым пассиком (рисунок №1) подшипники, оси, крепёж и прочий материал который предусмотрен вашей конструкцией.
Рисунок №1 – Колеса соединённые пассиком
Колёса соединённые пазиком вам необходимы для того что бы в случае заклинивания не вышел из строя ваш станок или не порвался материал который вы наматываете. Также ременная передача образованная резиновым пассиком обеспечивает вам надлежащую скорость намотки не зависимо от оборотистости вашего двигателя. И если вы их расположите на одной оси несколько штук разного диаметра, то сможете без труда регулировать скорость намотки (рисунок №2) просто перебрасывая пассик на другую ложбинку. Хотя грамотнее просто регулировать скорость вращения двигателя – но это не всегда возможно.
Рисунок №2 – Несколько колес на оси для регулировки скорости наматыванияКонструктивно колёса можно изготовить, как показано на рисунке №3 и ещё рекомендую сделать не хитрый пирамида подобный зажим для удобства закрепления катушки в станок.
Рисунок №3 – Пример конструкции колёс и зажима
После того как вы изготовили колёса вам необходимо их закрепить как показано на рисунке №4,5.
Рисунок №4 –Пример конструкции
Рисунок №5 –Пример конструкции
Для того что бы закреплять катушки разного диаметра в ваш станок я рекомендую один держатель крепко закрепить к платформе а второй соединить с ней подвижным соединением (его вам необходимо продумать самим в зависимости от предполагаемой конструкции) рисунок №6.
Рисунок №6 – Эскиз конструкции станка в сборке.
Я гарантирую, что такое конструктивное решение может и не удовлетворит все ваши потребности в намотке, но львиную долю этого процесса, вам упростит.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт
Очень часто при создании электронных самоделок приходится наматывать и перематывать различные трансформаторы и катушки. Хорошим помощником в этом не простом и кропотливом деле, может стать простой в изготовлении и надежный самодельный намоточный станок для импульсных трансформаторов от компьютерных блоков питания и обычных трансформаторов с «Ш» образным магнитопроводом.
Конструкция намоточного станка очень простая в изготовлении, под силу даже начинающему токарю. Станок состоит из вала закрепленного на опоре вращения. С правой стороны имеется ручка для вращения вала. На валу с лева направо одето зажимное устройство, левый и правый конуса для надежного крепления трансформаторов.
На этой картинке изображен чертеж для изготовления намоточного станка своими руками. Станок рассчитан для намотки импульсных трансформаторов от компьютерных блоков питания и «Ш» образных трансформаторов. Если вы собираетесь мотать, что то очень мелкое или слишком крупное тогда вам надо масштабировать чертеж под ваши нужды. Ну, а если вас устраивает размер станка, смело берите чертеж и отправляйтесь к знакомому токарю. -Хороший токарь сделает намоточный станок за три часа… -Пускай делает. Да, и не забудьте прихватить с собой токарной валюты. Всякий труд должен оплачиваться.
Станок оснащен электронным счетчиком оборотов. Который я приобрел в очень известном китайском интернет магазине всего за 7.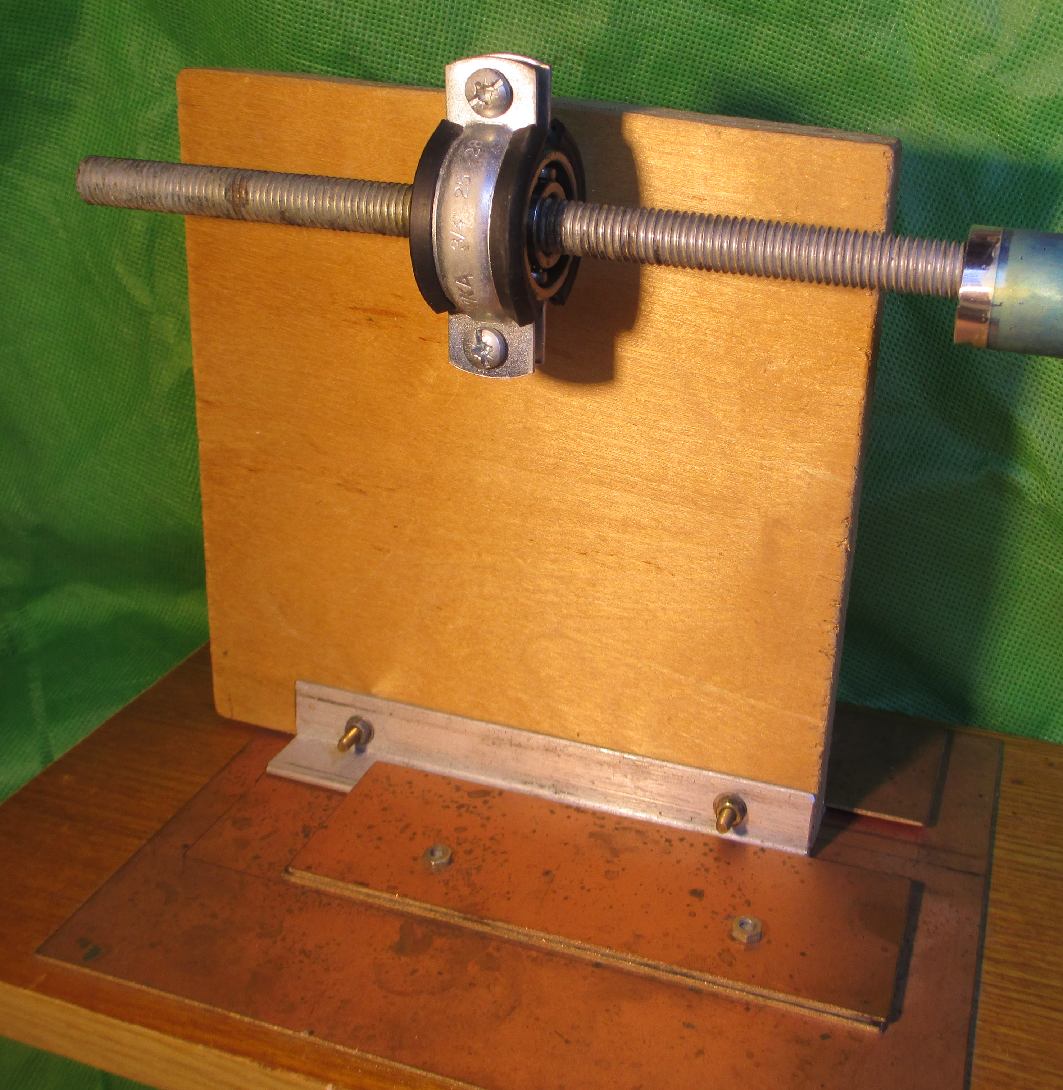 5$. Пожалуй это не дорого… За эти деньги счетчик комплектуется герконовым датчиком, крепежной пластиной для герконового датчика и маленьким неодимовым магнитом! На передней панели счетчика находится две овальные кнопки. Левая кнопка «Pause» включает прибор и сохраняет показания счетчика, кнопка «Reset» обнуляет показания прибора. Прибор питается всего от одной 1.5В АА пальчиковой батарейки, расположенной на задней панели счетчика оборотов под пластиковой крышкой. Также имеются разъемы для подключения герконового датчика и дополнительной кнопки «Reset».
5$. Пожалуй это не дорого… За эти деньги счетчик комплектуется герконовым датчиком, крепежной пластиной для герконового датчика и маленьким неодимовым магнитом! На передней панели счетчика находится две овальные кнопки. Левая кнопка «Pause» включает прибор и сохраняет показания счетчика, кнопка «Reset» обнуляет показания прибора. Прибор питается всего от одной 1.5В АА пальчиковой батарейки, расположенной на задней панели счетчика оборотов под пластиковой крышкой. Также имеются разъемы для подключения герконового датчика и дополнительной кнопки «Reset».
Герконовый датчик я прикрутил к алюминиевой стойке с помощью крепежной пластины. Неодимовый магнит закрепил на ручке. Для правильной работы прибора необходимо установить зазор между герконовым датчиком и неодимовым магнитом не более пяти миллиметров. Каждое прохождение неодимового магнита над герконовым датчиком счетчик оборотов считает за один виток.
Как же пользоваться станком для намотки трансформаторов?
И так, знакомый токарь изготовил все детали станка за три часа.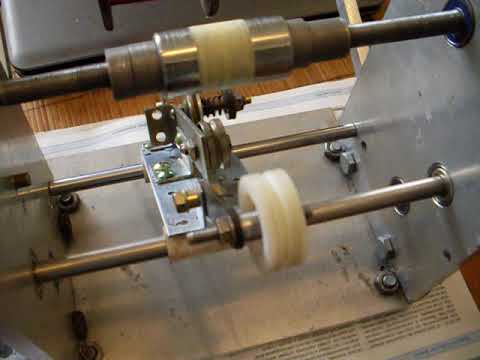 Вы своими руками собрали намоточный станок и тщательно смазали все вращающиеся детали, установили счетчик витков. Теперь можно приступать к намотке трансформаторов. Откручиваем винтик М5 на зажимном устройстве, снимаем его и левый зажимной конус. Одеваем каркас трансформатора на вал и одеваем левый конус с зажимным устройством. Плоской отверткой фиксируем винт М5 на зажимном устройстве, далее поджимаем каркас двумя гайками. В этом деле главное не перетянуть, иначе расколите каркас. Включаем счетчик витков и если необходимо сбрасываем показания прибора в ноль.
Вы своими руками собрали намоточный станок и тщательно смазали все вращающиеся детали, установили счетчик витков. Теперь можно приступать к намотке трансформаторов. Откручиваем винтик М5 на зажимном устройстве, снимаем его и левый зажимной конус. Одеваем каркас трансформатора на вал и одеваем левый конус с зажимным устройством. Плоской отверткой фиксируем винт М5 на зажимном устройстве, далее поджимаем каркас двумя гайками. В этом деле главное не перетянуть, иначе расколите каркас. Включаем счетчик витков и если необходимо сбрасываем показания прибора в ноль.
Зачищаем ножом конец провода от лака и прикручиваем к клейме каркаса от трансформатора. Левой рукой направляем провод, а правой вращаем ручку. После нескольких минут тренировок провод будет ложиться ровными слоями. Каждый слой провода во избежание пробоя изолируем несколькими слоями обыкновенного скотча. Не забывайте наблюдать за показаниями счетчика.
Друзья, желаю вам удачи и хорошего настроения! До встречи в новых статьях!
Станок получился простым и вместе с тем функциональным.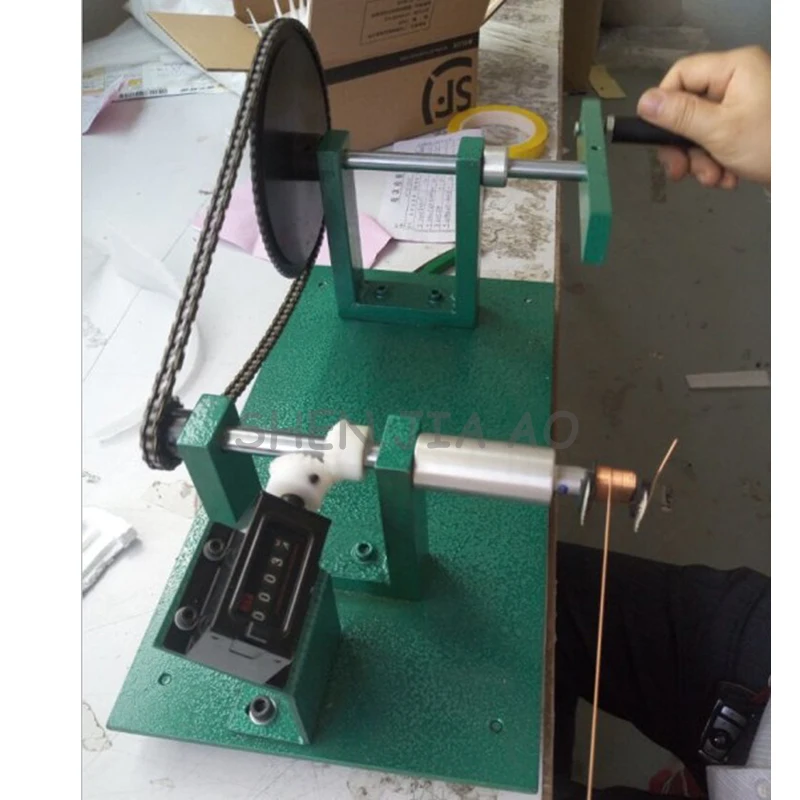 Вид спереди и сверху.
Вид спереди и сверху.
Он позволяет наматывать обмотки на круглых полых каркасах внутренним диаметром от 10 мм, а также на каркасах квадратного или прямоугольного сечения внутренним размером от 10х10 мм.
Максимальная длина намотки – 180-200 мм. Максимальный диаметр(диагональ прямоугольного каркаса) составляет 200 мм. Намотку можно вести вручную проводом диаметром до 3,2 мм, в режиме «полуавтоматической» намотки проводом от 0,31 до 2,0 мм. «Полуавтоматическая» намотка предусматривает намотку и укладку слоя провода синхронно с намоткой, с последующей ручной укладкой слоя изоляции и сменой направления укладки провода. На круглых оправках с укладкой вручную можно мотать даже трубкой диаметром до 6 мм. Для укладки провода разных диаметров предусмотрен набор сменных шкивов, позволяющих выбрать 27 различных шагов намотки в диапазоне 0,31 – 1,0 мм или 54 шага намотки в диапазоне 0,31 – 3,2 мм. Сам станок легко умещается на обычной кухонной табуретке, благодаря большому весу не требует дополнительного крепления.
Принцип работы
Прост до безобразия. Вал, на котором установлен каркас трансформатора, кинематически соединен с валом, по которому перемещается укладчик провода. Укладчик провода имеет втулку, внутри которой нарезана резьба. При вращении вала втулка перемещается и движет за собой направляющее устройство для провода. Скорость вращения вала определяется диаметрами шкивов, установленных на верхнем и нижнем валах, а скорость перемещения втулки кроме этого и шагом резьбы вала укладчика. Набор из 3-х тройных шкивов позволяет получить до 54 комбинаций шага укладки провода. Направление укладки изменяется перестановкой пассика соединяющего шкивы. Вращение вала с каркасом можно осуществлять вручную, а можно приспособить электродрель в качестве привода.
ДЕТАЛИ
Все размеры указаны как в оригинале.
Станина
Станина станка сварена из стальных листов. Основание станины выбрано толщиной 15 мм, боковины – толщиной 6 мм. Выбор обусловлен в первую очередь устойчивостью станка(чем тяжелее, тем лучше)
Перед сваркой боковины станины складываются вместе и производится сверление отверстий одновременно в обоих боковинах. После этого станины устанавливают на основание и привариваются к нему. В верхние и средние отверстия боковин вставляются бронзовые втулки, в нижние – подшипники.
После этого станины устанавливают на основание и привариваются к нему. В верхние и средние отверстия боковин вставляются бронзовые втулки, в нижние – подшипники.
Подшипники взяты от старого 5 дюймового дисковода. От перемещения подшипники и втулки с внешней стороны боковин фиксируются крышками.
Валы
Верхний вал, на котором крепится каркас катушки, изготовлен из прутка диаметром 12 мм. В этой конструкции все валы изготовлены из подходящих по диаметру валов от выслуживших свои сроки матричных принтеров, они изготовлены из хорошей стали, закалены, хромированы или отшлифованы.
Средний вал, на который опирается устройство подачи провода, также изготовлен из прутка диаметром 12 мм. Вал желательно отполировать.
Выбор диаметра нижнего вала – подающего, обусловлен необходимостью иметь шаг резьбы 1 мм, а нашлась только одна подходящая лерка 10х1,0. Желательно(в целях большей надежности) изготовить этот вал также диаметром 12 мм.
Втулка укладчика
Диаметр 20 мм, длина 20 мм, внутренняя резьба такая же как на нижнем валу М12х1,0 (в оригинале – М10х1,0)
Шкивы
Шкивы выполнены тройными, т. е. по 3 канавки разного диаметра в одном блоке. Диаметры выбраны так, чтобы наиболее оптимально перекрыть необходимый диапазон сечений провода.
е. по 3 канавки разного диаметра в одном блоке. Диаметры выбраны так, чтобы наиболее оптимально перекрыть необходимый диапазон сечений провода.
Выточены из стали, комбинация шкивов позволяет получить 54 различных шагов намотки провода. Ширина канавки для пассика выбирается исходя из имеющихся пассиков, в конкретном случае 6 мм. Обратите внимание: общая толщина шкивов должна быть не более 20 мм. Если толщина шкивов больше – необходимо увеличить длину левых хвостовиков нижнего и верхнего вала (диаметр которых 8 мм, длина 50 мм).
При необходимости можно изготовить одинарные шкивы соответствующих диаметров. Выбранные диаметры шкивов обеспечивают намотку провода с 54 различными шагами.
Таблица шагов
В строках указаны диаметры ведущих шкивов, в колонках – диаметры ведомых шкивов. В ячейках таблицы – шпаг намотки провода.
Данная таблица только ориентировочная, поскольку зависит от точности изготовления шкивов, диаметра пассика и шага резьбы на нижнем(подающем валу).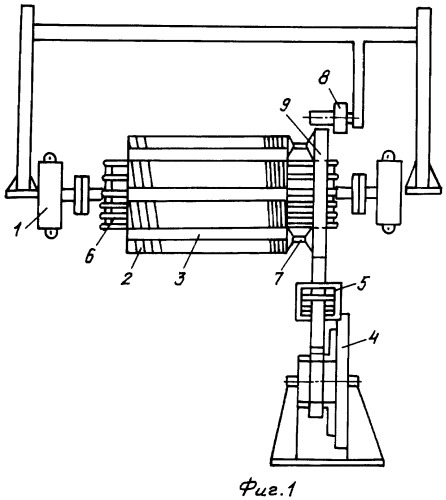 После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу. Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм. Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм).
После изготовлении всего станка необходимо уточнить получившиеся соотношения методом пробной намотки и составить аналогичную таблицу. Неточность при изготовлении не скажется на работоспособности, другие соотношения диаметров приведут к другим шагам намотки. Но большое количество комбинаций позволит подобрать нужный шаг в любом случае. Если необходимо делать намотку более тонким проводом, можно изготовить еще один тройной шкив с диаметрами например 12, 16 и 20 мм. Наличие такого шкива еще больше расширит ассортимент применяемого провода (начиная с диаметра 0,15 мм).
Укладчик провода.
Чертеж пластин укладчика
Выполнен из 3-х пластин соединенных между собой винтами М4. Диаметр отверстий 20 мм. Отверстие в верхней части диаметром 6 мм для винта регулировки натяжения.
Внутренняя пластина – стальная, в нижнее отверстие вваривается стальная втулка диаметром 20 мм, длиной 20 мм и с внутренней резьбой 12х1,0. В верхнее отверстие вставляется фторопластовая втулка внешним диаметром 20мм и внутренним диаметром 12,5 мм, Длина втулки 20 мм. Пластины стягиваются между собой 2-мя винтами М4, на рисунке отверстия для них не показаны.
Пластины стягиваются между собой 2-мя винтами М4, на рисунке отверстия для них не показаны.
В паз между внешними пластинами вклеивается желобок из кожи толщиной 1,8-2 мм, он способствует выпрямлению и натяжению провода. Для регулировки натяжения в верхней части укладчика устанавливается винт или мини струбцина, стягивающая верхнюю часть внешних пластин в зависимости от диаметра провода и необходимого натяжения.
В задней части станины устанавливается откидной кронштейн для катушки с проводом, необязательная, но удобная вещь.
Привод
В качестве привода применена шестерня большого диаметра, к которой приклепана рукоятка. На правой боковине станины (по месту) установлен узел фиксации и вспомогательного привода, представляющий вал с шестерней, закрепленный на отдельном кронштейне с цанговым зажимом и выступающей осью. Ось можно закрепить в патроне аккумуляторного шуруповерта или электродрели и сделать таким образом электропривод. При намотке толстого провода можно на оси закрепить ручку, тогда наматывать даже толстую трубку будет легче. Цанговый зажим позволяет надежно зафиксировать вал с наматываемой катушкой, если по каким то обстоятельствам приходится прервать намотку на длительное время.
Цанговый зажим позволяет надежно зафиксировать вал с наматываемой катушкой, если по каким то обстоятельствам приходится прервать намотку на длительное время.
Счётчик витков.
На шестерне верхнего вала закреплен магнит, а на правой боковине – геркон, выводы которого соединены с контактами кнопки «=» калькулятора.
Все остальные мелкие детали и детальки устанавливаются по месту и делаются из чего бог пошлет.
На последнем фото видно что катушка с проводом размещена на отдельном валу. Вал установлен на 2-х рычагах, которые можно поднять вверх, тога они сложатся внутрь станка. Это сделано, чтобы станок во время своего бездействия не занимал много места.
Работа на станке.
Хотя и так видно, что и как делается, опишу порядок работы. Незначительная сложность установки каркасов и кажущаяся сложность смены направления укладки компенсируются простотой станка.
Снять верхний шкив, выдвинуть верхний вал вправо на необходимую для установки каркаса длину. Установить на вал правый диск, затем оправку катушки и на оправку надеть каркас катушки или трансформатора. Установить левый диск, навинтить гайку и вставить вал в левую втулку. Установить на место и закрепить верхний шкив (соответствующий таблице для намотки первичной обмотки).
Установить на вал правый диск, затем оправку катушки и на оправку надеть каркас катушки или трансформатора. Установить левый диск, навинтить гайку и вставить вал в левую втулку. Установить на место и закрепить верхний шкив (соответствующий таблице для намотки первичной обмотки).
Вставить в отверстие на верхнем валу шплинт или гвоздик, отцентрировать каркас на оправке и зажать каркас с оправкой с помощью гайки.
Установить на подающий вал нужный (для намотки первичной обмотки) шкив.
Вращая шкив подающего вала установить укладчик против правой или левой щечки каркаса катушки. Одеть пассик на шкивы. Если укладка провода будет производиться слева направо пассик одевается «кольцом», если укладку провода нужно делать справа налево – пассик одевается «восьмеркой».
Провод продевается под дополнительным валом, затем укладывается снизу вверх в кожаный желобок укладчика и закрепляется на каркасе. Зажимами в верхней части укладчика регулируется натяжение провода так, чтобы он плотно наматывался на каркас.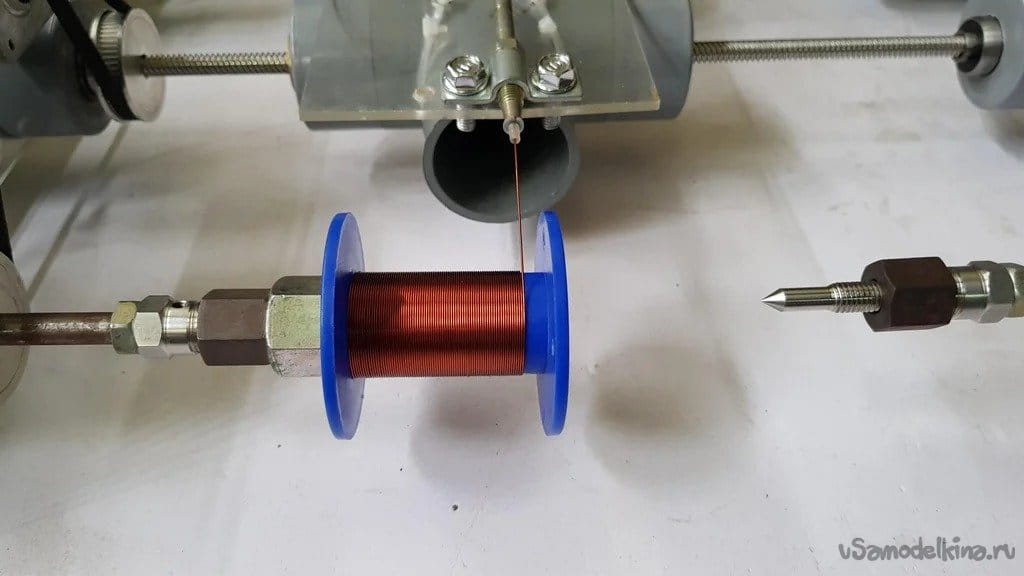
На калькуляторе нажимают 1 + 1. Теперь с каждым оборотом вала с каркасом калькулятор будет прибавлять 1, то есть будет считать витки провода. Если нужно отмотать несколько витков нажмите – 1 и с каждым оборотом вала показания калькулятора будут уменьшаться на 1.
Во время намотки провода следите за укладкой витков, при необходимости поправляя витки на каркасе. По достижении проводом противоположной щечки каркаса зажмите цанговый зажим и поменяйте положение пассика с «кольца» на «восьмерку» или наоборот. Отпустив цанговый зажим, подложите под провод прокладочную бумагу и продолжайте намотку.
При необходимости изменить толщину провода подберите соотношение шкивов под требуемый шаг намотки.
Ну вот и все. Прощу прощения за низкое качество фотографий, но надеюсь, что все вам станет понятно из приведенных фото и чертежей.
Что представляет собой станок намотки трансформаторов. Обзор и работа станков намотки
Станок намотки трансформаторов состоит из блока управления, механизма намотки с оправкой, задней бабки, механизма перемещения края ленты, механизма настройки датчика положения края ленты, механизма прижимного вала, смоточного устройства, которые размещены на общей раме.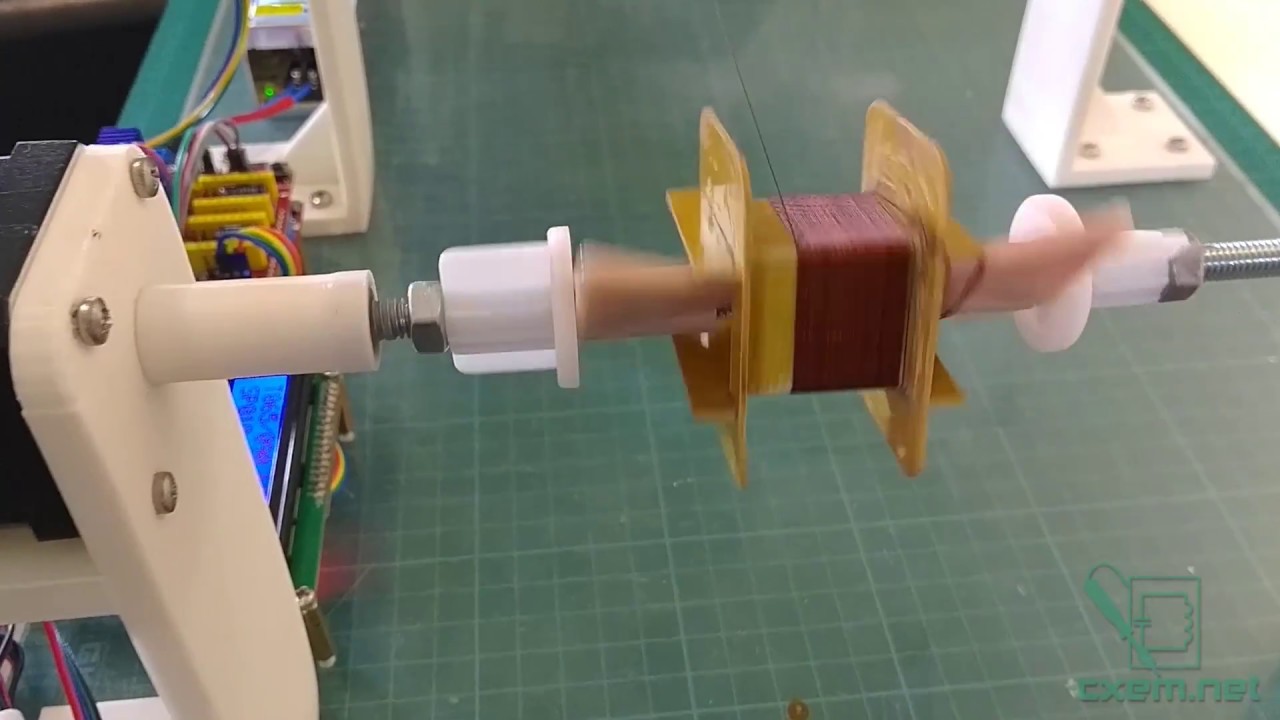
На заводах при массовом серийном или поточном производстве трансформаторы обычно наматываются на специальных, часто автоматизированных станках. Радиолюбителям трудно, конечно, рассчитывать на специальный намоточный станок, и поэтому намотку трансформаторов оии производят обычно или непосредственно от руки, или с помощью простых намоточных приспособлений.
Рассмотрим, как можно из подручных материалов и при помощи обычных инструментов изготовить простые приспособления для намотки.
Простейшее такое приспособление показано на фиг.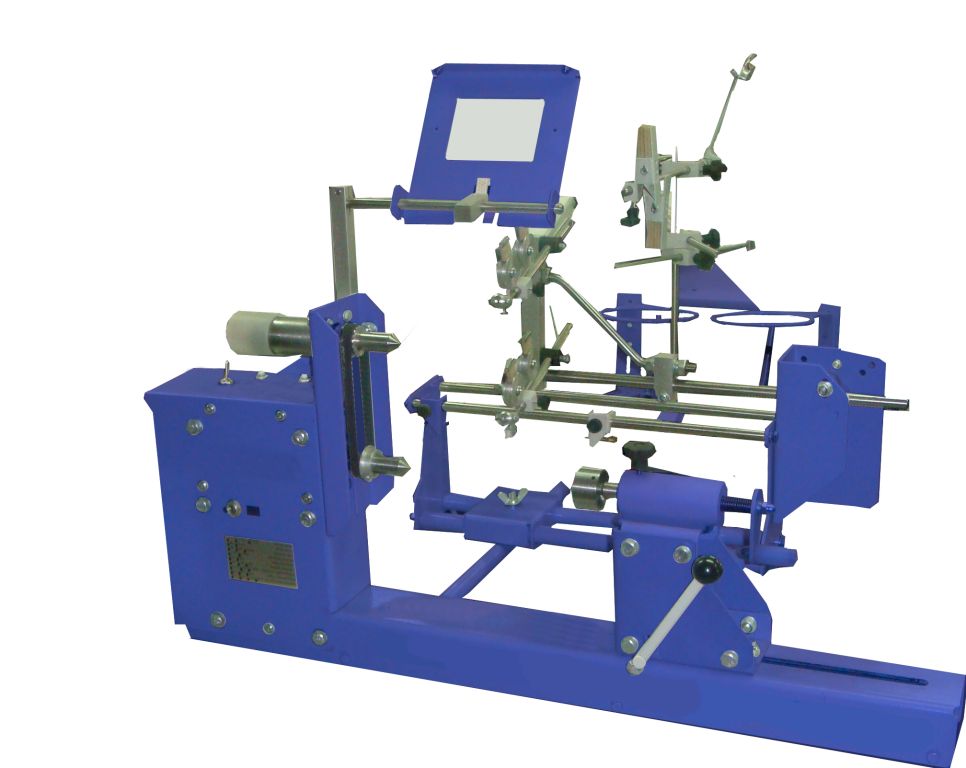 1. Оно состоят из двух стоек / (или металлической скобы), укрепленных на доске 2, и оси 3 из толстого (диаметром 8—10 мм) металлического прутка, продетого сквозь отверстия в стойках и изогнутого на одном конце в виде рукоятки.
1. Оно состоят из двух стоек / (или металлической скобы), укрепленных на доске 2, и оси 3 из толстого (диаметром 8—10 мм) металлического прутка, продетого сквозь отверстия в стойках и изогнутого на одном конце в виде рукоятки.
Для намотки провода на готовый каркас 4 изготовляют деревянную колодку 5, по размерам немного меньшую, чем окно каркаса. В колодке просверливают отверстие для насадки ее на ось. Каркас надевают на колодку, которая затем помещается на оси и закрепляется там шпилькой 5. Для того чтобы каркас не болтался и не съезжал с колодки, между ними надо вставить уплотняющий клин 7 из твердого картона или тонкой фанеры. Чтобы избежать при намотке осевого люфта, что очень важно для ровной укладки витков, на свободные участки оси между колодкой и стойками необходимо надеть отрезки трубок 8, которые можно изготовить из металлических листочков, обернув их вокруг оси 3.
Для снятия намотанного каркаса нужно вынуть шпильку 5 и вытащить ось 3.
Более удобное и надежное намоточное приспособление выполняется из ручной дрели / (фиг. 2), которую надо зажать в тиски 2 или прикрепить к столу так, чтобы ничто не мешало свободному вращению рукоятки дрели. В патрон дрели зажимается металлический прут 3, на который насаживают колодку с каркасом. Прут диаметром 4—6 мм лучше всего нарезать, и тогда колодку с каркасом можно зажимать между двумя гайками 4. В этом случае можно обойтись без колодки, зажимая каркас двумя щечками из фанеры или текстолита с отверстиями в центре.
2), которую надо зажать в тиски 2 или прикрепить к столу так, чтобы ничто не мешало свободному вращению рукоятки дрели. В патрон дрели зажимается металлический прут 3, на который насаживают колодку с каркасом. Прут диаметром 4—6 мм лучше всего нарезать, и тогда колодку с каркасом можно зажимать между двумя гайками 4. В этом случае можно обойтись без колодки, зажимая каркас двумя щечками из фанеры или текстолита с отверстиями в центре.
В качестве намоточного приспособления удобно также использовать готовый станочек для текстильных шпулей, моталку для перемотки кинопленки, телефонный индуктор и пр. Особенно удобна моталка для кинопленки (после небольшой переделки), так как она сделана прочно и имеет мягкий безлюфтозый ход. Переделка ее заключается в замене короткого валика с замком для бобин с кинопленкой на длинную ось с резьбой и барашками для закрепления различных каркасов.
Не меньшее значение для намоточных работ, чем сам намоточный станок, имеет размоточное приспособление, на которое надевается катушка с проводом или каркас старого трансформатора, провод которого используется для новой намотки. Чтобы у разматываемого провода не портилась изоляция, а также чтобы не было толчков (что важно при рядовой укладке витков), провод должен итти совершенно равномерно.
Чтобы у разматываемого провода не портилась изоляция, а также чтобы не было толчков (что важно при рядовой укладке витков), провод должен итти совершенно равномерно.
Простейшее приспособление для размотки провода изображено на фиг. 3. Это обычный металлический пруток /, продетый в отверстия деревянных стоек 2, укрепленных на доске 3. Изготовление деревянной колодки для каркаса разматываемой катушки 4 в этом случае необязательно. Для того чтобы она не била и не прыгала при размотке, можно из толстого картона или бумаги свернутьнужного диаметра трубку 5, пропустить сквозь нее прут и достаточно плотно вставить ее в окно каркаса.
Лучше, однако, изготовить специальное размоточное приспособление, изображенное на фиг. 4. Из полосы мягкой стали или другого подходящего материала сгибается скоба /, которая крепится к доске 2 (или столу). В вертикальных стойках скобы делают отверстия (диаметром 5—6 мм) с нарезкой (резьба М-5 или М-6), в которые ввинчивают заточенные с концов на конус болтики 3. Из металлического прута диаметром 5—6 мм изготовляется нарезанная по всей длине шпилька 4, с торцов которой высверлены неглубокие отверстия (3—4 мм). Конусы и шпилька комплектуются соответствующими гайками (лучше барашками) 5 и щечками 6 для зажима катушки или каркаса с проводом.
Из металлического прута диаметром 5—6 мм изготовляется нарезанная по всей длине шпилька 4, с торцов которой высверлены неглубокие отверстия (3—4 мм). Конусы и шпилька комплектуются соответствующими гайками (лучше барашками) 5 и щечками 6 для зажима катушки или каркаса с проводом.
Весьма важным в процессе намотки является возможность точного счета числа витков. Простой, но требующий особого внимания способ — это устный отсчет каждого оборота (пли через один оборот) ручки станка. Если обмотка должна содержать большое число витков, то удобнее, отсчитав сотню витков, делать отметку на бумаге (в виде палочки), суммируя затем все отметки. В станочке с шестеренчатой передачей учитывается при этом коэффициент передачи, который следует всегда помнить.
Гораздо лучше применение механического счетчика, в качестве которого можно приспособить велосипедный спидометр или счетный механизм от электросчетчика, водометра и т. д.
Сочленение счетчика со станком можно выполнить при помощи гибкого валика (куска толстостенной резиновой трубки), соединяющего ось счетчика с осью станка (фиг. 5,а). В этом случае каждый раз при установке нового каркаса приходится разъединять сочленение осей, снимая гибкий валик, и после установки нового каркаса надевать его вновь. Более удобный, но и более сложный способ сочленения заключается в том, что счетчик связывается со станком посредством пары одинаковых шестерен (фиг. 5,б). При этом способе счетчик сцеплен со станком все время.
5,а). В этом случае каждый раз при установке нового каркаса приходится разъединять сочленение осей, снимая гибкий валик, и после установки нового каркаса надевать его вновь. Более удобный, но и более сложный способ сочленения заключается в том, что счетчик связывается со станком посредством пары одинаковых шестерен (фиг. 5,б). При этом способе счетчик сцеплен со станком все время.
Что представляет собой намотка?
Катушка с проводом, предназначенным для очередной намотки, зажимается между съемными щечками нарезной шпильки размоточного устройства.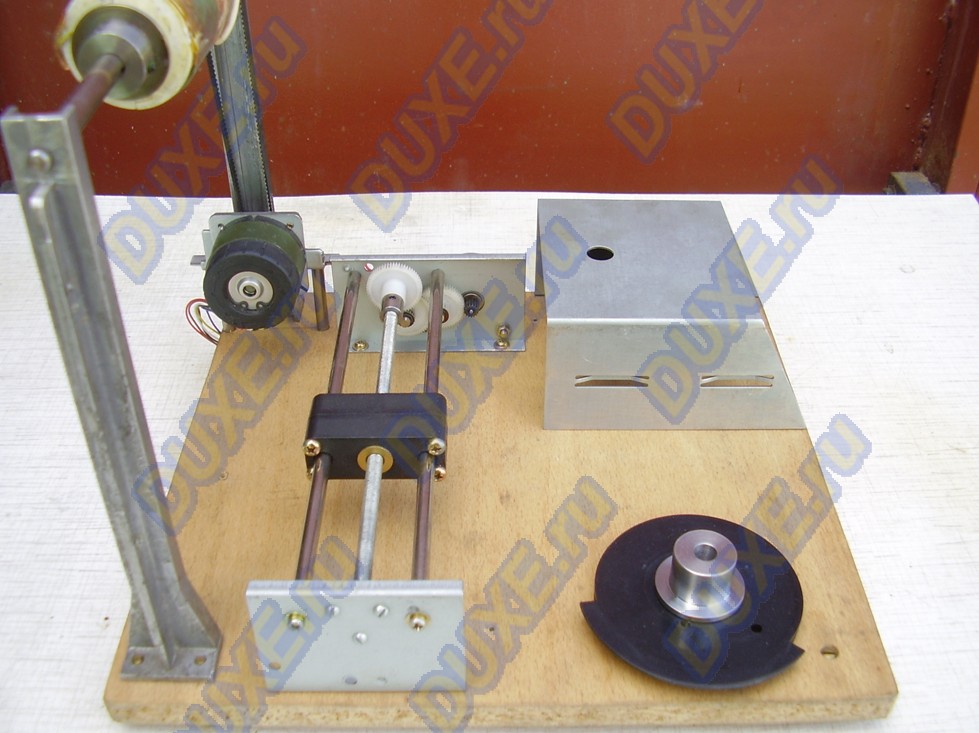 Шпилька с катушкой устанавливается в конусах этого устройства (фиг. 4). В зависимости от диаметра провода регулируются нажим конусов и степень притормаживания разматываемой катушки.
Шпилька с катушкой устанавливается в конусах этого устройства (фиг. 4). В зависимости от диаметра провода регулируются нажим конусов и степень притормаживания разматываемой катушки.
Катушку необходимо зажимать так, чтобы она при размотке не била, так как от этого зависят успешность и легкость укладки провода виток к витку. Размоточное приспособление располагается впереди намоточного станка не ближе 1 м (дальше —лучше).
Подготовленный каркас трансформатора зажимается между двумя свободно насаженными на шпильке щечками. Шпилька затем вставляется в патрон дрели или зажимается на валу намоточного станка. Каркас, так же как и катушку с проводом, надо хорошо отцентровать, чтобы он при намотке равномерно вращался и не бил. Зажимные щетки нужно располагать таким образом, чтобы не закрыть ими отверстий для выводов в каркасе.
Устанавливать катушку с проводом на размоточном приспособлении и намоточный станок на столе надо так, как изображено на фиг. 10.
Провод должен итти сверху катушки на верх каркаса трансформатора. Станок или дрель располагается над столом на такой высоте, чтобы между осью станка и плоскостью стола было расстояние 15—20 см\ тогда при намотке левую руку можно свободно положить на стол, не мешая вращению станка с каркасом.
Станок или дрель располагается над столом на такой высоте, чтобы между осью станка и плоскостью стола было расстояние 15—20 см\ тогда при намотке левую руку можно свободно положить на стол, не мешая вращению станка с каркасом.
Перед тем как приступить к намотке, надо приготовить изоляционные прокладки, выводные проводники, изоляционную трубку для .выводов, лист бумаги и карандаш для отметок при счете витков, если нет счетчика, ножницы для подрезки прокладок, кусочек мелкой наждачной бумаги для зачистки изоляции и разогретый паяльник для припайки выводов.
Самому надо свободно сесть против стола (верстака) и поупражняться во взаимодействиях рук. Правой рукой надо вращать намоточный станок с таким расчетом, чтобы провод ложился на каркас сверху, а левой — придерживать и натягивать провод, направляя его движение так, чтобы он ложился равномерно виток к витку (для этого левую руку надо положить на стол под ось станка или приспособления, вытянув ее как можно дальше вперед).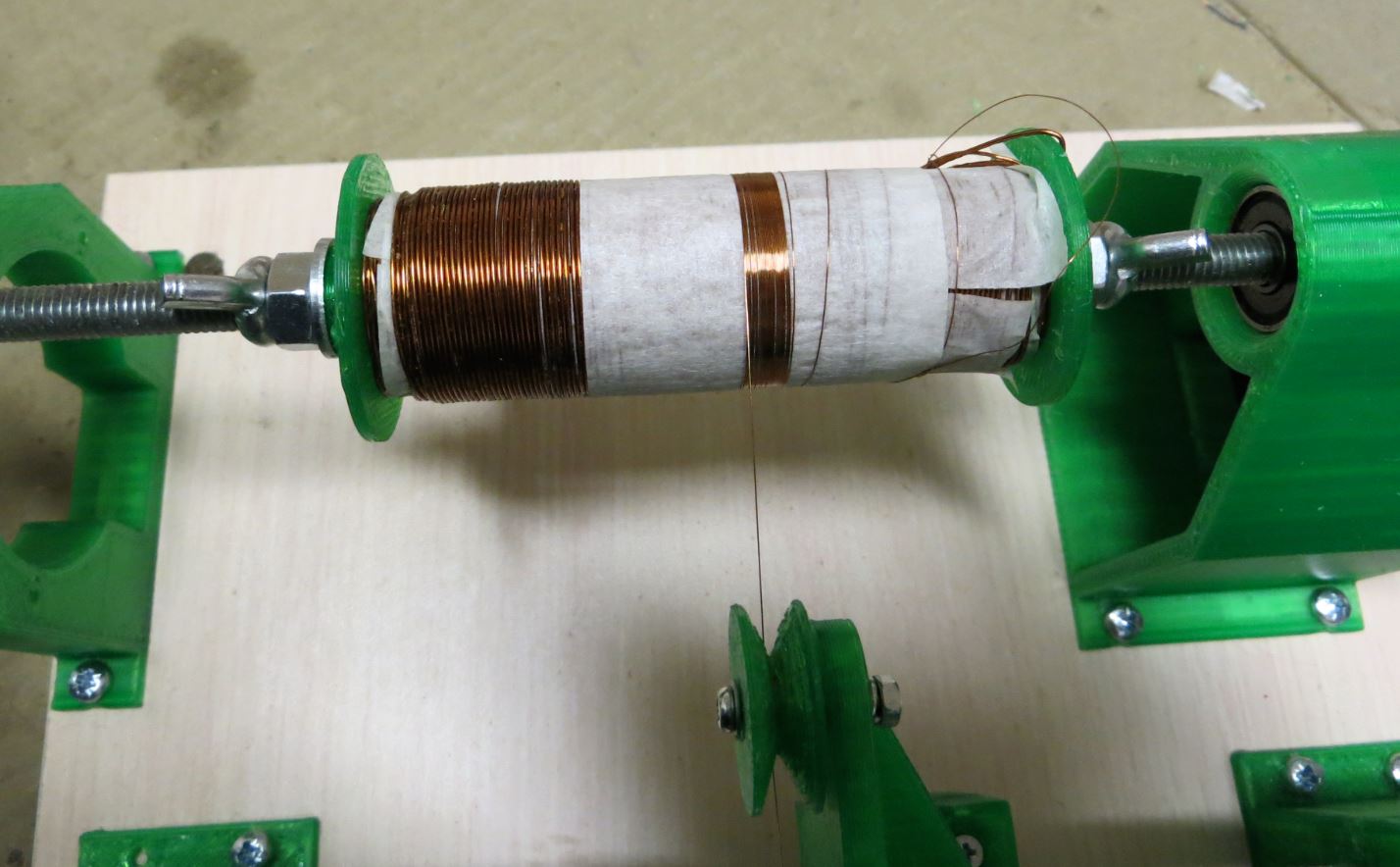 Чем дальше от каркаса направлять провод, тем точнее и легче укладывается провод.
Чем дальше от каркаса направлять провод, тем точнее и легче укладывается провод.
Изоляционные прокладки и их использование
В ряде случаев между соседними рядами обмоток трансформатора образуется большое напряжение, и тогда прочность изоляции самого провода оказывается недостаточной.
В таких случаях между рядами витков необходимо класть изоляционные прокладки из тонкой плотной бумаги, кальки, кабельной, конденсаторной или папиросной бумаги. Бумага должна быть ровной и при рассматривании на просвет в ней не должно быть видимых пор и проколов.
Изоляция между обмотками в трансформаторе должна быть еще лучше, чем* между рядами витков, и тем лучше, чем выше напряжение. Лучшая изоляция — лакоткань, но кроме нее, нужна еще и плотная кабельная или оберточная бумага, которые прокладываются также и с целью выравнивания поверхности для удобства намотки сверху следующей обмотки. Один слой лакоткани всегда желателен, однако ее можно заменить двумя-тремя слоями кальки или кабельной бумаги.
Измерив расстояние между щечками готового каркаса, можно приступить к заготовке изоляционных полос бумаги. Для того чтобы крайние витки обмотки не заваливались между краями полос и щечками, бумагу нарезают несколько более широкими полосами, чем расстояние между щёчками каркаса, а края на 1,5—2 мм надрезаются ножницами или просто загибаются. При намотке надрезанные или загнутые полосы закрывают крайние витки обмотки. Длина полос должна обеспечить перекрытие периметра намотки с нахлестом концов на 2—4 см.
Для изоляции выводов, мест паек и отводов обмоток применяются отрезки кембриковых или хлорвиниловых трубок и кусочков лакоткани.
Для затяжки и закрепления начала и конца толстых обмоток (накальных и выходных), заготавливают куски (10—15 см) киперной ленты или полоски, вырезанные из лакоткани и сложенные для прочности втрое, вчетверо.
Если наружный ряд обмотки близко подходит к сердечнику, то из тонкого листового текстолита или картона вырезают прямоугольные пластинки, которые вставляются между обмоткой и сердечником после сборки трансформатора.
Станки тороидальной намотки и их применение
Говоря о сегодняшнем рынке тороидальных намоточных станков можно выделить несколько категорий оборудования ряда производителей, среди которых Ruff GmbH занимает очень интересное положение.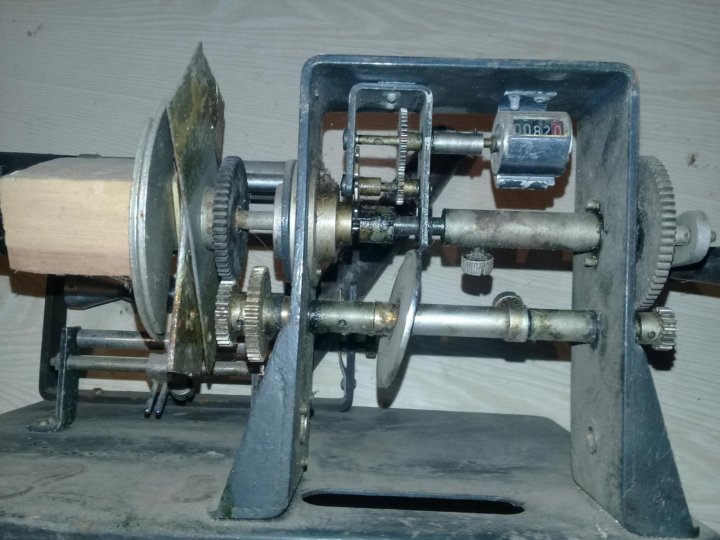 Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Одна из самых популярных в России серий станков тороидальной намотки – станки настольного исполнения Ruff Mini, Ruff RWE наиболее ярко отражает весь спектр технологических решений, применяемых компанией Ruff в станках тороидальной намотки. И во многом это неудивительно, поскольку именно станки Ruff имеют максимально широкий рабочий диапазон наматываемых изделий, оснастки и вариантов исполнения.
Основной концепцией любого станка Ruff является модульность конструкции, позволяющая варьировать оснасткой в зависимости от габарита наматываемого изделия и вида намотки. Для настольных моделей предлагается большая гамма оснастки: 24 намоточные головки, более 10 вариантов роликовых столов, 7 лентонамоточных головок для изолировки. В зависимости от серийности наматываемых изделий и сложности намотки Ruff предлагает варианты исполнения контроллеров от простогос двумя счетчиками для многосерийной намотки простых изделий до систем с ПЛК контроллером или промышленным ПК для выполнения сложных задач по намотке как серийных, так и единичных изделий.
Бесспорным преимуществом оборудования является взаимозаменяемость всех видов оснастки и их совместимость с любым типом базовой станины, что позволяет быстро переналаживать имеющееся на производстве оборудование под задачи настоящего времени с минимальными затратами. Проще говоря, производителю нет смысла покупать новый станок для решения той или иной появившейся задачи – достаточно просто установить один из имеющихся дополнительных элементов (намоточная головка, контроллер, роликовый стол, шпули и прочее). Что в свою очередь снижает конечную стоимость изделия.
Настольные станки тороидальной намотки Ruff можно разделить на два основных сегмента – станки для тороидальных изделий с конечным внешним диаметром до 51мм (серия Ruff Mini) и станки для тороидальных изделий с конечным внешним диаметром до 350мм.
Без преувеличения компания Ruff является единственным в мире производителем тороидальных намоточных станков, позволяющих наматывать тороидальные изделий с конечным внутренним диаметром 1 мм!
В большинстве случаев общепризнанные производители предлагают решения только от 3,0 мм внутреннего диаметра и выше. Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Наиболее популярны подобные станки среди отечественных предприятий военно-промышленного комплекса. Как известно, их многие изделия характеризуются своими нестандартными конструктивными решениями, в том числе и очень сложными, требования же к качеству намотки обычно очень высоки. Одним из первых станков, установленных на предприятии ВПК, был Ruff Mini Standard (вставить фото), который до сих пор эксплуатируется на ФГУП «Моринформасистема» (ФГУП НПО «Агат»). Внедрение 1 станка на производстве с двумя комплектами оснастки (2 намоточные головки, 1 роликовый стол) позволило значительно повысить скорость и качество намотки изделий.
По статистике ООО «Технический центр «Виндэк» можно сказать, что 60% продаваемых настольных тороидальных станков ориентированы на намотку именно нестандартных изделий, основными производителями которых являются предприятия ВПК России. Среди клиентов ООО «ТЦ «Виндэк», относящихся к ВПК, можно выделить ФГУП НПО «Деталь» (Свердловская обл.), ФГУП «Уральский электрохимический комбинат» (Свердловская обл.), ОАО «Завод Радиоприбор» (Санкт-Петербург) и другие.
Отзывы клиентов и опыт специалистов ООО «Технический центр «Виндэк» показывают, что у потребителя никогда не возникают трудности в переналадке эксплуатируемого оборудования даже при невысокой квалификации обслуживающего персонала. В большинстве случаев переналадка даже при замене оснастки занимает не более 20 минут при условии написания новой программы и отладки.
На сегодняшний день в России эксплуатируется не менее 90 единиц тороидальных станков Ruff различных конфигураций.
К сожалению, в современной России наблюдаются невысокие темпы роста объемов производства при большой номенклатуре выпускаемой продукции, что требует гибкости производства. Именно в такой ситуации тороидальные станки Ruff являются лучшим решением!
Гибкость и удобство эксплуатации оборудования для гибкого производства. Для подобных задач большинство клиентов используют станки серии Ruff RWE Standard, Ruff RWE Micro-PC с высокой степенью автоматизации и малым временем переналадки программ. Встроенная система самодиагностики оборудования позволяет значительно снизить время на настройку оборудования. Время, необходимое на написание даже сложной программы для нового изделия, не превысит 5 минут!
Хотя и не все производители применяют станки Ruff для намотки только сложных изделий. Высокая надежность оборудования, высокая степень повторяемости ориентируют станки для намотки крупносерийных партий тороидальных изделий. Для подобных задач в большинстве случаев используют станки с простыми контроллерами, что позволяет значительно снизить затраты на приобретение оборудования.
В мае 2009 года на выставке CWIEME 2009 комания Ruff презентовала клиентам и посетителям совершенно новый контроллер для станков тороидальной намотки серий RWE и RWS. Контроллер имеет большой сенсорный дисплей, который позволяет оператору станка легко ориентироваться в программировании станка.
Программное обеспечение выполнено на базе операционной системы Windows CE, которая не требует большое времени освоения. Внедрение нового контроллера позволило компании первой предложить на рынок тороидальный намоточный станок с полностью русифицированным программным обеспечением. Ввиду этого новая модификация станка получила символичное названия – Evolution (эволюция, развитие). Среди всех Российских клиентов посетивших стенд компании Ruff станок тороидальной намотки версии Evolution вызвал большой интерес.
Намоточные станки и оборудование
SMC-1E Станок тороидальной намотки с микропроцессорным управлением и программируемым шагом обмотки.
Модель SMC-1E является достойным продолжением модельного ряда машин Jovil. Эта модернизированная машина по-прежнему обеспечивает высокую производительность и обладает надежной конструкцией. Эта модель оснащена тем же контроллером, что и SMC-1. Машина так же оснащена шаговым двигателем привода поворотного стола. Таким образом, производительность и набор функций как всегда находятся на высочайшем уровне.
Эта машина способна выполнять все необходимые операции, оставаясь по-прежнему полностью программируемой. Никаких сложных программ и трудностей управления. Оператор любого уровня подготовки легко сможет запрограммировать и начать работу с машиной SMC-1E в считанные минуты. Превосходный набор функций обеспечивает повышенную точность, стабильность и надежность работы машины.
Стандартные и опциональные возможности:
Раздельное управление скоростью заправки провода и скоростью намотки
Программируемое управление шаговым двигателем в обоих направлениях с минимальной погрешностью
Программируемый шаг намотки
Плавное изменение скорости позволяет центровать сердечник в процессе намотки
Измерение длины подаваемого провода
Возможность хранения в памяти 99 программ намотки – светодиодная индикация – встроенный счетчик числа витков – счетчик готовых изделий.
Быстрая смена обмоточных головок и поворотных механизмов Секторная намотка
Кнопочное и/или ножное управление машиной
.
SMC-1. Станок тороидальной намотки с микропроцессорным управлением и программируемым шагом намотки.
SMC 1 – станок тороидальной намотки, отвечающий современным требованиям производства. Основными преимуществами станка являются наглядность и удобство управления. Функциональные возможности станка позволяют выполнять все требуемые сегодня операции при изготовлении тороидальных моточных изделий. Возможность быстрого освоения и переналадки станка обусловлены наличием элементов индикации и оперативной корректировки режима работы. Возможность хранения программ в памяти повышает эффективность работы. Надежность обусловлена высококлассным исполнением всех узлов и деталей. Широкий выбор оснастки дает возможность точного подбора комплектации станка. Использование всех преимуществ обеспечивает эффективную эксплуатацию станка на всем периоде эксплуатации.
Стандартные и опциональные возможности:
Раздельное управление скоростью загрузки провода и скоростью намотки
Привод поворотного стола с автоматическим реверсом
Регулирование шага намотки
Плавное изменение скорости позволяет центровать сердечник в процессе намотки
Измерение длины подаваемого провода
Элементы управления лентообмотчиком.
Микропроцессорный контроллер – 99 программируемых режимов намотки – светодиодная индикация – встроенный счетчик числа витков – возможность хранения программ – счетчик готовых изделий. Элементы управления лентообмотчиками
Быстрая смена намоточных головок и поворотных столов.
Кнопочное и/или ножное управление машиной
Секторная намотка
Станок намотки трансформаторов состоит из блока управления, механизма намотки с оправкой, задней бабки, механизма перемещения края ленты, механизма настройки датчика положения края ленты, механизма прижимного вала, смоточного устройства, которые размещены на общей раме. Блок управления устанавливается на механизме намотки. Станок, предназначен для намотки высоковольтных трансформаторов вакуумных отражателей медной лентой шириной не более 400 мм.
Базовые технические характеристики
Толщина наматываемой ленты, мм 0,13
Ширина наматываемой ленты, мм 280-400
Регулируемые обороты двигателя, об/мин 0-200
Максимальный крутящий момент, кг м 5,8 Максимальный диаметр каркаса, мм 250
Количество записываемых секций 800
Дополнительные технические характеристики
Габаритные размеры, мм 1640х1170х1550
Вес, кг 300
Напряжение/частота питания 220 (+/-10%) В / 50 (+/-2%) Гц
Задняя бабка с ручной фиксацией есть
Ход задней бабки, мм 160
Ход пиноли задней бабки, мм 54
Параметры изделия Станок намоточный в комплекте:
рама
механизм намотки с оправкой
задняя бабка
механизм перемещения края ленты
механизм настройки датчика положения края ленты
механизм прижимного вала с 2-мя сменными поджимными роликами
смоточное устройство
Механизм намотки состоит из сварного корпуса, внутри которого расположены: электродвигатель переменного тока (асинхронный двигатель) (N = 1.1 кВт, n = 1500 мин-1), червячный редуктор и регулятор скорости электродвигателя переменного тока (асинхронный двигатель) – частотный преобразователь. ВНИМАНИЕ. Червячный редуктор, установленный в станке, обязан пройти 70-часовую обкатку. Во избежание перегрузки электродвигателя при обкатке пользоваться только пониженной нагрузкой. На оси вала намотки расположен диск с прорезями, управляющий работой фотодатчика. Во время технических осмотров необходимо следить за тем, чтобы диск не касался корпуса фотодатчика и был чистым, иначе возможны сбои в работе станка. На выходном конце вала намотки установлена ступица с поводком.
Механизм перемещения края ленты cостоит из основы швеллера, на котором размещены:
направляющий вал, один конец которого имеет возможность вертикального перемещения
шаговый двигатель (номинальный вращающий момент 0,16 нм, номинальный шаг 1,8º ), осуществляющий вертикальное перемещение через винтовую пару конца направляющего вала
механизм настройки датчика положения края ленты
Механизм настройки датчика положения края ленты состоит из линейки, датчика положения края ленты и индикатора. Этот механизм крепится к швеллеру – основе механизма перемещения края ленты. Датчик положения края ленты состоит из корпуса и 3-х вставленных в него оптопар. Две оптопары определяют край ленты, а одна – наличие ленты в датчике. Индикатор датчика представляет из себя коробочку с 3-мя светодиодами (желтым, зеленым, красным).
Механизм прижимного вала состоит из рамы, на которой размещены: прижимной ролик, ручка отвода прижимного ролика, фиксатор. Усилие поджима осуществляется при помощи 3-х амортизаторов (2-а регулируются при помощи соответствующих винтов).
Смоточное устройство предназначено для установки исходного рулона ленты, регулировки исходного положения края ленты и регулировки натяжения ленты.
Задняя бабка состоит из основания перемещаемого по направляющим рамы станка. Задняя бабка во время работы фиксируется зажимами к раме, для предотвращения случайного перемещения. На основании задней бабки установлена пиноль. Перемещение выдвижной пиноли осуществляется вращением рукоятки и фиксируется стопором. Для смазки рабочей части пиноли имеется масленка.
Как сделать схему счетчика обмоток трансформатора
В статье подробно рассказывается, как сделать простую схему счетчика обмоток трансформатора с использованием обычных светодиодов, а также с помощью усовершенствованной схемы цифрового дисплея. Идея была предложена одним из преданных читателей этого блога
Цели и требования схемы
- Мне нужна схема, которая считает количество витков намотки трансформатора, срабатывающего с помощью геркона.
- На самом деле я сам сделал деревянную мотальную машину.сейчас сложно запомнить количество витков. вот почему мне это нужно. он может показывать повороты с помощью 7-сегментных дисплеев или любым самым простым способом. любезно сделал это.
- Другое дело, что я собираюсь сделать регулятор напряжения ступенчатого типа на 5 кВ (с ручным управлением от 8 до 9 шагов) для домашнего использования
, какой диаметр провода мне следует использовать и каково количество витков как первичного, так и вторичного. Если возможно, разработайте и эту схему.
Конструкция
Предлагаемая схема счетчика обмоток трансформатора может быть легко построена с использованием геркона, магнита, нескольких микросхем 4017 и светодиодов, как показано ниже:
Как видно на приведенной выше диаграмме, показания для подсчет обмоток просто достигается с помощью светодиодов на трех микросхемах IC 4017, что делает сборку очень простой и без каких-либо специальных цифровых микросхем или дисплеев.
Идея проста: геркон активируется при каждом повороте обмоточного колеса, что соответствует одному числу оборотов обмотки трансформатора.
На это указывает смещение или последовательность светодиода IC1 от его контакта №3 к контакту №11, что составляет 10 отсчетов обмоток. Это означает, что светодиоды IC1 перескакивают с одного вывода на другой в ответ на каждое вращение колеса, которое соответствует одному витку обмотки.
Идентичная последовательность светодиодов IC2 в ответ на каждые 10 отсчетов обмоток, и поэтому каждое переключение светодиода с одного вывода на другой указывает на 10 отсчетов обмоток.
IC3 также сконфигурирован для реализации аналогичной последовательности, но он реагирует на каждые 10 отсчетов обмоток, что означает, что его светодиоды переходят с одного вывода на другой в ответ на каждые 100 отсчетов обмоток или 100 чисел включения трансформатора.
Короче говоря, последовательность выходов светодиодов IC1 завершается одним циклом с каждыми 10 обмотками, IC2 с каждыми 100 обмотками и IC3 с каждой 1000 обмоток. Следовательно, показанная схема имеет ограничение в 1000 оборотов, если требуется больше, чем это значение, то можно добавить дополнительные каскады IC таким же образом, как подключены IC2 и IC3.
Цифровая схема счетчика обмоток трансформатора
Если вышеупомянутая версия схемы счетчика обмоток трансформатора выглядит низкотехнологичной, можно использовать следующую высокотехнологичную конструкцию, в которой для индикации используются 7-сегментные дисплеи с общим катодом.
Идея заключается в использовании нескольких микросхем счетчиков 4033, соединенных каскадом, для получения 4-значного выходного сигнала для индикации количества оборотов, подсчитываемых в цифровой форме.
Принципиальная схема
Здесь герконовый переключатель и связанные с ним части остаются идентичными предыдущей версии светодиода и оснащены входом модуля счетчика 4033 для требуемого запуска цифр в ответ на каждый счет обмотки трансформатора.
Самодельная намоточная машина | GTSparkplugs
В моих постоянных попытках тратить время на автомобильные проекты я решил, что собираюсь сделать свою собственную версию MSD Ignition. Я видел схему многоискровой системы зажигания CDI, которую я мог бы изготовить (и изменить), поэтому при выяснении того, что мне понадобится, казалось, что мне придется наматывать трансформатор (катушку) вручную. Покопавшись на eBay и в других местах в Интернете, вы можете купить ручную или электрическую намоточную машину на основе китайского eium.Ручные намотчики выглядели очень схематично, а электрические намотчики стоили много долларов и в основном работали от 220 вольт. Бюджет некоторых других намоточных машин с ЧПУ и более высокого класса был действительно невысоким. Затем над моей головой загорелась лампочка (лампа накаливания и немного тусклая). У меня почти все детали, давайте сделаем моталку для намотки катушек (рекурсивный проект).
Итак, вот и моя намоточная машина, во всей красе. В основном это для сердечников ETD-29 и ETD-39, но вы можете модифицировать держатели, чтобы установить практически все, что вращается.
Обратите внимание, что это не высокоскоростная, а низкоскоростная простая в использовании модель.
Детали
Металлолом разный и уголки. Я использовал в основном весь оставшийся алюминий. Многое из этого было довольно обычным, но пара деталей была довольно толстой, но и этого можно было избежать.
Двигатель – мотор-редуктор Hurst Series T 30 об / мин. Вы можете найти их на eBay по цене от 20 долларов. Ключевым моментом здесь является то, что это низкоскоростной мотор-редуктор, он будет иметь большой крутящий момент и не глохнет.Вы можете найти их во всем диапазоне оборотов, у меня были 30 и 60 оборотов в минуту, и я выбрал более медленные. Для их запуска требуется конденсатор, поэтому, если вы используете двигатель, вам нужно будет выбрать подходящий размер, чтобы он все работал. Моторы также реверсивные, что очень приятно. Обратите внимание, что этот двигатель имеет вал диаметром 1/4 “D”, который приятен, и его легко установить.
Переключатель и проводка, если требуется включение / выключение и т. Д.
Гайки и болты разных размеров. детали булавкой, использовались некоторые причудливые застежки для раковины, но они не нужны вовсе.
Цифровой счетчик (около 15 баксов от Amazon) поставляется со всем необходимым, включая аккумулятор и магнит!
1/4 “Вал, муфты и подшипники были взяты у компании под названием (Servo City). Все детали были для привода 1/4”. У них есть как круглый стержень, так и стержень в форме буквы «D». Я взял по одной штуке длиной 12 дюймов. Вал в форме буквы «D» лучше, так как вам не нужно проворачивать какие-либо предметы, чтобы они не вращались. Несколько других кусочков от них. Некоторые были не нужны, но сделаны для лучшей сборки.
Необходимые инструменты
Пила по металлу
Кусачки / зачистки
Отвертки
Шестигранные ключи
Dychem Red (я использовал это, потому что он хорошо пахнет)
и т. Д.
Прокрутите вниз (МНОГО ИЗОБРАЖЕНИЙ)
Куча деталей
Вот с чего я начал (ну в основном). У меня была куча пластин шириной 4 дюйма, некоторые – 3/16 дюйма, а некоторые – 3/8 дюйма. Затем добавили кучу хороших толстых углов, и у меня было достаточно, чтобы что-то сделать. Размеры, которые я придумал, были довольно произвольными. и сделайте их по размеру вашего материала.Катушки довольно маленькие, с которыми я собирался работать, поэтому был выбран размер, который подходил для материала, который у меня был. Некоторые детали, как уже упоминалось, мне пришлось купить, например, цифровой счетчик и немного оборудования от Servo City.
Основание для резки ленточной пилы Dewalt
Измерял грубые размеры, а затем нарезал металл на отрезки 12 дюймов x 4 дюйма из алюминия 3/16 дюйма. Обратите внимание на точную маркировку Sharpie ™.
Боковые пластины
Редукторные двигатели Hurst обычно имеют подшипник, который выступает (верхнее фото) примерно на 1/4 дюйма.У меня была пластина 3/8 дюйма для этой стороны, поэтому мне не пришлось отодвигать двигатель, чтобы он не торчал в область намотки. Его сделали 5 “x4” x3 / 8 “
. Это действительно не имело значения, но у меня был какой-то лом, поэтому я использовал более толстый для стороны двигателя (только виден верхний левый угол). Другая боковая пластина была сделана размером 5 “x4” x3 / 16 “. Используя ПРОДВИНУТЫЕ методы обработки, я скругил края, чтобы не порезаться краями.
Приведение в квадрат и сверление
Для обеих сторон я пригнал их к скобам и установил их заподлицо на верхней части опорной плиты.Затем разметили отверстия. Обратите внимание, что в отверстиях будет некоторый люфт (сверление немного больше, чем крепеж 1/4 дюйма), так что все можно настроить, чтобы добиться идеального результата. Сварочные тиски здесь – хороший помощник.
Маркировка и установка боковых пластин
Самая квадратная линия, которая у меня есть, – это сторона нижней пластины, поэтому я использую ее, чтобы попытаться получить квадрат перед сверлением угловых скоб. Это важно, поскольку вы хотите, чтобы и пластина двигателя, и пластина заднего подшипника были параллельны друг другу.Здесь помогает использование маленького квадрата. Снова просверлив в кронштейнах небольшое отверстие большего размера, это поможет внести некоторые коррективы.
Монтаж двигателя
После того, как боковые пластины установлены, снимите пластину двигателя и сделайте монтажную схему для используемого двигателя. Моторы Hurst имеют красивую компоновку, которую вы можете найти на сайте HURST, вот вам и мотор-редуктор Model T. Сделайте такой для вашей модели мотора. При настройке двигателя примите во внимание высоту выходного вала и то, как это повлияет на то, как катушка может удариться о нижнюю пластину.Я утопил болты крепления мотора просто для удовольствия, но в этом нет необходимости.
Принимая это за спин
После некоторого взлома я сделал пару снимков с намоткой. Педальный переключатель делает это действительно приятно, не нужно возиться с переключателем, просто установите направление и жмите на газ!
Проект был сделан в моем гараже без ничего более сложного, чем небольшая настольная ленточная пила. Ножовка по металлу, лобзик тоже подействовали бы. Принесите дрель и несколько других бит, и это несложный проект.Стоимость металла может быть единственной проблемой, если у вас нет кучи лома, я бы ожидал около 40 долларов за это, добавьте еще 60 долларов или около того на двигатель и остальные детали, и все готово. . Также много мест, где можно сэкономить, пропустить счетчик, получить подержанный двигатель, без подшипников и т. Д.
Мне очень понравился этот проект, надеюсь, моя катушка обмотки тоже получится …
Счастливой езды и ПОЛУЧИТЕ их проекты Выполнено!
Крепление подшипника
Я подумал об этом некоторое время, и, поскольку вещи не очень точны между двумя боковыми пластинами, я придумал простой способ пометить подшипник.Я использовал одну из муфт 1/4 дюйма и набил самое большое сверло, которое смог найти, которое подошло бы и подключило двигатель (с конденсатором), и придал пластине квадратную форму, которую нужно было просверлить. Переместил его, пока сверло не отметило красную дихему. и я надеялся, что я был довольно близок … на самом деле это было для разнообразия!
Последним шагом было использование того же сверла для просверливания отверстия, где была маркировка. Это было плотно для 1/4 дюйма вал, но затем предоставил способ отметить место для подшипника. Если бы у вас не было такого подшипника, как я, думаю, можно было бы просто покататься на нем по толстому алюминию с каплей масла.
Устройство намотки рулонов Почти готово
Металлические работы почти завершены. Еще немного предстоит сделать, но вы можете увидеть, как это обретает форму. Внизу какие-то запчасти от Серво Сити. Я также использую круглый вал, как уже упоминалось, у меня также есть D-образный вал. Еще одна приятная вещь в размере вала 1/4 дюйма заключается в том, что вы можете использовать ручку с установочным винтом из старых электронных проектов, чтобы помочь скрутить или вытащить вал, что вам придется сделать.
Получите вал
Если вы используете D-образный вал, вы в хорошей форме… возьми. Если вы используете круглый вал 1/4 дюйма, вам может потребоваться подпилить небольшую плоскую поверхность, где он входит в муфту двигателя. Если вы этого не сделаете, установочные винты будут оставлять отметки на круглом валу, и будет больно вытащить из подшипника. Это также позволяет легко заблокировать вал без вращения.
Подключение переключателя
Используя то, что я нашел переключатель DPDT, вам нужен только переключатель SPDT для прямого и обратного хода. Я припаял конденсатор и выключатель, используя термоусадочные трубки на всех соединениях, а затем обмотал конденсатор изолентой для дополнительной защиты.Не показано устройство для снятия натяжения, которое я сделал для шнура, который предохраняет вещи от выдергивания в случае аварии.
Настройка счетчика оборотов
Я использовал счетчик, который я взял на Amazon, использовал кусок уголка и вырезал для него прорезь, а просто использовал имеющийся болт, чтобы удерживать его. Размер алюминиевого уголка не был достаточно длинным, чтобы удержать все это, но все же достаточно хорош. Катушка звукоснимателя для счетчика также была прикреплена к одному из болтов сбоку. Подборщик должен находиться в местах, куда направляется вращающийся магнит, и не должен быть очень близко, достаточно близко, чтобы регистрироваться для каждого поворота.Одна проблема заключается в том, что если у вас нет на чем его установить, и вы просто приклейте его к валу, он может насчитать 2 оборота, если вы не отрегулируете звукосниматель немного дальше, это довольно чувствительно.
Держатели для катушек
Для EDT29 я использовал несколько более длинных болтов с шестигранной головкой в 1/4-дюймовых муфтах, чтобы они не скручивались. Я также нашел кусок небольшой трубки, который входит в формирователь катушки EDT29. немного болталась на валу 1/4 дюйма, поэтому я добавил немного синей ленты, и кажется, что он отцентрирован и зафиксирован.
Формирователь катушек EDT39 был достаточно большим, чтобы использовать обрезок 1/2 дюйма, который я вырезал, чтобы поместиться внутри формы. Он центрирован и прикручен к валу болтом с шестигранной головкой.
Оба кажутся довольно прочными ! Для вала D-образной формы это приятно и легко использовать, поскольку болты с шестигранной головкой можно затягивать пальцем и они не крутятся. На катушку также не образуется сумасшедшая нагрузка.
Ножной переключатель «Сделай сам» – ключ к успеху!
Для портативного стола для ленточной пилы, который у меня есть, мне понадобился ножной переключатель, чтобы управлять им.Итак, в рамках еще одного проекта я сделал ножной педальный переключатель DIY. Казалось, что он также отлично подойдет для намотчика катушек. Позволяет обеим рукам быть свободными и быстро останавливаться, если что-то попадает в перекрестную рану. Вы также можете забрать их на Amazon.
Машина для намотки тороидального трансформатора, машина для намотки тороидального трансформатора Производители и поставщики на everychina.com
Машина для намотки катушек с ЧПУ, машина для тороидальной намотки трансформатора тока, машина для намотки трансформатора
Pingxiang Volmet Импортно-экспортная торговая компания., ООО |
Простое управление + высококачественный автоматический станок для намотки трансформатора тока
Volmet Import and Export Trading Co., ООО |
Мини-солнечный тороидальный трансформатор для преобразователя / освещения
Компания Tianjin Grewin Technology Co., ООО |
Тороидальная намоточная машина с трансформатором тока
Шанхай COCO Industry Limited |
KMN302015 Finemet Тороид Ленточная обмотка Ферритовый сердечник Железная основа Нанокристаллический сердечник трансформатора
Компания Zhuhai King Magnetics Technology Co., ООО |
Тороидальная машина замотки катушки трансформатора с утверждением
ИЭК CE ISO9001Компания Tianjin Grewin Technology Co., ООО |
SRH99-1CNC Тороидальный трансформатор UPS COIL Winder machine
Компания Laiwu LASKA Plastic Machinery Co., ООО |
Машина для намотки тороидального трансформатора для промышленного электрооборудования
Компания Tianjin Grewin Technology Co., ООО |
Трансформатор тороидальный
Компания Tianjin Grewin Technology Co., ООО |
Намоточная машина Тороид
Ozma CNC Equipment Co., ООО |
Отправьте запрос «Машина для намотки тороидального трансформатора » за минуту:
200-миллиметровый станок для намотки катушек с ЧПУ
200-мм мотальная машина с ЧПУ MK5
Как и предыдущие модели, MK5 идеально подходит для тех, кому нужно производить небольшие партии катушек или индивидуальные разовые катушки.
Для электронных проектов можно намотать широкий спектр различных катушек.
Дополнительные опции теперь включены в полностью собранную машину, которая раньше предлагалась в качестве дополнительных на MK4, но большинство клиентов все равно приобрели эти дополнительные опции, поэтому мы подумали, что можем также встроить их сейчас как стандартные элементы, такие как C5 прецизионная ШВП и комплект ES / Limit.
В MK5 был добавлен ряд новых функций, в том числе новая 3-я ось, которая позволяет перемещать направляющую проволоки на подающем устройстве вперед и назад в программном обеспечении, защитный кожух, кнопки, которые взаимодействуют с программным обеспечением и обновлены. бортовой БП.
Особенности сборки машины* Шарико-винтовая передача высокого класса C5 используется вместе с прецизионными подшипниками C5 в сочетании с муфтами против люфта на каждой оси.
* Низкопрофильные рельсы в стиле Hiwin для плавного хода без нежелательного бокового смещения.
* Все алюминиевые пластины имеют действительно привлекательную отделку, а также прошли абразивоструйную и окислительную обработку.
Использование твердых, толстых 10-миллиметровых пластин создает стабильную раму с повышенной точностью, ни одна из ваших дешевых пластин для придания машине фантастического вида, использованной в этой конструкции!
* Все машины теперь оснащены двигателями с замкнутым контуром как на податчике, так и на узле шпульки.Это увеличивает крутящий момент, точность, скорость и отсутствие потерь шагов. Возможны скорости выше 2000 об / мин, но, как обычно, мы всегда играем осторожно и рекомендуем 2000 об / мин в качестве максимальной скорости!
* Сертификат CE и соответствие RHOS. Декларация включена в руководство по установке.
* Встроенные функции безопасности, такие как аварийный останов, концевые выключатели и защитный кожух.
* Прецизионные патроны ER25 с низким биением по сравнению с сверлильными патронами.
* Вращающаяся задняя бабка, которую можно зафиксировать на прецизионной низкопрофильной направляющей.
* Удобная направляющая для проволоки с использованием керамических шкивов, регулятора с войлочной подушечкой и держателя сопла.
* Недорогой, точный станок, который позволяет полностью контролировать каждую ось вплоть до градуса в соответствии с вашей схемой намотки с использованием нашего механизма сценариев в программном обеспечении.
* Бесплатное программное обеспечение для Windows для управления машиной через USB.
Автоматизированные опции для традиционной намотки, а также два разных механизма сценариев, которые позволяют создавать инкрементные рецепты или абсолютные рецепты.
* Поставляется с новой платой ARM Controller MKII и последней версией прошивки.
Это контроллер, специально разработанный для работы с нашими машинами для намотки катушек, и его больше нигде нет.
- Размеры опорной плиты ширина 700 мм x глубина 300 мм
- Макс.диаметр (высота) шпульки 110 мм
- Максимальный ход податчика около 200 мм
- Максимальная скорость с шаговым двигателем с замкнутым контуром 2000 об / мин
- Податчик Максимальное разрешение 0.0003125 мм
- Диапазон проволоки 0,01–0,5 мм (для однослойной проволоки поддерживаются большие размеры проволоки)
- Шаговый двигатель с замкнутым контуром на катушке и двигателе подачи
- 3-я ось с электроприводом для перемещения направляющей для проволоки
- Ручное натяжное устройство для фетровой проволоки
- Малый ход вне Цанговые патроны ER25
- Шпулька в сборе на скользящих канавках опорной плиты и может регулироваться.
- USB, управляемый с помощью программного обеспечения Windows (поддерживаются XP и Windows7, Windows 8.1 и Windows 10)
- Регулировка степени на двигателе со скоростью до 1 об / мин
- Ручной регулятор скорости, который позволяет изменять скорость с помощью внешнего регулятора как на шпульке, так и на подающем устройстве рычаги, что позволяет калибровать и находить подходящую скорость намотки.
- Бесплатное обновление прошивки и бесплатное программное обеспечение Windows.
- 12 месяцев возврата к базовой гарантии.
В основном он должен покрывать большинство задач для малого бизнеса / хобби.
Если вам нужна машина для проволоки большего диаметра и большего крутящего момента на двигателе шпульки, пожалуйста, свяжитесь с нами, и мы сможем предложить машину, изготовленную на заказ, в соответствии с вашими потребностями. http://www.ukcnc.net/index.php/custom-machine-building/
Двигатели с двумя шпульками.
В большинстве шпулек вы просто устанавливаете один конец шпульки в патрон, который вращается с помощью основного двигателя шпульки, а другой конец – во вращающуюся заднюю бабку.
Но если у вас есть тонкий сердечник, который можно намотать, который может перекручиваться при намотке, то двойной шпульный двигатель – это вариант, который остановит это и сделает это намного проще.
Оба двигателя синхронизируются через контроллер, и мы подключим его по новым заказам вместе с тормозной цепью, чтобы все было в порядке и порядке.
Ниже приведено видео, на котором показан небольшой провод двойного двигателя, намотанный на 0.Оправка 5 мм. Намотываемый провод 0,0762 мм и 0,2286 мм.
Также еще одно видео, показывающее, как наматывается плоский провод из нержавеющей стали.
Внизу страницы есть другие видео.
Форсунки
Мы поставляем форсунки с рубиновыми наконечниками следующих размеров. 0,3 мм 0,6 мм 0,8 мм 1,2 мм
Комплект конуса катушки
Машина оснащена 10-миллиметровым верхним стержнем, который позволяет устанавливать небольшие катушки, а также используется в качестве направляющей для вертикально установленных катушек.Комплект конуса для катушки позволяет устанавливать катушки большего размера. Внутри конусов установлены игольчатые подшипники для более плавного хода.
Натяжитель проволоки
Машина оснащена очень простой системой натяжения фетровой проволоки, позволяющей снизить цену. Для проволоки меньшего размера катушку с проволокой можно положить сбоку, а затем проволоку продеть через верхнюю планку в заднюю часть узла подачи. Затем он пройдет через фарфоровое направляющее колесо, через набор войлочных натяжителей и через рубиновое сопло.На фото натяжитель установлен на собственной стойке и стоит в стороне от машины. В обоих случаях проволока снимается с катушек, установленных вертикально, и продвигается через устройство для натяжения проволоки. Затем проволока входит в заднюю часть узла подачи и выходит через рубиновое сопло. На втором фото рубиновое сопло еще не установлено. Сейчас у нас есть наборы для натяжения магнитной проволоки, которые можно приобрести в нашем интернет-магазине.
Запасные войлочные подушки и опорный рычаг
Теперь мы предлагаем комплект запасных фетровых прокладок, который также включает опорный рычаг для клиентов, наматывающих тонкие или гибкие сердечники.
Включая
Подушечки 4 x 25 мм с металлической подложкой
Подушечки 4 x 20 мм с металлической подложкой
1 кронштейн для держателя сопла 200 мм.
Шпулька звукоснимателя для гитары
Теперь у нас есть шпульная пластина звукоснимателя для гитары, которую люди могут использовать с 200-миллиметровой намоточной машиной.
Эта шпульная пластина точно такая же, как и пластина, поставляемая с ЧПУ для намотки катушек для гитарных звукоснимателей, и имеет те же самые многочисленные резьбовые отверстия M4 для установки различных шпулек для гитарных звукоснимателей.
Основное отличие заключается в том, что диаметр среднего отверстия составляет 8 мм, и мы можем поставить его с валом 8 мм и цанговым патроном.
200-миллиметровая намоточная машина управляется через USB-порт ПК под управлением Windows вместе с нашим специальным программным обеспечением, которое поставляется БЕСПЛАТНО.
Как видите, у него есть специальная база данных и графический интерфейс для обычных катушек и звукоснимателей для гитары.
Шаг разрешения системы намотки 200 мм составляет 0.0003 Шаг разрешения 125 мм с рекомендуемым минимальным шагом 0,01 мм
Программа рассчитает ближайшее количество слоев на основе выбранного вами шага, чтобы вы могли увидеть, насколько вы близки к исходному.
Игра с программой, вероятно, будет иметь больше смысла, чем я пытаюсь объяснить!
Также программное обеспечение поставляется с кнопкой заполнения, которая загружает встроенную базу данных с набором стандартных катушек для звукоснимателей по умолчанию.
Вы также можете сохранять и удалять свои собственные шпульки.
Также эта машина все еще находится в разработке, поэтому ожидайте обновлений программного, микропрограммного и аппаратного обеспечения, поскольку мы стремимся улучшить ее. Хотя обновления программного обеспечения и прошивки останутся бесплатными, любые изменения оборудования будут производиться за дополнительную плату, если вы решите обновить свою машину.
На скриншоте выше показан ручной режим.
Здесь вы можете использовать ручку на блоке контроллера и вручную управлять скоростью шпульного двигателя, направляя проволоку вручную.Это позволяет использовать машину как традиционную намоточную машину.
Но теперь вы также можете вручную управлять скоростью как шпульки, так и двигателя подающего устройства, используя элементы управления вкладки «Автоматическая намотка катушки».
При использовании ручного контроллера с вкладки «Автоматическая намотка катушки» не рекомендуется постоянно запускать машину с ручным контроллером скорости. Это просто инструмент для калибровки, который позволит вам определить наилучшую скорость для намотки конкретной шпульки с проволокой, которую вы используете.Как только вы найдете скорость, подходящую для комбинации шпульки и проволоки, вам следует переключиться в автоматический режим для полной намотки.
С новым программным обеспечением теперь вы можете использовать функции, которые были доступны только на 200-миллиметровом намоточном устройстве.
Это включает в себя инкрементный механизм сценариев и абсолютный механизм сценариев, который позволит вам создать список команд для выполнения комбинации причудливых обмоток.
С новым контроллером Winder ARM MKII теперь у нас есть встроенная флэш-память, которую можно использовать для буферизации множества небольших команд.Это устраняет любые небольшие задержки, которые могут быть вызваны задержкой связи USB.
В отличие от стандартного механизма сценариев, который представляет собой инкрементное позиционирование для каждой команды, это абсолютное позиционирование для каждой команды.
Его можно использовать для выполнения различных шагов не только до уровня поворота, но и до уровня ступени.
Ниже приведено видео, показывающее множество небольших движений, создающих сенсорную катушку с переменным шагом, которые выполняются на уровне ветра и градуса.
Мы также добавили в программное обеспечение 3D-симулятор намотки катушки.
К сожалению, этот симулятор будет работать только в Windows 10, но остальное программное обеспечение будет нормально работать в Windows XP и более поздних версиях.
Симулятор позволяет проверить форму катушки перед намоткой.
Пожалуйста, загрузите и ознакомьтесь с последними версиями программного обеспечения со страницы загрузок
Приложение UWP для Windows 10 / Интернета вещей
Также приложение Windows 10 / IoT UWP
Это приложение UWP в настоящее время находится в стадии бета-тестирования и пока ограничено только автоматической намоткой.
Но прелесть этого программного обеспечения в том, что его можно развернуть на плате SBC под управлением Windows 10 Core, такой как Raspberry Pi, это полностью устраняет необходимость в полном компьютерном оборудовании для связи с устройством намотки катушек.
Всю информацию о приложении UWP можно найти здесь – http://www.ukcnc.net/index.php/uwp-software/
Мы разработали новую плату контроллера, которая использует быстрый процессор Arm Cortex M4 и предоставляет машине множество улучшенных функций.
Все машины, отправленные с января 2018 года, будут поставляться с новым контроллером Arm Controller MKII.
Возможны варианты обновления для старых машин.
Обратите внимание, что эти новые функции все еще находятся в тестовом режиме и будут корректироваться в программном обеспечении / прошивке по мере их тестирования и получения отзывов.
Новый контроллер ARM MKII по-прежнему обладает всеми функциями исходного контроллера, но со следующими улучшениями:
- Ручная шкала регулятора теперь встроена в печатную плату.
- Выходы, которые можно переключать на 5 В для управления различными периферийными устройствами.
- 8 входов, 3 из которых предназначены для ограничения / возврата в исходное положение и аварийного останова.
- Высокоскоростные импульсные поезда.
- Оптоизолированные входы можно переключить на использование 5/12 Вольт.
- Встроенная флэш-память, которая может использоваться для буферизации до 130000 команд. Это позволяет отправлять на контроллер очень небольшие движения без задержки между ними из нового программного обеспечения Absolute Scripting Engine и создавать причудливые обмотки.
- Fram-память также встроена для алгоритма оптимизации флэш-памяти.
- Разъемы Jtag для обновления прошивки.
Волновая намотка пары катушек от Джерри.
Сделал специальную насадку, которая шла на место насадки. Приставка подала проволоку вплотную к шпульке и слегка надавила на шпульку, когда она наматывалась. Никакой соединительной проволоки или клея не использовалось, и он самоподдерживался при намотке.
Джерри также снял пару отличных видеороликов, объясняющих работу машины и показывающих, как делать волновую намотку с помощью скриптового движка.
Поскольку в новом станке используются сдвоенные двигатели и комбинация нашего специального программного обеспечения / прошивки, мы можем выполнять идеальную интерполяцию между каждой осью, которая очень точно прокладывает провод.
Поскольку у вас есть полный контроль над двигателем шпульки и двигателем податчика до уровня градуса, вы можете выполнять некоторые причудливые намотки, а также изменять шаг, как показано на видео ниже.
Некоторым видео уже несколько лет, и они показывают старую модель машины.Но скорость и точность остались прежними, и, во всяком случае, более новые модели стали более точными.
Также старая машина имела двигатели с разомкнутым контуром, но новые модели последних двух лет теперь имеют более тихий мотор с замкнутым контуром.
Один из клиентов прислал нам видео о работе 200-миллиметрового намоточного станка с ЧПУ со скоростью 2500 об / мин.
На видео ниже вы можете увидеть машину, наматывающую шпульку звукоснимателя для гитары.
Вот еще пара видеороликов, на которых, Джерри, показаны изменения, которые он сделал для бифилярной намотки с использованием специального держателя сопла.
Ознакомьтесь со всеми вариантами, прежде чем инвестировать в намоточное оборудование
От многоскоростных машин до средних, больших и сверхбольших вариантов – машины для намотки рулонов бывают разных типов и категорий, выполняя широкий спектр функций.
Байшахи Дутта
В производстве электроники обмотка катушки относится к методам и технологиям наматывания электрического проводника (изолированного провода или проволочной оплетки) на катушку. Машина, спроектированная и разработанная для выполнения этих операций намотки с целью повышения экономической эффективности, точности повторяемости, качества производства и т. Д., Известна как намоточная машина.
Катушечная обмотка – дело серьезное. Речь идет не только о намотке определенного количества витков на пластиковой бобине, но и о намотке этих витков определенным образом и в соответствии с определенной схемой.Тип намотки, которую необходимо выполнить – многослойная намотка (пространственная или тесная) или намотка в ряд – варьируется в зависимости от области применения. А на высоких частотах нужно учитывать еще больше параметров.
Доступны различные типы машин
Есть много категорий намоточных машин. К одной из них относятся намоточные машины с воздушным сердечником, которые содержат пружинные катушки с заданным числом витков и способами крепления – горизонтальным или вертикальным. Они также включают антенные катушки для телекоммуникационных приложений.Эти машины обычно имеют прямоугольную или квадратную форму.
Другая машина может наматывать каркас катушки или ферритовый сердечник. Также существуют специализированные намоточные машины, которые используются для намотки тороидальных трансформаторов и небольших синфазных дроссельных катушек.
Кроме вышеупомянутых типов, дальнейшая классификация намоточных машин зависит от следующих факторов.
Тип наматываемого материала: В зависимости от материала существует несколько категорий устройств, таких как машины для намотки проволоки, машины для намотки ленты / изоляции, машины для намотки пряжи, машины для намотки фольги и так далее.
Форма катушки, на которую должна выполняться намотка: Есть две категории машин, которые подпадают под эту классификацию.
| Автоматы | Ручные станки |
| Объем производства высокий | Объем производства низкий |
| Высокая точность повторения | Низкая точность повторения |
| Можно поддерживать правильное натяжение | Невозможно сохранить правильное натяжение |
| Не требует затрат времени | Очень трудоемкие |
| Требует больших капитальных вложений | Требуется больше рабочей силы |
| Требуется низкоквалифицированная рабочая сила | Требуется высококвалифицированная рабочая сила |
Тороидальные намоточные машины
Эти машины можно разделить на четыре категории в зависимости от используемых методов намотки.
- Машины тороидальные намоточные слайдерные
- Машины ленточные тороидальные намоточные
- Машины тороидальные намоточные зубчатые
- Машины тороидальные намоточные прицепные
Линейные намоточные машины
Эти машины также можно разделить на две большие категории:
- Станки намоточные настольные (полуавтоматические)
- Полностью автоматические намоточные машины
В полностью автоматических машинах намотка, загрузка шпульки, выгрузка шпульки, захват проволоки, обрезка проволоки, скручивание, окончательная заклейка лентой и межслойная изоляция могут выполняться автоматически, как только параметры запрограммированы в машине.Все эти классификации делают очевидным, что тип выбранной намоточной машины будет варьироваться в зависимости от требований.
Намотка может осуществляться двумя способами – послойной намоткой или секционной намоткой. Намоточные машины поставляются с ленточными приспособлениями, с помощью которых на той же намоточной машине также возможна межобмоточная изоляция с помощью лент.
Почему выбирают автоматические, а не ручные версии?
«Ручных станков уже не так много. С появлением технологий используется больше автоматизированного оборудования », – говорит Скотт Херан, совладелец компании ACE Equipment Company, о текущем рыночном сценарии.
«Ручная намоточная машина обычно имеет сердечник на шпинделе, и оператор подает на него проволоку, канат или другой материал. Оператору необходимо контролировать скорость шпинделя, а затем подавать материал вручную, тем самым направляя его для управления натяжением и схемой нагрузки. Эти простые машины могут быть настольного размера или большие автономные намоточные машины, – объясняет Роланд Уэст, управляющий директор Ingrid West Machinery Ltd.
. – Электрические или автоматические машины обеспечивают низкую индуктивность рассеяния и идеальное передаточное число.Все эти параметры очень критичны для качества трансформаторов SMPS. Эти машины также обеспечивают эффективность производства и лучшее качество намотки. В ручных машинах количество витков нельзя контролировать, а также можно изменять шаг обмотки, в то время как в электрических машинах количество витков и шаг намотки можно программировать », – добавляет Уэст.
«Индустрия катушечных обмоток также претерпевает успехи в плане модернизации технологии для повышения производительности и качества.Автоматизация – одно из таких достижений, при котором линия настраивается для каждого продукта / клиента. В зависимости от требований к процессу и производительности могут быть успешно установлены крупносерийные производственные линии. Это резко снизило потребность в рабочей силе по сравнению с традиционными процессами и даже повысило производительность. Общая линия сборки катушек состоит из нескольких функциональных модулей, таких как автоматическая подача, плюс намотка, плюс лента, плюс пайка, плюс автоматическая резка. Таким образом, линия катушек может быть модульной в соответствии с конкретными требованиями.
– Сони Саран Сингх , исполнительный директор, NMTronics (Индия) Pvt Ltd
Важность натяжения в машинах для намотки катушек
Натяжное устройство машины обеспечивает правильную подачу проволоки. Ослабленный провод увеличивает конструкцию обмотки, что приводит к высокой индуктивности рассеяния, высокому сопротивлению, выходу из строя высокого напряжения и даже к возможному повреждению изоляции. «Правильное натяжение имеет решающее значение для намотки хорошей катушки.Недостаточное натяжение приводит к тому, что катушки имеют неправильную форму, становятся слишком большими и вызывают проблемы со вставкой катушек », – говорит Херан.
Во время наматывания катушки к проводу необходимо прикладывать постоянное натяжение. Постоянство и качество прилагаемого натяжения зависят от формы проволоки. В круглой катушке натяжение остается постоянным в течение одного оборота. Однако в прямоугольных катушках натяжение проволоки непостоянно и колеблется. Эти колебания происходят из-за быстро меняющейся длины пути провода.Изменяющееся натяжение может повлиять на работу вала и вызвать чрезмерные усилия, которые могут вызвать вибрацию машины и неравномерную намотку катушки. Когда это происходит, процесс исправления занимает очень много времени и также может повлиять на производительность.
Сегодня на рынке доступны различные типы натяжителей, которые помогают поддерживать постоянное натяжение проволоки во время высокоскоростных процессов намотки рулонов.
Преимущества устройств контроля натяжения проволоки (натяжители)
Устройства контроля натяжения подразделяются на три основные категории – механические, электронные и сервоуправляемые (замкнутый контур).Устройства с сервоуправлением обеспечивают лучшее время отклика. Несмотря на то, что функции этих устройств могут различаться в зависимости от производителя, они обладают определенными преимуществами. Некоторые из этих преимуществ кратко описаны ниже.
- Помогите достичь стандартов качества: Растущий спрос на жесткие допуски побуждает обрабатывающую промышленность принимать более строгие меры контроля натяжения обмотки катушки. Они зависят от устройств автоматического контроля натяжения, чтобы соответствовать растущим требованиям к качеству.
- Универсальность: Многие компьютеризированные устройства управления (с сервоуправлением) предназначены для изменения параметров в соответствии с диапазоном диаметров. Натяжение проволоки можно настроить в соответствии с требованиями.
- Помогает поддерживать эффективность процесса: Большинство устройств контроля натяжения проволоки спроектированы с учетом максимальной скорости намоточного станка, что помогает минимизировать обрывы проволоки.
Сегодня вы можете найти устройства контроля натяжения проволоки различных конструкций, размеров и технических характеристик.Однако рекомендуется обратиться к специалисту по намотке катушек, чтобы узнать больше о различных типах устройств контроля натяжения проволоки и их преимуществах, прежде чем делать большие инвестиции.
Последние инновации и технологические достижения
«На рынке доступны автоматические машины, которые выполняют все операции, такие как намотка, закрепление лентой, заделка, лужение, вставка сердечника и даже тестирование трансформатора. Это взаимосвязанные машины с автоматическим передаточным механизмом. Эти машины требуют больших инвестиций и больших объемов производства », – говорит Анил Батра, управляющий директор ITP Electronics Pvt Ltd.
По словам Херана: «Последние технологические достижения – это новые приводные системы, которые доступны сегодня. Эти приводы обеспечивают гораздо больше функций управления обмоткой катушки ».
«Технология перешла от простых ручных намоточных станков, которые имеют хорошее устройство для разматывания тонкой проволоки (подходящее только для изготовления образцов), до станков с ЧПУ, в которые подаются все детали намотки. Эти машины могут автоматически наматывать, наматывать, автоматически извлекать, наматывать несколько веретен на очень высокой скорости – все для изготовления катушек определенного типа в очень больших количествах.Тип намоточного станка определяется индивидуальными требованиями », – говорит Нишант Джайн, руководитель отдела маркетинга Anant Enterprises. «Полностью автоматические натяжные намоточные машины и изобретение двигателей с постоянным током постоянного тока являются доминирующими тенденциями на рынке в настоящее время», – добавляет Рагхунат С., управляющий директор компании Electromech.
На что следует обратить внимание, прежде чем принимать решение о покупке
«Выберите правильную конфигурацию машины, исходя из желаемого процесса и производительности. Универсальность машины – когда речь идет о работе с различными продуктами в рамках линейки машин – также важна, – говорит Сони Саран Сингх, исполнительный директор NMTronics (India) Pvt Ltd.
«Все дело в качестве и послепродажном обслуживании. Работайте с компаниями, чьи сервисные службы будут рядом, если у вас возникнут вопросы или проблемы после покупки », – добавляет Херан. «Количество и тип продукта являются ключевыми факторами. Если бюджет не ограничен, выбирайте многошпиндельные и автоматические станки », – говорит Батра.
Короче говоря, помните о следующих критериях, прежде чем делать инвестиции в машину для намотки катушек:
- Убедитесь, что используются шпульки и проволока хорошего качества.
- Эффективность производства
- Качество и надежность станка
- Наличие запчастей
- Хорошая послепродажная поддержка и обслуживание
- Время цикла и время переключения
- Оцените и сравните необходимые капитальные вложения и текущую стоимость машины (выберите машину с более низкими эксплуатационными расходами)
- Рассчитать ROI
Несколько недавно выпущенных продуктов, доступных на рынке
Компания: Ingrid West Machinery Ltd
Продукт: Намоточная машина E-300W
E-300W обеспечивает сочетание высокой производительности при низкой стоимости и современной системы управления.Новая аппаратная платформа считывает переменные и параметры в режиме реального времени, делая их доступными онлайн. Операторы, менеджеры, контролеры качества и инженеры могут просматривать оперативную информацию через Интернет из любой точки мира с любого интеллектуального устройства, такого как ноутбук, планшет или даже смартфон. Существуют различные конфигурации скорости, вплоть до 13 000 об / мин (в зависимости от версии машины). Это обеспечивает короткое время цикла для многооборотных первичных обмоток.
Основные характеристики
- Головка траверса
- Прочное основание
- Задняя бабка – с замком безопасности
- Направляющая система
- Управляется числовым ПЛК и электронным программированием
- Безопасная ножная педаль (опция)
Контактная информация: www.coilwindingmachines.eu
Компания: ACE Equipment Company
Продукт: Устройства намотки змеевиков 3-VAS и 3-VPAS для средних нагрузок
Модели 3-VAS и 3-VPAS имеют полностью закрытый корпус, монтируемый на С-образной стороне без вентиляции. Контроллер векторного привода находится в корпусе типа NEMA 1 с клавиатурой NEMA 4X. Намоточная машина спроектирована таким образом, чтобы ее можно было легко модифицировать в соответствии с требованиями заказчика по крутящему моменту и скорости.
Основные характеристики
- Привод с векторным потоком
- Регулировка скорости
- Мгновенное реверсирование
- Тяговое усилие
- Устройство безопасности
Контактная информация: www.armaturecoil.com
A машина для намотки катушек | Домой Модель двигателя Машинист Forum
Привет, Карл;Вы пробовали искать машины для намотки катушек (DIY)? Этот вопрос появился у меня довольно быстро: http://www.theprojectasylum.com/electronicsprojects/automaticcoilwinder/automaticcoilwinder.html. Я знаю, что есть и другие. Возможно, вам придется посетить форумы радиолюбителей, чтобы найти ссылки на статьи в Интернете.
Господа:Я действительно не могу сказать, хорошая это идея или нет, это не обычное решение для LinuxCNC. Я лишь немного знаком с LinuxCNC, настроив его на виртуальной машине, однако это кажется сложным подходом. Звезды еще не выровнялись, чтобы поддерживать настоящий станок с ЧПУ.Я собираюсь построить машину для намотки катушек.Я хочу использовать LinuxCNC в качестве управляющего программного обеспечения вместо дискретной электроники для управления шаговыми двигателями.
Я мог бы предложить подход с микроконтроллером, такой как Arduino. Существует приложение с ЧПУ для Arduino под названием GRBL (имя не выбрано мной), которое может быть более доступным, если вам нужно настроить его в какой-либо степени.Это решение по-прежнему требует, чтобы ПК передавал G-код в Arduino. Это не так плохо, как вы думаете, потому что вам, вероятно, понадобится второе приложение для расчета или генерации GCode на основе желаемых параметров катушки.
Кто-то выше предположил, что это может быть обработано как многопоточность, что, безусловно, возможно и может позволить упростить генерацию вашего G-кода. Вы также можете посетить открытые форумы Electronic Leadscrew, возможно, будет проще начать с такого рода решений для настройки вашего машинного кода.Это также должно позволить вам широко настраивать код контроллеров в соответствии с вашими конкретными потребностями. Также обратите внимание, что Arduino и множество других популярных решений для микроконтроллеров имеют библиотеки шагового управления, которые помогают при разработке программ.
Если вы собираетесь добавить все это электронное оборудование, зачем вам беспокоиться о левом и правом переключателях? Машина должна уметь работать в нужной области на основе кода, который вы для нее пишете.Программное обеспечение должно запускать Stepper1 для вращения шпульки с переменной скоростью, а также запускать Stepper2 совместно для перемещения направляющей проволоки, изменяя направление движения Stepper2 на основе активации LeftSwitch и RightSwitch, которые сигнализируют о достижении сторон шпульки.
Ну, у вас уже есть несколько идей. Я не уверен, что использование LinuxCNC для решения этой проблемы имеет смысл.Это нетипичная работа фрезерного или токарного станка, и мне нужна помощь, идеи или предложения, как программировать / настраивать LinuxCNC для работы на этом станке.
Чем больше вы хотите добавить функций, тем больше времени уйдет на машину. Вы можете получить то, что хотите, написав генератор G-кода. Однако может быть проще сделать выделенный контроллер.Программа должна будет подсчитать количество оборотов Stepper1 и переместить Stepper2 на соответствующее количество шагов в соответствии с размером проволоки, наматываемой на шпульку. Я бы хотел, чтобы в программе была таблица диаметров проводов в зависимости от размера, которую можно было бы ввести на страницу управления.
У меня LinuxCNC работает на старом Pentium с 3-осевой коммутационной платой и всеми шаговыми двигателями, готовыми к работе. Я искал информацию и придумываю ничего, кроме заявлений о том, что LinuxCNC можно заставить делать что угодно …Любая помощь или предложения будут оценены.
Карл
Я бы расширил ваш кругозор, ища больше примеров самодельных или самодельных намотчиков катушек. Всего несколько мгновений назад вспыхнуло много всего.Вы также можете проверить и посмотреть, есть ли у производителей стержней и катушек аналогичные потребности, и, возможно, знаете людей, которые успешно использовали ЧПУ таким образом. Вот еще несколько ссылок:
1. http://groupdiy.com/index.php?topic=52241.0
2. https://code.google.com/p/ardwinder-bumblebee-lab/
Выше приведены только два примера с использованием строки поиска: «Устройство для намотки катушек Arduino». Приехала группа по поводу “намотчика катушек LinuxCNC”. Слишком. Там много чего.
Секция экспериментатора: машина для намотки дросселей с разнесенными поворотами, декабрь 1931 г. QST
декабрь 1931 QST Таблица из содержания Воск, ностальгирующий по истории ранней электроники и извлеченный из нее.См. Статьи от QST , опубликовано с декабря 1915 г. по настоящее время (посетите ARRL для информации). Настоящим подтверждаются все авторские права. |
Есть еще много людей, которые заводят собственные катушки, будь то радиолюбительская установка или работа в лаборатории. Я знаю, что наматывал много катушек на сверло или деревянный дюбель. Эта простая катушка Намоточная машина, появившаяся в выпуске журнала QST за 1931 год, пригодилась бы дополнение к чьей-либо хитрости, особенно если окажетесь намоткой однослойной катушки, которые имеют фиксированное пространство между обмотками.Домашние магазины, такие как Lowes и Home Depot продает небольшие кусочки дуба, которые идеально подходят для такого рода проектов. Немного морилки и слой лака придадут ему настоящий винтажный вид. Используйте ваш паяльник, чтобы выжечь свое имя на основе.
Машина для намотки дросселей с разнесенными поворотами
Автор W. H. Heathcote, ZT6X
Дроссели с косой обмоткой изготавливаются легко на токарно-винторезном станке, но эти дорогие предметы редко входят в состав оборудования ветчины.Следующее описание машины для намотки разнесенных дросселей, я надеюсь, поможет радиолюбителям, а не в владении токарными станками. Большая часть материала будет найдена в ящике для мусора средняя ветчина, но даже если придется закупить весь материал, его стоимость составит незначительный. Поскольку разнесение обмоток уменьшает распределенную мощность дросселя. и, что более важно, повышает напряжение пробоя в конечных витках, где напряжение на оборот всегда самый высокий в передатчике любой мощности, время, затрачиваемое на машина того стоит.
Обращаясь к Рис. 1, можно заметить, что поперечное движение штуцера форма вдоль горизонтального стержня получается при повороте ручки по часовой стрелке. направление. Гайка припаяна к круглой пластине, через которую проходит резьбовой зазор. штанговые винты перемещают форму штуцера, количество оборотов на дюйм зависит от от числа витков резьбы на дюйм на распорной штанге.
Фиг.1
Кусок дерева размером примерно 16 “x 4” x 1 дюйм прекрасно подойдет в качестве плинтуса, и к этому привинчены два деревянных бруска, чтобы нести подшипники; это 2 3/4 дюйма (в высоту) на 3 “х 1/2”.Один закреплен на расстоянии примерно полдюйма от края доски. а другой – в 8 дюймах от первого. Другой брусок 2 1/22 дюйма по высоте, также 3 “x 1/2”, устанавливается на расстоянии 4 дюймов от второго блока, и к этому последнему блоку прикреплена круглая пластина. Главный вал представляет собой кусок стержня. 12 дюймов с резьбой на полдюйма на одном конце и 1 1/2 дюйма на другом. Цель гильзы (см. рис. 1), чтобы можно было вставить форму штуцера и снимается с минимумом хлопот.Если главный вал выйдет из гнезда на котором припаяна распорная штанга, необходимо только открутить барашковые гайки на воротнике и главном валу могут быть немедленно сняты, освобождая таким образом форма дросселя. Рукав имеет длину 4 дюйма и достаточный диаметр, чтобы позволить вал, чтобы свободно проходить. Воротник длиной около 3/8 дюйма припаивается к конец втулки, ближайший к коническому диску. Без этого воротника трубка, скорее всего, для разрезания конического диска, если он сделан из твердой резины или другого мягкого материала, особенно если для рукава используется тонкая трубка.
Рис.2
Подшипники имеют длину 1/2 дюйма. № 1 может быть деталью, аналогичной используемой. для рукава. № 2 должен быть достаточно большим в диаметре, чтобы втулка могла пройти через. Подшипники припаяны к латунным «седлам» и прикручены к ним. соответствующие опорные блоки.
Длина распорных стержней составляет четыре дюйма. Ассортимент удилищ с разными шаг резьбы позволит выбирать различные интервалы между витками.Один конец каждого стержня припаян к розетке (возможно, из старого переплетного столба) как показано на рис. 2. Следует следить за тем, чтобы осталось достаточно места, после припаивания стержней к гнездам, чтобы вал коренного подшипника надежно прикрутил в розетке. Простой способ убедиться в этом – прикрутить деревянную дощечку на полпути. гнездо, поместите его вертикально в тиски и после центрирования распорной штанги в гнезда введите припой в окружающую полость.
Круглая пластина представляет собой латунный диск 10 калибра диаметром 3 дюйма. С небольшими отверстиями. диаметром больше, чем распорные стержни, просверливаются на полдюйма от центра. В центральном отверстии просверлено отверстие, позволяющее удерживать пластину на месте с помощью небольшого болта и барашковой гайки на деревянном бруске на плинтусе. Паяльные гайки соответствующие размерам распорных стержней над уже просверленными отверстиями для эта цель.
Ручка очень простая и требует небольшого описания.На гайку припаивается сторону, ближайшую к рукаву. Тот, что показан на внешней стороне, действует как контргайка. Воротник имеет толщину около 1/4 дюйма с отверстиями, просверленными и нарезанными на противоположных сторонах. для орехов. Направляющая (рис. 2) может быть изготовлена из дерева или твердой резины. Через каждые 1/8 дюйма или 1/4 дюйма вдоль верха делаются надрезы напильником для фиксации проволоки. устойчив, когда намотчик работает. Конические диски могут быть жесткими, жесткими. резина или дерево.
На машине, описанной выше, будет только намотка длиной 3 дюйма.Два дросселя могут быть намотаны и размещены последовательно, если необходимо намотать штуцер на форму более двух дюймов в диаметре. Трубка из твердой резины или волокна, разрезанная на 4 дюйма lengths используется автором как дроссельная заслонка. После вала образуются диски и штуцер. были установлены в положение, когда барашковые гайки на втулке затянуты вверх и на при повороте ручки давление на втулку отцентрирует и затянет форму, после которую можно установить контргайкой на рукоятке стержня.
При намотке дросселей, скажем, на 100 витков, для уменьшения распределенной емкости он рекомендуется использовать распорный стержень примерно с 50 витками на дюйм и после намотки Через 25 витков удалите провод до следующего надреза в верхней части направляющей. То же процедура повторяется после каждых 25 витков намотки, в результате чего дроссель с дополнительными промежутками между секциями.
Ряд доработок напрашивается на радиолюбителей; на самом деле я сделал несколько я сам, но чтобы прояснить ситуацию, я показал и описал машина изначально построена.
УЛУЧШЕННАЯ ФИЛЬТРАЦИЯ
Многие любители не осознают, что зачастую в использовании настроенных цепей фильтров для блоков питания, так как величина индуктивности и емкость, необходимая для данной степени фильтрации, намного меньше требуемой в более распространенных фильтрах. Вот интересная информация от Франклин Оффнер, W8AJZ-W9FTO:
«Несколько дней назад я работал с W3AH, измеряя пульсации напряжения от различных комбинации конденсатор-дроссель.Напряжение пульсаций измерялось с помощью одного ма. выпрямительного типа вольтметр последовательно с 2-мкф. конденсатор. Наши результаты, правда, только указание того, что можно сделать, заставили меня поверить в то, что радиолюбители могут намного лучше, чем просто скопируйте микрофарады и генри в односекционных или многосекционных фильтрах.
Рис.3
«Мы пробовали различные комбинации следующего: конденсатор 1 мкф, конденсатор 2 мкф. конденсатор, двойной дроссель RCA 30 генри 80 мил и пара Stromberg-Carlson 250-миллиметровые дроссели 4 Генри (по 43 цента каждый) использовались просто потому, что они были доступны.С участием лучшая комбинация дросселей в схеме перебора с использованием 1 мкфд. на на входе и 2 на выходе, пульсация была около 6 вольт, от 550 вольт (каждый сторона) трансформатор, двухполупериодный, при нагрузке 100 мил. Затем схема на рис. и пульсации напряжения на выходе этой комбинации составили всего 0,8 вольта.
Очевидно, два дросселя 4-Генри и 1-мкФД. конденсаторные были последовательно резонансными, так как добавление или вычитание емкости или индуктивности вызывает большой увеличение пульсации на выходе.Вероятно, что при варьировании значений конденсатора и дроссель в последовательной резонансной части будет получена лучшая фильтрация и также путем более тщательной регулировки индуктивности дросселя «А», возможно, с помощью используя один с регулируемым воздушным зазором, чтобы комбинация резонировала точно на 120 циклов. Очевидно, что дроссель, используемый в точке «А», может иметь низкую допустимую нагрузку по току, поскольку он не имеет постоянного тока Этот момент является большим преимуществом этой схемы перед одной. использование настроенных ловушек последовательно с выходом, то есть дроссели не имеют d.c. и, следовательно, их индуктивность не зависит от потребляемой нагрузки.
Фиг.4
“Мы намерены продолжить работу над этой схемой и будем благодарны кто-нибудь еще пробует “.
Коммутация фидеров
В Октябрьской секции экспериментаторов были показаны две схемы коммутации фидера. конденсаторы от последовательного к параллельному, в одном из которых, рис.7, соединение было к сожалению опущено.Правый питатель должен быть подключен к правому лезвие переключателя; если этого не сделать, диаграмма не будет работать при нажатии переключателя в «параллельное» положение.
Было получено несколько писем от читателей, которые поймали эту ошибку, с Клемом. Wolford, W8ENH, и Роберт А. МакКоннелл, W8FJ, оба предлагают схему переключения. что довольно просто, что мы видели. Рис. 4 – это схема. Выключатель двухполюсный однопроходный, конденсаторы включены последовательно, когда открытые и параллельно закрытые.