Схема токарного станка
Устройство токарного станка по металлу – конструкция, схема, основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
Передняя бабка Задняя бабка Суппорт Приводные валы Рычаг переключения скоростей ЛимбКак устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата.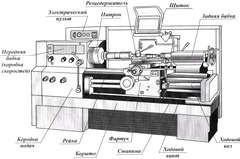 Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
 youtube.com/embed/-o06IaWIC9I”/>
youtube.com/embed/-o06IaWIC9I”/>
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.

- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).

Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением.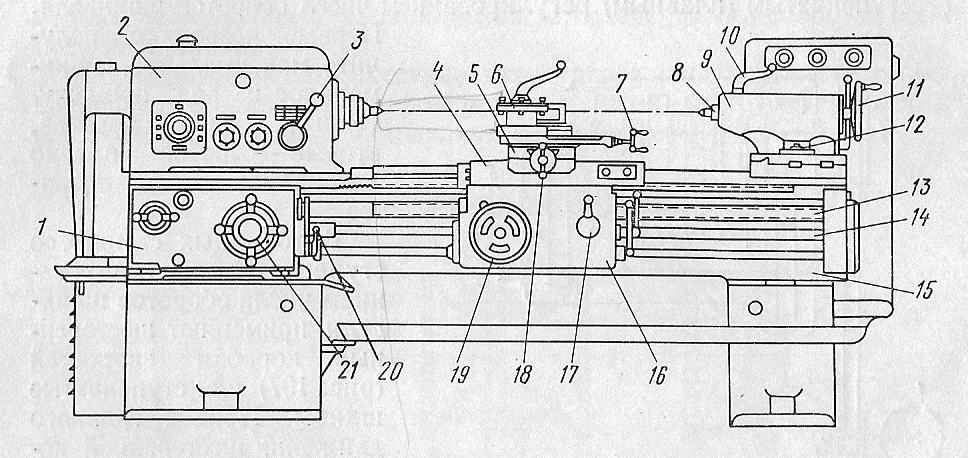 Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.Схема токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
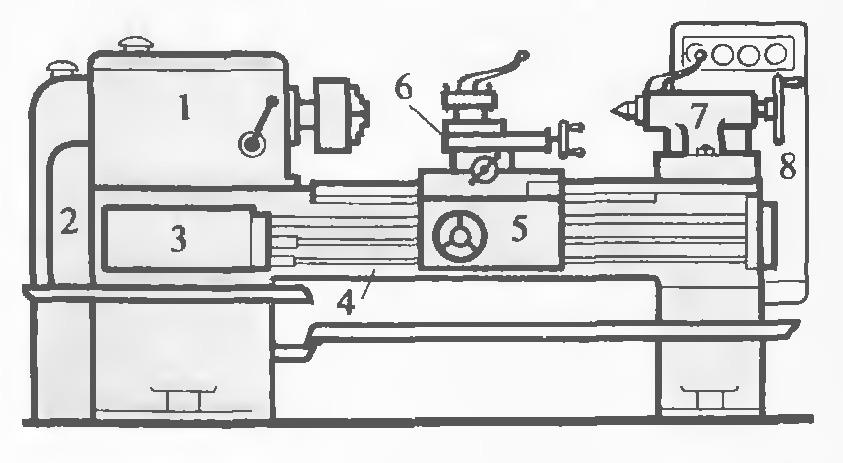
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий.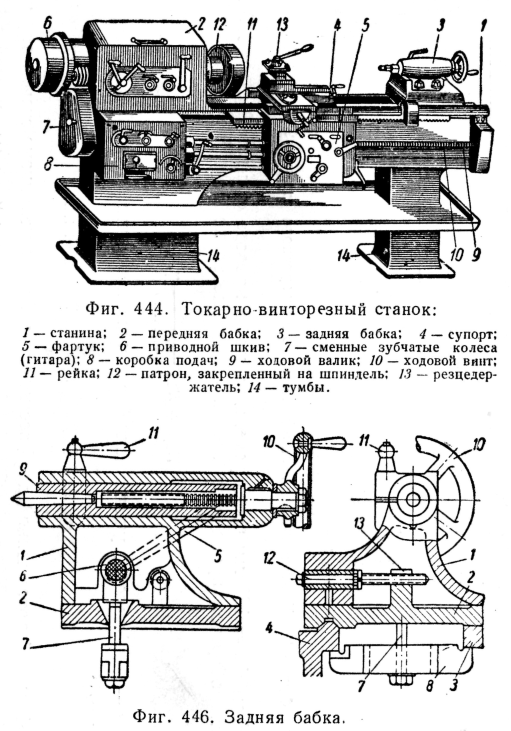 Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
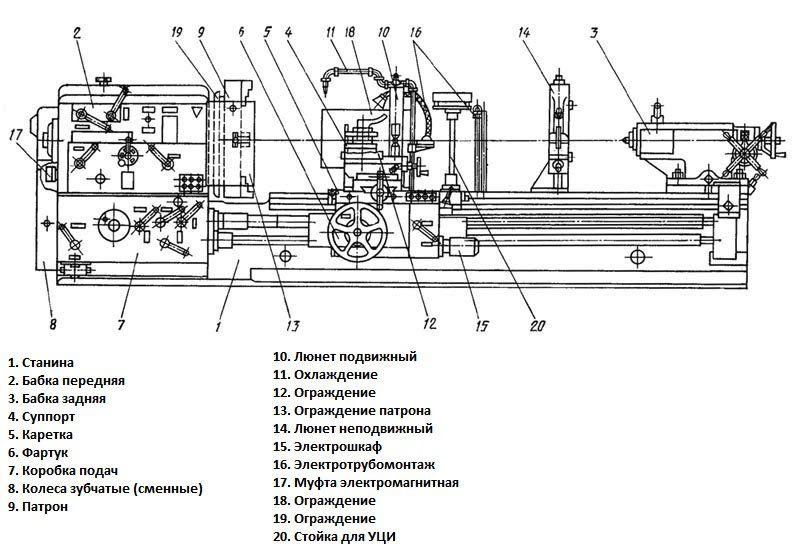
Рис.: 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент. Таким образом, конструкция суппорта и направляющих станины обеспечивает инструменту возможность продольного и поперечного движения, а также наклона относительно центра. Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
Это позволяет обрабатывать инструментом цилиндрические и конические поверхности.
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике. Выбирая используемые передачи, можно регулировать скорость вращения шпинделя в широких пределах. На токарных станках можно получить более 20 различных скоростей вращения шпинделя с закрепленной на ней заготовкой.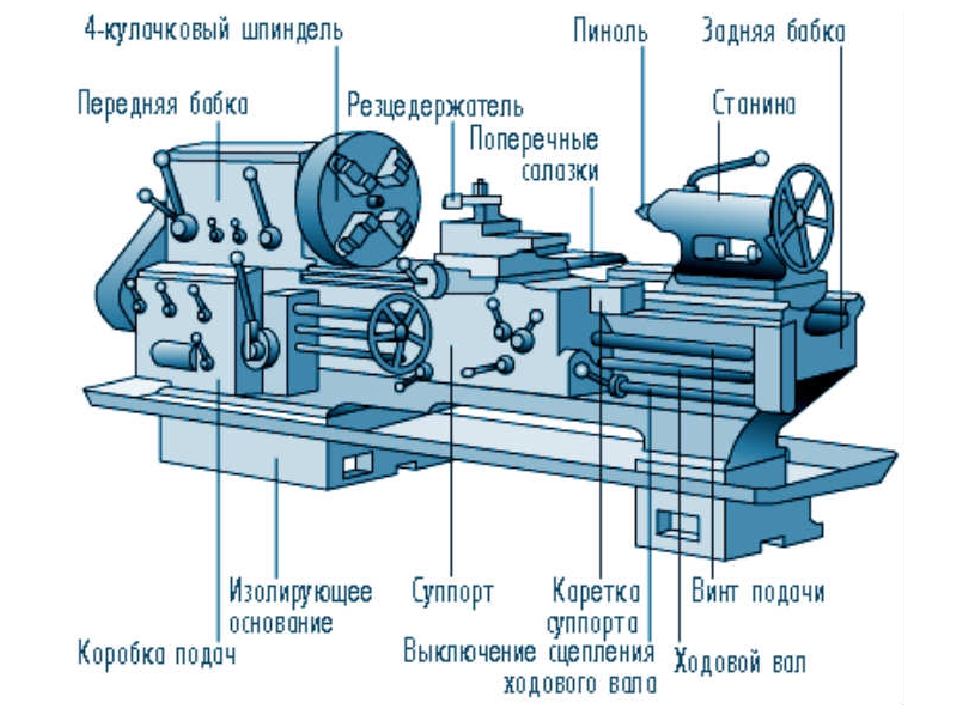 Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Для обратного вращения шпинделя предусмотрены две фрикционные муфты.
Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Купить станок, посмотреть его в работе, ознакомиться со складом станков – Вы можете, связавшись с нашими менеджерами по телефонам 8 (4822) 620-620 или заказать обратный звонок.
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Если остались вопросы, заполните форму ниже:
Как устроен токарный станок по металлу — схема, конструкция и принцип работы
Появление большого станочного парка, состоящего из механизмов различных типов и модификаций, позволило в той или иной степени автоматизировать процесс обработки металлоизделий. Токарные станки являются одними из самых распространенных не только на производстве.
В продаже есть и настольные токарные станки, которые не имеют таких возможностей, как их «взрослые» аналоги, но, тем не менее, успешно эксплуатируются в быту или небольших специализированных мастерских. О том, как устроены станки для производства токарных работ, и поговорим.
О том, как устроены станки для производства токарных работ, и поговорим.
Согласно классификации металлорежущего оборудования, токарные станки относятся к 1-й группе. Все они отличаются спецификой выполнения технологических операций, точностью и рядом других параметров. Отсюда и некоторые различия в конструкции отдельных элементов, а также в комплектации. Поэтому далее – лишь общая информация по устройству токарных станков, предназначенных для обработки металлоизделий.
Конструкция токарного станка
Рассмотрим на примере револьверной модели как наиболее распространенной. На рисунках все хорошо видно, поэтому будет достаточно отдельных пояснений.
Шпиндельная (передняя) бабка , в зависимости от модели и производителя, бывает из чугуна или листового (но толстого) железа. На ней, кроме самого шпинделя, расположен переключатель скоростей.
Для большего понимания устройства следует разобраться, за счет чего и как это происходит. Практика эксплуатации токарных станков показывает, что это одно из наиболее слабых мест любого агрегата. По своей конструкции эта часть станка мало чем отличается от механической коробки передач автомобиля. Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
По своей конструкции эта часть станка мало чем отличается от механической коробки передач автомобиля. Внутри – набор шестерен, закрепленных на осях, расположенных на различных уровнях.
Комбинация, по которой они соединяются друг с другом, определяет скорость вращения шпинделя. В станках наполовину или полностью автоматизированных, этот параметр задается переключателем. В зависимости от положения его ламелей напряжение +24 В поступает на управляющий элемент – эл/магнитную муфту, срабатывание которой и позволяет перейти с одного режима на другой.
Суппорт
На нем установлен резцедержатель. Его перемещение вправо-влево может осуществляться механически или вручную.
Составные части токарного станка
- Каретка.
- Салазки поперечные.
- Держатель резца.
- Фартук. Исполнение этой конструктивной части у разных моделей может сильно отличаться.
- Салазки резцовые.
Задняя бабка
Она выполняет двойную функцию. Если в шпинделе закрепить металлический образец, а в задней бабке – сверло, то можно производить операцию сверления, перемещая каретку влево. Зафиксировав в данной части станка конец габаритной металлозаготовки, получится вести соответствующие токарные работы. В этом случае обрабатывающим инструментом является резец, который токарь «ведет» в нужном ему направлении.
Короб с элементами автоматики (на станках с ручным приводом он отсутствует)
В нем находятся двигатель, трансформатор и ряд органов управления (кнопка «пуск/стоп», сигнальные лампы и так далее). Более современные модели, относящиеся к категории тяжелые, оснащены эл/шкафом.
Все схемы токарных станков рассчитаны на пониженные напряжения (от 12 до 36 В). Это связано с тем, что вероятный пробой изоляции цепи 220 В (а все части оборудования металлические) приведет к самым печальным последствиям.
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.
Поэтому лишь общий обзор наиболее известных разновидностей.
- Полу- и автоматы.
- Одно- или многошпиндельные.
- Револьверные.
- Винторезные.
Многорезцовые
Карусельные
Затыловочные
Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.
- 1-я (цифра). Для токарных станков – всегда «1».
- 2-я (цифра или буква). Тип оборудования. К примеру, для карусельного станка это «5», лобового – «6», винторезного – «И».
- 3-я (число). Главный параметр (в дм). За него обычно принимается высота центров.
- 4-я (буква). Проставляется не всегда. Указывает на особенности токарного станка. К примеру, литера «Т» свидетельствует о том, что он модифицирован; «П» – повышенной точности, и так далее.
Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
На что в первую очередь обратить внимание?
- Максимальное сечение металлозаготовки, которую можно зажать в шпинделе.
- Расстояние между центрами бабок при их крайнем положении. От этого зависит максимальная длина образца, который получится обработать.
- Предельная толщина металлической детали. Определяется расстоянием от оси шпиндель – задняя бабка до суппорта.
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Изучаем токарный станок по металлу: строение механизмов, основные детали, части и узлы
Первый в истории человечества механический токарный станок был изобретен в XVIII веке отечественным умельцем А. К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
К.Нартовым. Уникальность его состояла в наличии суппорта — революционного устройства, освобождающего руки рабочего. Сегодня на токарных станках обрабатывается до 70% всех металлических деталей. Это один из самых востребованных видов промышленного оборудования. Постепенно обычные станки вытесняются оборудованием с числовым программным управлением, более эффективным и точным.
Устройство токарного станка
токарный станок по металлуЧтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.
Таблица переключателя вращения шпинделяНа внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
Схема гитары Гитара станкаГитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Устройство коробки подач Коробка подачКоробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Устройство суппорта СуппортСуппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
7 составляющих и рекомендации по сборке
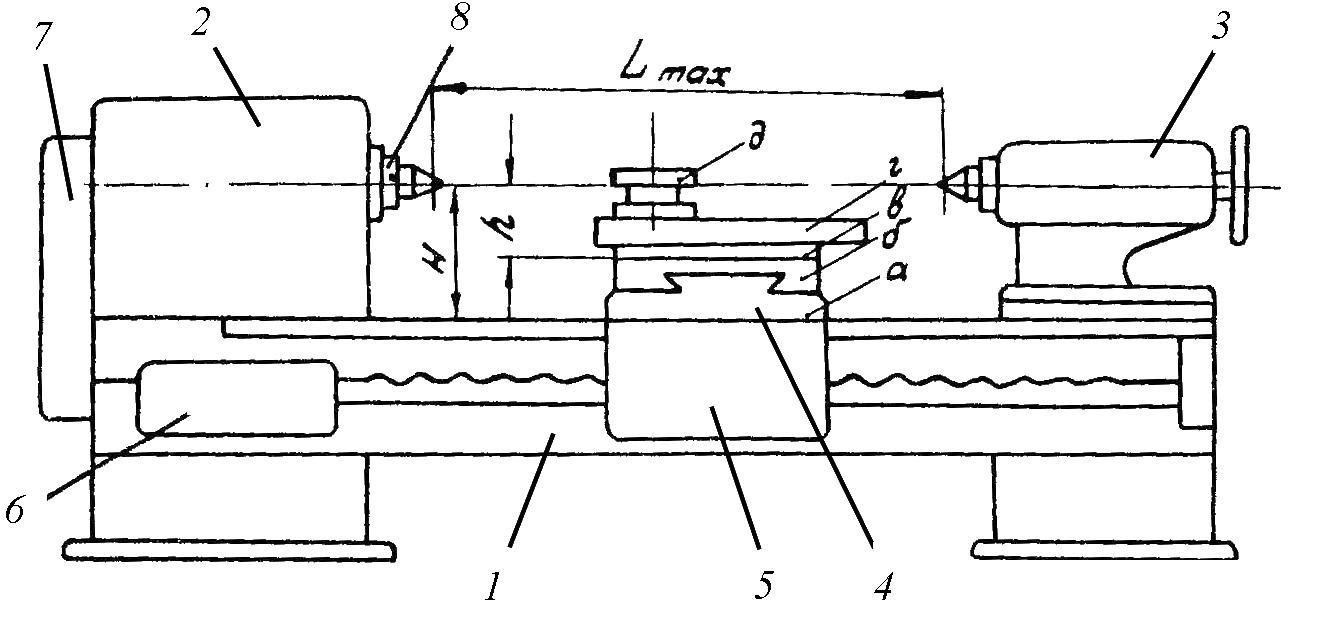
Металлорежущим станком называют технологическую машину, на которой путем снятия стружки с заготовки получают деталь с заданными размерами, формой, расположением и шероховатостью отверстий. Токарные станки — самый распространенный тип металлообрабатывающего оборудования. Токарное оборудование, предназначенное для обработки металла, бывает разных типов: напольное, настольное — в зависимости от целей использования. Кроме того различают станки с ЧПУ и без него. Любой металлообрабатывающий токарный станок (включая современные центры по обработке металлов) работает в соответствии с принципом: заготовка, предназначенная для обработки, жестко закрепляется в патроне, закрепленном на шпинделе, вращающимся посредством приводного механизма с заданной частотой. В зависимости от массы различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10т). Резание металла (снятие металлической стружки с заготовки) осуществляется при помощи высокопрочного резца со сменными пластинками (или с напайкой и заточкой под определенным углом). Закрепленный в резцедержателе резец обрабатывает поверхность заготовки, перемещаясь вдоль и поперек оси вращения этой заготовки. Устройство токарных станков должно обеспечить не только соответствующую мощность механизма привода и механизма продольной подачи, но и статичность резца и заготовки. Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Для изготовления на станках требуемой детали рабочим органам станка необходимо сообщить определенный, иногда достаточно сложный комплекс согласованных движений, при которых с заготовки снимается в виде стружки избыточный материал (припуск).
В зависимости от массы различают станки легкие (до 1 т), средние (до 10 т) и тяжелые (свыше 10т). Резание металла (снятие металлической стружки с заготовки) осуществляется при помощи высокопрочного резца со сменными пластинками (или с напайкой и заточкой под определенным углом). Закрепленный в резцедержателе резец обрабатывает поверхность заготовки, перемещаясь вдоль и поперек оси вращения этой заготовки. Устройство токарных станков должно обеспечить не только соответствующую мощность механизма привода и механизма продольной подачи, но и статичность резца и заготовки. Двумя главными параметрами любых токарных станков по металлу являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами (крайними точками, через которые проходит ось вращения детали). Эти два параметра задают максимальные габариты деталей, с которыми способен работать токарный станок. Для изготовления на станках требуемой детали рабочим органам станка необходимо сообщить определенный, иногда достаточно сложный комплекс согласованных движений, при которых с заготовки снимается в виде стружки избыточный материал (припуск).
В процессе развития промышленности технологии и методы металлообработки, в том числе токарной, постоянно совершенствуются. На сегодняшний день наиболее актуальными и перспективным является выпуск токарных станков и обрабатывающих центров с числовым-программным управлением (ЧПУ). Данные станки предназначены для обработки деталей по всему спектру операций от черновых до чистовых при обработке наружных и внутренних цилиндрических поверхностей, сверления, зенкерования, развертывания осевых отверстий, точения конусов, нарезки наружной и внутренней резьбы.
Составляющие мини-токарного станка по металлу своими руками
Любой самодельный токарный станок состоит из следующих элементов:
- привод – основная часть механизма, которая отвечает за его мощность. Выбор привода необходимой мощности является одной из самых сложных задач. В небольших токарных станках по металлу своими руками можно использовать привод от обычной стиральной машины или дрели. Обычно, мощность этого элемента начинается от 200 Вт, а количество оборотов в минуту – от 1500;
- станина – несущая рама конструкции, которая может быть изготовлена из деревянных брусков или стального уголка. Станина должна характеризоваться высокой прочностью, иначе вся конструкция может развалиться от вибраций во время работы;
 Станина должна характеризоваться высокой прочностью, иначе вся конструкция может развалиться от вибраций во время работы;
Станина должна характеризоваться высокой прочностью, иначе вся конструкция может развалиться от вибраций во время работы;Проекция и основные узлы токарного станка по металлу
- задняя бабка – изготавливается из стальной пластины и привариваемого к ней стального уголка. Пластина упирается в направляющие станины, а основным назначением задней бабки токарного станка своими руками является фиксация металлической детали при обработке;
- передняя бабка – часть, аналогичная задней бабке, но устанавливающаяся на подвижной раме;
- ведущий и ведомый центры;
- суппорт – упорный механизм для рабочей части.
Вращательный момент от двигателя к рабочей части станка может передаваться несколькими способами. Кто-то предпочитает напрямую устанавливать рабочую часть на вал двигателя – это экономит место и позволяет сэкономить на запчастях. Если же такой вариант невозможен, крутящий момент можно передавать при помощи фрикционной, ременной или цепной передачи. У каждого из этих вариантов есть свои преимущества и недостатки.
У каждого из этих вариантов есть свои преимущества и недостатки.
Ременная передача для электродвигателя является самой дешевой и характеризуется достаточно высоким уровнем надежности. Для ее изготовления можно использовать ремень для электродвигателя, снятый с любого другого механизма. Недостаток ременной передачи состоит в том, что со временем ремень может стираться и его придется менять тем чаще, чем интенсивнее вы работаете со станком.
Устройство передней и задней бабки токарного станка. Передняя бабка (слева): 1 — ремень клинообразный; 2 — шкив двухступенчатый; 3 — шпиндель; 4 — подшипник шариковый. Задняя бабка (справа): 1 — корпус; 2 — центр; 3, 6 — рукоятки; 4 — пиноль; 5, 12, 14 — винты; 7 — маховик; 8 — тяга; 9, 10 — рычаги; 13 — гайка
Цепная передача стоит дороже и занимает больше места, но и прослужит значительно дольше, чем ременная. Фрикционная передача имеет промежуточные характеристики между ременной и цепной.
Суппорт токарного станка своими руками: чертежи, как сделать из подручных материалов
Суппорт является одной из самых важных частей самодельного токарного станка – от него зависит качество будущей детали, а также количество времени и сил, которые вы потратите на ее изготовление. Эта часть располагается на специальных салазках, которые перемещаются по направляющим, расположенным на станине. Суппорт может двигаться в трех направлениях:
Эта часть располагается на специальных салазках, которые перемещаются по направляющим, расположенным на станине. Суппорт может двигаться в трех направлениях:
- продольное – рабочая часть станка двигается вдоль заготовки. Продольное движение используется для вытачивания резьбы в детали или для снятия слоя материала с поверхности металлической заготовки;
Токарный станок по металлу, созданный своими руками
- поперечное – движение перпендикулярно оси заготовки. Используется для вытачивания углублений и отверстий;
- наклонное – движение под разными углами для вытачивания углублений на поверхности заготовки.
При изготовлении суппорта токарного станка своими руками стоит учитывать тот момент, что данная часть подвержена износу в результате возникающих во время работы вибраций. Из-за них крепления расшатываются, возникает люфт, все это влияет на качество изготавливаемой детали. Для того чтобы избежать таких неполадок, суппорт необходимо регулярно подстраивать и регулировать.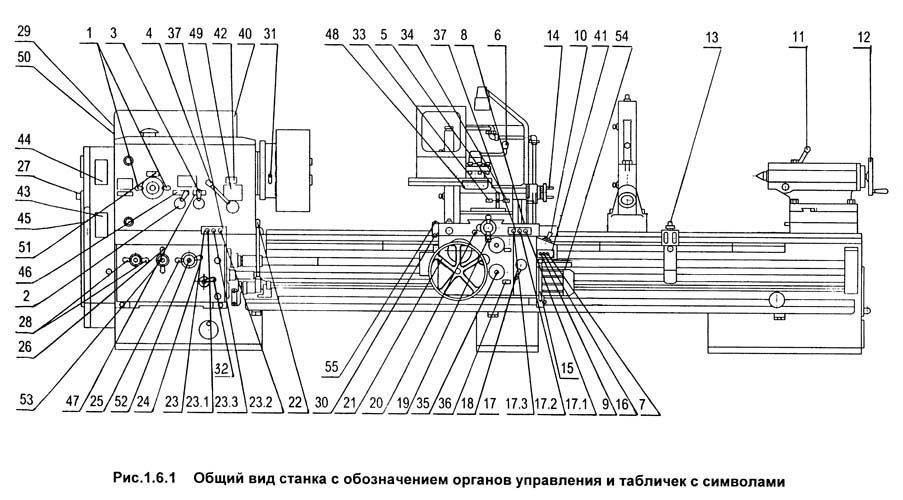
Регулировка самодельного суппорта для токарного станка своими руками осуществляется по зазорам, люфту и сальникам. Регулировка зазоров нужна в том случае, когда износился винт, отвечающий за перемещение части в продольной и поперечной плоскостях. В результате трения суппорт начинает расшатываться при нагрузках, что значительно снижает точность изготовления детали. Устранить зазоры можно путем вставки клиньев между направляющими и кареткой. Люфт детали устраняется при помощи закрепляющего винта.
Если же в вашем станке износились сальники, их следует тщательно промыть и пропитать свежим машинным маслом. В случае критического износа сальники лучше полностью заменить на новые.
Устройство суппорта: 1 — каретка суппорта; 2 — ходовой винт; 3 — поперечные салазки суппорта; 4 — поворотная часть суппорта; 5 — направляющие поворотной части; 6 — резцедержатель; 7 — винт для закрепления резцедержателя; 8 — винты для закрепления резцов; 9 — рукоятка для поворота резцедержателя; 10 — гайки; 11 — верхняя часть суппорта; 12 — поперечные направляющие каретки; 13 — рукоятка для перемещения верхней части суппорта; 14 — рукоятка для перемещения поперечных салазок; 15 — рукоятка для включения подачи суппорта от ходового винта; 16 — маховичок для продольного перемещения суппорта; 17 — фартук
Основные параметры работы
Для того чтобы сделать правильный выбор и приобрести действительно функциональный токарный агрегат для домашнего использования, который позволит успешно решать даже самые сложные задачи, необходимо, прежде всего, определить наиболее оптимальные параметры для данного класса оборудования.
Большое значение играет питающее напряжение, и лучше всего обратить внимание на те устройства, которые работают не от трехфазной сети. Также следует обратить внимание на мощность и тип установленного двигателя.
Видео:
Для того чтобы работать в домашних условиях, подойдет станок, мощность которого находится в пределах одного киловатта.
Имеют значение габариты и вес оборудования, и для домашнего использования не стоит приобретать слишком тяжелое и громоздкое устройство, так как в этом случае под него дополнительно придется монтировать рабочий стол.
Стоит обратить внимание и на максимальный диаметр обрабатываемых деталей, так как от этого во многом зависит то, что конкретно можно будет самостоятельно сделать.
Имеют значение и дополнительные приспособления, которые повышают функциональность токарного станка, а также расширяют его возможности.
ВАЖНО ЗНАТЬ: Области применения и особенности безогневой резки
Большинство при выборе токарного станка для домашних целей, в первую очередь, обращают внимание на его стоимость. Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность.
Между тем, определяющими факторами в этом случае должны стать возможности оборудования и его надежность.
Так, у домашнего мастера должна быть возможность при помощи данного агрегата нарезать резьбу с самыми разными параметрами ее шага.
Кроме этого, должна быть возможность самостоятельно переключать направление движения резца и лучше, если для этих целей станок будет оснащен специальным рычагом.
Специалисты рекомендуют выбирать устройства, которые оснащены автоматическим перемещением суппорта, в том числе и в продольной плоскости.
Крайне желательно, чтобы станок был оснащен градиентной шкалой, причем на всех ручках и рычагах, которые отвечают за регулировку.
Это повысит точность выполнения всех операций. Следует поинтересоваться и материалом, из которого сделаны основные узлы агрегата.
Самодельный токарный станок по металлу своими руками: порядок сборки
Сборка механизма выполняется в следующем порядке:
- Из металлических балок и швеллеров собирается рама станка. Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
- На швеллеры устанавливаются продольные валы с направляющими. Валы могут быть приварены при помощи сварки или закреплены болтами.
- Изготавливается передняя бабка. Для изготовления передней бабки токарного станка своими руками используется гидравлический цилиндр с толщиной стенок от 6 мм. В цилиндр необходимо запрессовать два подшипника.
- Прокладывается вал. Для этого используются подшипники с большим внутренним диаметром.
- В гидравлический цилиндр заливается смазывающая жидкость.
- Устанавливается шкив и суппорт с направляющими.
- Монтируется электропривод.
 Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.
Если вы собираетесь работать с большими деталями, то и материалы для сборки рамы нужно использовать с расчетом на большую нагрузку. К примеру, если планируется работать с металлическими заготовками длиной свыше 50 мм, толщина материалов для рамы должна начинаться от 3 мм для уголков и от 30 мм – для стержней.Кроме того, по чертежам токарного станка по металлу своими руками видно, что для повышения устойчивости резцового механизма изготавливается подручник, а на нижней части конструкции закрепляется тонкая полоса металла. Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Последняя служит для защиты рабочей части станка от деформации в процессе работы.
Устройство самодельного токарного станка для обработки металла: 1, 7 — швеллеры; 2 — ходовая труба; 3 — задняя бабка; 4 — поддон для сбора стружки; 5 — суппорт; 6 — ходовой винт; 8 — электрический двигатель; 9 — неподвижная передняя бабка; 10 — лампа в защитном колпаке-отражателе; 11 — сетчатый экран для защиты токаря от стружки; 12 — опора
Некоторые советы и рекомендации
Если возникла необходимость в приобретении токарного станка для работы в домашних условиях, то не стоит связываться с оборудованием, которое уже было в употреблении.
Даже если дома в таком токарном станке на первый взгляд все выглядит идеально, в процессе его последующей эксплуатации могут выявиться самые разные скрытые дефекты.
Видео:
При покупке токарного станка важно проверить работоспособность и заявленные характеристики приспособления. Для этого следует оборудование прогнать в различных режимах работы, а также проконтролировать полное отсутствие люфтов у всех подвижных частей.
Для всех токарных станков важным является такой показатель, как точность, которая должна быть на высоком уровне.
В настоящее время на рынке представлен огромный выбор данного класса приспособления как для дома, так и для промышленного производства. При его приобретении не стоит гнаться за ценой, лучше остановить свой выбор на проверенной и известной марке.
Токарные станки настольного исполнения открывают огромные возможности перед домашним мастером.
Выбор электродвигателя для станка
Самой важной частью самодельного токарного станка по металлу, видео изготовления которого можно легко найти в интернете, является электромотор. Именно с его помощью осуществляется движение рабочей части станка. Соответственно, от мощности этого механизма зависит мощность всей конструкции. Она выбирается в зависимости от размеров металлических заготовок, с которыми вы планируете работать.
Если вы планируете работать на станке с мелкими деталями, для этого вполне подойдет мотор с мощностью до 1 кВт. Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
Его можно снять со старой швейной машинки или любого другого подобного электроприбора. Для работы с крупными запчастями вам понадобится двигатель с мощностью в 1,5-2 кВт.
При сборке по готовым чертежам самодельного токарного станка по металлу учитывайте, что все электрические части конструкции должны быть надежно изолированы. Если у вас нет необходимого опыта работы с электрическим оборудованием, лучше обратиться за помощью по подключению к специалисту. Так вы будете уверены в безопасности работы и надежности конструкции.
Асинхронный двигатель является оптимальным вариантом для самодельного токарного станка
Схема работы настольного агрегата
В настоящее время производством токарного оборудования для домашнего использования занимается большое количество компаний из разных стран мира.
В этом случае стоит обратить свое внимание на токарный станок фирмы Корвет, который идеально подходит для использования в личных целях. Он обладает большой функциональностью и имеет высокий потенциал работы.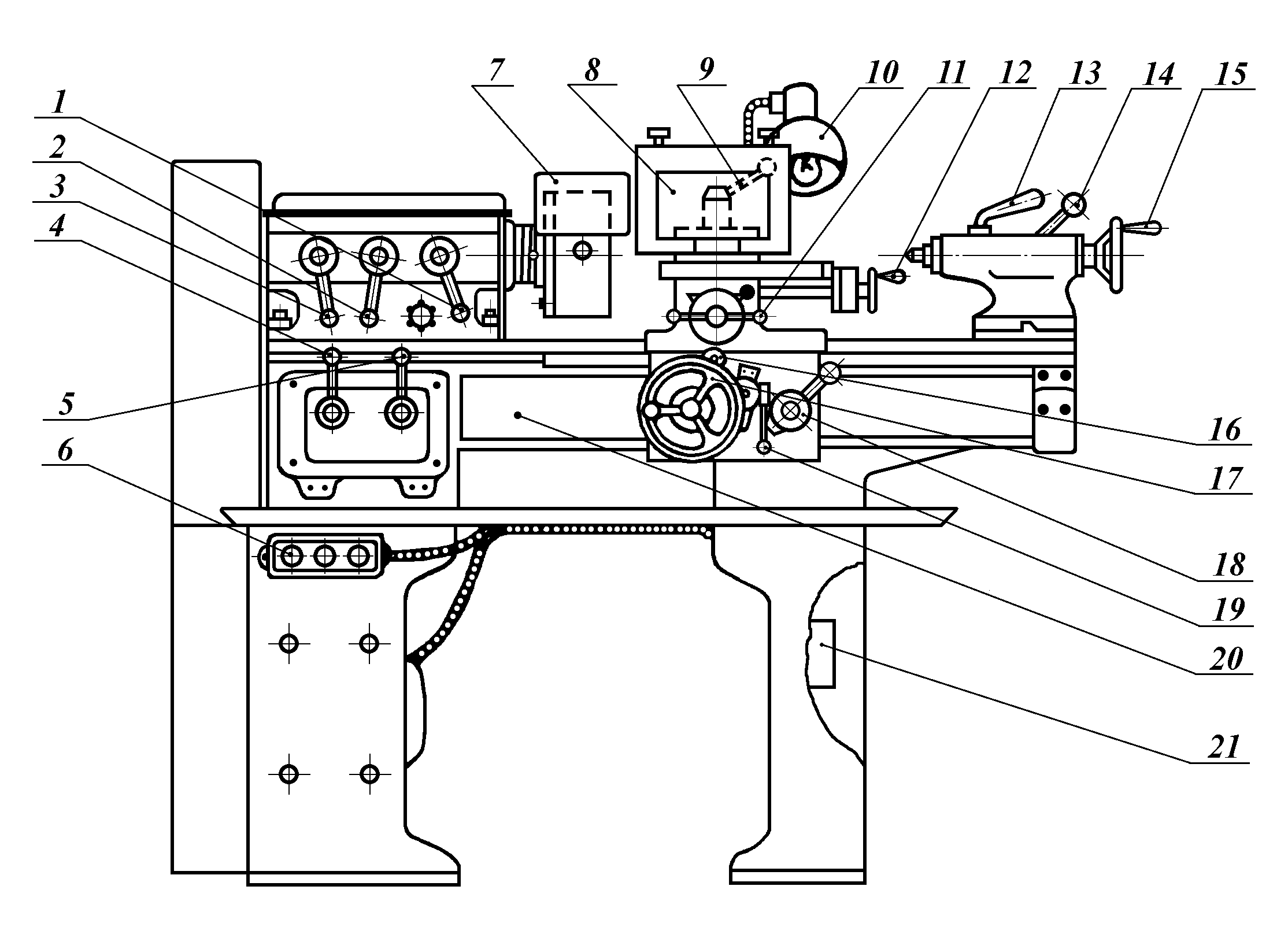
ВАЖНО ЗНАТЬ: Станки лазерной резки металла
Видео:
Агрегат имеет компактные размеры, а кроме этого, оснащен возможностью самостоятельно регулировать скорость выполнения всех типов операций.
При помощи данного приспособления можно выполнять одновременно несколько видов сечения, в том числе, фасонного и цилиндрического. Также оборудование марки Корвет дает возможность выполнять сложные типы торцевания, а также многие другие операции.
В технические возможности станка можно включить нарезание резьбы, а также осуществлять необходимую обработку заготовок, которые имеют большое сечение, однако в этом случае придется воспользоваться дополнительными приспособлениями.
Устройство Корвет выпускается китайским производителем и имеет различную комплектацию.
Токарный агрегат должен быть установлен на устойчивой и прочной поверхности, при этом высоту стола следует выбирать максимально удобной для работы.
Дома, непосредственно перед началом эксплуатации, с приспособления следует удалить все крепежные элементы и укрепить рабочие элементы.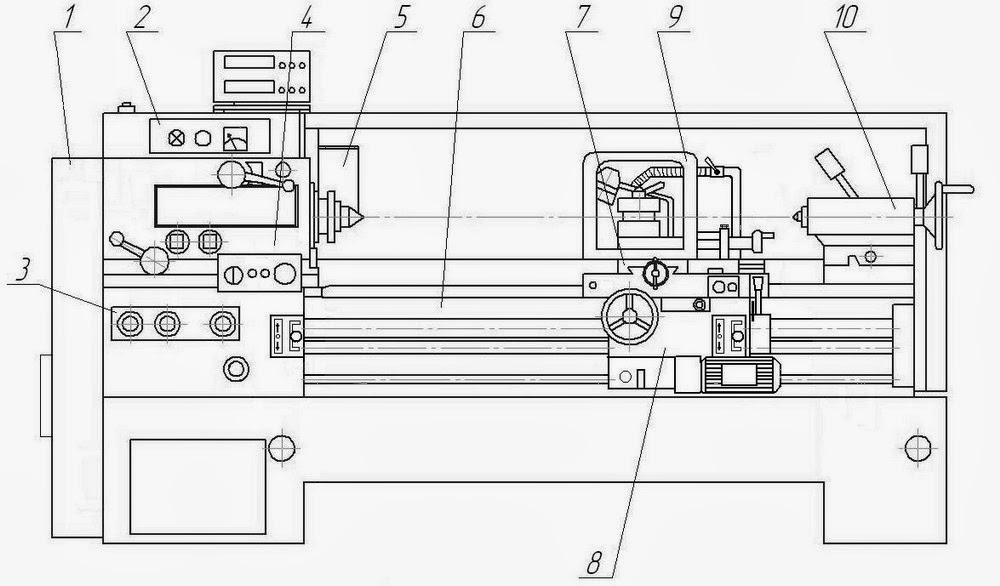 Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.
Также производится полная регулировка оборудования Корвет и подключение его к источнику основного питания.
В процессе эксплуатации агрегата Корвет следует поддерживать его в полной чистоте и регулярно осуществлять продувку основных узлов сжатым воздухом.
Кроме этого, все подвижные части токарного станка Корвет необходимо содержать в смазанном состоянии, для чего можно использовать обыкновенное машинное масло.
В том случае, если какая-либо его деталь деформируется, ее необходимо как можно быстрей заменить. Принцип работы на агрегате Корвет ничем не отличается от принципа работы на каком-либо ином аналогичном устройстве.
Следует отметить, что для работы на токарном станке Корвет нет необходимости обладать профессиональной квалификацией. Схема работы станет понятной для каждого, кто хочет освоить азы работы со станком, за короткий промежуток времени.
Изготовление токарного станка из дрели своими руками
Если вы хотите сэкономить на запчастях и значительно упростить себе задачу по сборке самодельного токарного станка, в качестве привода можно использовать обычную электрическую дрель. У такого конструктивного решения есть ряд преимуществ:
У такого конструктивного решения есть ряд преимуществ:
Конечно, есть и отрицательные стороны у токарного станка из дрели. Как сделать обработку с помощью данного инструмента крупных деталей возможной? Это практически неосуществимо, так как у дрели относительно небольшой крутящий момент и большое число оборотов. Конечно, можно повысить эти параметры, если все-таки установить ременную передачу и с ее помощью передавать вращающий момент от дрели на шпиндель, но это в значительной мере усложнит конструкцию, главным преимуществом которой является простота и компактность.
Схема устройства самодельного токарного станка на основе дрели: 1 — крепления к столу или верстаку; 2 — передняя опора; 3 — опора под заготовку; 4 — задняя опора
Изготовление самодельного настольного токарного станка по металлу на основе дрели имеет смысл в тех случаях, когда у вас нет необходимости в проведении масштабных работ, а вытачивать нужно только мелкие детали.
Для изготовления токарного станка по металлу на основе электродрели вам понадобятся те же детали, что и для обычной конструкции за исключением электродвигателя и передней бабки. Роль последней также выполняет дрель. Учитывая компактность конструкции, в качестве станины может использоваться обычный стол или верстак, на котором будут фиксироваться все составляющие станка. Сама дрель закрепляется в конструкции при помощи хомута и струбцины.
С помощью самодельного токарного станка можно не только вытачивать детали, но и наносить на вращающуюся заготовку краску, осуществлять намотку проволоки на трансформатор, делать на поверхности детали спиральные насечки и выполнять многие другие действия. Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Кроме того, если собрать для станка приставку-копир, то с ее помощью можно быстро и без особых усилий производить небольшие одинаковые детали.
Чертеж передней опоры, внутри которой закрепляется дрель
Основные характеристики
Токарный станок для работы по металлу небольших размеров, предназначенный для работы в условиях гаража или дома, представляет собой уменьшенную функциональную копию профессионального оборудования, которое ставится на крупных предприятиях, например агрегата 1д95.
Его габариты и геометрические характеристики значительно уступают большим станкам, однако при этом функциональный набор и рабочий потенциал находится на высоком уровне.
Конечно, домашний токарный агрегат для работы по металлу имеет некоторые ограничения в своей работе, например, возможность обрабатывать только небольшие заготовки, однако для бытовых целей это незаменимая вещь.
При помощи данного универсального устройства у домашнего мастера появляется возможность выполнять огромное количество самых разных операций самостоятельно.
Можно найти и токарный фрезерный станок с небольшими габаритами для использования в условиях дома, однако такой агрегат будет стоить намного дороже.
Схема токарного агрегата, предназначенного для работы в домашних условиях, имеет свои нюансы, которые несколько отличаются от профессионального оборудования, к которому можно отнести агрегат 1д95.
Несмотря на это, на нем можно работать практически в любых условиях и выполнять соответствующие задачи различной сложности.
Токарный станок для работы по металлу даст возможность домашнему мастеру с легкостью проточить заготовку до необходимых размеров.
Кроме этого, он позволит при необходимости нарезать резьбу, причем, как наружную, так и внутреннюю. С помощью этого универсального устройства появиться возможность с большой точностью самостоятельно выточить конус в соответствии с чертежом.
Все эти операции обладатель домашнего токарного агрегата сможет проводить самостоятельно в любое удобное время.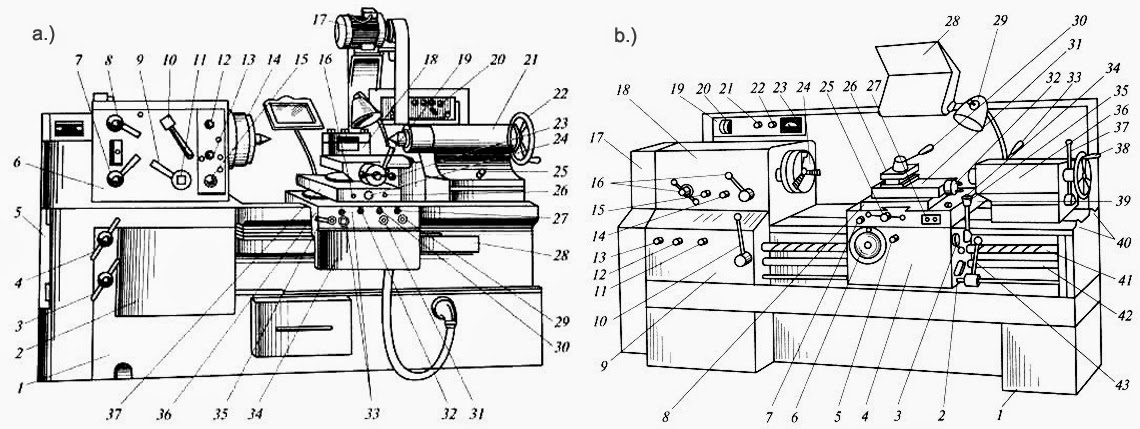
ВАЖНО ЗНАТЬ: Ручная плазменная резка: аппараты, оборудование, видео
Конечно, перед тем, как отправиться в магазин и оформить покупку, необходимо не только представлять для себя, какие именно задачи предстоит решать, но и хорошо знать устройство агрегата.
Техника безопасности при работе с самодельным токарным станком
При работе с конструкцией следует соблюдать определенные меры безопасности. Так, после сборки станка нужно осуществить проверку его работоспособности. Шпиндель должен вращаться легко и без задержек, передний и задний центры должны быть выровнены по общей оси. Центр симметрии вращающейся детали должен совпадать с осью ее вращения.
На любом видео токарного станка своими руками видно, что после монтажа электродвигателя он накрывается специальным кожухом. Последний служит не только для защиты оператора станка, но и для защиты самого мотора от попадания пыли, металлических частиц и грязи. Для станка, изготовленного на основе электродрели, такой кожух не нужен.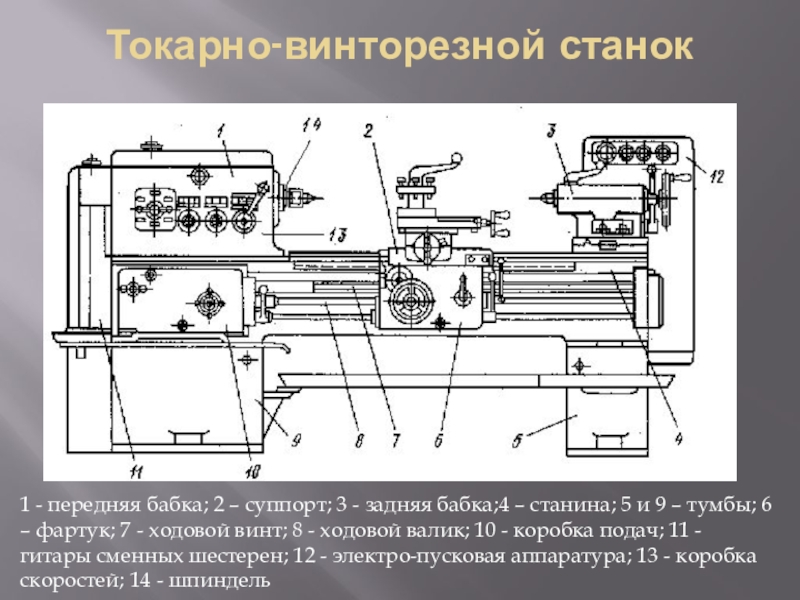
Пример токарного станка по металлу, собранного своими руками
Также следует придерживаться следующих правил безопасности:
Устройство профессионального оборудования
Для того чтобы в точности представлять для себя возможности токарного станка, лучше всего ознакомиться с устройством и принципом действия профессионального оборудования на примере агрегата 1д95.
Это токарно-фрезерное оборудование обладает повышенной универсальностью и функциональностью.
Станок 1д95 способен выполнять качественную обработку как наружных, так и внутренних поверхностей деталей, которые относятся к телам вращения самого разного осевого профиля.
Видео:
Агрегат 1д95 способен, в том числе, с высокой точностью производить нарезку резьбы самых разных типов, включая метрическую, модульную, а также питчевую и дюймовую.
Станок 1д95 может успешно выполнять свои функции не только в стационарных, но и передвижных мастерских. В его состав одновременно входит несколько различных агрегатов, а именно: токарно-фрезерный, заточный, а также сверлильный. Следует отметить, что каждый агрегат имеет свой самостоятельный привод, что повышает общую универсальность всего станка в целом.
В состав агрегата 1д95 входит достаточно большое количество самых разных узлов и элементов. Одним из основных является достаточно массивная станина, выполненная из стали и обладающая повышенной прочностью.
Также данный станок 1д95 имеет собственную коробку передач автоматического действия.
Как и в любом другом токарном оборудовании, в состав приспособления 1д95 входят такие элементы, как суппорт, бабки, рабочий стол, а также шкаф управления.
Стоит отметить, что станок 1д95 имеет большое количество и органов управления в виде соответствующих рычагов, маховиков, выключателей и тумблеров. Агрегат способен работать на различных скоростях и имеет зубчатые колеса сменного типа.
Конструкция задней бабки позволяет работать, в том числе, и с длинными заготовками, а кроме этого, выполнять сверление технологических отверстий разного диаметра.
Станок данного класса относится к профессиональному оборудованию, а для работы на нем необходимо иметь соответствующую квалификацию.
Как устроен токарный станок по металлу – схема, конструкция и принцип работы
Если посмотреть на чертеж любого агрегата, предназначенного для токарной обработки металлов, можно понять, что конструкция и устройство токарного станка являются почти полностью идентичными для разных моделей установок.
Блок: 1/6 | Кол-во символов: 220
Источник: http://tutmet.ru/ustrojstvo-tokarnogo-stanka-metallu-shema-chertezh.html
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Блок: 2/6 | Кол-во символов: 2002
Источник: http://met-all.org/oborudovanie/stanki-tokarnye/ustrojstvo-tokarnogo-stanka-po-metallu.html
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Подшипники не должны иметь люфта, работать легко и равномерно, удерживать шпиндель крепко и устойчиво. Два подшипника обеспечивают надежное крепление и вращение: задний и передний.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Переключение скоростей производится после полной или частичной остановки инструмента, иначе зубчатые колеса передачи быстро выйдут из строя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.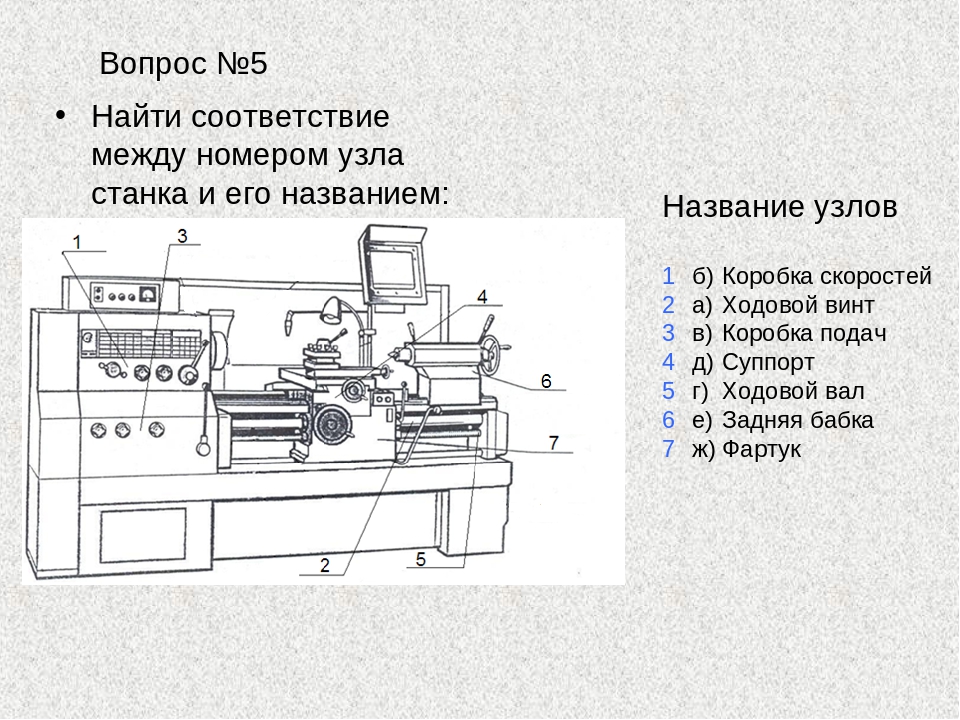
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Задняя бабка может быть с обычной или крутящейся встроенной серединой. Встроенную крутящуюся середину используют в механизмах для ускоренного резания.

Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Блок: 2/3 | Кол-во символов: 4260
Источник: http://StanokGid.ru/metall/ustrojstvo-tokarnogo-stanka-po-metallu.html
2 Задняя бабка токарной установки по металлу
Этот узел дает возможность надежно фиксировать протяженные детали в тех случаях, когда их помещают в обрабатывающий центр. Кроме того, задняя бабка служит для крепления разных рабочих приспособлений (например, метчиков, разверток, всевозможных видов сверл и т.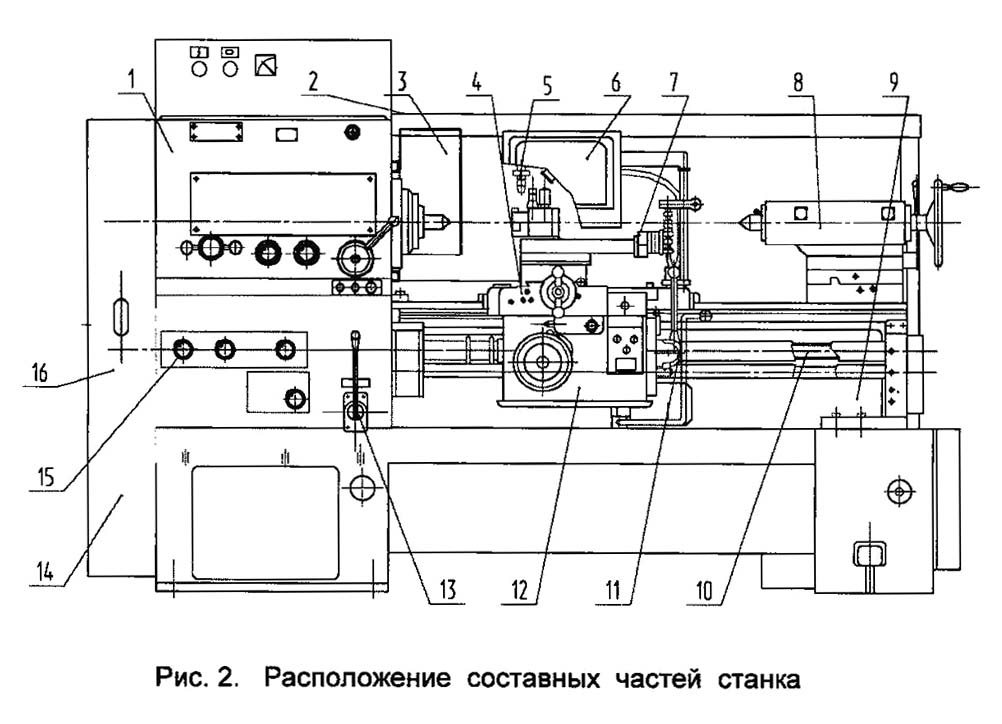 д.). Если схема передней бабки всегда одинакова, то задняя бабка может быть нескольких разновидностей. Она может иметь: обычный центр; встроенный вращающийся центр.
д.). Если схема передней бабки всегда одинакова, то задняя бабка может быть нескольких разновидностей. Она может иметь: обычный центр; встроенный вращающийся центр.
Центр, указанный вторым, ставится на те станки, на которых планируется скоростная обработка детали (применяется специальная кинематическая схема). Задняя бабка в этом случае будет иметь следующую конструкцию: выточенное отверстие в пиноли с коническими роликами и подшипниками в нем. Подшипник шарикового типа нужен для установки втулки с отверстием в форме конуса. В это отверстие помещается центр.
Упорный шарикоподшипник берет на себя осевое усилие. Втулка не сможет вращаться в тех случаях, когда пиноль соединяется с втулкой специально смонтированным стопорящим приспособлением. Если реализовывается такая кинематическая схема (ее чертеж набросать совсем несложно), задняя бабка может служить в качестве держателя развертки, сверла, любого зенкера и прочего центрового инструмента.
Когда бабка имеет обычный центр, ее корпус находится на плите, установленной на направляющих. В корпусе вырезается отверстие, по которому передвигается (в продольном направлении) гайка с пинолью. Центр либо хвостовик какого-либо рабочего инструмента вставляют в коническое отверстие на переднем торце пиноли, которую перемещают маховичком. Кроме того, есть возможность смещать пиноль поперечно к плите при помощи винтов. При обработке детали с пологим конусом такая возможность незаменима.
В корпусе вырезается отверстие, по которому передвигается (в продольном направлении) гайка с пинолью. Центр либо хвостовик какого-либо рабочего инструмента вставляют в коническое отверстие на переднем торце пиноли, которую перемещают маховичком. Кроме того, есть возможность смещать пиноль поперечно к плите при помощи винтов. При обработке детали с пологим конусом такая возможность незаменима.
Блок: 3/6 | Кол-во символов: 1748
Источник: http://tutmet.ru/ustrojstvo-tokarnogo-stanka-metallu-shema-chertezh.html
Технические характеристики и принцип работы
Независимо от устройства, станок характеризуется несколькими показателями:
- максимальная толщина (диаметр) болванки из металла для обработки;
- максимальное расстояние между серединами бабок;
- наибольшая толщина заготовки, которая устанавливается над суппортом.
А — передняя бабка, Б — суппорт, В — задняя бабка, Г — станина, Д — основание, Е — фартук, Ж — привод деления и затылования, З — гитара
В крепления на задней бабке устанавливается инструмент, которым будет производиться обработка детали. Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
Бабка перемещается по рельсам станины на расстояние, определяемое длиной обрабатываемой заготовки. Суппорт располагается между передней и задней бабками, во время работы каретка двигается по рельсам и перемещает резак вдоль заготовки. Устройство резцедержателя зависит от металла детали и степени нагрузки на инструмент. Если работа не слишком сложна, достаточно будет одиночного держателя. На токарных станках современных моделей обычно устанавливают головки резцов. Это достаточно устойчивое устройство, способное удержать до четырех инструментов одновременно.
В качестве двигателя используется электрический мотор с ременной передачей. Ремень идет от двигателя к шкиву токарного станка, основное внимание следует уделять его натяжке, обеспечивающей хороший ход. Ремень изготавливается из брезентовой ленты, прорезиненной ткани или другого прочного материала.
Видео о том, как правильно выбрать токарный станок по металлу:
 youtube.com/embed/Lf_NN3lUHz4?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” title=”YouTube video player” type=”text/html”/>
youtube.com/embed/Lf_NN3lUHz4?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” title=”YouTube video player” type=”text/html”/>
Блок: 3/3 | Кол-во символов: 1465
Источник: http://StanokGid.ru/metall/ustrojstvo-tokarnogo-stanka-po-metallu.html
Архитектура токарно-винторезного станка по металлу
Несмотря на то, что первые токарные станки, которые появились в конце 18 века, это были вполне самодостаточные устройства, которые позволяли и обрабатывать металлы на довольно высоком технологическом уровне, нарезать резьбу и выполнять более сложную работу. Первый из них появился в 1794 году и это уже было устройство, практически идентичное тем простым токарно-винторезным станкам, которыми мы пользуемся сегодня.
Основными узлами и элементами токарного станка металлу были и остаются:
- Станина. Основа любого металлорежущего и деревообрабатывающего оборудования. От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.
- Шпиндельная бабка передняя. Основное предназначения шпиндельной бабки — фиксация и обеспечение вращения обрабатываемой детали. Тем не менее, многие станки сконструированы таким образом, что шпиндельная бабка может соединять в себе и коробку передач токарного станка, и устройство подачи обрабатывающей головки или суппорта. Как правило, передняя бабка выполнена в мощном корпусе, который жестко крепится к станине.
- Задняя бабка. Это устройство обеспечивает крепление вращающейся детали соосно шпинделю и должно удерживать деталь в заданных координатах, а при необходимости осуществлять подачу дополнительного оборудования, в зависимости от модификации и типа станка.
- Суппорт. Это один из самых главных узлов токарного станка, независимо от его предназначения и характеристик. Суппорт выполняет важнейшую функцию — он прочно удерживает и подает режущий инструмент в направлении обрабатываемой детали. Суппорт может быть полностью управляемый автоматикой, а может быть ручным. В зависимости от технического решения суппорта, функции токарного станка могут быть совершенно разными. Суппорт может подавать режущий инструмент в нескольких плоскостях сразу, что делает его незаменимым в изготовлении самых сложных деталей.
 От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.
От того, насколько прочная и насколько точно изготовлена станина, зависит качество детали и функциональность устройства. Станина токарного станка должна быть максимально тяжелой, чтобы предотвращать вибрации, смещения, искривления траектории движения режущего инструмента. Масса станины должна быть такой, чтобы поглотить любые вибрации, возникающие по ходу работы на устройстве, а ее конструкция — максимально жесткой, прочной и долговечной.
Вкратце, так выглядит архитектурная схема токарно-винторезного станка по металлу.
Блок: 3/5 | Кол-во символов: 2361
Источник: https://nashprorab.com/ustroystvo-tokarnogo-stanka-po-metal/
Распространенные модели Станков
Любой универсальный токарно-винторезный станок по металлу имеет два ключевых параметра, определяющих его функциональные возможности. Это высота центров (расстояние от оси вращения шпинделя до верхнего контура станины), от которого зависит максимальный диаметр обрабатываемых деталей, и расстояние между центрами, влияющее на наибольшую длину обработки.
Наиболее распространенным оборудованием отечественного производства является токарно-винторезный станок 16К40, имеющий класс точности обработки «Н», в соответствии с положениями ГОСТ №8-82Е. Данный агрегат выполняет такие операции как растачивание, точение, сверление и нарезание резьбы.
16К40
токарные станки серии ДИП — назначение и сфера применения.
16К40 относится к оборудованию среднетяжелого типа, его вес составляет 7.1 тонну, а размеры — 578*185*162 см. Рассмотрим технические характеристики данной модели:
- наибольший диаметр обработки — 800 мм;
- длина деталей — 3000 мм;
- вес деталей — до 4 тонн;
- частота вращения шпинделя — 6-1250 об/мин;
- мощность основного электродвигателя — 18500 Вт.
Кинематическая схема 16К40
Эл схема 16К40
Паспорт 16К40
Смотрите также: станок 16К20 Электрическая схема Кинематическая схема Паспорт
На сегодняшний день на производстве эксплуатируется преимущественно оборудование советского производства 80-х годов.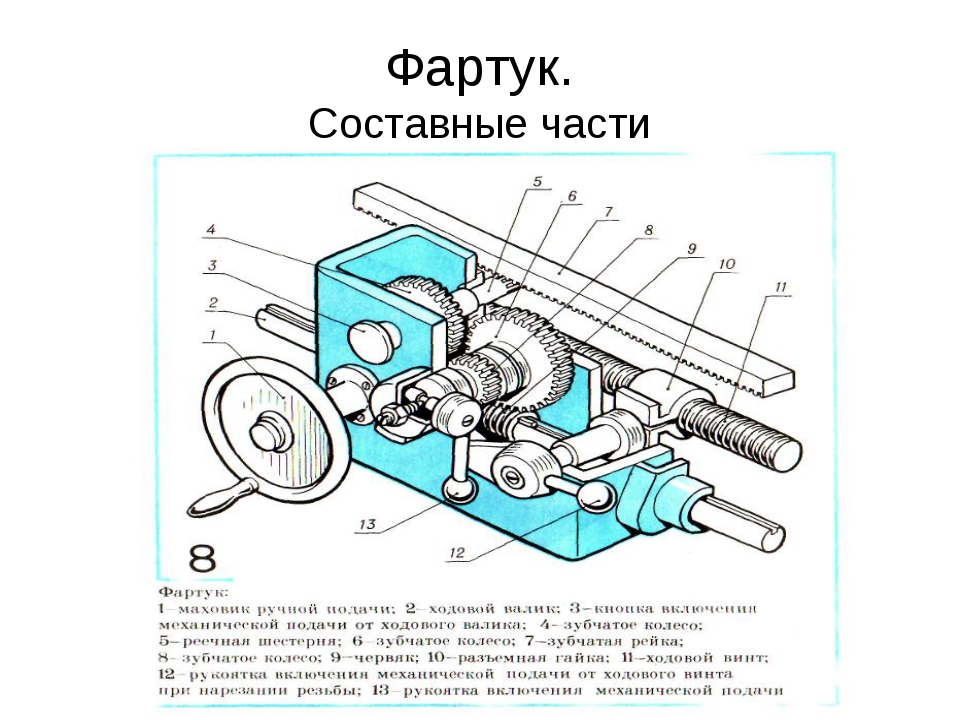 Рассмотрим вкратце параметры наиболее часто встречающихся моделей:
Рассмотрим вкратце параметры наиболее часто встречающихся моделей:
| Модель | Диаметр обработки (мм) | Длина деталей (мм) | Масса деталей (тонн) | Обороты шпинделя (об/мин) | Мощность привода (Вт) | Вес станка (тонн) |
| Токарно винторезный станок 163 Кинемат схема Эл схема Паспорт | 630 | 1400 | 2 | 10-1250 | 13000 | 3,8 |
| Токарно винторезный станок 16В20 | 445 | 1500 | 1,6 | 10-1400 | 7500 | 2.45 |
| Токарно винторезный станок 1И611П | 250 | 500 | 0,5 | 20-2000 | 3000 | 1.12 |
| Токарно винторезный станок б16Д25 | 500 | 1000 | 1.5 | 125-2000 | 10000 | 2,3 |
| Токарно винторезный станок 1В625м | 500 | 1900 | 1,8 | 10-1400 | 7500 | 2.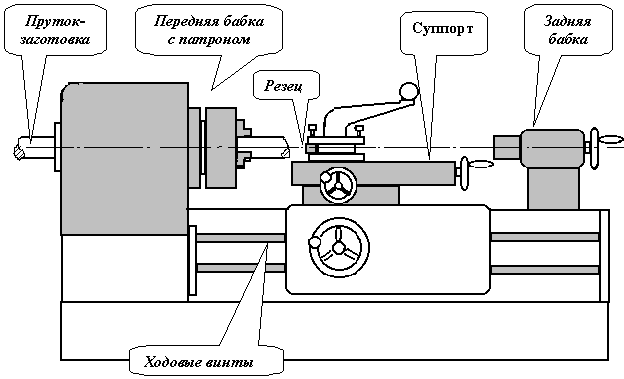 43 43 |
| Токарно винторезный станок 16Р25П | 400 | 2000 | 1,3 | 16-2000 | 11000 | 3 |
| Токарно винторезный станок МК6056 | 500 | 2000 | 1,3 | 16-2000 | 11000 | 3,1 |
BD-9G
Данное оборудование способно обрабатывать детали диаметром до 200 мм и длиной до 400 мм. Устройство выполняет такие операции как растачивание, обточка, нарезка резьбы (метрическая и дюймовая), обработка торцов, развертывание. BD-9G оснащен движком асинхронного типа мощностью 750 Вт, частота вращения шпинделя составляет 100-2500 об/мин.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
Блок: 3/3 | Кол-во символов: 2396
Источник: https://ostanke.ru/tokarnye/ustroistvo-stanka.html
3 Описание шпинделя токарного станка
Шпиндель – это пустотелый стальной вал с отверстием конической формы. Данный узел агрегата по металлу считается самым главным (многие другие основные узлы станка созданы для обеспечения работы шпинделя). В нем имеется отверстие (коническое), предназначенное для монтажа разнообразных инструментов, оправок и переднего центра (чертеж токарного оборудования указывает, какие именно приспособления можно крепить в указанном отверстии).
Данный узел агрегата по металлу считается самым главным (многие другие основные узлы станка созданы для обеспечения работы шпинделя). В нем имеется отверстие (коническое), предназначенное для монтажа разнообразных инструментов, оправок и переднего центра (чертеж токарного оборудования указывает, какие именно приспособления можно крепить в указанном отверстии).
На шпинделе предусмотрена резьба. На нее можно закрепить планшайбу на токарный станок по металлу либо патрон, который центрируется посредством буртика на шейке. На некоторых агрегатах на шпинделе есть еще и специальная канавка. При быстрой остановке шпинделя она исключает опасность не контролированного свертывания патрона. Чтобы узнать, есть такая канавка на той или иной токарной установке, следует тщательно изучить чертеж станка, где указываются все его основные и дополнительные части.
Исправность шпинделя и его правильное вращение являются ключевыми условиями для токарной обработки любой детали. Важно добиться того, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта, а также слабины. В тех случаях, когда возникают указанные негативные явления, резцедержатель и инструмент в нем начинают дрожать, что приводит к ухудшению качества обработки.
В тех случаях, когда возникают указанные негативные явления, резцедержатель и инструмент в нем начинают дрожать, что приводит к ухудшению качества обработки.
На большинстве известных агрегатов отечественного производства (например, на станке 1М63 или на станке 1Е61М) вращение шпинделя происходит в подшипниках скольжения. Хотя есть и оборудование с роликовыми и шариковыми подшипниками качения, которые считаются более жесткими и используются по этой причине на станках с большими скоростями обработки заготовок.
Блок: 4/6 | Кол-во символов: 1720
Источник: http://tutmet.ru/ustrojstvo-tokarnogo-stanka-metallu-shema-chertezh.html
Особенности работы на самодельных станках
Для успешной работы на любом оборудовании прежде всего необходим опыт. Поэтому прежде чем приступать к обработке ответственных деталей рекомендуется сначала опробовать оборудование и приспособления станка для простых изделий. Ведь обработка сложной детали, как правило, состоит из ряда простых операций выполнение которых позволяет получить из простой заготовки деталь сложной формы.
Блок: 4/6 | Кол-во символов: 424
Источник: https://VseOChpu.ru/tokarnyj-stanok-po-metallu/
Техника безопасности
Приступая к работе нужно:
- Убедится в правильности установки заготовки и надежности фиксации резца;
- Проверить, что убраны все инструменты и посторонние вещи;
- Одеть защитные очки и опустить защитное стекло.
Во время работы:
- Нельзя прикасаться к вращающимся деталям;
- Снимать очки и убирать защитное стекло;
- Останавливать шпиндель рукой.
После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Блок: 5/6 | Кол-во символов: 441
Источник: https://VseOChpu.ru/tokarnyj-stanok-po-metallu/
Как выбрать токарный станок по металлу
Функциональность металлорежущего оборудования практически ничем не ограничена. При необходимости можно купить и токарно-фрезерный станок, и токарно-револьверный с устройством копировальным и программным управлением. Все зависит от потребности а конкретных деталях и и классе их точности.
Все зависит от потребности а конкретных деталях и и классе их точности.
Как правило, для домашнего использования покупают или собирают своими руками несложные токарные станки, позволяющие выполнять простейшие, но необходимые операции — проточку валов, изготовление шкивов и конусов, изготовление фасонных деталей, сверление и элементарные фрезеровочные работы. Каждый станок подбирается максимально под потребности, тогда он будет работать в оптимальном нагрузочном режиме и прослужит долго и надежно.
Твердотельное реле – принцип работы, Электрорубанки, рейтинг по качеству
Блок: 5/5 | Кол-во символов: 833
Источник: https://nashprorab.com/ustroystvo-tokarnogo-stanka-po-metal/
5 Электрическая схема и электродвигатель токарного агрегата
Понятно, что никакая кинематическая схема функционирования станка для токарной обработки металлических изделий не может быть реализована, если на агрегате отсутствует электродвигатель. Двигатель может быть: асинхронным; постоянного тока. Электродвигатель асинхронного типа располагает литой чугунной либо алюминиевой станиной, ротором и статором. В зависимости от установленной на станок модели двигатель способен выдавать несколько скоростей вращения (либо одну).
Электродвигатель асинхронного типа располагает литой чугунной либо алюминиевой станиной, ротором и статором. В зависимости от установленной на станок модели двигатель способен выдавать несколько скоростей вращения (либо одну).
Обычно электрическая схема токарного станочного оборудования работает за счет двигателя с короткозамкнутым ротором. Коробка передач (как следствие и коробка скоростей, и иные основные электрокомпоненты станка) в данном случае соединяется с «движком» либо посредством ременной передачи, либо напрямую с ротором.
На токарный агрегат может монтироваться и двигатель, позволяющий выполнять изменение скоростей вращения по бесступенчатому принципу. Он представляет собой устройство с независимым возбуждением, обеспечивающее регулировку частоты вращения в интервале 10 к 1. Такое оборудование применяется намного реже, так как короткозамкнутый двигатель характеризуется малыми размерами и высоким уровнем экономичности его применения.
Двигатель постоянного тока чаще используется для упомянутого выше бесступенчатого регулирования скоростей шпиндельного узла. Станину такого мотора делают из стали низкоуглеродистых марок (выбор материала неслучаен, он связан с тем, что станина является магнитопроводом), а сердечники его статора – из электротехнической стали. Добавим, что двигатель любого вида функционирует в комплексе с другим электрооборудованием, которое монтируется на токарный станок и обеспечивает его бесперебойную эксплуатацию по определенной электрической схеме.
Станину такого мотора делают из стали низкоуглеродистых марок (выбор материала неслучаен, он связан с тем, что станина является магнитопроводом), а сердечники его статора – из электротехнической стали. Добавим, что двигатель любого вида функционирует в комплексе с другим электрооборудованием, которое монтируется на токарный станок и обеспечивает его бесперебойную эксплуатацию по определенной электрической схеме.
Блок: 6/6 | Кол-во символов: 1796
Источник: http://tutmet.ru/ustrojstvo-tokarnogo-stanka-metallu-shema-chertezh.html
Правильный уход за станком
Уход за оборудованием не требует сложных приспособлений и операций. Достаточно взять за правило работать заточенным инструментом, убирать после работы стружку и пыль, проводить хотя бы раз в месяц смазку трущихся поверхностей и если это необходимо менять масло в коробке передач станка.
Блок: 6/6 | Кол-во символов: 312
Источник: https://VseOChpu.ru/tokarnyj-stanok-po-metallu/
Количество использованных доноров: 7
Информация по каждому донору:
- http://met-all. org/oborudovanie/stanki-tokarnye/ustrojstvo-tokarnogo-stanka-po-metallu.html: использовано 1 блоков из 6, кол-во символов 2002 (8%)
- http://tutmet.ru/ustrojstvo-tokarnogo-stanka-metallu-shema-chertezh.html: использовано 4 блоков из 6, кол-во символов 5484 (22%)
- https://ismith.ru/tools/ustrojstvo-tokarnogo-stanka-po-metallu/: использовано 2 блоков из 3, кол-во символов 4428 (17%)
- https://nashprorab.com/ustroystvo-tokarnogo-stanka-po-metal/: использовано 2 блоков из 5, кол-во символов 3194 (13%)
- https://VseOChpu.ru/tokarnyj-stanok-po-metallu/: использовано 4 блоков из 6, кол-во символов 2100 (8%)
- http://StanokGid.ru/metall/ustrojstvo-tokarnogo-stanka-po-metallu.html: использовано 2 блоков из 3, кол-во символов 5725 (23%)
- https://ostanke.ru/tokarnye/ustroistvo-stanka.html: использовано 1 блоков из 3, кол-во символов 2396 (9%)
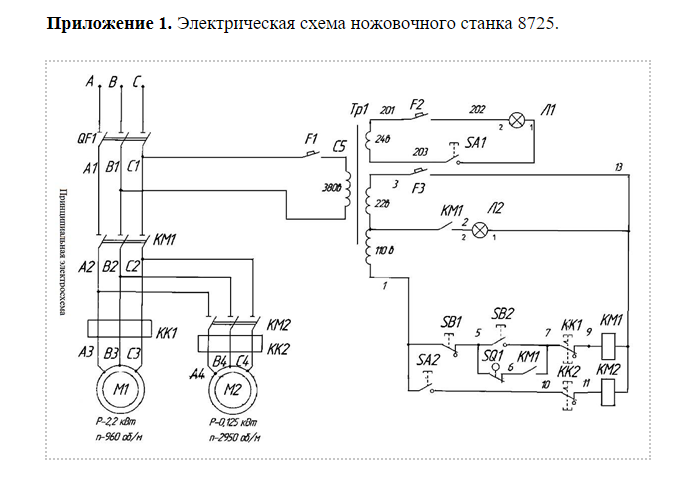 org/oborudovanie/stanki-tokarnye/ustrojstvo-tokarnogo-stanka-po-metallu.html: использовано 1 блоков из 6, кол-во символов 2002 (8%)
org/oborudovanie/stanki-tokarnye/ustrojstvo-tokarnogo-stanka-po-metallu.html: использовано 1 блоков из 6, кол-во символов 2002 (8%)Какие части токарного станка? Концепция токарного станка
Токарный станок – это станок, используемый в основном для придания формы изделиям из металла (а иногда и дерева или других материалов), заставляя обрабатываемую деталь удерживаться и вращаться на токарном станке, в то время как инструментальная насадка продвигается в работу, вызывая режущее действие.
Концепция токарного станка
Базовый токарный станок, который был разработан для резки цилиндрической металлической заготовки, был усовершенствован для изготовления резьбовых соединений, конических деталей, просверленных отверстий и коленчатых валов.Типичный токарный станок обеспечивает различные скорости вращения и средства для ручного и автоматического перемещения режущего инструмента в заготовку. Машинисты должны быть хорошо знакомы с токарным станком и его операциями, чтобы выполнять ремонт и изготовление необходимых деталей.
Токарный станок – это станок, который в основном использует токарный инструмент для поворота вращающейся детали. Для соответствующей обработки на токарном станке также можно использовать сверло, развертку, метчик, штамповочный инструмент.
Детали токарного станка
Основными компонентами являются: узел передней бабки, стойка для инструмента, задняя бабка, ходовой винт, подающий стержень, станина, ножка и охлаждающее устройство.
- Передняя бабка в сборе
- Ходовой винт и подающая штанга
- Сдвижная коробка
- Держатель инструмента
- Задняя бабка
- Кровать
- Охлаждающее устройство
Также известная как передняя бабка, ее основная задача – передавать вращательное движение от главного двигателя через ряд механизмов изменения скорости, чтобы шпиндель мог получить требуемые скорости вращения вперед и назад, и в то же время шпиндель коробка разделяет части. Мощность передает движение в коробку подачи. Главный вал в передней бабке является ключевой частью токарного станка. Стабильность вращения шпинделя на подшипнике напрямую влияет на качество обработки заготовки.Как только точность вращения шпинделя снизится, потребительная стоимость станка снизится.
используется для соединения коробки подачи и коробки скольжения и передачи движения и мощности коробки подачи на коробку скольжения, так что коробка скольжения может получать продольное линейное движение. Винт специально настроен для накручивания различной резьбы. При точении других поверхностей заготовки вместо винта используется только гладкий винт.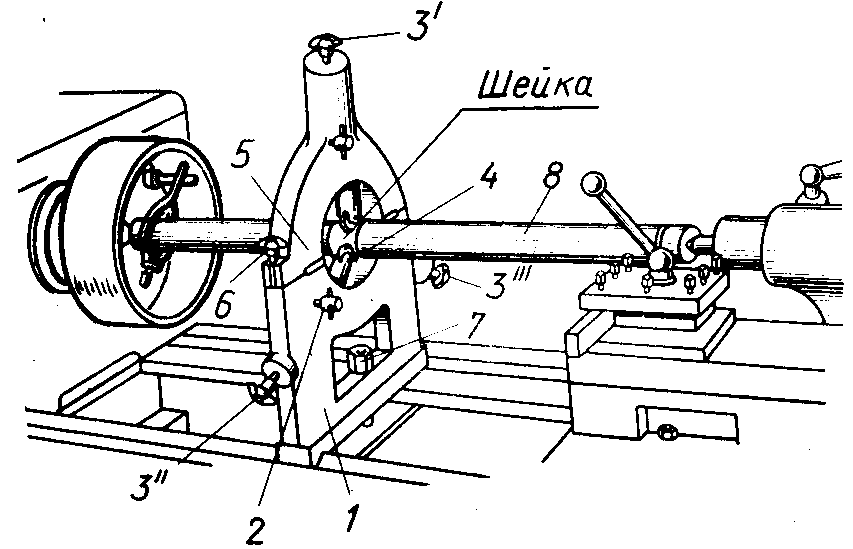 Учащиеся должны различать световой винт и ходовой винт в зависимости от содержимого слайд-бокса.
Учащиеся должны различать световой винт и ходовой винт в зависимости от содержимого слайд-бокса.
Это блок управления движением подачи токарного станка. Он оснащен механизмом, преобразующим вращательное движение светового стержня и ходового винта в поступательное движение резцедержателя. Продольное и поперечное движение подачи резцедержателя реализуется через световую полосу. И быстрое движение, держатель инструмента приводится в движение ходовым винтом, чтобы совершить продольное линейное движение, чтобы повернуть резьбу.
Есть два слоя скейтбордов (средний и маленький), седло и корпус держателя инструмента. Используется для установки токарного инструмента и приведения токарного инструмента в движение в продольном, горизонтальном или диагональном направлении.
Устанавливается на направляющую станины и перемещается в продольном направлении по этой направляющей для регулировки ее рабочего положения. Задняя бабка в основном используется для установки заднего центра для поддержки более длинных заготовок.Также могут быть установлены сверла и развертки для обработки отверстий.
Задняя бабка в основном используется для установки заднего центра для поддержки более длинных заготовок.Также могут быть установлены сверла и развертки для обработки отверстий.
Это большая основная часть токарного станка с высокоточными направляющими (горные направляющие и плоские направляющие). Он используется для поддержки и соединения различных частей токарного станка, а также для обеспечения точного относительного положения каждой части во время работы.
В охлаждающем устройстве в основном используется насос охлаждающей воды для повышения давления смазочно-охлаждающей жидкости в резервуаре для воды и распыления ее на зону резания для снижения температуры резания, смывания стружки и смазки поверхности для увеличения срока службы инструмента и качество обработки поверхности заготовки.
10 “x 24” -12 “x 36” Руководство по эксплуатации и запчастям для владельца-Jet, Enco, Grizzly, MSC, Тайвань
Описание
Количество страниц: 50
Это копия оригинального азиатского токарного станка по металлу 10 ″ x 24 ″ и 12 ″ x 36 ″, инструкции и руководство по запчастям. Эти токарные станки по металлу производились в Азии и продавались под разными названиями, включая JET, Grizzly, Enco, MSC, Acraturn, Frejoth, Shenwai и т. Д. Это руководство содержит информацию по настройке, смазке, техническому обслуживанию и контролю, а также полный список деталей и покомпонентные изображения и корректировки.
Эти токарные станки по металлу производились в Азии и продавались под разными названиями, включая JET, Grizzly, Enco, MSC, Acraturn, Frejoth, Shenwai и т. Д. Это руководство содержит информацию по настройке, смазке, техническому обслуживанию и контролю, а также полный список деталей и покомпонентные изображения и корректировки.
Охвачено известных моделей:
ENCO 92010
JET-1024P
JET-1236P
Acraturn TT-1236G
Фрейот F-900 12X36
Фрейот FI-900
Шэньвай SW-350 10 × 24
Шэньвай SW-900 12 × 36
Husky Токарный станок по металлу
Приведенное выше руководство может помочь вам в эксплуатации и обслуживании токарного станка по металлу. Если вы хотите узнать больше о методах токарной обработки металла, названиях и правильном использовании различных токарных инструментов и других токарных операциях, я бы рекомендовал щелкнуть здесь изображения этих двух книг. |
|---|
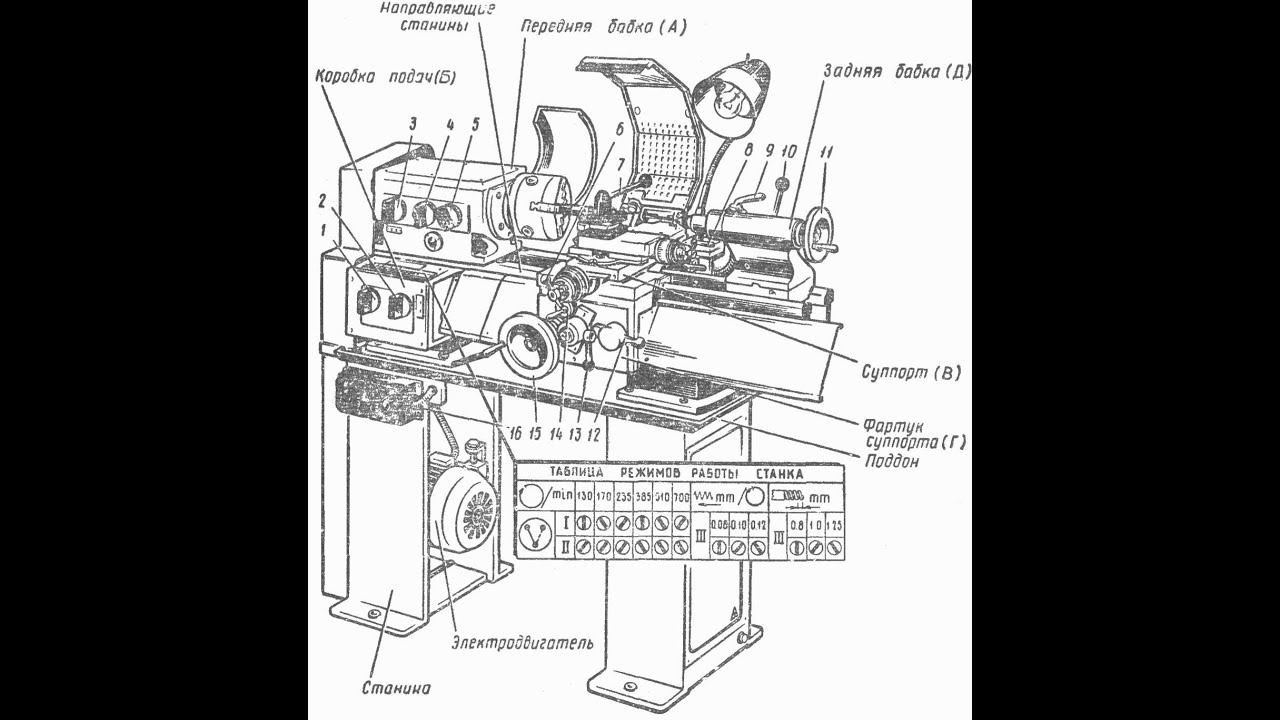 У нас также есть полная серия различных книг для машинистов по заточке, зубчатым, фрезерным станкам и многому другому здесь: Workshop Machinist Series
У нас также есть полная серия различных книг для машинистов по заточке, зубчатым, фрезерным станкам и многому другому здесь: Workshop Machinist SeriesФотография:
Технические характеристики:
В комплекте:
ВВЕДЕНИЕ ..................................... 1 ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ................... 1 УСТАНОВКА..................................... 3 Распаковка и очистка ............................ 3 Подготовка и установка фундамента .............. 3 Выравнивание ......................................... 3 Электрическое подключение ................................ 4 Предпусковое обслуживание и проверки ............... 5 Обслуживание ........................................ 5 Проверка вращения ................................... 5 ЭКСПЛУАТАЦИЯ ........................................ 5 Что можно и чего нельзя делать .
 ................................. 5
Органы управления ......................................... 6
Передняя бабка ........................................ 6
Перевозка ......................................... 6
Задняя бабка ........................................ 6
Процедуры настройки токарного станка ........................... 9
Передняя бабка ........................................ 9
Установка патрона и планшайбы ................. 9
Снятие патрона и планшайбы ..................... 9
Выбор скорости шпинделя......................... 9
Включение задней передачи ........................... 9
Отключение задней передачи ........................ 9
Изменение передаточного числа шкивов .......................... 10
Подача и выбор резьбы ....................... 10
Преобразование в метрическую шестерню в режиме быстрой смены
Коробка передач ......................................... 10
Перевозка ........................................ 11
Установка инструментов ................
................................. 5
Органы управления ......................................... 6
Передняя бабка ........................................ 6
Перевозка ......................................... 6
Задняя бабка ........................................ 6
Процедуры настройки токарного станка ........................... 9
Передняя бабка ........................................ 9
Установка патрона и планшайбы ................. 9
Снятие патрона и планшайбы ..................... 9
Выбор скорости шпинделя......................... 9
Включение задней передачи ........................... 9
Отключение задней передачи ........................ 9
Изменение передаточного числа шкивов .......................... 10
Подача и выбор резьбы ....................... 10
Преобразование в метрическую шестерню в режиме быстрой смены
Коробка передач ......................................... 10
Перевозка ........................................ 11
Установка инструментов ................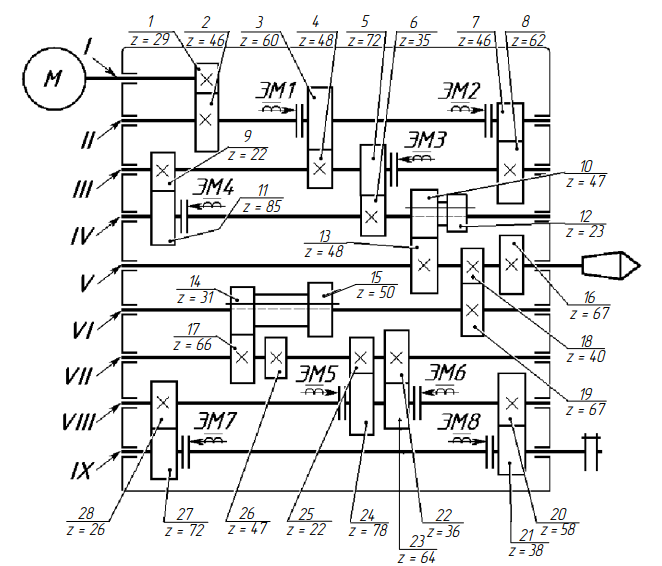 ................ 11
Размещение стойки инструмента ....................... 11
Отрезки и облицовка .............................. 11
Продольные пропилы ............................... 11
Заправка ....................................... 12
Задняя бабка ....................................... 12
Установка люнета ........................ 12
СМАЗКА И РЕГУЛИРОВКА ..................... 12
Смазка ..................................... 12
Регулировка ...................................... 12
Регулировка натяжения клинового ремня...................... 12
Регулировка опорной пластины каретки ............... 13
Регулировка поперечного салазок ..................... 13
Регулировка скользящей опоры стойки инструмента .................. 13
Регулировка маховика комбинированной и поперечной подачи .... 13
Регулировка задней бабки ............................ 13
ПЕРЕЧЕНЬ ДЕТАЛЕЙ ................................... 14-50
................ 11
Размещение стойки инструмента ....................... 11
Отрезки и облицовка .............................. 11
Продольные пропилы ............................... 11
Заправка ....................................... 12
Задняя бабка ....................................... 12
Установка люнета ........................ 12
СМАЗКА И РЕГУЛИРОВКА ..................... 12
Смазка ..................................... 12
Регулировка ...................................... 12
Регулировка натяжения клинового ремня...................... 12
Регулировка опорной пластины каретки ............... 13
Регулировка поперечного салазок ..................... 13
Регулировка скользящей опоры стойки инструмента .................. 13
Регулировка маховика комбинированной и поперечной подачи .... 13
Регулировка задней бабки ............................ 13
ПЕРЕЧЕНЬ ДЕТАЛЕЙ ................................... 14-50 Обзор:
Я собирал эту информацию в течение многих лет и обнаружил, что содержащаяся в ней информация бесценна при правильном использовании и настройке машин.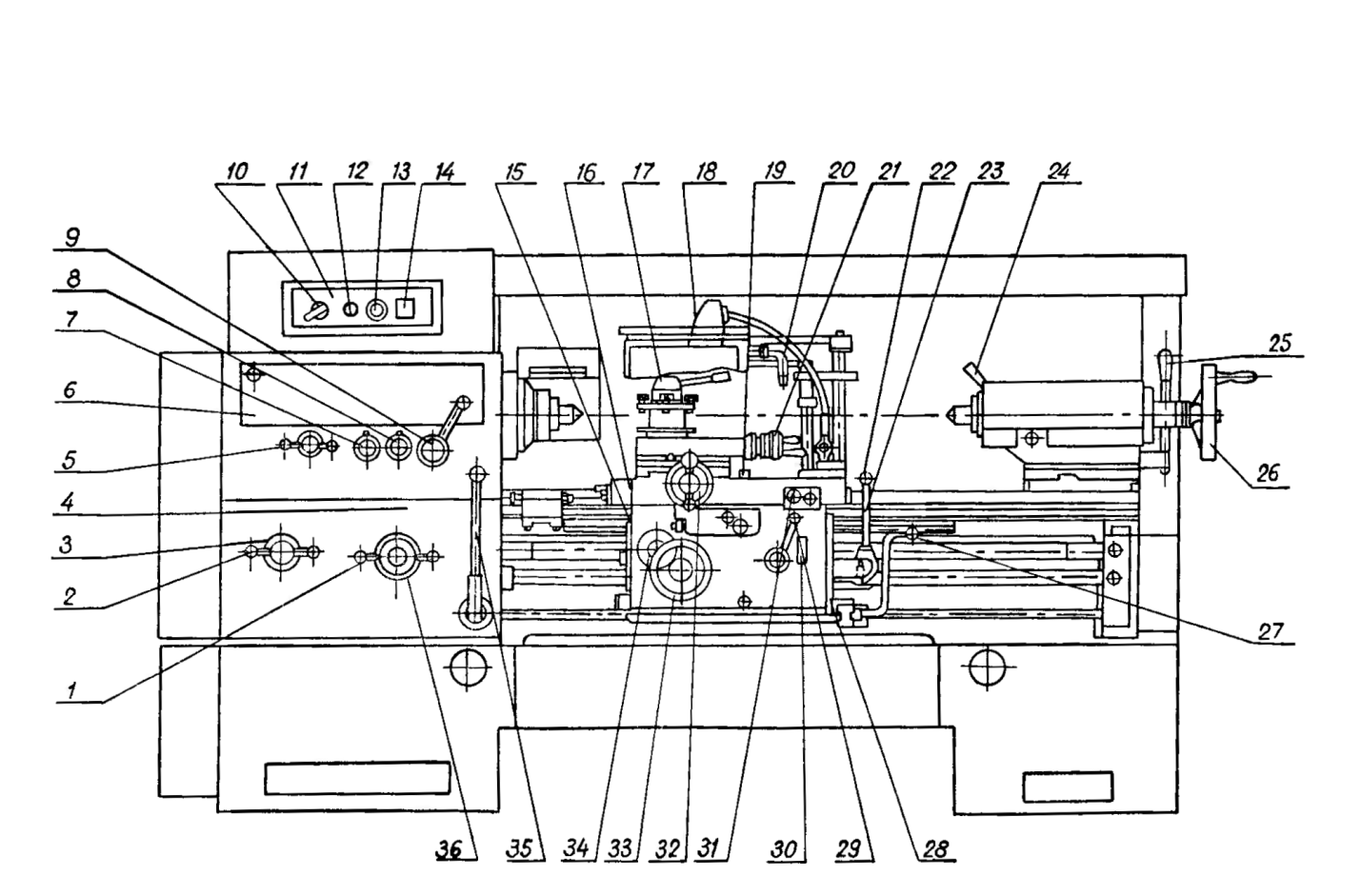 Я считаю, что это руководство станет ценным источником знаний, в котором будет содержаться много полезной информации, которую часто бывает трудно найти. Мои инструкции – это не ксерокопии. Я поддерживаю высокие стандарты качества в своих репродукциях. Большинство руководств, которые я воспроизвожу, выглядят лучше, чем их оригиналы. Я профессионально отредактировал каждую страницу в цифровом виде и удалил пятна, морщины и почерк. Все руководства напечатаны на толстой белой бумаге, чтобы выдержать производственный износ, что лучше, чем загрузка в формате pdf с низким разрешением.
Я считаю, что это руководство станет ценным источником знаний, в котором будет содержаться много полезной информации, которую часто бывает трудно найти. Мои инструкции – это не ксерокопии. Я поддерживаю высокие стандарты качества в своих репродукциях. Большинство руководств, которые я воспроизвожу, выглядят лучше, чем их оригиналы. Я профессионально отредактировал каждую страницу в цифровом виде и удалил пятна, морщины и почерк. Все руководства напечатаны на толстой белой бумаге, чтобы выдержать производственный износ, что лучше, чем загрузка в формате pdf с низким разрешением.
Токарный станок по металлу 13×30 13×40 14×30 14×40 Инструкция по эксплуатации и запчастям
Описание
Количество страниц: 54
Это репродукция, а не фотокопия оригинальной азиатской инструкции по эксплуатации токарного станка и руководства по запасным частям. В данном руководстве рассматриваются токарные станки 13 ″ x30 ″, 13 ″ x40 ″, 14 ″ x30 ″ и 14 ″ x40 ″. Эта машина производится в Азии и продается под разными названиями, включая: JET, Grizzly, Enco, MSC и т. Д. Это руководство содержит информацию по настройке, смазке, техническому обслуживанию и контролю, а также полный список деталей и покомпонентные изображения и корректировки.
Эта машина производится в Азии и продается под разными названиями, включая: JET, Grizzly, Enco, MSC и т. Д. Это руководство содержит информацию по настройке, смазке, техническому обслуживанию и контролю, а также полный список деталей и покомпонентные изображения и корректировки.
Охвачено известных моделей:
Acraturn 1340SS
Приведенное выше руководство может помочь вам в эксплуатации и обслуживании токарного станка по металлу. Если вы хотите узнать больше о методах токарной обработки металла, названиях и правильном использовании различных токарных инструментов и других токарных операциях, я бы рекомендовал щелкнуть здесь изображения этих двух книг. У нас также есть полная серия различных книг для машинистов по заточке, зубчатым, фрезерным станкам и многому другому здесь: Workshop Machinist Series |
|---|
Содержимое:
Технические характеристики и аксессуары Генеральный план токарного станка.
 ......................... 3
Краткая спецификация .............................. 4
Измерение ...................................... 5
Стандартные аксессуары ............................. 6
Дополнительные аксессуары ............................. 6
План фундамента .................................. 7
Установка ..................................... 8
Очистка ......................................... 8
Подъем .......................................... 9
Установка ...................................... 10
Патроны и установка патрона ....................... 12
Проверка смазки .............................. 12
Управление токарным станком ................................... 13
Электрическое управление ............................. 14
Органы управления главным двигателем ............................. 14
Селекторы скорости шпинделя ......................... 15
Потоки и ленты ............................... 16
Индикатор заправки нити ........................ 18
Органы управления фартуком .
......................... 3
Краткая спецификация .............................. 4
Измерение ...................................... 5
Стандартные аксессуары ............................. 6
Дополнительные аксессуары ............................. 6
План фундамента .................................. 7
Установка ..................................... 8
Очистка ......................................... 8
Подъем .......................................... 9
Установка ...................................... 10
Патроны и установка патрона ....................... 12
Проверка смазки .............................. 12
Управление токарным станком ................................... 13
Электрическое управление ............................. 14
Органы управления главным двигателем ............................. 14
Селекторы скорости шпинделя ......................... 15
Потоки и ленты ............................... 16
Индикатор заправки нити ........................ 18
Органы управления фартуком .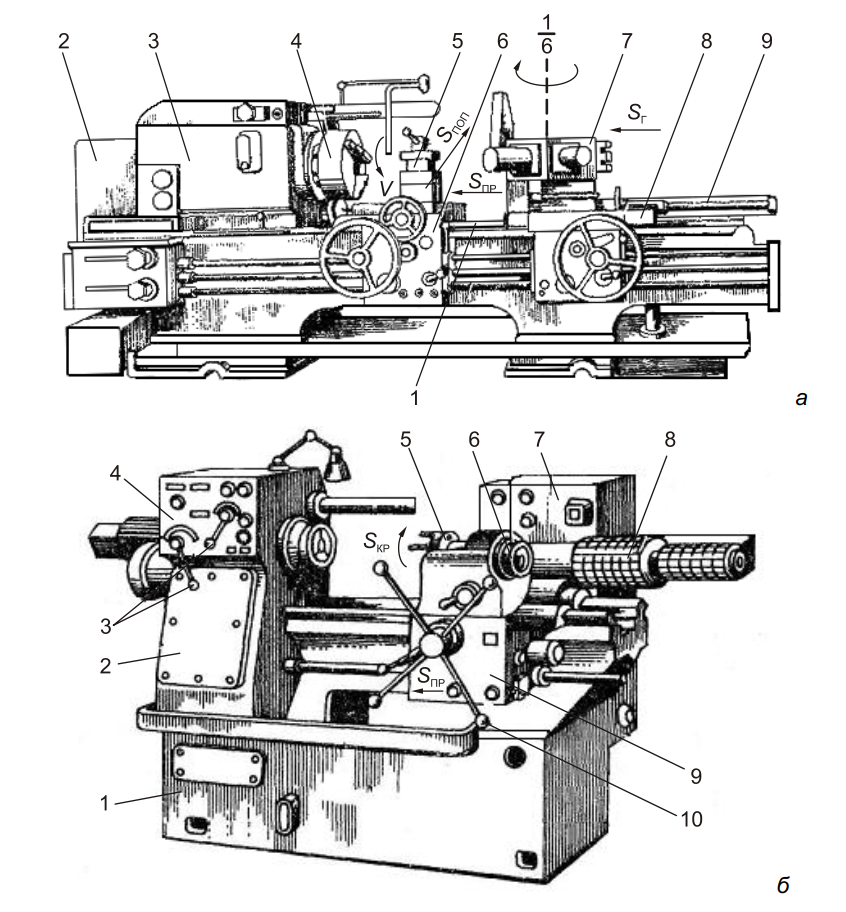 ................................. 19
Поперечное и верхнее скольжение ....................... 19
Хвостовой баллон ...................................... 20
Сервисное и техническое обслуживание
Слайд-пути внимания ............................ 21
Гайка поперечного скольжения ................................. 21
Регулировка предохранительной муфты ................... 22
Регулировка подшипника шпинделя ..................... 22
Конечная передача .................................. 23
Ремни приводные ................................... 23
Центровка токарного станка ................................. 24
Смазка ..................................... 26
Схема подключения .................................. 29
Список деталей
Сборка ........................................ 31
Номер детали - Ссылка на название ................... 46
................................. 19
Поперечное и верхнее скольжение ....................... 19
Хвостовой баллон ...................................... 20
Сервисное и техническое обслуживание
Слайд-пути внимания ............................ 21
Гайка поперечного скольжения ................................. 21
Регулировка предохранительной муфты ................... 22
Регулировка подшипника шпинделя ..................... 22
Конечная передача .................................. 23
Ремни приводные ................................... 23
Центровка токарного станка ................................. 24
Смазка ..................................... 26
Схема подключения .................................. 29
Список деталей
Сборка ........................................ 31
Номер детали - Ссылка на название ................... 46 Обзор:
Я собирал эту информацию в течение многих лет и обнаружил, что содержащаяся в ней информация бесценна при правильном использовании и настройке машин. Я считаю, что это руководство станет ценным источником знаний, в котором будет содержаться много полезной информации, которую часто бывает трудно найти. Мои инструкции – это не ксерокопии. Я поддерживаю высокие стандарты качества в своих репродукциях. Большинство руководств, которые я воспроизвожу, выглядят лучше, чем их оригиналы. Я профессионально отредактировал каждую страницу в цифровом виде и удалил пятна, морщины и почерк. Все руководства напечатаны на толстой белой бумаге, чтобы выдерживать производственный износ.
Я считаю, что это руководство станет ценным источником знаний, в котором будет содержаться много полезной информации, которую часто бывает трудно найти. Мои инструкции – это не ксерокопии. Я поддерживаю высокие стандарты качества в своих репродукциях. Большинство руководств, которые я воспроизвожу, выглядят лучше, чем их оригиналы. Я профессионально отредактировал каждую страницу в цифровом виде и удалил пятна, морщины и почерк. Все руководства напечатаны на толстой белой бумаге, чтобы выдерживать производственный износ.
| НАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАНИЯ СТРАНИЦЫ | ||
| ЦЕНТРАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | ||
| В.Райан © 2003-2021 | ||
ФАЙЛ PDF – НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОЧЕЙ ТАБЛИЦЫ Центрирующий токарный станок предназначен для изготовления цилиндрических
формы из различных материалов, в том числе; сталь и пластмассы. | ||
Передняя бабка центровочного токарного станка может открываться, показывая расположение
шестерен. Эти шестерни иногда заменяют, чтобы изменить скорость
вращение патрона. Токарный станок необходимо выключить перед открытием,
хотя мотор должен автоматически отключаться, если дверь открыта
во время работы машины (функция безопасности). Эти шестерни иногда заменяют, чтобы изменить скорость
вращение патрона. Токарный станок необходимо выключить перед открытием,
хотя мотор должен автоматически отключаться, если дверь открыта
во время работы машины (функция безопасности). Скорость вращения патрона обычно устанавливается с помощью шестерни. рычаги. Обычно они располагаются на передней части бабки или спереди и допускают широкий диапазон скоростей. | ||
| Однако иногда единственный способ установить токарный станок на определенную скорость заключается в изменении расположения шестерен внутри передней бабки. Большинство машин для этой цели будет иметь ряд сменных шестерен. | ||
| НЕКОТОРЫЕ ОБОРУДОВАНИЯ, ИСПОЛЬЗУЕМЫЕ С ЦЕНТРАЛЬНЫМ ТОКАРНЫМ СТАНКОМ | ||
ВОПРОСЫ : Нарисуйте простую схему
типичный центрирующий токарный станок и маркируйте важные детали. | ||
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И УКАЗАТЕЛЬ ПРОЦЕССОВ, СТР. | ||
 Многие из
компоненты, которые работают вместе, чтобы заставить двигатель работать, были
изготавливается на токарных станках. Это могут быть токарные станки, управляемые напрямую
люди (ручные токарные станки) или токарные станки с компьютерным управлением (станки с ЧПУ), которые
были запрограммированы на выполнение определенной задачи.Базовое руководство
Центровочный токарный станок показан ниже. Токарный станок этого типа управляется
человек, поворачивающий различные ручки на верхнем салазке и поперечном смещении
заказать изготовление изделия / детали.
Многие из
компоненты, которые работают вместе, чтобы заставить двигатель работать, были
изготавливается на токарных станках. Это могут быть токарные станки, управляемые напрямую
люди (ручные токарные станки) или токарные станки с компьютерным управлением (станки с ЧПУ), которые
были запрограммированы на выполнение определенной задачи.Базовое руководство
Центровочный токарный станок показан ниже. Токарный станок этого типа управляется
человек, поворачивающий различные ручки на верхнем салазке и поперечном смещении
заказать изготовление изделия / детали.
Детали токарного станка – Краткое руководство
В этой статье мы дадим обзор компонентов токарного станка; детали токарных станков и их основные функции.Токарные станки относятся к инструментам для механической обработки с уменьшением нагрузки, при которых материал удаляется при резке, сверлении, токарной обработке и шлифовании. Одной из основных характеристик токарного станка является единственная ось, вокруг которой вращается кусок материала. На протяжении всей истории токарный станок был очень важным инструментом в производстве металлических и деревянных изделий.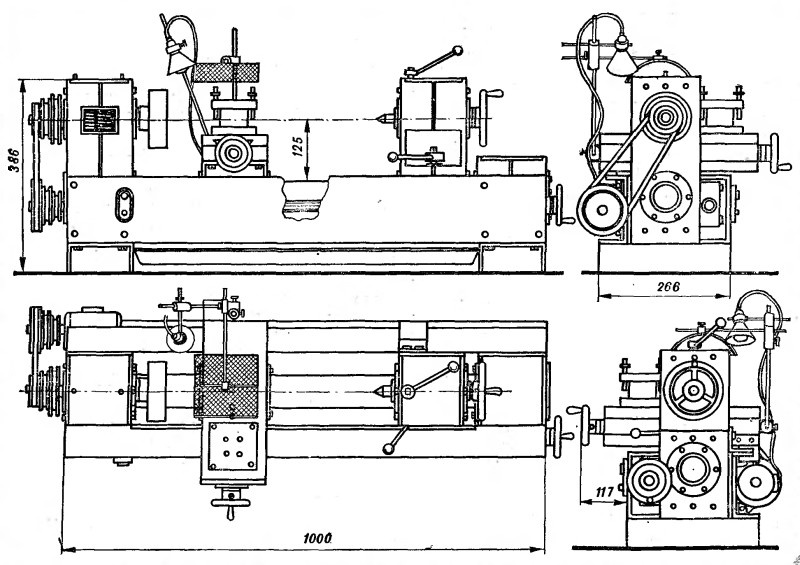
использует
Токарные станки используются для создания радиально схожих изделий (вокруг центральной оси), от дюбелей и бейсбольных бит до стальных штифтов и соединителей.Токарный станок вращает круглый / квадратный / шестиугольный пруток материала, обычно называемый стержневым стержнем, вокруг своей центральной оси, и использует режущие инструменты, которые находятся в фиксированном месте, чтобы уменьшить излишки материала для создания продукта. Существует множество доступных инструментов, которые можно прикреплять к деталям станка токарного станка для создания различных эффектов, включая сглаженные или острые углы, расточные каналы, просверленные отверстия и материал для стружки.
Станки токарные разные
Существует множество различных типов токарных станков, которые, хотя и очень похожи, могут производить множество различных эффектов.Самый распространенный тип токарного станка – это центровочный токарный станок (также часто называемый верстаком или токарным станком для двигателя), который часто используется с одним режущим инструментом или ручными инструментами.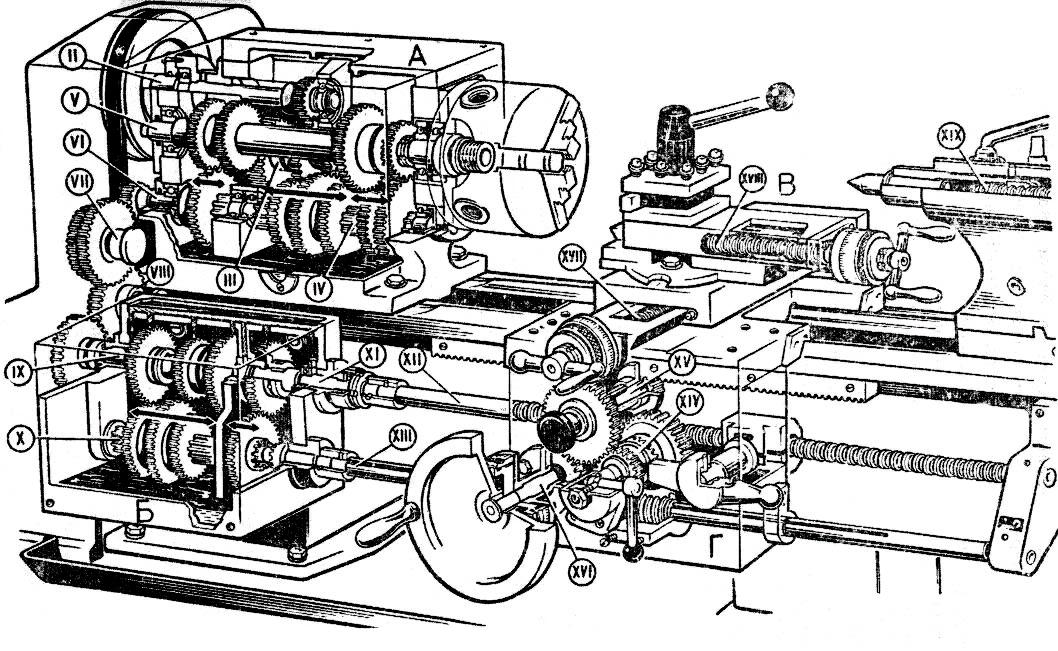 Токарно-револьверные станки отличаются тем, что используются для быстрого изготовления дублирующих деталей. Револьверная головка представляет собой набор режущих инструментов, которые в быстрой последовательности могут выполнять несколько различных разрезов и операций со штангой. Это позволяет одному оператору выполнять несколько операций без настройки или проверки между этапами.Последний токарный станок, который мы обсудим, – это многошпиндельные станки, которые теперь также часто называют станками с ЧПУ. Благодаря использованию компьютерного управления эти производственные машины, как правило, требуют больших объемов производства и не требуют большого участия оператора. Многошпиндель расширяет возможности токарно-револьверного станка за счет автоматизации смены головок и точного управления производством деталей. По мере того, как токарные станки с ЧПУ становятся все более продвинутыми, они теперь могут использовать несколько углов (многоосевых) для обработки, а также непрерывное повышение точности инструментов, управляемых компьютером.
Токарно-револьверные станки отличаются тем, что используются для быстрого изготовления дублирующих деталей. Револьверная головка представляет собой набор режущих инструментов, которые в быстрой последовательности могут выполнять несколько различных разрезов и операций со штангой. Это позволяет одному оператору выполнять несколько операций без настройки или проверки между этапами.Последний токарный станок, который мы обсудим, – это многошпиндельные станки, которые теперь также часто называют станками с ЧПУ. Благодаря использованию компьютерного управления эти производственные машины, как правило, требуют больших объемов производства и не требуют большого участия оператора. Многошпиндель расширяет возможности токарно-револьверного станка за счет автоматизации смены головок и точного управления производством деталей. По мере того, как токарные станки с ЧПУ становятся все более продвинутыми, они теперь могут использовать несколько углов (многоосевых) для обработки, а также непрерывное повышение точности инструментов, управляемых компьютером.
Детали и компоненты для токарных станков
Пояснения к основным деталям токарного станка центрирующего станка:
Кровать: Тяжелая и жесткая рама, на которой установлены все компоненты. Станина обычно изготавливается из чугуна или закаленной стали. Важно, чтобы кровать была невероятно прочной, чтобы при производстве не прогибалась.
Направляющие : Направляющие – это направляющие, по которым задняя бабка опирается и перемещается. Как внутренняя, так и внешняя направляющие обрабатываются параллельно, чтобы обеспечить точное перемещение по станине.
Передняя бабка: Деталь токарного станка, который вращает штангу. В нем используется патрон для удержания ложи на месте, как правило, он постоянно монтируется во внутреннем направлении.
Коробка передач: Коробка передач, расположенная на внутренней стороне передней бабки, используется для преобразования вращательного движения на различные скорости.
Шпиндель: Отверстие в задней части узла передней бабки, через которое подается шток.
Патрон: Зажим с несколькими кулачками для удержания стержня на месте во время обработки.Они могут быть самоцентрирующимися или независимыми в зависимости от количества губок. Может быть изменен для установки деталей необычной формы, которые не являются круглыми / квадратными / шестиугольными.
Задняя бабка: Устанавливается во внутренней части станины. Направляющая может перемещаться по каналу для фиксации в любом положении для регулировки длины, необходимой для конечного продукта. Его можно установить с помощью режущих инструментов, чтобы добавить конус или фаску на тыльную сторону детали.
Каретка: Устанавливается на край кровати.Каретка предназначена для установки и регулировки режущего инструмента.
Поперечный суппорт: Установленный снаружи каретки, поперечный суппорт регулируется вверх и вниз, чтобы использовать колесо для ввода инструмента в заготовку.
Стойка для инструмента: Стойка для инструмента – это место для установки различных режущих коронок, которые зажимаются в держателях инструмента, используемых поперечным суппортом.
Составная опора: Составная опора крепится к верхней части поперечных суппортов. Ее можно отрегулировать относительно оси составной опоры, поворачиваясь вокруг резцедержателя, независимо от поперечного суппорта или каретки.
Фартук: Фартук крепится к передней части каретки, он содержит механизмы перемещения каретки и поперечных салазок.
Стержень подачи: Первичный механизм переключения мощности для перемещения каретки вдоль оси токарного станка. Он будет иметь две реверсивные шестерни, прикрепленные к поршню, чтобы перемещать каретку вперед или назад.
Ходовой винт: Приводной вал с регулируемыми шестернями, используемый в основном для нарезания резьбы.
Люнет: Может зажиматься в направляющих, он контактирует с нижней или боковыми сторонами заготовки для облегчения ее выравнивания. Обычно используется для поддержки более длинных или нестабильных деталей.
Обычно используется для поддержки более длинных или нестабильных деталей.
Токарный станок по металлу – 3D-модели CAD и 2D-чертежи
Токарный станок по металлу или Токарный станок по металлу – это большой класс токарных станков, предназначенных для точной обработки относительно твердых материалов. Первоначально они были разработаны для обработки металлов; однако с появлением пластмасс и других материалов, а также с присущей им универсальностью, они используются в широком диапазоне приложений и в широком диапазоне материалов. На жаргоне машинной обработки, где уже понятен более широкий контекст, они обычно просто называются токарными станками или именуются более конкретными названиями подтипов (токарный станок для инструментальных цехов , токарно-револьверный станок и т. Д.). Эти жесткие станки удаляют материал с вращающейся детали за счет (обычно линейных) движений различных режущих инструментов, таких как насадки и сверла.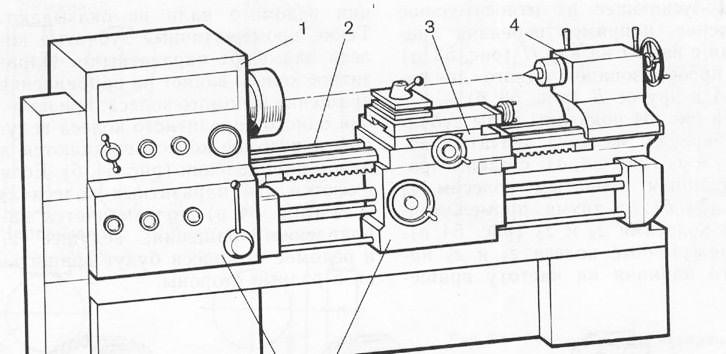
Строительство
Конструкция токарных станков может сильно различаться в зависимости от предполагаемого применения; однако основные функции являются общими для большинства типов. Эти машины состоят из (как минимум) передней бабки, станины, каретки и задней бабки. Лучшие машины имеют прочную конструкцию с широкими опорными поверхностями ( направляющих скольжения ) для устойчивости и изготовлены с большой точностью.Это помогает гарантировать, что компоненты, производимые на станках, будут соответствовать требуемым допускам и повторяемости.
Передняя бабка
Передняя бабка (h2) вмещает главный шпиндель (h5) , механизм переключения скоростей (h3, h4) и шестерни переключения (h20) . Передняя бабка должна быть максимально прочной из-за действующих сил резания, которые могут исказить корпус легкой конструкции и вызвать гармонические колебания, которые будут передаваться на заготовку, снижая качество готовой заготовки.
Главный шпиндель, как правило, полый, чтобы длинные стержни проходили через рабочую зону. Это сокращает подготовку и отходы материала. Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы. Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, чтобы можно было вставить полые трубчатые конусы (стандарт Морзе), чтобы уменьшить размер конического отверстия и разрешить использование центров.На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипуляции с зубчатым колесом. В более поздних машинах используется коробка передач, приводимая в действие специальным электродвигателем. Полностью «редукторная головка» позволяет оператору выбирать подходящие скорости полностью через коробку передач.
Кровати
Станина представляет собой прочное основание, которое соединяется с передней бабкой и позволяет перемещать каретку и заднюю бабку параллельно оси шпинделя. Этому способствуют закаленные и отшлифованные станины , которые удерживают каретку и заднюю бабку на заданной колее. Каретка перемещается с помощью реечной системы. Ходовой винт точного шага приводит в движение каретку, удерживающую режущий инструмент, через редуктор, приводимый в движение от передней бабки.
Этому способствуют закаленные и отшлифованные станины , которые удерживают каретку и заднюю бабку на заданной колее. Каретка перемещается с помощью реечной системы. Ходовой винт точного шага приводит в движение каретку, удерживающую режущий инструмент, через редуктор, приводимый в движение от передней бабки.
Типы кроватей включают в себя кровати с перевернутой буквой “V”, плоские кровати и комбинированные кровати с V-образной формой и плоскими кроватями. “V” и комбинированные кровати используются для точных и легких работ, а плоские кровати используются для тяжелых работ. [ необходима ссылка ]
Когда токарный станок установлен, первым делом нужно перейти на уровень , уровень , то есть убедиться, что станина не перекручена и не изогнута. Нет необходимости делать станок строго горизонтальным, но он должен быть полностью раскручен для получения точной геометрии резания. Уровень точности – полезный инструмент для выявления и устранения любых перекосов.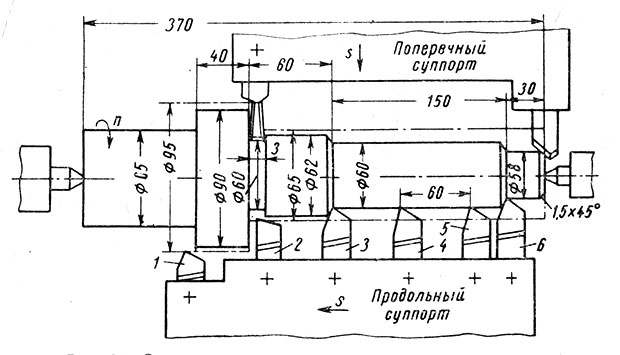 Также рекомендуется использовать такой уровень вдоль станины для обнаружения изгиба в случае токарного станка с более чем четырьмя точками крепления.В обоих случаях уровень используется как компаратор, а не как абсолютный эталон.
Также рекомендуется использовать такой уровень вдоль станины для обнаружения изгиба в случае токарного станка с более чем четырьмя точками крепления.В обоих случаях уровень используется как компаратор, а не как абсолютный эталон.
Подающий и ходовой винты
Подающий винт (H8) – это длинный приводной вал, который позволяет ряду шестерен приводить в движение механизмы каретки. Эти шестерни расположены в фартуке каретки. Как подающий винт, так и ходовой винт (H7) приводятся в движение либо шестернями переключения (в квадранте), либо промежуточной коробкой передач, известной как быстрая коробка передач (H6) или коробкой передач Norton.Эти промежуточные шестерни позволяют устанавливать правильное передаточное число и направление для нарезания резьбы или червячных шестерен. Зубчатые колеса (приводимые в действие H5 ) предусмотрены между шпинделем и зубчатой передачей вместе с пластиной квадранта , которая позволяет вводить зубчатую передачу с правильным передаточным числом и направлением. Это обеспечивает постоянную зависимость между числом оборотов шпинделя и числом оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Это обеспечивает постоянную зависимость между числом оборотов шпинделя и числом оборотов ходового винта. Это соотношение позволяет нарезать резьбу на заготовке без помощи матрицы.
Некоторые токарные станки имеют только один ходовой винт, который служит для всех целей перемещения каретки. Для нарезания винта задействуется полугайка , приводимая в движение резьбой ходового винта; и для общей подачи энергии шпонка входит в зацепление со шпоночной канавкой в ходовом винте, чтобы вести шестерню вдоль рейки, которая установлена вдоль станины токарного станка.
Ходовой винт будет изготавливаться в соответствии с британскими или метрическими стандартами и потребует введения коэффициента преобразования для создания форм резьбы из другого семейства.Для точного преобразования одной формы резьбы в другую требуется 127-зубчатая передача, или на токарных станках, недостаточно больших для ее установки, можно использовать приближение. Умножение на 3 и 7, дающее соотношение 63: 1, может использоваться для обрезки довольно рыхлой резьбы. Это передаточное число часто встроено в быстросменные коробки передач .
Это передаточное число часто встроено в быстросменные коробки передач .
Точное соотношение, необходимое для преобразования токарного станка с дюймовой (дюймовой) резьбой в метрическую (миллиметровую) резьбу, составляет 100/127 = 0,7874 …. Наилучшее приближение с наименьшим количеством зубов очень часто составляет 37/47 = 0.7872 …. Это транспонирование дает постоянную ошибку -0,020% по всем стандартным метрическим шагам и шагам производителя моделей (0,25, 0,30, 0,35, 0,40, 0,45, 0,50, 0,60, 0,70, 0,75, 0,80, 1,00, 1,25, 1,50, 1,75, 2,00, 2,50. , 3,00, 3,50, 4,00, 4,50, 5,00, 5,50 и 6,00 мм).
Каретка
В своей простейшей форме каретка удерживает насадку и перемещает ее в продольном (токарном) направлении или перпендикулярно (торцевание) под управлением оператора. Оператор перемещает каретку вручную с помощью маховика (5a) или автоматически, зацепляя подающий вал с механизмом подачи каретки (5c) .Это обеспечивает некоторое облегчение для оператора, поскольку движение каретки становится усиленным. Маховики (2a, 3b, 5a) на каретке и связанных с ней суппортах обычно калибруются как для простоты использования, так и для помощи в выполнении воспроизводимых резов. Калибровочные метки будут измерять либо расстояние от центра (радиус), либо диаметр заготовки, поэтому, например, на станке диаметра, где калибровочные метки находятся в тысячных долях дюйма, циферблат радиального маховика будет показывать.0005 дюймов радиуса на деление или 0,001 дюйма диаметра. Каретка обычно состоит из верхней отливки, известной как седло (4) , и боковой отливки, известной как фартук (5) .
Маховики (2a, 3b, 5a) на каретке и связанных с ней суппортах обычно калибруются как для простоты использования, так и для помощи в выполнении воспроизводимых резов. Калибровочные метки будут измерять либо расстояние от центра (радиус), либо диаметр заготовки, поэтому, например, на станке диаметра, где калибровочные метки находятся в тысячных долях дюйма, циферблат радиального маховика будет показывать.0005 дюймов радиуса на деление или 0,001 дюйма диаметра. Каретка обычно состоит из верхней отливки, известной как седло (4) , и боковой отливки, известной как фартук (5) .
Поперечный суппорт
Поперечные суппорты (3) едут по каретке и имеют подающий винт, который перемещается под прямым углом к оси главного шпинделя. Это позволяет выполнять операции облицовки и регулировать глубину резания. Этот подающий винт может быть зацеплен через зубчатую передачу с подающим валом (упомянутым ранее) для обеспечения автоматического движения «механической подачи» к поперечному суппорту. На большинстве токарных станков одновременно может быть задействовано только одно направление, поскольку механизм блокировки отключает вторую зубчатую передачу.
На большинстве токарных станков одновременно может быть задействовано только одно направление, поскольку механизм блокировки отключает вторую зубчатую передачу.
Комбинированная опора
Составная опора (или верхняя салазка ) (2) обычно там, где монтируется резцедержатель. Он обеспечивает меньшее перемещение (меньшее, чем поперечное скольжение) вдоль своей оси через другой подающий винт. Ось составной опоры можно регулировать независимо от каретки или поперечных суппортов. Он используется для точения конусов, для контроля глубины резания при нарезании резьбы или точной торцовки, или для получения более тонких подач (при ручном управлении), чем позволяет подающий вал.Обычно сложный упор имеет транспортир с маркировкой (2b) , позволяющий оператору регулировать ось под точным углом.
Подставка для салазок (как были известны самые ранние формы каретки) восходит к пятнадцатому веку. В 1718 г. русским изобретателем Андреем Нартовым была представлена суппорт с набором зубчатых колес и ограниченное применение в русской промышленности. [1]
[1]
Первый полностью задокументированный токарный станок с цельнометаллической опорой скольжения был изобретен Жаком де Вокансоном около 1751 года.Он был описан в Энциклопедии задолго до того, как Модслей изобрел и усовершенствовал свою версию. Вероятно, что Модсли не знал о работе Вокансона, поскольку его первые версии суппорта имели много ошибок, которых не было в токарном станке Вокансона.
В восемнадцатом веке суппорт применялся также на французских токарных станках с декоративной резьбой.
Набор расточных станков в Королевском Арсенале, Вулидж, принадлежавший семье Вербругган в 1780-х годах, также имел опоры затвора.История о том, что это изобрел Генри Модслей, ходила давно, но он этого не сделал (и никогда не утверждал об этом). Легенда о том, что Модслей изобрел опору для скольжения, возникла у Джеймса Нэсмита, который неоднозначно написал об этом в своих комментариях к введению принципа скольжения , 1841; более поздние авторы неправильно поняли и распространили ошибку. Однако Модслей действительно помог широко распространить эту идею. Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там.В сочетании с сетью инженеров, которых он обучил, это обеспечило широкую известность суппорта суппорта и его копирование другими производителями токарных станков, а также распространение во всех британских инженерных мастерских. Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, сменные шестерни и суппорт, был самым важным достижением Модслея.
Однако Модслей действительно помог широко распространить эту идею. Весьма вероятно, что он видел это, когда еще мальчиком работал в «Арсенале». В 1794 году, когда он работал на Джозефа Брамы, он сделал один, а когда у него была собственная мастерская, он широко использовал его в токарных станках, которые он делал и продавал там.В сочетании с сетью инженеров, которых он обучил, это обеспечило широкую известность суппорта суппорта и его копирование другими производителями токарных станков, а также распространение во всех британских инженерных мастерских. Практичный и универсальный токарно-винторезный станок, включающий в себя три винта, сменные шестерни и суппорт, был самым важным достижением Модслея.
Столб для инструмента
Насадка для инструмента устанавливается в стойку (1) , которая может быть в стиле американского фонаря , в традиционном четырехгранном квадратном стиле или в быстросменном стиле, таком как изображенная схема мультификсатора. Преимущество быстрой смены настройки заключается в том, что можно использовать неограниченное количество инструментов (до количества доступных держателей), а не ограничиваться одним инструментом в стиле фонаря или четырьмя инструментами с четырехсторонним тип. Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту , центр , которая не меняется, даже если держатель снимается с станка.
Преимущество быстрой смены настройки заключается в том, что можно использовать неограниченное количество инструментов (до количества доступных держателей), а не ограничиваться одним инструментом в стиле фонаря или четырьмя инструментами с четырехсторонним тип. Сменные держатели инструмента позволяют предварительно установить все инструменты на высоту , центр , которая не меняется, даже если держатель снимается с станка.
Задняя бабка
Задняя бабка представляет собой инструмент (сверло) и устанавливается по центру напротив передней бабки.Шпиндель (T5) не вращается, а перемещается в продольном направлении под действием ходового винта и маховика (T1) . Шпиндель имеет конус для крепления сверл, центров и другого инструмента. Заднюю бабку можно расположить вдоль станины и зафиксировать (T6) в положении, определяемом обрабатываемой деталью. Также предусмотрено смещение задней бабки (T4) от оси шпинделей, это полезно для точения небольших конусов и при повторном совмещении задней бабки с осью станины.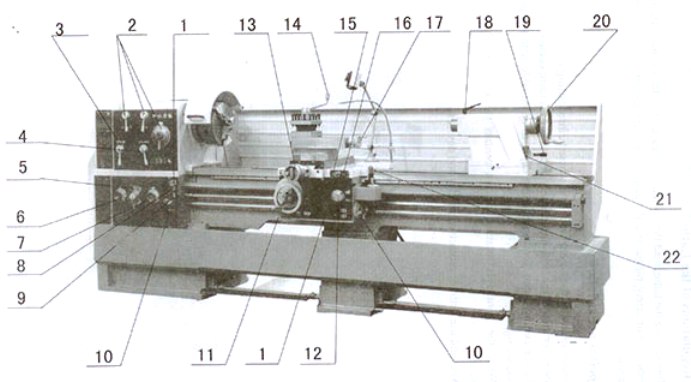
На изображении показан редуктор (T2) между маховиком и шпинделем, где для больших сверл может потребоваться дополнительный рычаг. Инструментальная коронка обычно изготавливается из быстрорежущей стали, кобальтовой стали или карбида.
Опоры опорные, опорные и прочие
Длинные заготовки часто нуждаются в опоре посередине, поскольку режущие инструменты могут отталкивать (сгибать) заготовку от того места, где их могут поддерживать центры, потому что при резке металла возникают огромные силы, которые приводят к вибрации или даже изгибу заготовки.Эта дополнительная опора может быть обеспечена люнетом (также называемым люнетом , фиксированным люнетом , центральным упором или иногда, что сбивает с толку, центральным упором ). Он стоит неподвижно от жесткого крепления на станине и поддерживает обрабатываемую деталь в центре опоры, обычно с тремя точками контакта, расположенными на расстоянии 120 ° друг от друга. Опора толкателя (также называемая толкателем или движущимся стабилизатором ) аналогична, но она устанавливается на каретку, а не на станину, что означает, что при перемещении резца опора толкателя «следует» (потому что они оба жестко соединены с одной и той же движущейся кареткой).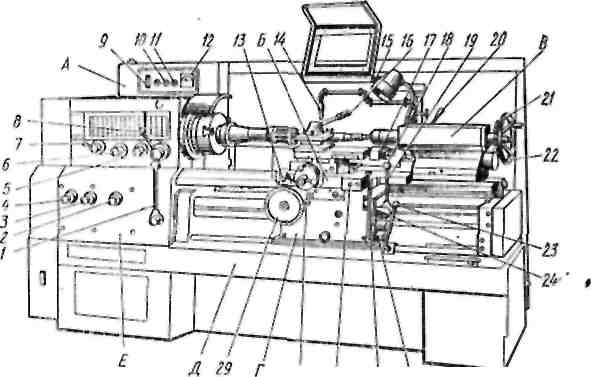 [2]
[2]
Опоры толкателя могут обеспечивать поддержку, которая напрямую противодействует силе пружины резца, прямо в области обрабатываемой детали в любой момент. В этом отношении они аналогичны коробчатому инструменту. Любой упор переносит некоторые погрешности геометрии заготовки с основания (опорной поверхности) на обрабатываемую поверхность. Это зависит от остального дизайна. Для минимальной скорости переноса используются корректирующие упоры . Опорные ролики обычно вызывают дополнительные геометрические ошибки на обрабатываемой поверхности.
Корректирующая опора для точного шлифования или токарной обработки
Корректирующий отдых, работа, видео
Типы станков токарных по металлу
В области металлообработки существует множество разновидностей токарных станков. Некоторые варианты не так уж очевидны, а другие занимают нишу. Например, центрирующий токарный станок – это станок с двумя головками, в котором работа остается фиксированной, а головки движутся к заготовке и обрабатывают центральное просверленное отверстие на каждом конце. Полученную заготовку затем можно использовать «между центрами» в другой операции.
Использование термина токарный станок по металлу также можно считать несколько устаревшим в наши дни. Пластмассы и другие композитные материалы широко используются, и с соответствующими модификациями к их обработке могут применяться те же принципы и методы, что и для металла.
Полученную заготовку затем можно использовать «между центрами» в другой операции.
Использование термина токарный станок по металлу также можно считать несколько устаревшим в наши дни. Пластмассы и другие композитные материалы широко используются, и с соответствующими модификациями к их обработке могут применяться те же принципы и методы, что и для металла.
Центровочный станок / токарный станок для двигателей / токарный настольный
Термины center lathe , engine lathe и table lathe все относятся к базовому типу токарного станка, который может считаться типичным классом токарных станков по металлу, наиболее часто используемых обычными машинистами или любителями механической обработки.Название настольный токарный станок подразумевает версию этого класса, достаточно маленькую для установки на верстак (но все же полнофункциональную и большую, чем мини-токарные или микротокарные станки). Конструкция токарного станка подробно описана выше, но в зависимости от года выпуска, размера, ценового диапазона или желаемых характеристик даже эти токарные станки могут сильно различаться между моделями.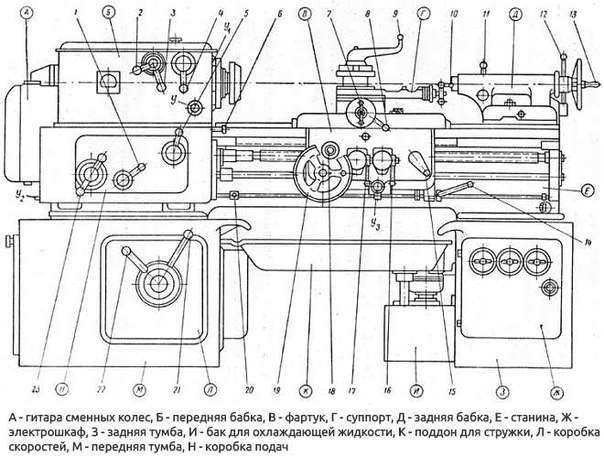
Токарный станок с двигателем – это название, применяемое к традиционному токарному станку конца 19-го или 20-го века с автоматической подачей на режущий инструмент, в отличие от ранних токарных станков, которые использовались с ручными инструментами, или токарных станков с ручной подачей. Только.Слово «двигатель» здесь используется в смысле «механическое устройство», а не в смысле «тягач», как в паровых двигателях, которые на протяжении многих лет были стандартным промышленным источником энергии. Завод будет иметь одну большую паровую машину, которая будет обеспечивать энергией все машины через систему ремней с линейным валом. Следовательно, первые токарные станки с двигателями обычно были «коническими головками», поскольку к шпинделю обычно прикреплялся многоступенчатый шкив, называемый коническим шкивом , предназначенный для установки плоского ремня. Разные скорости шпинделя можно было получить, перемещая плоский ремень на разные ступени на шкиве конуса.Токарные станки с конической головкой обычно имели промежуточный вал (промежуточный вал) на задней стороне конуса, который мог быть задействован для обеспечения более низких скоростей, чем это было достигнуто с помощью прямого ременного привода.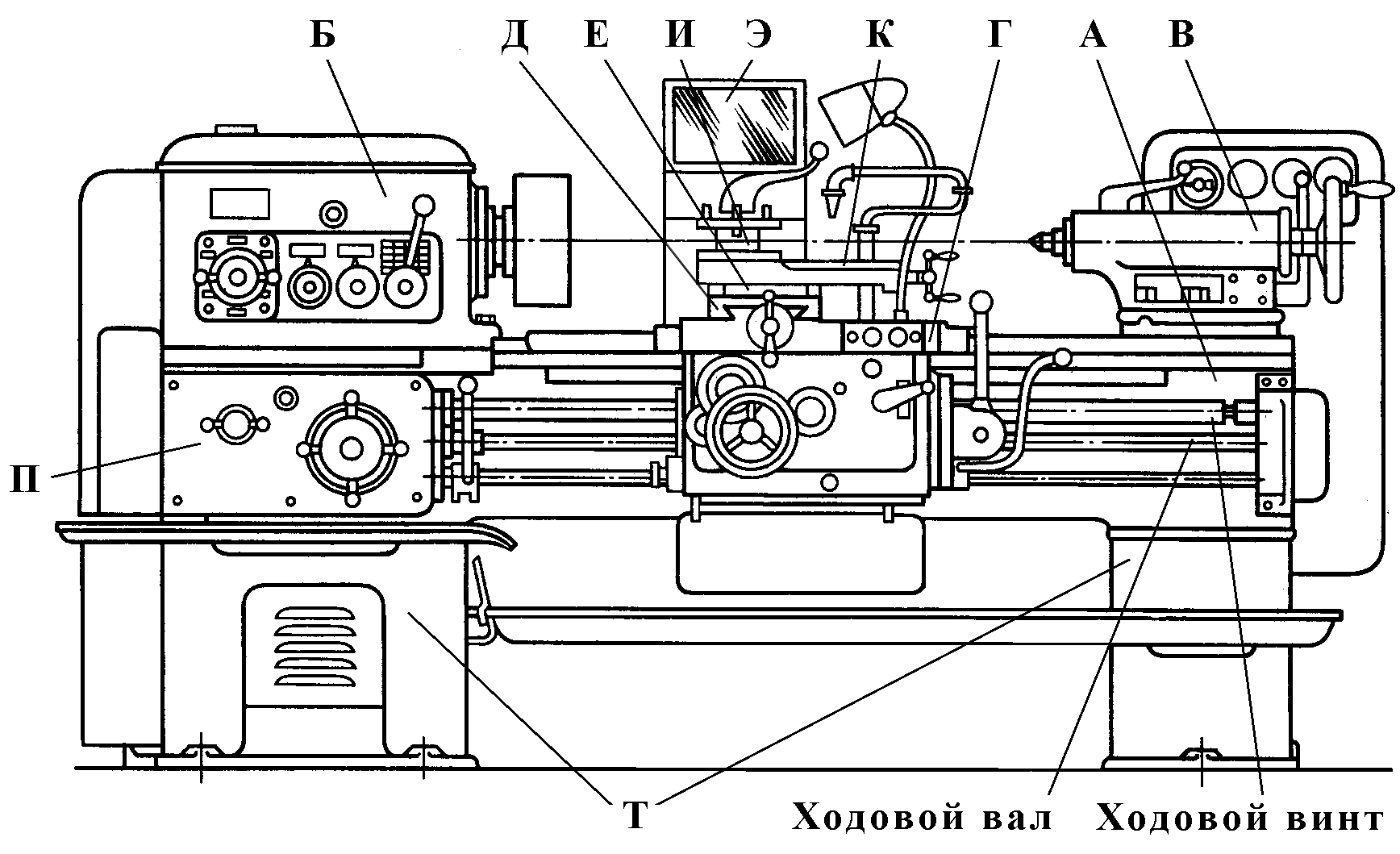 Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Эти шестерни получили название , задние шестерни . Более крупные токарные станки иногда имели двухскоростные задние шестерни, которые можно было переключать, чтобы обеспечить еще более низкий набор скоростей.
Когда в начале 20 века электродвигатели стали обычным явлением, многие токарные станки с конической головкой были преобразованы в электрическую энергию. В то же время уровень техники в области зубчатых передач и подшипников продвигался до такой степени, что производители начали изготавливать полностью редукторные передние бабки, используя коробки передач, аналогичные автомобильным трансмиссиям, для получения различных скоростей вращения шпинделя и скорости подачи при передаче большего количества необходимой мощности. чтобы в полной мере использовать инструменты из быстрорежущей стали.Режущие инструменты снова эволюционировали с появлением искусственных карбидов и стали широко использоваться в промышленности в 1970-х годах. Ранние карбиды прикреплялись к державкам путем пайки их в обработанном «гнезде» державок.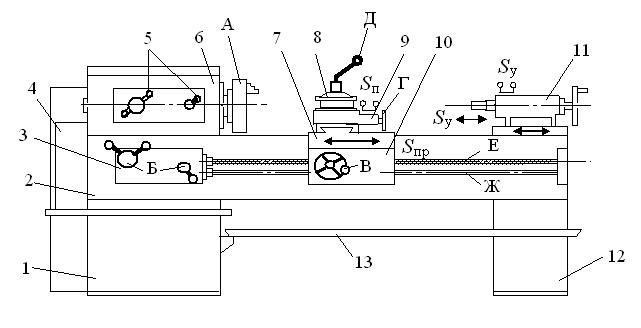 Более поздние разработки позволили заменить наконечники и сделать их многогранными, что позволило использовать их повторно. Карбиды допускают гораздо более высокие скорости обработки без износа. Это привело к сокращению времени обработки и, как следствие, росту производства. Спрос на более быстрые и мощные токарные станки повлиял на направление развития токарных станков.
Более поздние разработки позволили заменить наконечники и сделать их многогранными, что позволило использовать их повторно. Карбиды допускают гораздо более высокие скорости обработки без износа. Это привело к сокращению времени обработки и, как следствие, росту производства. Спрос на более быстрые и мощные токарные станки повлиял на направление развития токарных станков.
Доступность недорогой электроники снова изменила способ регулирования скорости, позволив плавно регулировать скорость двигателя от максимальной до почти нулевой. Это было опробовано в конце 19 века, но в то время не было признано удовлетворительным. Последующие улучшения в электрической схеме снова сделали его жизнеспособным.
Инструментальный токарный станок
Токарный станок для инструментального цеха – это токарный станок, оптимизированный для инструментальных работ. По сути, это просто первоклассный токарный станок со всеми лучшими дополнительными функциями, которые могут отсутствовать в менее дорогих моделях, такими как зажим цанги, конусное приспособление и другие. Станина токарного станка для инструментального цеха обычно шире, чем у стандартного центрирующего станка. За эти годы также повлияли выборочная сборка и дополнительная подгонка, когда при построении модели инструментального цеха были предприняты все меры, чтобы сделать ее наиболее плавно работающей и наиболее точной версией станка, который только можно построить. Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга.Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в продукте базовой модели для «роскошной модели», которую следовало бы улучшить. В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) центральным токарным станком начального уровня, созданным, чтобы конкурировать по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т.
Станина токарного станка для инструментального цеха обычно шире, чем у стандартного центрирующего станка. За эти годы также повлияли выборочная сборка и дополнительная подгонка, когда при построении модели инструментального цеха были предприняты все меры, чтобы сделать ее наиболее плавно работающей и наиболее точной версией станка, который только можно построить. Однако в рамках одного бренда разница в качестве между обычной моделью и соответствующей ей моделью инструментального зала зависит от разработчика и в некоторых случаях частично объясняется психологией маркетинга.Для производителей станков известных брендов, которые производили только высококачественные инструменты, не обязательно было какое-то отсутствие качества в продукте базовой модели для «роскошной модели», которую следовало бы улучшить. В других случаях, особенно при сравнении различных брендов, разница в качестве между (1) центральным токарным станком начального уровня, созданным, чтобы конкурировать по цене, и (2) токарным станком для инструментального цеха, предназначенным для конкуренции только по качеству, а не по цене, может быть объективно продемонстрировано путем измерения TIR, вибрации и т.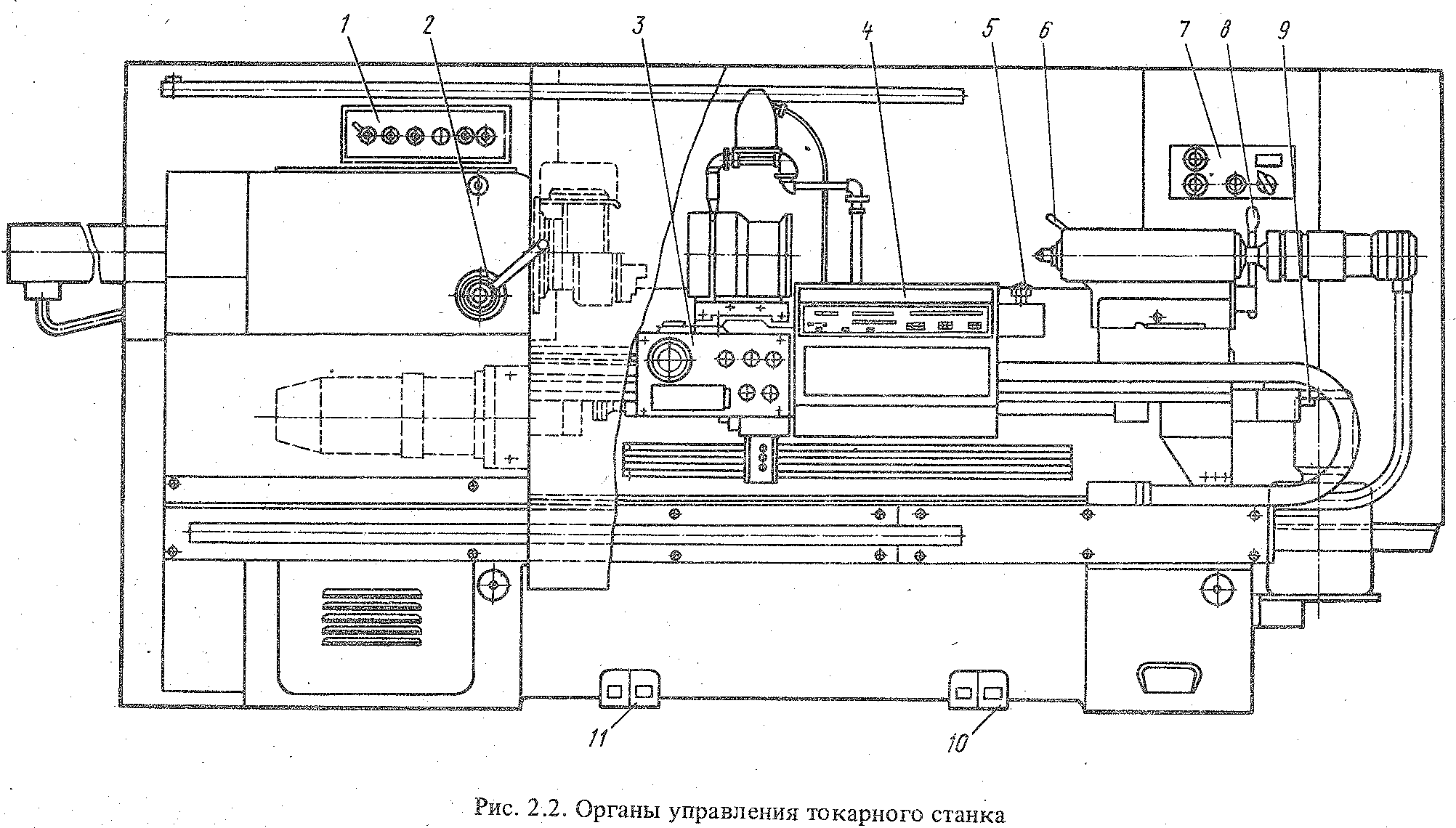 д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
д. В любом случае из-за полностью отмеченного списка опций и (реального или подразумеваемого) более высокого качества токарные станки для инструментальных цехов дороже, чем токарные станки начального уровня.
Станок токарно-револьверный и токарно-карусельный
Токарные станки с револьверной головкой и токарные станки со шпилем относятся к классу токарных станков, которые используются для серийного производства дублирующих деталей (которые по характеру процесса резания обычно взаимозаменяемы). Он эволюционировал от более ранних токарных станков с добавлением револьверной головки , которая представляет собой сменный инструментальный суппорт, который позволяет выполнять несколько операций резания, каждая с разными режущими инструментами, в легкой и быстрой последовательности, без необходимости для оператора выполнять настройку. промежуточные задачи (например, установка или удаление инструментов), а также управление траекторией инструмента.(Последнее происходит из-за того, что траектория инструмента управляется станком либо в виде зажимного приспособления [через механические ограничения, налагаемые на него салазками и остановками револьверной головки], либо через управляемые ИТ сервомеханизмы [на токарных станках с числовым программным управлением (ЧПУ) ].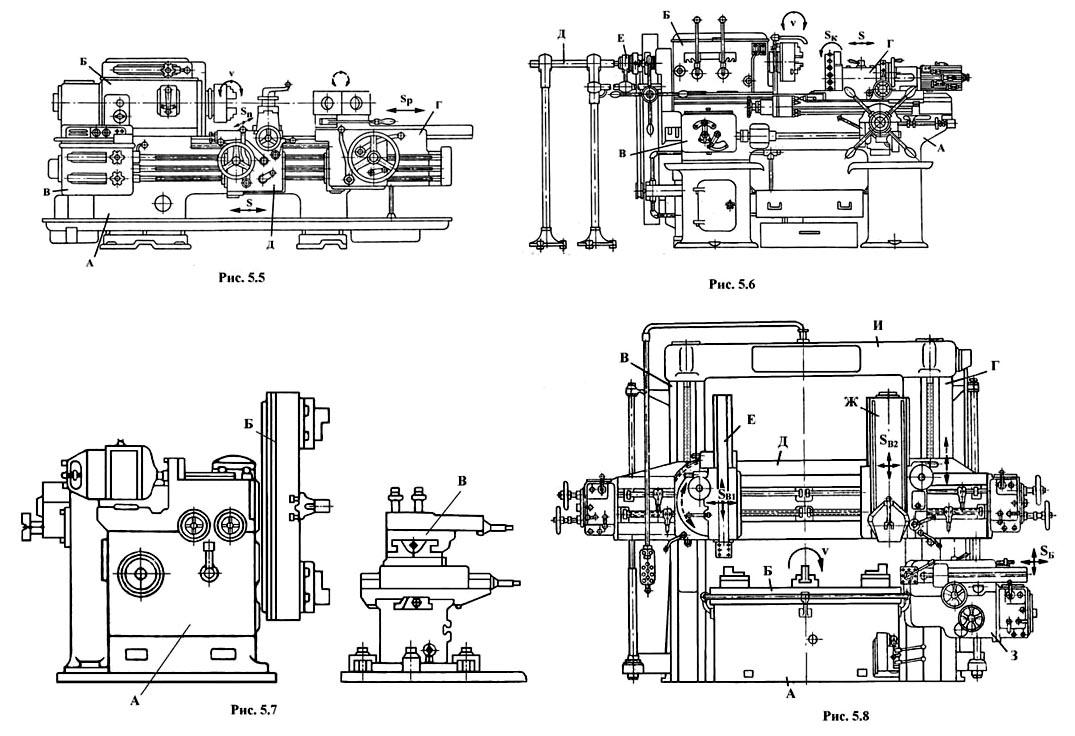 ) [4]
) [4]
Существует огромное разнообразие конструкций токарных и револьверных станков, что отражает разнообразие выполняемой ими работы.
Станок токарно-инструментальный
Токарный станок с комплектом инструментов – это станок, у которого ряд инструментов установлен на поперечных суппортах, длинных и плоских, похожих на стол фрезерного станка.Идея по сути такая же, как и у токарных станков с револьверной головкой: настроить несколько инструментов, а затем легко переключаться между ними для каждого цикла обработки детали. Группа сменных инструментов не вращается, как револьвер, а линейна.
Станок токарный многошпиндельный
Многошпиндельные токарные станки имеют более одного шпинделя и автоматизированное управление (через кулачки или ЧПУ). Это производственные машины, специализирующиеся на крупносерийном производстве. Меньшие типы обычно называются винторезными станками , в то время как большие варианты обычно называются автоматическими патронами , автоматическими патронами или просто патронами .Винтовые станки обычно работают с прутковой заготовкой, в то время как патроны автоматически забирают отдельные заготовки из магазина. Типичный минимальный рентабельный размер партии винтового станка составляет тысячи деталей из-за большого времени наладки. После настройки винтовой станок может быстро и эффективно производить тысячи деталей на непрерывной основе с высокой точностью, малым временем цикла и минимальным вмешательством человека. (Последние два пункта значительно снижают удельную стоимость сменной детали, чем можно было бы достичь без этих машин.)
Токарный станок с ЧПУ / Токарный центр с ЧПУ
Токарный станок с ЧПУ с возможностью фрезерованияТокарные станки с числовым программным управлением (ЧПУ) быстро заменяют старые токарные станки (многошпиндельные и т. Д.) Благодаря простоте настройки, эксплуатации, воспроизводимости и точности. Они разработаны для использования современной твердосплавной оснастки и в полной мере используют современные процессы. Деталь может быть спроектирована, а траектории инструмента запрограммированы в процессе CAD / CAM или вручную программистом, а полученный файл загружен в машину, и после установки и испытания машина продолжит выпускать детали под периодическим наблюдением оператор.
Управление машиной осуществляется электронно через интерфейс в стиле компьютерного меню, программа может быть изменена и отображена на машине вместе с имитацией процесса. Установщику / оператору требуется высокий уровень навыков для выполнения процесса. Однако база знаний шире по сравнению со старыми производственными машинами, где глубокое знание каждой машины считалось важным. Эти машины часто устанавливаются и управляются одним и тем же человеком, при этом оператор будет контролировать небольшое количество машин (ячейку).
Конструкция токарного станка с ЧПУ различается у разных производителей, но все они имеют некоторые общие элементы. Револьверная головка удерживает держатели инструмента и индексирует их по мере необходимости, шпиндель удерживает заготовку, и есть салазки, которые позволяют револьверной головке перемещаться по нескольким осям одновременно. Машины часто полностью закрыты, что в значительной степени связано с проблемами охраны труда и техники безопасности (OH&S).
В связи с быстрым развитием этой отрасли, разные производители токарных станков с ЧПУ используют разные пользовательские интерфейсы, что иногда затрудняет работу операторов, поскольку они должны быть с ними знакомы.С появлением дешевых компьютеров, бесплатных операционных систем, таких как Linux, и программного обеспечения с ЧПУ с открытым исходным кодом, начальная цена станков с ЧПУ резко упала. [ необходима ссылка ]
Горизонтальное фрезерование с ЧПУ
Горизонтальная обработка с ЧПУ выполняется на горизонтально расположенных токарных станках, обрабатывающих центрах, расточных или расточных станках. Используемое оборудование обычно состоит из вращающихся цилиндрических фрез, перемещающихся вверх и вниз по пяти осям. Эти машины способны производить различные формы, прорези, отверстия и детали на трехмерных деталях. [5]
Вертикальный фрезерный станок с ЧПУ
Вертикально ориентированные станки с ЧПУ используют цилиндрические фрезы на вертикальной оси шпинделя для создания врезных вырезов и просверленных отверстий, а также нестандартных форм, пазов и деталей на трехмерных деталях. Оборудование, используемое в этом виде фрезерования, включает вертикальные токарные станки, вертикальные обрабатывающие центры и 5-осевые станки. [6]
Швейцарский токарный станок / Швейцарский токарный центр
Токарный станок швейцарского типа – это токарный станок особой конструкции, обеспечивающий исключительную точность (иногда допуски выдержки составляют всего несколько десятых долей дюйма – несколько микрометров).Токарный станок швейцарского типа удерживает заготовку как цанговым патроном, так и направляющей втулкой. Цанга находится за направляющей втулкой, а инструменты – перед направляющей втулкой, неподвижно удерживаясь на оси Z. Для продольной резки детали инструменты будут двигаться внутрь, а сам материал будет двигаться вперед и назад по оси Z. Это позволяет выполнять всю работу с материалом рядом с направляющей втулкой, где он более жесткий, что делает их идеальными для работы с тонкими заготовками, поскольку деталь удерживается надежно с небольшой вероятностью возникновения отклонения или вибрации.Токарный станок этого типа обычно используется под управлением ЧПУ.
Сегодня большинство токарных станков с ЧПУ швейцарского типа используют один или два основных шпинделя плюс один или два задних шпинделя (второстепенные шпиндели). Главный шпиндель используется с направляющей втулкой для основных операций обработки. Вторичный шпиндель расположен за деталью, выровнен по оси Z. В простой операции он берет деталь по мере ее обрезки и принимает ее для вторых операций, а затем выбрасывает ее в бункер, избавляя оператора от необходимости вручную менять каждую деталь, как это часто бывает со стандартными токарными центрами с ЧПУ. .Это делает их очень эффективными, так как эти станки способны выполнять короткие циклы, производя простые детали за один цикл (т. Е. Нет необходимости во втором станке для обработки детали со вторыми операциями) всего за 10–15 секунд. Это делает их идеальными для больших партий деталей малого диаметра.
Токарные станки швейцарского типа и приводная оснастка
Так как многие швейцарские токарные станки оснащены второстепенным шпинделем или «вспомогательным шпинделем», они также включают «приводной инструмент ». Живые инструменты – это вращающиеся режущие инструменты, которые приводятся в действие небольшим двигателем независимо от двигателя (ов) шпинделя.Живые инструменты увеличивают сложность компонентов, которые могут быть изготовлены на швейцарском токарном станке. Например, автоматическое изготовление детали с отверстием, просверленным перпендикулярно главной оси (оси вращения шпинделей), очень экономично при использовании рабочего инструмента и также неэкономично, если выполняется в качестве вторичной операции после завершения обработки на швейцарском токарном станке. «Вторичная операция» – это операция механической обработки, требующая закрепления частично готовой детали на втором станке для завершения производственного процесса.Как правило, в усовершенствованном программном обеспечении CAD / CAM используются рабочие инструменты в дополнение к основным шпинделям, так что большинство деталей, которые могут быть нарисованы с помощью системы CAD, фактически могут быть изготовлены на машинах, поддерживаемых программным обеспечением CAD / CAM.
Комбинированный токарный станок / станок 3 в 1
Комбинированный токарный станок , часто известный как станок 3-в-1 , вводит операции сверления или фрезерования в конструкцию токарного станка. Эти станки имеют фрезерную колонну, поднимающуюся над станиной токарного станка, и они используют каретку и верхнюю суппорт в качестве осей X и Y для фрезерной колонны.Название 3-in-1 происходит от идеи наличия токарного, фрезерного и сверлильного станка в одном доступном станке. Они предназначены исключительно для любителей и на рынке ТОиР, поскольку неизбежно требуют компромиссов по размеру, характеристикам, жесткости и точности, чтобы оставаться доступными. Тем не менее, они достаточно хорошо удовлетворяют потребности своей ниши и обладают высокой точностью при наличии достаточного времени и навыков. Их можно найти в небольших, не ориентированных на машины предприятиях, где время от времени приходится обрабатывать небольшие детали, особенно там, где строгие допуски дорогих инструментальных станков, помимо того, что они недоступны, были бы излишними для приложения с инженерной точки зрения.
Мини-токарный и микротокарный
Мини-токарные и микротокарные станки – это миниатюрные версии универсального токарного станка (токарного станка). Обычно они имеют поворот в диапазоне от 3 до 7 дюймов (от 76 до 178 мм) в диаметре (другими словами, от 1,5 до 3,5 дюймов (от 38 до 89 мм) в диаметре). Это небольшие и доступные токарные станки для домашней мастерской или цеха ТОиР. К этим машинам применимы те же преимущества и недостатки, которые объяснялись ранее в отношении машин 3-в-1.
Как и в других частях англоязычной орфографии, стили префиксов в именах этих машин отличаются.Они попеременно называются мини-токарными станками , мини-токарными станками и , мини-токарными станками и микротокарными станками , микротокарными станками, и микротокарными станками .
Станок токарный колесный
Колесотокарные станки – это станки, используемые для изготовления и шлифовки колес железнодорожных вагонов. Когда колеса изнашиваются или выходят из строя в результате чрезмерного использования, этот инструмент можно использовать для повторной резки и ремонта колеса вагона поезда. Доступен ряд различных колесотокарных станков, включая варианты под полом для шлифовки колес, которые все еще прикреплены к железнодорожному вагону, переносные типы, которые легко транспортируются для аварийного ремонта колес, и версии с ЧПУ, в которых используются компьютерные операционные системы для завершения ремонта колес. . [7]
Токарно-токарный станок
Токарный станок для большого диаметра, но для короткой работы, надстроенный над выемкой в полу, чтобы можно было разместить нижнюю часть заготовки, таким образом позволяя подставке для инструмента стоять на высоте талии токаря. Пример выставлен в Лондонском музее науки в Кенсингтоне.
Тормоз токарный
Токарный станок, специально предназначенный для шлифовки тормозных барабанов и дисков в автомобильных или грузовых гаражах.
Станок токарный маслостанционный
Специализированные токарные станки для обработки длинных деталей, таких как сегменты бурильной колонны.Токарные станки Oil Country оснащены полыми шпинделями с большим отверстием, вторым патроном на противоположной стороне передней бабки и часто выносными упорами для поддержки длинных заготовок.
Механизмы подачи
Существуют различные механизмы подачи для подачи материала в токарный станок с определенной скоростью. Эти механизмы предназначены для автоматизации части производственного процесса с конечной целью повышения производительности.
Устройство подачи прутка
Устройство подачи прутка подает кусок прутка в отрезной станок.По мере обработки каждой детали режущий инструмент создает окончательный разрез для отделения детали от прутка, а устройство подачи продолжает подавать пруток для следующей детали, обеспечивая непрерывную работу станка. При токарной обработке используются два типа подачи прутка: гидродинамическая подача прутка, которая удерживает пруток в серии каналов, при этом зажимая верх и низ прутка, и гидростатическая подача прутка, которая удерживает пруток в неподвижном состоянии. подающая труба с использованием масла под давлением. [8]
Погрузчик прутковый
Погрузчик прутков – это вариант концепции устройства подачи прутков, в котором несколько частей пруткового материала могут подаваться в бункер, а загрузчик подает каждую часть по мере необходимости.
Библиография
- Burghardt, Henry D. (1919), Machine Tool Operation , 1 (1-е изд.), Нью-Йорк, Нью-Йорк, США: McGraw-Hill, LCCN 20026190.
Детали настольных токарных станков
Детали настольного токарного станка 4 дюйма и 14. Настольный токарный станок по дереву с регулируемой скоростью, 124 отзыва и NOVA 12 дюймов. У нас есть запасные части, поэтому мы можем отправить их вам быстро и напрямую.* Цена включает токарные станки. 00. Отметьте и просверлите четыре отверстия под соответствующими отверстиями в ножках на каждом конце токарного станка. com Показать подробности. Сварочные системы для прецизионных токарных станков обладают следующими характеристиками и возможностями: Длина детали: максимальная длина детали составляет 18 дюймов (457 мм). Настольные прецизионные токарные станки Sherline Токарные станки Sherline производятся в США и оснащены прецизионными шариковыми или ходовыми винтами, а также маховиками, градуированными с точностью до тысячных долей дюйма (двигатель мощностью 3 л. проекты.Найдите номер вашей модели. MDA Precision стремится предоставлять только высококачественные продукты и услуги для настольной обработки. Мини-мельница Bolton XJ-9510. Через эти отверстия вставьте четыре крепежных болта, чтобы прикрепить токарный станок к верстаку и облегчить его выравнивание. Прочтите и примите к сведению предупреждения, размещенные на машине и в этом руководстве. Но он подходит для многих 6-дюймовых токарных станков Atlas. Системные приспособления для ручных электроинструментов. Небольшие токарные станки по дереву, токарные станки. Heathway производит токарные станки для обработки кварца и стекла для поставок клиентам по всему миру с 1936 года.ПОДЕЛИТЬСЯ НА FACEBOOK ПОДЕЛИТЬСЯ ПО ЭЛЕКТРОННОЙ ПОЧТЕ. добавить в избранное этот пост 6 октября. 09. Металлический ящик слева имеет внутренние размеры около 20X20 дюймов, с выдвижным лотком внутри. Схема и список деталей для струйного токарного станка Jet 321101AK_GHB-1340A Детали токарного станка Sakai Benchtop Lathe ML360 6 дюймов x 14 дюймов Omni Пила: Omni Saw OS-001. Перечень деталей. Руководство: Micro Drill. это по оси.7 лучших мини-токарных станков – Обзоры. 005a Запасные части Центральное оборудование 10 дюймов 69 Токарный станок с ЧПУ 13 дюймов x 40 дюймов с устройством смены инструмента и контроллером GSK980TBc CBT1340-6-GSK Запасные части Центральное оборудование 10 дюймов И ДЕТАЛИ. Многие настольные токарные станки (мини-токарные и настольные), продаваемые в США и Канаде, производятся в Китае компанией Shanghai SIEG Machinery Co. ACCESSORIES. Настольные блоки + -. Помощь Шерлин / МАССО; Как легко найти запасные части; Машины в разобранном виде; Технические характеристики станков и инструментов; Ежемесячно настольные детали токарного станка с ЧПУ Новая модель токарного станка Ck32l, полная информация о деталях настольного токарного станка с ЧПУ Новая модель токарного станка Ck32l, детали токарного станка с ЧПУ, настольный токарный станок с ЧПУ, новая модель токарного станка от поставщика токарных станков с ЧПУ или производителя-Jinan Hankui International Trade Co.Многие из наших моделей токарных станков оснащены большими 4-дюймовыми отверстиями для шпинделя, а некоторые модели – до 6-дюймовых. Настольный токарный станок по дереву с регулируемой скоростью 8 и 12 дюймов WEN оснащен шпинделем MT1 и конусом задней бабки для плотного захвата заготовок, двумя упорами для инструментов (4-1 / 2 дюйма и 7 дюймов) для обеспечения необходимой поддержки для долот и инструментов во время работы. , и 3. Busy Bee предлагает широкий выбор токарных станков по металлу, которые помогут во всех видах металлообработки, от любителей до крупных мастерских по изготовлению металлов.Быстрое переключение с инструмента на инструмент – от 12 до 98 секунд! Единый набор элементов управления для ВСЕХ инструментов – упрощает обучение и точную настройку. 2-амперный мотор для бесперебойной работы. 1060 Montour West Ind Park Coraopolis, PA Настольный токарный станок по дереву WEN 8 дюймов на 12 дюймов с регулируемой скоростью оснащен шпинделем MT1 и конусом задней бабки для плотного захвата заготовок, а также двумя упорами для инструмента (4-1 / 2 дюйма и 7 дюймов) для обеспечения необходима поддержка долот и инструментов во время работы, а 3. com – обширный информационный ресурс по мини-токарным станкам 7×10 и 7×12.Модель № M1049 Токарный станок Prazi MD200 Miniturn 4 “x 8” производится в Германии. 2195 долларов. Этот токарный станок разработан и предназначен для использования с 5M730 Gates Polyflex V-Belt 9×20 Lathe Harbor Freight Grizzly Jet Belts. Типичные операции по резке на токарном станке по металлу включают наплавку, точение, отрезку, сверление, развертывание, нарезание канавок, накатку и нарезание резьбы. Это позволяет мастеру шлифовать, деформировать, вырезать или иным образом формировать изделие по своему желанию. Clarke CMD10 Слесарь Micro Mill. Мы не можем продолжить работу без серийного номера, поэтому, когда вы свяжетесь с нами, держите его под рукой.Покупайте Jet, Laguna, Nova, Powermatic, Excelsior и другие товары в Интернете и в магазинах. 59 345 долларов США. 14-дюймовый токарный станок по дереву с регулируемой скоростью вращения $ 899. Покупайте детали Craftsman® здесь. A. БЕСПЛАТНАЯ ДОСТАВКА $ 749. 2. Передняя бабка состоит из привода, включая двигатель, шкивы, ремни и шпиндель, а для токаря-правши будет расположена на левом конце токарного станка МОДЕЛЬ KC-1440ML-2 / KM-054. У нас есть запасы всех деталей для мини-токарных станков, мини-фрез и настольных токарных станков Micro M1049. Список деталей серии 150, ссылка на номер детали, ссылка на деталь # описание. 151 xm1049151 литье передней бабки 163 xpss23m установочный винт m4-.66 $ 296. 6 x 5. Этот токарный станок с ЧПУ мгновенно вернется к своим ручным возможностям, избавляя от необходимости писать программу ЧПУ для коротких прогонов. Когда пластиковые компоненты просто не подходят, изготовьте металлический эквивалент, используя качественные токарные станки по металлу, которые всегда справятся со своей задачей. У нас есть схема и список деталей, запасные части и профессиональные советы, которые помогут вам в этом. Настольный токарный станок Sakai ML360 Омни-пила 6 дюймов x 14 дюймов: Omni Saw OS-001 Список запчастей: Micro Drill Press: Micro Drill Press Список запчастей: 7 дюймов × 14 дюймов Настольный миниатюрный металлический токарный станок с регулируемой скоростью, цифровой, 110 В.MDA Precision постоянно разрабатывает новые продукты с добавленной стоимостью для индустрии настольных станков. Аккумуляторные ручные электроинструменты. 475 долларов. Прецизионный настольный мини-токарный станок 14 “X 40” МЕТАЛЛИЧЕСКИЙ СТАНОК С КОНУСНОЙ УСТАНОВКОЙ. 02 марта 2019 · Спасибо, что искали ~! Iron Bed 1440 был предшественником станков 46-715, которые имеют размер 14 x 40. 99 Расходные материалы для токарных станков Wahuda Tools Товары для деревообработки В магазин Ножи, вставки и детали 11 “x 28” Высокоточный комбинированный токарный станок с регулируемой скоростью W.добавить в избранное этот пост 5 октября ». На этой кровати операция выполнена, и установлены различные детали. Kimhoo 12. 1000 долларов. eBay. Инструментальный цех с зубчатой головкой 14 x 40 дюймов, токарный станок по металлу с отверстием 2 дюйма BT1440G-1. Этот токарный станок предназначен для обработки различных типов металла, нефрита и дерева без особых усилий. 1060 Montour West Ind Park Кораополис, Пенсильвания Еще одно замечательное хобби Токарный станок – это настольный токарный станок с ременным приводом от JET, который разработан с прецизионными коническими роликоподшипниками для плавной работы.6 285 долларов. Подержанный токарный станок с двигателем Cosmo Gap со станиной 18 дюймов / 28 дюймов x 60 дюймов (для тяжелых условий эксплуатации), MDL. 75 долларов США. Большие токарные станки с поворотным механизмом Clausing созданы для удовлетворения ваших потребностей в токарной обработке. Сверлильный патрон 5/8 дюйма с конусом R-8 для фрезерного станка Enco И другие. Обратите внимание: все детали доставляются из нашего завода в Спрингфилде, штат Миссури. Включает предохранительный лопаточный переключатель, шпиндельный центр MT # 1, рабочий центр MT # 1, опоры для инструмента 4-1 / 4 “и 7”, лицевую пластину 5-3 / 4 “и правый шпиндель 3/4” x 16 TPI. – Р-137. Токарный станок с внутренним диаметром 14 дюймов. Прецизионный настольный мини-токарный станок № позиции 33684 Деталь № Описание Схема № позиции Цена 24359 ШАРИКОВЫЙ ПОДШИПНИК 6206ZZ 11 $ 13.Мертвый ударный молот. 6+ продано. Я начинаю перечислять детали этого токарного станка, поэтому проверьте другие мои списки в разделе «Детали токарного станка». Я рад объединить доставку, чтобы сэкономить ваши деньги – просто позвольте мне выставить вам счет перед оплатой. $ 225 (Dansville) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. Токарные и токарные принадлежности. Это делает их незаменимыми как для любителей, так и для профессиональных плотников. Сроки доставки могут варьироваться от 7 до 10 рабочих дней для стандартных отправлений. Машине могут потребоваться различные адаптеры для работы с различными материалами и формами, а также некоторые запасные части и соединения.Гарантия точности. Настольный токарный станок C6 10 “x 21” – 87-115-913. ЦЕНТРАЛЬНОЕ ОБОРУДОВАНИЕ. 200 об / мин. Описание продукта Идеально подходит для токарной обработки пером и токарной обработки небольших проектов. Обладая 6-скоростным двигателем мощностью 550 Вт, функцией автоматической подачи и возможностью нарезания обратной резьбы, токарный станок обладает прочностью, мощностью и 8 октября 2021 г. · С мини-токарным станком Eastwood 7×12 теперь вы можете обрабатывать детали самостоятельно дома. Приобретайте запасные части для настольных металлических токарных станков Bed Way SIEG SC2-132 для JDE BD-X7 в магазине машинного оборудования Changxing Shuangsheng по доступной цене и наивысшей гарантии на Cicig.27999 долларов США. 10107301 Детали токарного станка для резки металла с шестидюймовым рабочим столом 10107360 Токарный станок по металлу, 12 дюймов. Наш текущий ассортимент токарных станков был впервые представлен в 1983 году. Нажмите, чтобы увидеть больше информации LittleMachineShop. 6 октября 2021 г. · Токарные станки с ЧПУ моделей 1236 и 1340 – это хорошо зарекомендовавшие себя токарные станки с ЧПУ, которые за более чем 10 лет зарекомендовали себя как беспрецедентную ценность в прототипировании, изготовлении инструментов, отборе образцов для испытаний на растяжение, а также в малом и среднем производстве. Токарные патроны, цанги и зажимы 5C, системы УЦИ, инструменты быстрой смены и многие дополнительные заводские инструменты.Перед тем, как выбрать токарный станок, примите во внимание диаметр детали, которая будет вращаться (качаться) над станиной, диаметр детали, которая будет качаться над кареткой режущего инструмента / поперечным суппортом, и длину, которую необходимо удерживать. Новая модель станка, полная информация о деталях настольного токарного станка с ЧПУ Новая модель токарного станка Ck32l, детали токарного станка с ЧПУ, настольный токарный станок с ЧПУ, новая модель токарного станка от поставщика токарного станка с ЧПУ или производителя-Jinan Hankui International Trade Co. $ 411 / мес. появились токарные станки для обработки стекла – Heathway USA.Модель № 3421 (33) 158 72 $. Мы предлагаем токарные станки для двигателей размером от 16 “x 40” до 40 “x 240”. верхний уровень скамьи и поместите на него токарный станок. Токарный станок по дереву Mophorn 12 x 18 дюймов, настольный сверхмощный токарный станок по дереву с переменной скоростью 500–3800 об / мин, миниатюрный токарный станок по дереву с цифровым дисплеем 4. На все токарные станки предоставляется 1-летняя гарантия на детали. Помимо собственных токарных станков HiTorque, SIEG поставляет токарные станки таким компаниям, как Grizzly, Harbor Freight и Micro-Mark. Но хотя полноразмерные токарные станки невероятно мощны, они часто не подходят для небольших работ.14 июля 2019 г. · 2. Клиенты из Канады обращайтесь по электронной почте parts @ rikontools. В начале 20-х годов были представлены меньшие токарные станки для студентов и подмастерьев, в том числе 9-дюймовый токарный станок для подростков, каталожный номер BusyBee CX704 Craftex Mini Lathe – 7×12. Поставщики на Alibaba выставили на продажу 12 162 детали для токарных станков по дереву. токарный станок. Затем приступайте к выравниванию станины токарного станка с помощью регулировочных шайб, описанных для модели пола. Изучите другие варианты. Установка токарных станков по дереву Motor Craftsman включает в себя все элементы управления и конструктивные особенности, необходимые для выполнения любого типа пропила в заготовках .Настольные блоки и сопутствующие аксессуары. Запасные части для настольных токарных станков. Еще в 1914 году South Bend Lathe ™ производила стандартные 9-дюймовые токарные станки. Подержанные (1475) Новые модели оборудования (6652) Новые в наличии (84) Токарные станки с ЧПУ (5-осевые или Ammco 4000 Тормозные токарные детали) $ 1 (Northridge central LA 213/323) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. теперь WAHUDA 10-дюймовый фуговальный станок Ключевой особенностью токарного станка является то, что, в отличие, например, от дрели, вращается деталь, а не инструмент.Токарные и фрезерные системы + -. Замените предупреждающие таблички, если они стали не видны или удалены. . BusyBee CX605 Мини-мельница Craftex. ЭЛЕМЕНТ #. 66 12937 ЗАДНИЙ МАХОВИК 4 10 $. Токарные станки, проданные до 1929 года, регистрировались в бухгалтерской книге, где все детали машин были напечатаны или написаны от руки. L-186. Чтобы просмотреть свои руководства, список деталей или листы спецификаций, найдите номер модели ниже и нажмите РУКОВОДСТВО для руководства, СПИСОК ДЕТАЛЕЙ для списка деталей или СПЕЦИФИКАЦИИ для листа спецификаций.Grizzly Industrial 12 “x 36” токарный станок для кузнечного дела с подставкой G4003G Токарный станок, с которого я снял его, был 6-дюймовым токарным станком Craftsman 101 стоимостью 42999 долларов. Его цельностальная конструкция обеспечивает надежную опору для ваших проектов, а запираемый шарнирный станок JWL-1440VS Настольный токарный станок по дереву 14 x 40 дюймов; JWL-1440VSK Токарный станок по дереву 14 x 40 дюймов с ножками; JWL-1640EVS 16 x 40 дюймов; токарный станок по дереву JWL-1840EVS 18 x 40 дюймов; торцовочные пилы. Детали 10107361 Мастер Master 12 In. 3. com, из которых на механообработку приходится 27%, на станки лазерной резки – 1%, а на детали строительной техники – 1%.DRO – Комбинированный токарный станок / фрезерный станок / сверла | BPD290VG 4950 долларов. C. Вот где приходит настольный токарный станок с ЧПУ. Ручной электроинструмент на 12 В и адаптеры переменного тока. Он идеально подходит для прочного верстака или в качестве автономного устройства при установке на подходящую подставку. Посетить сайт. Настольный токарный станок по дереву Mophorn с цифровой системой управления. 60 Central Machinery 7 дюймов 005a Детали токарного станка Emco COMPACT 8 – одобренные производителем детали для правильной установки в любое время! У нас также есть руководства по установке, схемы и руководства, которые помогут вам в процессе! Кратко W1704 Настольный токарный станок мощностью 1/3 лошадиных сил Подходит для токарной обработки ручки или других небольших работ по резке или формованию с мощностью 1/3 лошадиных сил.