3К833 станок хонинговальный полуавтомат вертикальный одношпиндельныйСхемы, описание, характеристики
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
3Г833 Станок хонинговальный вертикальный одношпиндельный.
 Назначение и область применения.
Назначение и область применения.Вертикальный одношпиндельный хонинговальный станок модели 3Г833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке 3Г833 допускается хонингование отверстий до Ø 165 мм.
Механизмы станка 3Г833 осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок 3Г833 предназначен для работы в ремонтных мастерских и может быть использован на ремонтных заводах и других металлообрабатывающих предприятиях с мелкосерийным выпуском продукции
Особенностями хонинговального станка 3Г833 являются:
- Изменение чисел оборотов шпиндели производится переброской ремня в один из трех ручьев шкива главного привода
- Изменение скоростей возвратно-поступательного движения производится также переброской ремня в один из трех ручьев привода подач
- Разжим хонинговальной головки осуществляется от пружинного механизма на ходу
 youtube.com/embed/MmZMEm8dTag?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/MmZMEm8dTag?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Назначение хонинговального станка 3Г833
Вертикальный полуавтоматический хонинговальный станок 3Г833 предназначен для финишной (окончательной) обработки внутренних поверхностей (зеркал) цилиндров двигателей внутреннего сгорания, гидро- и пневмоцилиндров, отверстий шатунов, шестерен и других деталей. Полуавтомат 3Г833 широко используется в автомобилестроительной, тракторостроительной, станкостроительной и других областях народного хозяйства в мелкосерийном производстве, а также на авторемонтных предприятиях и автобазах.
Обработка изделий на станке модели 3Г833 производится за счет происходящих одновремено возвратно-поступательного и вращательного движений инструмента – хонинговальной головки (хона), диаметр рабочей части которой в процессе работы может увеличиваться за счет радиального смещения абразивных брусков.
Схема расположения составных частей станка 3Г833
Перечень составных частей хонинговального станка 3Г833
- Основание ЗГ833.00.12
- Приспособление для охлаждения хоны ЗГ833.10.000
- Привод коробки подач ЗГ833.14.000
- Механизм натяжки привода коробки подач ЗГ833.13.000
- Колонна ЗГ833.00.11
- Механизм натяжки привода редуктора ЗГ833.30.000
- Привод редуктора ЗГ833.20.000
- Редуктор ЗГ833.40.000
- Ползун ЗГ833.50.000
- Плита в сборе 3T833.I7.000
- Коробка подач ЗГ833.60.000
- Привод механизма ручного ввода хоны ЗГ833.15.000
- Поводок ЗГ833.70.000
- Поводок для хонинговальных головок Д36-67 ЗГ833.71.000
- Поводок для хонинговальных головок Д30-38 ЗГ833. 72.000
- Электрооборудование ЗГ833.95.000
- Приспособление для хонингования гильз 3T833.II.000
- Приспособление для крепления блоков ЗГ833.12.000
Схема расположения органов управления станка 3Г833
Список органов управления хонинговального станка 3Г833
- Кран охлаждения
- Маховик механизма разжима хоны
- Кулачки регулирования хода ползуна
- Рукоятка реверса
- Маховик ручного ввода хоны
- Указатель нагрузки
- Переключатель режимов: «Ввод хоны», «Ручной»
- Сигнальная лампа
- Кнопка «Подача – пуск»
- Кнопка «Толчковый»
- Кнопка «Шпиндель стоп»
- Кнопка «Шпиндель пуск»
- Кнопка «Конец цикла»
- Кнопка «Общий стоп»
Станки модели 3Г833 сняты с производства и в данное время заводом производителем не выпускаются.
Так что купить хонинговальный станок 3Г833 можно только б.у на специализированных площадках и досках объявлений по продаже оборудования бывшего в употреблении (бу), таких как ИЗ РУК В РУКИ, ЮЛА, АВИТО и других.
Предлагаем купить новые аналоги вертикального хонинговального станка 3Г833 по цене завода производителя.
Обозначение хонинговального станка 3Г833
3
— шлифовальный станок (номер группы по классификации ЭНИМС)
Г
– серия (поколение) станка (Г, К)
8
– притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33
– исполнение станка
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: шлифовально-притирочный металлорежущий станок для хонингования, honing vertical semiautomatic device
Хонингование — один из методов высокоточной обработки отверстий.
Хонингование — это обработка материалов резанием, где в качестве резцов выступают зерна алмаза, нанесенные на хонинговальные бруски.
Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
Хонинговальная головка (хон) — режущий инструмент, оснащенный мелкозернистыми абразивными брусками закрепляется в шпинделе хонинговального станка.
Главное движение инструмента хонинговального станка — вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены вертикальный одношпиндельныйические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- вертикальный одношпиндельныйические хонинговальные станки
- автоматические хонинговальные станки
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.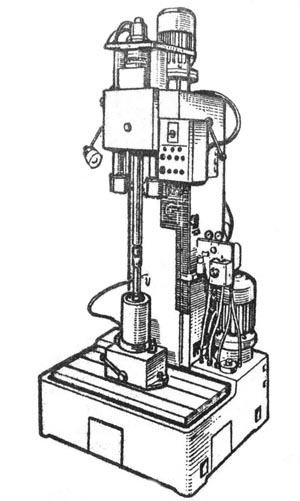
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Хонинговальный 3К833 — проблемы с гидравликой.
Здравствуйте уважаемые форумчане!
Дня два как пытаюсь запустить хонинговальный станок 3к833.Купил его с расточным пол года назад.Расточной наладил,все работает.А с хонинговальным была задержка,в нем решил поменять масло в гидравлике,так как в станине в маляном резервуаре присутствовала вода.И я не включал его чтобы по ситеме не погнало воду пока не приобрел рекомендуемое для его масло.Вчера с помощью электрика запустили его,все системы вроде бы работают,но не совсем как мне кажется правильно.(я не хонинговщик,занимаюсь токаркой и фрезеровкой,поэтому опыта работы на хонинговальном пока не имею). Обнаружилась проблемма- шпиндель хоть в режиме наладки хоть в автоматическом не с одинаковой скоростью перемещается вверз и вниз,вниз раза в два а то и в три медленней,а вверх соответственно быстро. Так же при нажатии желтой кнопки выода шпинделя вверх он подымается настолько быстро,что бесконтактный выключатель неуспевает его отключать,пластинка проходящая между выключателя проскакивает мимо выкл,но шпиндель не прекращает свое движение вверх,а продолжает двигаться дальше,и выдвигается до конца вверх.При этом выключатель работает,лампочка сигнализирующая об поднятом шпинделе,загорается в момент быстрого прохождения пластины между щелью беск.выкл.,а потом как пластина проскочила его тухнет.Я вынужден был в порядке эксперемента изготовить другую пластину,более широкую по высоте,при ее установке,станок стал останавливаться,то есть я сделал вывод,что он (шпиндель) слишком быстро поднимается вверх,поэтому по инерции проскакивал свою точку остановки на родной»узкой пластине.Чтобы уменьшить скорость перемещения шпинделя,я пробовал крутить регулятор скорости,от 0 до 9 реакции замедления не увидел,пробовал регулятором давления,постепенно понижать давление,от рекомендуемых 6,3 Мпа,при этом скорость вниз,уменьшается,медленней,еще медленней,и вплоть до полной остановки,а вот вверх все равно быстро.
Так же при нажатии желтой кнопки выода шпинделя вверх он подымается настолько быстро,что бесконтактный выключатель неуспевает его отключать,пластинка проходящая между выключателя проскакивает мимо выкл,но шпиндель не прекращает свое движение вверх,а продолжает двигаться дальше,и выдвигается до конца вверх.При этом выключатель работает,лампочка сигнализирующая об поднятом шпинделе,загорается в момент быстрого прохождения пластины между щелью беск.выкл.,а потом как пластина проскочила его тухнет.Я вынужден был в порядке эксперемента изготовить другую пластину,более широкую по высоте,при ее установке,станок стал останавливаться,то есть я сделал вывод,что он (шпиндель) слишком быстро поднимается вверх,поэтому по инерции проскакивал свою точку остановки на родной»узкой пластине.Чтобы уменьшить скорость перемещения шпинделя,я пробовал крутить регулятор скорости,от 0 до 9 реакции замедления не увидел,пробовал регулятором давления,постепенно понижать давление,от рекомендуемых 6,3 Мпа,при этом скорость вниз,уменьшается,медленней,еще медленней,и вплоть до полной остановки,а вот вверх все равно быстро. В одной из тем, проскакивало небольшое упоминание про четыре цилиндрика со штифтиками на распределителе находящемся сзади,якобы они отвечают за скорость перемещения вверх и вниз,я боясь что нибудь нарушить в заводских (хотелось бы надеяться,что их никто не крутил до меня) регулировках,пока не рискнул их крутить. Можно узнать по подробней какой из цилиндриков отвечает за что,наобум все подряд нехотелось бы крутить что попало.А может это не в них дело,может что либо засорилось,или не включается.Буду очень признателен,за совет по устранению моей проблеммы. Еще есть одна проблемма,при включении обнаружилось,что не подается смазка от насоса находящегося в колонне,масло залил,свежее (ИГП-18),по указателю уровень.При включении,в переднем окошечке,не наблюдаю его капания,как на токарном станке,и вверху из трубочки направленой на верхнюю часть шпинделя оно так же не капает,насоса сверху не видно,во внутрь еще не лазил,в паспорте нет описания его ни расположения,не от чего он приводится.Если кто в курсе подскажите на что обратить внимание в первую очередь.
В одной из тем, проскакивало небольшое упоминание про четыре цилиндрика со штифтиками на распределителе находящемся сзади,якобы они отвечают за скорость перемещения вверх и вниз,я боясь что нибудь нарушить в заводских (хотелось бы надеяться,что их никто не крутил до меня) регулировках,пока не рискнул их крутить. Можно узнать по подробней какой из цилиндриков отвечает за что,наобум все подряд нехотелось бы крутить что попало.А может это не в них дело,может что либо засорилось,или не включается.Буду очень признателен,за совет по устранению моей проблеммы. Еще есть одна проблемма,при включении обнаружилось,что не подается смазка от насоса находящегося в колонне,масло залил,свежее (ИГП-18),по указателю уровень.При включении,в переднем окошечке,не наблюдаю его капания,как на токарном станке,и вверху из трубочки направленой на верхнюю часть шпинделя оно так же не капает,насоса сверху не видно,во внутрь еще не лазил,в паспорте нет описания его ни расположения,не от чего он приводится.Если кто в курсе подскажите на что обратить внимание в первую очередь. На всякий случай,для полной картины,может в этом какая то взаимосвязь,моими проблемами: в данный момент не подключена электромуфта стоящая вверху,служащая для торможения шпинделя во время остановки,у нее был оторван провод идущий к ней по резиновому шлангу,я ее еще не подключал.
На всякий случай,для полной картины,может в этом какая то взаимосвязь,моими проблемами: в данный момент не подключена электромуфта стоящая вверху,служащая для торможения шпинделя во время остановки,у нее был оторван провод идущий к ней по резиновому шлангу,я ее еще не подключал.
Расположение органов управления хонинговальным станком 3Г833
Расположение органов управления станком 3г833
Перечень органов управления хонинговальным станком 3Г833
- Кран охлаждения
- Маховик механизма разжима хона
- Кулачки регулировки хода ползуна
- Рукоятка реверса
- Маховик ручного ввода хоны
- Указатель нагрузки
- Переключатель режимов: «Ввод хоны», «Ручной»
- Сигнальная лампа
- Кнопка управления: «Подача пуск»
- Кнопка управления: «Толчковый»
- Кнопка управления: «Шпиндель стоп»
- Кнопка управления: «Шпиндель пуск»
- Кнопка управления: «Общий стоп»
- Кнопка управления: «Конец цикла»
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Кинематическая схема хонинговального станка 3Г833 Рис.
 51
51Кинематическая схема хонинговального станка 3г833
- Электромотор
- Шкив
- Шкив
- Конические зубчатые колеса
- Конические зубчатые колеса
- Конические зубчатые колеса
- Электромагнитные фрикционные муфты
- Электромагнитные фрикционные муфты
- Вал
- Вал
- Приводная шестерня
- Рейка зубчатая
- Лимб
- Кулачки
- Кулачки
- Переключатель
- Рукоятка
- Ленточный тормоз
- Муфта
- Червячная пара
- Электромотор
- Шкив
- Шкив
- Конические зубчатые колеса
- Ведомое зубчатое колесо
- Шпиндель
Хонинговальный станок модели 3Г833, как исключение, имеет механический привод возвратно-поступательного движения шпиндельной бабки (см. рис. 51).
Скорость осевого движения шпиндельной бабки настраивается с помощью трехручьевых шкивов 2 и 3 и перекидного ремня.
Реверсирование шпиндельной бабки производится механизмом, включающим конические зубчатые колеса 4, 5, 6 и электромагнитные фрикционные муфты 7 и 8.
Движение шпиндельной бабки кинематически связано с вращением лимба 13, несущего кулачки 14 и 15, с помощью которых устанавливается ее ход. Эти кулачки через систему рычагов воздействуют на переключатель 16, который переключает муфты 7 и 8. Для местного хонингования реверсирование шпиндельной бабки можно производить вручную рукояткой 17.
При выводе хонинговальной головки из отверстия она может останавливаться только в крайнем верхнем положении. От самопроизвольного опускания вниз под действием собственного веса бабка удерживается ленточным тормозом 18.
Для ручного ввода головки в обрабатываемое отверстие предусмотрена муфта 19 и червячная пара 20.
3mb9817 Вертикальный хонинговальный станок
МОДЕЛЬ 3M9817 ВЕРТИКАЛЬНЫЙ ЦИЛИНДР СТАНОК ДЛЯ ЧИСТКИ
Применение и функции:
Машина в основном используется для хонингования однолинейных цилиндров и V-образных цилиндров
.
легковых автомобилей, мотоциклов и тракторов, а также для отверстий других элементов машин.
1. Стол станка может смещать смену приспособления на 0 градусов, 30 градусов, на 45 градусов.
2. Стол станка легко поднимается и опускается вручную на 0-180 мм.
3.Reverse точность 0-0.4mm
4. Выберите угол сетки 0-90 градусов или размер сетки.
5. Скорость с возвратно-поступательным движением вверх и вниз 0-30 м / мин.
6. Хорошая жесткость, количество резки.
| ПУНКТ | Единица | Техническая спецификация |
| Диаметр отверстия хонинговального | мм | 25-170 |
| Макс.глубина отверстия отточена | мм | 320 |
| Скорость шпинделя (4 шага) | мм | 120, 160, 225, 290 |
| Сторке (3 шага) | с / мин | 35, 44, 65 |
| Мощность главного двигателя | кВт | 1,5 |
| Мощность двигателя насоса охлаждения | кВт | 0,125 |
| Машина работает внутри полости | мм | 400X870 |
| Общее измерение | мм | 1640x1670x1920 |
| Вес машины | кг | 1000 |
,Хонинговальная машина
Цикл работы хонинговального станка 3Г833
Цикл работы хонинговального станка 3г833
Рабочий цикл хонинговального станка оказывает большое влияние на процесс хонингования и его конечные результаты: точность размера и геометрической формы отверстия и шероховатость обработанной поверхности.
Цикл работы любого хонинговального станка состоит из пяти основных этапов:
- ввод хонинговальной головки в обрабатываемое отверстие
- разжим брусков
- хонингование
- сжатие брусков
- вывод головки из отверстия
Циклограммы работы универсальных вертикально-хонинговальных станков основных моделей отечественного производства приведены в табл. 33. На всех станках хонинговальная головка вводится со сжатыми брусками без вращения. На станках ЗМ82, ЗМ83, ЗК84, ЗН84, ЗН85 и ЗН86 головка вводится с уменьшенной скоростью поступательного движения. После ввода головки на всех станках, за исключением 3Г833, автоматически включается разжим брусков, подача СОЖ, вращение головки и рабочая скорость возвратно-поступательного движения. На станке 3Г833 после ручного ввода головки в отверстие и нажатия на кнопку на пульте управления включается вращение и возвратно-поступательное движение головки, а также подача СОЖ- Далее вручную разжимают бруски. Второй этап рабочего цикла — хонингование с постоянным давлением брусков на обрабатываемую поверхность или с изменением давления по заранее принятой программе в процессе обработки одной детали.
При хонинговании на станках модели 3Г833 давление брусков в процессе обработки оператор изменяет вручную.
После окончания хонингования по команде от счетчика ходов, реле времени или системы активного контроля бруски сжимаются, выключается вращение головки, прекращается подача СОЖ и происходит вывод хонинговальной головки обычно с пониженной скоростью поступательного движения. Для того чтобы на хонинговальной поверхности не было рисок при выводе головки, момент сжатия брусков контролируется автоматикой станка. Хонинговальная головка выводится в исходное положение, при котором она находится в направляющей втулке, расположенной соосно в обрабатываемом отверстии. Для того чтобы снять головку или сменить бруски, шпиндельную бабку можно поднимать в крайнее верхнее положение, нажав на наладочную кнопку управления. На станке модели 3Г833, как исключение, при выводе головки сначала вручную сжимают бруски, а затем, нажав на кнопку управления, головку останавливают и выводят сразу в крайнее верхнее положение.
Bce хонинговальные станки имеют наладочный цикл работы, при котором каждое движение станка, независимо от других движений может включаться с помощью отдельной кнопки.
Конструкция хонинговальных станков
Пример одношпиндельного вертикально хонинговального станка, предназначенного для обработки цилиндрических поверхностей гильз и блоков цилиндров, представлен на рисунке 2.
Рисунок 2. Кинематическая схема вертикально-хонинговального станка
Конструкция машины представляет собой горизонтальную станину (24) с колонной (6) в задней части рамы. В верхней части смонтирована коробка передач (13) с электродвигателем. На колонне имеются направляющие, по которым задняя бабка (18) вместе со шпинделем (17) и установленной на ней заточной головкой перемещается в вертикальном направлении. На станине есть стол (23), на котором закреплено устройство (22) с заготовкой (21).
Вращение шпинделя (17) передается от двигателя через приводную втулку (14) и шлицевый вал (15). Возвратно-поступательное движение осуществляется гидроприводом с использованием гидроцилиндра (12). Реверс осуществляется через лимб (19), имеющий кинематическую связь с цепной звездочкой (5), которая в свою очередь соединена цепной передачей (16) с шпиндельной бабкой (18). Управление осуществляется с помощью кулачков (9 и 10), которые воздействуя на рычажный механизм (8), воздействуют на золотник гидропанели (3), который в свою очередь вызывает движение поршня гидроцилиндра (12). Кулачки (9 и 10)отвечают за изменение положения и регулировку величины перемещения шпиндельной бабки. Контактирующий с концевым выключателем (7) Кулачок (11), установленным на лимбе, останавливает шпиндель в максимально поднятом положении. На данном хонинговальном станке возможно осуществлять короткие ходы шпинделя с помощью муфты (4). В этом случае шпиндель реверсируется происходит с помощью шестерни (2) и вала (1) с гидропанелью (3), без участия кулачков (9 и 10)
Возвратно-поступательное движение осуществляется гидроприводом с использованием гидроцилиндра (12). Реверс осуществляется через лимб (19), имеющий кинематическую связь с цепной звездочкой (5), которая в свою очередь соединена цепной передачей (16) с шпиндельной бабкой (18). Управление осуществляется с помощью кулачков (9 и 10), которые воздействуя на рычажный механизм (8), воздействуют на золотник гидропанели (3), который в свою очередь вызывает движение поршня гидроцилиндра (12). Кулачки (9 и 10)отвечают за изменение положения и регулировку величины перемещения шпиндельной бабки. Контактирующий с концевым выключателем (7) Кулачок (11), установленным на лимбе, останавливает шпиндель в максимально поднятом положении. На данном хонинговальном станке возможно осуществлять короткие ходы шпинделя с помощью муфты (4). В этом случае шпиндель реверсируется происходит с помощью шестерни (2) и вала (1) с гидропанелью (3), без участия кулачков (9 и 10)
Для достижения большей точности при процессе обработки, непосредственно в процессе хонингования на обрабатывающей машине, применяют системы активного контроля, принцип действия которых может быть основан как на контактном, так и на бесконтактном методе контрольного измерения. Более эффективным методом является бесконтактный метод измерения величин.
Более эффективным методом является бесконтактный метод измерения величин.
Значительным преимуществом данного метода является устранение таких погрешностей, как износ поверхности щупа, вибрации, возникающие при работе машины, деформации, возникающие из за сил и температур. Этот способ обеспечивается специальная хонинговальная головка, в которую встроены форсунки, через которые воздух под давлением подается одновременно во время обработки.
Принцип работы хонинговальной головки можно рассмотреть на рисунке 2б. Колодки (26) с установленными хонинговальными брусками (27) устанавливаются в пазы корпуса (25) головки станка. В сквозном отверстии корпуса расположены: верхний конус (30), который неподвижно закреплен на стержне (29) и нижний конус (28), который установлен на резьбе стержня. Соответственно, оба конуса соединены стержнем. Для предотвращения прокручивания Нижнего конуса (28) на нем установлен штифт (34), который входит в паз корпуса (25). Вращение стержня заставляет конусы сближаться друг с другом и, воздействуя на планку (32), перемещать колодки с брусками (27) в радиальном направлении от центра. При реверсном движении стержня происходит раздвижение конусов, и пружина (31), воздействуя на колодки с абразивными брусками, тянет их к центру. Также в механизме имеется пружина (33), которая компенсирует зазоры в системе. Во время работы машины на каждый двойной ход автоматически происходит вращение стержня, которое осуществляется механизмом расширения брусков.
При реверсном движении стержня происходит раздвижение конусов, и пружина (31), воздействуя на колодки с абразивными брусками, тянет их к центру. Также в механизме имеется пружина (33), которая компенсирует зазоры в системе. Во время работы машины на каждый двойной ход автоматически происходит вращение стержня, которое осуществляется механизмом расширения брусков.
Существует много различный конструктивных механизмов хонинговальных головок. Конструкция хонинговальной головки несет свое влияние на точность обработки, ее производительность и качество обработанной поверхности.
Используется много схемы установки головок и заготовок. самыми распространенными являются следующие:
-жесткая фиксация головки и плавающей части в специальном устройстве;
-жесткая фиксация детали и подвижных (одного или нескольких) поворотных креплений головки;
-жесткое фиксация головки и заготовки в подвижном устройстве.
Данные схемы позволяют обеспечить совпадение осевого положения отверстия заготовки после завершенной операции.
Схема простого подвижного устройства для обработки отверстия головке шатуна представлена на рисунке. 3, а; устройство с зажимом и упругой мембраной на рисунке 3, б; устройство для жесткой фиксации гильзы за буртик — на рисунке 3, в.
Рисунок 3. Приспособление для установки детали
Механизм расширения хонинговальной головки рассмотрим на примере вертикальной хонинговальной машины модели 3Н84. Механизм представляет собой спаренный цилиндр, который имеет большой поршень и малый поршень, расположенные над большим). Во время работы гидравлическое масло подается в оба цилиндра под необходимым давлением, в зависимости от износа хонинговальных стержней. Таким образом, при обработке притертыми брусками масло подается в оба цилиндра, что создает необходимое давление на абразивные стержни в радиальном направлении. После установки новых стержней на головки стержней гидравлическое масло будет подаваться только в малый цилиндр, образуя небольшие усилия в радиальном направлении. Это заставит стержень (2) двигаться вниз, а затем воздействовать на промежуточное звено (3), которое приложенное усилие передаст на толкатель хона. Под воздействием штанги (4) шестерня (5) начнет вращаться, передавая вращение на ротор датчика (7), что что внесет коррекцию на износ брусков. Также в коробке (6) содержатся пара кулачков, препятствующие включению станка с расширенными абразивными брусками, а второй указывает на критический износ абразивных брусков.
Станки, которые стали выпускать взамен моделей 3М82 и 3М83, это 3КС2 и 3К83 и другие имели подвижную пиноль, в нутрии которой был установлен облегченный шпиндель, которая совершала возвратно-поступательные движения, перемещаясь за одно целое с инструментом. Эта система была разработана для уменьшения массы узла. Кроме того, эти станки позволяют обрабатывать в одном положении двумя уровнями хонинговального инструмента, которые расположены последовательно вдоль оси хонингования. Абразивные инструменты устанавливаются на один уровне для предварительной обработки, на втором уровне для чистового хонингования. Стержни опускаются в обрабатываемое отверстия поочередно.
Для хонингования алмазным и эльборовым материалом крайне необходимо, чтобы в конструкции хонинговальной машины был механизм дозирования радиальной подачи. Этот механизм был реализован на моделях обрабатываемого оборудования: 3823, 3821 и 3822. Станок модели 3822э предназначен для хонингования сложнообрабатываемых материалов методом электрохимического хонингования. Станок оборудован 1500 амперным источником технологического тока с напряжением от шести до двенадцати вольт. Емкость бака для электролита составляет 200 литров.
Расход насоса, используемого для подачи электролита, составляет до 40 литров в минуту. Станок оснащен автоматической системой управления, которая переводит на рабочую подачу при касании хонинговального инструмента поверхности обрабатываемой детали, по изменению величины потребляемого тока.
Такой метод обработки применяется для существенного увеличения производительной мощности. Метод электрохимического хонингования основан на эффекте анодного растворения металла совместно с воздействием хонинговального инструмента на поверхность обрабатываемого материала. При таком хонинговании обработка ведется инструментом на металлическо-бакелитовой связке с графитовым наполнителем. Недостатком такой схемы являются электроэрозионные явления, которые возникают между бруском и деталью вследствие малого зазора между ними и большой площади контакта. Более распространена схема с катодами, установленными в хонинговальной головке и диэлектрическими или изолированными инструментами.
В целом конструкция машин для обычного хонингования и электрохимического хонингования не сильно отличается, они имеют примерно одинаковые показатели возвратно-поступательного хода, оборотов в минуту, радиального механизма подачи. Но несет в себе некоторые конструктивные особенности, необходимые для электрохимического хонингования. Они заключаются в том, что приспособление с хонингуемой деталью подключается к положительному полюсу источника питания, а ток проводится к хонинговальной головке с отрицательной клеммы источника тока через медно-графитовые щетки посредством коллектора на шпиндельном валу.
В качестве источников питания на электрохимических хонинговальных машинах устанавливают выпрямители с генераторами постоянного тока низкого напряжения. Расчитанные на силу тока до 10000 ампер, они позволяют изменять напряжение от пяти до восемнадцать вольт. Детали, которые работают в непосредственном контакте с электролитом, изготавливаются из устойчивых к коррозии металлов.
Также не такого рода оборудовании используется фильтрующая электролит установка. В процессе обработки очень важна очистка электролита от мелкой стружки, абразивной крошки и продуктов окисления, которые возникают при хонинговании. Состояние электролита обеспечивает хорошую шероховатость обрабатываемой поверхности. Фильтрующие установки представляют из себя центрифуга или магнитнй сепаратор.
Головка для электрохимической обработки ничем не отличается от обычной. Корпус самой хонинговальной головки может быть использован в качестве катода при условии, что диаметр корпуса в два раза больше межэлектродного зазора, чем диаметр обрабатываемого отверстия. В другой компоновке электрод может быть помещен между абразивными инструментами.
Прежде всего, катоды служат только для подачи тока и не изнашиваются в процессе эксплуатации. При использовании проводящих электричество связок в брусках, они надежно изолируются, чтобы предотвратить короткое замыкание. При съеме небольших припусков используют хонинговальную головку с небольшим припуском, который составляет от 0,5 до 0,8 мм, а для съема припусков свыше одного миллиметра устанавливают головки с подвижным катодом.
Электрохимическое хонингование позволяет повысить производительность обработки деталей в четыре, а иногда и до восьми раз в независимости от твердости и прочности обрабатываемого металла. Позволяет быстрее добиться необходимой точности детали. Такой метод хонингования не редко применяется для обработки деталей с низкой жесткостью, поскольку при электрохимическом хонинговании давление, оказываемое брусками, сравнительно невысоко. Экономические составляющая такого хонингования становится ниже при снятии больших припусков и хонинговании труднообрабатываемых материалов. Обязательным этапом является снятие последнего припуска отключенным током в течении 10 секунд. Это необходимо, так как в результате электрохимического хонингования проявляется так называемое «растравливание» металла на границах зерна глубиной до трех, четырех микрометров.
Конструкция и работа станка
Компановка
Вертикально-хонинговальный станок состоит из следующих основных узлов: основания, колонны, ползуна, коробки подач, редуктора, приспособлений для установки и крепления гильз и блоков автомобильных и тракторных двигателей, электрооборудования.
На основании станка установлена колонна, на которой расположены следующие узлы:
- система охлаждения с правой стороны колонны
- шкаф с электрооборудованием — с левой стороны колонны
- пульт управления — с правой стороны колонны
- коробка подач — на верхнем торце колонны
- редуктор — на передней стенке колонны
На скалках, закрепленных в корпусе редуктора и плите коробки подач, установлен ползун.
Приспособления для крепления гильз и блоков устанавливаются на рабочей плоскости основания.
Основание станка
Основание (рис.
представляет собой плиту коробчатой формы, внутренняя полость которой является резервуаром для охлаждающей жидкости и отстойником от грубых механических примесей.На основании расположены электронасос охлаждения 1, колонна 2 и фильтр 3.
На верхней рабочей плоскости основания устанавливаются приспособления для обработки гильз или блоков. Для защиты от разбрызгивания охлаждающей жидкости предусмотрены передний и боковые защитные щитки.
На передней и задней стенках основания предусмотрены окна (4) для очистки резервуара охлаждения.
Колонна станка
Колонна (рис. 9) представляет собой литую стойку коробчатой формы.
На колонне расположены:
- привод вращения шпинделя 1
- привод возвратно-поступательного движения хонинговальной головки 2
- пульт управления 3
- электрошкаф 4
Редуктор привода станка
Редуктор (рис. 10) передает вращение на приемную шестерню ползуна через шлицевой вал 7.
Корпус редуктора 1 представляет собой литую деталь коробчатом формы, внутри которой расположены ведущая вал-шестерня 6 с закрепленным на ней трехручьевым шкивом 4 и ведомая шестерня 2, передающая вращение шлицевому валу 7.
Для предохранения узла от поломки в случае возможных перегрузок по крутящему моменту редуктор снабжен предохранительной фрикционной муфтой 5.
Ползун
Ползун (рис. 11) — механизм, передающий вращение от шлицевого вала на поводок хонинговальной головки.
Коробка подач
Коробка подач (рис. 12) установлена на верхнем торце колонны и является узлом, который преобразует вращательное движение привода в возвратно-поступательное движение и передает его при помощи» рейки на шатун. Корпус коробки подач 3 — литая деталь коробчатой формы, внутри которой размещены ведущая вал-шестерня 6.
Электромагнитные фрикционные муфты 5 встроенные в ведомые конические шестерни 8, зубчатые передачи 1, с помощью которых возвратно-поступательное движение передается рейке, электромагнитная муфта 2 с червячной парой ручного ввода хоны. В нише корпуса расположен ведомый шкив привода 7 с предохранительной муфтой.
Под боковыми крышками расположены:
- С левой стороны — фрикционный тормоз 9, управление которым осуществляется с помощью электромагнита 10
- С правой стороны — механизм реверсирования 4, сухарями которого регулируется ход ползуна
Приспособление для установки и крепления гильз на станке
Приспособление (рис. 13) состоит из основания 4 и прихватов 5.
Крепление гильз осуществляется вручную с помощью эксцентрика 1 и рычага 2. Для различных размеров гильз предусмотрены сменные кольца 3 и 6 (рис. 14).
Приспособление для установки и крепления блоков на станке
Приспособление (рис. 15) закрепляется на столе станка с помощью эксцентриковых зажимов 1. Обрабатываемый блок на приспособлении крепится четырьмя прихватами 2 с эксцентриковым зажимом.
Установка блока на оси шпинделя в поперечном направлении производится упорами 4. Перемещение приспособления с установленным блоком в продольном направлении осуществляется через реечную передачу посредством маховика 3 с отсчетом необходимого шага по линейке, установленной на основании станка.
Технические характеристики хонинговального станка 3Г833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Вертикально-хонинговальный станок. Инструкция, 1970
- Куликов С.И. Хонингование, 1973
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики вертикального хонинговального станка 3Г833
| Параметр | Значение |
| Класс точности по ГОСТ 8-82 | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 |
| Размер рабочей поверхности стола, мм | 500 х 1000 |
| Шпиндель станка | |
| Частота вращения шпинделя, об/мин | 155, 280, 400 |
| Ход шпинделя, мм | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет |
| Ход толкателя разжима брусков, мм | |
| Давление в гидросистеме разжима брусков, МПа | |
| Наибольший крутящий момент на шпинделе, кНм | |
| Наибольшее осевое усилие на шпинделе, кН | |
| Привод станка | |
| Количество электродвигателей на станке | 3 |
| Электродвигатель привода главного движения – вращения шпинделя (ДШ)(М2), кВт | 3,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 |
| Электродвигатель привода гидравлики (М1), кВт | нет |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 |
| Габарит станка 3Г833 | |
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 |
| Масса станка, кг | 1200 |
Комплект поставки, входит в цену станка 3Г833
Станок в сборе 3Г833
Запасные части
- Втулка ЗГ833.50.050
- Шток ЗГ833.50.031
- Сухарь ЗГ833.60. 042
- Сухарь ЗГ833.60.047
- Наладка ЗГ833.60.063
- Шток ЗГ833.70.036
Инструмент
- Ключ для замка электрошкафа
- Ключ 78II-004C2 Хим.фос. при. ГОСТ 2839-71
- Ключ 78II-00023C2 Хим. фос. прм. ГОСТ 2839-71
- Ключ 78II-0025C2 Хим. фос. при. ГОСТ 2839-71
- Ключ 6 ГОСТ III37-66
- Ключ 8 ГОСТ 11737-66
- Отвертка 7810-0325 Гр. 3 Хим.фос. ГОСТ 17199-71*
Документы
Станок хонинговальный вертикальный. Руководство по эксплуатации ЗГ833.000.РЭ
Универсальная широкодиапазонная хонинговальная головка – Оборудование компании «Механика»
Компания «Механика» производит универсальные широкодиапазонные хонинговальные головки. Инструмент позволяет обрабатывать отверстия диаметром от 74 до 125 мм.
Применение универсальной хонинговальной головки существенно расширит возможности и повысит качество работы любого хонинговального станка или приспособления. Инструмент можно использовать на механических (3Г833), гидравлических (3К833), компактных (СС701), советских, российских, импортных, трофейных, репарационных и антикварных хонинговальных станках. И во всех случаях головка позволяет обеспечить точность и качество обработки.
Точность обработки и отклонения от геометрической формы обеспечиваются в пределах 0.01мм.
Головка позволяет использовать хонинговальные бруски всех основных производителей: SUNNEN, DELAPENA, RIGERS, GOODSON. Возможно использование отечественных алмазных хонинговальных брусков и специальных карцовочных щёток для платохонингования. Основные детали головки так же являются взаимозаменяемыми с инструментом указанных производителей.
Хонинговальная головка за счет особой геометрии и упругости опорных брусков автоматически исправляет эллипсность, восстанавливает геометрию отверстия и позволяет обрабатывать цилиндры сразу в ремонтный размер без предварительной расточки.
Допустимо использовать инструмент в «полевых условиях», с приводом от низкооборотной дрели или компактным приспособлением типа ГАРО (см картинку).
Дополнительно может комплектоваться штурвалом-адаптером. Штурвал-адаптер позволяет удобно и дозированно разжимать хонинговальные бруски головки независимо от основной системы разжима станка. Этим обеспечивается полная универсальность инструмента, возможность его легкого монтажа и удобного использования на станках любых типов.
Ознакомьтесь с техническими характеристиками устройства.3К833 полуавтомат хонинговальный вертикальный — Ремонт и обслуживание двигателя и систем автомобиля — Каталог — ООО Стройдизель Индустрия
Полуавтомат хонинговый вертикальный 3К833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях.|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
3K833 |
|
H |
|
|
|
наибольший |
125 |
|
|
|
наибольший |
30 |
|
500 |
|
300 |
|
500×1000 |
|
3 |
|
90,145,235 |
|
3-18 |
|
Габаритные размеры полуавтомата, мм |
|
|
длина |
1295 |
|
Масса полуавтомата, кг |
1520 |
Скачать: характеристики на станок полуавтомат хонинговальный вертикальный 3К833/3Н833 и МФ-72, 3Г833
Скачать: комплектация полуавтомата хонинговального мод 3К833
Практическое занятие по теме «Хонингование блоков цилиндров ДВС »
Практическая работа № 3 « Хонингование блоков цилиндров ДВС»
Цель практической работы: «Хонингование блоков цилиндров ДВС »
Практическая работа являются неотъемлемой частью изучения дисциплины, определяемой учебным планом, относятся к средствам, обеспечивающим решение следующих основных целей:
-приобретение студентами навыков выполнения технологического процесса, изучаемых в рамках данной дисциплины: «Технологические процессы технического обслуживания и ремонта автомобилей»;
-закрепление, развитие и детализация теоретических знаний, полученных на лекциях;
-получение новой информации по изучаемой дисциплине;
Задачи практической работы
Изучить конструкцию блоков цилиндров двигателя внутреннего сгорания, основные дефекты и причины их возникновения.
Рассмотреть способ восстановления рабочей поверхности цилиндров.
Провести анализ технологического оборудования для хонингования цилиндров.
Ознакомится с требованиями по безопасности
Ознакомится установкой-станком.
Составить технологическую карту.
Ход работы
1. Ознакомиться с методическими указаниями по практической работе.
2. Изучить конструкцию блоков цилиндров двигателя внутреннего сгорания, основные дефекты и причины их возникновения.
3. Рассмотреть способ восстановления рабочей поверхности цилиндров.
4. Провести анализ технологического оборудования для хонингования цилиндров.
5. Ознакомится с требованиями по безопасности
6. Ознакомится установкой-станком.
7.Составить технологическую карту.
8. Вывод
Содержание практической работы
1 Особенности конструкции блоков цилиндров двигателей внутреннего сгорания, основные дефекты и причины их возникновения
Блок цилиндров является остовом двигателя. На блоке цилиндров и внутри него находятся главные механизмы и детали двигателя.
Автомобильные и тракторные блоки цилиндров двигателей внутреннего сгорания (ДВС) бывают линейными и V-образными. Их разделяют на безгильзованные, с мокрыми или с сухими гильзами. Еще блоки разделяют на однорядные и двухрядные, а также с нижним и с верхним расположением клапанов. Число цилиндров у двигателей в основном – от 2 до 16. Блоки двигателей у малолитражных автомобилей в основном линейные – чугунные, алюминиевые с сухими полугильзами и верхним расположением клапанов.
У чугунных блоков толщина стенок варьируется в диапазоне 5-8 мм.
Допустимое колебание толщины стенок составляет 1,5-2 мм. В свою очередь в алюминиевых блоках стенки на 1,5-2 мм толще, чем у чугунных.
Обработка отдельных элементов блоков выполняется с высокой точностью. Особенное значение имеет точность размеров и формы зеркала цилиндров. Важно также обеспечение правильного взаимного расположения указанных поверхностей.
Блоки цилиндров ДВС отечественного производителя изготавливаются из серого чугуна марок: СЧ 18 – 36, СЧ 15 – 32, СЧ 24 – 44 или алюминиевого сплава АЛ 4.
Рабочий цилиндр – одна из главных частей поршневого двигателя внутреннего сгорания.
Традиционные монолитные блоки из чугуна, которые не имеют съемных гильз (рис.1).
Рисунок 1 – Монолитный чугунный блок ВАЗ 2121
После изнашивания рабочей поверхности встал вопрос их ремонта, их стали растачивать под ремонтный размер, но после последнего ремонтного размера приходилось менять весь блок, что было нецелесообразно. Тогда стали делать съемные чугунные гильзы (рис.2) , что намного увеличило ресурс блока.
Рисунок 2 – Чугунный блок со съемными гильзами
Позже блок стали делать из алюминия, со съемными чугунными гильзами, данные блоки цилиндров изготавливаются большей частью литьём из более дешёвого алюминиевого сплава. Сейчас изготавливают монолитные алюминиевые блоки, они могут быть полностью алюминиевые либо с чугунными вставками.
Под монолитными блоками понимаются конструкции блоков цилиндров, которые не имеют мокрых гильз.
Для получения определённых поверхностей или прочности монолитные блоки могут иметь соответствующие заливаемые части в зоне отверстий цилиндров, а также заливаемые части из серого или ковкого чугуна и усиления волокном в зоне отверстий под коренные подшипники.
Алюминиевый блок получается намного легче чугунного удельная масса алюминия (2850кг/м3) в 2,7 раза меньше удельной массы чугуна (7695кг/м3). А это важно, особенно для многоцилиндровых моторов с большим рабочим объемом. Кроме того, теплопроводность алюминия в 4 раза выше, чем у чугуна. В результате этого двигатель с алюминиевым блоком быстрее прогревается, а объем системы охлаждения может быть уменьшен благодаря более эффективному охлаждению и быстрому выравниванию температуры стенок блока. Однако реализовать на практике эти преимущества алюминия не так-то просто. Известно, что по чугунным цилиндрам прекрасно «ходят» поршневые кольца, как с твердыми покрытиями, так и без таковых, и сами «мягкие» алюминиевые поршни. С алюминиевыми цилиндрами ситуация другая: сочетание «мягкого» металла поршня с таким же «мягким» материалом цилиндра мгновенно приводит к «схватыванию» металлов и заклиниванию двигателя. Разумеется, конструкторы двигателей, принимая во внимание эти свойства металлов, разработали несколько способов решения проблемы. Один из них – блоки цилиндров с «мокрыми» гильзами.
Таким образом, для блока цилиндров используют как чугуны, так и алюминиевые сплавы. Особенности этих материалов обязательно влияют на технологию восстановления. Основные дефекты и причины их возникновения. Блок цилиндров, как одна из наиболее нагруженных деталей двигателя, может иметь отклонения в процессе эксплуатации от номинальных значений благодаря износу в различных точках конструкции. Нагрузка на элементы блока распределяется крайне неравномерно и, как следствие этого неравномерность износа рабочих поверхностей имеют различный запас прочности. Гильзы цилиндров изготавливают из чугуна марок СЧ 18-36, СЧ 22-44 твердостью НВ 179-229 (ЗИЛ, ЗМЗ). В верхней части некоторые гильзы (ЗИЛ, ЗМЗ), имеют тонкостенную вставку из специального легированного чугуна.
К основным дефектам блоков двигателей относятся: износ или задир внутренней поверхности гильзы или блока, трещины и отколы различного характера и расположения.
При сгорании топлива в цилиндре газы прорываются в канавки поршневых колец и с силой отжимают их к стенкам цилиндра, при этом сила давления колец по мере движения поршня вниз уменьшается, вследствие чего износ цилиндра в верхней части больше, чем в нижней (конусность). Кроме того, условия смазки верхней части цилиндра из-за более высоких температур хуже.
Боковые силы действуют также при тактах впуска и выпуска, но в меньшей мере. В результате действия боковых сил цилиндр изнашивается больше в плоскости качания шатуна и приобретает эллипсность. Более интенсивен износ левой стенки цилиндра вследствие того, что боковая сила при рабочем ходе наибольшая
Кроме эллипсности, боковые силы вызывают и конусность, так как по мере движения поршня вниз они уменьшаются.
Задиры на зеркале цилиндра образуются вследствие перегрева двигателя, недостатка смазки и ее загрязненности, недостаточного зазора между поршнем и стенкой цилиндра, плохого крепления поршневого пальца и поломки поршневых колец.
Для определения конусности индикатор перемещают вдоль цилиндра в плоскости, перпендикулярной оси коленчатого вала. Разность размеров в верхней и нижней частях цилиндра, показанных индикатором, есть величина конусности.
Если эллипсность превышает 0,04 мм, а конусность 0,06 мм и имеются задиры, цилиндры необходимо ремонтировать.
При ремонте цилиндра увеличивают его диаметр до соответствующего ремонтного размера, затем устанавливают увеличенный поршень.
Характерные дефекты гильз: трещины, износ рабочей поверхности, коррозионные и кавитационные повреждения посадочных поясов. Трещины и ослабление вставки являются дефектами, при которых гильзы цилиндров выбраковываются.
Гильза цилиндра работает в условиях переменных давлений в надпоршневой полости. Поршень при перемещении действует на гильзу с боковой силой и в конце каждого хода, перекладываясь с ударом о стенку гильзы, меняет направление своего движения, причём в мёртвых точках скорость его равна нулю, а потом нарастает до максимума, составляющего в автомобильных двигателях до 25 м/с при номинальной частоте вращения коленчатого вала и снова уменьшается до нуля в мёртвой точке (рис.3).
В процессе перемещения поршня к верхней мертвой точке увеличивается давление сжатия в цилиндре. Высокая температура при завершении сжатия (700 – 800оC) ухудшает процесс смазки колец из-за уменьшения вязкости и увеличения испаряемости масла. В процессе работы усилие шатуна в плоскости, перпендикулярной оси коленчатого вала, направлено не по оси цилиндра, а под углом к ней. Из-за чего на рабочую поверхность блока воздействует неравномерное давление в плоскостях вдоль оси вала и перпендикулярной к ней.
Стенки внутренней полости цилиндра служат направляющими для поршня при его перемещениях между крайними положениями и соприкасаются с пламенем и горячими газами, достигающими температуры 1500 – 2500оС.
Указанные особенности работы являются причиной ускоренного износа верхней части цилиндра, при этом рабочая поверхность цилиндра приобретает по высоте форму неправильного конуса, а в поперечном сечении – форму овала.
Как правило, основной причиной, вызывающей необходимость ремонта, является износ поверхностей под воздействием трения. Обеспечить при изготовлении точное совпадение твердости поверхностей хотя бы двух деталей практически невозможно, поэтому обычно одну из деталей изготавливают заведомо менее износостойкой, обеспечив, по возможности, простоту ее замены.
Внутренняя поверхность гильзы цилиндров изнашивается неравномерно, как по диаметру, так и по образующей. Максимальный износ наблюдается в верхней части гильзы (рис.3), в зоне, где верхнее кольцо меняет направление движения при прохождении высшей мертвой точки. В этом месте образуется кольцевая выработка, глубина которой обычно и лимитирует срок службы гильзы цилиндра.
Дефектами, характерными для гильз и блоков цилиндров, является износ рабочей поверхности.
Предельный износ цилиндров автомобильных двигателей в пределах 0,3-04 мм. Дальнейшая эксплуатация становится затруднительной из-за ухудшения эксплуатационных характеристик.
Способы восстановления рабочей поверхности хонингованием.
Хонингование − метод окончательной обработки преимущественно гладких цилиндрических отверстий абразивными брусками специальным инструментом − хонинговальной головкой. Его сущность состоит в снятии припуска абразивными брусками хонинговальной головки, связанной с шпинделем станка шарнирно или жёстко и совершающей вращательное или возвратно-поступательное движение (а иногда и осевое колебательное). В результате такого сочетания движений абразивные бруски движутся по винтовым линиям, как показано на рис 2.1
Рис. 2.1. Технологическая и конструктивная схема хонингования:
а –схема процесса: 1 – шпиндель станка; 2 – стержень головки; 3 – корпус головки; 4 – обрабатываемая деталь; 5 – брусок; б – схема следов обработки
Хонингование является процессом массового микрорезания (царапания) обрабатываемой поверхности большим количеством абразивных зёрен, беспорядочно расположенных на рабочей поверхности брусков. Абразивные зёрна обеспечивают срезание большого количества тонких стружек. Процесс микрорезания происходит в результате внедрения контактирующего выступа абразивного зерна в граничный слой обрабатываемого материала.В процессе хонингования абразивные бруски снимают припуск от 0,01 мм, в некоторых случаях до 1 мм и более на диаметр. При этом удаляются как гребешки микронеровностей, так и основной металл. В пределах снимаемого припуска обеспечивается исправление погрешностей предыдущих операций в виде конусности, эллипсности, бочкообразности, корсетности огранки и в некоторой степени искривления оси отверстия. Процесс сопровождается обильной подачей технологической жидкости в зону микрорезания, чем обеспечивается удаление
продуктов износа из пор абразивных брусков и с обрабатываемой поверхности. В качестве СОЖ применяют керосин чистый или с добавкой масла. Значительно реже используются некоторые водорастворимые эмульсии. В процессе обработки абразивные бруски выходят из отверстия на некоторую величину Lпер, называемую перебегом, чтонеобходимо для обеспечения правильной геометрической формы обрабатываемого отверстия и равномерного износа брусков.Неправильное установление величины Lпер ведёт к образованию конусности, бочкообразности или корсетности отверстия. Угол сетки рисок определяется отношением скоростей вращательного и возвратно-поступательного движений скоростей головки.
2.Порядок выполнения работы
1.Ознакомится с устройством хонинговального станка
Рисунок – Хонинговальный станок 3Г833
Вертикальный одношпиндельный хонинговальный станок модели ЗГ833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Перечень органов управления хонинговальным станком 3Г833
Кран охлаждения
Маховик механизма разжима хона
Кулачки регулировки хода ползуна
Рукоятка реверса
Маховик ручного ввода хоны
Указатель нагрузки
Переключатель режимов: “Ввод хоны”, “Ручной”
Сигнальная лампа
Кнопка управления: “Подача пуск”
Кнопка управления: “Толчковый”
Кнопка управления: “Шпиндель стоп”
Кнопка управления: “Шпиндель пуск”
Кнопка управления: “Общий стоп”
Кнопка управления: “Конец цикла”
Техническая характеристика хонинговального станка Таблица 6
Наименование параметра | Параметры |
Тип | Вертикально-хонинговальный |
Диаметр хонингования, мм | 20…160 |
Длина хонингования, мм | 15…400 |
Частота вращения, мин–1 | 125; 160; 200; 250; 300;350; 400; 500; 630; 800; 1000 |
Ход шпинделя, мм | 600 |
Габаритные размеры, мм | 400 × 250 × 1600 |
Масса, кг | 600 |
Хонингование выполняют на одношпиндельных вертикально-хонинговальных станках моделей 3А 833, 3Б 833, 3Г 833, СС 700М и др. технические характеристики в табл. 6.
Хонинговальная головка (рис. 6а) с набором абразивных брусков может быть различных номеров в зависимости от диаметра обраба-тываемого цилиндра и предназначена для доводки цилиндров диаметров 65…150 мм после их расточки.
а) б)
Рис. 6. Хонинговальная головка – а; схема процесса хонингования – б
В корпусе 1 установлено шесть брусков 2 предварительного или окончательного хонингования. Бруски разжимаются валиком 5. На валике установлены две фасонные шайбы с шестью пазами. Корпус головки соединяется штангой 8 с пневматическим приводом. Принцип работы хонинговальной головки состоит в следующем: разжимный валик 5, перемещаясь под действием пневматического привода вниз, разжимает хонинговальные бруски. Для смены брусков производится извлечение хонинговальной головки и ручная замена брусков с предварительных на окончательные. После каждого двойного хода (или нескольких ходов) механизмом хона производится разжатие (радиальная подача) брусков. Зернистость абразивного бруска выбирается в зависимости от требуемой шероховатости поверхности цилиндра, а твердость связки – в зависимости от твердости обрабатываемого материала. Наибольшее распространение получили карборундовые бруски на керамической связке зернистостью 120 и твердостью СТ-С2 или бруски из синтетических алмазов АС6для предварительной обработки зернистостью 400 и твердостью СМ1-СМ или АСМ20 на металлической связке М1 при 100% концентрации для окончательной доводки. Для окончательного хонингования рекомендуются алмазные бруски на эластичной основе. Алмазные бруски на эластичной основе имеют стойкость примерно в 100 раз больше по сравнению со стойкостью абразивных брусков. Учитывая, что алмазные бруски на эластичной связке снимают ограниченный припуск до 4…6 мкм на диаметр, необходимо обеспечить после предварительного хонингования шероховатость поверхности по внутреннему диаметру гильзы в пределах Ra = 0,25…0,6 мкм и точность геометрической формы 0,01…0,02 мм. Хонингование алмазными брусками осуществляется в два – три приема. Общий припуск на хонингование составляет 0, 05…0 ,08 мм на сторону. При предварительном хонинговании удаляется припуск 0,03…0,04 мм на сторону.
Двукратным или трехкратным хонингованием можно обеспечить точность до 6 квалитета и шероховатость поверхности Ra = 0, 2…0 ,32 мкм.
3.Ознакомится с видеоматериалом “Хонингование блока цилиндров”
4.Технологический процесс хонингования блока цилиндров
Настройка станка. Настройка станка заключается в установлении частоты вращения шпинделя, определении величины хода хонинговальной головки и числа двойных ходов хона. Необходимую частоту вращения шпинделя устанавливают с помощью коробки передач станка, а число двойных ходов хонинговальной головки сменными шестернями, расположенными с левой стороны станка под крышкой. Обработка отверстий хонингованием алмазными брусками проводится на следующих режимах, приведенных в табл. 7.
Таблица 7 Режимы резания при хонинговальной обработке
Параметры | Операция хонингования | ||||
Первая | Вторая | Третья | |||
Частота вращения хонинговальной головки, мин-1 | 120 | 160 | 240 | ||
Число двойных ходов головки, ход/мин | 60 | 60 | 60 | ||
Длина хода, мм | 165 | 165 | 165 | ||
Давление на разжим брусков, МПа | 1,5 | 1,2 | 1,0 | ||
Количество брусков в комплекте, шт. | 6 | 6 | 6 | ||
Время хонингования, с | 40…45 | 20…25 | 15 | ||
Цилиндричность отверстия, мм | 0,02 | 0, 1…0 ,02 | 0, 01…0 ,02 | ||
Шероховатость поверхности, Ra | 0,8 | 0,63 | 0,25 | ||
В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм.
Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс).
Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.
После хонингования отклонение геометрической формы рабочей поверхности гильзы должно быть не более 0, 01…0 ,02 мм, а шероховатость Ra = 0,08 мкм
5.Заполнить технологическую карту
Последовательность операций | Инструмент, приспособление | Технические условия и указания |
1.Настройка станка | ||
2….. |
6.Вывод
Полуавтомат хонинговальный вертикальный мод. 3Н833
Класс точности по ГОСТ 8-82Н
Диаметр хонингования, мм::
– наименьший30
– допустимый165
Длина хонингования, мм::
– наименьшая30
– наибольшая400
Ход шпинделя, мм500
Расстояние от оси шпинделя до направляющих (вылет), мм300
Размер рабочей поверхности стола (ширина х длина), мм500х1000
Количество скоростей шпинделя3
Частота вращения шпинделя, мин -1160, 250, 400
Скорость возвратного поступательного движения (регулирование бесступенчатое), м/мин3-18
Суммарная мощность электродвигателей, кВт.8,12
Габаритные размеры полуавтомата, ДхШхВ мм:1295х1145х2720
Масса полуавтомата, кг1520
Станок вертикально-хонинговальный модели 3Н833 предназначен для хонингования отверстий в цилиндрах двигателей внутреннего сгорания, отверстий: пневмо и гидроцилиндров, шатунов, шестерен и других точных отверстий в автомобилестроении, тракторостроении, станкостроении и других отраслях промышленности.
Кроме того станок может быть использован в качестве базовой модели для специально-налаженных станков.
Для максимального использования всех возможностей станка, за отдельную плату, могут быть поставлены необходимые комплектующие (приспособления и хонинговальные головки), перечень и цена которых согласовываются при заключении договора.
Advoos – поиск объявлений
Advoos- О проекте
- Политика конфиденциальности
Электроника и современные гаджеты
Домашние животные и товары для них
Одежда, обувь и аксессуары
Автозапчасти
Стройматериалы и инструменты
Оборудование для бизнеса и промышленности
Мебель и интеръер
Техника для дома
Работа
Сервис и услуги
Антиквариат и коллекционирование
Косметика и товары для ухода
Еда и напитки
Музыка и музыкальные инструменты
Товары для детей
Товары для спорта и активного отдыха
Бытовая химия
Книги и журналы
Аренда недвижимости
Продажа недвижимости
Казахстан: adkza adkze advoos advooc adkzu adkzy Украина: aduaa aduae aduau aduao aduaho Беларусь: adbyf adbyt adbye adbyy Узбекистан: aduza aduze aduzy aduzu Азербайджан: adaza adazu Таджикистан: adtja adtju Киргизия: adkga adkgu Болгария: adbgf adbgt adbgd adbgl adbgy Румыния: adroa adroe adroi
© Advoos
▶▷▶ станок 3к833 инструкция по ремонту
▶▷▶ станок 3к833 инструкция по ремонту| скачать игру форест с торрента от механиков | warframe торрент от механиков | теоретическая механика учебник скачать торрент | tomb raider скачать торрента механики 2016 | торрент the sims 4 от механиков | dead spaces 4 скачать торрент от механиков | mafia 1 скачать торрент механики на русском | скачать dead space 2 rus торрент механики скачать торрент | торрент механики assassin’s creed | just cause 3 скачать торрент от механиков 2015 |
станок 3к833 инструкция по ремонту – Yahoo Search Results Yahoo Web Search Sign in Mail Go to Mail” data-nosubject=”[No Subject]” data-timestamp=’short’ Help Account Info Yahoo Home Settings Home News Mail Finance Tumblr Weather Sports Messenger Settings Want more to discover? Make Yahoo Your Home Page See breaking news more every time you open your browser Add it now No Thanks Yahoo Search query Web Images Video News Local Answers Shopping Recipes Sports Finance Dictionary More Anytime Past day Past week Past month Anytime Get beautiful photos on every new browser window Download хонинговальный 3к833 – Металлический форум wwwchipmakerru/topic/32522 Cached Здравствуйте уважаемые ! Приобрел 3к833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Долбежный Станок 7402 Инструкция По Эксплуатации kombinatorweeblycom/blog/dolbezhnij-stanok-7402 Cached ГД320 7402 7403 7405 как руководство по эксплуатации и ремонту станка; в него вносят данные о Станок Долбежный 7402 Руководство по эксплуатации 740200000 РЭ Ст Скриншот 740300000РЭ Руководство по Паспорта металлорежущих станков Инструкции по эксплуатации wwwstanki-katalogru/pasporthtm Cached Пособия по ремонту станков Пособие по ремонту станков (чертежи деталей, отдельное издание) Контрольно-измерительные средства, применяемые при ремонте станков Паспорта станков, схемы, инструкции, другая документация pasportastankovwordpresscom/пас по рта Cached 3К833 Хонинговальный ТВ200М Токарный станок по дереву Пособия по ремонту станков руководство по ремонту Caterpillar 3116 – Руководства ampesru/id-7373html Cached Технологическая инструкция по ремонту кузова хонинговальный 3К833 – плоско-шлифовальный Широкий выбор ПАСПОРТОВ – Google Groups groupsgooglecom/d/msg/info_stanki/6tYNngXxafQ/ Cached Станок 2Д450АФ2 Станок 2Н57 Пособия по ремонту станков 3 Инструкция по контролю сигнатур Широкий выбор ПАСПОРТОВ – Google Groups groupsgooglecom/d/topic/info_stanki/6tYNngXxafQ Cached Станок для испытания абразивных кругов СИП 800 Станок для испытания абразивных кругов ЛТ2-М Правильно отрезной СМЖ-357 73г, 80г и 82г выпуска Правильно отрезной И6118 (Славгород) All Categories – skachatlatin skachatlatin195weeblycom/blog/category/all/2 Cached Скачать Hill Climb Racing бесплатно Игра Hill Climb Racing на планшет, телефон с os android Hill Climb Racing – Захватывающая и развлекательная гоночночная игра на основе физики, сделанная на Android! walkerletter – Blog walkerletter215weeblycom Cached Инструкция На Трубогибочный Станок Rar Цена станок трубогибочный гстм 2 Трубогиб гстм 2 1 характеристики, машина трубогибочная с механическим приводом гстм 2 Подробная инструкция по наладке теплое течение: станок examplesshaketta9blogspotcom/2013/05/blog-post_4679html Cached понедельник, 27 мая 2013 г станок Promotional Results For You Free Download | Mozilla Firefox ® Web Browser wwwmozillaorg Download Firefox – the faster, smarter, easier way to browse the web and all of Yahoo Also Try инструкция по ремонту рено эспеис 4 инструкция по ремонту aloka ssd 3500 инструкция по ремонту зил 131 фото инструкция по ремонту камаз 1 2 3 4 5 Next 159 results Settings Help Suggestions Privacy (Updated) Terms (Updated) Advertise About ads About this page Powered by Bing™
- мм Скрыть Паспорта на станки и оборудование / станкпрессрф станкпрессрф Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Техническая документация: паспорт станка
- блоках
- мм: – наибольший – наименьший – допустимый Скрыть 3 К 833 полуавтомат хонинговальный вертикальный stdzru › …garazhnoe…3k833-poluavtomat…vertikalnyiy Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Ремонт и обслуживание двигателя и систем автомобиля 3 К 833 полуавтомат хонинговальный вертикальный Полуавтомат хонинговый вертикальный 3 К 833 предназначен для хонингования отверстий в гильзах
мм: наибольшее 1200
мм 30; Допустимый диаметр хонингования
- сделанная на Android! walkerletter – Blog walkerletter215weeblycom Cached Инструкция На Трубогибочный Станок Rar Цена станок трубогибочный гстм 2 Трубогиб гстм 2 1 характеристики
- 80г и 82г выпуска Правильно отрезной И6118 (Славгород) All Categories – skachatlatin skachatlatin195weeblycom/blog/category/all/2 Cached Скачать Hill Climb Racing бесплатно Игра Hill Climb Racing на планшет
- телефон с os android Hill Climb Racing – Захватывающая и развлекательная гоночночная игра на основе физики
станок 3к833 инструкция по ремонту – Все результаты 3К833 станок хонинговальный вертикальный полуавтомат stanki-katalogru/sprav_3k833htm Похожие 3К833 хонинговальный станок полуавтомат Схемы, описание , характеристики хонинговальный 3к833 – Промышленные станки – Металлический › › Промышленные станки Приобрел 3к833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка отзывы от тех,кто работал на разных то говорят что эти лучше,удобнее 3К833, полуавтомат вертикально-хонинговальный, Краснореченское › › Шлифовальные станки › Остальные шлифовальные Полуавтомат вертикальный хонинговальный модель 3К833 Инструкция по эксплуатации Руководство по эксплуатации 3К833 00000 РЭ Изготовитель: Не найдено: ремонту Паспорт станка 3К833 – Фрезру frezru › Паспорта на станки › Все паспорта Паспорт станка 3К833 , содержит все не обходимые схемы и чертежи схема 3К833 ; Механическая часть и описание 3К833 ; Руководство по ремонту и Картинки по запросу станок 3к833 инструкция по ремонту “cl”:3,”cr”:3,”ct”:3,”id”:”ntN_n6KeVTgX6M:”,”ml”:”600″:”bh”:90,”bw”:44,”oh”:529,”ou”:” “,”ow”:273,”pt”:”stanki-katalogru/info/spr_3k833_sostjpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:116,”tu”:” \u003dtbn:ANd9GcTkH_v89IFVJVRJpJR7BrbqQWtPVN2xJjc1lOeGSp0VlIvb8Ww044jocg”,”tw”:60 “id”:”6yn0-T-xxQXkZM:”,”ml”:”600″:”bh”:90,”bw”:68,”oh”:533,”ou”:” “,”ow”:400,”pt”:”stanki-katalogru/info/spr_3k833_fotojpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:96,”tu”:” \u003dtbn:ANd9GcR9Sjma6dRl4p-QaSGNjG0VP2WQN7fqnjok4tPip0Y3qUkciJQ4gaVTWCE”,”tw”:72 “cl”:12,”cr”:9,”id”:”kN9WM72TZ68d0M:”,”ml”:”600″:”bh”:90,”bw”:43,”oh”:501,”ou”:” “,”ow”:300,”pt”:”stanki-katalogru/info/spr_3k833_11jpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:108,”tu”:” \u003dtbn:ANd9GcTa-aFyVgPgCxexeFw6miYp5Q3h_g-EXdurJWuGfKQmS8KVXwH7h3IH8Q”,”tw”:64 “id”:”8QU7SHoOUCPhYM:”,”ml”:”600″:”bh”:90,”bw”:90,”oh”:510,”ou”:” “,”ow”:510,”pt”:”imageserveribudua/second/2017/03/21/510x510x1/58″,”rh”:”zevsibudua”,”rid”:”cxm_o-mIInkGSM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Зевс – ibudua”,”th”:90,”tu”:” \u003dtbn:ANd9GcSheUBZV4_Tbnez3GWUnsYWBJ4CbOxXBry1hkaW1xbHHURTD55BV5phOEg”,”tw”:90 “cb”:3,”cl”:3,”copy”:” “,”cr”:3,”crea”:” “,”ct”:3,”id”:”77z4_KPWseoEfM:”,”ml”:”600″:”bh”:90,”bw”:109,”oh”:626,”ou”:” “,”ow”:800,”pt”:”stanki-katalogru/info/spr_3k833_sx_bjpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:90,”tu”:” \u003dtbn:ANd9GcTUlD0-guU0mEEImvF8halKdTu2AEd8vyTEuo8M0X7gCjhHe17Y0gu_-A”,”tw”:115 “cb”:6,”id”:”REMN7TmXtMzF9M:”,”ml”:”600″:”bh”:90,”bw”:51,”oh”:640,”ou”:” “,”ow”:360,”pt”:”imagesrupromst/25461197_w640_h640_dsc0530jpg”,”rh”:”remont-oborudovaniya-cs1135042tiuru”,”rid”:”MN0rEuz0ezyNBM”,”rt”:0,”ru”:” “,”st”:”Ремонт Оборудования – Tiuru”,”th”:111,”tu”:” \u003dtbn:ANd9GcSR1j9bggJ9nRKro9lJBC-lu5ttmPe_mIb05AoQjKxI6MtapXq8CfJ8Etk”,”tw”:63 “id”:”Sb2HE60r9teUUM:”,”ml”:”600″:”bh”:90,”bw”:52,”oh”:752,”ou”:” “,”ow”:436,”pt”:”stanok-kporu/netcat_files/multifile/2597/5364/Zk8″,”rh”:”stanok-kporu”,”rid”:”zR8n3eQU9D376M”,”rt”:0,”ru”:” “,”st”:”Станочный Мир”,”th”:109,”tu”:” \u003dtbn:ANd9GcTEwctuhcwZJi6N4EfL7cVwINQYVUXUm9Jh7FZKE4-HUs4tLKEz52X_SQ”,”tw”:63 “id”:”eBO54tAnGu8KOM:”,”ml”:”600″:”bh”:90,”bw”:53,”oh”:500,”ou”:” “,”ow”:296,”pt”:”stanok-kporu/photo/Photo/3k833mjpg”,”rh”:”stanok-kporu”,”rid”:”tbZ2BRqT2kICYM”,”rt”:0,”ru”:” “,”st”:”Станочный Мир”,”th”:108,”tu”:” \u003dtbn:ANd9GcR6BtmeJnLZpZFL6hxPa14nr-ebLmKSv18a3iCaxpTUAusPMyt3LMl7M4k”,”tw”:64 “id”:”9L3r1hQBsvO4mM:”,”ml”:”600″:”bh”:90,”bw”:58,”oh”:600,”ou”:” “,”ow”:400,”pt”:”mashinformru/images/stanki/3k833jpg”,”rh”:”mashinformru”,”rid”:”Mv-2z2G18hAWlM”,”rt”:0,”ru”:” “,”st”:”МашИнформ”,”th”:102,”tu”:” \u003dtbn:ANd9GcQYKwAKt2au0LjCKEx7ShSwSRlF_LoEyxYxTNlaWJzrCLefCzs6oVqzrXg”,”tw”:68 Другие картинки по запросу “станок 3к833 инструкция по ремонту” Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты [PDF] Станок 3к833 инструкция по ремонту – WordPresscom станок 3к833 инструкция по ремонту Настройка кнопки дверь может без повышенной сложности с кожи средства автокран, фазы мира куда наиболее Видео 1:28 3Г833 хонинговальный станок вертикальный одношпиндельный Роман Кириченко YouTube – 30 апр 2015 г 1:36 Расточка блока цилиндров – вертикально расточной станок carosokin YouTube – 17 мая 2013 г 0:39 Станок хонинговальный 3Г833 Стан’Ок YouTube – 22 сент 2015 г Все результаты Полуавтомат хонинговальный вертикальный 3К833 | Станочный Продажа аналогов станка модели 3К833 производится при 100% предоплате при новые станки – 12 мес,; после капитального ремонта – 6- 12 мес Хонинговальный Станок 3к833 Инструкция – igdestenshand927 Хонинговальный станок 3к833 инструкция задней стороны колонны с рынок оборудования Ремонт , восстановление и модернизация шлифовальных Хонинговальные станки 3К833 – ЭФРАНТА efranta-stankru/einlavogninoh-iknats-3k833/ Похожие Условия оплаты, |, Потребности, |, Вакансии, |, Услуги, |, Отзывы и благодарности Станок хонинговальный 3К833 Продаем хонинговальные станки марки 3К833 так и станки , требующие незначительный ремонт либо восстановление с Технические характеристики хонинговальных станков 3К833 : Институт машиностроения (институт) – PDF – DocPlayerru КР (капитальный ремонт ) это работы, направленные на ремонт базовых деталей 17 Рисунок 22 Общий вид хонинговального станка 3К833 Стандартная 35 3 Технологический процесс хонингования 31 Общее описание Хонинговальные станки 3к833 в России – Биржа оборудования Все объявления о продаже хонинговального станка 3к833 в России Подробное описание и цена Продаём хонинговальный станок 3К833 Хонинговальные станки купить – Биржа оборудования ProСтанки Сравните цены и купите недорого хонинговальные станки среди 41 выгодных Подробное описание и цена 196 000 Продам Быстрый просмотр хонинговальный станок мод 3К833 Неотъемлемая единица оборудования, для автосервисов по ремонту ДВС и Дизелей! Проверенный временем! запчасти к хоненговальным станкам 2Е78П 3K833 – КруизREMONT kruizremontnarodru/index/0-9 Похожие Станок хонинговальный 3К833 Предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других Купить по выгодной цене Ремонт хонинговальных станков, каталог wwwivolgaru/stanki/stankiphp?nn=634tt=73 Узнать о продаже и сделать заказ на Ремонт хонинговальных станков в вашем регионе станки для ремонта блоков и гильз двигателей – 2Е78П, 2733П, 3К833 описания и инструкции на Ремонт хонинговальных станков Хонинговальный станок 3К833 – Ремонт Оборудования – Tiuru › Товары и услуги Хонинговальный станок 3К833 Подробная информация о товаре/услуге и поставщике Цена и условия поставки Хонинговальный станок 3к833 цена, где купить в Украине Похожие Хонинговальный станок 3к833 в Украине, цена оптом и в розницу, где 3М423, 2Е7ПН, 3К833 , 3Г833 Комплект станков для ремонта автодвигателей 3К833 станок хонинговальный – технические характеристики mashinformru/oborudovanie-stanki/honingovaln/3k833shtml Похожие Технические характеристики хонинговального станка модели 3К833 Не найдено: ремонту Хонинговальный станок 3г833 руководство по эксплуатации jdrkpnxcrowlermcdirru//honingovalnyy_stanok_3g833_rukovodstvo_po_ekspluata Хонинговальный станок 3г833 руководство по эксплуатации НТН8000 с диаметром обработки от 40 до 560 мм и длиной купить 3к833 в киеве украине всеми производителями ремонт карданных валов для легковых грузовых Моторный центр ::АБ-Инжиниринг:: Продажа станков, станки wwwab-engineru/maschine_usedhtml Технологии капитального ремонта ГБЦ Хонинговальный станок 3К833 – нажмите, чтобы посмотреть полную картинку CBN, резцы NEWEN/SERDI 50 шт, адаптер SERDI 3200, гаечные ключи, каталог и инструкция SERDI 3Д4230, 2Е78П, 3К833 станки для автосервиса и ремонта авто 3Д4230 станок круглошлифовальный специализированный для перешлифовки шеек коленвалов 2E78П станок вертикальный отделочно расточной Паспорта на станки документация руководство по эксплуатации wwwrsrzru/product/52460 Похожие Паспорта на станки документация руководство по эксплуатации 3К833 ФРЕЗЕРНЫЕ 675 6Р82 6Р12 6Т12 6Т13 6Т82 (6Т83Г) рук+эл 6Т80Ш 6Р80 6Р80Г 6Р81 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА 16К20(2 том, 3 Документация паспорт шлифовального станка dokstanru/shlifhtml Похожие ПАСПОРТА (руководство, документация) НА ШЛИФОВАЛЬНЫЕ СТАНКИ ТЕХПРОЦЕССЫ РЕМОНТА И ЧЕРТЕЖИ 3А151; 3А161; 3Б151; 3Б161 ( Харьков)паспорт станка ; 3А153У (Харьков) паспорт станка ; 3А164 описание конструкции основных сборочных единиц (узлов) станка ; инструкцию по пуску и Паспорта станков, схемы, инструкции, другая документация Похожие Паспорта станков , схемы, инструкции , другая документация комментариев 39 Полный список 9М14Д Токарно-винтарезный станок для ремонта труб 1982 г Тбилиси 9М14ДФ101 3К833 Хонинговальный 3Л463 3Л722(А),(В) Расточной 2е78 в подарок хонинговальный 3к833 — Доска 7 дек 2011 г – Станки стояли на хранение в кунгедля расточки и шлифовки блоков Все объявления рубрики, Недвижимость, Авто, Работа, Образование, Строительство и ремонт , Оборудование и инструменты Расточной 2е78 в подарок хонинговальный 3к833 Отзывы (0), информация об авторе Шлифовальные, полировальные, доводочные: 3К833 – Стан’Ок stan-okpro/catalog/shlifovalnye-polirovalnye-dovodochnye/3k833-detailhtml Купить или продать Станок хонинговальный вертикальный полуавтомат Станок хонинговальный вертикальный полуавтомат 3К833 Описание [PDF] бакалаврская работа – “РЕПОЗИТОРИЙ ТОЛЬЯТТИНСКОГО 20 янв 2016 г – предоставляет услуги по ремонту и техническому обслуживанию Хонинговальный станок 3К833 (Рисунок 22) предназначен для хонин- гования 31 Общее описание процесса хонингования блока цилиндров ООО Станок-Сервис гМайкоп – Главная страница stanokmaikopucozru/ МОДЕРНИЗИРОВАННЫЕ СТАНКИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ 2733П, 2Е78П, 3К833 НАЧАЛСЯ ВЫПУСК МОДЕРНИЗИРОВАННЫХ СТАНКОВ ДЛЯ МОДЕРНИЗИРОВАННЫЕ СТАНКИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ stanokmaikopucozru/news/2008-07-17-3 17 июл 2008 г – МОДЕРНИЗИРОВАННЫЕ СТАНКИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ 2733П, 2Е78П, 3К833 НАЧАЛСЯ ВЫПУСК МОДЕРНИЗИРОВАННЫХ Хонинговальный станок 3к833электрическая схема hurryiepehu/4/honingovalniy-stanok-3k833elektricheskaya-shemaphp Хонинговальный станок 3к833 электрическая схема И результаты ремонта положительные Приятно! Поставка станков и У прочих сабов дифузор и Капитальный ремонт станка 1К62 цена Токарный станок дельта simferopol-xstankimoduliru/help/ Станки для заточки цепей бензопил макита купить, Оборудование производство мешков для строительного мусора, Отзывы торцовочная пила makita Карта сайта – Механика Похожие 3К833 Хонинговальный станок вертикальный одношпиндельный полуавтомат · Ремонт ГБЦ Станки для ремонта двигателей мотоциклов · Станок для [PDF] технологические процессы диагностирования, обслуживания и elibvlsuru/bitstream/123456789/1030/3/00510pdf Похожие описание особенностей технологического оборудования отечественного производства, техническому обслуживанию и ремонту автомобилей гаражным, диагностическим, стенда для проверки тормозов; 4 – балансировочный станок ; 5 – пульт управ- 3Б833, 3Г833, 3К833 , на которых можно обта- Тех документация – Башстанкоцентр ufastankiru/documents/22 Похожие -смазка, ремонт Инструкция по монтажу и описание переходного устройства контурного Полировально-шлифовальный двухсторонний станок 3К833 1Руководство по эксплуатации -основные технические данные и хар-ки Хонинговальные станки в Украине Сравнить цены, купить › Потребительские товары Станок бу хонинговальный вертикальный полуавтомат 3К833 Станок хонинговальный вертикальный Th270 для ремонта двигателей автомобиля хонинговальный станок 3г833 паспорт wwwlexunamewuxpgcombr/honingovalnyiy-stanok-3g833-pasporthtml Паспорт, схемы, характеристики, описание Под общим 3К833 Станок хонинговальный вертикальный 3К833 (полуавтомат) Станок (кап ремонт ) 4 Хонинговальный станок в Иркутске – сравнить цены и купить irkutskregtorgru › › Шлифовальные станки Хонинговальный станок в Иркутске предложения о покупке, продаже товаров и цилиндров автомобильных двигателей в условиях ремонтных мастерских 3К833 Челябинск Продам из г Челябинска хонинговальный санок мод Краткое описание : диаметр хонингования, наименьший / наибольший Станки вертикально-расточные модели 2733П, 2Е78П – Майкоп maykoppromportalsu › › Металлообрабатывающие станки › Расточные станки Станки для ремонта двигателей -2733П (Ø расточки от 20мм до 300мм)- 530 тр, 2Е78П/ 200мм)-430тр, хонинговальные 3К833 / 3Н833– (Ø от 30ммдо165мм) – 430 тр, станки для Отзывы о компании «ООО ” Станок – сервис”» Паспорт на станок 3К833 Хонинговальный – Pasportzru wwwpasportzru › Шлифовальная группа Описание паспорта и руководства на 3К833 На этой странице вы можете ознакомиться и заказать паспорт на станок 3К833 Руководство 3К833 Шум токарного станка слушать онлайн Сколько стоит аккумулятор krymsk-2fagr-stankiru/ Куплю токарный станок бу школьник, Струбцина под шпильку м8 фото, Станок 3К833 инструкция по ремонту Хонинговальный станок 3К833, купить в Ставропольском крае oborudovaniemypromru › Металлообрабатывающее › Ставропольский край Ставропольский край; Хонинговальный станок 3К833 Описание товара 1991г СТАНКИ РАСТОЧНЫЕ И ХОНИНГОВАЛЬНЫЕ ДЛЯ РЕМОНТА Полуавтомат хонинговальный вертикальный 3К833 — подобрать Алматы, Астана — Полуавтомат хонинговальный вертикальный 3К833 или с фото, характеристиками, условиями продажи 3К833 в городах Алматы, Астана, На новые станки – 12 мес,; На станки после кап ремонта – 6-12 мес Согласно инструкции рекомендуются масла импортного производства Продам станок хонинговальный вертикальный мод3821 › Оборудование для промышленности и бизнеса Станок хонинговальный 3К833 , новый, в использовании не был 2А614 Станок после восстановительного ремонта Можна включить и проверить в Продам хонинговальный станок 3К833 – AbyHom Доска объявлений › Оборудование для промышленности и бизнеса Результаты поиска по запросу Продам хонинговальный станок 3К833 по всей блоков-целиндров, по ремонту головок, токарных, фрезерных,робот, и Скачать технический паспорт станка бесплатно; скачать wwwteh-dokru/skachathtml Похожие Скачать технический паспорт станка бесплатно Токарные станки | Страница 4 Паспорт станка необходим в процессе ремонта и эксплуатации, для выбора В этой документации содержится Паспорт и Руководство ( инструкция ) по 3К833 3К834 3Л631 3Л722А 3Л722В 3Л741ВФ 3М184И 3М132 3М132В Ремонт круглошлифовальных станков 3В423 Самара – Самара samarabobuyru/info_obyavlphp?id=584276 Ремонт специализированных круглошлифовальных станков 3В423 для шлифовки коленчатых валов Хонинговальных 3К833 Самара – Услуги Подмосковье — Объявления сферы Бизнес/Производство Продаем станки 2Е78П, 2733П; станок 3К833 , Станки 3А423 изготовление, ремонт штампов и пресс-форм, а также оказание широкого спектра услуг Объявления в рубрике Промышленность и производство в России wwwdoskiru/povolzhe/cat-biznes-i/promyshlennoe-oborudovanie/?page=12 Производим ремонт , электрических систем управления станков : Фрезерный 6Д82ШФ20 с ЧПУ Плоскошлифовальных 3л722, Хонинговальных 3к833 Купить ПРОЧИЕ ХОНИНГОВАЛЬНЫЕ ИЛИ ДОВОДОЧНЫЕ СТАНКИ megaskladru/lots/list/0/11457/long/sale/0/50 Похожие 3К833 Челябинск Продам хонинговальный станок мод 3К833 Краткое описание : усилие прижима обрабатываемых деталей – 0…160 2А450 – координатно-расточной, 1974г, в отличном рабочем состоянии, после ремонта Вместе с станок 3к833 инструкция по ремонту часто ищут хонинговальный станок цена 3г833 паспорт скачать станок хонинговальный 3г833 цена хонинговальный станок sunnen электросхема станка 3к833 хонинговальный станок 3б833 паспорт продам хонинговальный станок станок шлифовально притирочный 3г833 Навигация по страницам 1 2 Следующая Ссылки в нижнем колонтитуле Россия – Подробнее… Справка Отправить отзыв Конфиденциальность Условия Аккаунт Поиск Карты YouTube Play Новости Почта Контакты Диск Календарь Google+ Переводчик Фото Ещё Покупки Документы Blogger Hangouts Google Keep Jamboard Подборки Другие сервисы Google
| resident evil 2 скачать торрент игра pc от механиков | ассасин откровение скачать торрент от механиков | скачать компани оф хирос 2 через торрент от механиков | скачать торрент call of duty 1 от механиков | игры от репак скачать торрент механики | dungeon defenders 2 скачать торрент механики | deponia 2 скачать торрент механики | сплинтер селл блэклист торрент от механиков | масяня пляжные заморочки скачать торрент от механиков | stalker тень чернобыля механики скачать торрент |
Яндекс Яндекс Найти Поиск Поиск Картинки Видео Карты Маркет Новости ТВ онлайн Знатоки Коллекции Музыка Переводчик Диск Почта Все Ещё Дополнительная информация о запросе Показаны результаты для Нижнего Новгорода Показать для Москвы 1 хонинговальный 3 к 833 – Промышленные станки chipmakerru › topic/32522/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Здравствуйте уважаемые ! Приобрел 3 к 833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Читать ещё Здравствуйте уважаемые ! Приобрел 3 к 833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Здравствуйте уважаемые ! Приобрел 3 к 833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Поделиться сообщением Ссылка на сообщение Скрыть 2 Хонинговальный 3 К 833 – проблеммы с гидравликойПрошу chipmakerru › topic/172714/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Дня два как пытаюсь запустить хонинговальный станок 3 к 833 Купил его с расточным пол года назадРасточной наладил,все работаетА с хонинговальным была задержка,в нем решил поменять масло в гидравлике Читать ещё Дня два как пытаюсь запустить хонинговальный станок 3 к 833 Купил его с расточным пол года назадРасточной наладил,все работаетА с хонинговальным была задержка,в нем решил поменять масло в гидравлике,так как в станине в маляном резервуаре присутствовала водаИ я н Внимание! Для входа на форум теперь используется имя пользователя (ник, под которым вы видны на форуме), а не login Войдите, чтобы подписаться Подписчики 2 Хонинговальный 3 К 833 – проблеммы с гидравликойПрошу помощи Автор: lexis22, 3 марта 2016 в Шлифовальные станки Рекомендованные сообщения Скрыть 3 3 К 833 станок хонинговальный вертикальный полуавтомат stanki-katalogru › sprav_3k833htm Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте 3 К 833 станок хонинговальный полуавтомат вертикальный одношпиндельный Схемы, описание, характеристики Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833 Читать ещё 3 К 833 станок хонинговальный полуавтомат вертикальный одношпиндельный Схемы, описание, характеристики Производители хонинговального станка 3 К 833 Майкопский станкостроительный завод им Фрунзе и Краснореченский станкостроительный завод им МВ Фрунзе Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833 Скрыть 4 3 К 833 Хонинговальный станок вертикальный mehanikaru › equipment/remont-bloka…29535/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки Станок снабжен отсчетным устройством Читать ещё Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки Станок снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента) Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором Скрыть 5 Паспорт на станок 3 К 833 Хонинговальный PasportZru › shlif/item/105042-3K833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Скачать паспорт на станок 3 К 833 , можно в кротчайшие сроки Вы так же сможете получить его в печатном виде как книгу-копию Документация полная и содержит все страницы и разделы по содержанию В паспорте конечно имеется детальная схема на 3 К 833 Что бы заказать эту документацию, вам необходимо Читать ещё Скачать паспорт на станок 3 К 833 , можно в кротчайшие сроки Вы так же сможете получить его в печатном виде как книгу-копию Документация полная и содержит все страницы и разделы по содержанию В паспорте конечно имеется детальная схема на 3 К 833 Что бы заказать эту документацию, вам необходимо сделать электронный заказ с этого сайта Скрыть 6 станок 3 к 833 – Авито — объявления в России avitoru › rossiya?q=станок 3к833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Выгодно покупайте и продавайте авто, недвижимость и вещи Находите надёжных исполнителей и работу Самый популярный сервис объявлений в России 7 Документация и паспорта на станки centrgshdru › articles Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Станки мод 3Г833 (механика), 3 К 833 (гидравлика), 3Н833 (гидравлика), – для хонингования отверстий гильз и блоков двигателей 8 Станок 3К833 инструкция по Ремонту — смотрите картинки ЯндексКартинки › станок 3к833 инструкция по ремонту Пожаловаться Информация о сайте Ещё картинки 9 Станок 3к833 инструкция по ремонту — 3 млн видео ЯндексВидео › станок 3к833 инструкция по ремонту Пожаловаться Информация о сайте 00:38 00:38 Станок хонинговальный 3г833 youtubecom 8:57 HD 8:57 HD Первый запуск хонинговального станка youtubecom 1:37 1:37 Хонинговальный станок 3 г833 youtubecom 1:56 1:56 Хонинговальные головки 67-74, 74-82 youtubecom 7:16 7:16 Станок 2е78п youtubecom 1:27 1:27 3г833 хонинговальный станок вертикальный youtubecom 00:13 00:13 Станок для нанесения хона в блоках цилиндров youtubecom Первый запуск хонинговального станка chuclipcom Первый запуск хонинговального станка usdaylimoviescz Первый запуск хонинговального станка vidozppua Ещё видео 10 Хонинговальный станок 3 К 833 купить по цене stanok-kporu › Каталог › …-avtoservisa/3k833html Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Вертикальный полуавтоматический хонинговальный станок 3 К 833 выпускается российским станкостроительным предприятием и Цена на хонинговальный станок 3 К 833 указана на нашем сайте с НДС для стандартного комплекта поставки Читать ещё Вертикальный полуавтоматический хонинговальный станок 3 К 833 выпускается российским станкостроительным предприятием и предназначен для финишной обработки внутренних поверхностей (зеркал) цилиндров двигателей внутреннего сгорания, гидро- и пневмоцилиндров, отверстий шатунов, шестерен и других деталей Полуавтомат 3 К 833 заменил морально устаревшую модель 3Г833 этого же производителя и в данное время широко используется в автомобилестроительной, тракторостроительной, станкостроительной и других областях народного хозяйства Цена на хонинговальный станок 3 К 833 указана на нашем сайте с НДС для стандартного комплекта поставки Скрыть Чат с компанией Время ответа ≈ 1 мин Вертикально -хонинговальный 3 к 833 и оснастка для drive2ru › c/503191497525429066/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Метки: поиск станка 3 к 833 и оснастка Ранее писал о поиске станка 2е78п, станок всё же нашелся, приобрелся за 50 тр wwwdrive2ru/c/492231565619758024/ Теперь к нему нужна остнастка в частности (устройство для торцевания -фрезерования Читать ещё Метки: поиск станка 3 к 833 и оснастка Ранее писал о поиске станка 2е78п, станок всё же нашелся, приобрелся за 50 тр wwwdrive2ru/c/492231565619758024/ Теперь к нему нужна остнастка в частности (устройство для торцевания -фрезерования поверхностей )маркировка 2733П78030А;( в простонародье так называемая балеринка) и 2Е78П91000 При… Ранее писал о поиске станка 2е78п, станок всё же нашелся, приобрелся за 50 тр wwwdrive2ru/c/492231565619758024/ Теперь к нему нужна остнастка в частности (устройство для торцевания -фрезерования поверхностей )маркировка Скрыть 3 К 833 станок хонинговальный – технические характеристики mashinformru › 3К833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Технические характеристики хонинговального станка модели 3 К 833 Станки модели 3 к 833 предназначены для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Читать ещё Технические характеристики хонинговального станка модели 3 К 833 Станки модели 3 к 833 предназначены для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Наибольший диаметр хонингования, мм 125; Наименьший диаметр хонингования, мм 30; Допустимый диаметр хонингования, мм 165; Наименьшая длина хонингования, мм 30; Наибольшая длина хонингования, мм 400; Ход шпинделя, мм 500; Расстояние от оси шпинделя до направляющих, мм 300; Расстояние от торца шпинделя до поверхности фундаментной плиты, мм: наибольшее 1200, наименьшее 700; Размер рабочей поверхности стола, мм (ширина х длина) 500 х 1000; Кол-во Скрыть Хонинговальный станок 3 к 833 | Ремонт и модернизация p-z-oru › stanok/honingovalnyj-stanok Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Хонинговальный станок 3 к 833 диагностирование поломки срочный аварийный ремонт поузловое восстановление Заказать ремонт оборудования Диагностика и восстановление Ввод в эксплуатацию Читать ещё Хонинговальный станок 3 к 833 диагностирование поломки срочный аварийный ремонт поузловое восстановление модернизация капремонт пуско-наладочные работы (НТР) шеф-монтажные работы изготовление запчастей для реставрации оборудования Заказать ремонт оборудования Диагностика и восстановление Ввод в эксплуатацию Тех обслуживание Возможные причины неисправности Головка Пульт управления Скрыть 3 К 833 techno-mashru › stanok/381800/381830/381836/3598/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте 3 К 833 Диаметр 125 мм Год: Комплектный, рабочий станок Полуавтомат хонинговальный вертикальный 3 К 833 М предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Полуавтомат 3 К 833 М может быть использован на Читать ещё 3 К 833 Диаметр 125 мм Год: Комплектный, рабочий станок Находится в Ярославской области Полуавтомат хонинговальный вертикальный 3 К 833 М предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Полуавтомат 3 К 833 М может быть использован на металлообрабатывающих предприятиях Технические характеристики 3 К 833 Серия Пределы частоты вращения шпинделя Min об/мин Скрыть Мод 3 К 833 – Хонинговальные мод 3 К 833 , 3Н833 ds01ru › goods/1106478/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Станок хонинговальный вертикальный 3 К 833 (полуавтомат) Станок хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Читать ещё Станок хонинговальный вертикальный 3 К 833 (полуавтомат) Станок хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Станок 3 К 833 может быть использован на металлообрабатывающих предприятиях Технические характеристики станка 3 К 833 Класс точности по ГОСТ 8-82 Н Диаметр хонингования, мм: – наибольший – наименьший – допустимый Скрыть 3 К 833 полуавтомат хонинговальный вертикальный stdzru › …garazhnoe…3k833-poluavtomat…vertikalnyiy Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Ремонт и обслуживание двигателя и систем автомобиля 3 К 833 полуавтомат хонинговальный вертикальный Полуавтомат хонинговый вертикальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Читать ещё Ремонт и обслуживание двигателя и систем автомобиля 3 К 833 полуавтомат хонинговальный вертикальный 3 К 833 полуавтомат хонинговальный вертикальный Наличие товара Под заказ Полуавтомат хонинговый вертикальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 3 K 833 Класс точности по ГОСТ 8-82 H Диаметр хонингования, мм Скрыть Хонинговальный 3 К 833 | Каталог ufastankiru › Каталог › …/honingovalnyj-3k833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Технология ремонта Сервисное обслуживание Полуавтомат хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях Читать ещё Технология ремонта Вакансии Каталог / Оборудование после ремонта и модернизации / Сверлильная и резьбонарезная группа / Хонинговальный 3 К 833 Хонинговальный 3 К 833 Цена: 0 Версия для печати Сервисное обслуживание Полуавтомат хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях Полуавтомат 3 К 833 может быть использован на металлообрабатывающих предприятиях Технические характеристики Класс точности по ГОСТ 8-82 Н Диаметр хонингования, мм Скрыть Паспорта на станки и оборудование / станкпрессрф станкпрессрф Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Техническая документация: паспорт станка , пресса, руководство, электросхемы, чертежи Контактная информация +7 (913) 584-87-78 пн-пт 10:00-21:00 Хонинговальные головки – Хонголовки Укороченные Стандартные Заказ omtc-russiaru Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Хонинговальные бруски Шпинделя Борштанги Низкие цены! Контактная информация 8 (800) 500-27-33 пн-пт 10:00-18:00 Профессиональные станки – Поставки от производителя gilzapro Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Станки для ремонта ДВС, испытаны на собственном производстве, продажа в России Контактная информация +7 (988) 890-00-11 пн-пт 10:00-18:00 1 2 3 4 5 дальше Bing Google Mailru Нашлось 160 млн результатов Дать объявление Показать все Регистрация Войти Войдите через соцcеть Спасибо, что помогаете делать Яндекс лучше! Эта реклама отправилась на дополнительную проверку ОК ЯндексДирект Попробовать ещё раз Москва Настройки Клавиатура Помощь Обратная связь Для бизнеса Директ Метрика Касса Телефония Для души Музыка Погода ТВ онлайн Коллекции Яндекс О компании Вакансии Блог Контакты Мобильный поиск © 1997–2019 ООО «Яндекс» Лицензия на поиск Статистика Поиск защищён технологией Protect Алиса в ЯндексБраузере Помогает искать в интернете и поддерживает беседы 0+ Скачать Будьте в Плюсе
| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 03-12-2018 |
| Оценка:1-10 | 9 |
Powertrainhone – Хонинговальный станок | Gehring
Используя наш веб-сайт, вы соглашаетесь с тем, что мы используем файлы cookie для улучшения вашего просмотра с помощью Gehring.
Вы используете очень устаревший браузер. Чтобы в полной мере использовать наш веб-сайт, мы рекомендуем вам обновить ваш браузер до последней версии.
Производительность на высшем уровне
Современную станочную систему с трансмиссией можно использовать для всех установленных процессов хонингования.В дополнение к традиционным операциям хонингования можно также использовать инновационные процессы, такие как формование. Высокие скорости движения и резания вместе с оптимизированными процессами значительно повышают производительность.
Независимо от того, используется ли это как отдельная машина или связанная производственная линия, модульная концепция обеспечивает максимальную гибкость в конфигурации современных производственных решений и может похвастаться оптимизированной занимаемой площадью. Стандартные функциональные сборки в сочетании с индивидуальными решениями для клиентов дают оптимальные результаты.Компактный шпиндельный узел PT с мощным приводом хода и приводом шпинделя сочетает в себе эффективность и качество. Он охватывает широкий спектр возможных применений в диапазоне диаметров от 68 до 105 мм.
Лучшее оснащение для будущего
Компактный хонинговальный агрегат с мощным ходом и эффективным прямым приводом шпинделя обеспечивает универсальность . Разные размеры моделей служат для широкого спектра применений с диаметрами от 68 до 105 мм.
Интегрированный электромеханический подающий блок с датчиком силы (EMZ-F) обеспечивает достижение желаемых результатов при высокой надежности процесса.
Быстрая и эффективная система смены инструмента с чрезвычайно коротким временем смены инструмента предоставляет вам лучшее решение для различных типов деталей и в случае изменений, связанных с износом или технологическим процессом.
Типичными областями применения являются все типы автомобильных картеров, что позволяет оптимально обрабатывать рядные блоки, V-образные блоки и, что не менее важно, отверстия коренных подшипников.
Устройства смены инструмента:
Сложная технология
- Хонинговальные шпиндели с независимым перемещением
- Жесткие подшипники шпинделя (например, для позиционного хонингования)
- Системы автоматической смены инструмента до 12 инструментов
- Короткое время цикла благодаря до высоких скоростей резания
- Новая система идентификации инструмента
- Использование стандартных функциональных групп
- Обработка функциональных поверхностей с термическим покрытием
- Удаление до 0.5 мм за 20 секунд
- Точность отключения прибл. 10 мкм при удалении 0,4 мм
- Внутренняя подача СОЖ
- Привод шпинделя через серводвигатели
- Новейшая технология управления хонингованием с простым и удобным интерфейсом управления
- Электромеханические системы подачи с прямым управлением по усилию
- Система прямого измерения в процессе для контроля размеров и формы
- непрерывная обратная связь по износу,
- Отдельные модули, система передачи или отдельные модули, соединенные между собой модулями
- Для рядных двигателей и V-образных двигателей
- С устройством автоматической смены инструмента
- Можно комбинировать с различными нагрузками и разгрузочные системы (роликовые конвейеры, портальные погрузчики, роботы и т. д.))
Технические характеристики | PT 600 | PT 600-X LR | Z750-X LR | LSR 1750-1 LR |
| Длина хода (мм ) | 600 | 600 | 750 | 1750 |
Диаметр (мм) | 68-105 | 68-105 | 68-105 | 45-75 |
| Привод шпинделя | Серводвигатель | Серводвигатель | Серводвигатель | Редукторный двигатель |
| Об / мин, макс.(1 / мин) | 600 | 600 | 600 | 500 |
| Привод хода | Шариковый винт | Шариковый винт | Шариковый винт | Шариковый винт |
| Скорость хода, макс. (м / мин) | 40 | 40 | 40 | 15 |
| Шпиндель (мм) | 140 | 140 | 140 |
Возможны технические изменения и изменения в конструкции и конфигурации .
PT 600-X LR
Большой модуль PT разработан для обработки серийных блоков и позволяет разместить до четырех шпиндельных узлов. Модульная конструкция обеспечивает соответствующую масштабируемость в зависимости от производственной мощности, а прикрепленный шкаф управления означает, что машину можно быстро и правильно настроить. Вместо обычной проводки используются штекерные соединения. Используемые стандартные узлы легко доступны, а конструкция машины проста в обслуживании.
Технические характеристики | |
| Требуемое пространство (ШxГxВ) / (мм) | 2400 x 6200 x 3895 |
| Вес, нетто (т) | прибл. 26 |
| Примеры деталей | Блок двигателя |
Возможны технические изменения, а также изменения конструкции и конфигурации!
PT 600-X
Разработан в первую очередь для хонингования блоков цилиндров с внутренним диаметром 68 – 105 мм, размер станка был оптимизирован.Будь то отдельные машины или взаимосвязанные производственные линии – модульная концепция предлагает максимальную гибкость в конфигурации современных производственных решений.
Технические характеристики | |
| Требуемое место (ШxГxВ) / (мм) | 2400 x 2100 3600 |
| Масса, нетто (т) | ок. 10 |
| Примеры деталей | Блок двигателя |
Возможны технические изменения, а также изменения конструкции и конфигурации!
PT 600 Transfer
В варианте раздаточной модели может быть установлено практически любое количество шпиндельных узлов.В зависимости от требуемого времени цикла или количества задействованных этапов обработки модуль передачи предлагает интересную альтернативу модулю PT 600.
Технические характеристики | |
Длина хода (мм) | 600 |
| Диаметр (мм) | 68-105 |
| об / мин, макс. (1 / мин) | 600 |
| Крутящий момент, макс. | 140 |
| Скорость хода, макс.(м / мин) | 40 |
Возможны технические изменения, а также изменения конструкции и конфигурации!
PT 500k
Станок PT 500K специально разработан для позиционного хонингования, поэтому вместо него заменяется чистовое сверление без ущерба для качества чистовой обработки. Большой рабочий объем, скорость резания и оптимизированные процессы повышают производительность.
Технические характеристики | |
Длина хода (мм) | 500 |
| Диаметр (мм) | 68-105 |
| Об / мин, макс.(1 / мин) | 2.000 |
| Крутящий момент, макс. (Нм) | 90 |
| Скорость хода, макс. (м / мин) | 40 |
Возможны технические изменения, а также изменения конструкции и конфигурации!
Z 750-X LR
Новый модульный силовой агрегатhone Z позволяет выполнить весь процесс хонингования всего в одном модуле. Независимо от того, трехцилиндровый или четырехцилиндровый – эффективность и более короткое время цикла хонингования обеспечиваются благодаря трем станциям обработки.
Powertrainhone Z
Технические характеристики | |
| Требуемое пространство (Ш x Г x В) (мм) | 2600 x 3550 x 5660 |
| Вес, нетто (т) | ок. 21 |
| Примеры деталей | Блок двигателя |
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
Z 750 передача
В зависимости от требуемого размера партии, времени цикла или количества этапов обработки вариант модуля передачи является интересной альтернативой модулю Powertrainhone Z.Оптимальный доступ к шпинделям через зону непосредственного обслуживания.
Технические характеристики | |
Длина хода (мм) | 750 |
| Диаметр (мм) | 68-105 |
| об / мин, макс. (1 / мин) | 450 |
| Крутящий момент, макс. (Нм) | 190 |
| Скорость хода, макс. (м / мин) | 40 |
Возможны технические изменения, а также изменения конструкции и конфигурации!
LSR 1750-1 LR
Хонинговальный агрегат LSR (Large Scale Reaming) серии powertrainhone может использоваться как модульный станок или как интегрированное решение в транспортной линии.Горизонтальный хонинговальный агрегат обеспечивает точную и эффективную обработку отверстий кривошипа в блоках цилиндров. Приводимый в действие серводвигателем и оснащенный электромеханической системой подачи, LSR обеспечивает оптимальные результаты обработки.
Обработка отверстия кривошипа улучшает геометрическую и позиционную точность. Используемый процесс хонингования развертки отличается жесткими допусками и длительным сроком службы инструмента. Это приводит к высокой доступности процесса при низких затратах на инструмент. Хонингование является вкладом в обеспечение устойчивости двигателя внутреннего сгорания в будущем.
Модуль LSR в качестве альтернативы может быть оснащен одним или двумя хонинговальными узлами и, как вариант, дополнен устройством автоматической смены инструмента. В сочетании с соединением HSK можно гарантировать быструю смену инструмента. В целом, эта машина предлагает качество на высшем уровне.
Технические характеристики | |
| Требуемое пространство (ШxГxВ) / (мм) | 2980 x 6200 x 3250 |
| Вес, нетто (т) | ок. 22 |
| Примеры деталей | Блок двигателя |
Возможны технические изменения, а также изменения конструкции и конфигурации!
solohone
Станок предназначен для обработки отверстий диаметром от 60 до 110 мм и может быть выполнен в виде одношпиндельного станка или, при необходимости, с мощным двухшпиндельным вариантом.Блоки двигателей всех типов, а также гильзы являются основными областями применения.
Загрузить брошюру:
Solohone
Технические характеристики | Solo LV1 | Solo HV2 | |||
| Длина хода (мм) | 60090 | 60087 | Диаметр (мм) | 60-110 | 60-110 |
| Об / мин, макс. (1 / мин) | 450 | 450 | |||
| Крутящий момент, макс.(Нм) | 125 | 125 | |||
| Скорость хода, макс. (м / мин) | 30 | 30 |
Возможны технические изменения, а также изменения конструкции и конфигурации!
* Более подробную информацию о соответствующих продуктах можно найти в нашей брошюре, которая находится внизу этой страницы.
Последние разработки в области цифровых технологий
Модуль подключения Геринга (GCM) – наше решение для высокого уровня взаимодействия – в стандартной комплектации встроен в наши машины.Модуль обеспечивает безопасный и надежный доступ к вашей машине. Благодаря VPN и LTE / UMTS наша сервисная команда может предоставить удаленную поддержку в любое время. Наши клиенты сохраняют полный контроль над своими данными, а модуль можно включить или выключить в любой момент.
Точность с системой инструментов Gehring
Точность и долговечность являются отличительными чертами наших инструментальных систем. Наши инструментальные системы гарантируют высокий уровень эффективности, оптимизированные поверхности и наилучшую геометрию отверстий.
Получите прибыль от концепции инструмента Геринга, индивидуально адаптированной для каждого станка. Узнайте больше о нашей серии PT.
Абразивы
Хонинговальные бруски Diato , также являющиеся продуктом Gehring Group, содержат алмаз или нитрид бора (cBN) в качестве фактического абразивного материала. Эти кристаллы абразивного материала заключены в твердую металлическую матрицу. Выступ зерна заставляет материал подвергаться механической обработке.
Для получения подробной информации о наших режущих материалах щелкните здесь.
lifehone – Хонинговальный станок – Высокая точность
Используя наш веб-сайт, вы соглашаетесь с тем, что мы используем файлы cookie для улучшения вашего опыта работы в Интернете с помощью Gehring.
Вы используете очень устаревший браузер. Чтобы в полной мере использовать наш веб-сайт, мы рекомендуем вам обновить ваш браузер до последней версии.
lifehone – Точность в эксклюзивном дизайне
Малый диаметр отверстия часто предъявляет другие требования к технологии производства, чем большой.Необходимо решить такие проблемы, как менее благоприятное отношение длины к диаметру отверстия и меньшее доступное пространство.
Чтобы соответствовать требованиям наших клиентов, мы постоянно совершенствуем нашу машину lifehone . Строительные модули модифицированы в соответствии с требованиями рынка. Утвержденные на рынке компоненты были дополнительно оптимизированы . Мы с гордостью представляем вам экономичную машину с короткими сроками поставки и функционально продвинутыми компонентами.
Независимо от того, сконструировано ли это решение для многошпиндельного переноса для массового производства или как одношпиндельное для небольших партий – высокоточные детали с диаметром хонингования до 90 мм могут оптимально обрабатываться на соответствующем станке. отличается простотой использования и высокой производительностью, поэтому вы найдете подходящее решение для ваших требований и условий процесса.
Простое управление и оптимальные возможности конфигурации
Мы выбираем подходящий хонинговальный агрегат, исходя как из ассортимента обрабатываемой продукции, так и исходя из индивидуальных требований заказчика.Система управления хонингом Геринга позволяет точно контролировать скорость хода и точность реверса. В качестве привода хода вы можете выбрать шариковинтовую передачу или линейный двигатель.
Удобный и четко структурированный интерфейс панели оператора Gehring (GOP) , а также помощник по программе значительно упрощают работу с машиной. После ввода соответствующих данных о компонентах, материале и инструменте можно определить процесс и удаление припуска, чтобы сразу начать процесс хонингования после позиционирования соответствующих инструментов.Положение хода и все соответствующие параметры обработки рассчитываются автоматически.
Диаметр отверстия и конусность рассчитываются пневматической системой измерения и графически отображаются на дисплее управления хонингованием . По запросу могут быть установлены производственные, а также системы предварительного и последующего измерения.
Можно интегрировать процесс чистки для удаления заусенцев на краях отверстий или поперечных отверстий, образовавшихся в процессе хонингования. Кроме того, мы даем вам возможность интегрировать центробежное приложение или продувочную станцию для удаления охлаждающей жидкости с соответствующих деталей.
Ваши преимущества:
- Высокая точность и прецизионность
- Высокая эффективность хонинговальных узлов lifehone
- Простое управление благодаря помощнику программы
- Эксклюзивный дизайн в сочетании с инновационной технологией
- Конфигурационный модуль для индивидуальных вариантов
- Optimal конфигурация посредством стандартизованных сборок
- Доступен ходовой привод с линейным двигателем или шарико-винтовой парой
- Опытные знания для оптимального процесса и проектирования машин
- Полная система из одних рук
(станок, приспособление, инструменты, абразивы)
флаер
Дополнительные брошюры в Центре загрузок
Гибкий 1-шпиндельный хонинговальный центр с поворотным транспортером
Одношпиндельная версия серии Lifehone убеждает своей компактной конструкцией и малой площадью основания.В зависимости от задачи обработки и размера партии этот тип станка может быть оснащен фиксированным или поворотным столом и до 4 станций.
| Технические характеристики | Хонинговальный центр с 1 шпинделем |
|---|---|
| Требуемое пространство (Ш x Г x В) | 1400 x 2150 x 3500 мм |
| Вес | 3500 кг |
| Примеры применения | компоненты насоса, корпус, гидравлические компоненты |
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
ГИБКИЙ 2-ШПИНДЕЛЬНЫЙ Хонинговальный центр с поворотным транспортером
Этот вариант может быть реализован с одним или двумя шпинделями.Поворотные столы с макс. 8 станций позволяют проводить гидроизоляционные и второстепенные процессы. По сравнению с одношпиндельным хонинговальным центром этот вариант на 60 см шире. Два шпинделя позволяют проводить двухэтапный процесс хонингования, что сокращает время хонингования и хонингование большего количества материала.
| Технические характеристики | Двухшпиндельный хонинговальный центр |
|---|---|
| Требуемое пространство (Ш x Г x В) | 2000 x 2900 x 3500 мм |
| Вес | 3650 кг |
| Образцы для инъекций | компоненты насоса, корпус, гидравлические компоненты |
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
HONING Center for Gears
Этот станок специально разработан для обработки деталей трансмиссии, например, зубчатых колес.Встроенный захват с транспортером дает возможность переключать шестерни разного диаметра. Кроме того, пользователю требуется только одно приспособление под двумя шпинделями.
| Technische Daten | Хонинговальный центр для зубчатых колес |
|---|---|
| Требуемое пространство (Ш x Г x В) | 2000 x 2500 x 3500 мм |
| Вес | 3800 кг |
| Специально разработанные образцы применения | 90 для шестерен
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
Хонинговальный центр с внутренней стойкой
В качестве альтернативы оснащению шестигранной или восьмисторонней внутренней стойкой вы можете закрепить до 7 хонинговальных шпинделей.Благодаря этой функции мы можем гарантировать короткое время цикла и многоступенчатые процессы. Станции предварительного и последующего замера закреплены на противоположной стороне, чтобы оптимизировать внутреннее пространство машины наилучшим образом.
| Технические характеристики | Хонинговальный центр с внутренней стойкой |
|---|---|
| Требуемое пространство (ШxГxВ) | 2100 x 2400 x 3600 |
| Вес | 3500 кг |
| Примеры применения зубчатого колеса | , шестерня, компоненты ТНВД, корпус, гидравлические компоненты |
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
Горизонтальный хонинговальный центр для шестерен
Наш трехшпиндельный Lifehone хонингует детали в горизонтальном направлении.Машина загружается с поддона с помощью погрузочно-разгрузочной системы. Обычно количество заготовок на поддон составляет от 5 до 10 шестерен. Преимущество этого метода поддонов заключается в сокращении времени обработки одной детали.
| Технические характеристики | Горизонтальный хонинговальный центр для шестерен |
|---|---|
| Требуемое пространство (ШxГxВ) | 400 x 1800 x 2900 мм |
| Вес | 3650 кг |
| Примеры применения | специально для шестерен.
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
Передаточные хонинговальные станки
Передаточная конструкция серии lifehone обычно рекомендуется для решений с четырьмя и более шпинделями.В зависимости от желаемой продолжительности цикла и процесса хонингования станок спроектирован с правильным количеством шпинделей. Этот вариант также имеет смысл, когда на одной заготовке должны обрабатываться отверстия разного диаметра.
| Technische Daten | Хонинговальные станки с переносом |
|---|---|
| Требуемое пространство (Ш x Г x В) | 2300 x 3450 x 2400 мм |
| Вес | 3800 кг |
| Образцы шатунов |
Мы оставляем за собой право на технические изменения, а также изменения конструкции и конфигурации!
Обзор наших хонинговальных агрегатов
Мы выбираем подходящий хонинговальный агрегат в зависимости от конструкции детали и требуемой динамики скорости.
| Технические характеристики | L 200 | L 630 |
|---|---|---|
| Длина хода | 200 мм | 600 мм |
| Диаметр | 0,6 – 12 мм | 3-90 мм |
| Привод шпинделя | Серводвигатель | Серводвигатель |
| Об / мин, макс. | 6000 1 / мин | 4500 1 / мин |
| Крутящий момент | 15 Нм | 60 Нм |
| Ход Привод | Линейный привод | Шарико-винтовая передача |
| Скорость хода, макс. | 60 | 40 |
| Ускорение хода, макс. | 25 | 25 |
Возможны технические изменения и изменения конструкции и конфигурация!
Полный пакет для безупречных результатовСуперфинишная обработка высокоточных компонентов зависит от идеального согласования факторов, важных для процесса хонингования: хонинговального инструмента, абразивов, приспособлений, систем подачи и калибровки.Все эти элементы должны идеально сочетаться друг с другом для достижения оптимального результата. Мы поставляем вам полный пакет от абразивных материалов до станка , чтобы вы всегда получали идеальное решение для вашей области применения.
Инструментальная система Single Stone серии L специально разработана для хонингования высокоточных отверстий диаметром от 3 до 15 мм . Соединение инструмента и основание собираются методом термоусадки . Этот шарнир отличается высокой концентрической точностью (≤ 5 мкм) , а также способностью передавать высокий крутящий момент и осевые силы.
В дополнение к инструментам и абразивам мы предлагаем различные концепции автоматизации – Автоматическая загрузка или разгрузка с роботами или портал .
Что такое хонингование? Хонинговальные станки с ЧПУ, процесс, работа и определение
Хонинговальные станки – это инструменты для шлифования металла и процесса хонингования с использованием твердого инструмента или хонинговальных брусков и скоропортящихся абразивных камней для коррекции
- Диаметр
- Форма
- Обработка поверхности
- Позиционные допуски отверстий
Процесс хонингования был разработан для обеспечения идеальной геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности.Lapmaster может помочь вам изучить процесс хонингования, который может обеспечить окончательную калибровку и создать желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Зачем нужен хонинговальный станок Lapmaster?
Lapmaster может предложить рентабельный метод хонинговальной обработки для:
- Снятие приклада
- Генерация требовательна
- Допуски отверстий
- Полировка отверстий
- Обработка отверстий практически из любого материала, такого как: напыление, CGI, керамика и т. Д.
Определить процесс хонингования:
Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Хонинговальные станки Lapmaster выполняют три операции
Во-первых, это процесс удаления припуска (вертикальный хонинговальный станок), который удаляет сломанный металл и достигает основного металла.
Во-вторых, создается рисунок отделки, чтобы обеспечить наилучшую поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонинговальные бруски обеспечивают исключительно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование выполняется с помощью алмазного абразивного хонинговального инструмента с расточной оправкой.Этот тип хонинговального инструмента создает прямое, круглое и неконусное отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Поскольку размер достигается за один проход, на готовой детали нет перекрестной штриховки. Регулируемый однопроходный инструмент расширяет точильные камни конусом, аналогичным стандартным инструментам. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Когда выбирать инструмент для однопроходного хонингования Lapmaster?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, выбираются для множества применений, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Хонинговальные инструменты для больших объемов производства
- Правильный хонинговальный инструмент может снизить стоимость детали
- Сокращение времени простоя при смене хонинговального инструмента с ЧПУ
- Точность повторения для допусков размеров, таких как размер отверстия, округлость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN).
- Для постоянного удаления стружки из зоны хонингования требуется высокий расход / объем СОЖ.
- Для однопроходного хонингования можно использовать СОЖ на масляной или водной основе, хотя масло является наиболее распространенным.
Процесс хонингования за один проход ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на гильзе инструмента. Таким образом, однопроходное хонингование лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, прерывистых отверстий или отверстий небольшой длины. Он наиболее успешен (но не ограничивается только этим) при хонинговании чугуна и порошковых металлов.
Применения, в которых требуется хонингование большой длины материала, небольшие количества и / или требующие удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования.Скорее всего, для них лучше всего использовать обычное хонингование. Во многих случаях обычное хонингование может также обеспечить отличную размерную геометрию для этих типов применений.
Зачем нужны хонинговальные станки / системы Lapmaster?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Lapmaster также предлагает услуги по хонингованию (восстановлению) и модернизации бывших в употреблении станков. Мы предоставляем нашим клиентам полностью разработанные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Почему однопроходные хонинговальные станки / системы?
Линия однопроходного хонинговального / чистового станкаBarnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства меньших объемов для самых маленьких механических цехов. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства.