Чертежи станков для холодной ковки. Холодная ковка своими руками станки чертежи
Cтанки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют станки при создании усадеб, интерьера и подарков. Изделия, сделанные с помощью холодной ковки, используют как украшения вместе с другими элементами декора. Чтобы заниматься холодной ковкой, нужно прилагать много усилий. Этим трудно заниматься дома. Самым легким способом считается художественная холодная ковка.
Чтобы сделать нормальное изделие своими руками , нужны будут инструменты и чертежи. Эти вещи уменьшают затраты и сокращают время изготовления. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны. Перед созданием самодельного станка холодной ковки нужно заняться проектированием. Чтобы сделать точную разметку, нужно использовать миллиметровую бумагу.
Вначале нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметричность узоров.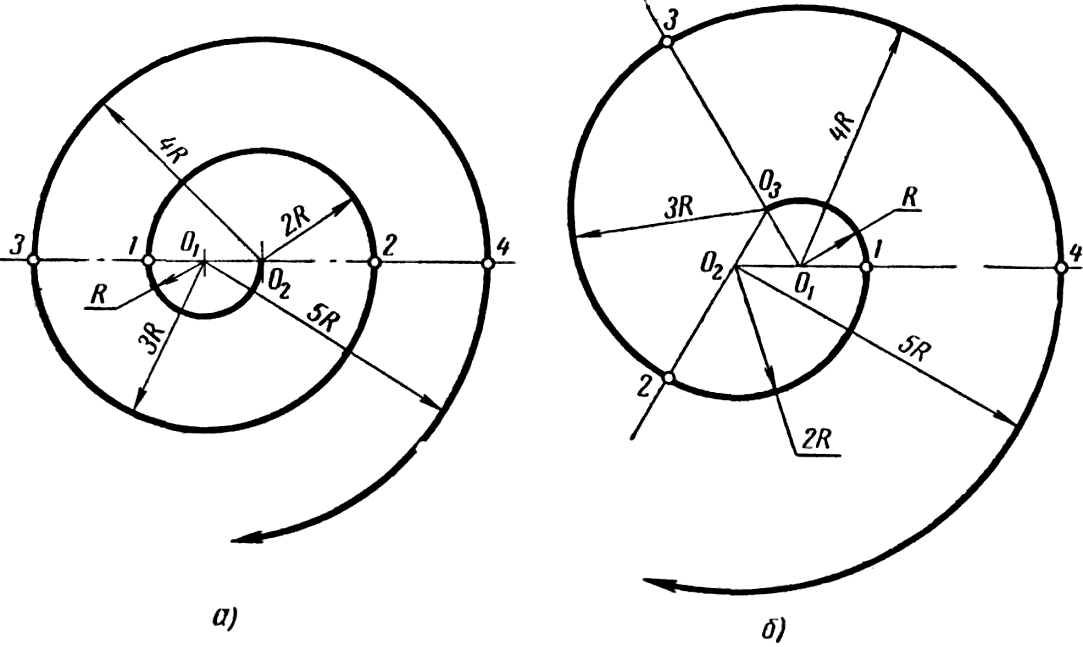
Перед началом работы всем начинающим нужно ознакомиться с видеоматериалами о холодной ковке оборудования своими руками.
Инструменты и материалы для холодной ковки :
Самым важным приспособлением для работы всегда был гнутик. Он используется при изменении формы металла. Главная функция гнутика – изгиб детали под разными углами.
Улитка применяется для манипуляций в спирали. Она является оснасткой для сгибания различных изделий, профилей и т.д. При работе с этим инструментом можно не ограничивать спираль в радиусе и сделать нужную величину.
Фонарик необходим
для сгибания материала из металла. С помощью фонарика обрабатывают прутки из металла. Благодаря приспособлению волна можно создавать волны и выгнутые куски. Применяют волну при обработке труб с круглым сечением.
Благодаря приспособлению волна можно создавать волны и выгнутые куски. Применяют волну при обработке труб с круглым сечением.Твистер имеет схожесть фонариком. При его помощи можно выкручивать прутья.
Глобус помогает создать большую дугу из профиля с толщиной до 12 мм. В конце заготовки тоже сгибаются. Это самый легкий инструмент и его довольно часто делают своими руками.
Станок для холодной ковки своими руками, чертежи
По размеру конструкции можно приварить маленькие кусочки прутков с расстоянием 5-6 см. В конструкции нужно сделать отдельные отверстия. Если лень разбираться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео. При возведении кондуктора своими руками нужно обратить внимание на виды основных работ: вытяжки, гибки и закручивания. Все эти механизмы можно объединить в одно. Во время вытяжки для изделия создается нужная форма. Лучше всего изделие пропустить через валики или пресс, из-за этого сечение исходного сырья может уменьшиться.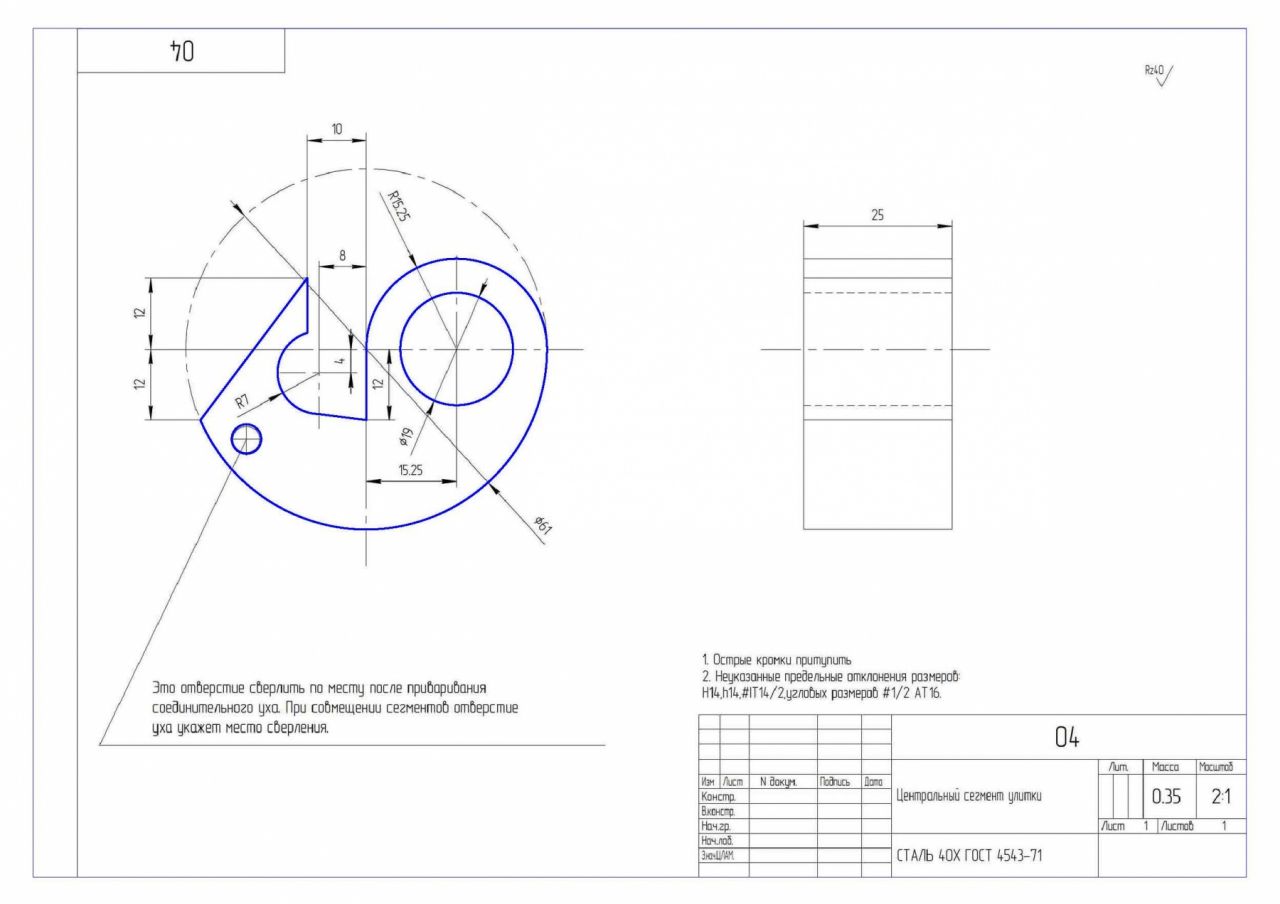
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона по чертежу;
- приваривание завитушки на стальную пластину;
- лист нужно крепить на станке в держателе;
- установление прорези и окончательная фиксация.
При создании шаблона специальный шов нужно проводить с внешней стороны, чтобы он в последующем не мешал при эксплуатации материала.
Виды станков для холодной ковки
Существует несколько видов станков для холодной ковки:
Как сделать станок для ковки своими руками?
Из-за того, что станки для холодной ковки имеют высокую стоимость, а цены зависят от производителей, многие люди прибегают к созданию таких станков своими руками.
При создании самодельного станка « Улитка » понадобится следующее:
- прутья из металла;
- стальные листы в виде полосок;
- специальная труба;
- сварка, плоскогубцы , болгарка.

Основная схема для создания станка:
- возьмите обычный листок, нанесите на него рисунок спирали, проверьте размеры для резьбы;
- при помощи болгарки, нужно сделать два отдельных листа из пластины;
Первая с параметрами 100х100 мм и вторая 130х130 мм.
- возьмите прут и полосы из стали, почистите края срезов от заусениц;
- плоскогубцами создайте изгиб стальных полос по схеме;
- приварить элементы;
- приварите стальную трубу снизу.
Вот весь несложный процесс по созданию станка для ковки из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, использованных в работе.
Как создать свой ковкий станок торсион ? Этот станок используют при закручивании спиралей в виде змейки, созданных из металла.
Инструменты для создания:
- стальной лист;
- балка;
- тиски и элементы для крепежа;
- редуктор, цепь или электромотор;
- болгарка;
- сварка.

Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных станков своими руками. Главное – это желание и усиленная работа, тогда все получится. Оборудование и приспособления для работ по холодной ковке можно купить в любом специализированном магазине.
Какие технологии и приемы используются в холодной ковке, что нужно знать о производственных операциях? Об этом – далее в нашем материале.
Сегодня большое распространение получили небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Более распространена холодная ковка своими рукам. Такая технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся довольно высоко.
Какие технологии и приемы используются таким способом металлообработки, что нужно знать о производственных операциях? Об этом – далее в нашем материале.
Холодным способом обрабатывается, в основном, металлопрокат в виде прутков, квадратов, круга, полосы или листа.
Для производства применяются особые приспособления и инструменты, причем часто они узкоспециализированные и не пригодны для работы в других направлениях.
Разогрев заготовок до ковочной температуры не предусмотрен технологией, которая использует одно из главных свойств металла – пластичность. Нагрев возможен лишь частичный в местах изгиба некоторых изделий (например, при слишком толстом металле исходного материала).
Холодная ковка металла используется для изготовления решеток, заборов, ворот, калиток (и отдельных элементов их украшений), каркасы мебели и различные детали декора.
При этом в процессе производства этой продукции металл поддается прессованию и изгибанию, что делает изделие даже прочнее, чем при горячей ковке, так как не изменяются свойства металла, а кристаллическая решетка, наоборот, упрочняется за счет сжатия.
Холодная ковка в домашних условиях довольно простой, но, в то же время, и сложный технологический процесс, который требует опыта.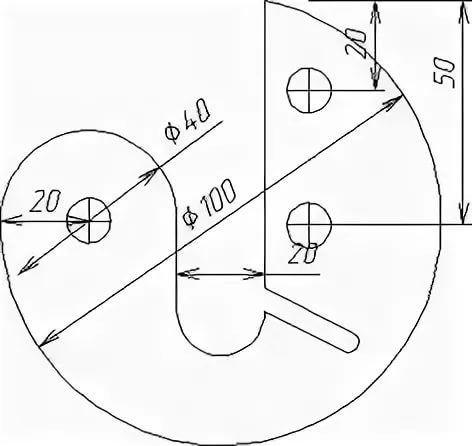 Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Что нужно знать о такой металлообработке, а также что потребуется для изготовления изделий без разогревания материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий с помощью холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подбор материалов.
- Обработка металла и изготовление деталей.
- Сборка и отделка.
Чертеж
Гибка – практически основной процесс, на котором построена холодная ковка. Перечисленные выше станки (кроме твистера и фонарика) работают по этому же технологическому принципу. Чаще всего используется улитка, которая формирует большой список разного рода завитков (вензелей, волот, спиралей и прочих).
Кручение построено на свойстве металла – пластичности и способности сохранять заданную форму. Во время такой обработки, заготовка закручивается под усилием вокруг своей оси. Обычно процедуру делают на твистере. Однако, такие элементы, как корзинки, производят с помощью фонарика. Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Он способен закрутить несколько заготовок, сформировав при этом объемный элемент.
Обычно вся обработка проводиться холодным способом, однако, иногда требуется нагрев определенных точек на заготовке. Это делают при гибке или кручении толстых деталей или же когда нужно исправить бракованные элементы. Нагревание может осуществляться в кузнечных горнах или газовым резаком до температуры 200-300 градусов, что значительно ниже ковочной температуры.
Также в холодной обработке металла используются стандартные способы: резка, рубка, шлифовка и прочие. Для этого применяют болгарки, отрезные круги, шлифовальные машины, гильотины, зубила и прочие.
Сборка и отделка
Эти два этапа завершают процесс изготовления изделий способом холодной ковки.
Сборка деталей в единую комбинацию проводится несколькими способами:
- На заклепках.
- На хомутах.
- Сварка.
Самый простой и быстрый метод собрать изделие – это электро- или газосварка (последняя используется реже).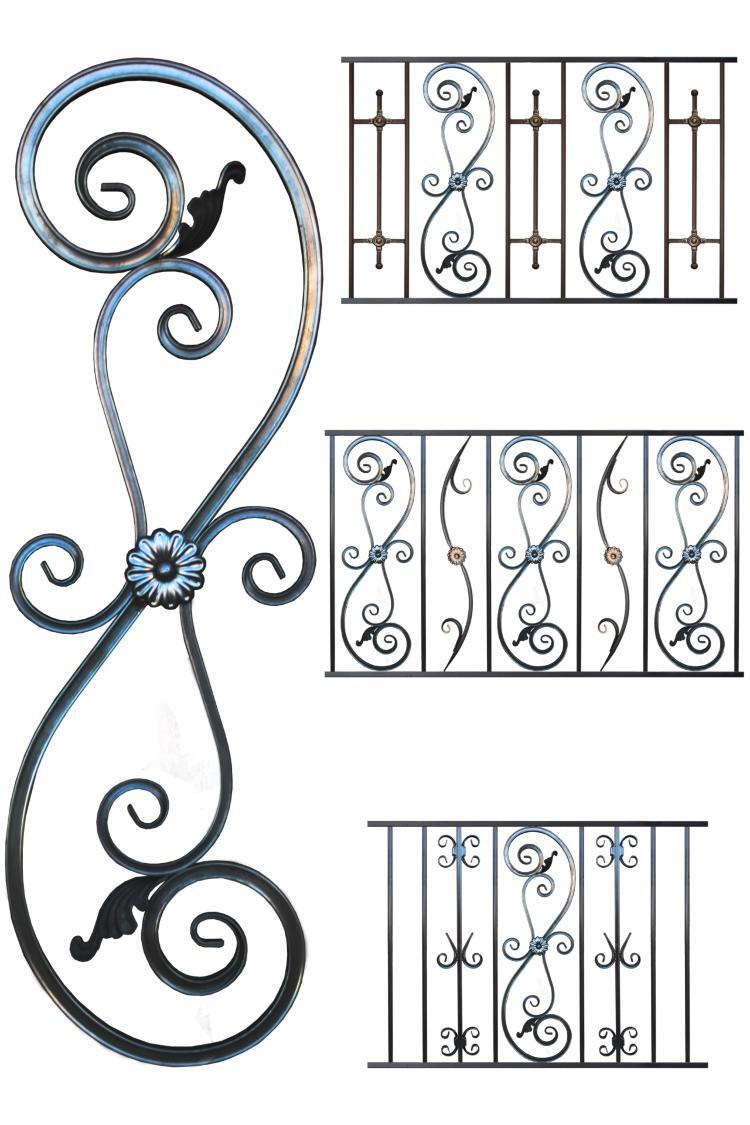
Однако, некоторые детали крепят на хомуты и заклепки, если это предусмотрено стилевым оформлением.
Ранее использовалась кузнечная сварка, которая сегодня потеряла свою актуальность из-за трудоемкости процесса.
К окончательной отделке относят шлифовку, зачистку поверхностей металла, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После чего работа считается завершенной и проводиться монтаж готового изделия по надобности.
А что Вы можете добавить к материалу этой статьи из личного опыта? Поделитесь им в обсуждениях и оставьте свои комментарии.
Металлические завитки, изготовленные методом холодной ковки, применяются для украшения элементов экстерьера.
Изделия пользуются популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.

Такой декор, а особенно готовые изделия, очень дорого стоит. Даже стандартные комплекты, поставленные на поток и продающиеся в магазинах – имеют неподъемную цену. Что уже говорить об изделиях, изготовленных по индивидуальному заказу.
Поэтому, многие домашние мастера стараются создать подобные творения самостоятельно. Тем более что «холодная ковка своими руками» не предполагает классической кузнечной технологии. Обработка материала заготовки производится без использования нагрева и работы кузнечным молотом. А значит, ее можно выполнить в домашних условиях.
Однако для подобной работы требуется специальный инструмент – гнутик для холодной ковки. Оборудование предлагается в магазинах, или изготавливается в мастерских по индивидуальному заказу. Набор для универсальной обработки металла представляет собой целый комплекс различных приспособлений.
Во-первых, это действительно уникальный инструмент, позволяющий создавать высокохудожественные изделия, без молота, кузнечного горна и наковальни.
Во-вторых, из простого металла такие приспособления не делают, иначе станок выйдет из строя при первой же нагрузке. Стало быть, качественная и прочная сталь увеличивает цену.
Рассмотрим различные самодельные приспособления для холодной ковки
Начнем с принципа работы инструмента:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. При помощи рычажного ручного, или редукторного электрического привода, происходит изменение геометрической формы.
Существует несколько стандартных приспособлений, представляющих собой шаблоны для холодной ковки.
Приспособление «гнутик».
Это усовершенствованный аналог . С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и формировать геометрические фигуры. Декоративный элемент бывает плоским или объемным, и все это делает один инструмент. С помощью гнутика можно выполнять дугу из прямой заготовки.
Приспособление твистер.
С его помощью заготовка закручивается винтом. Работает по принципу шпинделя токарного станка или патрона для дрели. Часть заготовки прочно зажимается в неподвижных тисках, а другая закручивается при помощи воротка или электропривода.
Особенность конструкции – неподвижные тиски должны иметь возможность продольного перемещения.
Деталь при скручивании уменьшается по длине, и может выскочить из крепления.
Если вместо одного прута вставить в станок пучок проволоки – можно получить объемную стальную фигуру, так называемую корзинку. Ее изготовление требует особой сноровки.
Самое популярное приспособление — улитка.
Самый распространенный шаблон для холодной обработки металла. С его помощью создаются завитки любой формы и с разным количеством оборотов. Его конструкция простая и сложная одновременно. Недостаточно просто создать шаблон нужной формы.
Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» – универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами.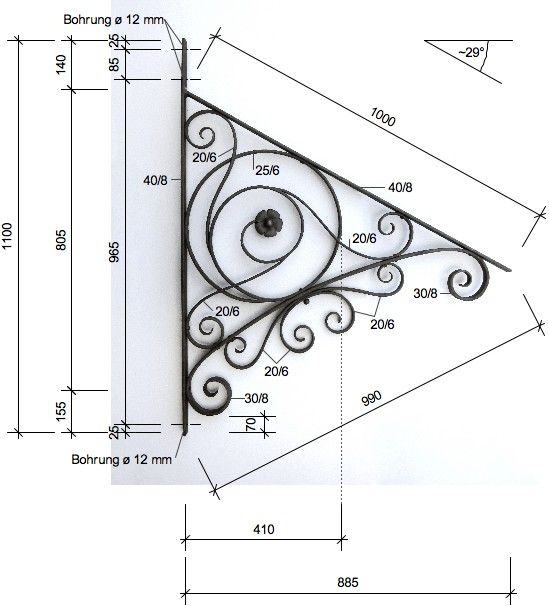 Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» – вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление – универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» – инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 – лемех улитки; 2 – основа станка; 3 – прижимной валик; 4 – рычаг для управления прижимным валиком; 5 – крепление основы; 6 – палец для фиксации лемехов; 7 – паз для прижиного валика; 8 – ось рычага управления; 9 – пружина для прижатия валика; 10 – фиксатор для заготовки; 11 – ведущий лемех улитки; 12 – основная ось; 13 – рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 – сегмент улитки; 2 – эксцентрик; 3 – ручка; 4 – основание; 5 – направляющие полозья; 6 – ось; 7 – ползун; 8 – гайка оси; 9 – ось крепления ролика; 10 – ролик; 11 – приводная ось; 12 – направляющая эксцентрика; 13 – центральный сегмент улитки; 14 – барашек эксцентрика; 15 – основная ножка; 16 – соединительный штифт сегментов улитки; 17 – корректирующий винт; 18 – соединительное ухо сегментов улитки
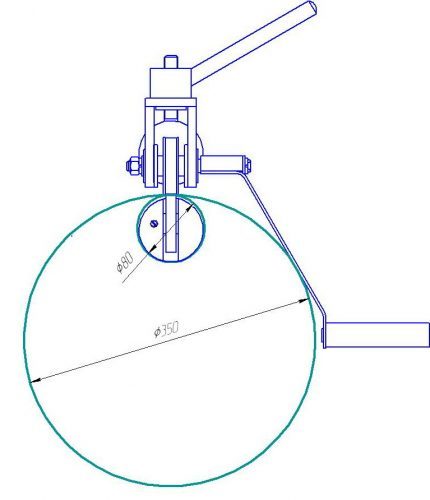
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
д.
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» – расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы – запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла – 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин.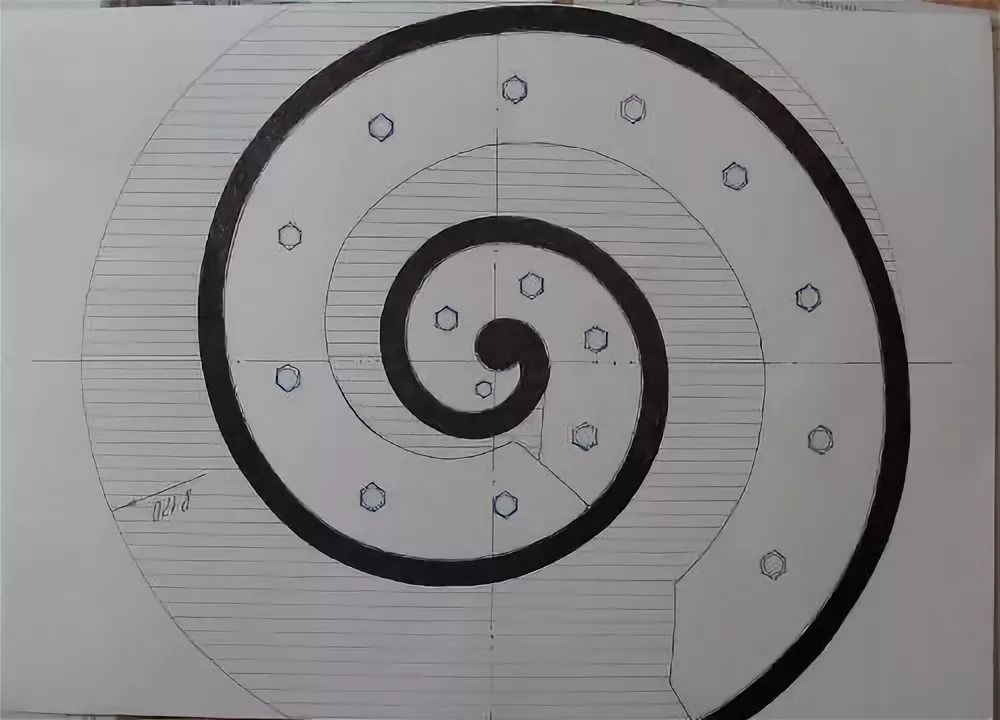 Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм – самый трудоёмкий процесс.
Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм – самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Для изготовления кованых изделий применяют два метода — холодная и горячая обработка. Первый способ отличается низкой трудоемкостью, но предусматривает наличие специального инструмента. В большинстве случаев можно изготовить станок для холодной ковки своими руками, руководствуясь стандартными чертежами.
Принципы холодной ковки металлов
Для производства металлических кованых изделий необходимо обеспечить процесс их контролируемой деформации. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала. Она состоит из зерен неправильной формы. В результате искажения структуры, которое выполняет станок для холодной ковки, происходит уплотнение и изменение конфигурации заготовки. Так как одним из условий является сохранение свойств детали — необходимо подобрать чертежи для производства станков.
Особенности холодной ковки металла, требования к приспособлениям для этого:
- возможна обработка только низкоуглеродистых сталей, которые обладают высокой степенью пластичности;
- в качестве заготовок используются прутки различных сечений;
- предварительный расчет размеров конечных изделий. В процессе их производства необходим постоянный контроль за геометрическими параметрами;
- использование различных станков для формирования нужной конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки используется ряд специальных инструментов. Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Часть из них можно сделать самостоятельно. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут выполнять несколько функций одновременно — эстетическую и эксплуатационную. Это относится к заградительным конструкциям различной конфигурации, например, волна.
Улитка для холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки типа улитка. С их помощью происходит формирование спиралевидных заготовок. Конструкция оборудования позволяет изготовить его своими руками.
Чертеж станка «улитки» можно адаптировать для производства конкретного типа изделия художественной ковки. Для этого необходимо знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрические параметры и форма исходного материала;
- планируемая производительность.
Для массового производства необходимо сделать станок для ковки с электроприводом. Если же планируется работа в домашних условиях — подойдут ручные модели.
Если же планируется работа в домашних условиях — подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит гнуть прутки большого сечения.
Для формирования различных углов необходим ручной гнутик – одно из самых требуемых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой находятся два опорных вала и движущийся упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм смещения по направлению к упорам. В результате этого действия происходит худ. обработка стального прута. Таким способом можно изготовить кованые изделия различной формы.
Особенности применения гнутика, необходимые для корректного составления его чертежа:
- предварительный расчет угла деформации;
- в конструкции можно предусмотреть дополнительную гибочную часть. Для этого следует установить еще один вращающий вал;
- монтажный узел для крепления к столу.

Для производства гнутика необходимо применять инструментальную сталь. Это объясняется большими нагрузками во время эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого следует модернизировать исходный чертеж.
Минимальный и максимальный радиус изгиба для худ. ковки необходимо рассчитать исходя из геометрических параметров заготовки.
Твистер для холодной ковки
Современную художественную ковку сложно представить без элементов, имеющих форму шнека. Для производства подобных худ. деталей предназначен твистер — самодельный станок для холодной ковки.
Особенностью этого инструмента является раскручивание прутика вдоль оси. Конструктивно чертеж станка состоит из двух частей — фиксирующей и подвижной. Деталь крепится между ними и с помощью поворотной ручки выполняется ее информация.
Эксплуатационные качества приспособления:
- расчет рычага давления для минимизации усилий по производству заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготовить детали различной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
 Это позволит изготовить детали различной длины;
Это позволит изготовить детали различной длины;Благодаря твистеру можно сделать кованые элементы для оконных решеток, стальных заграждений и т.д.
Это основной перечень станков для холодной ковки. Но кроме них применяется различное оборудование, предназначенное для создания по-настоящему худ. изделий.
В видеоматериале показаны примеры станков для холодной ковки металлов в домашних условиях:
Улитка для холодной ковки своими руками чертежи и размеры
Со времен древности человечеству известна горячая ковка. Раскаленную для увеличения пластичности заготовку подвергали формовке ударам тяжёлого молота. Так получали оружие и инструменты, домашнюю утварь и украшения.
Горячая ковка просит большой квалификации и навыка кузнеца, больших трудозатрат, материалов и сложного оборудования. Холодная ковка дает возможность делать изделия из квадратного и круглого проката, не устанавливая дорогого и громоздкого оборудования и не налаживая трудных тех. процессов.
процессов.
Метод холодной ковки
Способ состоит в применении важного свойства металла — пластичности. При посредстве самых разных оправок и механических устройств пруток выгибается в самых разнообразных направлениях, скручивается, образовывает разные объемные фигуры. В качестве повторной обработки для сцепления частей заготовок применяется сварка и слесарные операции. Станки начального уровня довольно просты и приводятся в действие мускульной силой работающего на них мастера. Технология абсолютно доступна для освоения в мастерской дома.
Самый маленький набор кузнечного оборудования для холодной металлической ковки в себя включает:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для завинчивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов по сторонам.
- Станок Улитка для ковки — используется для изготовления спиралеобразных завитков на конце прутка.

Можно ли постичь холодную ковку самому? Да, для этого необходимо иметь основные способности слесарных работ, конструирования и обработки механическим способом.
Многие домашние умельцы выполнили улитку – станок для холодной ковки собственными силами, не применяя для этого дорогих элементов.
Виды, устройство и рабочий принцип улитки
Применяется несколько вариантов популярного станка. Они все, независимо от деталей устройства улитки, применяют общий рабочий принцип. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, вынуждая принять заданную чертежом форму.
- монолитную неразборную улитку, применяющую неподвижный железный шаблон. Применяется для изготовления серий похожих изделий
- снимающуюся конструкцию — изгиб выполняется вокруг штифтов, вставляемых в отверстия на массивной плите. Подойдет для производства уникальных деталей сложной комбинаций, ограничено сечение прутка.
- Разборные улитки с вращением — более непростые по конструкции, но разрешающие получать одинаковые изделия замысловатой формы с высокой точностью
 Подойдет для производства уникальных деталей сложной комбинаций, ограничено сечение прутка.
Подойдет для производства уникальных деталей сложной комбинаций, ограничено сечение прутка.Изготовление простой улитки собственными руками
Во время работы по технологии холодной ковки прикладываются большие усилия. По этому, перед тем как сделать улитку для холодной ковки собственными руками, потребуется значительно закрепить обыкновенный верстак или выстроить новый.
Самостоятельную сборку станка нужно проводить на столешнице, выполненной из плиты толщиной как минимум 4 мм. Дальше для производства самодельной улитки для холодной ковки понадобится чертеж. На него необходимо нанести контур грядущего изделия, и включить по внутренней стороне этого контура формы неразборного шаблона или сегментов разборного.
Как выполнить улитку для холодной ковки
Дальше будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
 youtube.com/embed/ ></p>
<p>В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.</p>
<h4>Монолитная неразборная улитка</h4>
<p>Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.</p>
<p” both=””>
youtube.com/embed/ ></p>
<p>В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.</p>
<h4>Монолитная неразборная улитка</h4>
<p>Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.</p>
<p” both=””>
Основание диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка. Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями.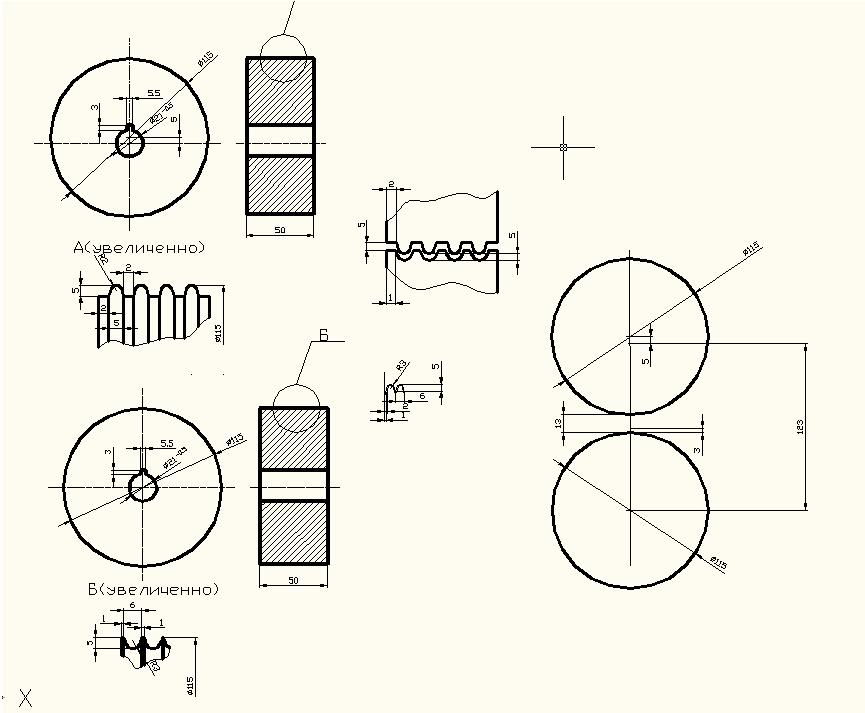 Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.
Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.
Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец. Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.
Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской. Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Теперь можно, переставляя крепления из отверстия в отверстие, изготавливать завитки различных радиусов.
Чертежи улитки для ковки
Начинающие мастера часто пренебрегают важностью этапа конструкторской проработки и делают шаблоны для холодной ковки на глазок. Этого может быть достаточно, чтобы «почувствовать металл» и понять суть процесса своими руками.
Чертеж улитки для ковки
Но если вы хотите в результате получать красивые изделия, а тем более, если задумали выпуск серии одинаковых элементов- то при изготовлении станка не обойтись без точных расчетов всех параметров — углов и радиусов сгиба, моментов вращения, предельных усилий и других. Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
самодельный по чертежам своими руками
Кузнечное дело в любое время считалось весьма полезным занятием. С его помощью можно было изготовить изделия как для работы, так и для украшения дома. К счастью, оно не потеряло своей актуальности и в наши дни. Только теперь процессы более механизированы, использование для них специального оборудования стало обязательным условием.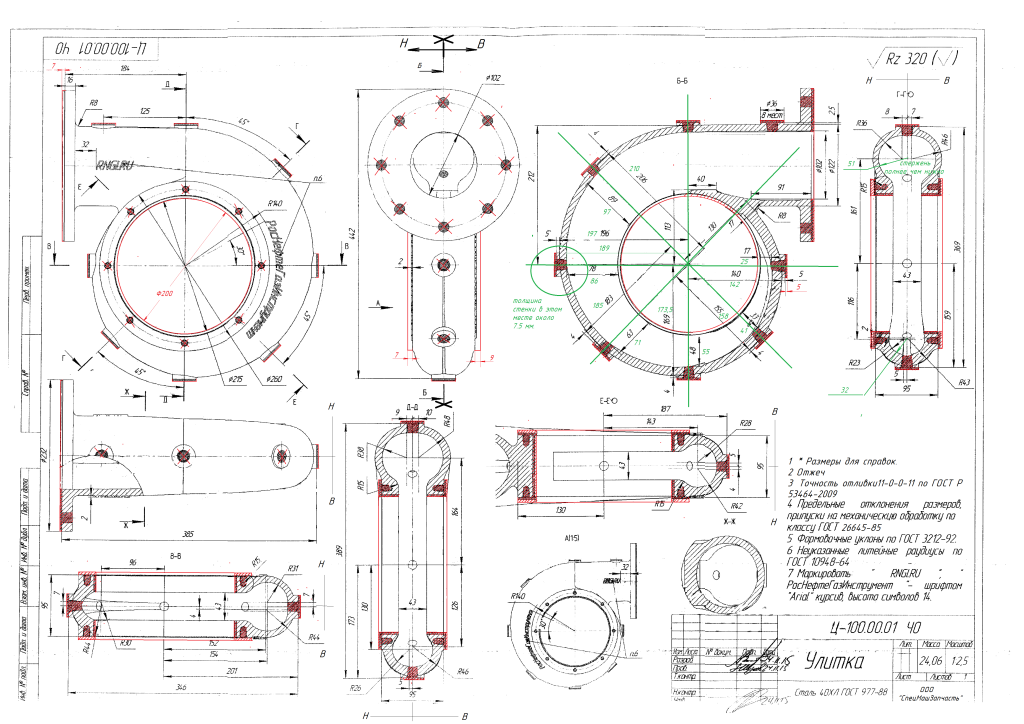
Схема
Способы ковки
Существует два способа изготовления кованных изделий:
- 1.Горячий. Для работы потребуется специально оборудованное помещение, помимо, мастеру нужно уметь обращаться с горячим металлом и понимать поведение материала при применении к нему высоких температур.
- 2.Холодный. По сравнению с первым, является более простым и безопасным. Здесь нет сложностей с процедурами, связанными с температурным режимом. Единственное, что может потребоваться, так это сварка уже изготовленных изделий между собой. Также можно отметить, что этот способ намного экономичнее горячего, ведь станки можно сделать самому, таким образом получив их бесплатно, что вполне подходит для начинающих мастеров кузнечного дела. Изделия, которые создают, используя ручной станок для холодной ковки, более прочные, чем изготовленные с помощью горячего способа.
Оборудование для холодной ковки
Холодная ковка предусматривает собой наличие специальных станков, предназначенных для изготовления различных деталей.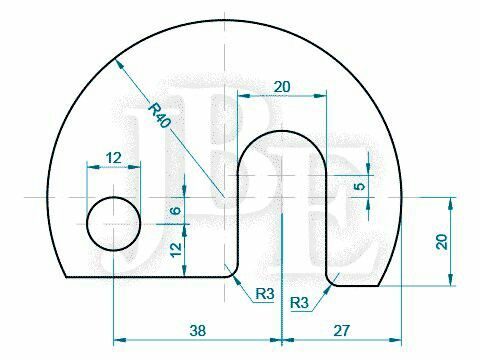 Каждый станок совершает с материалом определенные действия. Имеется несколько видов станков:
Каждый станок совершает с материалом определенные действия. Имеется несколько видов станков:
- Улитка. С его помощью изготавливают спиралевидные детали.
- Гнутик. Позволяет сделать изгиб детали под нужным углом.
- Твистер. Предназначен для изменения формы части изделия вдоль его оси.
- Пресс. Оставляет матричный отпечаток на поверхности изготовляемого изделия.
- Волна. Изготовление волнообразных деталей из металлических прутьев.
- Глобус. С его помощью создают дуги разных размеров.
- Вилка. Приспособление для сгибания металлических деталей.
Также существует ручное универсальные инструменты, которые режут и клепают детали.
Подобное оборудование работает с помощью ручного труда или с помощью электропривода, в последнем случае соответственно повышается скорость процесса.
Создание изделий способом холодной ковки производится при использовании два основных методов работы с металлом: гнутье и пресс. Для этого больше всего подходят мягкие металлы, такие как латунь, сталь, медь, сплавы никеля и магния. Главным показателем материала является его толщина, ведь от него зависит количество прилагаемых усилий.
Для этого больше всего подходят мягкие металлы, такие как латунь, сталь, медь, сплавы никеля и магния. Главным показателем материала является его толщина, ведь от него зависит количество прилагаемых усилий.
С помощью холодной ковки можно создать множество изделий, например, оконные решетки, аксессуары для декора жилых помещений и приусадебных участков, предметы мебели, например, такие, как на фото.
Изготовление оборудования собственными руками
С этим делом могут справиться те, кто уже имеет соответствующий опыт в работе с листовым и сортовым металлом. Самодельные станки для холодной ковки станут замечательным выходом в случае экономии материальных средств, ведь это способ бесплатно получить эффективное оборудование. Станки промышленного производства стоят недешево, а по функциям и по качеству изделий, изготовляемым на них, разницы между ними и сделанными своими руками практически нет.
Конечно, для того, чтобы самодельное оборудование для холодной ковки работало как часы, необходимо подойти к этому делу со всей серьезностью. Во-первых, вам понадобятся чертежи станков для холодной ковки. Во-вторых, металл из которого будут изготовлены станки. В-третьих, вы должны быть уверены, что сможете их создать. В противном случае будет потеряно время и испорчен металл.
Во-первых, вам понадобятся чертежи станков для холодной ковки. Во-вторых, металл из которого будут изготовлены станки. В-третьих, вы должны быть уверены, что сможете их создать. В противном случае будет потеряно время и испорчен металл.
Создание чертежа
Помимо этого, перед созданием станка нужно будет сделать его чертеж или, в крайнем случае, шаблон. Для этого можно использовать миллиметровую бумагу. Например, для проектирования ручного самодельного станка улитка, предназначенного для холодной ковки, следует начертить спираль, радиус витков у которой должен увеличиваться, а расстояние между ними оставаться тем же. Оно должно быть немного больше, чем показатель диаметра металлических прутьев, это для того, чтобы было легче вынимать детали из станка. Рекомендуется сделать не меньше четырех витков.
В общем, собрать станок для холодной ковки своими руками несложно, если вы будете руководствоваться сделанным чертежом или эскизом будущего агрегата, выполненными в соответствии со всеми правилами.
Алгоритм
Для изготовления ручного самодельного оборудования вам потребуется стандартный набор приспособлений и материал для работы. Станок для холодной ковки по чертежам своими руками можно сделать, следуя дальнейшим указаниям:
- Вырежьте из листа стали, толщиной не менее 4 мм, две пластины. Размеры 10 см на 10 см и 13 см на 13 см соответственно.
- Далее понадобится металлический прут длиной 3 см и 3 полосы, их края нужно зачистить наждачной бумагой, чтобы избавиться от заусениц.
- Потом с помощью плоскогубцев согните металлические полосы, так как показано на чертеже.
- При помощи сварочного аппарата соедините все детали по схеме, учитывая то, что стальную трубу необходимо приваривать последней, располагая ее по центру станка внизу.
Качественные сварочные работы и правильно составленный чертеж позволят самодельному аппарату прослужить намного дольше.
После окончания этих манипуляций у вас получится оборудование для холодного способа обработки металла, сделанный самостоятельно и имеющий два отдела: подвижный и неподвижный, похожий на тот, что изображен на фото. По желанию вы можете приделать к нему электропривод, что несомненно увеличит его производительность. Дополнительную информацию по этому вопросу вы можете получить из видео.
По желанию вы можете приделать к нему электропривод, что несомненно увеличит его производительность. Дополнительную информацию по этому вопросу вы можете получить из видео.
Таким образом, вы бесплатно получите качественное самодельное оборудование для изготовления различных изделий из металла.
Чертежи станков для холодной ковки. Чертежи станков для холодной ковки своими руками
Станки для холодной ковки пригодятся тем, кто любит мастерить и разбирается в таком оборудовании. Многие используют ткацкие станки для создания усадеб, интерьеров и подарков. Изделия, изготовленные методом холодной ковки, используются в качестве украшения наряду с другими элементами декора. Холодная ковка требует больших усилий. Дома это сделать сложно. Самый простой способ – художественная холодная ковка.
Чтобы сделать обычное изделие своими руками, вам потребуются инструменты и чертежи.Эти изделия снижают затраты и сокращают время производства. В некоторых случаях детали нагревают, чтобы на стыках не было кривизны.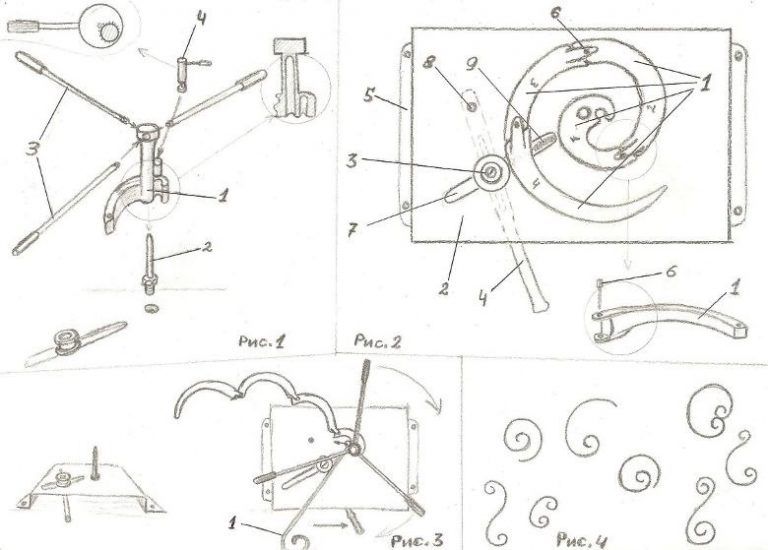 Перед тем, как создать самодельный станок для холодной ковки, нужно заняться дизайном. Чтобы делать точные разметки, вам нужно использовать миллиметровую бумагу.
Перед тем, как создать самодельный станок для холодной ковки, нужно заняться дизайном. Чтобы делать точные разметки, вам нужно использовать миллиметровую бумагу.
Для начала нужно нарисовать спираль, которая будет постепенно увеличиваться, соблюдая при этом симметрию узоров. Расстояние витков нужно размещать так, чтобы оно было больше диаметра стержней и можно было брать изделие, изготовленное из станка.При создании рабочей поверхности нужно использовать листовой металл. Размеры определяются на основе размеров и используемых деталей. Для создания формы понадобится листовой металл в виде полос.
Перед началом работ всем новичкам необходимо ознакомиться с видеороликами по оборудованию для холодной ковки своими руками.
Инструменты и материалы для холодной ковки :
Самым главным крепежом всегда был гнутик для работы.Используется при изменении формы металла. Основная функция сгиба – сгибать деталь под разными углами.
Улитка применяется для манипуляции по спирали. Это инструмент для гибки различных изделий, профилей и т. Д. При работе с этим инструментом можно не ограничивать спираль по радиусу и вносить желаемое значение.
Это инструмент для гибки различных изделий, профилей и т. Д. При работе с этим инструментом можно не ограничивать спираль по радиусу и вносить желаемое значение.
Требуется фонарик для гибки металлических материалов. С помощью фонарика обрабатываются металлические прутья. Благодаря волновому устройству вы можете создавать волны и изогнутые детали.Волна применяется при обработке труб круглого сечения.
Твистер имеет подобие фонарика. С его помощью можно крутить стержни.
Globe помогает создать большую дугу из профиля толщиной до 12 мм. В конце также загибают заготовки. Это самый легкий инструмент, и его часто делают вручную.
Станок холодной ковки своими руками, чертежи
По размеру конструкции можно сваривать небольшие отрезки прутьев с расстоянием 5-6 см.В конструкции необходимо проделать отдельные отверстия. Если вам лень разобраться, как правильно собрать станок для холодной ковки, всегда можно посмотреть обучающее видео. При возведении кондуктора своими руками нужно обращать внимание на виды основных работ: вытяжка, гибка и скрутка. Все эти механизмы можно объединить в один. В процессе рисования изделию создается желаемая форма. Лучше всего пропускать продукт через ролики или пресс, из-за этого может уменьшиться сечение исходного материала.Основной процесс гибки состоит из гибки детали под определенным углом. Вы можете выполнить эту операцию с помощью шаблона.
При возведении кондуктора своими руками нужно обращать внимание на виды основных работ: вытяжка, гибка и скрутка. Все эти механизмы можно объединить в один. В процессе рисования изделию создается желаемая форма. Лучше всего пропускать продукт через ролики или пресс, из-за этого может уменьшиться сечение исходного материала.Основной процесс гибки состоит из гибки детали под определенным углом. Вы можете выполнить эту операцию с помощью шаблона.
Это делается следующим образом:
- подготовка чертежа;
- создание шаблона из чертежа;
- приваривание завитка к стальной пластине;
- лист должен быть закреплен на станке в держателе;
- создание паза и окончательная фиксация.
При создании шаблона необходимо выполнить специальный шов снаружи, чтобы он не мешал работе материала в дальнейшем.
Виды станков холодной ковки
Машины холодной ковки бывают нескольких типов:
Как сделать ковочный станок своими руками?
Из-за дороговизны станков для холодной ковки, а также зависимости цен от производителей, многие прибегают к изготовлению таких станков своими руками.
При создании самодельного станка Улитка » вам понадобится:
- прутки металлические; Стальных
- листов в виде полос;
- труба специальная;
- сварка, плоскогубцы, болгарка.
Базовая схема для создания станка:
- Берем обычный лист, наносим на него спиральный узор, проверяем размеры на резьбу;
- с помощью болгарки нужно сделать из пластины два отдельных листа;
Первый с параметрами 100×100 мм, второй 130×130 мм.
№- взять стержень и полосы из стали, очистить края резов от заусенцев; №
- плоскогубцами изогнуть стальную полосу согласно схеме;
- сварных элементов;
- приварить стальную трубу снизу.
Вот весь простой процесс создания кузнечного станка из разных материалов.
Чертежи для создания станка можно использовать совершенно разные, все зависит от материалов, используемых в работе.
Как создать ковочный станок для торсиона ? Этот станок используется при скручивании спиралей змеевидной формы из металла.
Инструменты создания:
- лист стальной;
- балка;
- тисков и застежек;
- редуктор, цепной или электродвигатель;
- болгарский;
- сварка.
Схема действий при создании станка для холодной ковки:
Вот основные способы создания самодельных машинок своими руками. Главное желание и трудолюбие, тогда все получится. Приобрести оборудование и аксессуары для холодной штамповки можно в любом специализированном магазине.
Какие технологии и приемы используются при холодной штамповке, что нужно знать о производственных операциях? Об этом подробнее говорится в нашем материале.
Сегодня получили распространение небольшие домашние мастерские по обработке металла. Это и хобби, и дополнительный доход в семейный бюджет. Чаще встречается холодная ковка своими руками.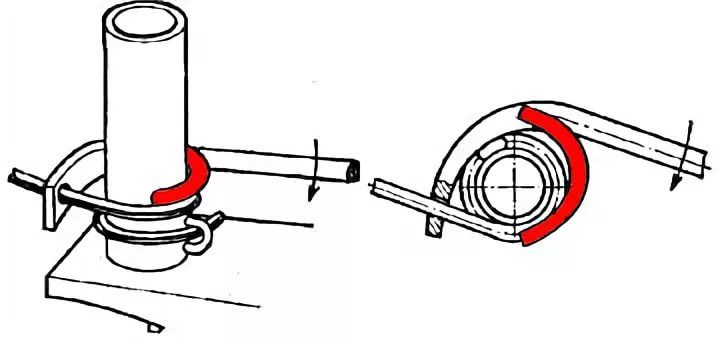 Эта технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся очень высоко.
Эта технология не требует больших затрат на начальном этапе, а изделия ручной работы ценятся очень высоко.
Какие технологии и приемы используются при этом способе обработки металлов, что нужно знать о производственных операциях? Об этом подробнее говорится в нашем материале.
Холодный процесс применяется в основном для обработки проката в форме прутков, квадратов, кругов, полос или листов.
Для производства используются специальные приспособления и инструменты, зачастую узкоспециализированные и не пригодные для работы в других сферах.
Нагрев заготовок до температуры ковки не предусмотрен технологией, в которой используется одно из основных свойств металла – пластичность. Нагрев возможен лишь частично в местах сгибания некоторых изделий (например, если металл исходного материала слишком толстый).
Холодная ковка металла применяется для изготовления решеток, заборов, ворот, ворот (и отдельных элементов их декора), мебельных каркасов и различных декоративных деталей.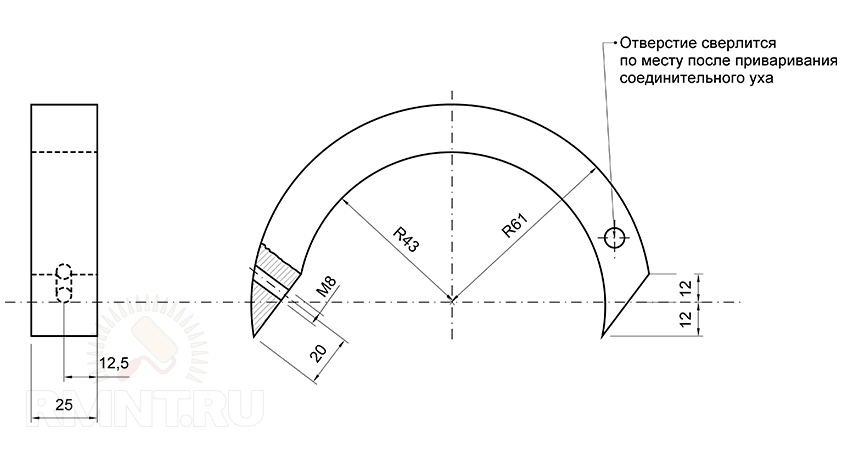
При этом в процессе изготовления этих изделий металл поддается прессованию и изгибу, что делает изделие даже более прочным, чем при горячей ковке, так как свойства металла не меняются, а кристаллическая решетка на наоборот, усиливается за счет сжатия.
Холодная ковка в домашних условиях – достаточно простой, но в то же время сложный технологический процесс, требующий опыта. Что нужно знать о такой металлообработке, а также что необходимо для изготовления изделий без нагрева материалов?
Холодная ковка своими руками
Весь рабочий процесс по созданию изделий методом холодной ковки можно разделить на несколько этапов.
- Чертеж или схема готового изделия.
- Подборка материалов.
- Обработка металлов и изготовление деталей.
- Сборка и отделка.
Чертеж
Гибка – практически основной процесс, на котором построена холодная ковка. Перечисленные выше машины (кроме твистера и фонарика) работают по такому же технологическому принципу.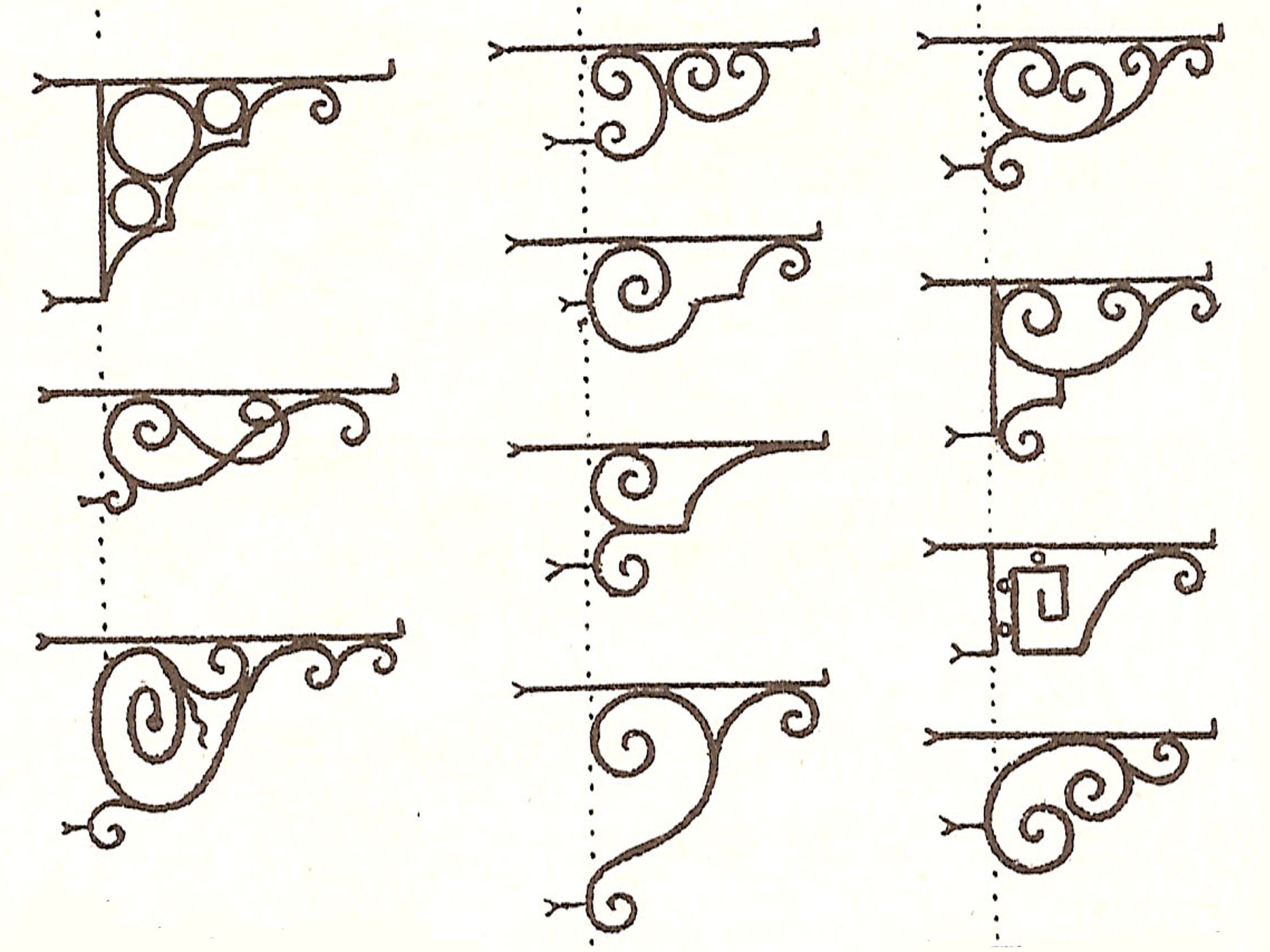 Чаще всего используют улитку, которая образует большой список всевозможных завитков (вензеля, завитки, спирали и т. Д.)).
Чаще всего используют улитку, которая образует большой список всевозможных завитков (вензеля, завитки, спирали и т. Д.)).
Кручение основано на свойстве металла – пластичности и способности сохранять заданную форму. При такой обработке заготовка под действием силы закручивается вокруг своей оси. Обычно процедура проводится на твистере. Однако такие предметы, как корзины, производятся с фонариком. Он умеет скручивать несколько заготовок, формируя при этом объемный элемент.
Обычно вся обработка проводится холодным способом, однако иногда необходимо нагреть определенные точки на заготовке.Это делается при сгибании или скручивании толстых деталей или когда нужно исправить дефектные детали. Нагрев может производиться в кузнечных кузницах или газорезом до температуры 200-300 градусов, что значительно ниже температуры ковки.
Также при холодной обработке металлов используются стандартные методы: резка, рубка, шлифование и другие. Для этого используются болгарки, отрезные круги, болгарки, гильотины, стамески и другие.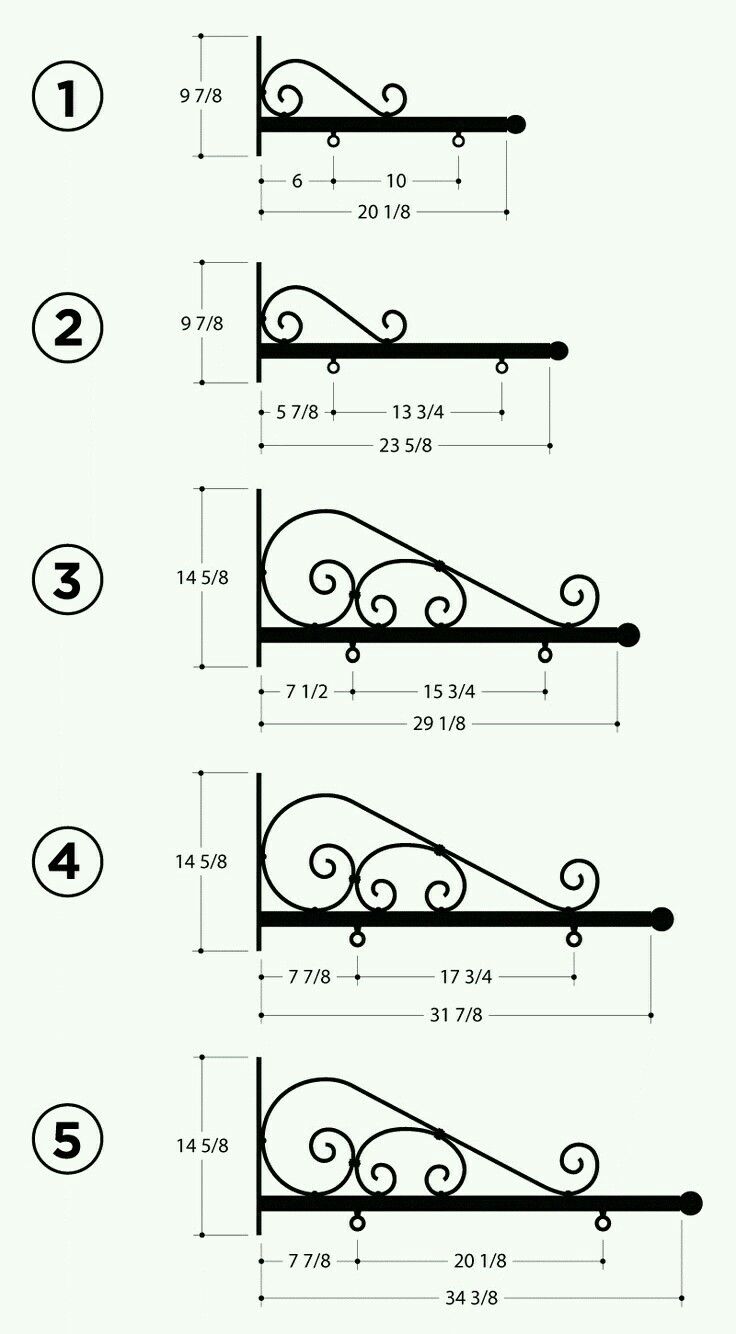
Сборка и отделка
Эти два этапа завершают процесс холодной штамповки.
Сборка деталей в единую комбинацию осуществляется несколькими способами:
- На заклепках.
- На зажимах.
- Сварка.
Самый простой и быстрый способ сборки изделия – электрическая или газовая сварка (последняя применяется реже).
Однако некоторые детали крепятся к зажимам и заклепкам, если это предусмотрено стилем.
Раньше применялась кузнечная сварка, которая сегодня потеряла актуальность из-за трудоемкости процесса.
Отделка включает шлифовку, очистку металлических поверхностей, а также нанесение декоративного покрытия (лакокрасочного или любого другого). После этого работа считается завершенной и по мере необходимости проводится установка готового изделия.
Что вы можете добавить к материалу этой статьи из личного опыта? Делитесь им в обсуждениях и оставляйте свои комментарии.
Металлические завитки, изготовленные методом холодной ковки, используются для украшения элементов экстерьера.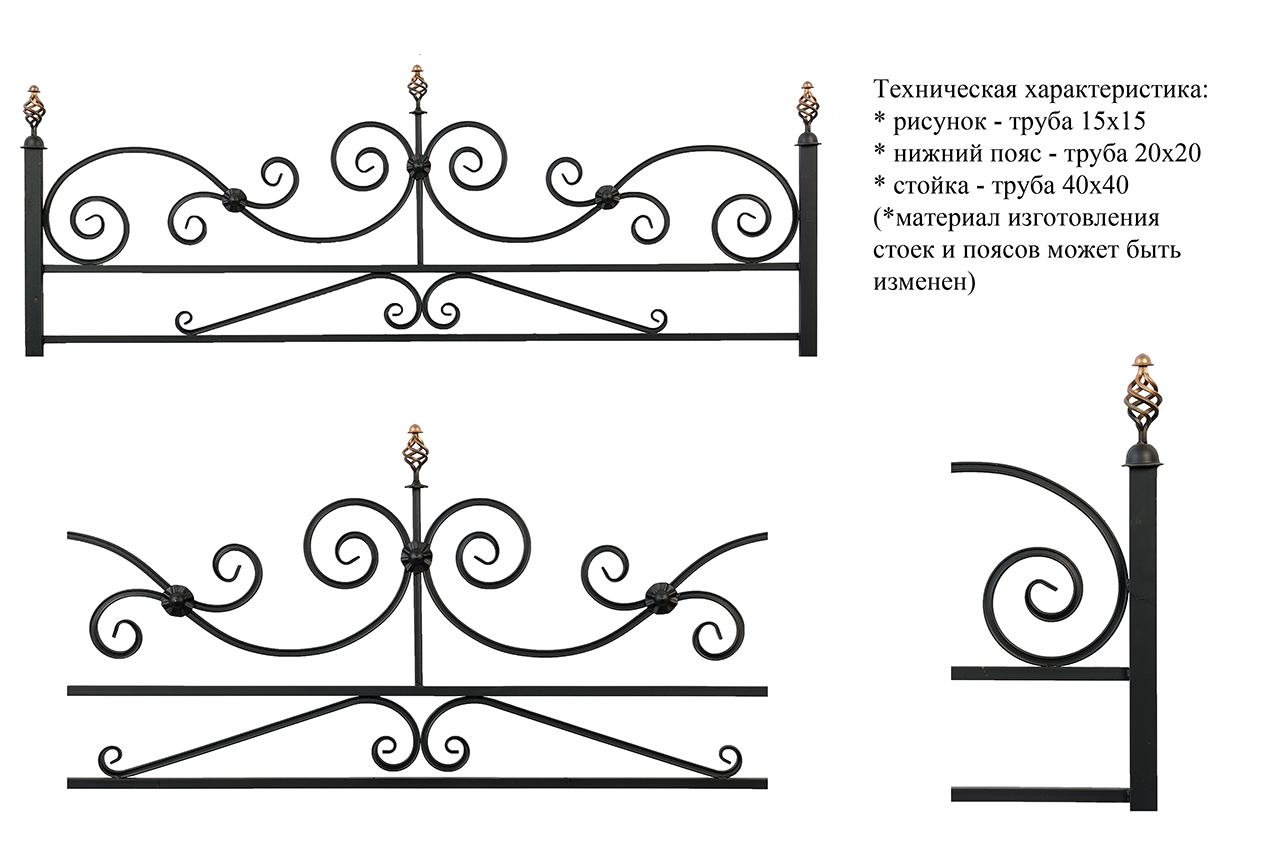
Продукция пользуется популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.
Также можно использовать эти элементы при изготовлении индивидуальных приспособлений – уличной мебели и даже посуды.
Такой декор, а особенно готовые изделия, стоит очень дорого. Даже стандартные комплекты, поставляемые в поток и продаваемые в магазинах, имеют недоступную цену. Что уж говорить о товарах на заказ.
Поэтому многие домашние мастера стараются создать такие творения своими руками. К тому же «холодная ковка своими руками» не предполагает классической кузнечной технологии.Материал заготовки обрабатывается без нагрева и работы ковочным молотком. Значит, это можно делать дома.
Однако для таких работ потребуется специальный инструмент – гибка для холодной штамповки. Оборудование продается в магазинах или изготавливается на заказ в мастерских. Набор для универсальной обработки металла – это целый комплекс различных аксессуаров.
Во-первых, это поистине уникальный инструмент, позволяющий создавать высокохудожественные изделия без молотка, кузницы и наковальни.
Во-вторых, такие устройства не из простого металла, иначе при первой нагрузке автомат выйдет из строя. Поэтому качественная и прочная сталь увеличивает цену.
Рассмотрим различные самодельные инструменты для холодной ковки.
Начнем с того, как работает инструмент:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. С помощью рычажного ручного или зубчатого электропривода изменяется геометрическая форма.
Доступно несколько стандартных шаблонов для холодной штамповки.
Аппарат «Гнутик».
Это улучшенный аналог. С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и образовывать геометрические фигуры. Декоративный элемент может быть плоским или объемным, и все это делается одним инструментом. С помощью загиба из прямой заготовки можно сделать дугу.
С помощью загиба из прямой заготовки можно сделать дугу.
Крепление Twister.
С его помощью заготовка стягивается винтом.Работает по принципу шпинделя токарного станка или сверлильного патрона. Часть заготовки жестко зажимается в стационарных тисках, а другая закручивается с помощью ручки или электропривода.
Особенность конструкции – фиксированные тиски должны иметь возможность перемещаться в продольном направлении.
Деталь при скручивании уменьшается в длину и может выскочить из крепления.
Если вместо одного стержня вставить в станок пучок проволоки, можно получить объемную стальную фигуру, так называемую корзину. Его изготовление требует особого мастерства.
Самым популярным устройством является улитка.
Самый распространенный шаблон для холодной обработки металла. С его помощью создаются локоны любой формы и с разным количеством витков. Его конструкция одновременно проста и сложна. Недостаточно просто создать шаблон желаемой формы.
Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление собственных станков и приспособлений поможет вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания. Они могут быть ручными или электрическими.
Основные виды станков и оснастки для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарь»
Аппарат “Гнутик”
Купленный или изготовленный самостоятельно «Гнутик» – это универсальный прибор, позволяющий получить из стержня дугу или угол. Представляет собой основание с суппортом, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, который вращается на стороне, противоположной угловому упору.
Представляет собой основание с суппортом, на котором закреплен упор с углом (90 ° или другой, если необходимо) и два цилиндрических неподвижных упора. Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, который вращается на стороне, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» – вертикальное расположение
Для масштабирования размеров вот чертёж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное. С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на “Гнутик”
Получение угла на “Гнутик”
Так выглядит самодельный «Гнутик»:
Устройство “Твистер”
«Твистер» – инструмент для скручивания прутков, чаще всего квадратного сечения, по продольной оси. Это незамысловатое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает вращаться, закручивая металл до необходимой формы.
Это незамысловатое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает вращаться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного на бывшем в употреблении электрооборудовании:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео 1. Как сделать заготовку для «Фонарика» на «Твистер»
Аппарат «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей). Существуют различные конструкции.
Один из вариантов конструкции: 1 – улитка; 2 – основание станка; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – штифт для фиксации лемехов; 7 – паз под прижимной ролик; 8 – ось рычага управления; 9 – пружина прижима ролика; 10 – зажим для заготовки; 11 – ведущая доля улитки; 12 – главная ось; 13 – рычаги
Результат должен быть такой:
Еще одна облегченная конструкция для гибки проката до 12 мм:
1 – сегмент улитки; 2 – эксцентрический; 3 – ручка; 4 – цоколь; 5 – направляющие полозья; 6 – ось; 7 – бегунок; 8 – осевая гайка; 9 – ось крепления ролика; 10 – ролик; 11 – ведущий мост; 12 – эксцентриковая направляющая; 13 – центральный сегмент улитки; 14 – барашек эксцентричный; 15 – основная опора; 16 – соединительный штифт сегментов улитки; 17 – регулировочный винт; 18 – соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если вам нужно гнуть толстый прокат.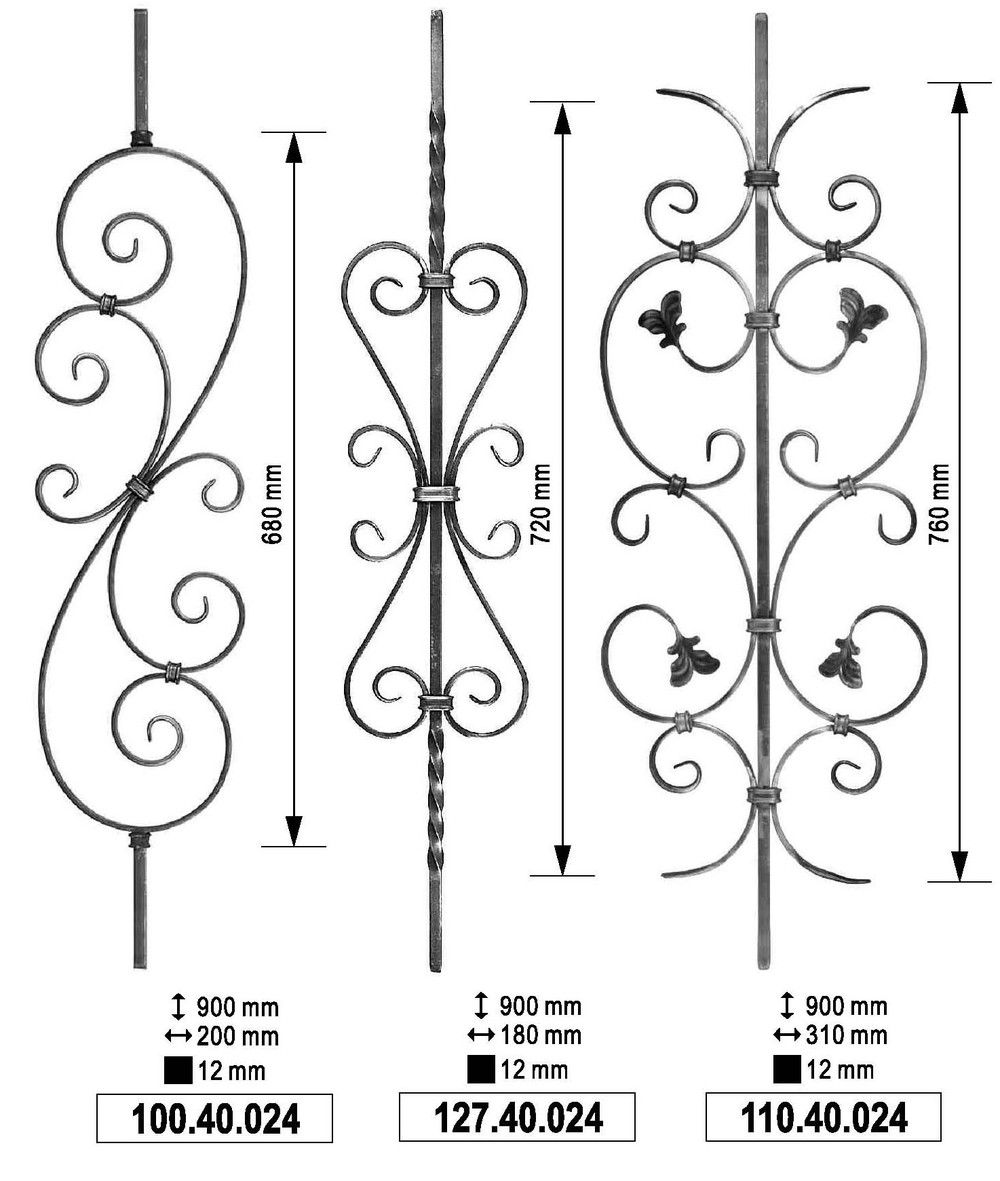
Несколько полезных видеоматериалов по самодельным машинам “Улитки”.
Вариант с твердым основанием на опоре:
Видео 2. Изготовление цоколя
Видео 3. Изготовление улитки
Видео 4. Работа станка
Опция настольного крепления:
Видео 5.Часть 1
Видео 5.Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Аппарат “Глобус”
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника.Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону. Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
Видео 6. Работа на «Глобусе»
Используя чисто мускульную силу, большую дугу можно создать на шаблоне, привинченном или приваренном к верстаку. На нем хорошо гнуть полосу, тонкостенную трубу и т. п.
п.
Шаблон
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы.Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Видео 7. Устройство в действии
Устройство «Фонарик»
На этой машине изготавливаются заготовки элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней. В принципе, станок аналогичен Twister, но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Видео 8. Работа устройства для изготовления «Фонарик»
.Приспособление для холодной ковки элемента “Хомут”
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения “гусиные лапки”
«Гусиная лапка» – расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Видео 9. Станок для изготовления «гусиных лапок»
.Видео 10. Фурнитура для ковки “гусиные лапки”
Видео 11. Детальный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок прокатный (расстояние между роликами регулируется) .Материалы прокатного стана: шестерни и валы – запчасти от комбайна бывшего в употреблении
Принцип действия
Изготовление “улитки” с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества одинаковых изделий на потоке при работе на заказ.
Это особенно ценно, когда работа идет не «для души», а для изготовления большого количества одинаковых изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм. Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм. Улитка установлена на валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта. На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин.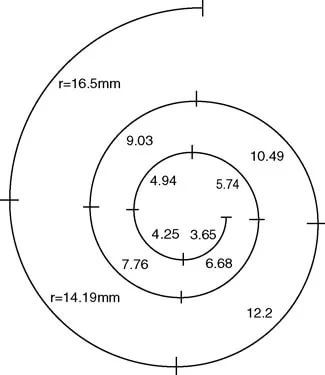 Это уже машина для профессионального использования.Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм – процесс наиболее трудоемкий.
Это уже машина для профессионального использования.Используется б / у редуктор, матрица вырезается из заготовки толщиной 30 мм – процесс наиболее трудоемкий.
Для холодной ковки также потребуются наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину. Это поможет вам подогнать элементы и не запутаться при сборке.
Для изготовления кованых изделий используются два метода – холодная и горячая обработка.Первый способ отличается малой трудоемкостью, но требует специального инструмента. В большинстве случаев можно сделать станок для холодной ковки своими руками, руководствуясь типовыми чертежами.
Принципы холодной ковки металлов
Для производства кованых металлических изделий необходимо обеспечить процесс их контролируемого деформирования. При этом следует учитывать структуру материала, его технические и эксплуатационные свойства.
Принцип холодной ковки основан на воздействии внешних факторов на кристаллическую решетку материала.Он состоит из зерен неправильной формы. В результате деформации конструкции машины для холодной ковки заготовка уплотняется и меняет конфигурацию. Поскольку одним из условий является сохранение свойств детали, необходимо подбирать чертежи для изготовления станков.
Особенности холодной ковки металла, требования к комплектующим для этого:
- можно обрабатывать только низкоуглеродистые стали, обладающие высокой степенью пластичности; В качестве заготовок использовано
- прутков различного сечения;
- предварительный расчет габаритов готовой продукции.В процессе их изготовления требуется постоянный контроль геометрических параметров;
- использование различных машин для формирования желаемой конфигурации.
В настоящее время для художественной обработки металлов методом холодной ковки применяется ряд специальных инструментов. Некоторые из них можно сделать самому. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Некоторые из них можно сделать самому. Но для этого необходимо предварительно изучить чертежи и специфику производства.
Кованые изделия могут одновременно выполнять несколько функций – эстетических и эксплуатационных.Это касается барьерных конструкций различной конфигурации, например, волновой.
Улитка холодной ковки
Самыми распространенными и востребованными являются самодельные станки для холодной ковки улитки. С их помощью формируются спиральные заготовки. Конструкция оборудования позволяет изготовить его самостоятельно.
Чертеж станка «улитка» может быть адаптирован для производства определенного вида художественной ковки. Для этого нужно знать следующие параметры:
- минимальный и максимальный радиус кривизны заготовки;
- геометрических параметров и формы исходного материала; Плановое исполнение
- .
Для серийного производства необходимо изготовить кузнечно-электрический станок. Если вы планируете работать дома, подойдут ручные модели.
Если вы планируете работать дома, подойдут ручные модели.
В качестве основы для проектирования улитки необходимо использовать стальной лист толщиной не менее 3 мм. Это позволит сгибать профили большого размера.
Для формирования разных углов требуется ручной изгиб – одно из самых необходимых приспособлений для холодной ковки металла. Он состоит из стальной пластины, на которой расположены два опорных вала и подвижный упор.
Заготовка помещается между опорными валами и клином. Последний имеет механизм перемещения в сторону упоров. В результате этого действия возникает худоба. обработка стального прутка. Таким способом можно изготавливать кованые изделия различной формы.
Особенности использования связки, необходимые для правильного составления ее чертежа:
- предварительный расчет угла деформации;
- в конструкции может быть предусмотрена дополнительная гибочная часть.Для этого установите еще один вращающийся вал;
- монтажный узел для крепления к столу.
Для изготовления гнутки необходимо использовать инструментальную сталь. Это связано с высокими нагрузками при эксплуатации. Дополнительно на нем можно собирать элементы типа «волна», но для этого нужно модернизировать исходный рисунок.
Минимальный и максимальный радиус изгиба для тонкой поковки должен рассчитываться на основе геометрических параметров заготовки.
Крутильная машина для холодной ковки
Современную художественную ковку сложно представить без винтовых элементов. Для производства аналогичных тонких. Предназначен твистер деталей – самодельный станок для холодной ковки.
Особенностью этого инструмента является разматывание стержня по оси. Конструктивно чертеж станка состоит из двух частей – крепежной и подвижной. Деталь скрепляется между ними и ее информация выполняется с помощью поворотной ручки.
Производительность устройства:
- расчет прижимного рычага для минимизации усилий по изготовлению заготовок;
- возможность изменения расстояния между фиксирующими элементами инструмента. Это позволит изготавливать детали разной длины;
- следует учитывать, что формирование спирали происходит со стороны фиксации.
 Это позволит изготавливать детали разной длины;
Это позволит изготавливать детали разной длины;Благодаря твистеру можно изготавливать кованые элементы оконных решеток, стальных ограждений и т. Д.
Это основной перечень машин холодной ковки. Но кроме них используется различное оборудование, предназначенное для создания действительно тонких. продукты.
На видео представлены примеры станков для холодной ковки металлов в домашних условиях:
чертежей и видео. Изготовление самодельных вертикальных устройств из металла, профтрубы и других материалов, видео
Придать приусадебному участку респектабельный вид можно, не затрачивая больших средств. Для этого достаточно установить кованые металлические элементы забора, смонтировать кованые садовые скамейки, закрепить фонари и светильники, кованые подставки для вазонов, мангалов, детали для беседки.Дешевый способ изготовления предметов интерьера и экстерьера – холодная ковка в профессиональной или домашней кузнице.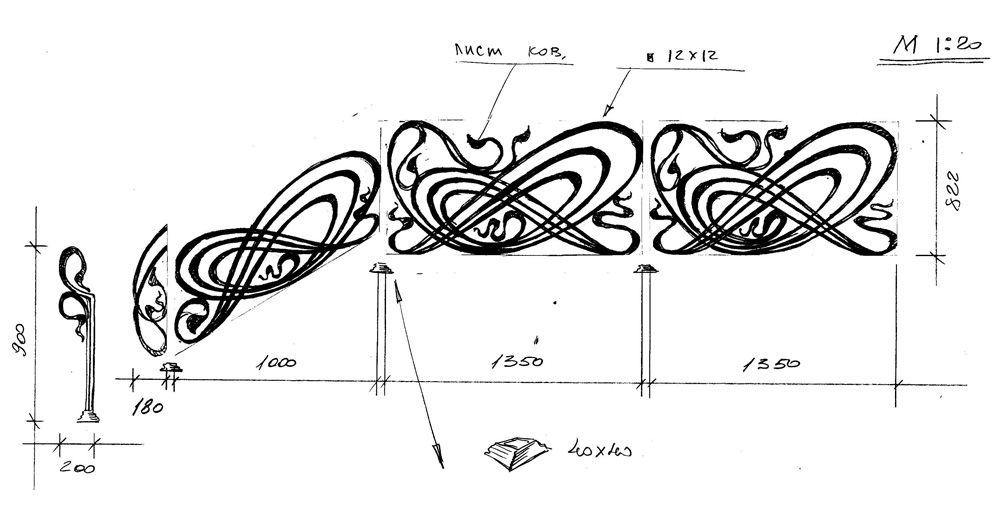
Для ремесленных мастерских изготовление художественных элементов вполне доступно при наличии оборудования для холодной ковки, в состав основных узлов которого входит станок особой конструкции. Кованые металлические детали можно изготовить в домашней кузнице, при наличии чертежей станков для холодной ковки мастера своими руками смогут собрать от 3 до 5 вариантов из имеющихся комплектующих.
Перед сборкой самодельных станков и приспособлений для холодной ковки специалисты рекомендуют изучить технологический процесс и приемы изготовления фигурных элементов без использования оборудования и оснастки. Научиться создавать красивые вещи своими руками несложно, достаточно получить минимум навыков работы с фурнитурой и листовым материалом.
Холодная художественная ковка отличается от горячей гибки способом обработки заготовки. Сделать красивую поделку с помощью горячей ковки можно только после предварительного нагрева металла.Холодная часть приклепывается серией ударов молотка протяжкой по длине полосы. Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, делая сердцевину эластичной и устойчивой к разрушению.
Физическое воздействие изменяет структуру материала, увеличивает прочность верхнего слоя, делая сердцевину эластичной и устойчивой к разрушению.
Списанные рельсы, колесные диски и буферы железнодорожных вагонов, используемые при производстве гибочного устройства «улитка», помогают ускорить производственный процесс. Простой чертеж «улитки» для холодной ковки поможет собрать из подручных материалов устройство с экономичным и безопасным ручным приводом. Простая конструкция состоит из следующих компонентов:
- гибочный рычаг;
- калитка или поворотная лапа;
- паттернов;
- обводной ролик.
К положительным свойствам крутильной машины относятся следующие факторы: оборудование может быть установлено где угодно, вертикальный элемент имеет минимальную рабочую нагрузку, горизонтальная нагрузка передается на опору со стального профиля. Лемех можно вращать одной рукой, другой прижимая арматурный стержень или металлическую полосу.
Простые станки для ковки металла позволяют гнуть спирали с числом витков до 5 шт. Для правильной сборки станка-улитки необходимо изучить принцип работы оборудования и способ сборки основных узлов, среди которых основные:
Рычаг «улитка» обладает уникальным свойством, благодаря которому завитки получаются с сердцевиной ограниченного размера из плоско уложенной полосы металла. Установка вертикального ролика с фланцами помогает избежать образования вертикальной волны на заготовке.Рабочий процесс трудоемкий, рычаг необходимо нажимать короткими движениями.
В зависимости от мастерства кузнеца, в рабочий процесс могут быть задействованы станки для ковки одного из трех вариантов приспособлений.
Первый вариант относится к простым устройствам, в которых спиральный контур обрабатывается или приваривается к поверхности столешницы.
Второй вариант предусматривает изготовление «улитки» из разборных деталей … По длине контура поковки разметки расположены отверстия с внутренней резьбой, вырезаны металлические пластины с отверстиями под болты по шаблону.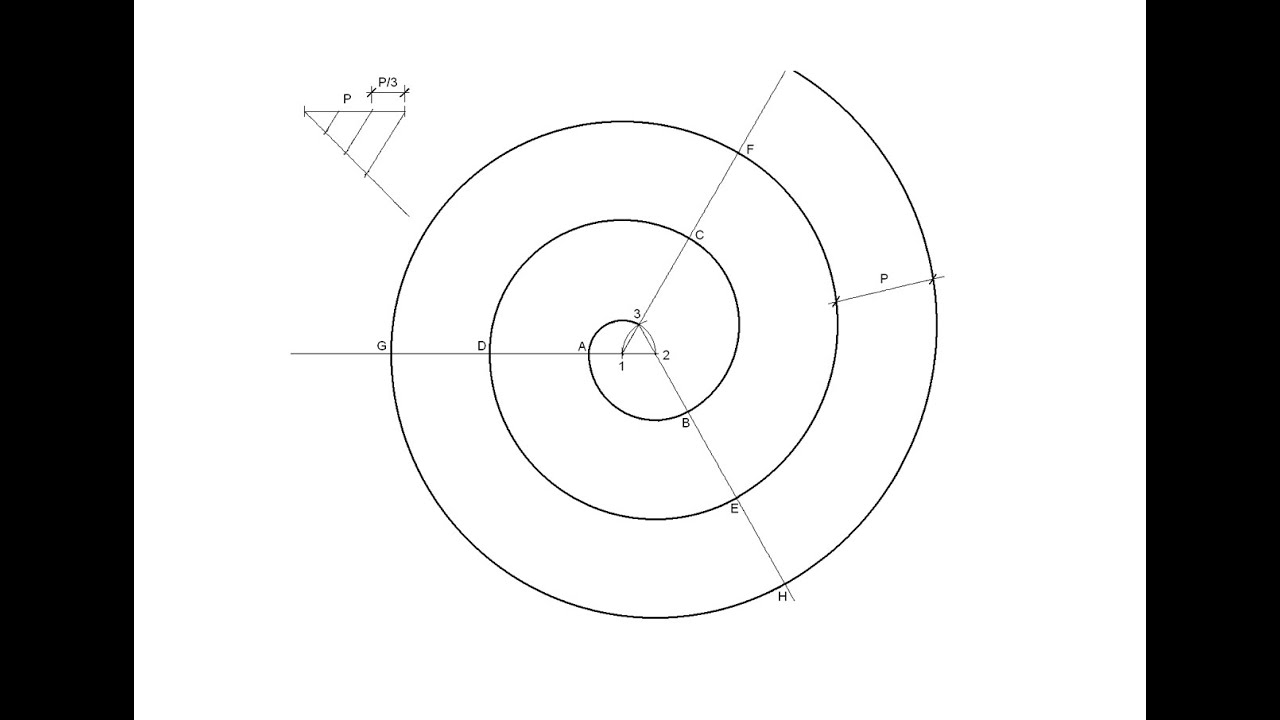 Для фиксации сегментов на столешнице используются болты или упоры; конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» без использования нагрева штанги.
Для фиксации сегментов на столешнице используются болты или упоры; конструкция позволяет изготавливать заготовки с разным радиусом завитков «улитки» без использования нагрева штанги.
Третий вариант станка состоит из разъемных сегментов для изготовления модулей с различными вариантами спирали … Модули изготовлены из отдельных металлических фрагментов с приваренными частями типа «улитка».
Машины холодной ковки собираются одинаково независимо от исполнения.На начальном этапе необходимо оборудовать место для каркаса, ножки которого бетонируются в специально подготовленном фундаменте.
На следующем этапе по контуру рамы приваривается основной круг столешницы, устанавливается вал с помощью треугольников, фиксируется поворотный рычаг. К верхней части вала приваривается второй круг столешницы, на котором устанавливаются отрезки спирали «улитка».
Все гибочные станки для холодной ковки металла в техническом словаре называются «кнутом». Меняя ролики и клинья в станке с ручным управлением, вы можете регулировать угол изгиба металла, шаг и высоту волны. Выкройки для ковки локонов строятся по принципу математической спирали на основе форм природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и др.
Меняя ролики и клинья в станке с ручным управлением, вы можете регулировать угол изгиба металла, шаг и высоту волны. Выкройки для ковки локонов строятся по принципу математической спирали на основе форм природного происхождения: раковина улитки, скрипичный ключ, гриф скрипки и др.
«Гнутик» промышленного производства дает возможность изготавливать детали, которые не могут выковать на самодельном станке. Составные части оборудования и сменные инструменты должны изготавливаться по точным размерам и обрабатываться на профессиональном оборудовании.
Профессиональные кузнецы рекомендуют покупать готовый «гнутик». Такой прибор прост в эксплуатации, он пригодится для изготовления сварных конструкций из труб малого диаметра, прутка, арматуры, стальной полосы в домашних условиях.
Самым простым приспособлением для художественной холодной ковки является также доска с проставками, которыми могут быть болты М24. Устройство легко обрабатывает металлические полосы толщиной до 6 мм
Металлические завитки холодной ковки используются для украшения элементов экстерьера.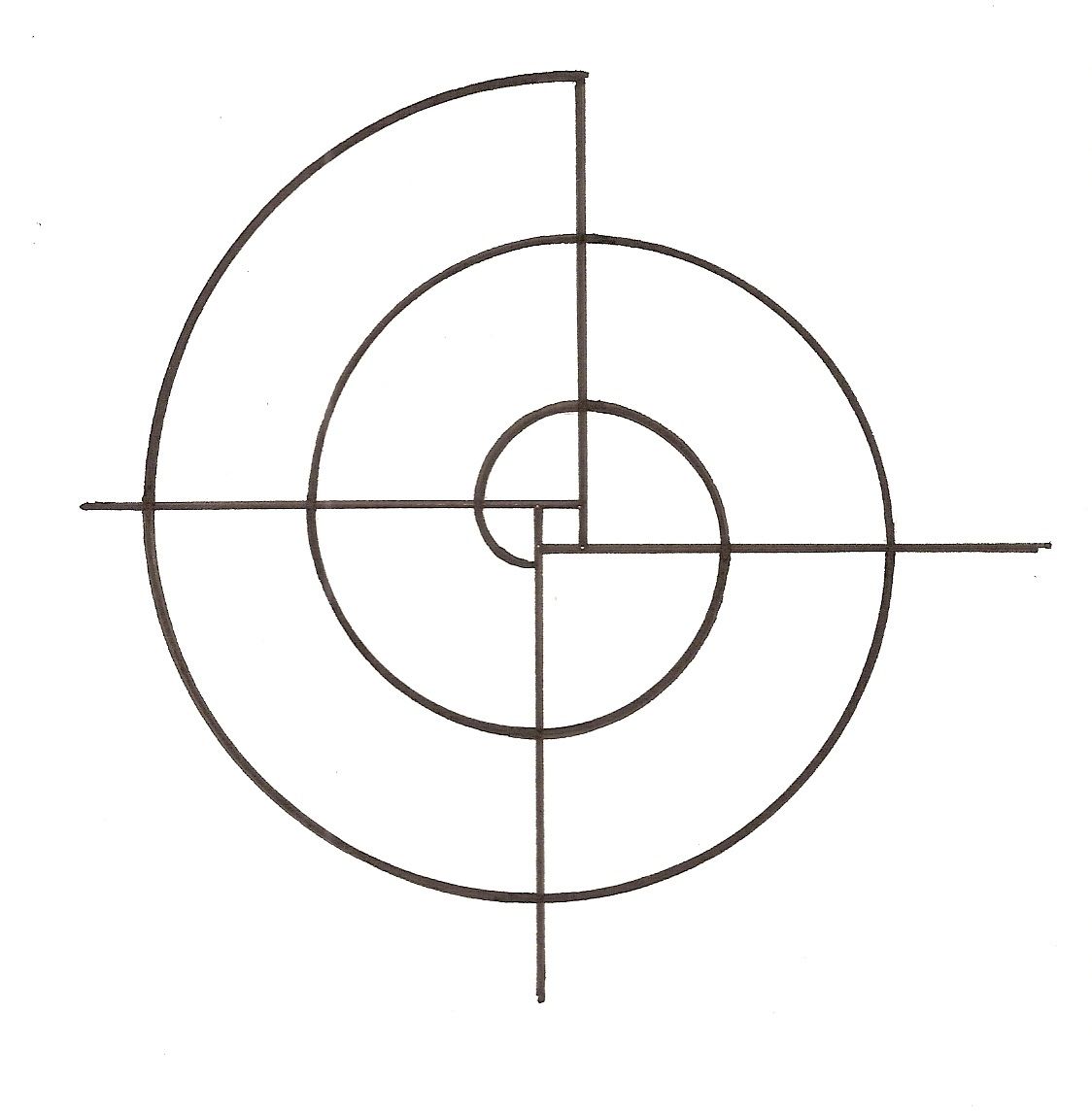
Продукция пользуется популярностью у владельцев загородных коттеджей и коммунальных служб, занимающихся архитектурным обустройством мест общего пользования.
Также можно использовать эти элементы при изготовлении индивидуальных приспособлений – уличной мебели и даже посуды.
Такой декор, а особенно готовые изделия, стоит очень дорого. Даже стандартные комплекты, поставляемые в поток и продаваемые в магазинах, имеют недоступную цену. Что уж говорить о продукции на заказ.
Поэтому многие домашние мастера стараются создавать такие творения самостоятельно. К тому же «холодная ковка своими руками» не предполагает классической кузнечной технологии.Обработка материала заготовки осуществляется без применения нагрева и работы ковочным молотком. Значит, это можно делать дома.
Однако для таких работ потребуется специальный инструмент – отвод для холодной штамповки. Оборудование продается в магазинах или изготавливается на заказ в мастерских.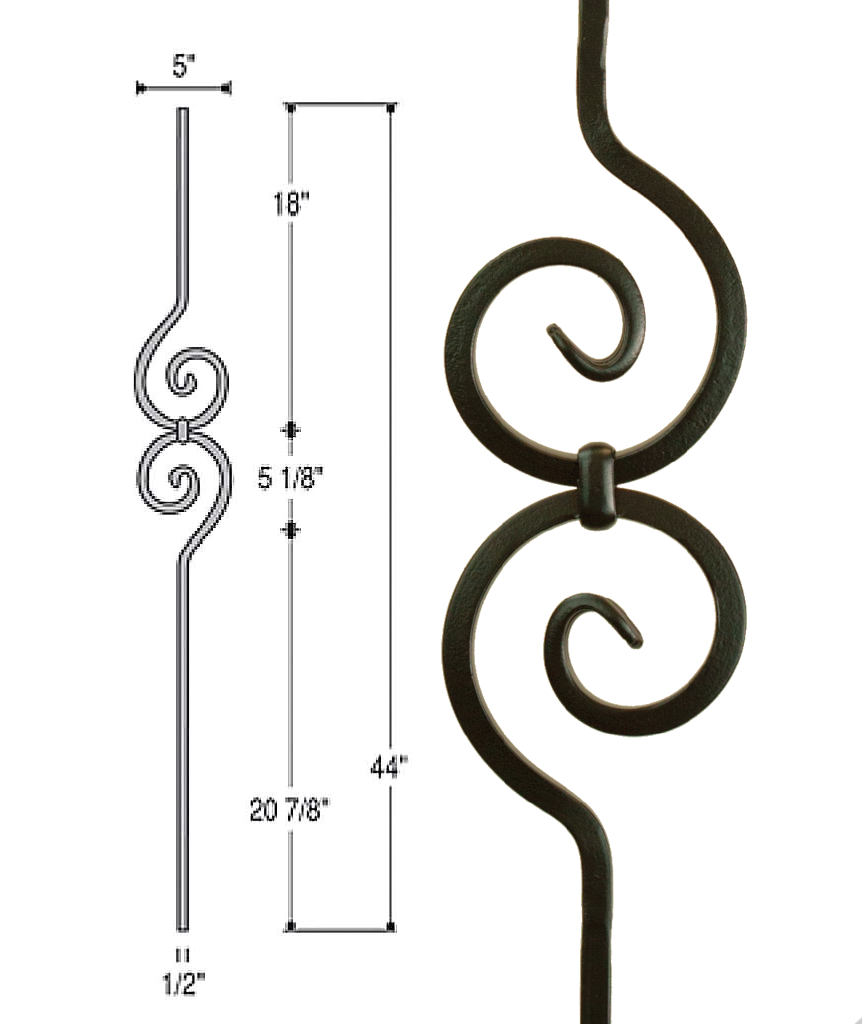 Набор для универсальной обработки металла – это целый комплекс различных аксессуаров.
Набор для универсальной обработки металла – это целый комплекс различных аксессуаров.
Во-первых, это поистине уникальный инструмент, позволяющий создавать высокохудожественные изделия без молотка, кузницы и наковальни.
Во-вторых, такие устройства не из простого металла, иначе при первой нагрузке автомат выйдет из строя. Поэтому качественная и прочная сталь увеличивает цену.
Рассмотрим различные самодельные инструменты для холодной ковки.
Начнем с того, как работает инструмент:
Заготовка (металлический круг, квадрат или полоса) устанавливается в станок между направляющими. С помощью рычажного ручного или зубчатого электропривода изменяется геометрическая форма.
Есть несколько стандартных приспособлений, которые представляют собой шаблоны для холодной штамповки.
Аппарат «Гнутик».
Это улучшенный аналог. С его помощью заготовка изгибается под запрограммированным углом. Он может быть как одиночным, так и образовывать геометрические фигуры. Декоративный элемент может быть плоским или объемным, и все это делается одним инструментом. С помощью загиба из прямой заготовки можно сделать дугу.
Декоративный элемент может быть плоским или объемным, и все это делается одним инструментом. С помощью загиба из прямой заготовки можно сделать дугу.
Крепление Twister.
С его помощью заготовка стягивается винтом.Работает как шпиндель токарного станка или сверлильный патрон. Часть заготовки жестко зажимается в стационарных тисках, а другая закручивается с помощью гаечного ключа или электропривода.
Особенность конструкции – фиксированные тиски должны иметь возможность перемещаться в продольном направлении.
Деталь при скручивании уменьшается в длину и может выскочить из крепления.
Если вместо одного стержня вставить в станок пучок проволоки, можно получить объемную стальную фигуру, так называемую корзину. Для его изготовления требуется особое мастерство.
Самым популярным устройством является улитка.
Самый распространенный шаблон для холодной обработки металла. С его помощью создаются локоны любой формы и с разным количеством витков.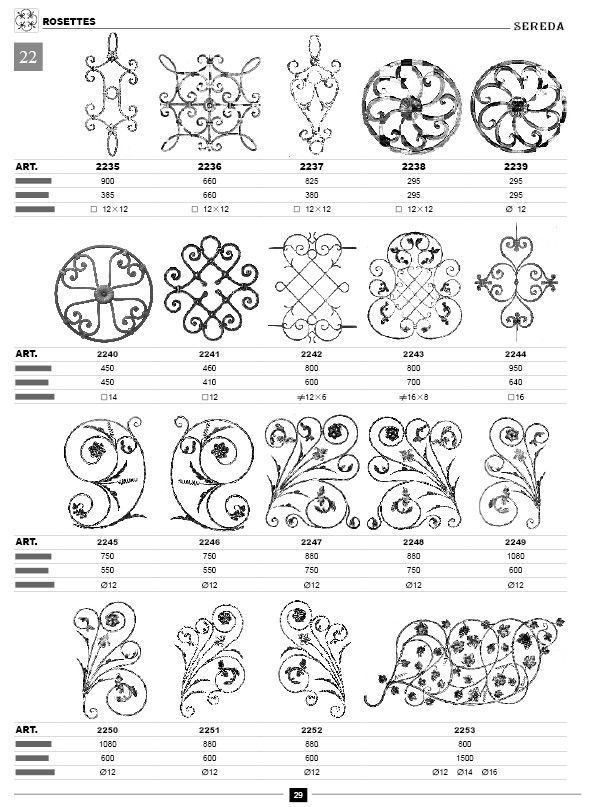 Его конструкция одновременно проста и сложна. Недостаточно просто создать шаблон желаемой формы.
Его конструкция одновременно проста и сложна. Недостаточно просто создать шаблон желаемой формы.
Изготовление станка для холодной ковки своими руками может понадобиться, если вы любите мастерить и не прочь сделать что-нибудь красивое для домашнего интерьера, загородной усадьбы, для подарков родным и близким, а также просто для души.
Холодная ковка позволяет изготавливать красивые и качественные изделия из металла своими руками.
Величественная красота кованых изделий завораживает взгляд и манит изящными линиями. Во всех лучших домах непременно можно было найти такой орнамент, как ажурные металлические завитки. И в наше время, когда разработано немалое количество различных технологий и материалов, кованые изделия не утратили своей актуальности.
Изделия, полученные с помощью ковки, используются в дизайне наряду с пластиком, стеклом и другими элементами декора.Ковка металла бывает горячей или холодной. Для выполнения работ горячим методом необходимо выполнение ряда особых условий, поэтому в домашних условиях сделать это не так-то просто. Более доступный метод – холодный. Выучить его легче, а оборудование и станки для ковки можно сделать самому, если захочется.
Более доступный метод – холодный. Выучить его легче, а оборудование и станки для ковки можно сделать самому, если захочется.
Плюсы холодной ковки
При холодной ковке основными рабочими процессами являются гибка и прессование. Для проведения подобных мероприятий не нужно сообщать металлу определенную температуру.Но между этапами операции все же необходимо проводить некоторую термическую обработку.
Необязательно иметь в своем распоряжении полноценное оборудование для художественной ковки; многие любители изготавливают некоторые инструменты самостоятельно. С помощью самодельных инструментов можно придавать изделиям разные причудливые формы. Вам просто нужно приобрести рабочие навыки. Будьте готовы к тому, что для того, чтобы согнуть желаемую фигуру, потребуется усилие. Проведение работ возможно только с использованием сырья определенной толщины.
Изделия, изготовленные на оборудовании для холодной штамповки, прочнее литых или штампованных. Это связано с тем, что металлические стержни, проходящие через инструмент, одновременно сжимаются, чтобы придать им желаемую форму. При таком способе ковки нужно избегать ошибок, так как их практически невозможно исправить. Имея опыт, вы сможете создавать прекрасные и привлекательные изделия в домашних условиях.
При таком способе ковки нужно избегать ошибок, так как их практически невозможно исправить. Имея опыт, вы сможете создавать прекрасные и привлекательные изделия в домашних условиях.
Используя оборудование для холодной ковки металла, можно создавать следующие изделия:
- оконные решетки;
- элементов типа перил для лестниц, балконных навесов;
- мебели для дома – кровати, стулья, столы;
- заборов и ограждений; В дизайне квартир использовано
- элементов: штативы для цветов, обрешетка камина.
При горячей ковке мастеру потребуется не только специальное помещение, но и кузнечное оборудование, а также особые условия. При использовании метода холодной обработки заготовку не нужно предварительно нагревать, а сам процесс более экономичен. При обработке целой партии однотипных элементов в домашних условиях все можно делать по трафаретам. Таким образом, можно значительно сократить время производства и снизить трудозатраты.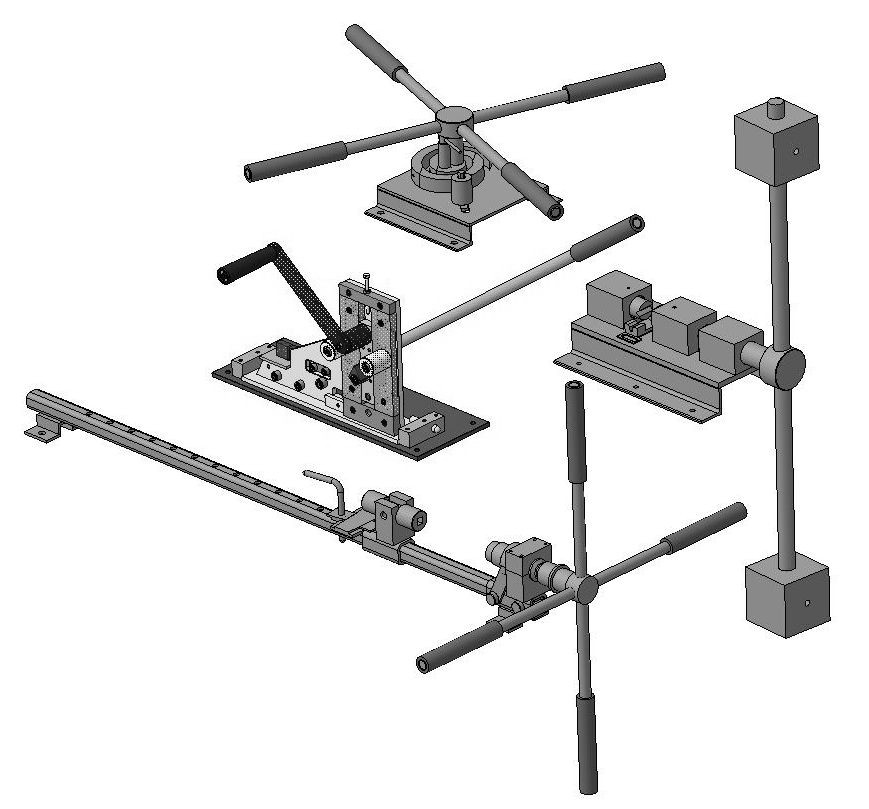 Иногда изделия приходится прогревать, в местах стыков проводят прогрев, чтобы неровностей не получилось.Начинающим мастерам рекомендуется перед началом работы хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Иногда изделия приходится прогревать, в местах стыков проводят прогрев, чтобы неровностей не получилось.Начинающим мастерам рекомендуется перед началом работы хорошо продумать план выполнения, нелишним будет сделать эскиз желаемого изделия.
Вернуться к содержанию
Оборудование и инструмент для ковки
Ручной инструмент для операций холодной штамповки состоит из нескольких элементов. Основные аксессуары, которые могут вам понадобиться для работы:
- улитка;
- твистер; Волна
- ;
- гнутик;
- Фонарь;
- глобус.
Некоторые названия могут показаться забавными, но они очень удобны для домашнего использования.
Основным инструментом для работы является хлыст, он предназначен для изменения формы металла. С его помощью можно сгибать изделие под нужным углом или гнуть дуги разного радиуса.
Улитку чаще всего используют для скручивания металлических стержней по спирали. Это инструмент для гибки полос, прутков, квадратов не более 12 мм, труб и профилей до спиральных форм, изделий разного радиуса и формы.При использовании такого инструмента можно не ограничивать образовавшуюся спираль по радиусу и делать то количество, которое необходимо.
Это инструмент для гибки полос, прутков, квадратов не более 12 мм, труб и профилей до спиральных форм, изделий разного радиуса и формы.При использовании такого инструмента можно не ограничивать образовавшуюся спираль по радиусу и делать то количество, которое необходимо.
Вилка – два проводника для гибки валюты, используются для горячей и холодной ковки. Толщина сырья может быть максимум 16 мм при горячем способе и 10 мм при холодном.
Инструмент «фонарик» используется для сгибания металлических элементов. С его использованием обрабатываются металлические прутки диаметром 30 мм и меньше, либо квадратные профили толщиной 16 мм и меньше.
С помощью такого устройства как волна изготавливают волнообразные изогнутые элементы. Также применяется для обработки труб круглого или шестиугольного сечения, а также труб из профилей.
Твистер чем-то напоминает фонарик, с помощью обоих инструментов можно крутить стержни вокруг продольной оси.
Глобус позволяет сделать большую дугу из квадратного профиля толщиной до 12 мм.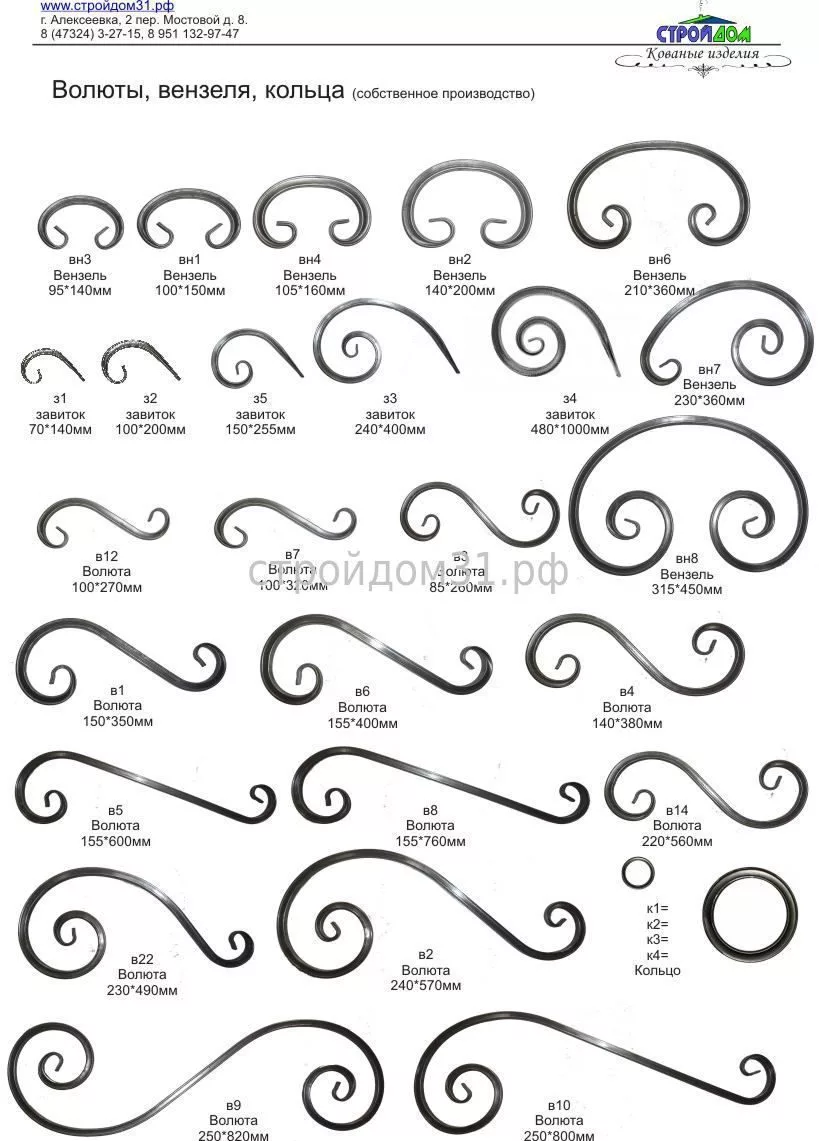 В этом случае плавно загибаются и концы заготовки.Так создаются различные выпуклые элементы декора.
В этом случае плавно загибаются и концы заготовки.Так создаются различные выпуклые элементы декора.
Такой инструмент для холодной ковки совсем несложный, поэтому часто можно встретить и самодельные. Он практически ничем не уступает покупному.
Вернуться к содержанию
Кузнечное оборудование своими руками
Часто при работе кажется более целесообразным изготавливать самодельные станки для холодной ковки. Не каждый элемент можно полностью обработать только ручными инструментами для ковки. Да и стоимость такого оборудования немаленькая, даже если речь идет о простом автомате-улитке.
Если домашний умелец изготовит какое-либо изделие на самодельном кондукторе, то вещь получится уникальной, хотя по некоторым характеристикам будет уступать изготовленной в промышленных условиях. Когда планируется выполнить значительное количество деталей методом холодной штамповки, целесообразнее изготовить кондуктор с электродвигателем. Таким образом, вы можете облегчить свои рабочие задачи.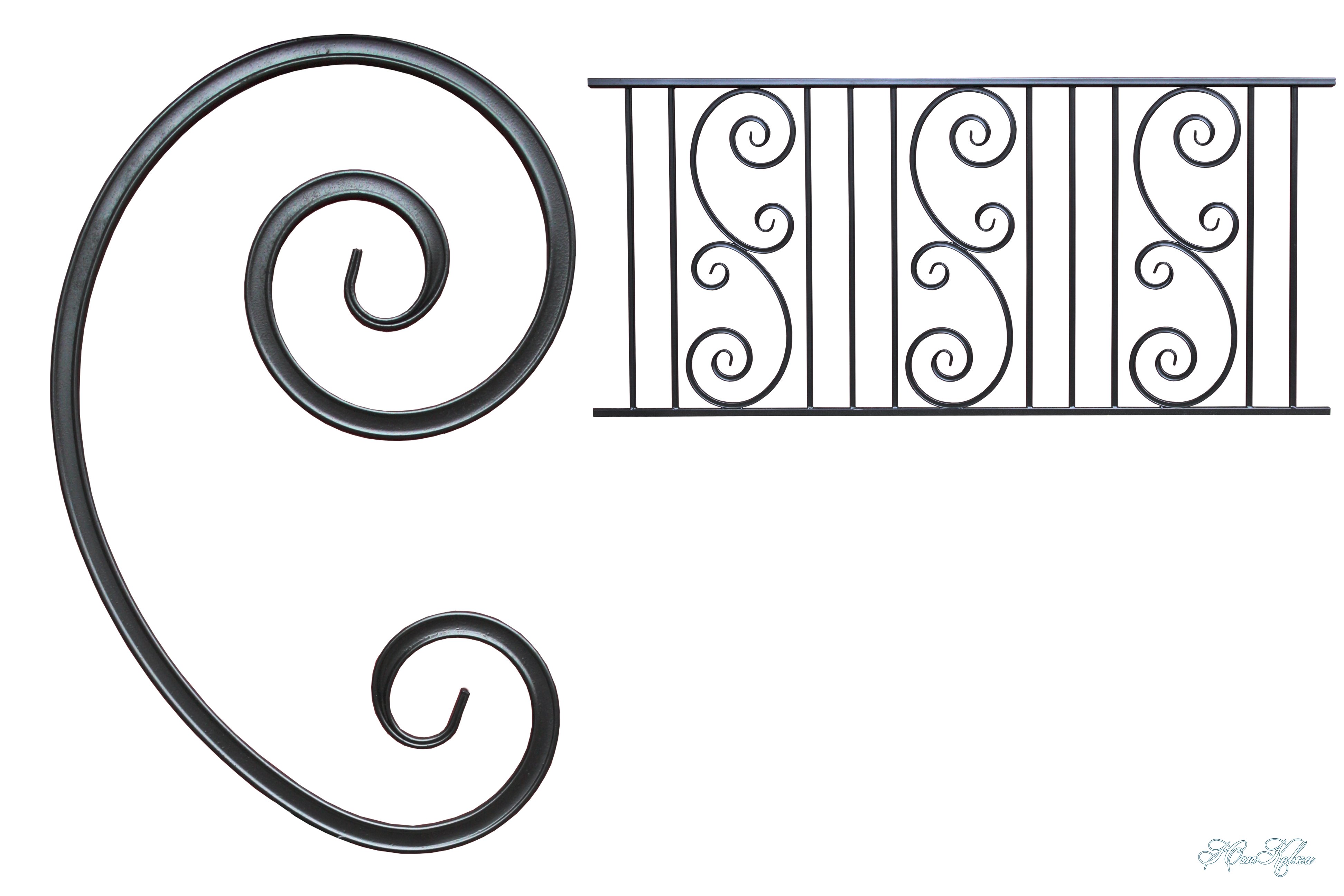
Не лишним будет предусмотреть выполнение на станке основных видов работ – скручивания, гибки, волочения.Эти приспособления можно комбинировать при создании кондуктора своими руками.
В процессе вытяжки заготовке придается определенная форма. Для этого его нужно пропустить через пресс или ролики, при этом сечение исходного материала уменьшится.
Процесс гибки означает, что заготовка изгибается под желаемым углом. Вы можете выполнить эту операцию с помощью шаблонов. Делать их следует следующим образом: готовится эскиз детали, по которому затем выполняется шаблон.Завиток приварить к металлической пластине, затем такой лист закрепляется на станке в держателе. Конец заготовки вставляется в прорезь, второй фиксируется (в некоторых случаях можно просто подержать). С помощью рычага воздействуют на один из концов заготовки, который следует протащить по всем изгибам вдоль пластины, служащей шаблоном.
При создании шаблона сварной шов нужно выполнять снаружи, иначе он помешает дальнейшему использованию изделия.

Многие мастера самостоятельно собирают не очень сложные устройства, с помощью которых можно изготавливать довольно сложные изделия. Все зависит от рабочих навыков мастера. Вы можете рассмотреть одну из таких самодельных моделей, чтобы понять сам принцип работы.
Вернуться к содержанию
Ковочный станок “Улитка”
С помощью этого устройства домашние мастера умеют выполнять самые разные спирали и кольца, волны, завитки. Чтобы изготовить такой ручной станок для холодной ковки, нужно действовать по определенной технологии, которая включает в себя несколько этапов.
Перед тем, как сконструировать какие-либо устройства, художественные кузнечные станки или просто ручной инструмент, необходимо сделать эскизы, шаблоны, графические изображения будущего изделия. Если у вас не получается сделать полноценные чертежи, то создайте шаблон, он поможет вам в последующих действиях.
Для более точной разметки удобнее использовать миллиметровую бумагу. Нарисуйте на нем спираль, у которой радиус витков должен постепенно увеличиваться. Между ними необходимо выдерживать одинаковое расстояние.Следует отметить, что такое условие должно выполняться только в тех случаях, когда требуется симметрия узоров, поскольку понятие художественной ценности индивидуально для каждого человека. Это касается и количества витков – их обычно не больше 4-х.
Нарисуйте на нем спираль, у которой радиус витков должен постепенно увеличиваться. Между ними необходимо выдерживать одинаковое расстояние.Следует отметить, что такое условие должно выполняться только в тех случаях, когда требуется симметрия узоров, поскольку понятие художественной ценности индивидуально для каждого человека. Это касается и количества витков – их обычно не больше 4-х.
Заранее продумайте, какие будут заготовки, с которыми придется работать. Шаг между витками нужно делать так, чтобы он немного превышал диаметр железных прутьев, иначе вынуть готовую деталь из станка, не повредив ее форму, будет очень сложно.
Для рабочей поверхности понадобится листовой металл. Достаточно толщины 4 мм. Определение линейных размеров проводится исходя из габаритов будущих изделий. Для изготовления формы возьмите полосу металла толщиной 3 мм. С таким материалом можно работать ручным инструментом. Его просто сгибают по спирали с помощью обычных плоскогубцев.
Для обеспечения полноценного рабочего процесса вам потребуется надежная фиксация на одном конце заготовки.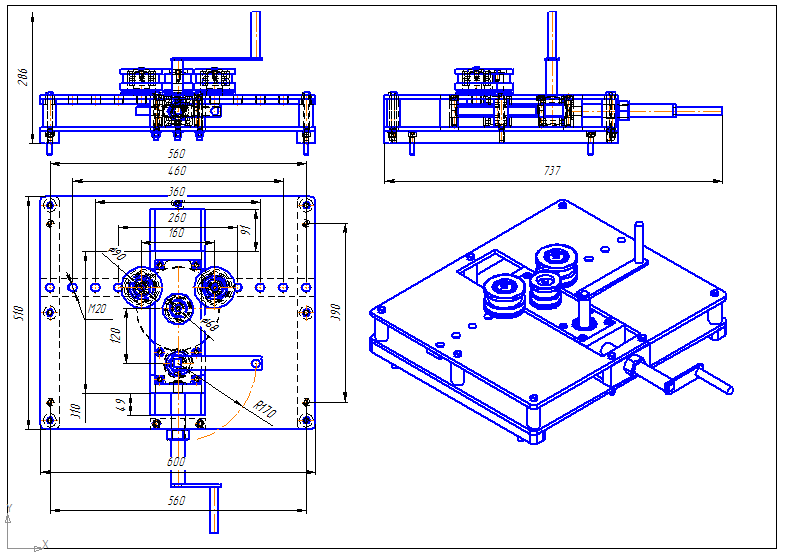 Здесь пригодится кусок стержня, равный ширине планки.Верстак можно использовать для усиления рабочей зоны. Иногда в качестве подставки используют отрезок толстостенной трубы, при этом необходимо следить, чтобы укрепленная таким образом конструкция не мешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка фиксируется в тисках. Главное – обеспечить максимально возможную надежность фиксации, так как при холодной ковке будут прилагаться значительные физические усилия.
Здесь пригодится кусок стержня, равный ширине планки.Верстак можно использовать для усиления рабочей зоны. Иногда в качестве подставки используют отрезок толстостенной трубы, при этом необходимо следить, чтобы укрепленная таким образом конструкция не мешала другому виду работ. Для этого можно выбрать вариант, при котором вся сборка фиксируется в тисках. Главное – обеспечить максимально возможную надежность фиксации, так как при холодной ковке будут прилагаться значительные физические усилия.
Можно сделать красивые фигурные детали из металла своими руками.
Самодельную улитку собрать не так уж и сложно, поэтому сделать ее сможет даже человек, не имеющий большого опыта в такой работе.
В статье мы разберем плюс холодной ковки, а также расскажем, как самому сделать инструмент для работы с ней – чертежи, шаблоны, видео и фото помогут вам в работе, а в результате вы получите получите полезный и простой в использовании инструмент для работы с металлом.
Плюсы и особенности процесса
Холодная ковка – популярный вид работ, так как с его помощью можно создавать необычные детали самых разных форм и размеров.
На станке для холодной ковки можно изготовить забор для клумбы, декоративный фонарь, необычный забор, перила или ручки скамейки и другие элементы. Вы можете увидеть, как детали, созданные с помощью этого процесса, выглядят на фотографии.
Плюс холодной ковки в том, что на нем достаточно легко сделать станок, на котором можно создавать такие детали своими руками. Это поможет сэкономить на покупке дорогостоящего оборудования.
Процесс холодной штамповки состоит из трех основных элементов: гибки, прессования и сварки деталей.Оборудование, необходимое для этого процесса, достаточно простое и компактное, вы можете сделать это самостоятельно и не займет много места в вашей мастерской или гараже.
С холодной ковкой вы можете начать изучение металла, потому что этот процесс проще и безопаснее, так как в этом случае вам не придется иметь дело с высокими температурами, как при других типах сварки.
Для этого процесса обычно используется готовый шаблон – то есть заготовки деталей.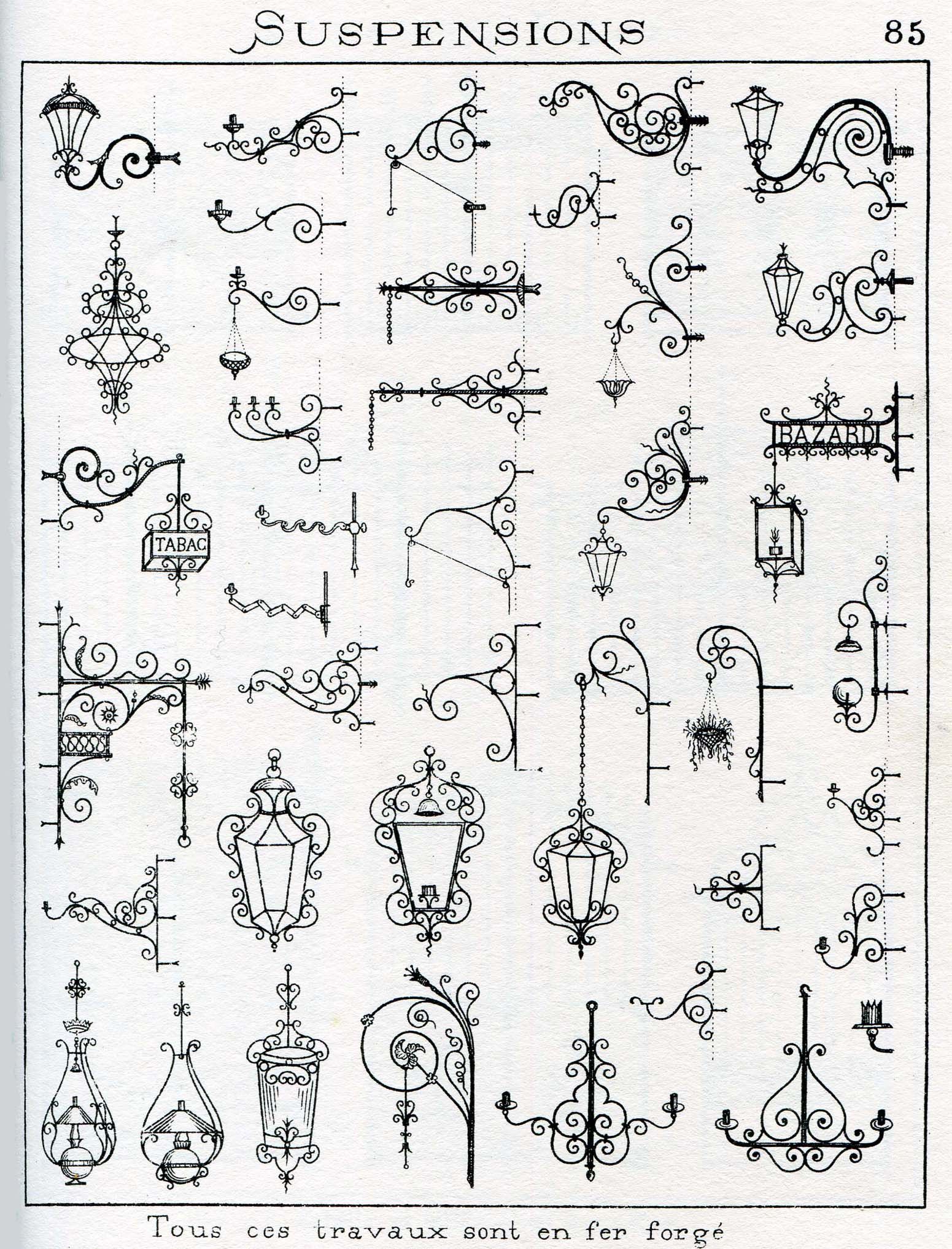
Конечно, у холодной ковки есть свои тонкости, в основном они заключаются в том, что деталь легко повреждается или деформируется в процессе: кованые элементы часто ломаются, и исправить недостаток уже невозможно, поэтому ковку необходимо сделано очень аккуратно.
Однако с помощью качественного станка и чертежа будущей детали можно легко научиться создавать изделия витой, волнистой и других необычных форм. Варианты вы можете увидеть на фото выше.
Процесс обработки заготовок методом холодной ковки проходит в несколько этапов. Первым делом нужно создать шаблон или рисунок будущей конструкции.
Различные станки предоставляют разные возможности для создания лекал – это зависит от сложности изготовления инструмента.
Например, на простейших станках ручной работы можно гнуть только изделия, а на более сложных моделях можно создавать выкройки и т. Д.
После того, как шаблон или чертеж готов, нужно закупить необходимое количество материала в соответствии с с вашим расчетом. Для холодной ковки вам потребуются железные прутья, которые можно приобрести в магазине.
Для холодной ковки вам потребуются железные прутья, которые можно приобрести в магазине.
Стержни для холодной ковки не должны быть слишком толстыми, иначе их будет сложно гнуть. Следующий этап – изготовление деталей своими руками.
Здесь самое главное – правильно выставить настройки, чтобы детали не повредились и не деформировались во время работы станка. устранить проблему будет невозможно.
И последнее, но не менее важное: изготовленные детали крепятся к раме. Делается это сваркой.
Особенно осторожно нужно быть при сварке своими руками тонкостенными трубками, ведь они легко прожигаются, и тогда конструкция выйдет из строя и придется все заново.
Вы можете проследить весь процесс ковки в видео, прежде чем приступить к работе над деталями.
Но прежде чем приступить к холодной ковке, конечно, нужно изготовить станок, который для этого нужен. Станок «Улитка» – наиболее распространенное устройство для обработки металлических изделий методом холодной ковки своими руками.
На видео вы можете увидеть все этапы создания машины – в этом нет ничего сложного, и практически каждый сможет справиться с этим делом самостоятельно.
Создание станка
Процесс изготовления станка состоит из нескольких этапов, выполнив которые один за другим, вы получаете готовый инструмент, с помощью которого можно создавать фигурные изделия для своего дачи или дома.
Перед тем, как приступить к холодной ковке, необходимо сделать шаблон и чертеж. Он выполняется на миллиметровой бумаге, которая сможет точно отразить габариты будущего изделия. На нем нужно изобразить спираль с нарастающими витками.
Витки должны увеличиваться в соответствии с шагом, если нужно делать симметричные изделия, если это не важно, то витки спирали могут увеличиваться неравномерно.
Перед сборкой станка нужно определиться с диаметром заготовки, которую вы будете на нем обрабатывать. Шаг нужно выбирать исходя из этого значения: он должен быть больше диаметра стержня, который вы будете обрабатывать.
Если ступенька недостаточно велика, то вы просто не сможете вытащить детали из машины, не повредив ее. Таким образом, вся работа будет сделана зря.
Самодельная рабочая поверхность улитки может быть изготовлена из листового металла толщиной 4 мм.Размер поверхности зависит от того, детали какого размера вы будете обрабатывать – предварительно необходимо составить чертеж, чтобы все размеры были четкими.
Для изготовления формы используйте полосу металла толщиной не менее 3 мм. Таким образом, получится как раз и с домашней улиткой. Чтобы облегчить процесс, нужно закрепить один из краев заготовки, чтобы она не выскользнула.
Эскиз станка для улитки: Рисунок 1: 1 – ведущая лапа улитки, 2 – главная ось, 3 – рычаги приложения усилия, 4 – зажим для заготовки; рисунок 2: 1 – лемеха улитки, 2 – платформа станка, 3 – прижимной ролик, 4 – рычаг управления прижимным роликом, 5 – крепление платформы, 6 пальцев для фиксации ламелей улитки, 7 – паз, по которому прижимается роликовые дорожки, 8 – ось рычага управления прижимным роликом, 9 – пружина притяжения ролика; Рисунок 3 – принцип работы устройства: 1 – улитка крутится; На рисунке 4 – примеры изделий из улитки.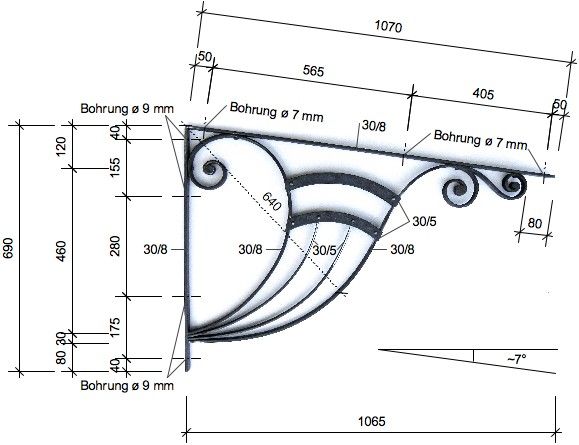
Для фиксатора можно использовать отрезанную часть стержня, по размерам не уступающую полосе. Во время холодной ковки также необходимо прикрепить деталь к верстаку.
Так как при холодной ковке удар по детали достаточно сильный, нужно подумать о креплении отдельно, ведь руками держать заготовку нельзя – она может соскользнуть и испортить всю работу.
Остальные части улитки собрать достаточно просто – главное воспользоваться чертежом и посмотреть видео перед тем, как самому начать процесс.
Изготовленный вами станок может быть как монолитным, так и разборным – заранее определитесь, какая конструкция будет вам удобнее, и сделайте чертеж, чтобы в соответствии с ним проводить все работы.
Если вы хотите, чтобы самодельная улитка была монолитной, то приварите станок к рабочей платформе так, чтобы элементы оставались неподвижными.
Самое главное при таком типе конструкции – правильно и надежно закрепить тот конец детали, который вы будете обрабатывать.
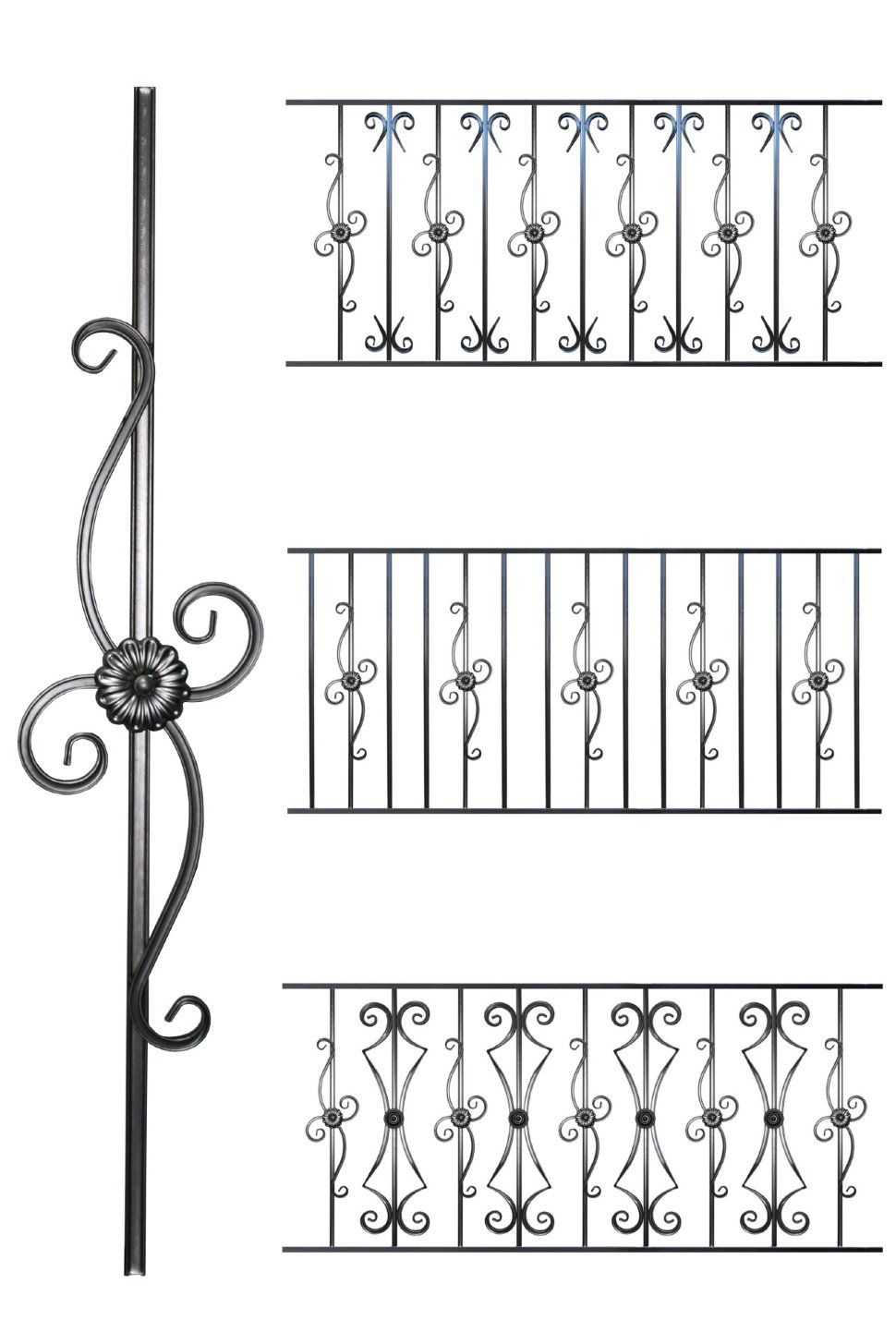
Если станок для холодной ковки планируется разборным, то на рабочем участке необходимо сделать монтажные отверстия, с помощью которых можно будет соединить «корпус» станка с участком.
Съемная конструкция хороша тем, что ее удобнее перемещать при необходимости или снимать машину для замены или ремонта поврежденных деталей – при монолитной конструкции это будет невозможно.
Однако со съемным станком качество крепления деталей будет хуже – придется постоянно поправлять резьбовые соединения самостоятельно, потому что в процессе эксплуатации они неизбежно ослабнут.
Существуют и другие варианты станков для холодной ковки, но станок Snail является наиболее функциональным, к тому же его несложно изготовить самостоятельно. О том, как его сделать, а также о других вариантах изделий смотрите в видео.
Если вы решили использовать улитку в качестве хобби, то следует учесть, что, хотя само устройство не будет стоить вам дорого (не требует каких-либо специальных деталей и инструментов), холодная ковка все же сопряжена с некоторыми расходами.
Во-первых, вам придется потратиться на сами материалы, которые вы будете обрабатывать.И чем крупнее планируется изделие, тем больше денег придется потратить.
Для оценки затрат всегда делайте предварительный чертеж продукта, который отражает его фактические размеры. Например, чтобы сделать небольшую подставку для цветов, вам понадобится потратить на веточки не менее 2000 рублей.
Сколько материала потребуют более сложные изделия – вы можете рассчитать сами.
Стоимость также будет зависеть от сложности выкройки, которую вы создадите с помощью улитки – чем она сложнее, тем дороже вам обойдется изделие.
Вам не придется тратить много денег на инструменты для самого станка, однако, если вы ранее не занимались изготовлением такого инструмента, то лучше купить для него готовое оборудование – в этом случае машина прослужит дольше, и работать на ней будет легче.
Отделка после ковки также может потребовать некоторых вложений – как минимум, вам нужно будет купить грунтовку и краску, чтобы придать детали законченный привлекательный вид.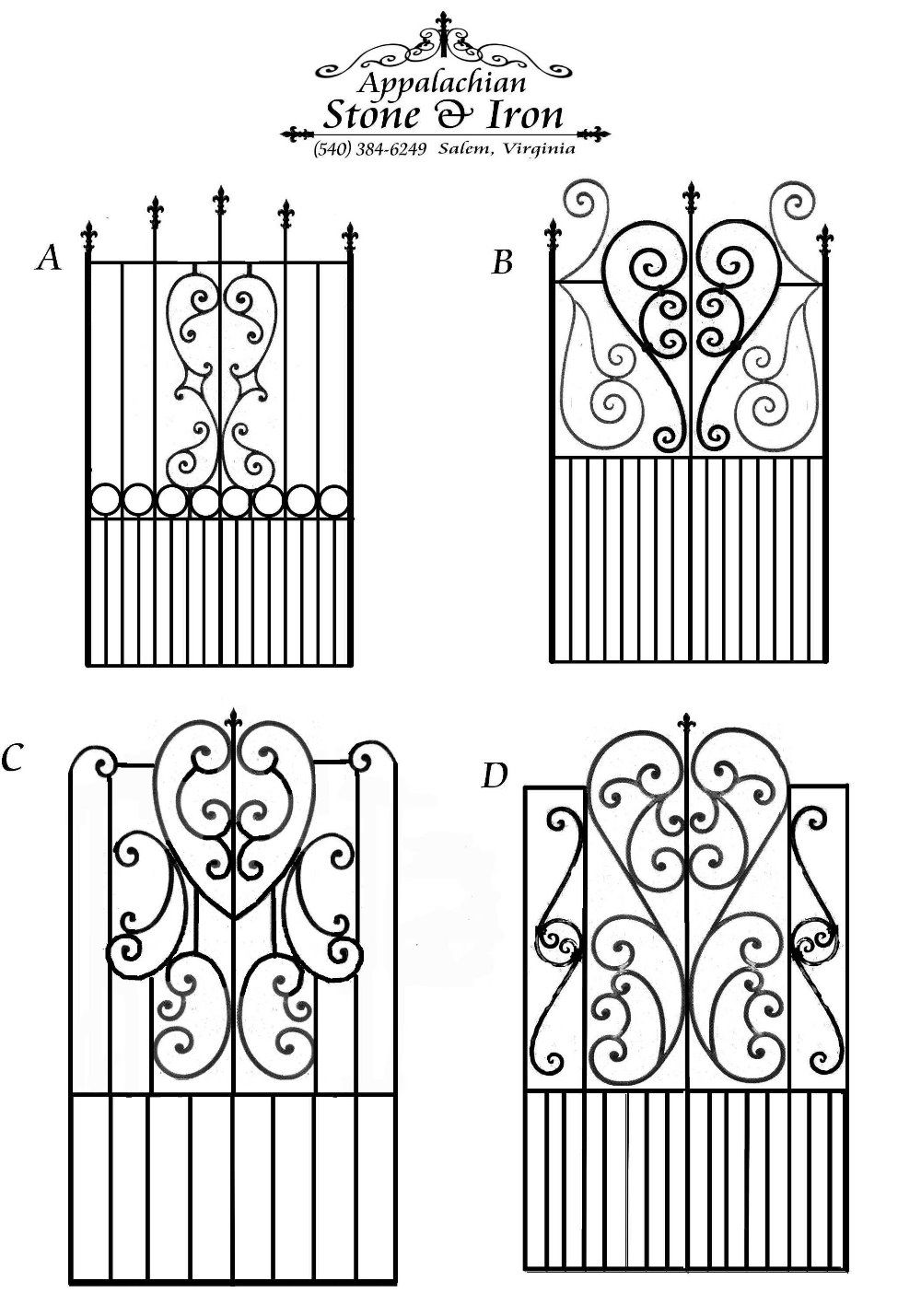
Несмотря на эти затраты, ковка улиток по-прежнему остается доступным и популярным инструментом для металлообработки, вы можете заниматься этим как хобби, так и профессионально, но в этом случае со временем вам может понадобиться более мощный инструмент.
Давайте рассмотрим типы светильников и формы, которые можно получить с их помощью. Мы подготовили для вас рисунки и тематические видеоролики. Так же рассмотрим последовательность изготовления станка для холодной ковки своими руками.Если вы просто собираетесь организовать цех холодной ковки и хотите избежать больших затрат, то изготовление собственных станков и приспособлений поможет вам создать свой небольшой бизнес без лишних затрат.
Основные приспособления и станки
Машины для холодной штамповки в основном предназначены для дуговой или угловой гибки и скручивания.Они могут быть ручными или электрическими.
Основные виды машин и устройств для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарь»
Аппарат «Гнутик»
Купленный или самодельный «Гнутик» – универсальный прибор, позволяющий получить из стержня дугу или угол. Представляет собой основание с ползуном, на котором закреплен упор с углом (при необходимости 90 ° или другой) и два цилиндрических фиксированных упора.Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной угловому упору.
Представляет собой основание с ползуном, на котором закреплен упор с углом (при необходимости 90 ° или другой) и два цилиндрических фиксированных упора.Перемещая ползунок и угловой упор, стержень изгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на стороне, противоположной угловому упору.
Устройство может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия прибора «Гнутик» – вертикальное расположение
Для масштабирования размеров вот чертёж нижней планки этого «Гнезда».
Нижняя планка
Устройство универсальное.С помощью насадок можно не только гнуть, но и вырезать и пробивать дырочки. Но это уже будет следующий шаг.
Получение дуги на “Гнутик”
Получение угла на “Гнутик”
Так выглядит самодельный «Гнутик»:
Устройство “Твистер”
«Твистер» – инструмент для скручивания прутков, чаще всего квадратного сечения, по продольной оси. Это простое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает вращаться, закручивая металл до необходимой формы.
Это простое устройство может быть ручным или электрическим. Принцип работы: оба конца стержня фиксируются, затем одна застежка начинает вращаться, закручивая металл до необходимой формы.
Внешний вид купленного портативного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием б / у электрооборудования:
Для изготовления «Фонарей» и «Конусов» есть специальный станок, но для начала можно использовать «Твистер», как показано на видео (англ., Но все очень понятно).
Видео 1. Как сделать заготовку для «Фонарика» на «Твистер»
Аппарат «Улитка»
Инструмент Улитка предназначен для создания завитков (или спиралей) и валют (S-образных частей).Существуют различные конструкции.
Один из вариантов конструкции: 1 – улитка; 2 – основание станка; 3 – прижимной ролик; 4 – рычаг управления прижимным роликом; 5 – крепление основания; 6 – штифт для фиксации лемехов; 7 – проточка для прижимного ролика; 8 – ось рычага управления; 9 – пружина прижима ролика; 10 – зажим для заготовки; 11 – ведущая доля улитки; 12 – главная ось; 13 – рычаги
Результат должен быть такой:
Еще одна облегченная конструкция для гибки проката сечением до 12 мм:
1 – сегмент улитки; 2 – эксцентрический; 3 – ручка; 4 – цоколь; 5 – направляющие полозья; 6 – ось; 7 – бегунок; 8 – осевая гайка; 9 – ось крепления ролика; 10 – ролик; 11 – ведущий мост; 12 – эксцентриковая направляющая; 13 – центральный сегмент улитки; 14 – барашек эксцентричный; 15 – основная опора; 16 – соединительный штифт сегментов улитки; 17 – регулировочный винт; 18 – соединительное ухо сегментов улитки
Часто устройство «Улитка» изготавливают на подставке, особенно если вам нужно гнуть толстый прокат.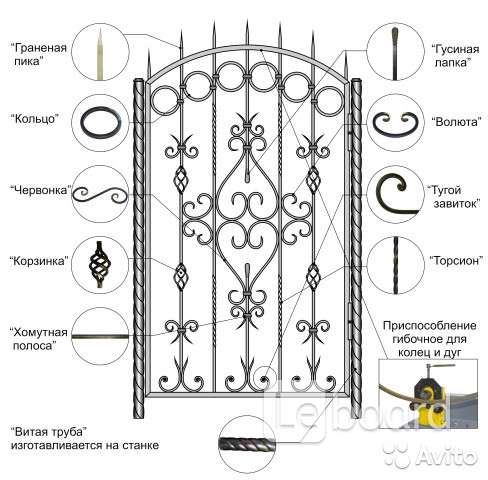
Несколько полезных видеороликов о самодельных машинках для улиток.
Вариант с твердым основанием на опоре:
Видео 2. Изготовление цоколя
Видео 3. Изготовление улитки
Видео 4. Работа станка
Опция настольного крепления:
Видео 5.Часть 1
Видео 5.Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Светильник “Глобус”
Такой прибор похож на школьный транспортир и предназначен для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестиугольника.Сначала один конец заготовки фиксируется загибом, затем загибается по всей длине по шаблону. Принцип работы чем-то похож на работу закаточной машины по консервации.
Внешний вид устройства
Видео 6. Работа на «Глобусе»
Используя чисто мускульную силу, дугу большого диаметра можно получить на шаблоне, привинченном или приваренном к верстаку. Хорошо гнуть полосу, тонкостенную трубу и т.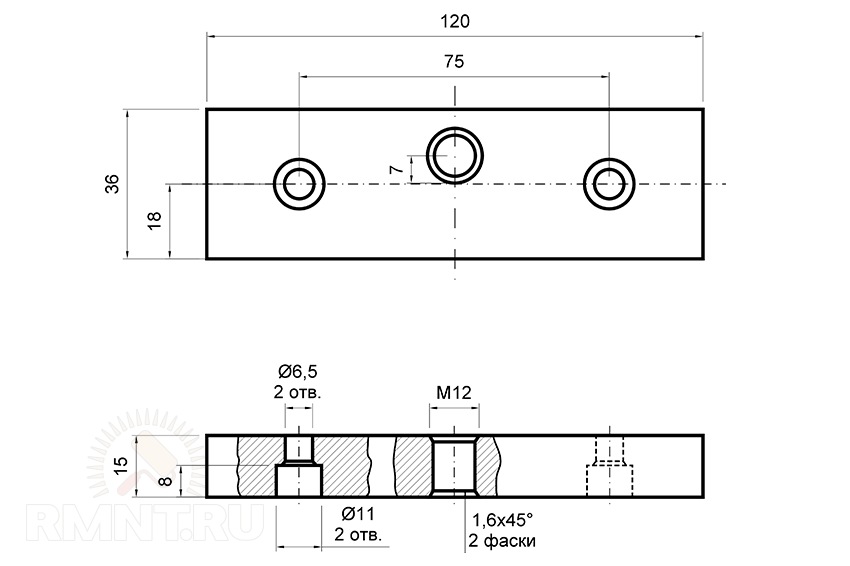 Д.в теме.
Д.в теме.
Образец
Аппарат «Волна»
На аппарате «Волна» можно получить волнистые изделия из заготовки круглого, квадратного, шестиугольного сечения или трубы. Деформация заготовки происходит между вертикальными валками путем прокрутки.
Светильник Wave и полученные изделия
Видео 7. Устройство в действии
Устройство «Фонарик»
Станок предназначен для изготовления заготовок элементов «Фонари» или «Конусы», которые могут состоять из 4, 6, 8 и более стержней.По принципу действия станок аналогичен «Твистеру», но здесь заготовки загибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Устройство «Фонарик»
Видео 8. Работа устройства для изготовления «Фонарик»
.Приспособление для холодной ковки элемента “Хомут”
Элемент холодной ковки «Зажим» предназначен для скрепления между собой других элементов конструкции.
Устройство для гибки «Зажим» может быть изготовлено по прилагаемым чертежам.
Принадлежности для выполнения “гусиные лапки”
«Гусиная лапка» – расплющивание с нанесением красивых зазубрин на концах заготовок для придания элегантности рисунку или уменьшения толщины различных стыков.
Торцы элементов декорированы «гусиной лапкой»
Эту операцию можно выполнить с помощью станка с матрицей или насадкой и тяжелым кузнечным молотком на опоре. В видеоматериалах мы предоставляем оба варианта.
Видео 9. Станок для изготовления «гусиных лапок»
.Видео 10. Фурнитура для ковки “гусиные лапки”
Видео 11. Детальный процесс изготовления штампа
Ниже показан прокатный станок для выполнения той же операции.
Станок для прокатки «гусиных лапок» (расстояние между роликами регулируется). Материалы для прокатного стана: шестерни и валы – запчасти от комбайна б / у
Принцип действия
Изготовление “улитки” с приводом
Улитка с электрическим приводом облегчает изготовление локонов и валют. Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Это особенно ценно, когда работа идет не «по душе», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже представлены этапы сборки станка для гибки прутка с максимальным сечением 10х10 мм. Двигатель мощностью 0,5 кВт / 1000 об / мин работает на пределе своих возможностей. Совершает 6 оборотов вала в минуту. Сегменты спирали выточены из круглой заготовки Ст.45 без термообработки, высотой 25 мм и толщиной 20 мм.Улитка установлена на валу на подшипниках от заднего колеса мотоцикла – 7204. Опорный ролик жестко закреплен в пазу. Между мотором и коробкой передач установлены шкивы.
Ниже представлены рисунки сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитка
Для более массивной штанги (от 12 мм) мощность двигателя должна быть больше киловатта.На фотографиях ниже показана машина с двигателем мощностью 2,2 кВт, 1000 об / мин, обеспечивающим выходную мощность на валу около 10 об / мин. Это уже машина для профессионального использования. Используется б / у редуктор, из заготовки толщиной 30 мм вырезается матрица – самый трудоемкий процесс.
Это уже машина для профессионального использования. Используется б / у редуктор, из заготовки толщиной 30 мм вырезается матрица – самый трудоемкий процесс.
Для холодной ковки еще понадобятся наковальня и молоток. Кузница не нужна, она нужна только для горячей ковки.
Совет! Перед началом работы нарисуйте эскиз будущей конструкции в натуральную величину.Это поможет вам подогнать элементы и не запутаться при сборке.
Кузнечное дело для начинающих | Искусство мужественности
150 лет назад большинство записей переписи населения показало, что пятая часть респондентов указали свою профессию кузнецом, включая моего третьего прадеда Роджера Фаррера. Я не знаю, что дедушка Фаррер придумывал каждый день, но, если он был похож на большинство кузнецов, он делал все, что угодно, . Подковы были небольшой частью работы. Скорее всего, он изготавливал или ремонтировал сельскохозяйственный инвентарь, делал оборудование вроде петель или шкивов или даже что-то столь приземленное, как гвозди. Коробку с гвоздями, которую мы покупаем в хозяйственном магазине за несколько долларов, когда-то делали по одному – вручную. Посетите место, где живут живые исторические произведения, и вокруг кузнеца будет толпа. Это втягивает людей… Как он это делает?
Коробку с гвоздями, которую мы покупаем в хозяйственном магазине за несколько долларов, когда-то делали по одному – вручную. Посетите место, где живут живые исторические произведения, и вокруг кузнеца будет толпа. Это втягивает людей… Как он это делает?
Методы, которые использовал дедушка Фаррер, практически не изменились. Я называю их «Три человека»: «Обогрев, удержание и удары», .
Поскольку большинство людей не знают кузнецов, я получаю много вопросов о ремесле. Даже незнакомцы, проходящие мимо моего магазина (половина моего гаража), останавливаются при звуке ударов молотков по стали и робко ждут, когда я их увижу, поскольку на мне средства защиты органов слуха.Я обычно останавливаюсь и отвечаю на вопросы, особенно если в группе есть дети.
«Где уголь?»
Многие кузнецы до сих пор используют уголь, и на то есть веские причины. Вы можете получить быстрый нагрев, а опытный кузнец может управлять нагревом по длинному куску стали. Обратной стороной является то, что уголь грязный, и это нормально, если у вас есть отдельный магазин. Я использую пропан, потому что он чистый, относительно недорогой, а соседям с подветренной стороны респираторы не нужны.
Я использую пропан, потому что он чистый, относительно недорогой, а соседям с подветренной стороны респираторы не нужны.
«Где взять сталь?»
С безменого двора.У нас есть лесные склады для пиломатериалов и безмены для стали. В то время как лесные склады довольно распространены в большинстве мест, безмены труднее найти, поскольку они редко обслуживают широкую публику, в основном потому, что никто из широких масс не хочет 20-футовый кусок горячекатаного стального прутка диаметром 5/8 дюйма A36. . Обычно их можно найти в индустриальных парках и т. Д. Мой – семейный бизнес в четвертом поколении, и они чудесно добрые к парню, который тратит там немного денег по сравнению с дальнобойщиком, загружающим платформу тоннами стальных труб.
«Насколько жарко?»
Очень жарко. 1400 градусов, большая F. Я могу сделать жарче или холоднее, но обычно держу его прямо там. Для горячей сварки и инструментальной стали может потребоваться больше тепла.
Затем есть утверждение: «Готов поспорить, мне действительно приятно избавиться от всех своих разочарований…»
Нет, в самом деле. Тяжелые удары – это часть уравнения, но точные удары важнее. Если кузнец расстроен, ему следует пробить сумку, пока он не преодолеет ее, а затем приступить к работе на наковальне.Подробнее об этом позже.
Тяжелые удары – это часть уравнения, но точные удары важнее. Если кузнец расстроен, ему следует пробить сумку, пока он не преодолеет ее, а затем приступить к работе на наковальне.Подробнее об этом позже.
Ниже я расскажу об основах кузнечного дела. Вы, вероятно, не сможете начать кузнечное дело сразу после прочтения этого, но, надеюсь, это вызовет у вас достаточно интереса, чтобы подробнее изучить это мужское мастерство и ремесло. Сначала мы рассмотрим основные инструменты, которые вам понадобятся, чтобы начать кузнечное дело. В конце мы покажем вам три основных способа удара по горячему металлу, чтобы придать ему форму.
ИнструментыВам понадобятся четыре основных вещи: вещь, которая нагревает вашу работу, вещь, которая удерживает вашу работу, вещь, которую можно положить под вашу работу, и вещь, которая прикладывает силы к вашей работе.
Устройство для обогрева вашей работы
Вот моя маленькая кузница.
Вы нагреваете свою работу кузницей. Кузням нужно топливо и воздух, и много его. Будь то кузница для кокса (кокс – это материал, сделанный из угля) с сильфоном или кузница для пропана с вентилятором, основная идея состоит в том, чтобы нагреть кусок металла. Пропан дает немного больше контроля, хотя мастер-кузнец может заставить коксовую кузницу нагреть работу до идеальной температуры. Многие (как и я) используют пропан из-за его удобства и чистоты.
Кузням нужно топливо и воздух, и много его. Будь то кузница для кокса (кокс – это материал, сделанный из угля) с сильфоном или кузница для пропана с вентилятором, основная идея состоит в том, чтобы нагреть кусок металла. Пропан дает немного больше контроля, хотя мастер-кузнец может заставить коксовую кузницу нагреть работу до идеальной температуры. Многие (как и я) используют пропан из-за его удобства и чистоты.
С кузницей меньшего размера можно сделать многое. Он тратит меньше энергии и быстрее нагревается. Коксовая кузница имеет здесь преимущество, так как ее легко масштабировать, делая огонь больше или меньше в зависимости от вашей работы.
Кузнец из 18-го -го -го века убил бы ради ацетиленовой горелки. Техника применения тепла на небольших участках с помощью кузницы требовала удивительных навыков и нескольких помощников, помогающих расположить и охладить работу там, где тепло было нежелательно. Хороший резак, как для резки, так и для нагрева, имеет решающее значение. Кончик бутона розы на моей ацетиленовой горелке выделяет 40 000 БТЕ. Для справки: наша печь тушит 60000 на обогрев всего дома. Так что да … много тепла в небольшом помещении. Это значительно упрощает изоляцию декоративных скручиваний в металле.
Кончик бутона розы на моей ацетиленовой горелке выделяет 40 000 БТЕ. Для справки: наша печь тушит 60000 на обогрев всего дома. Так что да … много тепла в небольшом помещении. Это значительно упрощает изоляцию декоративных скручиваний в металле.
Ацетиленовая горелка в действии. Я нагреваю металл горелкой, чтобы получилась скрутка.
То, что поможет вам в работе
Вы держите вещи щипцами, тисками или зажимами. Как говорит мой дорогой наставник Ларри: «Если ты не можешь удержать его, ты не сможешь ударить его.Щипцы являются первичными, и в хорошей кузнице (место, где работают кузнецы) есть много щипцов для удерживания различных форм. Щипцы, подходящие для квадратного стержня ½ дюйма, выйдут из строя, если вы попытаетесь удержать круглый стержень дюйма. Для того, чтобы держать плоский кусок ложа, нужен другой щипец.
Клещи разных типов для удержания металлов различной формы.
Хорошие тиски – это находка. Если вы купите тиски в Home Depot, я гарантирую, что они развалятся в течение пяти минут после того, как я обрушился на мой Welton. Инструменты недешевы и не должны быть дешевыми.В данном случае я держу долото для льда, сделанное для друга.
Инструменты недешевы и не должны быть дешевыми.В данном случае я держу долото для льда, сделанное для друга.
Зажимы также важны, особенно при сварке чего-либо, что должно быть квадратным и плоским. Удерживать что-то квадратное или плоское сложно без большой устойчивой поверхности и метода ее стабилизации.
Чем заняться в вашей работе
То, что находится под работой, обычно является наковальней. Хорошая наковальня имеет решающее значение для успешной работы. Есть наковальни за 200 долларов, и они хороши как якорь для лодок или что-то, что можно бросить на дорожные бегуны.
Моя наковальня стоила больше всех инструментов, которые у меня есть, за исключением сварочного аппарата Miller 251, и в этом плане она была очень близка. Созданный в Америке, Rat Hole – инструмент фантастической конструкции. На нем есть два отверстия: притчел и выносливый (иногда харди).
Притчель используется для пробивания куска металла, так как вам нужно место для пули, когда вы выполняете работу. Он стабилизирует основную часть работы, поэтому он не слишком сильно искажается, когда вы начинаете пробивать.
Он стабилизирует основную часть работы, поэтому он не слишком сильно искажается, когда вы начинаете пробивать.
Hardy вмещает несколько крутых инструментов, таких как V-образный блок, который можно использовать для изгиба заготовки, например, изгиба листа и т.д. ложа или надрез на плоской заготовке.
На задней стороне есть блок для высадки (очень приятная особенность) и, конечно же, рог, который является заостренной частью, используемой для гнутья металла.
Вещь, которая пригодится вам в работе
Мы говорим здесь о молотках.Вы можете сэкономить на инструментах в разных местах, и вам всегда будет жаль, но это вдвойне верно для молотков и наковальней. Вскоре станет очевидным разнообразие форм, веса и стилей головы.
Есть еще много инструментов, которые делают жизнь проще и продуктивнее, но это лишь введение. В будущем появятся новые технические детали, например, силовые молотки. Я люблю силовые молотки.
Shaping Metal При работе с горячей сталью лучшая аналогия, которую я использовал, заключается в том, что при нагревании металл становится очень похожим на глину. Ваша задача – придать ему форму, как глину. Чтобы сделать вещи длинными и тонкими, можно взять кусок глины и растянуть его, и он просто сломается. К сожалению, чтобы растянуть кусок металла, требуется немного больше работы. Сталь – это не глупая шпатлевка.
Ваша задача – придать ему форму, как глину. Чтобы сделать вещи длинными и тонкими, можно взять кусок глины и растянуть его, и он просто сломается. К сожалению, чтобы растянуть кусок металла, требуется немного больше работы. Сталь – это не глупая шпатлевка.
Вы используете основные силы для перемещения вашего металла. Чтобы сделать длинный тонкий кусок из короткого толстого, нужно сжать металл по бокам и повернуть изделие. Если вы возьмете квадрат из глины и несколько раз сожмете его с четырех сторон, он в конечном итоге превратится в длинный тонкий многоугольник.
Есть три основных способа применения силы (опять же, их больше, но мы сохраняем простоту).
Вытяжка . Это основная идея куба из глины. Ударьте по металлу с четырех сторон снова и снова, и он вытянется в более длинный кусок. Одно из типичных применений этого метода – сделать острие гвоздя, когда вы создаете четырехгранную пирамиду, многократно ударяя и поворачивая свою работу, но используя молоток, чтобы наклонить кончик, а не ударять по нему плашмя. Так делали гвозди старые кузнецы.
Так делали гвозди старые кузнецы.
Расстраивает . Это приложение силы к концу детали, чтобы «раздвинуть» металл, чтобы добавить объёма детали. Если вы делаете кусок, который требует утяжеления на конце, например, широкое долото, вы можете использовать высадку.
Пейнинг . Это приложение силы для перемещения металла в определенном направлении. Вы можете перемещать металл в одном направлении или можете разложить его во всех направлениях. Если вы каратэ рубите кусок глины, он выходит из вашей руки параллельно оси вашей руки.Если взять кулак и ударить его, он разлетится во все стороны.
Маленький шарик на тыльной стороне молотка называется шариком. Он предназначен для перемещения металла во всех направлениях. Видеть? Полезный. Я использую небольшой молоток с шариковой ручкой, чтобы клепать два куска металла, чтобы связать их вместе. Маленький гриб, который вы видите на металлической заклепке, – это результат шаровой опоры.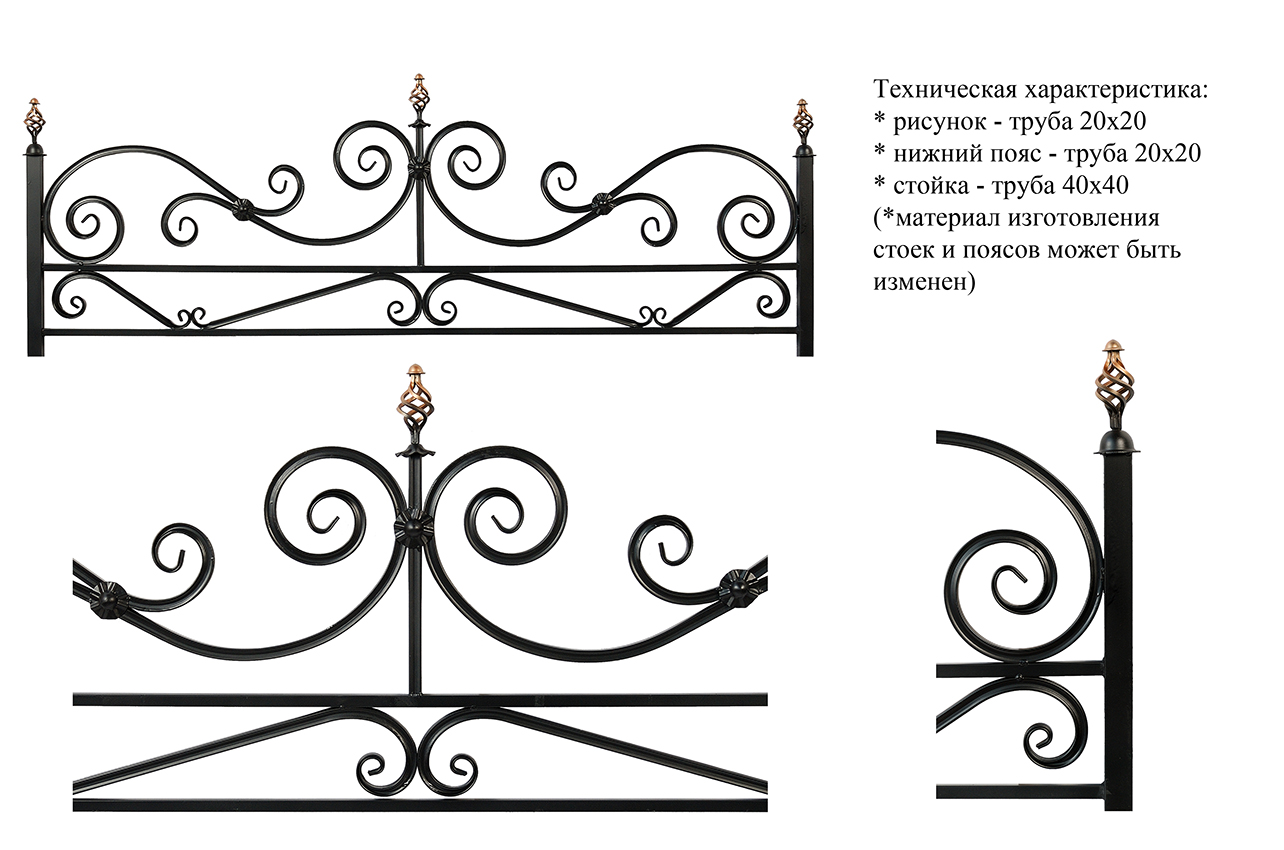
Существуют и другие типы пинов, например крест-пин, для распределения металла по одной оси – как в карате, рубящем этот кусок глины.Если я делаю лист на куске запаса, я часто скручиваю его поперечно, чтобы лист был больше ширины. Лист ивы: не междурядный. Лист осины: междурядный.
Давайте применим некоторые из этих простых сил. Вот несколько примеров.
Рисунок:Начнем с кусочка квадратной ложи 3/8 ″. Разогрейте.
Сначала мы расстроили, используя плоский молоток, довольно тяжелый, весом 1000 г или 2,2 фунта. Чем больше молоток, тем больше сила, прикладываемая за удар.Санки быстро справятся с задачей. Бросьте десятифунтовый груз на кусок глины: раздавите. Я масштабирую молоток по размеру работы.
Нарисуем острие ногтя.
Я уже внес изюминку в эту работу: пока не обращайте на нее внимания. Здесь я работаю на краю наковальни, чтобы дать мне возможность поставить точную точку в работе. Затем я повернул работу на 45 градусов и добавил еще один край, чтобы получился восьмиугольник.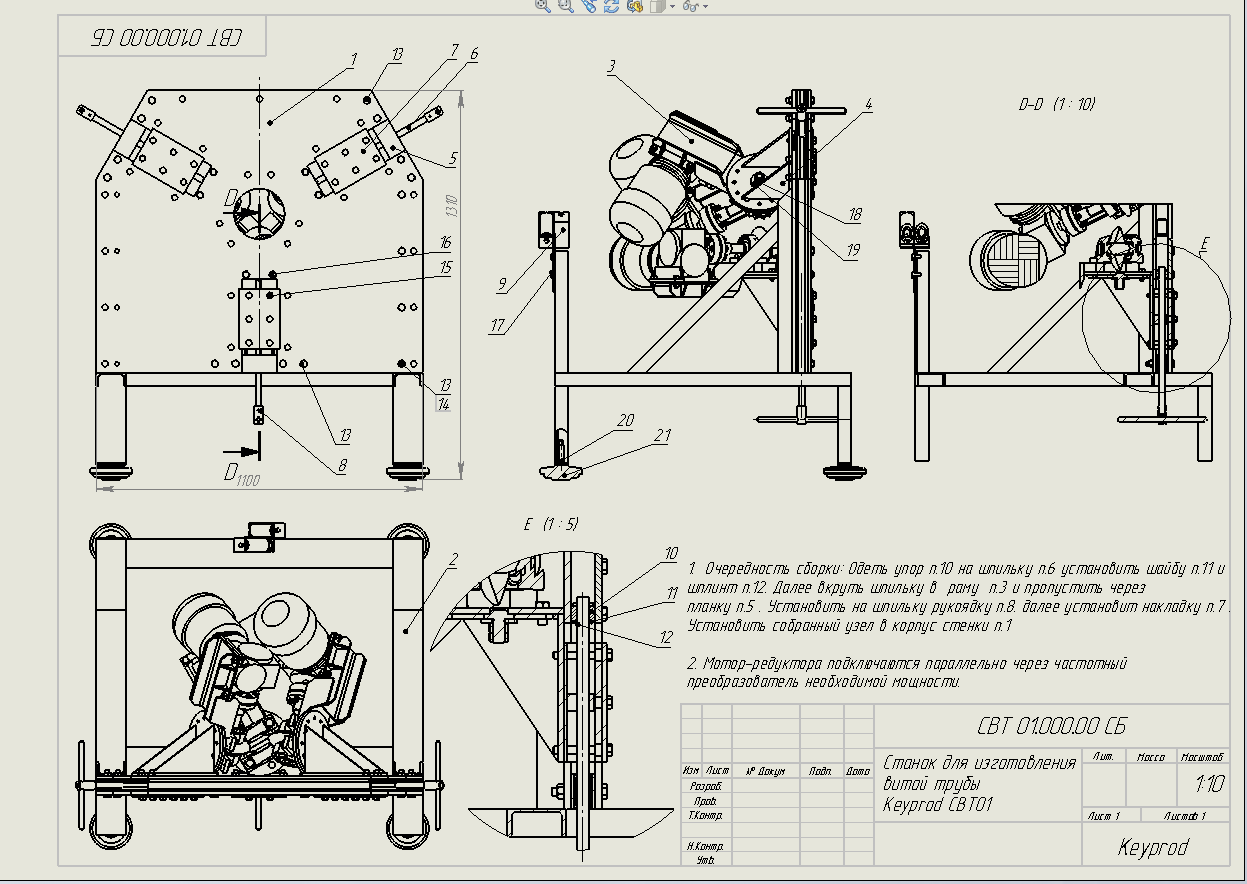 Уберите края восьмиугольника, и у вас будет 16 граней. Продолжайте, и у вас есть конус, но здесь я оставил края, чтобы подчеркнуть скручивание.
Уберите края восьмиугольника, и у вас будет 16 граней. Продолжайте, и у вас есть конус, но здесь я оставил края, чтобы подчеркнуть скручивание.
Иногда требуется несколько нагревов, а это означает, что вам придется повторно нагревать металл в кузнице, чтобы вы могли продолжать его формование. Не беритесь за работу, когда холодно … это может вызвать холодный шунт, который ослабит работу. Холодный шунт – это место, где горячая и холодная части срезаются и создают слабое место. Это не буэно.
Upsetting:Здесь мы добавляем объем к концу, чтобы начать что-то вроде долота. Это немного сложнее, потому что инструментальная сталь требует больше тепла и тверже при более низких температурах.Достаточно просто использовать вес предмета. Вы также можете опрокинуть край наковальни, гоня металл на себя. Маленькие, а не большие удары перемещают металл лучше и под большим контролем. Видите, как он начинает расти?
Peining:
Здесь я разворачиваю концы заготовки, чтобы сделать набор тяг для ящиков для моей жены.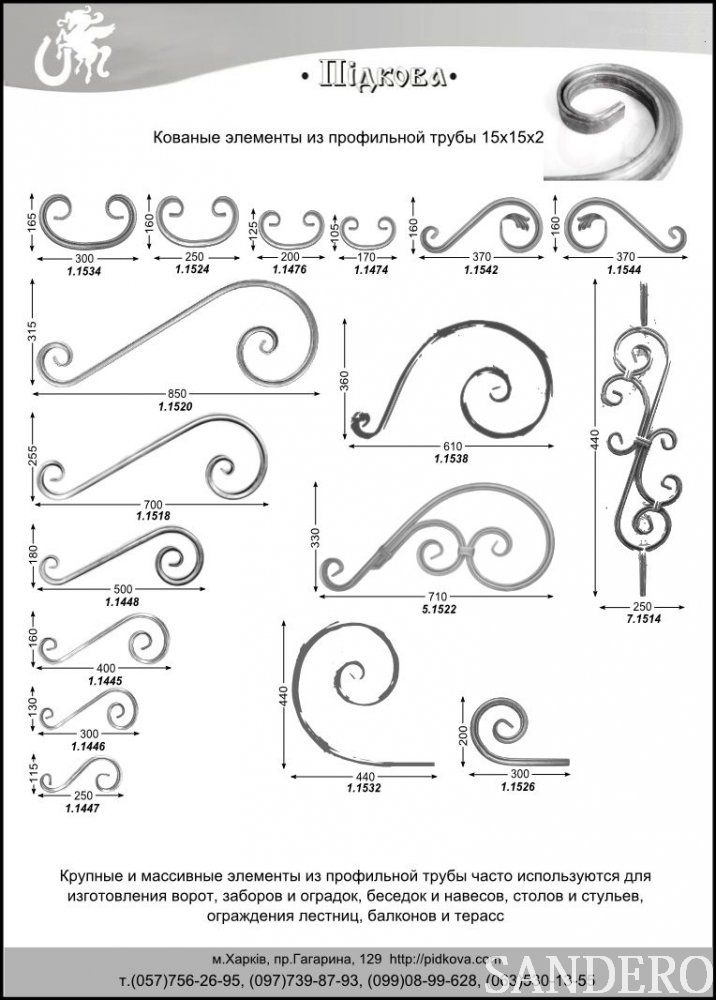 Многие карнизы для штор, ящики для ящиков и подсвечники в моем доме были сделаны в магазине, и она хотела, чтобы у нее были карнизы для ванной.Здесь я использовал шариковый молоток, чтобы сдвинуть металл, а затем зачистил его плоской стороной молотка.
Многие карнизы для штор, ящики для ящиков и подсвечники в моем доме были сделаны в магазине, и она хотела, чтобы у нее были карнизы для ванной.Здесь я использовал шариковый молоток, чтобы сдвинуть металл, а затем зачистил его плоской стороной молотка.
Затем переворачиваю край, делаю несколько изгибов в работе и вуаля, выдвижной ящик.
–
Еще несколько примечаний: Суть кузнечного дела – это не столько сила, сколько контроль. Да, иногда вам нужно «разогреться и сильно ударить», особенно при работе с большим объемом, но хитрость заключается в том, чтобы ударить по металлу, где вы хотите, с такой силой, с которой вы хотите, и с такой точностью, с какой вы хотите.Когда я впервые начал работать с металлом более десяти лет назад, мой наставник нарисовал X на наковальне. «Ударьте туда, переместите свою работу». Погоня за своей работой приведет к испорченной детали или, по крайней мере, к некоторым порезам, вызванным ударами краем молотка, а не лицом.
В обладании такой силой и в то же время таким контролем есть красота дзен. Как и все стоящее, это приходит со временем и практикой. Если ваш разум захламлен, выключите кузницу, очистите магазин и вернитесь в дом.Чистый ум означает хорошую работу. Я могу сказать, когда что-то делаю, если я отвлекся. Он отправляется в мусорное ведро еще на день. Что приводит меня к…
Ошибок нет . В отличие от древесины, которую можно разрезать три раза, но она все еще слишком короткая, металл пригоден для вторичной переработки. Если вещь испорчена, подождите и дайте ей еще один шанс.
Однажды я сделал приводной крюк, комбинированный гвоздь и крюк, на который жители бревенчатых хижин вешали свои вещи. Когда я закончил, я понял, что гвоздь направлен к крючку.Бесполезно, я бросил его на землю и вышел на прохладный ночной воздух. Я ругал себя за недостаток внимательности. Мой мудрый и любящий наставник Ларри вышел из дома и на мгновение постоял со мной. «Здесь нет ошибок», – сказал он своим прекрасным протяжным голосом из Алабамы. Мы вошли внутрь, он нагрел крючок горелкой и несколько закрутил, в конце концов гвоздь указал в нужном направлении. На самом деле он был красивее оригинала.
Мы вошли внутрь, он нагрел крючок горелкой и несколько закрутил, в конце концов гвоздь указал в нужном направлении. На самом деле он был красивее оригинала.
Ошибок нет .И есть вторые шансы, и в металле, и в мужчинах.
П.С. На некоторых фотографиях здесь изображен беспорядок. Не обращай на это внимания, пожалуйста. Так бывает не всегда. Мой магазин заканчивается у наковальни.
P.P.S Как я уже сказал в начале, это был очень простой грунт. Я планирую уточнить детали в следующих публикациях. То есть, если всем интересно.
Холодная штамповка
Этот процесс является разновидностью штамповки штампом. Процесс холодной штамповки может быть разных типов, например, холодная высадка, гибка, холодное волочение, для получения разнообразного ассортимента продукции.Важнейшими компонентами процесса холодной штамповки являются материал и форма штампа, материал заготовки, смазка и температура.
Холодная ковка обычно выполняется при комнатной температуре или при температуре, при которой микроструктура металла не меняется. Это процесс сжатия, при котором металлическим заготовкам придают пластическую форму с помощью фигурных штампов, сжимая их между штампами.
Процесс начинается с того, что заготовка прутка с химической смазкой вдавливается в закрытую фильеру под очень высоким давлением.Затем металл течет и принимает желаемую форму. В качестве материала могут использоваться сплавы нижнего конца и углеродистые стали, нержавеющая сталь серий 300 и 400, отдельные алюминиевые сплавы, бронза и латунь. Мы постоянно стремимся оптимизировать производственные процессы и снизить затраты. В этом направлении сейчас все чаще используются такие методы, как численный анализ и моделирование.
Методы холодной штамповки: Холодную штамповку можно выполнить с помощью следующих трех процессов.
Прямая экструзия:В этом процессе металл течет в направлении силы удара.Уменьшает диаметр пули за счет увеличения ее длины. Обычно используется для изготовления ступенчатых цилиндров и валов.
Обратная экструзия:Здесь поток металла противоположен силе толкателя. Он создает полые детали. Типичное приложение для массового производства.
Осадка или заголовок:В этом процессе металл течет перпендикулярно силе толкателя, увеличивая диаметр и уменьшая длину. Обычно используется для изготовления застежек.
Применение процесса холодной штамповкиДетали, которые будут выкованы с помощью этого процесса, наиболее рентабельны при весе 10 фунтов или меньше.Преимущество достигается, когда необходимо включить в конструкцию такие интегральные элементы, как встроенные фланцы и выступы. Холодная поковка очень популярна в автомобильной промышленности для изготовления деталей рулевого управления и подвески, антиблокировочных тормозных систем, осей, бит, ступиц сцепления, шестерен, шестерен, пальцев, ступенчатых и промежуточных валов и втулок.
Сравнение холодной штамповки и горячей штамповки металлических деталей
Jones Metal Products с 1923 года уделяет большое внимание разработке и качеству деталей. Мы считаем, что для клиентов важно понимать различные процессы обработки металлов давлением, чтобы помочь им сделать лучший выбор поставщика.Хотя мы не оказываем услуги горячей штамповки в Jones Metal Products, мы стараемся быть в курсе других процессов в нашей отрасли. Как горячая, так и холодная штамповка придают металлу окончательную форму, но не каждый металл может быть получен любым из этих способов. Сегодня мы подробнее рассмотрим разницу между горячей и холодной штамповкой.
Холодное формование
Во время холодной штамповки металлическому элементу придается форма, близкая к комнатной температуре. Он может нагреваться на несколько градусов, но в целом металл можно нагревать только слегка.Компания Jones Metal Products имеет большой опыт холодной штамповки, как традиционной штамповки, так и гидроформовки.
Наш метод штамповки включает штамповочный инструмент с внутренней и наружной резьбой; металл зажимается между двумя штампами до тех пор, пока он не примет желаемую форму. Эти штампы относительно дороги в изготовлении, но имеют длительный срок службы. Наши машины могут наносить до 40 и более ударов в минуту. Такой ремонт позволяет повысить эффективность и рентабельность при больших объемах производства.
При гидроформовке, более медленном методе формования, используется только один штамп. Резиновая диафрагма и изнашиваемая накладка прижимаются к матрице в формовочной камере. Поскольку для формирования этих деталей используется давление жидкости, контакт металла с металлом меньше; Это сокращает количество необходимых отделочных операций, что экономит время и деньги. Высококачественная нержавеющая сталь и титан могут быть легко подвергнуты холодной формовке с помощью гидроформовки, что обеспечивает экономию затрат по сравнению с другими методами.
Горячее формование
Пресс для горячей штамповки похож на печь, в которой находится штамп, который помещается внутри коробки.Духовку необходимо нагреть до 2000 градусов, что может занять около часа, чтобы ударить по матрице. Затем материал вдавливается между охватываемой и охватывающей частями матрицы. После первого прессования деталь охлаждается. Горячее формование производит около двух единиц в час, что делает его идеальным для небольших, детализированных заказов из материалов, которые не могут быть подвергнуты холодной штамповке. Например, поскольку титан марки 5 6Al-4V не поддается холодной деформации, альтернативой является горячее формование.
Найдите правильный процесс формования для вашего проекта
Наши клиенты, которые используют холодную штамповку как альтернативу горячей штамповке, говорят нам, что детализация, более короткие сроки и более низкие затраты являются достаточно значительными, чтобы сделать холодную штамповку своим предпочтительным методом штамповки.Мы хотим помочь вам добиться большего; пришлите нам чертеж своей детали или позвоните по телефону 888-868-6535, чтобы поговорить с одним из наших экспертов.
Как изготавливаются болты? Вот и процесс производства
Болты – один из самых основных компонентов проектирования и строительства, но их производство стало передовым, высокотехнологичным процессом, состоящим из нескольких этапов. Узнайте, как необработанная сталь превращается в высокотехнологичные и точные металлические орудия.
Болты бывают самых разных размеров и форм, но основной производственный процесс в целом остается неизменным.Он начинается с холодной ковки стальной проволоки до нужной формы с последующей термообработкой для повышения прочности и обработкой поверхности для повышения долговечности перед упаковкой для отправки. Однако для более сложных конструкций болтов производственный процесс может быть расширен за счет ряда дополнительных этапов.
Шведский производитель Bulten, являясь одним из ведущих поставщиков крепежных изделий для автомобильной промышленности, хорошо разбирается в каждом этапе и во всех аспектах производства болтов. «Мы не производим детали по каталогу – все, что мы производим, разрабатывается по индивидуальному заказу в соответствии с требованиями заказчика», – говорит Хенрик Оскарсон, технический директор производственного предприятия Bulten в Халльстахаммаре, Швеция.
«В зависимости от того, где будет использоваться крепеж, существует ряд различных вариантов изготовления именно того болта».
Производственный процесс
Холодная штамповка
Холодная штамповка начинается с крупной стальной катанки, которую разматывают и разрезают на нужную длину. Марка стали стандартизирована для всей отрасли в соответствии с требованиями ISO 898‑1. Затем проволоке холодной штамповкой придают нужную форму с помощью специального инструмента.Это в основном то место, где сталь формуют при комнатной температуре, пропуская ее через серию штампов под высоким давлением. Сам инструмент может быть довольно сложным, содержать до 200 различных деталей с допусками до сотых долей миллиметра. После доведения до совершенства холодная ковка обеспечивает быстрое производство болтов в больших объемах и с высокой однородностью.
Для болтов более сложной конструкции, контур которых невозможно профилировать только холодной штамповкой, может потребоваться дополнительное точение или сверление.Токарная обработка включает вращение болта на высокой скорости, в то время как сталь обрезается для достижения желаемой формы и дизайна. Просверливанием можно проделать отверстия в болте. При необходимости на этом этапе процесса к некоторым болтам могут быть прикреплены шайбы.
Термическая обработка
Термическая обработка – это стандартный процесс для всех болтов, который включает в себя воздействие на болт экстремальных температур с целью упрочнения стали. Нарезание резьбы обычно применяется перед термообработкой путем прокатки или резки, если сталь мягче.Прокатка работает так же, как холодная ковка, и включает в себя пропускание болта через матрицу для придания формы и формования стали в виде резьбы. Резка включает формирование резьбы путем резки и удаления стали.
Поскольку термообработка изменяет свойства стали, делая ее более твердой, нарезать резьбу заранее проще и дешевле. Однако нарезание резьбы после термообработки будет означать лучшие усталостные характеристики.
«Термическая обработка может привести к образованию тепловых пятен и незначительному повреждению болта», – поясняет Хенрик Оскарсон.«По этой причине некоторые клиенты требуют нарезания резьбы после термообработки, особенно для таких применений, как двигатель и болты головки блока цилиндров. Это более дорогостоящий процесс, так как вам нужно формовать закаленную сталь, но резьба будет лучше сохранять свою форму ».
Размер и поверхность
Для длинных болтов, длина которых более чем в десять раз превышает диаметр болта, термообработка может привести к тому, что сталь вернется к круглой форме исходной стальной проволоки.Поэтому часто необходимо применять процесс выпрямления.
Выбор обработки поверхности определяется применением болта и требованиями заказчика. Часто главной проблемой для крепежных изделий является коррозионная стойкость, поэтому оцинкованное покрытие, нанесенное путем электролитической обработки, является обычным решением. Это процесс, при котором болт погружается в жидкость, содержащую цинк, и подается электрический ток, так что цинк образует покрытие на болте.Однако электролитическая обработка сопряжена с повышенным риском водородного охрупчивания. Другой вариант – цинковые хлопья, которые обладают еще более высокой коррозионной стойкостью, хотя и по более высокой цене.
Когда коррозионная стойкость не является проблемой – например, внутри двигателя или приложения, которое регулярно подвергается воздействию масла, – использование фосфата является более экономичным вариантом. После обработки поверхности стандартные болты обычно готовы к упаковке. Однако для более сложных конструкций может потребоваться дополнительная сборка, например кронштейны.Другие болты также потребуют некоторой формы исправления, либо заплаты, либо жидкой заплатки. Запирающая нашивка состоит из толстого нейлонового слоя поверх нитей, который помогает улучшить сцепление. Жидкая заплатка поможет улучшить крутящий момент нарезания резьбы.
По завершении этих шагов болт готов. Теперь все, что осталось, – это некая форма контроля качества, чтобы гарантировать однородность и согласованность перед упаковкой и отправкой болтов.
Краткое описание производственного процесса:
- Проволока – размотанная, выпрямленная и отрезанная до нужной длины.
- Холодная штамповка – Формование стали нужной формы при комнатной температуре.
- Головка болта – Постепенно формируется путем вдавливания стали в различные штампы под высоким давлением.
- Нарезание резьбы – Нарезание резьбы осуществляется накаткой или нарезанием.
- Термическая обработка – Болт подвергается сильному нагреву для закалки стали.
- Обработка поверхности – Зависит от области применения. Цинкование – обычное дело для повышения коррозионной стойкости.
- Упаковка / складирование – После контроля качества, чтобы гарантировать однородность и стабильность, болты упаковываются.
(PDF) Исследование проектирования штампов для холодной штамповки с использованием различных методов
Vol. 3, No. 3 Modern Applied Science
152
Дж. М. Монаган, (1993). Анализ напряжений процесса холодной штамповки, применяемого к крепежу с потайной головкой, Journal of
Materials Processing Technology, Volume 39, Issues 1-2, October 1993, Pages191-211.
J.-H. Песня и Ю.-Т. Им, (2007), Проектирование процесса штамповки конической зубчатой передачи с использованием метода конечных элементов, Журнал
по технологиям обработки материалов, тома 192-193, 1 октября 2007 г., страницы 1-7.
Йенс Гроенбек и Торбен Биркер, (2000), Инновации в конструкции штампов для холодной штамповки, Journal of Materials Processing
Technology, Volume 98, Issue 2, 29 января 2000, страницы 15-161.
Джон А. Пэйл, Раджив Шивпури и Тайлан Алтан (1992).Последние разработки в инструментах, станках и исследованиях в холодном формовании сложных деталей
, Журнал технологий обработки материалов, том 33, выпуски 1-2, август 1992 г., страницы
1-29.
John Walters, Wei-Tsu Wu, Anand Arvind, Guoji Li, Dave Lambert и Juipeng Tang, (2000), Последние разработки моделирования процессов
для промышленных приложений, Journal of Materials Processing
Technology, Volume 98, Issue 2, 29 января 2000 , Страницы205-211.
К.Д. Хур, Ю. Чой и Х. Т. Йео, (2003). Метод проектирования холодной обратной экструзии с использованием КЭ-анализа, Finite
Elements in Analysis and Design, Volume 40, Issue 2, December 2003, Pages 173-185.
К. Севенлер, П. С. Рагхупати и Т. Алтан (1987). Расчет последовательности формования для многоступенчатой холодной штамповки, журнал
технологии механической обработки, том 14, выпуск 2, март 1987 г., страницы 121-135.
Л. С. Нильсен, С. Лассен, К. Б. Андерсен, Й. Грёнбек и Н.Бэй, (1997). Разработка гибкой инструментальной системы для мелкосерийного производства
при холодной штамповке, Журнал технологий обработки материалов, том 71, выпуск
1, 1 ноября 1997 г., страницы 36-42.
Лю Цинбинь, Фу Цзэнсян, Ян Хэ и У Шичунь, (1997). Сопряженный термомеханический анализ высокоскоростного процесса горячей штамповки
, Journal of Materials Processing Technology, Volume 69, Issues 1-3, September
1997, Pages190-197.
М.Арентофт, Т. Ванхейм, М. Линдегрен и С. Лассен, (2005), Обратное растяжение при осесимметричном сжатии
испытание, Журнал технологий обработки материалов, том 159, выпуск 1, 10 января 2005 г., страницы 62-68.
Марк Робинсон и Ховард А. Кун, (1978). Анализ технологичности холодной штамповки шестерен с
цельными зубьями, Journal of Mechanical Working Technology, Volume 1, Issue 3, February 1978, Pages 215-230.
Маркус Мейдерт, Маркус Кнёрр, Кнут Вестфаль и Тайлан Алтан (1992).Численное и физическое моделирование холодной штамповки конических зубчатых колес
, Journal of Materials Processing Technology, Volume 33, Issues 1-2, August 1992, Pages75-93.
Минванг Фу и Баочжун Шан, (1995). Анализ напряжений прецизионного штампа для конической передачи и его оптимальной конструкции
с использованием метода граничных элементов, Journal of Materials Processing
Technology, Volume53, Issues3-4, September 1995, Pages511-520.
П. Б. Хуссейн, Дж. С.Cheon, D. Y. Kwak, S. Y. Kim и Y. T. Im, (2002). Моделирование процесса ковки муфты
с использованием CAMPform, Journal of Materials Processing Technology, Volume 123, Issue 1, 10 апреля 2002 г., страницы 120-132
P. Huml, D. Zonghai and Y. Wei, New, (1997 ). Модель напряжения муки в условиях холодной штамповки, CIRP Annals –
Manufacturing Technology, Volume 46, Issue 1, 1997, Pages 163-166.
П.Ф. Бариани, Дж. Берти, Л. Д’Анджело и Дж. Дж. (1998). Ян (Интегрированный подход в инструментах для проектирования, настройке и синхронизации
кузнечно-передаточных машин, CIRP Annals – Manufacturing Technology, Volume 47, Issue
1, 1998, Pages203-206.
Куанг-Чернг Сю и Ронг-Шин Ли, (1997). Проектирование процесса холодной штамповки, основанное на введении аналитических знаний
, Journal of Materials Processing Technology, Volume 69, Issues 1-3, September 1997, Pages 264-272.
Р. Ди Лоренцо и Ф. Микари, (1998). Обратный подход к проектированию оптимальной формы преформы в холодном состоянии
Ковка Анналы CIRP – Технология производства, том 47, выпуск 1, 1998 г., страницы 189-192.
Рави Дуггирала, Раджив Шивпури, Сатиш Кини, Сомнатх Гош и Субир Рой, (1994).Компьютерный подход для проектирования
и оптимизации последовательностей холодной штамповки деталей двигателя, Journal of Materials Processing
Technology, Volume 46, Issues 1-2, October 1994, Pages 185-198.
Ли Ронг-Шин, Куанг-Чернг Сю и Сен-Лен Су, (1999). Разработка параметрической компьютерной системы проектирования штампов
для холодной штамповки, Журнал технологий обработки материалов, том 91, выпуски 1-3, 30 июня
1999, страницы 80-89.
с.