3Г833 станок хонинговальный вертикальный одношпиндельныйописание, характеристики
Производитель хонинговального станка 3Г833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: шлифовально-притирочный металлорежущий станок для хонингования, honing vertical semiautomatic device
Хонингование – один из методов высокоточной обработки отверстий.
Хонингование – это обработка материалов резанием, где в качестве резцов выступают зерна алмаза, нанесенные на хонинговальные бруски.
Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
Хонинговальная головка (хон) – режущий инструмент, оснащенный мелкозернистыми абразивными брусками закрепляется в шпинделе хонинговального станка.
Главное движение инструмента хонинговального станка – вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены вертикальный одношпиндельныйические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- вертикальный одношпиндельныйические хонинговальные станки
- автоматические хонинговальные станки
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
3Г833 Станок хонинговальный вертикальный одношпиндельный. Назначение и область применения.
Вертикальный одношпиндельный хонинговальный станок модели ЗГ833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок предназначен для работы в ремонтных мастерских и может быть использован на ремонтных заводах и других металлообрабатывающих предприятиях с мелкосерийным выпуском продукции
Особенностями хонинговального станка 3Г833 являются:
- Изменение чисел оборотов шпиндели производится переброской ремня в один из трех ручьев шкива главного привода
- Изменение скоростей возвратно-поступательного движения производится также переброской ремня в один из трех ручьев привода подач
- Разжим хонинговальной головки осуществляется от пружинного механизма на ходу
Обозначение хонинговального станка 3Г833
3 – шлифовальный станок (номер группы по классификации ЭНИМС)
Г – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33 – исполнение станка
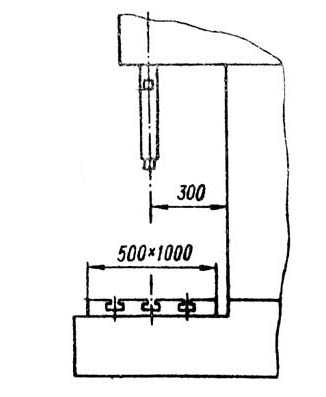
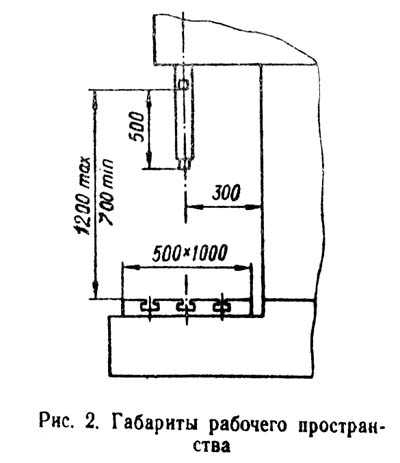
Габарит рабочего пространства хонинговального станка 3Г833
Общий вид хонинговального станка 3Г833

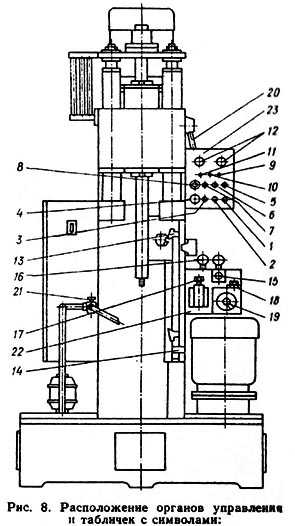
Расположение органов управления хонинговальным станком 3Г833
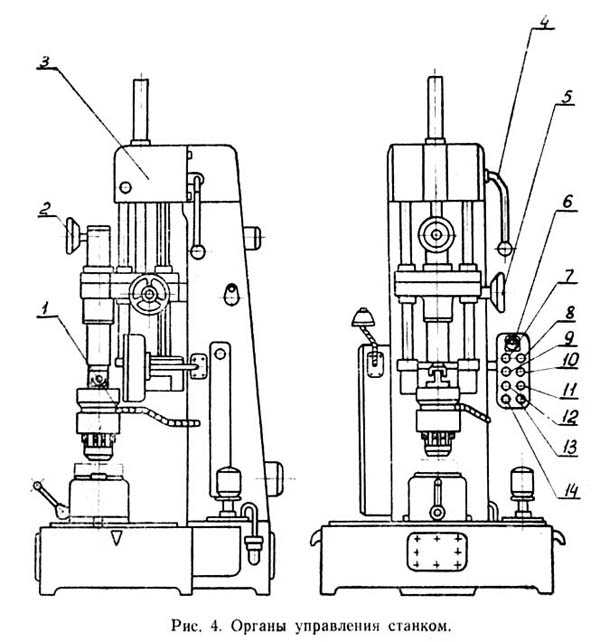
Перечень органов управления хонинговальным станком 3Г833
- Кран охлаждения
- Маховик механизма разжима хона
- Кулачки регулировки хода ползуна
- Рукоятка реверса
- Маховик ручного ввода хоны
- Указатель нагрузки
- Переключатель режимов: “Ввод хоны”, “Ручной”
- Сигнальная лампа
- Кнопка управления: “Подача пуск”
- Кнопка управления: “Толчковый”
- Кнопка управления: “Шпиндель стоп”
- Кнопка управления: “Шпиндель пуск”
- Кнопка управления: “Общий стоп”
- Кнопка управления: “Конец цикла”
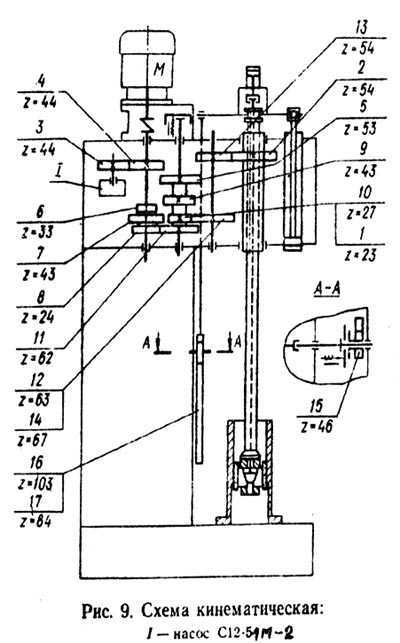
Кинематическая схема хонинговального станка 3Г833 Рис. 51
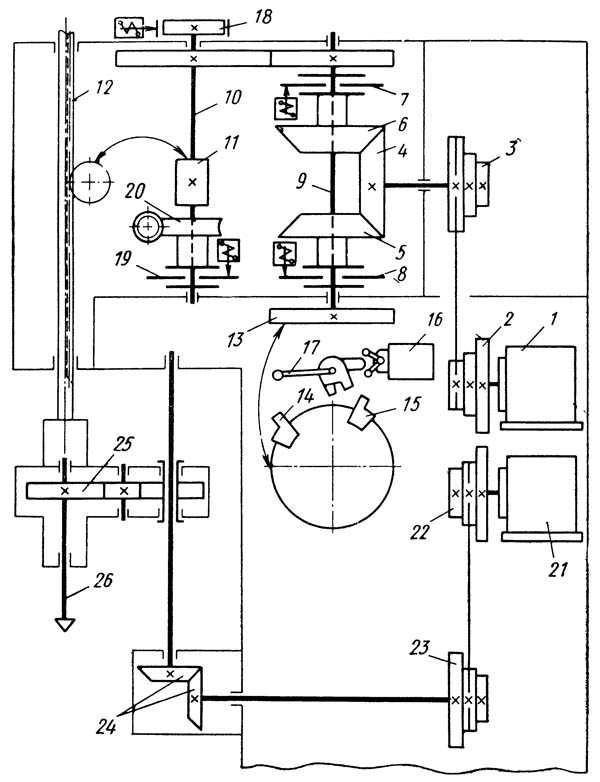
- Электромотор
- Шкив
- Шкив
- Конические зубчатые колеса
- Конические зубчатые колеса
- Конические зубчатые колеса
- Электромагнитные фрикционные муфты
- Электромагнитные фрикционные муфты
- Вал
- Вал
- Приводная шестерня
- Рейка зубчатая
- Лимб
- Кулачки
- Кулачки
- Переключатель
- Рукоятка
- Ленточный тормоз
- Муфта
- Червячная пара
- Электромотор
- Шкив
- Шкив
- Конические зубчатые колеса
- Ведомое зубчатое колесо
- Шпиндель
Хонинговальный станок модели ЗГ833, как исключение, имеет механический привод возвратно-поступательного движения шпиндельной бабки (см. рис. 51).
Скорость осевого движения шпиндельной бабки настраивается с помощью трехручьевых шкивов 2 и 3 и перекидного ремня.
Реверсирование шпиндельной бабки производится механизмом, включающим конические зубчатые колеса 4, 5, 6 и электромагнитные фрикционные муфты 7 и 8.
Движение шпиндельной бабки кинематически связано с вращением лимба 13, несущего кулачки 14 и 15, с помощью которых устанавливается ее ход. Эти кулачки через систему рычагов воздействуют на переключатель 16, который переключает муфты 7 и 8. Для местного хонингования реверсирование шпиндельной бабки можно производить вручную рукояткой 17.
При выводе хонинговальной головки из отверстия она может останавливаться только в крайнем верхнем положении. От самопроизвольного опускания вниз под действием собственного веса бабка удерживается ленточным тормозом 18.
Для ручного ввода головки в обрабатываемое отверстие предусмотрена муфта 19 и червячная пара 20.
Цикл работы хонинговального станка 3Г833
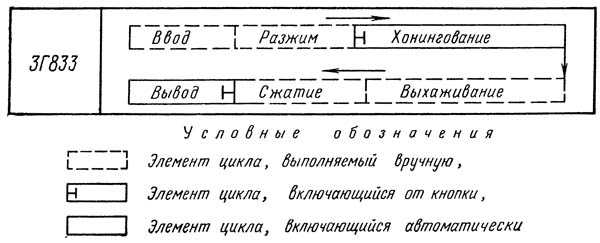
Рабочий цикл хонинговального станка оказывает большое влияние на процесс хонингования и его конечные результаты: точность размера и геометрической формы отверстия и шероховатость обработанной поверхности.
Цикл работы любого хонинговального станка состоит из пяти основных этапов:
- ввод хонинговальной головки в обрабатываемое отверстие
- разжим брусков
- хонингование
- сжатие брусков
- вывод головки из отверстия
Циклограммы работы универсальных вертикально-хонинговальных станков основных моделей отечественного производства приведены в табл. 33. На всех станках хонинговальная головка вводится со сжатыми брусками без вращения. На станках ЗМ82, ЗМ83, ЗК84, ЗН84, ЗН85 и ЗН86 головка вводится с уменьшенной скоростью поступательного движения. После ввода головки на всех станках, за исключением ЗГ833, автоматически включается разжим брусков, подача СОЖ, вращение головки и рабочая скорость возвратно-поступательного движения. На станке ЗГ833 после ручного ввода головки в отверстие и нажатия на кнопку на пульте управления включается вращение и возвратно-поступательное движение головки, а также подача СОЖ- Далее вручную разжимают бруски. Второй этап рабочего цикла — хонингование с постоянным давлением брусков на обрабатываемую поверхность или с изменением давления по заранее принятой программе в процессе обработки одной детали.
При хонинговании на станках модели 3Г833 давление брусков в процессе обработки оператор изменяет вручную.
После окончания хонингования по команде от счетчика ходов, реле времени или системы активного контроля бруски сжимаются, выключается вращение головки, прекращается подача СОЖ и происходит вывод хонинговальной головки обычно с пониженной скоростью поступательного движения. Для того чтобы на хонинговальной поверхности не было рисок при выводе головки, момент сжатия брусков контролируется автоматикой станка. Хонинговальная головка выводится в исходное положение, при котором она находится в направляющей втулке, расположенной соосно в обрабатываемом отверстии. Для того чтобы снять головку или сменить бруски, шпиндельную бабку можно поднимать в крайнее верхнее положение, нажав на наладочную кнопку управления. На станке модели ЗГ833, как исключение, при выводе головки сначала вручную сжимают бруски, а затем, нажав на кнопку управления, головку останавливают и выводят сразу в крайнее верхнее положение.
Bce хонинговальные станки имеют наладочный цикл работы, при котором каждое движение станка, независимо от других движений может включаться с помощью отдельной кнопки.
Схема радиальной подачи брусков по давлению с ручным пружинным приводом станка ЗГ833. Рис. 52
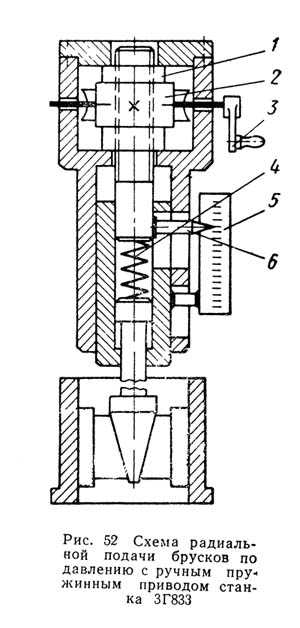
Система радиальной подачи станка предназначена для создания необходимого усилия вдавливания режущих зерен в обрабатываемую поверхность и радиального перемещения брусков в процессе хонингования, а также для совершения вспомогательных движений, к которым относится быстрый подвод брусков к обрабатываемой поверхности после ввода головки в отверстие и быстрый их отвод перед выводом ее из отверстия. Кроме того, эта система обеспечивает уменьшение усилий между режущими зернами и обрабатываемой поверхностью в начале и в конце хонингования. Заключительный этап хонингования со сниженным удельным давлением брусков называют процессом выхаживания. Быстрые вспомогательные перемещения и радиальная рабочая подача брусков производятся с помощью механизма разжима
По принципу действия системы радиальной подачи брусков делят на подачи по давлению и дозированные подачи.
1. Системы подачи брусков подавлению. Радиальное перемещение брусков создается за счет прижатия их к обрабатываемой поверхности с определенным усилием. При этом радиальное их перемещение ограничивается обрабатываемой поверхностью и зависит от снимаемого припуска. Регулируемой величиной является усилие прижима брусков к стенкам изделия.
а) Системы с ручным приводом механизма разжима (модель станка ЗГ833).
Быстрый подвод и отвод брусков осуществляется с помощью гайки 1 (рис. 52), вращение которой производится через червячную передачу 2 от рукоятки 3. Усилие на стержне разжимного конуса устанавливается сжатием тарированной пружины 4 с отсчетом по шкале 5 указателем 6. При выхаживании уменьшается усилие пружины также с помощью рукоятки 3.
Осевое усилие po на штоке разжима брусков определяют по формуле
po = plbpBntg(φ + θ), (16)
где р — удельное давление брусков в кг/см2
lbp — длина бруска в см;
В — ширина бруска в см;
n — число брусков;
θ — угол трения в град (обычно принимают равным 6°)
φ — угол конуса разжима в град;
Конструкция и работа станка
Компановка
Вертикально-хонинговальный станок состоит из следующих основных узлов: основания, колонны, ползуна, коробки подач, редуктора, приспособлений для установки и крепления гильз и блоков автомобильных и тракторных двигателей, электрооборудования.
На основании станка установлена колонна, на которой расположены следующие узлы:
- система охлаждения с правой стороны колонны
- шкаф с электрооборудованием — с левой стороны колонны
- пульт управления — с правой стороны колонны
- коробка подач — на верхнем торце колонны
- редуктор — на передней стенке колонны
На скалках, закрепленных в корпусе редуктора и плите коробки подач, установлен ползун.
Приспособления для крепления гильз и блоков устанавливаются на рабочей плоскости основания.
Основание станка
Основание (рис. 8) представляет собой плиту коробчатой формы, внутренняя полость которой является резервуаром для охлаждающей жидкости и отстойником от грубых механических примесей.
На основании расположены электронасос охлаждения 1, колонна 2 и фильтр 3.
На верхней рабочей плоскости основания устанавливаются приспособления для обработки гильз или блоков. Для защиты от разбрызгивания охлаждающей жидкости предусмотрены передний и боковые защитные щитки.
На передней и задней стенках основания предусмотрены окна (4) для очистки резервуара охлаждения.
Колонна станка
Колонна (рис. 9) представляет собой литую стойку коробчатой формы.
На колонне расположены:
- привод вращения шпинделя 1
- привод возвратно-поступательного движения хонинговальной головки 2
- пульт управления 3
- электрошкаф 4
Редуктор привода станка
Редуктор (рис. 10) передает вращение на приемную шестерню ползуна через шлицевой вал 7.
Корпус редуктора 1 представляет собой литую деталь коробчатом формы, внутри которой расположены ведущая вал-шестерня 6 с закрепленным на ней трехручьевым шкивом 4 и ведомая шестерня 2, передающая вращение шлицевому валу 7.
Для предохранения узла от поломки в случае возможных перегрузок по крутящему моменту редуктор снабжен предохранительной фрикционной муфтой 5.
Ползун
Ползун (рис. 11) — механизм, передающий вращение от шлицевого вала на поводок хонинговальной головки.
Коробка подач
Коробка подач (рис. 12) установлена на верхнем торце колонны и является узлом, который преобразует вращательное движение привода в возвратно-поступательное движение и передает его при помощи” рейки на шатун. Корпус коробки подач 3 — литая деталь коробчатой формы, внутри которой размещены ведущая вал-шестерня 6.
Электромагнитные фрикционные муфты 5 встроенные в ведомые конические шестерни 8, зубчатые передачи 1, с помощью которых возвратно-поступательное движение передается рейке, электромагнитная муфта 2 с червячной парой ручного ввода хоны. В нише корпуса расположен ведомый шкив привода 7 с предохранительной муфтой.
Под боковыми крышками расположены:
- С левой стороны — фрикционный тормоз 9, управление которым осуществляется с помощью электромагнита 10
- С правой стороны – механизм реверсирования 4, сухарями которого регулируется ход ползуна
Приспособление для установки и крепления гильз на станке
Приспособление (рис. 13) состоит из основания 4 и прихватов 5.
Крепление гильз осуществляется вручную с помощью эксцентрика 1 и рычага 2. Для различных размеров гильз предусмотрены сменные кольца 3 и 6 (рис. 14).
Приспособление для установки и крепления блоков на станке
Приспособление (рис. 15) закрепляется на столе станка с помощью эксцентриковых зажимов 1. Обрабатываемый блок на приспособлении крепится четырьмя прихватами 2 с эксцентриковым зажимом.
Установка блока на оси шпинделя в поперечном направлении производится упорами 4. Перемещение приспособления с установленным блоком в продольном направлении осуществляется через реечную передачу посредством маховика 3 с отсчетом необходимого шага по линейке, установленной на основании станка.
Описание электросхемы станка
Электрическая цепь станка питается от сети переменного трехфазного тока 380 вольт, цепь управления питается напряженнем 127 вольт от понижающего трансформатора Тр.
- Селеновый выпрямитель питается напряжением 36 в от вторичной обмотки трансформатора Тр.
- С выхода селенового выпрямителя снимается 24 вольта постоянного тока для питания электромагнитных муфт ЭММ1, ЭММ2, ЭММ3.
Хонинговальная головка к станку 3Г833

3Г833 станок хонинговальный вертикальный одношпиндельный. Видеоролик.
Технические характеристики хонинговального станка 3Г833
| Наименование параметра | 3Г833 | 3К833 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения – вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
Связанные ссылки
Каталог-справочник хонинговальных станков
Паспорта и руководства хонинговальных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3К833 станок хонинговальный полуавтомат вертикальный одношпиндельныйСхемы, описание, характеристики
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование – один из методов высокоточной обработки отверстий и валов.
Хонингование – это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка – вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
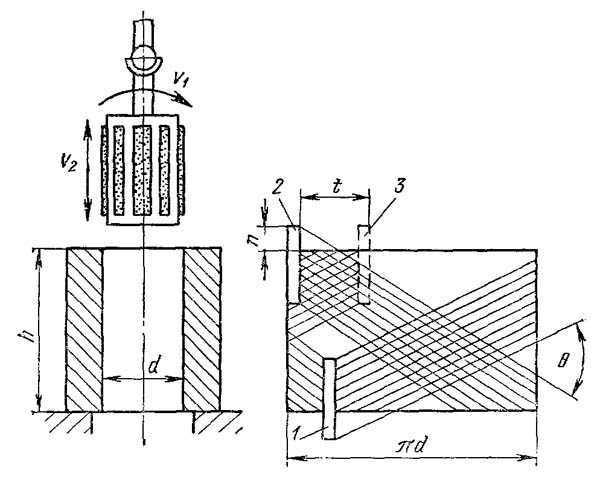
Процесс хонингования
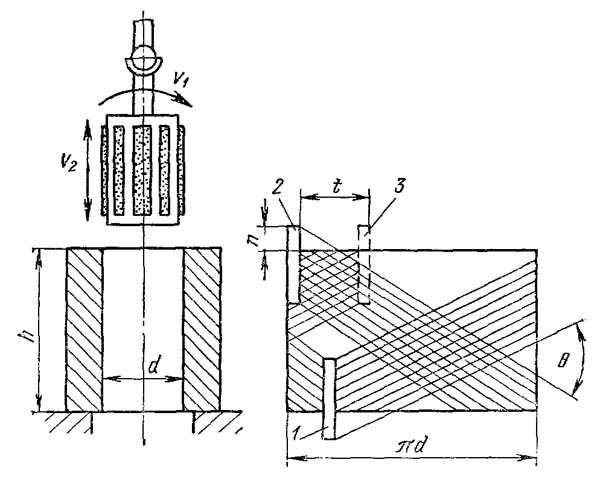
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 – скорость вращения шпинделя
Vо – окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d – диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
3К833 Хонинговальный станок вертикальный одношпиндельный полуавтомат. Назначение и область применения.
Полуавтомат хонинговальный вертикальный 3К833 предназначен для хонингования – окончательной отделки отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях.
Обработка отверстий на станке производится преимущественно алмазными брусками.
Полуавтомат 3К833 может быть использован на металлообрабатывающих предприятиях.
Полуавтомат предназначен для окончательной обработки зеркала цилиндров двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен и других деталей в автомобилестроении, тракторостроении, станкостроении и других областях народного хозяйства.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия.
На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента).
Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором. Цикл обработки может включать в себя этап «выхаживание» (прекращение вертикальной подачи), который повышает точность и чистоту обработки.
Обозначение хонинговального станка 3К833
3 – шлифовальный станок (номер группы по классификации ЭНИМС)
К – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33 – исполнение станка
Габарит рабочего пространства хонинговального станка 3К833
Общий вид хонинговального станка 3К833

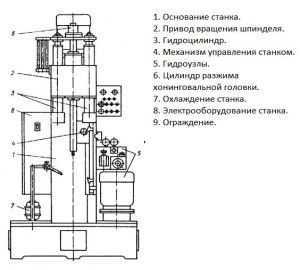
Расположение составных частей хонинговального станка 3К833
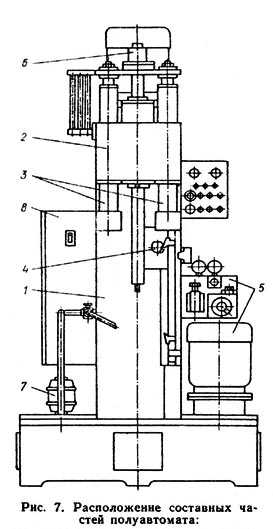
Перечень составных частей хонинговального станка 3К833
- основание станка – 3К833.10.000
- привод вращения шпинделя – 3K833.20.000
- гидроцилиндр – 3К833.30.000
- механизм управления станком – 3К833.40.000
- гидроузлы – 3К833.50.000
- цилиндр разжима хонинговальной головки – 3K833.60.000
- охлаждение станка – 3К833.80.000
- электрооборудование станка – 3К833.90.000
- ограждение – 3К833.85.000
Расположение органов управления хонинговальным станком 3К833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Кинематическая схема хонинговального станка 3К833
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Хонинговальная головка 6- брусковая к станку 3К833

Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Электрическая схема хонинговального станка 3К833
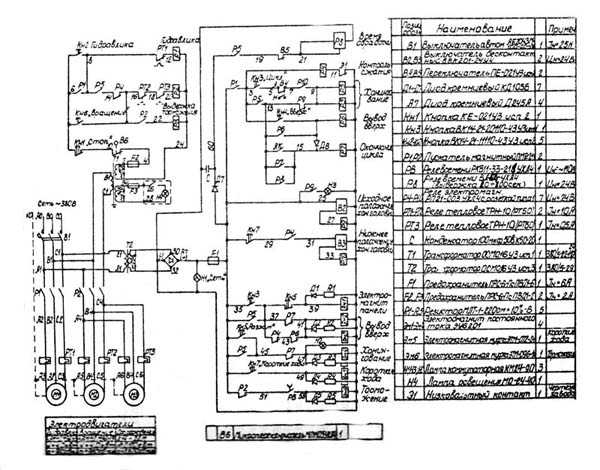
Схема электрическая хонинговального станка 3К833. Смотреть в увеличенном масштабе
3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Видеоролик.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения – вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
Связанные ссылки
Каталог-справочник хонинговальных станков
Паспорта и руководства хонинговальных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Станок хонинговальный 3г833 технические характеристики
Главная » Станок » Станок хонинговальный 3г833 технические характеристики3Г833 – полуавтомат хонинговальный вертикальный одношпиндельный.
Предприятие реализует вертикально-хонинговальный станок 3Г833, 1983 года, в наличии-2 шт:
- Станок в отличном рабочем состоянии, укомплектован, в наличии паспорт, не подключен.
- Месторасположение станка ― Хмельницкая обл
- Цель продажи ― сокращение производства.
- Наличный или безналичный расчет.
- Представляем все документы.
- Возможная доставка по всей территории Украины, а также в страны СНГ и ближнего зарубежья.
- Дополнительная информация по запросу!!!
В наличии имеется около 750 единиц металлообрабатывающего оборудования. Полный перечень станков вышлем по Вашему запросу на электронный адрес. Будем рады сотрудничеству!!!
Полуавтомат хонинговальный вертикальный 3Г833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях.
Станок 3Г833 может быть использован на металлообрабатывающих предприятиях.
Станок приспособлен для работы в холодных условиях (не замерзает масло).
Вертикальный одношпиндельный хонинговальный станок модели ЗГ833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Технические характеристики:Класс точности по ГОСТ 8-82 Н
Диаметр хонингования, мм:
– наибольший 125
– наименьший 30
– допустимый 165
Длина хонингования, мм:
– наибольшая 30
– наименьшая 400
Ход шпинделя, мм 500
Расстояние от оси шпинделя до направляющих (вылет), мм 300
Размер рабочей поверхности стола (ширина х длина), мм 500х1000
Количество скоростей шпинделя 3
Частота вращения шпинделя МИН (-1) 90, 145, 235
Скорость возвратного поступательного движения
(регулирование бесступенчатое), м/мин 3-18
Габаритные размеры полуавтомата, мм:
– длина 1295
– ширина 1145
– высота 2755
Масса полуавтомата, кг 1520
promstart.com.ua
Конструкция хонинговальных станков и область их применения
Окончательная обработка поверхностей валов и отверстий делается с помощью хонинговальных станков. Оборудование этого класса относится к сложному технологическому, так как к конечному результату предъявляются жесткие требования по качеству.
Назначение и виды хонинговальных станков

Хонингование – это процесс, аналогичный шлифовке. Разница заключается в том, что в течение выполнения работы происходит значительное снятие материала с поверхности заготовки для придания ей окончательной формы. При этом шероховатость должна быть не выше установленной нормы.
Конструктивно хонинговальные станки представляют собой производственный комплекс, состоящий из станины, устройства для установки заготовки, шпиндельного блока и штифта для монтажа обрабатывающего инструмента – хоном. Во время работы деталь остается неподвижной – вращается штифт. Причем он совершает не только вращательные, но и поступательные движения. Этот принцип способствует равномерной обработке поверхности заготовки.
В зависимости от конструктивных особенностей хонинговальные станки могут быть следующих типов:
- расположение шпинделя. Чаще всего встречаются вертикальные модели. Но для некоторых производственных процессов применяется горизонтально-хонинговальный станок или его наклонный аналог;
- по числу шпинделей. Оборудование может быть с одним или несколькими шпинделями. Последние предназначены для комплексного хонингования сложных по форме деталей;
- по типу обработки – внешняя или внутренняя. Некоторые модели могут одновременно выполнять все типы хонингования;
- по степени автоматизации. Для выполнения небольшого объема работ применяют станки с механическим управлением. Если же необходимо добиться максимальной скорости обработки – нужно использовать автоматические или полуавтоматические модели.
Важным моментом является выбор брусков, установленных на штифт шпинделя. Они различаются по зернистости, материалу изготовления, а также площади контакта с обрабатываемой деталью.
Основной вращательный момент передаётся на вал шпинделя от электродвигателя. Для поступательного движения чаще всего применяют гидроцилиндры.
Перечень основных технических характеристик
Определившись, какие хонинговальные станки будут оптимальны для выполнения того или иного типа работы, необходимо рассчитать их технологические и эксплуатационные характеристики. Они зависят от материала изготовления деталей, степени их обработки, а также времени, которое необходимо для выполнения этой процедуры.
Определяющим параметром является расположение шпинделя станка. Затем следует определиться с их количеством и типом обработки. Эти параметры напрямую влияют на габариты и вес всей конструкции. Также учитывается наличие системы охлаждения. Она необходима для снижения температуры на поверхности детали и шлифовальных кругов. В случае ее отсутствия нагрев может привести к появлению внутреннего напряжения, что скажется на износостойкости детали.
Основные технические характеристики, которыми должны обладать хонинговальные станки:
- класс точности. Большинство моделей имеют класс «Н»;
- максимальный и минимальный диаметры хонингования;
- длина обработки;
- величина вылета шпинделя;
- расстояние от обрабатывающей головки до поверхности рабочего стола;
- габариты рабочего стола;
- частоты вращения шпинделя;
- максимальный ход шпинделя;
- скорость возвратно-поступательного движения рабочей части станка;
- максимальный крутящий момент;
- допустимое осевое усилие;
- мощность электродвигателя;
- производительность системы охлаждения.
Отдельно необходимо учитывать параметры гидравлической системы, которой оснащены хонинговальные станки. Для обеспечения ее нормальной работы следует периодически проверять состояние гидроцилиндров, контролировать величину номинального давления в них. Фиксация заготовки осуществляется механическим способом или с помощью магнит
i-perf.ru
Станок хонинговальный 3к833
3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Паспорт, схемы, характеристики, описание
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование – один из методов высокоточной обработки отверстий и валов.
Хонингование – это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка – вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
Процесс хонингования
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 – скорость вращения шпинделя
Vо – окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d – диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Полуавтомат хонинговальный вертикальный 3К833 предназначен для хонингования – окончательной отделки отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях.
Обработка отверстий на станке производится преимущественно алмазными брусками.
Полуавтомат 3К833 может быть использован на металлообрабатывающих предприятиях.
Полуавтомат предназначен для окончательной обработки зеркала цилиндров двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен и других деталей в автомобилестроении, тракторостроении, станкостроении и других областях народного хозяйства.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия.
На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента).
Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором. Цикл обработки может включать в себя этап «выхаживание» (прекращение вертикальной подачи), который повышает точность и чистоту обработки.
Обозначение хонинговального станка 3К833
3 – шлифовальный станок (номер группы по классификации ЭНИМС)
К – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номе
i-perf.ru
Хонинговальный станок 3Г833, для автосервиса, для авторемонтной мастерской, видео в объявлении Б/У
Станок хонинговальный, 3Г833, подключен, на штатном месте, в комплекте к станку набор хон. Станок точность выдерживает. В сервисе легковых авто отечественных и иномарок. Видео станка в работе см. ниже в этом объявлении. С демонтажём и погрузкой в Самарской области. Транспорт для доставки найду.
Хонинговальный станок модели ЗГ833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Наименование параметра 3Г833
Основные параметры станка
Класс точности по ГОСТ 8-82 Н
Диаметр хонингования наименьший/ наибольший/ допустимый, мм 30/ 125/ 165
Длина хонингования, мм 150..450
Расстояние от оси шпинделя до направляющих (вылет), мм 300
Расстояние от торца шпинделя до поверхности плиты, мм 50..550
Размер рабочей поверхности стола, мм 500 х 1000
Шпиндель станка
Частота вращения шпинделя, об/мин 155, 280, 400
Ход шпинделя, мм 500
Конус шпинделя по ГОСТ 25557-82
Морзе 4 АТ6
Скорость возвратно-поступательного движения шпинделя, м/мин
8; 11,8; 18
Количество электродвигателей на станке 3
Электродвигатель привода главного движения – вращения шпинделя (ДШ)(М2), кВт 3,0
Электродвигатель привода возвратно-поступательного движения (ДП), кВт 1,1
Электродвигатель охлаждения (ДО)(М3), кВт 0,12
Общая мощность электродвигателей станка, кВт 4,22
Габариты станка (Д х Ш х В), мм 1205 х 1180 х 2670
Масса станка, кг 1200
www.prostanki.com