Хонинговальный станок Механика СК-12
Станок предназначен для точной обработки отверстий, в том числе цилиндров двигателей внутреннего сгорания любой компоновки: рядных, оппозитных, W и V-образных.
Конструкция и оснащение станка позволяет обрабатывать цилиндры в ремонтный размер как после предварительной расточки, так и сразу, прямым хонингованием, минуя расточные операции.
Хонинговальные головки спроектированы по международным стандартам, допускающим использование хонинговальных брусков всех основных мировых производителей: SUNNEN, DELAPENA, RIGERS, GOODSON.
Такой инструмент обеспечивает формирование плосковершинного микропрофиля поверхности цилиндров, что улучшает условия смазки и существенно увеличивает ресурс цилиндропоршневой группы.
Рекомендуемые корундовые хонинговальные бруски и финишные карцовочные щетки исключают высокие контактные напряжения в зоне резания, обеспечивают максимальное раскрытие зерен графита, снимают микро заусенцы, исключают прижоги и шаржирование, обеспечивают формирование поверхности, оптимальной по своим антифрикционном и противоизносным свойствам.
Станок и оснастка позволяют выполнять дополнительную антифрикционную обработку цилиндров. Латунирование или нанесение медно-графитового покрытия актуально для цилиндров спортивных и высоконагруженных моторов.
В ряде случаев возможно использование алмазных хонинговальных брусков российского производства. При необходимости наши специалисты помогут подобрать хонинговальный инструмент и режимы обработки под конкретные условия заказчика, с учетом обрабатываемого материала, необходимой производительности и требований к чистоте, микропрофилю и шероховатости поверхности.
Оснастка станка позволяет работать с отверстиями диаметром от 30 мм до 150 мм и глубиной от 80 мм до 280 мм. Обеспечивается точность изделий 0.005 мм.
Удобное крепление блока, быстрота установки, возможность наклона, регулировки по высоте, автоматическая подача брусков делают работу на станке простой и производительной.
В Механике можно пройти предварительную стажировку, обучить специалистов работе на реально работающем оборудовании, выполнить пробные операции, для ознакомления с реальными возможностями станка, инструмента и оснастки.
Мы имеем многолетний опыт интенсивной промышленной эксплуатации собственного оборудования. Мы знаем, какими должны быть инструмент и технологии хонингования, чтобы работа была эффективной и производительной. Станки производятся в России, накопленные знания, бесперебойную поддержку и снабжение расходниками наши клиенты так же получают в России, без длительного ожидания и таможенных барьеров.
Ознакомьтесь в описании с конструкцией, комплектацией и перечнем дополнительного оборудования.
Менеджер компании готов ответить на вопросы.
«Механика» предлагает купить хонинговальный станок «СК-12».Хонинговальный станок – это… Что такое Хонинговальный станок?
- Хонинговальный станок
- шлифовально-притирочный металлорежущий станок для хонингования (См.
 Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- и многошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические и автоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространены полуавтоматические Х. с. для хонингования сквозных и глухих отверстий.
Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- и многошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические и автоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространены полуавтоматические Х. с. для хонингования сквозных и глухих отверстий.
 Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- и многошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические и автоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространены полуавтоматические Х. с. для хонингования сквозных и глухих отверстий.
Хонингование). Различают Х. с.: вертикальные, горизонтльные и наклонные, одно- и многошпиндельные, для внешнего и внутреннего хонингования, универсальные, полуавтоматические и автоматические. В шпинделе Х. с. закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента Х. с. (вращательное.) создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом. Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы. Наиболее распространены полуавтоматические Х. с. для хонингования сквозных и глухих отверстий.Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Хониара
- Хонингование
Смотреть что такое “Хонинговальный станок” в других словарях:
ХОНИНГОВАЛЬНЫЙ СТАНОК — металлообр.
станок для отделки (хонпнгования) отверстий. Хонинговальная головка станка, помимо вращат., имеет возвратно поступат. движение вдоль своей оси. Обрабатываемая заготовка неподвижна. X. с. бывают общего назначения и специалнзир., одно и … Большой энциклопедический политехнический словарьМеталлорежущий станок — машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки металлорежущим инструментом (См. Металлорежущий инструмент). М. с. являются основным … Большая советская энциклопедия
Хонингование — (англ. honing, от hone хонинговать, буквально точить) Отделочная обработка в основном внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом (См. Абразивный инструмент) в виде брусков, смонтированных на… … Большая советская энциклопедия
 станок для отделки (хонпнгования) отверстий. Хонинговальная головка станка, помимо вращат., имеет возвратно поступат. движение вдоль своей оси. Обрабатываемая заготовка неподвижна. X. с. бывают общего назначения и специалнзир., одно и … Большой энциклопедический политехнический словарь
станок для отделки (хонпнгования) отверстий. Хонинговальная головка станка, помимо вращат., имеет возвратно поступат. движение вдоль своей оси. Обрабатываемая заготовка неподвижна. X. с. бывают общего назначения и специалнзир., одно и … Большой энциклопедический политехнический словарьRottler Manufacturing – H
| В начало
» Хонинговальные станки Хонинговальный программируемый станок Сравнить модели
|
 44 – 187.45mm
44 – 187.45mmВертикально-хонинговальный станок | Хонинговальная головка
Вертикально-хонинговальный станок
(станок с вертикальной хонинговальной головкой для обработки гильз цилиндров)Наряду с горизонтально-хонинговальными станками мы также производим вертикально-хонинговальные станки. Модель LH-60 является одним из наших первых вертикальных хонинговальных станков для обработки гильз цилиндров, который полностью удовлетворяет требования вертикального хонингования. Он может быть сопряжен со стандартными вертикальными хонинговальными головками (например, серия CK) и головками для однопроходного хонингования.
Модель LH-60 является одним из наших первых вертикальных хонинговальных станков для обработки гильз цилиндров, который полностью удовлетворяет требования вертикального хонингования. Он может быть сопряжен со стандартными вертикальными хонинговальными головками (например, серия CK) и головками для однопроходного хонингования.
Наша компания специализируется на разработке и производстве хонинговальных станков, хонинговальных головок (хонов), хонинговальных брусков и других сопутствующих товаров. Мы можем предоставить продукцию, изготовленную по стандартному или индивидуальному образцу, а также наиболее оптимальные решения. Для получения более подробной информации о продукции и предоставляемых услугах, пожалуйста, свяжитесь с нами.
Технические параметры| Мощность двигателя шпинделя | 2.2 кВт |
| Диапазон регулирования скорости | 90-350 об/мин |
| Мощность двигателя хода | 0. 75 кВт 75 кВт |
| Диапазон регулирования скорости | 40-80 об/мин |
| Длина хода | 0-225 мм |
| Длина отверстия | 19-203 мм |
| Максимальная нагрузка на рабочий стол | 680 кг |
| Максимальные размеры рабочего стола (Д×Ш×В) | 1168×558×673 мм |
| Мощность двигателя масляного насоса | 2.2 кВт |
| Количество хонинговального масла | 206 л |
| Источник питания | 220В, 50 Гц, 3 фазы |
| Габаритные размеры (Д×Ш×В) | 2280×1842×2198 мм |
| Вес-нетто | 861 кг |
| Масса брутто | 1134 кг |
| Цвет | Жемчужный |
Характеристики
1. Интеллектуальное управления: Рабочие параметры данного вертикально-хонинговального станка легко настраиваются благодаря тому, что станок оснащен ПЛК и сенсорным монитором, который отображает показатели в режиме реального времени.
Интеллектуальное управления: Рабочие параметры данного вертикально-хонинговального станка легко настраиваются благодаря тому, что станок оснащен ПЛК и сенсорным монитором, который отображает показатели в режиме реального времени.
2. Автоматическая подача: Во время работы хонинговальный брусок подается автоматически, что позволяет обеспечить максимальную эффективность обработки.
3. Точное управление: Управление в режиме нон-стоп или по времени отличается высокой точностью, и, как результат, повышается точность хонингования.
4. Высокая точность хонингования: Функция автоматической/ручной корректировки положения отверстия (нижнее, среднее, верхнее).
5. Широкий диапазон регулировки скорости: Шпиндель и такт используют независимый частотный преобразователь и частотно-регулируемый двигатель.
6. Усовершенствованные хонинговальные головки: Данный станок для вертикального хонингования может быть оборудован различными хонинговальными головками. Благодаря этому он подходит для обработки заготовок с различными материалами и изготовленными из различных материалов.
Благодаря этому он подходит для обработки заготовок с различными материалами и изготовленными из различных материалов.
1. Поскольку двигатель шпинделя и двигатель хода относятся к классу частотно-регулируемых двигателей, то наш вертикально-хонинговальный станок для обработки гильз цилиндров имеет функцию плавной регулировки скорости. Скорость подачи бруска и скорость хонингования может быть автоматически отрегулирована в зависимости от свойств бруска.
2. Управление в режиме нон-стоп или по времени и функция короткой остановки в трех различных положения (верхнее, среднее и нижнее) обеспечивает высокую точность управления процессом хонингования.
3. Человеко-машинный интерфейс данного оборудования делает процессы управления и настройка намного проще. Он может также отображать некоторые данные, такие как форма отверстия и угол наклона сетки.
4. Станок идет с головками с несколькими брусками и алмазными насадками.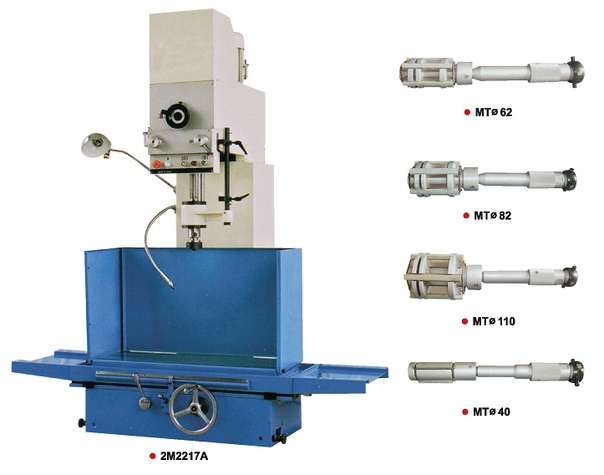 Он в полной мере соответствует требованиям, предъявляемым к размеру отверстий, форме и обработки поверхности.
Он в полной мере соответствует требованиям, предъявляемым к размеру отверстий, форме и обработки поверхности.
Хонинговальный инструмент – Энциклопедия по машиностроению XXL
Инструмент. Хонинговальный инструмент состоит из рабочей (хонинговальной) головки, несущей абразивные бруски, и штанги, соединяющей хонинговальную головку со шпинделем станка. [c.645]Конструкцию хонинговального инструмента см. в литературе [9]. [c.645]
Марка хонинговального инструмента Ra, мкм Rz, мкм Sm, мкм Rp, мкм Лтах, мкм [c.189]
Конструкция хонинговального инструмента с шарнирным креплением приведена на фиг. 430. [c.484]
Инструмент — см. также по их названиям, например, Измерительный инструмент Металлорежущий инструмент Режущий инструмент Сборочный инструмент Стальной инструмент Твердосплавный инструмент Хонинговальный инструмент
[c. 863]
863]
Хонинговальные станки — Типы 483 Хонинговальный инструмент 483 Хонингование 482 — Наладка — Примеры 485, 486 — Режимы 488 [c.885]
Конструкция хонинговального инструмента с шарнирным креплением показана на рис. 417, [c.498]
Окружная скорость хонинговального инструмента составляет [c.371]
Алмазный инструмент выпускается в форме шлифовальных и отрезных кругов, ручных и хонинговальных брусков, надфилей и паст. Шлифовальные круги в зависимости от назначения имеют различную форму (рис. 19). Шлифовальный круг конической формы ЧК является одним из самых распространенных. Он состоит из корпуса, (сталь СтЗ 20, 25 и 30 или алюминиевые сплавы АК6 и Д16) и рабочего алмазоносного слоя, толщина которого может быть равной 1,5 [c.61]
Форма отверстия выправляется более интенсивно, если при обработке конструкция инструмента обеспечивает постоянную подачу брусков за каждый двойной ход хонинговальной головки. Этим алмазное хонингование существенно отличается от обычного абразивного. Для последнего более характерен постоянный поджим брусков, фактическая подача при котором является неопределенной,
[c.70]
Этим алмазное хонингование существенно отличается от обычного абразивного. Для последнего более характерен постоянный поджим брусков, фактическая подача при котором является неопределенной,
[c.70]
До сих пор нами рассматривалась электроалмазная обработка с использованием токопроводящего инструмента, выполненного на металлической связке. Но уже последний пример, когда ток подводился не через бруски, а через корпус хонинговальной головки, показывает, что в некоторых случаях возможно применение и токонепроводящих брусков или кругов. Работа такими кругами, как показывает опыт, может оказаться более эффективной, так как при использовании токопроводящего инструмента необходимо поддерживать устойчивый контакт между ними и деталью. Равномерный подвод электролита в зону обработки оказывается во многих случаях затрудненным, как и поддержание необходимой плотности тока. Трудности возрастают при увеличении площади контакта инструмента с деталью. При применении токонепроводящих кругов это ограничение отпадает, так как круг осуществляет только съем металла. Электрохимическое растворение обеспечивается за счет тока, протекающего между деталью и специальным катодом, который может быть соединен со шлифовальной бабкой и поэтому перемещается вместе с ней, охватывая деталь. Шлифовальный круг при этом может размещаться в вырезе катода (рис. 35).
[c.87]
Электрохимическое растворение обеспечивается за счет тока, протекающего между деталью и специальным катодом, который может быть соединен со шлифовальной бабкой и поэтому перемещается вместе с ней, охватывая деталь. Шлифовальный круг при этом может размещаться в вырезе катода (рис. 35).
[c.87]
Некоторые затруднения в построении средств активного контроля размеров в процессе хонингования вызваны спецификой самого процесса обработки отверстий на хонинговальных станках. Инструмент— – хон —совершает сложное движение относительно обрабатываемой неподвижной поверхности, и положение корпуса хона относительно оси обрабатываемого отверстия не постоянно во времени. Это объясняется неравномерным износом абразивных брусков, величина смещения бывает весьма значительна. Поэтому измерительные устройства, которые встраиваются непосредственно в хонинговальную головку, должны иметь такую связь с корпусом хона, которая обеспечит самоустановку измерителя относительно обрабатываемой поверхности. [c.309]
[c.309]
В абразивной мастерской производится закрепление (заливка и балансировка) шлифовальных кругов, шлифовальных головок, наклейка хонинговальных брусков на металлические оправки, а также все работы по использованию изношенных абразивных инструментов. [c.147]
Обработка тех же материалов, что для КЧ. Для шлифования, чистовой заточки режущего инструмента. Хонинговальные и суперфинишные бруски. К36, К37—для менее ответственных работ [c.587]
Металлорежущие станки, работающие с абразивным инструментом шлифовальные, хонинговальные, заточные, абразивно-отрезные. Деревообрабатывающее оборудование (кроме токарных станков). Молоты, ковочные машины, конвейеры, рольганги, пилы и ножницы для резки металлов, краны, работающие в литейных цехах, точные формовочные машины и машины для литья под давлением 380 [c.125]
Институт сверхтвердых материалов (Киев) выпустил проспект Инструмент абразивный, порошки и пасты из синтетических алмазов . В проспект включены шлифовальные и отрезные круги, хонинговальные бруски и надфили, головки цилиндрические алмазные, насты и порошки, а также указаны габаритные размеры и область применения инструментов из синтетических алмазов.
[c.187]
В проспект включены шлифовальные и отрезные круги, хонинговальные бруски и надфили, головки цилиндрические алмазные, насты и порошки, а также указаны габаритные размеры и область применения инструментов из синтетических алмазов.
[c.187]
Бруски вращаются и одновременно перемешаются вдоль оси обрабатываемого цилиндра возвратно-поступательно. Соотношение скорости вращения и скорости поступательного движения составляет 1,5—10. Хонинговальные бруски изготавливают из электрокорунда, карбида кремния и алмаза на керамической и бакелитовой связке. Абразивный брусок в процессе обработки контактирует с обрабатываемой поверхностью, раздвигаясь в радиальных направлениях механическими, гидравлическими и пневматическими устройствами. Давление брусков на поверхность среза контролируется. Режущий инструмент хона в процессе обработки самоустанавливается по отверстию. Обрабатывают изделия с диаметром отверстий от 3 до 1000 мм и в несколько метров длиной. [c.591]
Механика процесса хонингования. Инструмент для хонингования состоит из корпуса, в котором закреплены абразивные бруски, прижимаемые пружинами к обрабатываемой поверхности. В процессе работы инструмент вращается вокруг своей оси и одновременно совершает возвратно-поступательное движение относительно неподвижной заготовки. В результате такого сложного движения на обрабатываемой поверхности остаются характерные следы абразивных зерен (рис. 11.17). Благодаря особой конструкции соединения хонинговальная головка (хон) само-устанавливается по оси отверстия. Хонингование обычно произ-
[c.289]
Инструмент для хонингования состоит из корпуса, в котором закреплены абразивные бруски, прижимаемые пружинами к обрабатываемой поверхности. В процессе работы инструмент вращается вокруг своей оси и одновременно совершает возвратно-поступательное движение относительно неподвижной заготовки. В результате такого сложного движения на обрабатываемой поверхности остаются характерные следы абразивных зерен (рис. 11.17). Благодаря особой конструкции соединения хонинговальная головка (хон) само-устанавливается по оси отверстия. Хонингование обычно произ-
[c.289]
Хонингование (шлифование брусками) является основным видом отделочной обработки отверстий. Инструмент (рис. 159) —доводочная головка (хон) — представляет собой цилиндр 4, вдоль образующих которого расположено шесть абразивных брусков 3, укрепленных на соответствующих планках 5 и соединенных попарно с радиальными стержнями 6, которые входят в соответствующие пазы головки. Внутри головки смонтирован двусторонний конический регулируемый стержень 1, с помощью которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков. Абразивные бруски соединены между собой попарно пружинами 7. Доводочную головку соединяют со шпинделем хонинговального станка шарниром,
[c.256]
Хонингование (доводку) отверстий производят для получения точных размеров и придания поверхности шероховатости высокого класса. Этот процесс осуществляется за счет снятия с обрабатываемой поверхности мельчайшей стружки при помощи абразивного или алмазного инструмента (рис. .2.3). Главное движение — вращение хонинговальной головки, вспомогательное движение — возвратно-поступательное движение хонинговальной головки. [c.358]
Для обработки отверстий применяются разнообразные типы инструментов в зависимости от назначения различных деталей и факторов технологического процесса. Самыми распространенными инструментами для обработки отверстий являются сверла, расточные инструменты, зенкеры, развертки, протяжки для внутренней обработки, шлифовальные круги, алмазные резцы, хонинговальные головки. Эти инструменты рассматриваются в соответствующих разделах. [c.357]
[c.357]
См., кроме указанных, также следующие статьи Л. Г. Э р е н к р а н ц, Конструкции хонинговальных головок, Станки и инструмент № 8, 1948, [c.496]
Зависимость параметров шероховатости обработанной поверхности гильз из чугуна СЧ21 от марки хонинговального инструмента [c.189]
Сущность хонингования заключается в том, что процесс съема металла осуществляется хонинговальным инструментом (головкой), совершающей быстрое вращательное и более медленное возвратно-поступательное движение (обычное хонингование) (рис. 15). Применяется и вибрационное хонингование, при котором хонин-говальная головка имеет дополнительные колебания. [c.37]
Операция 25 выполняется на автоматической линии МЕ444Л1 на специальных двухшпиндельных верти-кально-хонинговальных автоматах СС-311А. Базирование и зажим гильз, инструмент и условия хонингования аналогичны операции 19. Окончательно хонингование осуществляется до достижения диаметра 92+” ” мм на каждом шпинделе по командам автоматических приборов активного контроля.
[c.113]
Окончательно хонингование осуществляется до достижения диаметра 92+” ” мм на каждом шпинделе по командам автоматических приборов активного контроля.
[c.113]
Обработка тех же материалов. Отделочное н профильное шлифование, резьбошли-фование. Шлифование и заточка сложного режущего инструмента. Обработка тонкостенных деталей, а также деталей, склонных к прнжогам н имеющих большую поверхность контакта с абразивным кругом. Хонинговальные и супер-финишные бруски. Э9—для наиболее ответственных работ с высокими требованиями к чистоте поверхности [c.587]
На рис. 285 показаны схемы крепления инструмента и детали. Первая схема предусматривает жесткое крепление хонинговальной головки и плавающее крепление детали в приспособлении (рис. 285, а). Этот способ хонингования значительно упрощает конструкцию головки и не требует точного центрирования обрабатываемой детали по оси шпинделя станка. Конструкция зажимного приспособления также значительно упрощаетея, так как деталь не зажимается, а лишь ограничивается от проворота, вызываемого крутящим моментом. При плавающем положении детали почти полноетью исключаютея деформации, воз-
[c.429]
Конструкция зажимного приспособления также значительно упрощаетея, так как деталь не зажимается, а лишь ограничивается от проворота, вызываемого крутящим моментом. При плавающем положении детали почти полноетью исключаютея деформации, воз-
[c.429]При обработке тяжелых корпусных деталей или деталей с отверстиями малого диаметра и большой глубины при I d = 2,5, а также на станках с малой жесткостью шпинделя применяется шарнирное крепление хонинговальной головки на шпинделе станка и жесткое крепление обрабатываемой детали. В тех случаях, когда наладкой обеспечивается точное центрирование детали при отклонении от соосности шпинделя станка и обрабатываемого отверстия, не превышающем 0,03 — 0,05 мм, применяется одношарнирное крепление хонинговальной головки (рис. 285,в) если отклонение от соосности шпинделя и отверстия детали превышает 0,05 мм, необходимо использовать двухшарнирное крепление головки и жесткое крепление детали (рис. 285, г). Шарнирное крепление хонинговальной головки не может исключить влияния отклонения от соосности инструмента и отверстия на геометрические параметры хонингуемого отверстия. Принудительный отвод от оси шпинделя приведет к увеличению радиального давления брусков на участках входа и выхода инструмента из отверстия и ухудшению геометрических параметров обрабатываемого отверстия. Поэтому при обработке длинных и точных отверстий (гильзы, цилиндры блоков и др.) в тех случаях, когда трудно обеспечить допуск соосности шпинделя и обрабатываемого отверстия, кроме двухшарнирного крепления хонинго-
[c.430]
Принудительный отвод от оси шпинделя приведет к увеличению радиального давления брусков на участках входа и выхода инструмента из отверстия и ухудшению геометрических параметров обрабатываемого отверстия. Поэтому при обработке длинных и точных отверстий (гильзы, цилиндры блоков и др.) в тех случаях, когда трудно обеспечить допуск соосности шпинделя и обрабатываемого отверстия, кроме двухшарнирного крепления хонинго-
[c.430]
Параметры работоспособности абразивного инструмента обычно изменяются во времени. Восстановление заданной геометрической формы и режущей способности рабочей поверхности инструмента называют правкой. Необходимость в правке отпадает для тех инструментов, которые обладают самозатачиваемостью, т. е. свойством абразивного инструмента сохранять работоспособное состояние в течение всего периода эксплуатации. В режиме самозатачивания работают сегментные торцешлифовальные круги, хонинговальные и суперфинишные бруски, обдирочные круги, шлифовальные круги с определенными характеристиками и ряд других инструментов. Для большинства абразивных инструментов параметры работоспособности определяются состоянием рельефа рабочих поверхностей, отклонениями от геометрической формы и их взаимного расположения.
[c.355]
Для большинства абразивных инструментов параметры работоспособности определяются состоянием рельефа рабочих поверхностей, отклонениями от геометрической формы и их взаимного расположения.
[c.355]
Шарнирное крепление хонинговальной головки не может исключеть влияния отклонения от соосности инструмента и отверстия на геометрические параметры хонингуемого отверстия. Принудительный отвод от оси шпинделя приведет к увеличению радиального давления брусков на участках входа и выхода [c.632]
Станки, работающие абразивным инструментом, относятся к третьей группе по классификации ЭНИМСа (за исключением зубо- и резьбошлифовальиы.х станков, которые относятся к пятой группе) и включают в себя круглошлифовальные станки для наружного и внутреннего шлифования, бесцентрово-шлифовальные, нлоскошлнфовальные, специализированные шлифовальные станки, станки для заточки режущего инструмента, хонинговальные, суперфинишные, притирочные, полировальные и др. [c.363]
[c.363]
Хонинговальная головка (инструмент для машин марки SUNNEN)
Хонинговальная головка (хон) с одним бруском предназначена для обработки внутренних отверстий и улучшения качества отделки поверхности их внутренних стенок. Мы разработали несколько моделей хонинговальных головок в зависимости от размеров отверстия. Каждая головка состоит из адаптера, оправки, клина, фиксатора бруска, центрующей втулки, втулки для правки брусков и хонинговального бруска. Все эти детали собраны с особой тщательностью и приводятся в действие станком. Взаимодействуя между собой, они обрабатывают отверстия с максимальной точностью.
Все инструменты для хонингования могут использоваться в фирменных машинах SUNNEN и наших машинах
мы также поставляли OEM-сервис для некоторых брендов, если вам нужно, также свяжитесь с нами
Данная серия хонинговальных головок была разработана для хонингования отверстий с малым диаметром (минимальный диаметр: 2. 54 мм). Опираясь на наш научно-исследовательский и производственный потенциал, мы можем предложить индивидуальное производство хонов в соответствии с ТЗ заданием заказчика. Для получения более подробной информации о данном продукте, пожалуйста, свяжитесь с нами.
54 мм). Опираясь на наш научно-исследовательский и производственный потенциал, мы можем предложить индивидуальное производство хонов в соответствии с ТЗ заданием заказчика. Для получения более подробной информации о данном продукте, пожалуйста, свяжитесь с нами.
Компоненты
| 1. Адаптер | 2. Оправка | 3. Хонинговальный брусок |
| 4. Центрующая втулка | 5. Втулка для правки брусков | 6. Клин |
| 7. Центральный стержень | 8. Длина хвостовика | 9. Длина колодки |
Типы : Стандарт одиночный камень инструменты
Типичные слова: K,BL,JK,L
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 2.54-18.90 мм.
K: стандартная оправка
BL: камень длиннее K оправки
JK: длина стержня больше, чем у оправки
L: длина стержня больше, чем у оправки BL
ОБРАЗЕЦ: K3-100CH
Типичные слова: AK, JAK,BAL,AL,ATK,
Стандартные оправки для открытых отверстий. Они предназначены для разных диаметров и длин.
Они предназначены для разных диаметров и длин.
Диапазон диаметров 18,90-36 мм.
ОБРАЗЕЦ: AK20-744AH
ОБРАЗЕЦ: AK20-744UACH, у оправки есть гильдии.
Типичные слова: Y,AAY,
Стандартные оправки для открытых отверстий с ключевыми слотами. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 6,22-34,93 мм.
ОБРАЗЕЦ: Y8-245BH
Типичное слово: M
Стандартные оправки для глухих отверстий. Они предназначены для разных диаметров и длин.
Диапазон диаметров составляет 4.7-18.90 мм.
ОБРАЗЕЦ: MK6-01AH
Оправки с алмазным покрытием
Предназначен для создания долговечного направляющего башмака для увеличения срока службы оправки в некоторых приложениях для хонингования. Другим преимуществом супер-оправок является более быстрое удаление материала в труднодоступных материалах (хром, карбид). С нанесенным алмазом с бриллиантом 220 выберите подходящую стальную оправу и добавьте DX, например: K3-100CS-DX. Обратитесь в службу поддержки клиентов по цене и доступности
Обратитесь в службу поддержки клиентов по цене и доступности
Мы ежегодно поставляем стандартные инструменты. Если вы заинтересованы, пришлите нам, мы можем предоставить вам образец, чтобы проверить наше качество.
Хонинговальные инструменты (Honing tools )
Хонинговальные станки (Honing machines )
Хонинговальный станок, гидравлический 30-120 мм в Санкт-Петербурге: низкие цены, доставка
Хонинговальный станок LEV125 , предназначен для шлифовки: диаметр цилиндра 30 – 120 мм, ход инструмента по вертикали 250 мм, частота вращения шпинделя 230 – 310 – 420 об/мин.. Жесткая конструкция станка обеспечивает его прочностью, а значит – высокой точностью шлифования. Система подачи хонинг-головки при помощи поршня приводитсяв действие гидроагрегатом, а скорость подачи регулируется клапаном, что позволяет добиться оптимального шлифования. Кроме того можно выбрать ручной способ подачи головки или автоматический, а также ограничить ход. Хонинг-головка имеет три скорости вращения, что позволяетболее широко применять станок. Система быстрого зажима детали и эффективная системаохлаждения с насосом и бачком входит в состав оборудования, поставляемого в стандартной комплектации. Расточка блоков цилиндров производится хонинговальной оснасткой зажатой в шпинделе, имеющем шарообразную форму, что позволяет растачивать цилиндры, расположенные под разными углами к оси блока.
Вертикальный хонинговальный станок, особенности:
- Выдвижная хонинг головка
- Быстрый зажим
- Пульт управления
- Регулятор ограничителя хода
- Система охлаждения
- Защитный кожух
Станок LEV125, стандартная комплектация:
- Базовый шкаф
- Быстрые зажимы
- Охлаждающая система
- Защитный кожух
- Пара направляющих АС0079 (250х50х25 мм)
- Регулируемый хон LV0021 (d 30 – 90 mm)
- Набор ключей
- Инструкция
Станок хонинговальный, характеристики:
| Мощность | 1 кВт |
| Тип | для цилиндров |
| Макс. ход хонингования до | 250 мм. |
| Диаметр хонингования | 30 – 120 мм. |
| Диаметр шлиф. инструмента | 330 мм. |
| Мощность гидропривода подачи хона | 0,75 кВт |
| Скорость вращения | 230 – 310 – 420 об/мин |
Что такое хонингование? Хонинговальные станки с ЧПУ, процесс, работа и определение
Хонинговальные станки – это инструменты для шлифования металла и процесса хонингования с использованием твердого инструмента или хонинговальных брусков и скоропортящихся абразивных камней для коррекции
- Диаметр
- Форма
- Обработка поверхности
- Позиционные допуски отверстий
Процесс хонингования был разработан для обеспечения идеальной геометрии отверстия, контроля размера, окончательной обработки поверхности и структурирования поверхности.Lapmaster может помочь вам изучить процесс хонингования, который может обеспечить окончательную калибровку и создать желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Зачем нужен хонинговальный станок Lapmaster?
Lapmaster может предложить рентабельный метод хонинговальной обработки для:
- Удаление штока
- Генерация взыскания
- Допуски отверстий
- Полировка отверстий
- Обработка отверстий практически из любого материала, такого как: напыление, CGI, керамика и т. Д.
Определить процесс хонингования:
Процесс хонингования обеспечивает окончательную калибровку и создает желаемый рисунок отделки на внутренней части трубок или отверстий цилиндров. Окончательная обработка осуществляется путем насыпания абразивных камней подходящей зернистости и качества на рабочую поверхность. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Хонинговальные станки Lapmaster выполняют три операции
Во-первых, это процесс удаления припуска (вертикальный хонинговальный станок), который удаляет сломанный металл и достигает основного металла.
Во-вторых, создается рисунок отделки, чтобы обеспечить наилучшую поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонинговальные бруски обеспечивают исключительно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Хонингование за один проход выполняется с помощью алмазного абразивного хонинговального инструмента с расточной оправкой.Этот тип хонинговального инструмента производит прямое, круглое и неконусное отверстие за один проход инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Поскольку размер достигается за один проход, на готовой детали нет перекрестной штриховки. Регулируемый однопроходный инструмент расширяет хонинговальные камни конусом, аналогичным стандартным инструментам. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Поскольку размер достигается за один проход, на готовой детали нет перекрестной штриховки. Регулируемый однопроходный инструмент расширяет хонинговальные камни конусом, аналогичным стандартным инструментам. Однако камни не расширяются и не втягиваются, как при обычном хонинговании. Камни увеличиваются только до размера.Другое отличие состоит в том, что хонинговальный инструмент длиннее, чем стандартный инструмент, а суперабразивное покрытие равно длине инструмента. Однопроходный хон сужается примерно на семь дюймов и имеет окончательное сечение 2,5 дюйма. Смотрите фотографию на следующей странице. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Когда выбрать инструмент Lapmaster для однопроходного хонингования?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, выбираются для множества применений, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Хонинговальные инструменты для больших объемов производства
- Правильный хонинговальный инструмент может снизить стоимость детали
- Сокращение времени простоя при смене хонинговального инструмента с ЧПУ
- Повторяемость точности для допусков размеров, таких как размер отверстия, округлость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN)
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость / объем СОЖ
- Для однопроходного хонингования можно использовать СОЖ на масляной или водной основе, хотя масло является наиболее распространенным.
Процесс хонингования за один проход ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на гильзе инструмента. Таким образом, однопроходный процесс хонингования лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например, прерывистых отверстий или отверстий небольшой длины. Он наиболее успешен (но не ограничивается только этим) при хонинговании чугуна и порошковых металлов.
Применения, в которых требуется хонингование большой длины материала, небольшие количества и / или требующие удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования.Скорее всего, для них лучше всего использовать обычное хонингование. Во многих случаях обычное хонингование может также обеспечить отличную размерную геометрию для таких применений.
Зачем нужны хонинговальные станки / системы Lapmaster?
Barnes Stroke Honing Machines & Finishing Systems предлагает полную линейку продукции для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Lapmaster также предлагает услуги по хонингованию (восстановлению) и модернизации бывших в употреблении станков. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Lapmaster также предлагает услуги по хонингованию (восстановлению) и модернизации бывших в употреблении станков. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Почему однопроходные хонинговальные станки / системы?
Линия однопроходного хонинговального / чистового станкаBarnes подходит для различных операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства меньших объемов для самых маленьких механических цехов. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Хонингование завершилось полным кругом | Производство режущего инструмента
Когда Джозеф Саннен впервые представил современный процесс хонингования на рубеже веков, он увидел его как операцию чистовой обработки поверхности. Однако в ходе своего развития хонингование превратилось в процесс удаления материала, используемый машинистами в качестве коррекции недостаточного растачивания. Но хонингование, при котором абразивные камни вращаются на малых скоростях внутри отверстия отверстия, не позволяет эффективно удалять материал. Использование хонинговальных инструментов в качестве обрабатывающих инструментов, а не инструментов для чистовой обработки поверхности может фактически повредить металлическую поверхность.
Однако в ходе своего развития хонингование превратилось в процесс удаления материала, используемый машинистами в качестве коррекции недостаточного растачивания. Но хонингование, при котором абразивные камни вращаются на малых скоростях внутри отверстия отверстия, не позволяет эффективно удалять материал. Использование хонинговальных инструментов в качестве обрабатывающих инструментов, а не инструментов для чистовой обработки поверхности может фактически повредить металлическую поверхность.
Хонингование щеткой представляет собой возвращение к первоначальной цели хонингования. Как настоящий процесс хонингования, хонингование щеткой может улучшить качество поверхности без дополнительных повреждений.
Первые телефоны
Хонингование началось как решение проблем автомобильной промышленности с грубыми отверстиями цилиндров. Сверлильные инструменты и станки рубежа веков оставляли на стенках цилиндров поверхность стиральной доски. Поверхность не будет должным образом герметизирована с помощью поршневого кольца, что делает невозможным получение надлежащей смазки для колец и поршней. Эти несоответствия быстро изнашивали первый комплект колец двигателя, который рвался, поскольку они неоднократно сталкивались с неровностями поверхности.Как правило, кольцевые пакеты необходимо заменять после очень короткого периода обкатки.
Эти несоответствия быстро изнашивали первый комплект колец двигателя, который рвался, поскольку они неоднократно сталкивались с неровностями поверхности.Как правило, кольцевые пакеты необходимо заменять после очень короткого периода обкатки.
Рис. 1. Пик на поверхности стенки цилиндра разрушает масляную смазочную пленку, что приводит к контакту металла с металлом, когда поршневое кольцо проходит над этой точкой.
Грубо расточенные стенки цилиндра также так сильно истирали юбки поршней, что их требовалось исправить. Повреждение вызвано металлическим загрязнением кольцевого тракта. Когда поршень совершал возвратно-поступательное движение в канале ствола, пакет колец отрывал микроскопические выступы неровностей на стенке цилиндра.Эти ослабленные металлические детали испортили подачу масла, засорили кольцевые подшипники, засорились фильтры и вызвали вертикальные задиры на стенках цилиндров. Это общее загрязнение привело к потертости юбок поршней. Второй причиной задиров была плохая смазка, вызванная микроскопическими пиками до того, как они были сглажены кольцевым пакетом. Более высокие пики разрушили пленку смазки, покрывающую стенку цилиндра (рис. 1). Когда поршень сталкивался с этими пустотами в верхней и нижней части своего хода – где скорость движения кольца была самой низкой, – возникал контакт металла с металлом.
Второй причиной задиров была плохая смазка, вызванная микроскопическими пиками до того, как они были сглажены кольцевым пакетом. Более высокие пики разрушили пленку смазки, покрывающую стенку цилиндра (рис. 1). Когда поршень сталкивался с этими пустотами в верхней и нижней части своего хода – где скорость движения кольца была самой низкой, – возникал контакт металла с металлом.
Короткий срок службы колец, задиры на юбке поршня и эрозия отверстия, которые были неизбежными результатами возвратно-поступательного движения поршней внутри неровных отверстий, привели к тому, что двигатели потребляли избыточное масло и были в целом гораздо менее эффективными, чем двигатели, построенные сегодня. Первым владельцам автомобилей приходилось мириться с двигателями, которые сжигали слишком много топлива, вырабатывали слишком мало лошадиных сил и в целом работали плохо.
До начала процесса хонингования Sunnen единственным документированным методом, использованным автопроизводителем для сглаживания поверхности стенки цилиндра, была операция, производимая компанией Winton Motor Co.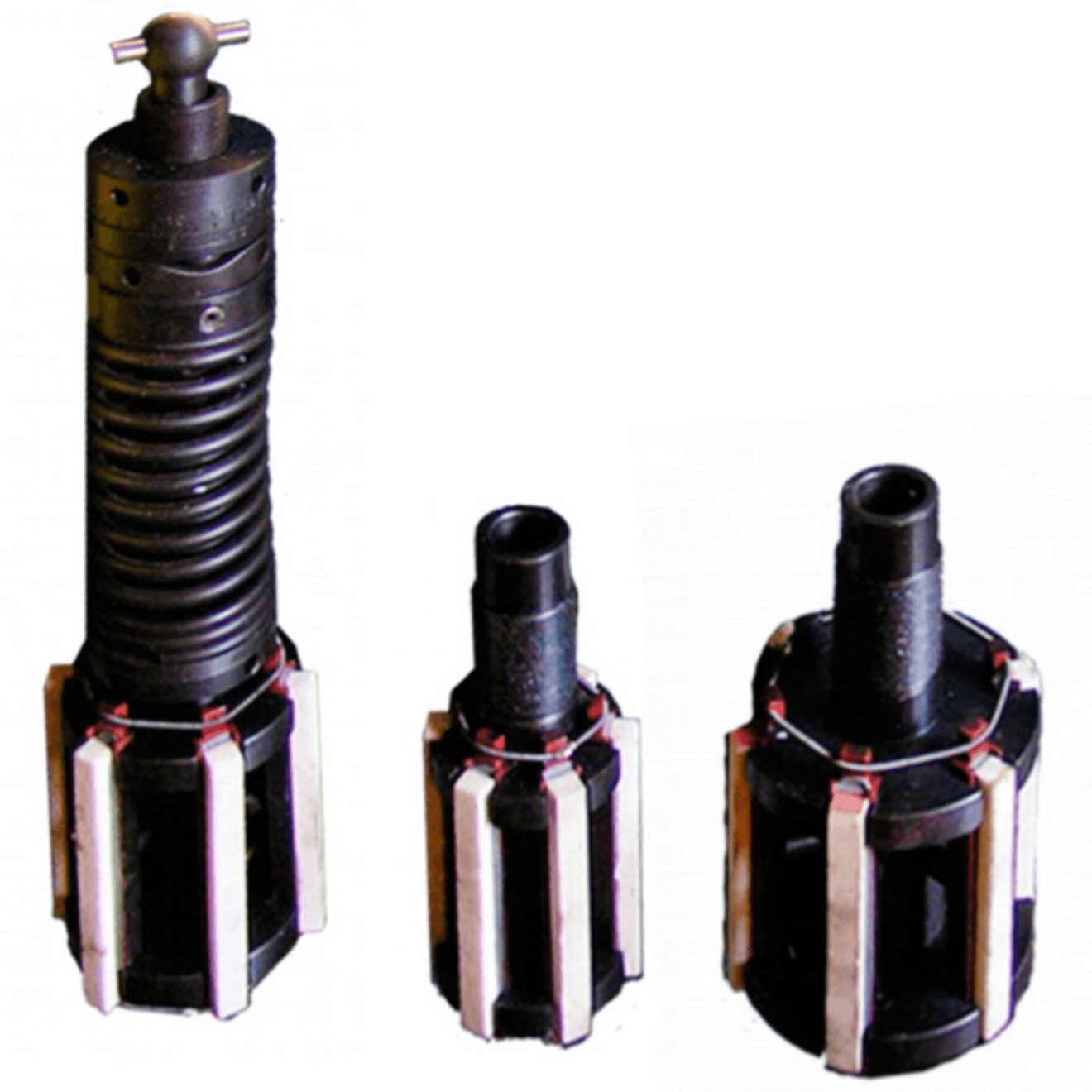 пытался. Машинисты Winton адаптировали технику, которая использовалась для сверления отверстий меньшего диаметра. Чтобы удалить неровности поверхности, механики протолкнули через отверстие стальные шарики, изготовленные из качественной шарикоподшипниковой стали. Шары, которые были на 0,002–0,003 дюйма больше, чем отверстия цилиндра, полировали поверхность при прохождении через них.
пытался. Машинисты Winton адаптировали технику, которая использовалась для сверления отверстий меньшего диаметра. Чтобы удалить неровности поверхности, механики протолкнули через отверстие стальные шарики, изготовленные из качественной шарикоподшипниковой стали. Шары, которые были на 0,002–0,003 дюйма больше, чем отверстия цилиндра, полировали поверхность при прохождении через них.
Процесс, известный сегодня как баллизация, до сих пор используется не только для обработки отверстий цилиндров, но и для других целей. Но на ранней стадии автомобилестроения баллизация оказалась недостаточной. Несоответствия в расточенных цилиндрах приводили к чрезмерному контактному давлению, которое в некоторых случаях было достаточно большим, чтобы расколоть стенки цилиндра.Кроме того,
шаров загрязнили стенки захваченным материалом, который они измельчили и вдавили в поверхность.
Когда Sunnen предложила более эффективную альтернативу, автомобильная промышленность полностью приняла ее. В процессе хонингования Sunnen использовались абразивные камни, вставленные в хонинговальную головку. Головка вращалась внутри отверстия с помощью ручного электроинструмента или сверлильного станка, в то время как оператор совершал возвратно-поступательное движение головки вручную.
В процессе хонингования Sunnen использовались абразивные камни, вставленные в хонинговальную головку. Головка вращалась внутри отверстия с помощью ручного электроинструмента или сверлильного станка, в то время как оператор совершал возвратно-поступательное движение головки вручную.
Хонинговальные инструменты изначально были гибкими. Камни прижимались к заготовке с помощью пружинных узлов, которые позволяли абразивным материалам повторять существующую геометрическую форму отверстия.Удаление материала было минимальным, от 0,0001 до 0,0020 дюйма. С помощью хонингования машинисты могли добиться шероховатости поверхности около 24 Ra.
Рис. 2. Раннее хонингование, при котором на твердые камни применялось лишь небольшое давление, не могло помешать камням перекрывать высокие точки на поверхности заготовки.
Автопроизводители рассматривали хонинговальную технологию как процесс, позволяющий модифицировать поверхность отверстия без существенного изменения его геометрической формы или размеров. Из-за гибкого крепления абразивных камней хонинговальный инструмент оказывал небольшое давление в точках контакта камней со стенкой цилиндра. Легкое прикосновение к инструменту позволило ему сгладить поверхность без дальнейшего повреждения. Однако камни были склонны преодолевать углубления на поверхности (рис. 2). В результате текстуры шлифованной поверхности не имели однородности.
Из-за гибкого крепления абразивных камней хонинговальный инструмент оказывал небольшое давление в точках контакта камней со стенкой цилиндра. Легкое прикосновение к инструменту позволило ему сгладить поверхность без дальнейшего повреждения. Однако камни были склонны преодолевать углубления на поверхности (рис. 2). В результате текстуры шлифованной поверхности не имели однородности.
Хонингование превращается в обработку
По мере развития хонингования автопроизводители увидели возможность расширить свою роль в производственном процессе.Поскольку детали хонинговались после того, как они были расточены, машинисты начали использовать хонингование как способ исправить проблемы, возникающие в процессе растачивания. Это включало удаление материала, а для этого станочникам требовалось более жесткое хонингование. Камни были сконструированы с помощью винтов с ручным управлением, чтобы оказывать давление на камни. Эти механизмы были заменены сначала системами автоматического механического расширения, а затем гидравлическими системами. На каждом этапе требовались все более твердые и связанные камни, которые не разрушались бы при приложении давления.
На каждом этапе требовались все более твердые и связанные камни, которые не разрушались бы при приложении давления.
Этот путь развития превратил хонингование в очень дорогостоящий процесс удаления припусков. Современные хонинговальные инструменты – это точные, хорошо сконструированные инструменты высокого давления, в которых используются высокотехнологичные суперабразивы на металлической связке. Эти инструменты варьируются от однопроходных хонинговальных инструментов, способных обрабатывать отверстия размером от 0,125 дюйма до гигантских хонинговальных инструментов, которые могут обрабатывать отверстия размером до 36 дюймов.
Однако у этого увеличения возможностей есть обратная сторона. В процессе удаления материала эти инструменты могут нанести значительный ущерб.Относительно низкие скорости скольжения инструментов в сочетании с высоким давлением приводят к образованию разрывов и складок рабочего материала и образования сети микротрещин. Размер и дисперсия этих изъянов зависят от материала. Например, при хонинговании чугун вырывается на глубину 2 мкдюйма. и складывается на участках размером 4 мкдюйма. квадрат. Пользователь может в некоторой степени контролировать это повреждение за счет снижения давления и включения большего количества проходов искры. Камень с более мягким и гибким связующим материалом не будет так сильно разрывать материал, потому что он режет более свободно и удаляет меньше материала.Однако эти корректирующие меры также усложняют процесс управления и делают его более трудоемким.
Охлаждение и смазка материалов, обрабатываемых современными более жесткими камнями, – еще одна проблема. Ствол должен быть заполнен специально разработанными сульфонированными нефтехимическими продуктами. Без этих жидкостей низкая скорость процесса и постоянный контакт имеют тенденцию загружать камни. Сера используется из-за ее способности инкапсулировать частицы удаленного материала и предотвращать их связывание с матрицей камня.Хотя эти охлаждающие и смазочные материалы выполняют свою работу, утилизация опасных химикатов может быть сложной и дорогостоящей. Их повторное воздействие может привести к дерматологическим проблемам у операторов, которым приходится работать с жидкостями изо дня в день. В результате этих забот об окружающей среде и безопасности производители охлаждающих жидкостей должны разработать целое новое семейство водорастворимых химикатов для удовлетворения потребностей этой конкретной операции.
Их повторное воздействие может привести к дерматологическим проблемам у операторов, которым приходится работать с жидкостями изо дня в день. В результате этих забот об окружающей среде и безопасности производители охлаждающих жидкостей должны разработать целое новое семейство водорастворимых химикатов для удовлетворения потребностей этой конкретной операции.
Хонингование щеткой заполняет потребность
Рис. 3. При правильном хонинговании удаляются только выступы на поверхности заготовки.На этих двух рисунках показана шероховатость поверхности на заданной оценочной длине (L) до и после хонингования.
Несмотря на то, что металлообрабатывающая промышленность отошла от хонингования при низком давлении, потребность в этом типе операций все еще существует. Жесткое хонингование типа, разработанного Sunnen, может уменьшить отклонения в размерах, вызванные некачественными процессами обработки на начальном этапе. А хонингование может улучшить качество обработки поверхности и добиться однородности, исправляя микротрещины, вызванные другими операциями обработки. Но хонингование дает эти преимущества только в том случае, если оно не используется в качестве процесса обработки. Хонингование никогда не должно удалять больше, чем микроскопические пики выше средней линии на поверхности следа, и никогда не должно резать глубже, чем несколько микродюймов. На рисунке 3 показано, как хонингование при правильном выполнении может изменить поверхность, которая демонстрирует случайное распределение амплитуды по оценочной длине (L). На верхнем рисунке показана неотшлифованная поверхность с шероховатыми и неровными выступами поверхности. На нижнем рисунке показана та же поверхность после удаления этих выступов хонингованием.Если бы этот участок с отшлифованными выступами на поверхности был частью стенки цилиндра, это обеспечило бы больший несущий контакт с пакетом поршневых колец и способствовало бы улучшенному удержанию масла. Когда сравниваются отношения подшипников поверхности до и после хонингования щеткой, соотношение после хонингования показывает, что большая часть поверхности находится близко к пиковому уровню поверхности.
Но хонингование дает эти преимущества только в том случае, если оно не используется в качестве процесса обработки. Хонингование никогда не должно удалять больше, чем микроскопические пики выше средней линии на поверхности следа, и никогда не должно резать глубже, чем несколько микродюймов. На рисунке 3 показано, как хонингование при правильном выполнении может изменить поверхность, которая демонстрирует случайное распределение амплитуды по оценочной длине (L). На верхнем рисунке показана неотшлифованная поверхность с шероховатыми и неровными выступами поверхности. На нижнем рисунке показана та же поверхность после удаления этих выступов хонингованием.Если бы этот участок с отшлифованными выступами на поверхности был частью стенки цилиндра, это обеспечило бы больший несущий контакт с пакетом поршневых колец и способствовало бы улучшенному удержанию масла. Когда сравниваются отношения подшипников поверхности до и после хонингования щеткой, соотношение после хонингования показывает, что большая часть поверхности находится близко к пиковому уровню поверхности. Кривая передаточного отношения подшипника характеризует поверхность путем сравнения длины материала поверхности подшипника на заданной глубине в профиле с оценочной длиной.
Кривая передаточного отношения подшипника характеризует поверхность путем сравнения длины материала поверхности подшипника на заданной глубине в профиле с оценочной длиной.
Хонингование щеткой – это процесс, позволяющий улучшить качество поверхности без удаления излишков материала или повреждения поверхности заготовки. Хоники для кистей напоминают кисти. Их нейлоновые нити удерживают абразив, который составляет до 40% хонинговального материала. Производители щеточных шлифовальных машин поставляют инструменты с абразивом из Al2O3, SiC, CBN или алмазным абразивом, заделанным в нейлоновую матрицу. Щетки обычно продаются как вставки для установки в корпус инструмента, аналогичный стандартной расточной головке с несколькими пластинами.Пакет пластин позволяет заточить более 20 000 отверстий при давлении инструмента 40 фунтов на квадратный дюйм.
Пользователи, которые привыкли к стандартному хонингованию под высоким давлением, обнаружат, что процесс хонингования значительно отличается. Абразив наносится на поверхность в гибкой среде, состоящей из множества дискретных элементов. Инструмент работает с гораздо более низким давлением, хотя потребляемая мощность примерно на 10% выше, чем при хонинговании под высоким давлением. В отличие от обычного хонинговального камня, элементы щеточного хонинговального камня могут действовать на поверхность независимо.Это позволяет избежать образования перемычек, давая щетке возможность шлифовать поверхность, при этом сохраняя при этом любые небольшие углубления и выступы (Рисунок 4).
Абразив наносится на поверхность в гибкой среде, состоящей из множества дискретных элементов. Инструмент работает с гораздо более низким давлением, хотя потребляемая мощность примерно на 10% выше, чем при хонинговании под высоким давлением. В отличие от обычного хонинговального камня, элементы щеточного хонинговального камня могут действовать на поверхность независимо.Это позволяет избежать образования перемычек, давая щетке возможность шлифовать поверхность, при этом сохраняя при этом любые небольшие углубления и выступы (Рисунок 4).
Рис. 4. Обычный жесткий хонинговальный брус не может достичь низких участков поверхности без удаления относительно большого количества материала. Однако гибкие элементы щеточного хонинговального станка могут достигать и шлифовать эти области с минимальным снятием припуска.
Хонингование щеткой решает задачу, для которой было разработано хонингование.Он уменьшает выступы на поверхности и удаляет порванный и складчатый материал, оставшийся в результате других процессов. Шлифованные щеткой поверхности с шероховатостью от 5 до 6 Ra могут быть стабильно получены.
Шлифованные щеткой поверхности с шероховатостью от 5 до 6 Ra могут быть стабильно получены.
Хотя основными пользователями щеточных шлифовальных машин являются производители автомобилей и двигателей, эта технология может быть интегрирована в широкий спектр приложений. Для гибких инструментов требуются меньшие по размеру и менее жесткие станки, чем для хонинговальных станков высокого давления. На высокопроизводительных предприятиях используются инструменты на автоматизированных линиях. Некоторые магазины могут использовать станки, специально разработанные для щеточного хонингования, но даже расточные станки могут быть адаптированы для щеточного хонингования с помощью специально разработанных инструментов и держателей.
Требуется качественное растачивание
Чтобы хонингование кистью дало удовлетворительные результаты, пользователи должны помнить, что процесс не предназначен для исправления недостатков в предшествующих процессах. Операторы, контролирующие процесс растачивания, должны понимать фундаментальную механику и динамику процесса обработки, чтобы избежать вибрации и производить отверстия с достаточно точной обработкой поверхности, размерами и формами.
|
Процесс растачивания характеризуется рядом независимых и зависимых переменных (Рисунок 5). Качество обработки поверхности, размерный размер, округлость и цилиндричность отверстия зависят от переменных, которые указывают на состояние процесса и на которые влияют управляющие переменные. С механической точки зрения обработка – это процесс резки, в результате которого образуется стружка.Стружка может быть непрерывной, зубчатой или прерывистой, либо на инструменте может быть нарост. Тип микросхемы, которую формирует процесс, часто является хорошим индикатором состояния процесса.
Качество обработки поверхности, размерный размер, округлость и цилиндричность отверстия зависят от переменных, которые указывают на состояние процесса и на которые влияют управляющие переменные. С механической точки зрения обработка – это процесс резки, в результате которого образуется стружка.Стружка может быть непрерывной, зубчатой или прерывистой, либо на инструменте может быть нарост. Тип микросхемы, которую формирует процесс, часто является хорошим индикатором состояния процесса.
Рис. 6. Напряжения сжатия и сдвига, возникающие в процессе резания, определяют тип создаваемой стружки.
На рисунке 6 показана упрощенная ортогональная обработка и напряжения, которые создает процесс резания. Инструмент, перемещающийся относительно заготовки, создает сжимающие и касательные напряжения в зонах первичного сдвига (ps) и вторичного сдвига (sz).Эти напряжения вызывают концентрацию возникающего сдвига в наклонной (Ø) плоскости сдвига (sp). Они также заставляют стружку стекать по передней поверхности инструмента. Это действие показано на рисунке 6 на инструменте с положительным передним углом (а). Толщина стружки (tc) отличается от DOC (толщины t), измеренной в направлении подачи, из-за сжатия стружки.
Они также заставляют стружку стекать по передней поверхности инструмента. Это действие показано на рисунке 6 на инструменте с положительным передним углом (а). Толщина стружки (tc) отличается от DOC (толщины t), измеренной в направлении подачи, из-за сжатия стружки.
Независимые переменные процесса растачивания напрямую влияют на стружкообразование. Результирующая сила резания часто описывается ее компонентами, которыми являются тангенциальная сила и сила подачи или нормальная сила и сила трения.В процессе резания между инструментом и заготовкой действуют силы реакции, вызывающие относительное смещение. Связанная взаимосвязь между реакцией конструкции станка и условиями резания приводит к механизму обратной связи и модуляции процесса, присущим динамическому процессу обработки.
Динамический отклик обрабатывающей системы проявляется как вибрация. Есть три формы вибрации. Оператор должен уметь определять, какой тип вибрации влияет на процесс, и понимать ее динамику, чтобы правильно корректировать и контролировать размер и форму отверстия.
В качестве простой иллюстрации рассмотрим все компоненты системы обработки – заготовку, приспособление и станок – как жесткие по сравнению с гибкостью расточного инструмента, и представьте, что существует только один значительный или доминирующий вид вибрации. влияя на эту систему.
Свободная вибрация – это один из типов вибрации, которую может испытывать система. Это реакция инструмента на начальные условия, когда на него не действует внешняя сила. Во время периода без резания при прерывистой обработке сила резания устраняется, и инструмент возвращается в исходное положение из отклоненного положения.Аналогичное поведение происходит после внезапного смещения инструмента, когда он подходит к концу прерывания поверхности и снова начинает резку заготовки. Учитывая структурное демпфирование, которое присутствует во всех физических системах, если процесс обработки является стабильным, амплитуда вибрации со временем будет уменьшаться, хотя частота или период останутся на собственной частоте системы. Эффекты свободной вибрации можно увидеть во время расточки двухтактных двигателей, когда инструмент входит и выходит из переходных отверстий или через впускные и выпускные отверстия.Полученные поверхности часто занижены из-за перерывов в направлении обработки, а отверстие имеет неправильную форму.
Другой вид вибрации – это вынужденная вибрация. Это реакция системы на периодическое возбуждение, и оно происходит с той же частотой, что и возбуждение. Амплитуда вынужденной вибрации постоянна (не уменьшается и не увеличивается) с течением времени, при условии, что величина возбуждения остается фиксированной. Типичным примером вынужденной вибрации является радиальное смещение инструмента в определенном направлении, которое происходит, когда дисбаланс инструмента приводит к силе встряхивания при вращении инструмента.Этот дисбаланс вызовет периодическую силу, возникающую один раз за оборот. Величина силы будет связана со скоростью вращения в квадрате. Расточный инструмент, который подвергается воздействию этой силы, будет демонстрировать максимальное смещение до того, как на него будут воздействовать какие-либо силы резания. Это смещение часто приводит к увеличению размера участка, в котором инструмент входит в отверстие. Эта проблема характеризуется конусностью или раструбом.
Самовозбуждающаяся вибрация может возникать, когда в процессе обработки есть обратная связь.Самовозбуждающаяся система способна модулировать постоянную входную силу (такую как сила резания в высокостабильном процессе обработки, при котором образуется непрерывная стружка) в периодически изменяющуюся реакцию. Амплитуда отклика может уменьшаться (указывая на стабильную систему), оставаться постоянной (незначительно стабильная система) или увеличиваться (нестабильная система) со временем. Дребезжание – это пример самовозбуждающейся вибрации. Это часто является проблемой, когда стабильная, хорошо подготовленная операция чернового растачивания отливки внезапно начинает страдать от шума и вибрации.Поскольку ширина резания является основным фактором усиления при обработке, где вибрация является проблемой, возникновение вибрации во время расточки отливки может быть связано с увеличением радиального DOC из-за угла уклона.
Измеряя вибрационный отклик обрабатывающей системы, оператор или инженер-технолог может установить пределы стабильности процесса, определить причину различных нежелательных условий обработки, указать оптимальные условия резания и, при необходимости, использовать специально настроенный инструмент или амортизаторы.Микротрещина обработанной поверхности, которая также связана с относительным уровнем вибрации, может быть уменьшена за счет достижения очень стабильного процесса обработки.
Оператор может управлять силами резания, выбирая геометрию обработки, которая ограничивает деформацию заготовки, особенно когда заготовка имеет тонкие стенки. Круглость и прямолинейность отверстия будет улучшена за счет использования инструмента, который эффективно сбалансирован несколькими режущими кромками.
Следует отметить, что на стабильность процесса обработки влияет совокупная ширина реза, просуммированная по всем зацепленным кромкам.Когда в результате правильного процесса появляются вариации размеров, особое внимание следует уделять очень тонким чистовым пропилам. По мере того, как DOC уменьшается, становясь малым по сравнению с радиусом конца инструмента, эффективный передний угол может изменяться от положительного до 0 или даже становиться отрицательным. В результате мертвая зона становится значительной и может привести к нарастанию кромок, плохому качеству поверхности, включая рваный и складчатый материал, увеличению усилий вспашки (отталкивание и деформация детали) и сжатию материала заготовки (частичное упругое расширение на рельефная поверхность, повышенное трение и разброс размеров).
Если операторы соблюдают правильные принципы обработки, они могут производить просверленные отверстия, которые не нужно исправлять жесткой операцией хонингования под высоким давлением. Например, один производитель алюминиевых цилиндров для двухтактных двигателей смог полностью отказаться от операции хонингования под высоким давлением за счет точной настройки операции расточки. Несмотря на то, что стенка цилиндра была прервана впускным, выпускным и передаточным отверстиями, производитель смог изготовить высококачественное отверстие. Благодаря тщательному подбору инструмента и параметров операторами внутреннего сечения цилиндры были получены с максимальным допуском овальности 0.0003 “и Cpk 1,33 перед хонингованием. Типичные значения округлости в области перемещения кольца цилиндра были в пределах 100 мкдюймов, прямолинейность отверстия приближалась к пределу регулятора 40 мкдюймов, а шероховатость поверхности находилась в диапазоне от 9 до 20 Ra. Однажды производитель использовал обычные инструменты для хонингования под высоким давлением, чтобы заточить отверстия до нужного размера и формы после того, как они были никелированы, но с обновленным процессом растачивания производитель обнаружил, что обычное хонингование не требуется.Все, что использовалось, – это хонингование щеткой на некоторых моделях цилиндров.
Об авторе
Гай Кармайкл – президент Carmichael Enterprises Inc., Олмстед Тауншип, Огайо. Эллиот Стерн – президент Design & Manufacturing Solutions Inc., Лутц, Флорида.
Хонингование считается эффективным, но недостаточно используемым процессом чистовой обработки
Хонингование, шлифование и притирка являются основными процессами чистовой обработки, используемыми в большинстве цехов, а хонингование может быть наиболее эффективным и недостаточно используемым из трех операций.
Хонингование позволяет удалить материал с детали за счет абразивного истирания. Как и при шлифовании, при хонинговании используются оксид алюминия, CBN, алмаз и другие абразивные материалы для создания режущего действия. Абразивы для хонингования – опять же, как шлифование – обычно имеют твердую форму, обычно называемую «камнями», а хонингование обычно включает в себя несколько бугорков, полностью контактирующих с поверхностью заготовки.
В отличие от шлифования, хонингование выполняется при относительно низких скоростях резания. Скорости резания для шлифования начинаются примерно с 5000 футов в минуту (1524 м / мин.) и идите вверх. Хонингование, с другой стороны, выполняется на гораздо более низких скоростях резания, начиная примерно с 65 sfm (19,8 м / мин).
Двигатель отремонтирован с использованием автоматической хонинговки цилиндров Sunnen CV-616.
Изображение любезно предоставлено компанией Galloway Engine Reconditioning.
Хонингование Скорость съема материала эквивалентна или выше, чем при шлифовании, и, как и большинство операций шлифования, операции хонингования лучше всего подходят для точного удаления небольших количеств материала.
Принятие формы
Хонингование в промышленности почти всегда связано с цилиндрическими формами, такими как двигатель и гидроцилиндры. Хонингование – желательный процесс отделки для этих типов изделий по нескольким причинам. Во-первых, хонингование обеспечивает очень тонкую чистоту поверхности, которую можно получить только абразивным способом. Хонингованные поверхности также имеют отчетливую штриховку, которая эффективно удерживает смазку, но не обеспечивает путь утечки жидкости под давлением.
Гидравлические цилиндры – это пример обычного элемента, функциональность которого определяется хонингованием. На предыдущей должности я работал на производителя, который производил гидравлические насосы и двигатели для самолетов. Эти насосы работали при высоком давлении, достигающем 5000 фунтов на квадратный дюйм (345 бар), и имели вращающиеся поршни переменного рабочего объема. Внутренне роторно-поршневые насосы напоминают цилиндр старого западного пистолета. Главный цилиндр имеет ряд отверстий, равномерно расположенных по периферии.Когда цилиндр вращается, поршни входят и выходят, создавая перекачивающее действие.
Хонингование производилось вручную на небольших горизонтальных станках. Для правильной работы насоса требовалось, чтобы поршни и цилиндры прилегали очень близко друг к другу, чтобы масло не могло протекать между поршнем и отверстием, снижая производительность. Мастера, выполнявшие операцию хонингования, могли удерживать размеры отверстий в пределах диапазона допуска 0,0002 дюйма (0,051 мм). Эффективное создание таких посадок с помощью любых других средств было бы непрактично.
Прямые и круглые
Хонингование также может помочь исправить некоторые геометрические проблемы, оставшиеся от предыдущих операций обработки. Хонинговальные инструменты имеют несколько камней, которые выдвигаются наружу расширяющимся телом. Хонинговальные бруски также имеют большую длину по отношению к диаметру отверстия, что придает им значительное зацепление с отверстием.
Благодаря расширяющейся конструкции и большому зажиму инструмента хонинговальный инструмент самоцентрируется, даже если отверстие не совсем круглое. Следовательно, хонингование может создавать очень прямые и круглые отверстия, даже если деталь очень длинная или имеется значительный вылет инструмента.
Трудно точно определить диаметр отверстия менее 1 дюйма (25,4 мм) при высоком отношении длины к глубине. Растачивание – это один из вариантов. Растачивание отверстий менее 1 дюйма требует большого терпения и внимания к деталям. Небольшие инструменты могут легко отклоняться, что приводит к некачественным диаметрам и геометрии отверстий, а размер удержания при растачивании глубоких отверстий в закаленном материале экспоненциально сложнее.
Хонинговальный станок со сферическими зубчатыми колесами Gleason-Hurth 150SPH-L предназначен для чистовой обработки дисковых и валковых деталей
.Изображение любезно предоставлено Gleason Corp.
Хонингование, однако, позволяет быстро и точно определять размеры небольших диаметров, преодолевая трудности, связанные с глубиной и твердостью.
Хонингование также легко выполнять при ремонте вне механического цеха. Хонинговальные инструменты могут приводиться в движение электродвигателями для сверления, которые очень распространены и относительно недороги. Портативность инструментов делает хонингование хорошим решением для калибровки отверстий в полевых условиях. Хонингование настолько распространено при ремонте турбин, что наша компания предлагает инструменты для бурения различных размеров вместе с необходимыми камнями в переносных инструментах для рабочих.
Другие приложения
Помимо чистовой обработки цилиндров и отверстий, существуют и другие виды хонингования. Зубья шестерни, например, также можно затачивать. Хонингование становится все более распространенным в производстве автомобильных зубчатых колес, поскольку оно обеспечивает характеристики, обеспечивающие более тихие передачи при одновременном увеличении срока службы зубчатых передач.
При хонинговании шестерни, в отличие от цилиндрического хонингования, камень, который напоминает стандартный шлифовальный круг с геометрией зуба шестерни, правится или формуется в поверхность круга.И шестерня, и инструмент вращаются, тем самым моделируя взаимосвязь, которая будет существовать, когда шестерня работает.
Из-за этого взаимодействия абразивная резка достигается на боковых сторонах зуба шестерни со скоростью резания, меньшей по сравнению со шлифованием.
Это хорошо, потому что жар при шлифовании может повредить зубья шестерни. Зоны термического влияния, которые образуются во время шлифования, часто выглядят как обесцвеченные участки вокруг углов и краев, где недостаточно материала для рассеивания тепла.Эти области более подвержены сбоям и поэтому нежелательны. Поскольку хонингование выполняется на более низкой скорости резания, выделяется меньше тепла. Это устраняет проблемы, связанные с нагревом, связанные со шлифованием.
Хонингование зубчатого колеса также придает очень чистую поверхность боковой поверхности зуба, что снижает шум зубчатого колеса. Многие производители автомобильных трансмиссий обратились к хонингованию, потому что шум шестерен более выражен в более тихих электрических и гибридных транспортных средствах. Хонингование также улучшает геометрию детали, что улучшает характеристики износа.
Затраты на хонингование могут быть низкими в зависимости от области применения. Подержанные машины, подобные тем, которые используются для производства аэрокосмических компонентов, произведенных моим бывшим сотрудником, можно купить менее чем за 2500 долларов. Камни, оправки и другие инструменты доступны во многих источниках, в том числе в Интернете.
Как и на другие станки, затраты могут быстро расти по мере увеличения размера станка или добавления автоматизации. Однако затраты, связанные с хонингованием, останутся низкими по сравнению с аналогичными процессами обработки.
PCC Energy Group – Техас Хонинг
Качество обслуживания – наша основная цель
Для специализированных работ по механической обработке трудно сравниться с качеством и услугами, предоставляемыми Texas Honing, Inc.
Tap Texas Honing Inc. для любых работ, требующих сверления, хонингования, расточки, токарной обработки, правки, трепанации, резки, полировки или специализированных услуг по механической обработке.
Предлагаем услуги «под ключ», от сырья до готовой продукции. И мы готовы справиться с чем угодно, будь то весь проект или всего одна обработка.
Мы оттачиваем свои навыки более 60 лет. И за это время мы настраивали и совершенствовали наше оборудование и процессы, чтобы быстро и эффективно решать даже самые уникальные задачи. Благодаря трем объектам, рассчитанным на высокую пропускную способность, мы не имеем себе равных в нашей способности выполнять точные работы в срок.
Не нужно копать глубоко, чтобы понять, почему мы лучший выбор.
О нас
В THI мы создали превосходную команду, чтобы оказывать нашим клиентам максимальную поддержку.Мы предлагаем вам единую специализированную точку контакта, способную удовлетворить все ваши потребности. Наши автоматизированные системы позволяют отслеживать ваши отдельные вакансии в Интернете, включая предполагаемые даты доставки для каждой из них.
THI имеет полный штат самых опытных и уважаемых членов команды в отрасли. Наши штатные инженеры по-прежнему позволяют нам предоставлять высококачественные и своевременные услуги с добавленной стоимостью. Наши операторы машин имеют средний стаж работы 12 лет, что дает нам беспрецедентную последовательность в отношениях с нашими клиентами и предоставляемыми услугами.
Наши современные программы планирования и отслеживания работ гарантируют, что каждый заказ хорошо скоординирован и эффективно выполнен. Исторические данные за десятилетия производства позволяют нам продолжать улучшать услуги, предоставляемые нашим клиентам в режиме реального времени. Благодаря нашему обширному опыту, глубине знаний и приверженности обслуживанию вы можете быть уверены, что команда THI не только оправдает, но и превзойдет ваши ожидания.
История и долголетие
Основанная более 30 лет назад в Пирленде, штат Техас, штат Техас, Honing, Inc.(THI) была создана, чтобы удовлетворить потребность в специализированной хонинговальной сервисной компании, которая могла бы предоставлять прецизионные трубные изделия и услуги широкому кругу клиентов.
С тех пор наша компания предлагает услуги хонингования с жесткими допусками с лучшей в отрасли производительностью. Мы воспользовались нашим опытом в хонинговании и применили те же ключевые принципы качества и высокой производительности к нашему текущему пакету услуг: хонингование, растачивание, трепанирование, сверление, токарная обработка, сверление ружья, обработка с ЧПУ, внецентровое сверление с ЧПУ, правка, резка пилой. , полировка и чистовая обработка.
Области экспертизы
Если вам нужна отдельная деталь, обработанная на станке, или решение «под ключ», THI готова с этим справиться. Мы являемся экспертами в больших и малых областях и относимся к каждому проекту с одинаковым вниманием к качеству и обслуживанию.
Брошюра по хонингованию Texas
Правка
Компания THI всегда настаивала на том, чтобы ваша запчасть могла обслуживать ее. У нас есть опытный персонал и прессы с тоннажем, необходимым для выполнения работы.У нас больше доступных прессов собственного производства, чем у любой другой фирмы.
Внешний диаметр: до 16 дюймов
Хонингование
Хонингование – это наша основная деятельность в THI. У нас больше шпинделей, больше размеров и больше возможностей, чем у любой другой фирмы. Независимо от того, нужна ли вам деталь размером от 0,590 дюйма до 26 дюймов, длина детали – всего 6 дюймов или 720 дюймов – у нас есть все необходимое для удовлетворения ваших потребностей.
I.D .: от 0,590 дюймов до 36 дюймов | Внешний диаметр: до 40 дюймов | Длина: 6 дюймов некоторые размеры до 720 дюймов
Расточка
Технические характеристики.ЧПУ, фрезерование, внецентровое сверление с ЧПУ, готовые изделия
В THI мы продолжаем модернизацию нашего бурового оборудования и инструментов. Мы готовы удовлетворить все потребности наших клиентов, предлагая отверстия от 2 дюймов до 28 дюймов (до 30 дюймов).
I.D .: от 2 дюймов до 40 дюймов | Внешний диаметр : до 40 дюймов | Длина: до 30 футов
Механическая обработка
THI предлагает самое сложное оборудование для ЧПУ, внецентрового сверления, фрезерования и токарной обработки.Группа готовой продукции способна изготовить детали любому заказчику
ЧПУ, фрезерование, внецентровое сверление с ЧПУ, готовые изделия
Бурение
В THI мы продолжаем модернизировать наше оборудование и инструменты, чтобы предоставлять более широкий спектр услуг по бурению, чем любая другая фирма. От отверстия диаметром 0,125 дюйма и длиной 6 дюймов до отверстия диаметром 20 дюймов и длиной 309 дюймов мы обеспечиваем постоянный уровень обслуживания, чтобы удовлетворить все потребности наших клиентов. Наши возможности в сфере буровых услуг позволяют нам обеспечивать чрезвычайно быстрый ремонт.
Размеры отверстий: .125 до 20 дюймов | Внешний диаметр: до 40 дюймов | Длина: 6 дюймов некоторые размеры до 309 дюймов
Трепанирование
Чтобы удовлетворить потребности наших клиентов, мы предлагаем различные услуги по трепанации. От отверстия диаметром 1,75 дюйма до отверстия 20 дюймов мы можем обслужить любую деталь длиной до 360 дюймов.
I.D .: 1.75 дюймов до 20 дюймов | Внешний диаметр: до 40 дюймов | Длина: 6 дюймов некоторые размеры до 360 дюймов
Токарная
THI обслуживает и эксплуатирует широкий спектр токарных станков, чтобы удовлетворить потребности наших клиентов в токарной обработке.Наш опытный персонал предлагает операторов с самым большим стажем работы в отрасли. Благодаря этому опыту THI может обрабатывать детали диаметром от 0,125 дюйма до 30 дюймов. Независимо от длины вашей детали, у нас есть оператор и машина, способная удовлетворить ваши потребности.
I.D .: .125 “до 40” | Длина: Любая длина
Гарантия качества
THI ценит доверие, которое оказывают нам наши клиенты, и мы стремимся продвигать наши стандарты качества для удовлетворения разнообразных требований технологий.
Texas Honing сертифицирована по ISO 9001: 2008
Стремясь к совершенству и совершенствованию, мы следуем письменным процедурам, изложенным в нашем Руководстве по обеспечению качества. Включив в нашу систему набор собственных документов по качеству, мы можем предоставить согласованный набор форм, чтобы сделать документирование этих стандартов простым и эффективным. В THI мы делаем дополнительный шаг в предоставлении услуг, которые оптимизируют операции наших клиентов. Именно эта приверженность качеству делает THI лидером отрасли в области обслуживания, качества и удовлетворенности.
Конечно, вы также можете спросить наших клиентов, которые ценят нашу способность доводить дело до конца, устранять неполадки, координировать и выполнять качественную работу с квалифицированными людьми.
Благодаря нашим высоким стандартам и инженерным решениям THI имеет прочную репутацию высоко ценимой и уважаемой международной сервисной компании, отвечающей потребностям наших внутренних и международных клиентов.
То, как компания организует свои объекты, может иметь огромное влияние на эффективность и качество.В THI наши производственные мощности максимально увеличивают нашу способность своевременно и эффективно обеспечивать превосходное качество.
Наши три отдельных объекта
Сочетание всех трех производственных мощностей THI позволяет нам предоставлять нашим клиентам комплексное обслуживание для всех их потребностей в услугах по обработке. От крупных заказов до мелких деталей THI стремится к последовательному процессу, который гарантирует, что заказы будут проверяться по прибытии и оцениваться, чтобы сэкономить время наших клиентов, а также деньги с самого начала проекта.
THI Pearland предлагает больше возможностей шпинделя, чем кто-либо в отрасли, предоставляя услуги хонингования, сверления, трепанации, расточки, токарной обработки, правки, затачивания, резки и полировки. Это оборудование имеет возможности от отверстий диаметром от 0,590 дюйма и длиной 6 дюймов до отверстий диаметром 20 дюймов и длиной 60 дюймов.
THI North предлагает больший внешний и внутренний диаметр, чем любые региональные сервисные компании в отрасли. Разнообразие этого оборудования позволяет нам обрабатывать отверстия от 1 дюйма и 10 дюймов длиной до 50 дюймов для токарной обработки и 40 дюймов для растачивания и хонингования.
Standard Machine Works имеет послужной список с 1946 года (THI приобрела это предприятие в 2005 году). Специализируясь на ружейном сверлении, токарно-фрезерной обработке с ЧПУ, внецентровом сверлении с ЧПУ, ручном токарном и фрезерном станке и многих других дополнительных услугах, этот объект обеспечивает промышленность готовой продукции с беспрецедентной историей и качеством готовых обработанных товаров и услуг.
Что такое хонингование? Хонинговальные станки с ЧПУ, процесс, работа и определение
Хонингование отверстий и поверхностей – это лишь одно из многих современных решений для точной наплавки, предлагаемых PSS Group.
Что такое хонинговальные камни и инструменты? Это процессы горизонтального и вертикального хонингования, которые в основном используются для чистовой обработки. Производитель плоского и однопроходного хонингования.
Горизонтальные и вертикальные хонинговальные станки – это инструменты для шлифования металлов и процесса хонингования с использованием твердого инструмента или хонинговальных брусков и скоропортящихся абразивных брусков для исправления
- Диаметр или ID Хононг
- Хонингование формы
- Обработка поверхности для плоского хонингования
- Позиционные допуски отверстий
Горизонтальный и вертикальный процесс хонингования, который в основном используется для чистовой обработки, был разработан, чтобы обеспечить совершенство внутреннего диаметра отверстия, контроль размера диаметра, желаемую чистоту поверхности и структурирование поверхности.Прецизионная поверхность Питер Уолтерс может помочь вам разработать процесс горизонтального и вертикального хонингования, который может обеспечить размер и получение чистовых и косметических результатов на внутренней части металлических профилей или цилиндрических отверстий между диаметрами.
Хонингование в основном применяется для чистовой обработки. Хонингование позволяет получить расширяющийся абразивный алмаз или твердый камень. Эти хонинговальные бруски используют подходящую зернистость и сплав по рабочей поверхности. Камни вращаются с определенной скоростью и силой, совершают возвратно-поступательное движение в части с хонинговальным абразивом под контролируемым давлением.Питер Уолтерс обладает десятилетиями знаний в области сочетания вращения и возвратно-поступательного движения для создания идеального рисунка штриховки на поверхности хонингованной детали.
Зачем нужны хонинговальные станки PSS, Barnes и Peter Wolters?
Precision Surface / Питер Уолтерс может предоставить и помочь вам:
- Использовать хонинговальные станки, способные снимать припуск
- Создание точных спецификаций
- Определение допусков алмазных отверстий по размеру
- Полировальные инструменты для отверстий и автополирования
- Чистовая обработка и полировка отверстий практически из любого материала, такого как: полировка напылительных покрытий, CGI, керамики и т. Д.
Определить процесс хонингования в:
Процесс хонингования при производстве обеспечивает окончательный размер и желаемый узор на внутреннем диаметре металлической трубы и отверстия металлического цилиндра. Обработка металла и поверхности часто достигается путем надлежащего давления на алмазные абразивные камни с правильной зернистостью и качеством по отношению к рабочей поверхности. Камни вращаются и совершают возвратно-поступательное движение в детали с хонинговальным абразивом под контролируемым давлением. Комбинация вращения и возвратно-поступательного движения создает узор перекрестной штриховки на поверхности хонингованной детали.
Прецизионные станки для обработки поверхностей PSS и хонинговальные станки Barnes выполняют 3 операции
Во-первых, вертикальное хонингование позволяет снимать припуск до разорванного металла и до основного металла.
Во-вторых, создается шаблон чистового хонингования, чтобы обеспечить наилучшую поверхность для обеспечения оптимальных условий смазки.
В-третьих, хонинговальные бруски обеспечивают исключительно точную прямолинейность, округлость и размер цилиндрической поверхности.
Что такое однопроходный хонинговальный станок?
Однопроходное хонингование производится алмазно-абразивными изделиями и порошками.Хонинговальный инструмент с расточной оправкой. Этот тип хонинговального инструмента создает круглое и прямое отверстие без конуса при первом проходе инструмента через деталь. Однопроходное хонингование идеально подходит для хонингования коленвала двигателя и отверстий кулачка. Форма и размер достигается за один проход, в готовой детали нет рисунка. Однопроходный инструмент расширяет хонинговальные камни, регулируя форму конуса аналогично стандартным инструментам. Однопроходные хонинговальные бруски не расширяются и не втягиваются, как при обычном хонинговании.Камни за один проход расширяются только до окончательного размера. Обратите внимание, что инструмент для однопроходного хонингования намного длиннее стандартного хонинговального инструмента. Суперабразивные покрытия по всей длине и сужающейся части около 4,5 дюймов, а конечный размер сечения составляет 2,5 дюйма. У однопроходного инструмента нет расширения хона в процессе, станок необходимо остановить, чтобы отрегулировать инструмент.
Когда выбирать прецизионные инструменты для однопроходного хонингования?
Однопроходные хонинговальные станки, также называемые чистовой обработкой отверстий, выбираются для множества применений, в которых есть особые потребности, связанные с хонингованием полостей:
- Хонинговальный станок малого диаметра (обычно в пределах 2 дюймов)
- Инструмент для хонингования отверстий в больших объемах
- Правильный инструмент для хонингования отверстий может снизить стоимость детали
- Сокращение времени простоя при смене хонинговального инструмента с ЧПУ
- Повторяемость точности для допусков размеров, таких как размер отверстия, округлость, качество поверхности
- Для однопроходной обработки используются только суперабразивные материалы (алмаз и CBN)
- Для постоянного удаления стружки из зоны хонингования требуется высокая скорость / объем СОЖ
- Для однопроходного хонингования можно использовать СОЖ на масляной или водной основе, хотя масло является наиболее распространенным.
Процесс хонингования отверстия за один проход ограничен типами и объемами удаляемого материала.В частности, размер и объем удаляемой стружки не должны превышать зазор между суперабразивными зернами на гильзе инструмента. Таким образом, однопроходное хонингование отверстия лучше всего подходит для операций хонингования, при которых образуется относительно небольшое количество стружки, например прерывистых отверстий или отверстий небольшой длины. Он наиболее успешен (но не ограничивается только этим) при хонинговании чугуна и порошковых металлов.
Применения, в которых требуется хонингование большой длины материала, небольшие количества и / или требующие удаления большого количества материала, не являются лучшими деталями для однопроходного хонингования.Скорее всего, для них лучше всего использовать обычное хонингование. Во многих случаях обычное хонингование может также обеспечить отличную размерную геометрию для таких применений.
Зачем нужны прецизионные станки / системы для поверхностного хонингования?
Precision Surface / Stroke Honing Machines & Finishing Systems предлагает полную линейку продуктов для всех требований хонингования. Мы можем предложить полностью интегрированные системы и машины для крупносерийного производства и оборудование для небольших производственных цехов.Precision Surface / Lapmaster также предлагает услуги по хонингованию (восстановлению) и модернизации бывшего в употреблении оборудования. Мы предоставляем нашим клиентам полностью спроектированные комплексные индивидуальные решения и предлагаем полную линейку аксессуаров и расходных материалов в дополнение к комплексным услугам по обучению и ремонту.
Наша обширная линейка хонинговальных станков / систем позволяет затачивать отверстия станков диаметром от 0,25 до 30 дюймов и длиной до 75 футов. Мы предлагаем системы как для среднего и крупного серийного производства, так и для мелкосерийного производства; эти системы могут быть выполнены с ручным управлением или полностью автоматизированы.Основными целями компании Barnes Stroke Honing & Finishing Systems являются инновации и обслуживание клиентов. Компания постоянно исследует и разрабатывает новые технологии и оборудование. Постоянно следя за последними разработками на рынке, мы гарантируем, что нашим клиентам предоставляется самое современное производство и контроль.
Почему однопроходные хонинговальные станки / системы?
Прецизионная линия для однопроходного хонингования / чистовой обработки поверхности / Barnes подходит для множества операций однопроходного хонингования.Гибкая конструкция станка может быть сконфигурирована с одним шпинделем для удовлетворения требований производства меньших объемов для самых маленьких механических цехов. Он также может быть оснащен несколькими шпинделями, чтобы удовлетворить потребности самых требовательных компаний в большом объеме производства. Наши однопроходные хонинговальные станки спроектированы и изготовлены с учетом минимальных требований к техническому обслуживанию, а их доступная конфигурация также сокращает время настройки и переналадки от детали к детали.
Почему хонинговальные масла имеют значение | Производственная обработка
Хонингование – это абразивный процесс, позволяющий обеспечить допуск на размер отверстия до 0.00002 дюйма (20 миллионных долей дюйма или половина 1 микрона) и обычно используется в компонентах, требующих высочайшего уровня точности. Хонингование позволяет стабильно выдерживать чрезвычайно жесткие допуски на субмикронных уровнях даже при обработке миллионов деталей. Отверстия диаметром от 0,060 до 60 дюймов можно отшлифовать практически из любого материала, используемого в производстве.
Успех процесса хонингования зависит от точной работы каждого из пяти ключевых компонентов хонинговальной системы: станка, крепления, инструмента, абразива и хонинговального масла.Несмотря на то, что на хонинговальное масло приходится около одного процента от общей стоимости процесса, выбор правильного хонинговального масла оказывает прямое и немедленное влияние на расход абразива, трудозатраты, время цикла и качество.
Когда правильное хонинговальное масло исключено из уравнения, это определенно приведет к снижению производства и увеличению затрат. Неправильное масло может резко увеличить время цикла, отрицательно сказавшись на скорости съема металла на 50 процентов или более и уменьшив абразивный срок службы на 30 процентов или более.Выбор неправильного масла также приведет к увеличению затрат на лом из-за несоблюдения допусков и плохой обработки поверхности.
Специальные смазочные вещества и добавки
Хонинговальные масла и смазки служат нескольким важным целям в процессе хонингования. Они уменьшают трение и, следовательно, нагрев, что может вызвать серьезные проблемы во время хонингования, такие как сварка, и уменьшение абразивной стойкости. Они также смывают стружку или стружку с поверхности заготовки во время хонингования, что приводит к попаданию новой абразивной крупы на поверхность камня для поддержания оптимального абразивного режущего действия.
Химическая активность – еще одна важная причина использования высококачественной жидкости для хонингования. Хорошая хонинговальная жидкость не должна вызывать коррозию заготовки, но должна оставаться в контакте с поверхностью заготовки и обеспечивать смазывающую способность даже при повышении температуры и давления.
Температура абразивной режущей кромки приближается к температуре плавления хонингованного металла. Эта высокая температура возникает в микроскопических точках в точках резания, и без надлежащей смазки может привести к привариванию металлического направляющего башмака к хонингованному металлу.Эти крошечные точки сварного шва будут разорваны силой хонинговального станка, что приведет к шероховатости поверхности и быстрому износу хонинговального бруска и направляющего башмака. Однако эффективный состав «охлаждающей жидкости» предотвратит сварку за счет химического преобразования горячих точек с металла с высоким коэффициентом трения на неметаллический, скользкий состав, который будет сопротивляться сварке. Эта проблема при сварке особенно часто возникает при работе с высоколегированными материалами, такими как нержавеющая сталь.
Высокоэффективные антисварные присадки, такие как сера, хлор и фосфор, иногда используются для предотвращения сваривания стружки и материала заготовки.Микросварка может привести к появлению царапин в отверстии и повреждению абразива и инструмента. Смазывающие добавки сохраняют абразив в чистоте. Доступны различные хонинговальные масла с различными уровнями присадок для удовлетворения индивидуальных потребностей применения. Сформулированные масла для хонингования специально разработаны для обеспечения максимальной скорости съема материала при минимальном расходе абразива, при обеспечении требуемой точности и качества поверхности, и все это с желаемым эффектом обеспечения минимальной стоимости детали.
Проблемы с маслом при хонинге с низкой производительностью
Одним из признаков плохих характеристик масла является изменение коэффициента износа камня. То есть количество отшлифованных деталей на каждый использованный абразивный камень. Соотношение используемого абразива к съему материала зависит от многих факторов, таких как чистовая обработка поверхности, хонингованный материал, давление хонингования, скорость резания и техника оператора, но всегда должно быть постоянным, от детали к детали.
В производственной среде, где одни и те же детали хонингованы одна за другой, коэффициент износа камня должен быть очень стабильным, отражая стабильную структуру связки качественного хонинговального абразива.Если хонинговальное масло недостаточно смазывает хонинговальную стружку и зерно, износ абразивного зерна станет неравномерным. Это повлияет на коэффициент износа камня и приведет к изменению размера готовой детали, если для остановки цикла хонингования не используется производственный контроль.
Низкопроизводительное хонинговальное масло позволяет приваривать металлическую стружку к заготовке, которая затем срезается, вызывая большую общую шероховатость поверхности, чем ожидается для данного размера абразивного зерна. Следствием этого являются нежелательные случайные царапины на заготовке, более глубокие, чем те, которые обычно образуются во время операций хонингования.В результате снижается производительность, отходы материалов, брак деталей и упущенная выгода.
Металлические пятнышки на абразивной поверхности – признак хонинговального масла с низкой смазывающей способностью. Масло не может полностью смазывать, что позволяет стружке оседать на абразивной поверхности. Заложенная стружка удерживает абразив на расстоянии от заготовки и предотвращает равномерное проникновение абразива в основной металл, предотвращая удаление материала. Металл, находящийся на абразивной поверхности, может поцарапать или разорвать хонингованную поверхность, поскольку абразив сметает стружку по траектории хонинговального инструмента.Если эта «загрузка» абразивной поверхности незначительна, она может остаться незамеченной, однако производительность начнет падать. Более сильная нагрузка приводит к разрушению абразива. Захваченная стружка прижимается хонинговальным камнем к стенке детали. Если стружка снова приваривается к детали, она может поцарапать или сколоть хонинговальный камень.
Если металл находится рядом с передней кромкой абразивного шва к заготовке, абразив подвергается сжатию и редко ломается.Вместо этого сварной металл прорезает бороздку в абразивном материале. Если внедренный металл, который находится рядом с задней кромкой абразива, повторно приваривается к заготовке, абразив будет иметь меньшую опору, чтобы противостоять отрывному движению, и отколется, оставив скол на задней кромке.
Низкопроизводительное хонинговальное масло может вызвать катастрофическую сварку между заготовкой и башмаком оправки при хонинговании мягких материалов, от нержавеющей стали до низкоуглеродистой стали. Это может привести к серьезным и дорогостоящим проблемам, таким как выход из строя хонинговальных инструментов и поломка станка.Когда смазочная пленка, разделяющая оправку и заготовку, выходит из строя, оправка может привариваться либо к заготовке, либо к стружке, оставляя серьезные царапины на оправке и детали или, что еще хуже, сломанный инструмент.
Распространенный миф – хонинговальный инструмент без направляющих башмаков невосприимчив к сварке. Это неправда, и на самом деле это верный признак проблемы с отточенной жидкостью. Если хонинговальная жидкость не работает, она допускает загрузку камня, где металлическая стружка, образованная режущим действием хонинговальных брусков, прилипает к поверхности камня.При загрузке камня произойдет контакт металла с металлом и сварка с такими же нежелательными результатами, как при использовании хонинговального инструмента с металлическими направляющими башмаками. Стоимость сломанного инструмента может быстро превзойти экономию, полученную при использовании низкокачественной хонинговальной жидкости.
Использование качественного хонинговального масла позволяет использовать более высокое давление хонингования без приваривания инструмента или стружки детали. Независимо от того, что снижение трения в процессе хонингования всегда улучшает чистую прибыль, будь то стоимость / деталь, время цикла, расход абразива или любые другие показатели качества.
Выбор подходящей жидкости для хонингования для области применения
Существует хонинговальная жидкость, разработанная почти для всех материалов, используемых в производстве, от алюминия до циркония. На выбор предлагаются хонинговальные и суперфинишные жидкости на нефтяной или органической масляной основе, а также синтетические / полусинтетические жидкости на водной основе.
Выбор подходящей хонинговальной жидкости в основном зависит от конкретных условий применения, хонингованного материала и используемого инструмента. Наличие ограничений или особых требований ограничивает доступный выбор хонинговальных масел.Существуют специальные составы хонинговального масла, которые соответствуют директивам и правилам Управления по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и Европейской комиссии, применимым к хонингованию медицинских устройств, которые будут имплантированы в человеческий организм.
Аэрокосмические компании часто имеют списки одобренных хонинговальных масел, используемых для хонингования критически важных деталей. Продавцы обязаны использовать только хонинговальные масла из утвержденного списка. Эти продукты прошли тщательные испытания, чтобы убедиться, что детали не причинят вреда, например, внутренней зернистой коррозии, которая может привести к поломке детали в будущем.
Атомная промышленность часто диктует допустимые уровни содержания серы, хлора и фтора в используемом хонинговальном масле. Дополнительные ограничения часто применяются в отношении уровней мышьяка, висмута, сурьмы, серебра, ртути, кадмия, галлия, индия, свинца, олова или цинка сверх следовых уровней. Для удовлетворения этих требований доступны составы хонинговальных масел. Это смазочные материалы, полностью состоящие из поверхностно-активных смазывающих веществ с подходящей вязкостью. Поскольку в этом типе продукта не используются добавки, он идеально подходит для применений, в которых количество добавок ограничено.
В рабочих цехах, где ежедневно могут обрабатываться самые разные детали, хонинговальное масло MB-30 известно на рынке как универсальное хонинговальное масло. Его можно использовать с большинством инструментов, абразивных материалов и обрабатываемых материалов, и, как правило, он не токсичен и не вызывает раздражения кожи или глаз. Утилизация упрощена, поскольку MB-30 не содержит хлора или других материалов, на которые распространяется ограничение Агентства по охране окружающей среды (EPA).
Различается количество областей применения, материалов и отраслей, а также масел и смазок, доступных для работы.Пытаясь определить лучшее хонинговальное масло для конкретного применения, сначала проконсультируйтесь с экспертами по хонингованию для получения совета по выбору лучшего масла премиум-класса для конкретного применения.
Тип материала
Хонинговальное масло должно соответствовать требованиям к смазке хонингованного материала. Сложные материалы, такие как нержавеющая сталь, требуют более высоких уровней поверхностно-активных смазывающих веществ, чем более легкие материалы, такие как чугун, который в некоторой степени самосмазывается и устойчив к истиранию. Материалы, которые образуют короткие чешуйчатые стружки, такие как карбид, стекло или керамика, требуют меньшей смазывающей способности, чем те, которые образуют длинные волокнистые стружки, такие как алюминий.При хонинговании цветных металлов необходимо учитывать появление пятен и изменение цвета деталей. Остается один фактор – предел текучести материала заготовки. Для правильной резки прочных материалов, таких как инструментальная сталь, требуется более высокое усилие хонингования на абразивном материале. Эти более высокие нагрузки предъявляют повышенные требования к смазке хонинговальным маслом.
Тип используемых абразивов – еще один фактор, который следует учитывать при выборе правильной смазки, будь то обычные абразивы, суперабразивы на металлической связке или алмазные инструменты с гальваническим покрытием.Поставщики полного спектра услуг, такие как Sunnen Products, имеют более 20 различных типов предварительно сформулированных масел и смазок для хонингования, которые подходят для их линейки абразивных инструментов.
Как правило, использование обычного абразива с традиционными хонинговальными оправками (имеющими направляющую поверхность башмака) предъявляет самые высокие требования к хонинговальному маслу. Снижены требования к хонинговальным станкам, где только абразив касается отверстия, а металлическая связка более терпима, чем обычный абразив. Инструменты с суперабразивным покрытием, по-видимому, наиболее устойчивы к хонинговальным характеристикам масла.Инструменты с металлической связкой и с суперабразивным покрытием часто используются с охлаждающей жидкостью на водной основе.
Социальная ответственность
Химия играет большую роль не только в том, как смазка работает, но и в том, как с ней обращаться. Как и все смазочно-охлаждающие жидкости, в зависимости от химического состава, хонинговальные смазочные материалы могут регулироваться Управлением по безопасности и гигиене труда (OSHA), Министерством транспорта (DOT) в отношении способа доставки, Министерством сельского хозяйства США (USDA) и Агентством по охране окружающей среды (EPA). как его используют и утилизируют.Химический состав каждой смазки также изучается в промышленности.
Последние разработки в технологии хонинговального масла позволяют получать возобновляемое / экологически безопасное хонинговальное масло, которое является экологически чистым, экологически чистым и на 100% растительным. Эти масла популярны в Европе и становятся все популярнее в США.
Важная информация
В большинстве хонинговальных станков используется система фильтрации для поддержания чистоты масла. Когда хонинговальное масло на нефтяной основе защищено от загрязнения и должным образом отфильтровано, «вынос» становится важнейшим фактором при использовании хонинговального масла.Унос – это количество масла, которое прилипает к детали во время хонингования и обычно смывается с детали после обработки.
Мелкие детали имеют небольшой вынос, а бочка емкостью 55 галлонов может прослужить год или больше. Большие детали с большей площадью поверхности будут способствовать большему уносу. Впоследствии масляный резервуар системы нужно будет пополнять чаще.
Вязкость масла играет роль, поскольку более густые масла увеличивают унос. Тщательное согласование требований к процессу хонингования с учетом вязкости хонинговального масла поможет снизить количество масла, теряемого на вынос.В целом, чем выше объем производства, тем больше ожидается уноса. Эти потери уменьшаются, если увеличивать время дренажа, но это редко возможно в условиях высокой производительности. Известно, что некоторые пользователи используют центрифуги для быстрого удаления масла с готовых деталей. Такие шаги также снижают нагрузку на последующие процессы очистки.
Хонинговальные масла на нефтяной основе обычно имеют гораздо более длительный срок хранения, чем органические масла, в состав которых входят базовые масла растительного или животного происхождения.Пользователи, которые отдают предпочтение маслам на органической основе, должны избегать чрезмерного хранения и делать частые покупки, чтобы всегда иметь под рукой самый «свежий» продукт.
Срок службы масла на нефтяной основе в хонинговальном станке большой при условии, что масло остается чистым за счет фильтрации и не загрязняется посторонними вредными материалами. Это утверждение можно понять, если учесть отсутствие высоких рабочих температур или загрязнения продуктами сгорания в компрессорах или двигателях.
И наоборот, срок службы хонинговальных масел на органической основе ограничен химической активностью, которая изменяет химический состав самого масла. Эти изменения задерживаются защитными добавками, и им способствует воздействие воздуха. На срок службы в значительной степени влияет температура на границе раздела хонинговальный камень и деталь, а не температура масла в объеме.
Это недавно образованные химические вещества, которые загущают масло и могут положительно влиять на хонинговальную смазку. Плохие последствия – это образование лаков, которые трудно очистить с деталей.Обратите внимание, что преобразованное масло для хонингования остается в резервуаре машины, так как свежее масло добавляется для компенсации уноса. Следовательно, в какой-то момент всю систему необходимо выбросить и зарядить новой.
Хонинговальное масло часто покупают в бочках на 55 галлонов, многоразовых контейнерах на 330 галлонов или меньших 5-галлонных ведрах. Использование концентрата хонинговального масла, смешанного с базовым маслом на месте, предлагает альтернативный метод получения некоторых хонинговальных масел с регулярной концентрацией. Концентраты также полезны для спасения существующих хонинговальных жидкостей на нефтяной основе в случае, если требуется больше смазки, путем внесения добавок, которые повышают производительность, вместо того, чтобы выбрасывать существующее масло и заменять его новым маслом.
Ценностное предложение
Операторы часто удивляются резкому увеличению срока службы абразива при переходе на хонинговальное масло премиум-класса. Дополнительные вложения в хонинговальное масло, которые приводят к снижению расхода абразива, обычно окупаются во много раз. Хонинговальное масло хорошего качества позволит использовать более высокое давление резания, что приведет к более быстрому съему материала. Увеличение скорости съема на один процент приводит к снижению общих затрат на рабочую силу на один процент.Если учесть стоимость лома, становится очевидным разумность использования качественного хонинговального масла.
Баррель хонинговального масла высшего сорта может стоить вдвое дороже, чем баррель масла, не предназначенного для хонингования. Однако реальная ценность заключается в хонинговальном масле, которое позволяет производить детали в соответствии со спецификациями при минимальных общих затратах на хонингование детали. Даже малейшее сокращение времени цикла или уменьшение расхода абразива в результате использования более качественного смазочного материала многократно окупает стоимость хонинговального масла премиум-класса.Чтобы добиться оптимальных результатов, не стоит дешеветь, когда приходит время покупать хонинговальное масло. Он более специализированный, чем ожидалось.
WoodRiver – Направляющая для хонингования
1.0 из 5 звезд
к DW от HUNTSVILLE на
Подходит для плоских лезвий, но не для некоторых долот
Канавки для долот не предназначены для долот, которые не имеют значительных скосов по бокам или имеют большую толщину.Он не будет надежно захватывать долото, потому что долото не войдет в канавку меньшего размера. Скорее всего, я смогу обработать канавки большего размера, но, поскольку одна сторона изогнута, это будет сложно. Получил это руководство в подарок; в противном случае я бы его вернул.
1.0 из 5 звезд
к AJ из Rock ISLAND на
Не подойдет меньшая Double Cherry.
Творит чудеса с более широкими долотами, но выравнивающие канавки немного малы, пока долото не станет меньше 1/2 дюйма.Тогда удержание и выравнивание становятся серьезной проблемой.
1.0 из 5 звезд
к HR от SANDYSTON на
Плохо
У вас никогда не получится квадратный край. Утюги не сидят заподлицо или квадратно. Я должен был выбрать самый дорогой. Ты получаешь то, за что платишь!
5.0 из 5 звезд
к LD на
Направляющая для хонингования по дереву
Если вы не можете получить острый….и я имею в виду SHARP … острие зубила с этим руководством … не бросайте свою повседневную работу … он отлично работает.
2.0 из 5 звезд
к РА с ранчо Хайлендс на
Хорошо, но дизайн кажется странным
По цене это нормально. Одна сторона инструмента, в которую входит долото, закруглена, а не прямая, поэтому долото удерживается не очень прочно. Я думал, что это дефект, но когда я вернулся в магазин, я увидел, что у всех есть эта проблема.Все они неисправны или это часть необычной конструкции с неизвестной целью.
4.0 из 5 звезд
к МИСТЕР на
Хорош для рубанков, ужасен для долот.
Более широкий набор верхних губок для плоских утюгов отлично работает и прост в использовании. Нижний набор челюстей для долот – лажа. Угол на стороне долота и угол на стороне челюстей работают друг против друга, а одна сторона челюстей слегка изогнута (я предполагаю намеренно, хотя не знаю почему), поэтому у нее нет полного контакт.Если бы обе стороны челюсти были прямыми, это было бы значительно улучшено.
5.0 из 5 звезд
к EB на
Направляющая для хонингования Woodriver
Я прочитал все обзоры, что еще более важно, мне нужен был рентабельный метод заточки стамески. Могу сказать несколько вещей. Во-первых, если у вас проблемы с проскальзыванием долота … найдите другой хмель, вы слабак! Если у тебя не получается заточить долото … что ты делаешь в «хобби» ?! Немного здравого смысла имеет большое значение! Этот инструмент идеален !!!! Не обращайте внимания на все отрицательные отзывы, если только вы не слабак! Большой продукт!
5.0 из 5 звезд
к JC на
Направляющая для твердого хонингования
Всегда имели отличные результаты, но решили попробовать. Был впечатлен весом и прочностью этого руководства. Этот тип (не марка) направляющих имеет посредственную репутацию, поскольку, как сообщается, лезвие может раскачиваться, когда оно зажато в устройстве. Решение этой проблемы простое и может быть достигнуто с помощью файла всего за несколько минут. Сегодня вечером использовал это руководство для заточки утюга 2 3/8 дюйма на №7 и он работал безупречно. Он надежно удерживал утюг, и мне понравилось, что мне не приходилось думать о том, чтобы держать утюг под правильным углом. Ремонт режущей кромки стал проще простого. Наверное, не буду использовать этот аппарат для заточки на лету, но определенно хороший инструмент в моем магазине для ремонта кромок на долотах и утюжках. Настоятельно рекомендуется для начинающих плотников, чтобы они привыкли к правильному углу.
4.0 из 5 звезд
к AC на
Очень хорошая направляющая для хонингования
Я прочитал все плохие отзывы на этом сайте, но решил, что это всего лишь 14 долларов.Для меня это превзошло все мои ожидания. Я заточил 6-миллиметровое долото и 2-дюймовое плоское лезвие за считанные минуты. Я не смог добиться стабильных результатов при заточке свободной рукой. Это приспособление дает мне стабильность, которую я искал. Это так же хорошо, как ложь Neilsen? Я уверен, что это не так. Но он также в 10 раз дешевле, чем Lie-Neilsen. Челюсти были плоскими и ровными. Я просто использовал большую отвертку, чтобы убедиться, что лезвие было плотно зажато, и у меня не было проскальзывание вообще.Одна рекомендация … Сделайте небольшую деревянную приспособление, чтобы помочь вам установить дистанцию. Я потратил 10 минут на создание одного с указанными расстояниями на обратной стороне упаковки, и теперь я могу установить любой угол примерно за 5 секунд. Это стоит потраченного времени.
5.0 из 5 звезд
к AR из Нью-Карлайла на
Похоже, производитель улучшил качество
Я не решался покупать это руководство по хонингованию, основываясь на обзорах здесь, но цена была разумной, и я был готов при необходимости приложить к нему напильник, чтобы выправить его.Я не заметил никаких выступов на челюстях, и моя линейка подтвердила, что поверхности зажима были абсолютно плоскими под тем местом, где должно было быть лезвие. У меня новый настольный рубанок №33, который я заточу завтра. Сегодня я использовал направляющую для заточки 1-дюймового долота Marples, который у меня был в течение многих лет, но все еще имел «заводскую кромку», что означало, что кромки вообще нет. Я использовал влажную / сухую бумагу с зернистостью 180, 220, 320, 500, 1000, 2000 на листовом стекле, а также комбинированный водяной камень 600/2000.Теперь у меня есть самое острое долото, которое у меня когда-либо было, с зеркальной отделкой. Сегодня вечером у меня не хватило времени, так что завтра буду поправлять. Направляющая для хонингования отлично работала как со стеклом с наждачной бумагой, так и с водяным камнем. Я не вижу недостатков в этом руководстве по хонингованию. Лучшие 15,75 доллара, которые я когда-либо тратил. Спасибо, Вудкрафт!
1.0 из 5 звезд
к JT на
Плохо изготовлено – бесполезно без фрезерных кулачков
Поскольку две челюсти не плоские, лезвие качается вверх / вниз, когда оно “заблокировано”.«Кроме того, долото должно быть более 3 дюймов в длину, чтобы его можно было захватить и при этом он имел правильный угол. Я могу попытаться фрезеровать челюсти и убрать выпуклый изгиб на одной челюсти. Тайваньское барахло.
1.0 из 5 звезд
к n3il на
Просто купите одну из кондукторов Veritas
Цена привлекательная, но губки настолько плохо спроектированы и обработаны, что вряд ли когда-либо получится квадратная кромка. Регулировочный винт настолько сложно затянуть, что к тому времени, когда вы его прижмете, лезвие будет двигаться.Колесо слишком узкое, и приспособление будет раскачиваться из стороны в сторону независимо от того, насколько вы осторожны, в результате чего лезвие будет скошено. Любой из приспособлений Veritas лучше, если вы заботитесь о точном хонинге. Может быть полезным приспособлением, если вы затачиваете канцелярское долото, о котором вам наплевать, но в остальном избегаете.
1.0 из 5 звезд
к Пэт на
не покупайте это !!!!
Это вообще не сработает, вы не можете отрегулировать его достаточно туго, чтобы удерживать долото, не изменяя настройку угла, даже тогда долото выскочит.Полностью не функционирует, даже не думайте тратить на это деньги.
Не стоит покупать
Это первый инструмент, который мне когда-либо приходилось возвращать, и ремесло по дереву не дало мне проблем с этим! За 9,99 доллара я подумал, что это была хорошая покупка, и это было бы, если бы это не было полным хламом. Я пробовал затачивать несколько долот от 1/4 дюйма до более 1 дюйма, но они не удерживают долота достаточно плотно, поэтому они двигаются и портят угол.Кроме того, с более узкими долотами трудно удерживать их плоскими, потому что направляющий ролик слишком узкий. Я обменял его на Veritas, и он определенно стоит в 6 раз дороже!
1.0 из 5 звезд
к Miranthis на
Не то, что я ожидал
Купил такую на распродаже. У него есть одна «квадратная сторона» и одна «выпуклая сторона» для удержания лезвия. Квадратная сторона не является квадратной, и поэтому инструмент режет скос, который не является квадратным.Я забрал его, и они сказали, что это обычная проблема. Я обработал это с напильником и получил разницу в пределах 64-й дюйма, которую мой самолет может исправить, поэтому я списал это на то, чтобы получить то, за что я заплатил … Купите более качественный … вы не пожалеете об этом.
2.0 из 5 звезд
к Марди на
Долота не остаются в направляющей
Зубилаочень легко выскакивают из направляющей независимо от того, насколько сильно вы ее затягиваете.Сожалею, что не потратил деньги на Veritas. Это руководство очень неприятно использовать.
1.0 из 5 звезд
к необжитая местность весь день на
дешево и показывает
Используйте товар на маленьком чесиле и это шутка, даже по цене.
4.0 из 5 звезд
к Лучано Кейруш на
хороший выбор!
очень хороший гид.. но думаю, что для узких долот лучше подойдет более широкий ролик, типа 1/4, 1/8 …
1.0 из 5 звезд
к Wiseacre на
Плохое руководство по хонингованию.
Направляющее колесо должно быть намного шире. Узкий круг затрудняет удержание кромки долота ровно на абразивном материале. Установить долото в хонинговальную направляющую очень сложно. Этот инструмент необходимо полностью переработать.
5.0 из 5 звезд
к Knothead Shop на
Отличное руководство, сделанное лучше
Купил этот гайд по рекомендации нескольких профи. Немного подшивки поможет лучше понять это руководство. Есть несколько видеороликов об улучшении подачи документов … выполните следующие действия, и руководство действительно поет.
3,0 из 5 звезд
к Райзор на
Идея правильная, но…
Базовая конструкция в порядке, но с несколькими простыми модификациями работает отлично. У него есть две проблемы: крепкое удержание долота и его склонность к качению из стороны в сторону на узких долотах. Я прикрепил PNG, чтобы показать модификации, которые я сделал для исправления этих недостатков.
2.0 из 5 звезд
к Чопмобиль71 на
Направляющая для хонингования дешевая
Я купил эту направляющую для хонингования, потому что направляющая для хонингования General Tools (# 03E42) не могла удерживать мои торцевые долота.Эта направляющая для хонингования была очень плохо отфрезерована, поэтому долото невозможно было удерживать. Он отлично подходит для хонингования плоских лезвий. Надо было сэкономить на обоих и купить Veritas MK II (# 833173)
.4.0 из 5 звезд
к Клевать на
Хорошее качество
Хорошо сложенный и достаточно тяжелый, чтобы выдерживать длительное использование.
2.0 из 5 звезд
к Финн на
Хорошо, но плохая реализация проекта
Учитывая невысокую цену, я не ожидал многого, но все же был разочарован тем, что направляющая плохо держала мои долота (мои долота Craftsman были слишком толстыми).Поскольку в центре находится только один каток, его легко раскачивать из стороны в сторону (двухроликовая система, хотя и более дорогая, будет намного лучше). Таким образом, руководство лучше, чем просто угадывать угол (и все равно стоит несколько долларов), но оно могло бы быть гораздо более полезным для немного лучшего дизайна рукоятки и роликов.
Обзор руководства
Некоторое время у меня были дешевые рубанки и долота, и новые, которые всегда были лучше острые.Я заметил, что у меня не самая стабильная рука при хонинге или заточке, и мне трудно удерживать фаску, поэтому этот зажим мне немного помог. К тому же у меня только что появился лучший набор долот, и я хотел попрактиковаться на дешевых долотах, чтобы посмотреть, подойдет ли он. Мое железо для резки настолько остро, что я пощекотал себе большой палец. Но оно того стоило, потому что оно было резким, а не тусклым.
4.0 из 5 звезд
к Фред на
Хоннн Гид
То, что я давно хотел использовать.Счастлив, что наконец-то получил,
5.0 из 5 звезд
к Змея на
Работает!
Отлично работает, лезвие держит крепко, берег не тормозит!
3,0 из 5 звезд
к Берни Медведь на
Хороший предмет для повседневного использования.
Хорошая вещь для повседневного использования.
4.0 из 5 звезд
к Sweetwillie на
Купил бы еще раз
Отлично подходит для заточки долот, плоских лезвий и т. Д.
4.0 из 5 звезд
к Дрем на
я доволен
У меня никогда раньше не было направляющей для долота, когда она поступила в продажу, я купил ее в местном магазине, так как мои долота не имели острых кромок с тех пор, как они были новыми.Поскольку я никогда не использовал его раньше, потребовалось немного времени, чтобы понять, как настроить его, чтобы получить правильную кромку на долотах. Хотя моя первая попытка была не совсем точной. Края стали как никогда острыми. Для новичка с ограниченным бюджетом этот инструмент намного лучше, чем догадываться о заточке от руки!
4.0 из 5 звезд
к Orzec на
Острые мои инструменты
Очень сложно сделать хорошую острую кромку без такого инструмента.
4.0 из 5 звезд
к Westy на
простой в использовании, не привередливый
очень просто использовать
1.0 из 5 звезд
к Фред на
Долото не удерживает прямо
Некоторые из моих долот не входят в пазы, которые зажимают долото. Прорези слишком узкие для некоторых долот, поэтому они не держатся надежно на не зажатых прямых, что очень важно при заточке.
4.0 из 5 звезд
к Рон на
Отлично и удобно!
Я использую эту плоскую мраморную поверхность с наждачной бумагой разных сортов.
1.0 из 5 звезд
к Карл на
плохо подходит
Не подходит для долот с прямой стороной, так как внутренние поверхности губок совпадают с верхние кромки поверхности, нет места для пропуска тыльной стороны стамески.Пришлось потратить пару часов на подпиливание внутренних поверхностей обратно. К сожалению уменьшение канавок для зубил со скошенной кромкой.
1.0 из 5 звезд
к ремесленник на
Очень разочаровал в дизайне.
Я совсем не был счастлив, пытаясь затачивать долото, челюсти не удерживали долото должным образом, что, в свою очередь, давало непостоянные углы. Он подходит для более простых лезвий, но не для долот.
4.0 из 5 звезд
к Русс Дровосек на
Точная направляющая для хонингования
Просто измерьте гипотезу установленного лезвия на эту длину. Я использую зерно 80, 120, 600 и полировальное зерно от 1500 и выше. зависит от инструмента.
3,0 из 5 звезд
к Бамбук на
Хороший товар
Заточное долото
3.0 из 5 звезд
к Бигхарл на
Хорошее начало для хонинговальной направляющей
работает без проскальзывания, канавки для стамески кажутся слишком маленькими, поэтому долота трудно выровнять и удерживать
2.0 из 5 звезд
к Лютье подражатель на
Маленькие стамески не удерживаются
Я купил это, чтобы точить лезвия для рубанков, и он отлично с этим справляется. Работает нормально с 1-дюймовым долотом, но мне не повезло с чем-то меньшим, потому что небольшая площадь зажима не подходит для зажима долота с квадратными сторонами и заостренными краями.Прорезь для зажима предназначена для чего-то с коническими, но не с квадратными краями. Также колесо действительно позволяет ему немного раскачиваться долотами.
4.0 из 5 звезд
к Майк на
У меня есть три таких гида, самые лучшие.
Я использую его так часто, что у меня есть три: один для магазина, один в сумке для инструментов и один в рабочей тележке. Делает догадки при заточке долот для рубанков и значительно экономит время.Приветствия / Майк
3,0 из 5 звезд
к Эдгар Сангинес на
Не самый лучший, достаточно хороший.
Он довольно недорогой и работает нормально, ролик слишком узкий, поэтому легко качается из стороны в сторону. Сложно сделать долото параллельно хонинговальной направляющей. Как только вы сделаете это правильно, все будет хорошо.
4.0 из 5 звезд
к Луис Гомеш на
Куплю этот товар еще раз
Практичны в использовании.
1.0 из 5 звезд
к Хотдог на
Вы получаете то, за что платите …
Плохой контроль качества приводит к тому, что две обработанные половины не находятся в плоскости друг друга. Устройство не будет производить долото с квадратным краем, если само устройство не прямоугольное. Ролик недостаточно широкий, чтобы предотвратить перекатывание из стороны в сторону. Отличный дизайн, но нуждается в некоторых изменениях, и это может быть лучшим путеводителем на рынке за свои деньги.
1.0 из 5 звезд
к Дэйв плотник на
Не работает с долотами
Этот инструмент очень сложно использовать с долотами. Я был очень расстроен. Прекрасно работает с плоскими утюгами. Хотел бы я найти одно руководство, которое работало бы с обоими.
1.0 из 5 звезд
к Благодарный Фред на
вы получаете то, за что платите
Пытался в течение часа заставить эту штуку удерживать долото 1/4 дюйма, и единственное, что мне удалось, – это узнать, как далеко я могу его бросить.В нескольких других обзорах описывается та же проблема, отмечая, что она, кажется, хорошо работает с более широкими долотами и рубанками, но в чем смысл? Мне все равно придется купить еще одну кондукторную головку, если я захочу использовать ее для своего долота 1/4 “. Ну что ж, думаю, я просто попрактикуюсь в своей технике свободной руки.
4.0 из 5 звезд
к Билл на
хороший инструмент
отлично работали
1.0 из 5 звезд
к Кости на
Неточный прибор
Я купил это руководство в магазине Woodcraft Store, и мне следовало обратить больше внимания на его качество. Половинки не перпендикулярны друг другу и не копланятся. Направляющая не позиционирует долото малой ширины для точного хонингования. Хорошо работает с более широким долотом (1 дюйм), но любое долото уже более 1 дюйма было трудно получить квадратную форму.
3.0 из 5 звезд
к плотник Хоппе на
простой дизайн, работает ОК
трудно достать квадрат для приспособления
3,0 из 5 звезд
к irexx на
работ
иногда не так просто использовать, как я надеялся
5.0 из 5 звезд
к Эрнинг на
Это сделало мою хонингование простой и точной
Раньше я затачивал лезвия и долота для рубанков от руки, используя имеющийся скос.Теперь я могу затачивать их, используя рекомендованный скос.
3,0 из 5 звезд
к Сказал на
Да, но ….
«Полные инструкции включены» на тайваньском английском означает 6 предложений плюс 3 маленькие диаграммы на обратной стороне упаковки. Я считаю маркетинг обманчивым Нужно время, чтобы научиться пользоваться, чтобы каток не прорезал борозду на водном камне. Сейчас я использую его как приспособление, чтобы подтвердить свой угол, держа в руке долота и лезвия.
5.0 из 5 звезд
к Дьюи на
Очень удобный инструмент
Легко затачиваемые 5 долот
3,0 из 5 звезд
к А.А. на
Не судите книгу по обложке
Выглядит дешево, но работает нормально.
5.0 из 5 звезд
к dczward на
Сделал разницу
У меня всегда были проблемы с получением острого края зубила.Благодаря этому руководству, наконец, простые смертные могут оттачивать хонингование.
5.0 из 5 звезд
к флайрод на
Отличный инструмент для заточки строгальных лезвий
Отлично подходит для заточки лезвий на самолетах Стэнли методом наждачной бумаги. Было действительно легко установить его под углом, который мне нужен для строгания бамбуковых бамбуковых удилищ. Изготовлен из прочного материала и надежно удерживает лезвие при заточке.
3.0 из 5 звезд
к Начинающий Woodturner на
Хорошо … но не очень
Плохо держит долота. Но действительно работает, как только вы что-то ограничиваете. Легкое катание. Легко очищается.
4.0 из 5 звезд
к RCT на
Как раз вовремя!
Хорошая цена, хорошо сделана.
4.0 из 5 звезд
к Матуз на
Хорошая покупка за свои деньги.
У меня было несколько старых, никогда ранее не перетачивались долота, над которыми я сначала работал, чтобы посмотреть, какие результаты я могу получить. Я смог заточить эти долота без особых усилий и с отличным результатом. Итак, я уверен, что у меня будут те же результаты на новом, лучшем наборе, который я только что купил.
5.0 из 5 звезд
к Риз из пиломатериалов качки на
Прост в использовании и отлично работает
Очень просто настроить и легко использовать.тоже хорошая цена.
3,0 из 5 звезд
к Шейн на
Долото с трудом отрегулировать под прямым углом
Трудно правильно установить долото в кондукторе.
1.0 из 5 звезд
к rdabbs на
Плохой дизайн
Конструкция зажима не позволяет надежно удерживать мои стандартные стамески по дереву Stanley.
4.0 из 5 звезд
к Росистый на
Высокое качество, достойная цена
Плохо держит долота 1/4 дюйма. Однако отлично справляется с утюгом для рубанков.
5.0 из 5 звезд
к Опилки R Us. на
Просто работает!
Лезвие не проскальзывает после зажатия. Облегчает заточку.
2.0 из 5 звезд
к a10amech на
вмещает много моего долота
Без комментариев
3.0 из 5 звезд
к PeVermelho на
Эффективный продукт
Надежная направляющая для хонингования!
5.0 из 5 звезд
к дорогая на
то что искал, недорого
У меня наждачная бумага приклеена к стеклу, зернистость 80 на 1200, я использую направляющую для небольших ручных рубанков
4.0 из 5 звезд
к Русь на
Неплохо
Этот инструмент отлично подходит для того, чтобы помочь студентам научиться точить бумагу.Им действительно сложно удерживать зубило в правильном положении при затягивании зажимного винта. В остальном отлично подходит для тех, кто учится затачивать.
4.0 из 5 звезд
к DOOMCREW669 на
ПРОСТОТА ИСПОЛЬЗОВАНИЯ
эта направляющая для хонингования отлично работает, она проста в использовании и стоит намного дешевле, чем другие направляющие для хонингования. Вы не разочаруетесь.
4.0 из 5 звезд
к Дол на
Работает по назначению
Работает как положено, но с трудом удерживает долото 1/4 “.
5.0 из 5 звезд
к Дон и его токарный станок по дереву на
«Это действительно работает, и им легко пользоваться».
Уголок легко устанавливается и обеспечивает острую кромку на стамесках по дереву и рубанках. Я также использую его, чтобы держать свое 1-дюймовое овальное косое долото под правильным углом для заточки.Отлично работает и по приемлемой цене.
4.0 из 5 звезд
к Серая доска на
Отличный инструмент!
Боже, этот гаджет отлично работает. Я недавно установил пугающую систему резкости, и это последнее дополнение, которое помогает мне сохранять правильный угол. На узких долотах (менее 3/4 дюйма) я обнаружил, что если положить первые 2 пальца поверх лезвия, касаясь наждачной бумаги, то края останутся идеальными.На более широких лезвиях этого делать не нужно. В любом случае, эта штука действительно прочная и очень простая в использовании.
4.0 из 5 звезд
к Моисей на
Хороший инструмент.
Узкое колесо – плюс для хонингования радиуса чистящего станка. Зажим для долота «ласточкин хвост» должен быть глубже, чтобы узкие толстые (читай HWI) долота могли зажимать квадрат. Вес и размер отлично подходят для притирки задней части утюга / долота на последнем притирке, пока он еще находится в приспособлении.
4.0 из 5 звезд
к Рокки на
Работает как рекламируется!
Я завидую тем, кто затачивает долото от руки … мои усилия всегда терпели неудачу. Это руководство по оттачиванию мне очень помогло. Мне удалось добиться хороших результатов заточки, подходящих для моих скромных проектов. […] Камни из дерева !!
2.0 из 5 звезд
к медовый деятель на
вы берете то, что вы платите за
не удерживает долото правильно зажимного действия заставляет его очень тяжело скручиваться на камне неплохо работает на самолетах
4.0 из 5 звезд
к веб-парень на
работает на большинстве долот
Отлично подходит для долот правильной формы. Долота Стэнли не подходят. Марплсы подходят идеально. Об остальном не знаю.