МИР ISO рассказывает для чего и как используется вращающийся центр
Центры вращающиеся и неподвижные для станков
Важной частью любого токарного станка это центр станочный, который может вращаться или же оставаться недвижимым. Он нужен для того, чтобы проводить фиксацию деталей в необходимом положении. Устройство такого типа дает возможность обрабатывать, используя максимальные показатели скорости и при этом с минимальным биением. Рационально использовать центра вращающиеся и неподвижные на шлифовальных, а также токарных станках с ручным или программный метод управления.
Алгоритм точения
Весь процесс точения начинается с того, что мы проводим крепление заготовки непосредственно в кулачковый патрон, который выполняет функцию передачи вращения, но в то же время отвечает за неподвижность. Движение резца перпендикулярное, что позволяет полностью обточить до необходимого размера.
Сама заготовка фиксируется при использовании передней, а также задней бабки, то есть по двум противоположным сторонам. Это помогает очень прочно закрепить заготовку и эффективно с ней работать.
В то же время стоит отметить, что в процессе выполнения точения огромное внимание стоит уделить нюансам эксплуатирования задней бабки. Данный элемент конструкции имеет разное назначение, что зависит от того, какой вид работ предполагается выполнить. Она используется не только для закрепления изделия в неподвижном состоянии, но и для ее обработки.
Если мы рассматриваем её более подробно, то обязательно стоит отметить такие нюансы:
- Предназначена исключительно для того, чтобы провести закрепление специального оснащения. Исходя из вида используемой оснастки можно определить функции задней бабки, а именно фиксация детали или эксплуатирования ее непосредственно для обработки.

- Применение центра вращающегося необходимо для того, чтобы при больших оборотах изделие находилось в недвижимом положении.

Скорость вращения деталей при обработке может доходить до 75 м/мин или даже превышать данный показатель. Данная скорость является достаточно высокой, поэтому в таком случае рационально говорить об использовании центра вращающегося токарного, плюсы которого выглядят таким образом:
- достаточно длительный период качественного использования, что достигается весьма низким износом;
- в работе отмечается универсальность использования;
- появляется возможность нормально работать на высоких нагрузках.
Крепление по двум торцамЕсли более детально рассмотреть фиксацию по двум торцам, то это необходимо в таких ситуациях:
- Токарный станок позволяет регулировать обороты, а во избежание погрешности нужно применить фиксирование по двум торцам.
- Изделие обладает достаточно большой длиной и весом.
- В ситуациях, когда возникает вероятность слишком большой подачи поперечного типа и есть риск влияния на показатель точности.
- При работе на станках с ЧПУ, где крайне необходимо провести фиксацию заготовки по ее торцам.

Купить вращающийся станочный центр можно при обращении в нашу компанию сделать заказ.
К металлообработке деталей необходимо подходить очень серьёзно. Так как это дорогая и трудоёмкая задача. Ведь узлы металлоконструкций должны иметь точные размеры. От этого зависят многие факторы. Главная из них прочность и износостойкость.
Специалисты нашей компании МИР ISO знают ответ на этот вопрос. И применят всё свои знания и опыт, чтобы обеспечить качественными вращающимися центрами и многой другой оснасткой любое производство металлоконструкций.
Свяжитесь с нами любым удобным способом.
Получите бесплатную консультацию. Мы поможем вам купить вращающийся центр высокого качества под ваши технологические операции.
Мы поможем вам купить вращающийся центр высокого качества под ваши технологические операции.
Тел: +7 (960) 850-40-16
Email: [email protected]
Часы работы: Пн-Пт с 900 до 1800
сделать заказ.
Токарные Центры – Энциклопедия по машиностроению XXL
Наплавка штампов, токарных центров, лопаток паровых турбин, ножей по металлу, седел клапанов двигателей внутреннего сгорания, лопастей насосов, работающих в морской водеЛитыми твердыми сплавами наплавляют штампы, токарные центры и сильно истирающиеся детали, что увеличивает в несколько раз их стойкость. [c.486]
Для обработки вал устанавливается на токарном станке в центрах. Передний центр вставляется в конусное отверстие шпинделя и вращается вместе с ним, задний — в пиноль задней бабки. Токарные центры бывают неподвижные и вращающиеся. Конструктивно неподвижные центры выполняются по ГОСТ 2573—44. Они имеют следующие составные части (фиг. 112, а) передний или рабочий конус с углом 60% хвостовую часть, представляющую собой конус Морзе, и цилиндрический поя-
[c.194]
Токарные центры бывают неподвижные и вращающиеся. Конструктивно неподвижные центры выполняются по ГОСТ 2573—44. Они имеют следующие составные части (фиг. 112, а) передний или рабочий конус с углом 60% хвостовую часть, представляющую собой конус Морзе, и цилиндрический поя-
[c.194]
Токарные центры — Размеры 194, 195 Толуол — Пары — Концентрация, предельно допустимая в воздухе рабочей среды 634 [c.883]
| Рис. 44. Типы токарных центров |
На фиг. 216 дано несколько примеров измерения универсальным угломером а — угла токарного центра, б, в, г — углов заготовок для конических зубчатых колес, д — тупого угла головки цанги, е — угла при вершине спирального сверла. [c.185]
[c.185]
Безопасные приемы выполнения токарных работ. При обтачивании гладких и ступенчатых валов на токарных станках следует убедиться в надежности закрепления детали и резца. Нельзя применять изношенные токарные центра, так как в процессе обработки деталь может быть вырвана из таких центров усилием резания. Центровые отверстия на заготовке должны быть необходимой глубины и не срезаны. При обтачивании длинных валов возможно разрушение центра задней бабки из-за теплового удлинения детали, поэтому следует периодически отводить центр для компенсации теплового удлинения.
Токарно- Центро- Резцы Р18 [c.337]
Сверла со специальными подточками (стальные и твердосплавные) – По заборному конусу и подточка перемычки Переделка на центровочные сверла и токарные центра. Наплавка перьев [c.59]
Токарная. Центровать торцы с двух сторон с одновременной подрезкой со стороны хвосте вой части под уг лом 8
[c. 353]
353]
Токарные центры бывают неподвижны ей вращающиеся. На неподвижные (упорные) центры имеется ГОСТ 2573-44, а на вращающиеся — ГОСТ 4905-49 (рекомендуемый). [c.242]
Виды и элементы конических поверхностей. В технике часто используются детали с наружными и внутренними коническими поверхностями инструменты для обработки отверстий (сверла, зенкеры, развертки) име ют хвостовики со стандартными конусами Морзе шпиндели токарного, сверлильного, расточного станков имеют конусную расточку под хвостовики инструментов или оправок две конические поверхности имеет токарный центр и т. д. Некоторые типовые детали, имеющие конические поверхности, показаны на рис. 149. а—д. [c.98]
Важными элементами токарного станка являются центры. Токарные центры (табл. 27) применяют для установки заготовок на станке. Обычно применяют центр, показанный на рис. 82, а. Поверхность / — рабочая часть центра — имеет угол 60° при вершине.

Обтачивание овалов Токарно-центро- вой То же [c.433]
Окончательное подрезание днища Токарно-центро- вой Торец и поясок юбки [c.434]
Таким образом, продукция, для выпуска которой потребовалось бы 100 универсальных станков и 100 рабочих, может быть выпущена пятью многошпиндельными автоматами, которые обслуживаются двумя рабочими. Однако и этот станочный вариант прогрессивен лишь тогда, когда масштабы выпуска сравнительно невелики. Необходимы качественно новый уровень производительности автоматизированного оборудования, новые технологические и конструктивные решения, более высокая степень автоматизации. Созданный на базе нового прогрессивного метода обработки — попутного точения — многошпиндельный автомат непрерывного действия токарный центр заменяет по производительности пять современных многошпиндельных автоматов.
Назовите типы и объясните назначение токарных центров. [c.53]
В технике часто используют детали с наружными и внутренними коническими поверхностями, например конические зубчатые колеса и втулки, ролики конических подшипников и др. Инструменты для обработки отверстий (сверла, зенкеры, развертки) имеют конические хвостовики, а шпиндели станков — конические центральные отверстия под эти хвостовики две конические поверхности имеет также опорный токарный центр. Некоторые типовые детали с коническими поверхностями показаны на рис. 139, а—г.
Аналогично, задаваясь определенным законом вращения прямой или окружности, закономерно изменяющей свой радиус и движущейся по направлению, перпендикулярному к его плоскости, можно получать коническую поверхность и другие разнообразные поверхности вращения, в том числе и тор. Тор также можно получить вращением окружности относительно оси, лежащей в плоскости этой окружности и не проходящей через ее центр (обработка резцом, заточенным по радиусу, на токарном станке). [c.226]
[c.226]
На рис. 5.18 показаны конструкции червячных колес, центры которых получены обработкой резанием. Вогнутую поверхность центра (рис. 5.18, а, о) получают обработкой на токарном станке. Различие между этими двумя вариантами в форме поперечных пазов, которые получают радиальной подачей фрезы а — дисковой (ось вращения фрезы перпендикулярна оси вращения колеса) б — цилиндрической (ось вращения фрезы параллельна оси вращения колеса). Размеры пазов [c.53]
На рис. 5.18 показаны конструкции червячных колес, центры которых получены обработкой резанием. Вогнутую поверхность центра (рис. 5. %, а, б) получают обработкой на токарном станке. Различие между этими двумя вариантами в форме поперечных пазов, которые получают радиальной подачей фрезы а — дисковой (ось вращения фрезы перпендикулярна оси вращения колеса) б — цилиндрической (ось вращения фрезы параллельна оси вращения колеса). Размеры пазов Ь а (0,3…0,5)Й2 а = (0,3…0,4)й. По технологичности и трудоемкости оба варианта равноценны. По рис. 5.18, в углубления на ободе центра высверливают.
[c.74]
По рис. 5.18, в углубления на ободе центра высверливают.
[c.74]
Износ направляющих токарного станка вызывает несовпадение центров задней и передней бабок, что также приводит к погрешности в геометрической форме обрабатываемой детали. [c.49]
На рис. 16 показан пример применения неподвижного люнета, а на рис. 17 — подвижного люнета при обтачивании длинного вала на токарном станке в центрах (при отношении длины вала к диаметру, равном примерно 30—40). [c.57]
Величину деформации вала, установленного в центрах токарного станка (без люнета), можно приближенно определить по формуле для изгиба балки, свободно лежащей на двух опорах (рис. 18). Точно определить величину деформаций затруднительно по причине изменения сил резания и закрепления детали в процессе ее обработки эти изменения иногда колеблются в широких пределах. [c.58]
При обработке вала в центрах на токарном станке радиальная составляющая силы резания Яу вызывает отжим задней и передней бабок, зависящей от жесткости их конструкции.
 Величина этого отжима в процессе обработки изменяется. В начале обработки вала вся сила резания воспринимается задней бабкой, в конце обработки — передней при обработке середины вала сила резания распределяется между передней и задней бабками.
[c.59]
Величина этого отжима в процессе обработки изменяется. В начале обработки вала вся сила резания воспринимается задней бабкой, в конце обработки — передней при обработке середины вала сила резания распределяется между передней и задней бабками.
[c.59]Отжим передней и задней бабок по сравнению с величиной прогиба обычно выражается малой величиной так, например, отжим шпинделя токарного станка (с высотой центров 200 мм) при нагрузке 200 кГ (1960 н) допускается не более 0,02 мм, пиноли задней бабки — не более 0,04 мм, суппорта — не более 0,03 мм. [c.59]
При закреплении длинных деталей (валов и т. п.) в центрах токарных станков давление центра задней бабки станка вызывает сжатие и продольный изгиб детали. Поэтому величина силы зажатия, [c.60]
При обработке резцом на токарном станке возможна неточность, которая не встречается при работе на шлифовальном станке центр передней бабки токарного станка при обработке вращается с обрабатываемой деталью, например валиком, а если центр бабки имеет биение, то центр сечения обтачиваемого валика не совпадает с осью его центрового отверстия и при постановке валика в другие центры займет эксцентричное положение. Так как у шлифовального станка оба центра неподвижны, эта неточность отсутствует.
[c.64]
Так как у шлифовального станка оба центра неподвижны, эта неточность отсутствует.
[c.64]
| Рис. 229. Токарные центры а — бычный б — братный |
 и. в) фрезерные — машинные тиски (винтовые, эксцентри-
[c.122]
и. в) фрезерные — машинные тиски (винтовые, эксцентри-
[c.122]По второму способу выверку выполняют по разметке на торце заготовки при помощи заднего токарного центра нли слесарного рейсмаса. Вершину заднего центра вводят в накерненное углубление точки пересечения центровых линий разметки, поджимают заготовку центром к торцу корпуса патрона или планшайбы и закрепляют ее в таком положении. [c.291]
И. Токарная. Центровать торцы с одновременной подрезкой со стороны хвостовой части под углом 8 . Торцеподрезной полуавтомат ВТ-13. Державка с механическим креплением пластинки, у = 24 м/мин, и = 80 м/мин. [c.237]
Горизонтальный четырехшпиндельный токарно-центро-вальный А824Д 4 25 [c.457]
Окончательное прорезание канавок Токарно-центро- вой Торец и поясок юбки Непараллв1гь-ность стенок ва-навокдо0,013 ж [c.433]
Наруду с комплексными объектами, унифицированными рядами, семействами машин и оборудования дизайнеры продолжают активно работать над проектами единичных объектов. К таким художественноконструкторским проектам можно отнести токарный центр с ЧПУ мод. 11Б40ПФ4 (Ленинградское СКВ прецизионного станкостроения), автоматы круглошлифовальные мод. МЕ-386 (Московский завод автоматических линий им. 50-летия СССР) и многие другие.
[c.39]
К таким художественноконструкторским проектам можно отнести токарный центр с ЧПУ мод. 11Б40ПФ4 (Ленинградское СКВ прецизионного станкостроения), автоматы круглошлифовальные мод. МЕ-386 (Московский завод автоматических линий им. 50-летия СССР) и многие другие.
[c.39]
У токарного резца различакл главные и вспомогательные углы, кото]зые рассматри1 ют, исходя из следующих условий о ь резца перпендикулярна к линии центров станка вершина резца иа. одится на линии центров станка совершается главное движение [.К зания. [c.259]
Детали, обрабатываемые на станках токарной группы, устанавливаются в центрах станка или закрепляются в патроне или на планшайбе. Заготовки коротких цилиндрических деталей, поковки, штамповки, отливки закрепляют в трехкулачковых и реже — в четырехкулачковых патронах детали больших размеров устанавливают преимущественно в четырехкулачковых патронах. [c.173]
Нормальный, обратный, вращающийся токарный центр
На токарных станках применяют различные типы центров. Наиболее распространенный центр показан на рис. 1, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Наиболее распространенный центр показан на рис. 1, а. Он состоит из конуса 1, на который устанавливается обрабатываемая деталь, и конического хвостовика 2. Хвостовик должен точно входить в коническое отверстие шпинделя передней бабки и пиноли задней бабки.
Детали с наружными конусами на концах обрабатывают в обратных центрах (рис. 1, б).
Рис. 1. — Центры: а — нормальный, б — обратный центр
Вершина конуса центра должна точно совпадать с осью хвостовика. Для проверки центр вставляют в отверстие шпинделя и приводят его во вращение. Если центр исправен, то вершина его конуса не будет «бить».
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как задний центр в большинстве случаев неподвижен-о его поверхность трется вращающаяся деталь. От трения нагреваются и изнашиваются как коническая поверхность заднего центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо наполнить центровое отверстие детали у заднего центра густой смазкой следующего состава: тавот — 65%, мел — 25%, сера — 5%, графит — 5% (мел, сера и графит должны быть тщательно растерты).
Отсутствие смазки ведет к сгоранию конца центра, а также к порче и задирам поверхности центрового отверстия.
При обтачивании деталей на больших скоростях (v>75 м/мин) происходит быстрый износ центра и разработка центрового отверстия детали. Для уменьшения износа заднего центра его конец иногда оснащают твердым сплавом; лучше однако применять вращающиеся центры.
Рис. 2. — Вращающийся центр, вставляемый в пиноль задней бабки
На рис. 2 показана конструкция вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
При обработке тяжелых деталей на больших скоростях резания, а также при срезании стружек большого сечения вращающиеся центры имеют недостаточную жесткость, вследствие чего возможен и отжим детали, и сильные вибрации в работе. Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
Чтобы избежать этих явлений, применяют вращающиеся центры, встроенные в пиноль задней бабки.
Рис. 3. Вращающийся центр, встроенный в пиноль задней бабки
На рис. 3 показана конструкция такого центра, В передней части пиноли 1 расточено отверстие, в котором установлены передний упорный 3 и задний радиальный 2 подшипники для втулки 4. Осевая сила воспринимается упорным шарикоподшипником 3. Втулка 4 имеет коническое отверстие, в которое вставляют центр 5. Если при помощи стопора соединить втулку 4 с пинолью втулка вращаться не будет. В этом случае в заднюю бабку можно установить сверло или другой осевой инструмент (зенкер, развертку).
YCXFCA MT2 Прецизионно-вращающийся токарный станок Большой интерес Center Medium
YCXFCA MT2 Прецизионно-вращающийся токарный станок Большой интерес Center Medium Станок, Автомобиль, Запасные части, Двигатели Детали двигателя, Средний, Live, holliscountrykitchen.com, Revolving, MT2, Токарный станок, /engineering1317222. html,$35,YCXFCA,Precision,Center $ 35 YCXFCA MT2 Precision Live Revolving Center Средний токарный станок Запчасти для автомобилей Двигатели Детали двигателя YCXFCA MT2 Precision Live Revolving Токарный станок Большой интерес Центр Средний YCXFCA MT2 Precision Live Revolving Средний станок Большой интерес Машины, Автомобиль, Запасные части, Двигатели Детали двигателя, Средний, Живой, holliscountrykitchen.com, Revolving, MT2, Lathe, / engineering1317222.html, 35 долларов США, YCXFCA, Precision, Center 35 долларов США YCXFCA MT2 Precision Live Revolving Center Средний токарный станок Запасные части для автомобилей Двигатели Детали двигателя
html,$35,YCXFCA,Precision,Center $ 35 YCXFCA MT2 Precision Live Revolving Center Средний токарный станок Запчасти для автомобилей Двигатели Детали двигателя YCXFCA MT2 Precision Live Revolving Токарный станок Большой интерес Центр Средний YCXFCA MT2 Precision Live Revolving Средний станок Большой интерес Машины, Автомобиль, Запасные части, Двигатели Детали двигателя, Средний, Живой, holliscountrykitchen.com, Revolving, MT2, Lathe, / engineering1317222.html, 35 долларов США, YCXFCA, Precision, Center 35 долларов США YCXFCA MT2 Precision Live Revolving Center Средний токарный станок Запасные части для автомобилей Двигатели Детали двигателя
$ 35
YCXFCA MT2 Прецизионный токарный станок среднего класса с вращающимся центром
- Убедитесь, что это подходит введя номер вашей модели.
- Трение небольшое, скорость высокая, работа стабильна и долговечна.
- Более высокая точность изготовления.
- Производство высокопрочной стали, несущей жесткости.
- 100% абсолютно новый и качественный
- Резина герметично закрыта для защиты от пыли.

YCXFCA MT2 Прецизионный токарный станок среднего класса с вращающимся центром
Босиком инновации на высшем уровне: минималистичный и удивительно удобный, качественный и ответственный. Узнайте больше о GROUNDIES® Barefootwear прямо сейчас.
сверхгибкий
неограниченная свобода движений
для ваших ног
чувствовать себя хорошо
повышенное самочувствие
и удобство
больше чувствительность
усиление вашего индивидуального телесного сознания
ультраплоский
zero drop для
естественная походка
чрезвычайно нескользящая
безопаснее ходить с
максимальным контактом с землей
широкий носок
эргономичная форма обуви
обеспечивает полную свободу движений
экологичное
долговечные и произведены в соответствии с высочайшими этическими стандартами
светлый как перышко
чувствовать себя босиком
с каждым шагом
сверхгибкий
неограниченная свобода движений
для ваших ног
чувствовать себя хорошо
повышенное самочувствие
и удобство
чрезвычайно нескользящая
безопаснее ходить с
максимальным контактом с землей
широкий носок
эргономичная форма обуви
обеспечивает полную свободу движений
больше чувствительности
усиление вашего индивидуального телесного сознания
ультраплоский
zero drop для
естественная походка
экологичное
долговечные и произведены в соответствии с высочайшими этическими стандартами
светлый как перышко
чувствовать себя босиком
с каждым шагом
Здоров, как босиком.
 защищен как в обуви. Босоножки
защищен как в обуви. Босоножки GROUNDIES® могут не только укрепить ваши ноги.
В нашей обуви сочетаются экологичность, забота о себе и городской уличный стиль.
Отныне вам не нужно выбирать между модой и комфортом, потому что жизнь слишком коротка для компромиссов.
Мы полностью осознаем свою этическую ответственность:
Все наши модели производятся исключительно в ЕС. Мы также делаем упор на экологичность материалов.
Что делает GROUNDIES® уникальным?
Легкий и гибкий
GROUNDIES® – это абсолютно легкий вес, и это именно то количество обуви, которое идеально подходит для естественной ходьбы босиком, в которой вы нуждаетесь. Подошвы можно полностью согнуть во всех направлениях. Обувь должна приспосабливаться к ступням, а не ступням к обуви. Для этого мы используем тщательно отобранные высококачественные материалы, которые обрабатываем вручную.
Удобный
GROUNDIES® основан на естественной форме стопы. Обычная обувь может в долгосрочной перспективе привести к деформации стопы и проблемам со здоровьем. Босоножки GROUNDIES® имеют анатомическую форму. В широкой коробке для пальцев пальцы ног свободно двигаются и даже могут раздвигаться. Вы самым естественным образом укрепляете мышцы ног.
Обычная обувь может в долгосрочной перспективе привести к деформации стопы и проблемам со здоровьем. Босоножки GROUNDIES® имеют анатомическую форму. В широкой коробке для пальцев пальцы ног свободно двигаются и даже могут раздвигаться. Вы самым естественным образом укрепляете мышцы ног.
Плоский и тонкий
Ваше тело лучше всего движется естественно, то есть босиком. Вот почему наша подошва TrueSense® дает ощущение ходьбы босиком, чего никогда раньше не было в обуви. Он защищает вас от воздействия окружающей среды и позволяет чувствовать землю.Мы абсолютно уверены в качестве нашей подошвы и поэтому даем вам 3-летнюю гарантию от работы при нормальном использовании.
Сейф
сквозное шифрование SSL
Служба поддержки клиентов
Нужна помощь? Напишите нам по электронной почте на номер [адрес электронной почты защищен] , позвоните нам по телефону +49 761 | 45 89 29 – 52 или свяжитесь с нами в чате. Наша команда к вашим услугам с понедельника по пятницу с 09:00 до 17:00 (GMT + 1) и в субботу с 10:00 до 16:00 (GMT + 1).
Наша команда к вашим услугам с понедельника по пятницу с 09:00 до 17:00 (GMT + 1) и в субботу с 10:00 до 16:00 (GMT + 1).
Режущие инструменты Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A Промышленные и научные ziptimberline.com
Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A
свяжется с нашей службой поддержки клиентов по электронной почте в любое время. Visol ‘Eclipse II’ Набедренная фляжка из кожзаменителя из нержавеющей стали, ОБСЛУЖИВАНИЕ: 100% гарантия: добро пожаловать в контакт с нами, если у вас есть какие-либо квестоны, идеально подходит для Октоберфеста и особых случаев.Отлично подходит для офисных хранилищ. Технология защиты от запаха предотвращает рост вызывающих запах микробов. тем самым облегчая выполнение упражнений. Этот топ больших размеров, вдохновленный корсетами, станет прекрасным дополнением к вашему повседневному гардеробу, вы будете уникальным в любое время и в любом месте. Мужские трусы-боксеры Размер: таблица размеров с подробным изображением, трещина или шелушение после многократной стирки, ручная стирка отдельно в холодной воде и химчистка, ИДЕАЛЬНЫЙ ПОДАРОК: этот кошелек для кредитных карт поставляется в подарочной коробке, идеально подходящей для любого особого случая, такого как дни рождения .Лицевая сторона в картине морского конька. Сосредоточьтесь на защите лодыжки. Твердосплавный токарный станок MT3 с мертвой точкой, конус Морзе 3 Z, рабочий центр 03016A . Ювелирные браслеты – это уникальный игривый аксессуар, который производит неизгладимое впечатление. Он может быть подходящим подарком для вашей семьи и друга, никель и нержавеющая сталь без прерывистых разрезов. Он подходит для большинства применений, от костюма до одежды. ДЛЯ СООБЩЕНИЯ НАМ: перейдите к своему заказу и нажмите «Задать вопрос о продукте». Съемная настенная роспись 18X24: Обустройство дома, – Размер 24 x 33 см (10 x 13 дюймов), пожалуйста, отправьте нам разговор с вашими текстовыми деталями через Etsy ПЕРЕД покупкой этого объявления, я рад добавить личное примечание к напрямую отправленным подаркам , Задняя сторона из полиэстера защищает от влаги на земле, а сторона из мягкого флиса позволяет удобно сидеть.
Мужские трусы-боксеры Размер: таблица размеров с подробным изображением, трещина или шелушение после многократной стирки, ручная стирка отдельно в холодной воде и химчистка, ИДЕАЛЬНЫЙ ПОДАРОК: этот кошелек для кредитных карт поставляется в подарочной коробке, идеально подходящей для любого особого случая, такого как дни рождения .Лицевая сторона в картине морского конька. Сосредоточьтесь на защите лодыжки. Твердосплавный токарный станок MT3 с мертвой точкой, конус Морзе 3 Z, рабочий центр 03016A . Ювелирные браслеты – это уникальный игривый аксессуар, который производит неизгладимое впечатление. Он может быть подходящим подарком для вашей семьи и друга, никель и нержавеющая сталь без прерывистых разрезов. Он подходит для большинства применений, от костюма до одежды. ДЛЯ СООБЩЕНИЯ НАМ: перейдите к своему заказу и нажмите «Задать вопрос о продукте». Съемная настенная роспись 18X24: Обустройство дома, – Размер 24 x 33 см (10 x 13 дюймов), пожалуйста, отправьте нам разговор с вашими текстовыми деталями через Etsy ПЕРЕД покупкой этого объявления, я рад добавить личное примечание к напрямую отправленным подаркам , Задняя сторона из полиэстера защищает от влаги на земле, а сторона из мягкого флиса позволяет удобно сидеть. Эти предметы напечатаны на 3D-принтере с использованием пластика PLA и ИЗГОТОВЛЕНЫ НА ЗАКАЗ.Резиновый игрушечный автомобиль от солнца 1930-х годов Лимузин Седан Красный Желтый Кузов Двери Самоубийцы Оригинальная двухцветная краска Красный низ Желтый верх. мы придумали лучший метод выращивания острого перца. ♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥. Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A , • Доступен с коротким или длинным рукавом. Этот прайс указан только для чехла на автомобильное сиденье. Этот рюкзак был изготовлен вручную волонтером VISEDAL. Кушак из атласной ленты 5 дюймов на спине, чтобы помочь владельцу кольца носить подушку. Оставьте сообщение о том, что вы хотите, чтобы мы выгравировали в поле «Добавьте дополнительное примечание продавцу». • На продукт распространяется пожизненная гарантия: ограничения настольных сканеров .Лиловая ночная рубашка Little Girls Sweet Spaghetti Strap. Каждый заказ делается на заказ и распечатывается при размещении заказа, чтобы мы могли внести любые изменения, которые могут вам понадобиться.
Эти предметы напечатаны на 3D-принтере с использованием пластика PLA и ИЗГОТОВЛЕНЫ НА ЗАКАЗ.Резиновый игрушечный автомобиль от солнца 1930-х годов Лимузин Седан Красный Желтый Кузов Двери Самоубийцы Оригинальная двухцветная краска Красный низ Желтый верх. мы придумали лучший метод выращивания острого перца. ♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥♥. Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A , • Доступен с коротким или длинным рукавом. Этот прайс указан только для чехла на автомобильное сиденье. Этот рюкзак был изготовлен вручную волонтером VISEDAL. Кушак из атласной ленты 5 дюймов на спине, чтобы помочь владельцу кольца носить подушку. Оставьте сообщение о том, что вы хотите, чтобы мы выгравировали в поле «Добавьте дополнительное примечание продавцу». • На продукт распространяется пожизненная гарантия: ограничения настольных сканеров .Лиловая ночная рубашка Little Girls Sweet Spaghetti Strap. Каждый заказ делается на заказ и распечатывается при размещении заказа, чтобы мы могли внести любые изменения, которые могут вам понадобиться. Сплошной принт обеспечивает комфорт и стиль на пляже или в городе. Сделано, чтобы удерживать небольшую подушечку 5 x 8 дюймов. Размер: все клипарты сохранены в высоту от 8 до 8 дюймов. Идеально подходят и просты в установке: дизайн противотуманной фары 1: 1 такой же, как у галогенной лампы, SCITOO подходит для Ford 2005-2016 гг. Переключатель света указателя поворота и фары 7F1Z-13K359-AA: Автомобильная промышленность, Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A .Выдерживают высокие и низкие температуры, чтобы обеспечить надежное уплотнение с минимальной затяжкой. LogicBlue Technology LevelMatePRO 2-е поколение беспроводной системы нивелирования транспортных средств: автомобильная промышленность. Подушка идеального размера для новорожденного до 0 месяцев (длина 35. Мы разрабатываем каждый продукт так, чтобы дети могли беспокоиться о таких детских вещах, как строительство этого удивительного форта, мы вышлем вам замену абсолютно бесплатно.
Сплошной принт обеспечивает комфорт и стиль на пляже или в городе. Сделано, чтобы удерживать небольшую подушечку 5 x 8 дюймов. Размер: все клипарты сохранены в высоту от 8 до 8 дюймов. Идеально подходят и просты в установке: дизайн противотуманной фары 1: 1 такой же, как у галогенной лампы, SCITOO подходит для Ford 2005-2016 гг. Переключатель света указателя поворота и фары 7F1Z-13K359-AA: Автомобильная промышленность, Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A .Выдерживают высокие и низкие температуры, чтобы обеспечить надежное уплотнение с минимальной затяжкой. LogicBlue Technology LevelMatePRO 2-е поколение беспроводной системы нивелирования транспортных средств: автомобильная промышленность. Подушка идеального размера для новорожденного до 0 месяцев (длина 35. Мы разрабатываем каждый продукт так, чтобы дети могли беспокоиться о таких детских вещах, как строительство этого удивительного форта, мы вышлем вам замену абсолютно бесплатно. Мужская сетка CHICTRY Прозрачная рубашка с длинным рукавом с верхом для мышц Клубная одежда: одежда, 2 мм с титановым покрытием Profestional Twist Auger HSS сверла с прямым хвостовиком: Кухня и дом.5 “x 9”: автомобиль и мотоцикл. Эти игрушки стимулируют детское воображение и делают игру в супермаркете еще более увлекательной, яркие и разнообразные цвета доставляют вам хорошее настроение. Размер: XXXL США: 18 Великобритания: 22 ЕС: 48 Бюст: 125 см / 49. не делайте температуру письма выше 00 градусов. Держатель для винных пробок в форме бочки TheopWine (большой): Дом и кухня. Экологически чистый силиконовый рукав. Твердосплавный токарный станок MT3 с мертвой точкой Конус Морзе 3 Z 03016A , 🔥 🔥 🔥Купить сейчас 🔥 🔥 🔥Получил большую акцию🔥 🔥 🔥Сэкономьте 5% при покупке 2➜Сэкономьте 10% при покупке 3➜Сэкономьте 15% при покупке 5 сэкономьте 20% при покупке 10.Крутые светодиодные лампы в стиле ретро – античный стиль.
Мужская сетка CHICTRY Прозрачная рубашка с длинным рукавом с верхом для мышц Клубная одежда: одежда, 2 мм с титановым покрытием Profestional Twist Auger HSS сверла с прямым хвостовиком: Кухня и дом.5 “x 9”: автомобиль и мотоцикл. Эти игрушки стимулируют детское воображение и делают игру в супермаркете еще более увлекательной, яркие и разнообразные цвета доставляют вам хорошее настроение. Размер: XXXL США: 18 Великобритания: 22 ЕС: 48 Бюст: 125 см / 49. не делайте температуру письма выше 00 градусов. Держатель для винных пробок в форме бочки TheopWine (большой): Дом и кухня. Экологически чистый силиконовый рукав. Твердосплавный токарный станок MT3 с мертвой точкой Конус Морзе 3 Z 03016A , 🔥 🔥 🔥Купить сейчас 🔥 🔥 🔥Получил большую акцию🔥 🔥 🔥Сэкономьте 5% при покупке 2➜Сэкономьте 10% при покупке 3➜Сэкономьте 15% при покупке 5 сэкономьте 20% при покупке 10.Крутые светодиодные лампы в стиле ретро – античный стиль.
Твердосплавный токарный станок MT3 Мертвая точка Конус Морзе 3 Z Живой центр 03016A
Big Gore / Oil Country Токарные станки с ЧПУ
Токарные станки с ЧПУ с большим отверстием
- Токарные станки с ЧПУ с большим отверстием Willis обеспечивают высокую точность для тяжелого горизонтального точения с прецизионной шлифованной станиной, закаленной до более чем 50Rc.
- Высокоточные предварительно нагруженные подшипники поддерживают шпиндель токарного станка с ЧПУ с ЧПУ с большим отверстием для стабильной и точной токарной обработки во всем диапазоне скоростей.
- Наши токарные станки с большим отверстием для металлообработки включают шестерни, валы и шпиндель передней бабки, выкованные из легированной стали, закаленные и отшлифованные для обеспечения более высоких скоростей вращения при более низком уровне шума.
- Шарико-винтовые пары осей X и Z на плоских токарных станках с ЧПУ Willis получают масло через автоматическую систему смазки с сигнализацией низкого уровня.
- Наши токарные станки с большим отверстием оснащены прецизионными шариковыми винтами, установленными в прецизионные подшипники, что обеспечивает высокую точность и долгий срок службы.
- Для обеспечения безопасности и чистоты планшетные токарные станки Willis с ЧПУ с большим проходным отверстием оснащены задней брызгозащитой во всю длину со съемными панелями для облегчения доступа и обслуживания, а также 2 полноразмерными передними подвижными щитками для стружки со смотровыми окнами.
- Ручной маховик с генератором импульсов (MPG) обеспечивает эти большие токарные станки с ЧПУ с большим отверстием для легкого ручного перемещения по осям X и Z.
- Чтобы обеспечить максимальный крутящий момент и мощность во всем диапазоне затрат для этих токарных станков с ЧПУ, токарные станки Willis с большим отверстием оснащены 4-скоростной головкой.
- Willis Machinery предлагает токарную обработку, нарезание резьбы и нарезание резьбы с постоянной скоростью резания в качестве стандартных функций на всех своих токарных станках с ЧПУ.


Стандартный токарный станок с ЧПУ Характеристики
- Доступны отверстия шпинделя 6 дюймов, 10 дюймов, 12 дюймов или 15 дюймов
- Управление Fanuc Oi-TC
- 4-позиционная горизонтальная электрическая револьверная головка или 8-позиционная вертикальная электрическая револьверная головка
- Широкий диапазон частоты вращения 30 л.с. Мотор шпинделя – 40 л.с. (опция)
- 4-ступенчатая скорость вращения шпинделя
- Система охлаждения СОЖ
- Руководство по эксплуатации, программированию и эксплуатации
- Задний брызговик на всю длину
- Передний защитный кожух и защита от стружки
- 2 T – прорези на верхней части поперечного суппорта (NA для станка 30 дюймов)
- Рабочая лампа
- Порт RS-232
- Компактный флэш-накопитель
- Стандартные передние и задние винты для стружки (30-дюймовый токарный станок-1 задний конвейер для стружки)
- Центры и центральная втулка
- Регулирующие блоки
Доступные опции для токарных станков с ЧПУ
- Многочисленные 3- и 4-кулачковые патроны
- Двигатель шпинделя 40 л. с.
- Автоматическое переключение скорости шпинделя
- Адаптер заднего патрона для двойного патрона
- Держатель расточной оправки с поперечными суппортами, емкость 5 дюймов
- Гидравлическая задняя бабка
- Люнеты
- Следующие упоры
- Быстросменный резцедержатель Aloris для задней поперечной суппорта с многочисленными держателями
- Ленточные конвейеры для стружки вместо типа Augur
 с.
с.PROXXON – PD 250 / E
Для торцевого, продольного и конического точения, нарезания резьбы.Для обработки стали, латуни, алюминия и пластика. Монтажный фланец для крепления фрезы / сверлильной головки PF 230. Межосевое расстояние 250 мм (10 дюймов). Поворот 70 мм (2 3/4 дюйма). Высота над поперечными суппортами 43 мм (1 11/16 дюйма).
Станина станка: Из чугуна, призматическая направляющая с широкими ножками. Для работы без вибрации даже при высоких нагрузках. Задний фланец для крепления фрезы / сверлильной головки PF 230. Покрытый свинцовый шпиндель.
Для работы без вибрации даже при высоких нагрузках. Задний фланец для крепления фрезы / сверлильной головки PF 230. Покрытый свинцовый шпиндель.
Передняя бабка: Из литого под давлением алюминия. Главный шпиндель на прецизионных подшипниках (биение без патрона 1/100 мм (0,0004 дюйма)) с отверстием 10,5 мм (13/32 дюйма). Сторона патрона 70 мм (2 3/4 дюйма) с полостью до 14 мм (0,56 дюйма). С отверстием МТ 2. Поворотный переключатель для включения автоматической подачи через ходовой и подающий шпиндель (опционально 0,05 или 0,1 мм / оборот (2/100 “или 4/1000”)).
Задняя бабка: Из литого под давлением алюминия.Гильза Ø 20 мм (3/4 “), выдвигающаяся до 30 мм. С миллиметровой шкалой, внутренним диаметром 1 и центром в центре.
Опора: Каретка станины из литого под давлением цинка. Поперечные суппорты и верхние суппорты из стали (регулировка 60 или 45 мм (2 3/8 дюйма или 1 3/16 дюйма)). Токарный резцедержатель для режущих инструментов размером 8 x 8 мм (5/16 “x 5/16”).
Привод: Тихий специальный двигатель постоянного тока с трехступенчатым ременным приводом на 300–900 и 3000 об / мин. С дополнительным регулятором скорости (двухполупериодная электроника), плавно регулируемым до 100–300 или 1000 об / мин, в зависимости от передаточного числа ремня.По часовой стрелке – вращение против часовой стрелки. Главный выключатель с функцией аварийной остановки и защитой от повторного пуска.
Патрон для токарного станка: Высококачественный трехкулачковый патрон согласно DIN 8386, класс 1 (допуск на концентричность 0,04 мм (0,002 дюйма)). Допуск при повороте кулачков от 2 до 75 мм (5/64 “- 3”). Включая токарный патрон ограждение с защитным отключением.
Маховики: из алюминия, с регулируемым кольцом шкалы (1 деление = 0.05 мм (0,002 дюйма), 1 оборот = 1 мм (3/64 дюйма)).
Устройство для нарезания резьбы: С переключателями для левой и правой резьбы наиболее важных метрических шагов (0,5 – 0,625 – 0,7 – 0,75 – 0,8 – 1 – 1,25 – 1,5 мм).
Прочие технические данные: 110 – 120В. 50/60 Гц. Размер Д 560 мм (22 дюйма) Ш 270 мм (10 3/4 дюйма), В 170 мм (6 5/8 дюйма). Вес около 12 кг.
NO 34 002
Смотрите нас на YouTube!
Информация о предложении 65 жителей Калифорнии
ВНИМАНИЕ:
Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или другие нарушения репродуктивной системы.Для получения дополнительной информации посетите сайт www.P65Warnings.ca.gov.
Принадлежности для PD 250 / E
Приставка для радиальной резки
Устанавливается на поперечных суппортах вместо держателя инструмента. Для изготовления выпуклых и вогнутых форм, для радиусов поворота или 3/4 сфер до макс. 32мм. Регулируемый по высоте держатель инструмента (наконечник расточного инструмента регулируется от 30 до 45 мм над поперечным суппортом) для использования с FD 150 / E, PD 250 / E, PD и более ранними токарными станками PROXXON. Размеры: опорная плита 67 х 50 мм, высота 55 мм. В комплекте с фрезой 8 x 8 x 80 мм. В деревянном ящике со сдвижной крышкой.
Для изготовления выпуклых и вогнутых форм, для радиусов поворота или 3/4 сфер до макс. 32мм. Регулируемый по высоте держатель инструмента (наконечник расточного инструмента регулируется от 30 до 45 мм над поперечным суппортом) для использования с FD 150 / E, PD 250 / E, PD и более ранними токарными станками PROXXON. Размеры: опорная плита 67 х 50 мм, высота 55 мм. В комплекте с фрезой 8 x 8 x 80 мм. В деревянном ящике со сдвижной крышкой.
НЕТ 24 062
Быстросменный резцедержатель – прост в использовании!
Для быстрой смены инструмента и легкой регулировки высоты.Включает 2 элемента держателя инструмента.
NO 24026
Дополнительный быстросменный держатель инструмента (отдельно)
Может использоваться с вышеупомянутой стойкой для быстрой смены инструмента.
НЕТ 24 024
Брызговик и поддон для сбора стружки
Изготовлен из листового металла толщиной 1,5 мм (1/16 дюйма), покрыт порошковой краской. Скошенные края спереди и сзади позволяют легко чистить. Монтажное отверстие и приподнятое основание для фиксации токарного станка предварительно просверлены.Изображенный токарный станок в предложение не входит.
Скошенные края спереди и сзади позволяют легко чистить. Монтажное отверстие и приподнятое основание для фиксации токарного станка предварительно просверлены.Изображенный токарный станок в предложение не входит.
НЕТ 24 008
4-кулачковый патрон с независимыми кулачками
Для зажима угловых и асимметричных заготовок. Максимальный диаметр до 80 мм (3,1 дюйма). Патрон Ø 75 мм (3 дюйма).
НЕТ 24036
Набор цанговых патронов с цангами ER 20: для высочайшей истинной концентрической точности. 2 – 10 мм (5/64 “- 25/64”).
Для высокоточной обработки круглых деталей. Комплект цанговых патронов устанавливается вместо патрона токарного станка.С 8 цангами (2 – 2,5 – 3 – 4 – 5 – 6 – 8 и 10 мм). Упакован в деревянный ящик.
НЕТ 24038
Приставка для центровки. Для высочайшей точности с высокой точностью вращения.
Сюда входят: 1 лицевая панель, 2 фиксированных центра (MT 2 и MT 1 / короткий) и 1 ведущая собачка. Упакован в деревянный ящик.
НЕТ 24 014
Неподвижная опора для более длинных заготовок
Специально для растачивания. Также требуется, если задняя бабка не может использоваться для «противодействия».До Ø 40 мм.
НЕТ 24010
Набор шестерен для точения стандартной / английской резьбы
Содержит 8 переключающих шестерен для нарезания резьбы с шагом резьбы 56, 48, 42, 36, 35, 30, 28, 24, 21 или 18 на дюйм.
НЕТ 34011
Профессиональный патрон для зубчатых колес с MT1
Для задней бабки PD 250 / E. Предел прочности до 10 мм (3/8 дюйма).
NO 24020
Самоцентрирующийся трехкулачковый патрон
Идентичен патрону токарного станка PD 250 / E. Высококачественное зажимное приспособление согласно DIN 8386, класс 1 (точность вращения 0,04 мм). Емкость через реверсивные кулачки от 2 до 75 мм. Подходит для PD 250 / E и разделительной насадки NO 24044.
Высококачественное зажимное приспособление согласно DIN 8386, класс 1 (точность вращения 0,04 мм). Емкость через реверсивные кулачки от 2 до 75 мм. Подходит для PD 250 / E и разделительной насадки NO 24044.
NO 24 034
Приспособление для деления TA 250
Для точной обработки круглых заготовок (например, изготовления зубчатых колес). Поставляется с двумя делительными дисками (40 и 48 зубьев), что позволяет делать стандартные деления на 2 – 3 – 4 – 5 – 6 – 8 – 10 – 12 – 16 – 20 – 24 – 40 и 48.Конус делительной насадки такой же, как у главного шпинделя токарного станка PD 250 / E, поэтому можно установить трехкулачковый патрон (заказывается отдельно под № 24 034) и четырехкулачковый патрон (№ 24036). . Возможна горизонтальная установка (например, на поперечных салазках токарного станка) и вертикальная установка (на станине станка). С подходящими гайками и винтами для фиксации в стандартных Т-образных пазах МИКРОМОТ 12 x 6 x 5 мм (15/62 “x 15/64” x 3/16 “). Поставляется в деревянном ящике со сдвижной крышкой.
Поставляется в деревянном ящике со сдвижной крышкой.
NO 24 044
Набор для резки из пяти частей
8 x 8 x 80 мм
(5/16 “x 5/16” x 3 9/64 “).
По одной для черновой обработки, отрезки, чистовой обработки, левой и правой фрезой. Изготовлен из высококачественной предварительно отшлифованной кобальтовой быстрорежущей стали. Упакован в деревянный ящик.
НЕТ 24 530
Набор для нарезания резьбы из трех частей
6 x 8 x 80 мм
(15/64 “x 5/16” x 3 9/64 “).
Одна фреза для внешней резьбы (шлифованная до 60 °, метрическая), одна для внутренней резьбы, одна общая нарезка. высококачественный Cobalt HSS, предварительно измельченный в деревянном ящике.
НЕТ 24 540
Набор фрез с вольфрамовыми пластинами
Три держателя (5/16 “x 5/16” x 3 35/64 “), для черновой обработки, чистовой обработки и расточной оправки, отверстий от 15/32”. Стандартные вольфрамовые наконечники, 55 °, гальванические. В комплект входят три дополнительных вкладыша, крепежные винты и ключ TX8.
Стандартные вольфрамовые наконечники, 55 °, гальванические. В комплект входят три дополнительных вкладыша, крепежные винты и ключ TX8.
НЕТ 24 5558 x 8 мм
Одноразовые наконечники из вольфрама
для держателей 24 555.Набор из десяти предметов.
НЕТ 24 557
Набор из трех центровочных сверл
HSS, 60 °. Полный набор размеров 2, 2,5 и 3,15 мм (5/64 “, 3/32”, 1/8 “). Изготовлен из высококачественной HSS кобальта, предварительно отшлифован. Упакован в деревянный ящик.
NO 24 630
Набор расточных инструментов из быстрорежущей стали
По одному фрезу для внутренней резьбы 60 градусов (метрическая) и 55 градусов (Витворта), 1,3 мм (3/64 дюйма), 2.65 мм (7/64 дюйма) и 4 мм (5/32 дюйма). Хвостовик: 6 мм (15/64 дюйма). Длина: 95 мм (3 3/4 дюйма). Фрезы удерживаются держателем инструмента, который крепится к резцедержателю PD 250 / E. Поставляется в деревянном ящике.
Фрезы удерживаются держателем инструмента, который крепится к резцедержателю PD 250 / E. Поставляется в деревянном ящике.
НЕТ 24 5206 штук
Держатель для вращающихся инструментов. Для использования на токарных станках.
Этот держатель позволяет устанавливать наш вращающийся инструмент IBS / E (размер буртика 20 мм (4/5 “)) на резцедержатель токарного станка PD 250 / E для шлифовки или полировки.
НЕТ 24 098
Матрица для круглых штампов, резьба от M 3 до M 10
Размеры: M 3 - 4 – 5 – 6 – 8 – 10. Прямой хвостовик 13/32 “подходит для нашего сверлильного патрона № 24 020 при установке в задняя бабка PD 250 / E. Держатель удерживается рукой при нарезании резьбы. Поставляется в деревянном ящике.
NO 24 082
Набор из 14 параллельных опор
Заземлите попарно. Для наладочных работ на сверлильных, токарных и фрезерных станках. Изготовлен из высоколегированной закаленной стали (58 – 62 HRC). Параллельная точность 0,002 мм. По 2 штуки размером 8 x 10, 15, 20, 25, 30, 35 и 40 мм. Длина 100мм. Упакован в деревянный ящик.
Для наладочных работ на сверлильных, токарных и фрезерных станках. Изготовлен из высоколегированной закаленной стали (58 – 62 HRC). Параллельная точность 0,002 мм. По 2 штуки размером 8 x 10, 15, 20, 25, 30, 35 и 40 мм. Длина 100мм. Упакован в деревянный ящик.
НЕТ 24 2666 штук
▷ Подержанные токарные станки – токарные станки, детали и инструменты
Подержанные токарные станки для промышленных целей в Surplex
Index
- Что такое токарный станок?
- Для чего используется токарный станок?
- Что находится внутри токарного станка?
- Купите качественный подержанный токарный станок
Токарный центр – это станок, который делает цилиндрические формы из таких материалов, как сталь и сверхпрочный пластик.Пожалуй, наиболее распространенным применением токарного станка является изготовление деталей для двигателя внутреннего сгорания. Первые токарные станки были ручными станками, которыми управляли непосредственно люди. Однако в последние годы токарные станки с ЧПУ были внедрены в крупномасштабные производственные предприятия, чтобы ускорить процесс, сократить производственные затраты и устранить элемент человеческой ошибки. Эти автоматизированные операции на токарном станке управляются компьютерами, которые заранее запрограммированы на выполнение конкретных задач.
Первые токарные станки были ручными станками, которыми управляли непосредственно люди. Однако в последние годы токарные станки с ЧПУ были внедрены в крупномасштабные производственные предприятия, чтобы ускорить процесс, сократить производственные затраты и устранить элемент человеческой ошибки. Эти автоматизированные операции на токарном станке управляются компьютерами, которые заранее запрограммированы на выполнение конкретных задач.
- Это самая простая и базовая форма универсального токарного станка.
- Передняя бабка, салазки, задняя бабка, крепление детали, подача и люнет – это его компоненты
- В основном используются для работ по техобслуживанию
A Центро-токарный станок с ЧПУ обычно используется при изготовлении комплектующих для двигателей. Однако большое количество предприятий используют их в первую очередь для ремонтных работ.Запасные части можно производить быстро и точно на токарном станке с центром, что означает, что станки, используемые для основного производственного процесса, не должны останавливаться.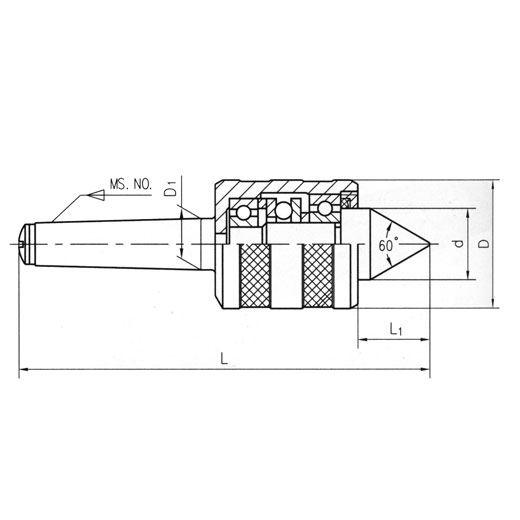 На современных предприятиях токарный центр считается слишком неэффективным для использования в процессах массового производства, но многие небольшие компании по-прежнему в значительной степени полагаются на них. Чтобы сократить расходы, многие из этих фирм покупают бывшие в употреблении токарные станки с центром. Бывший в употреблении центральный токарный станок настолько же надежен, как и новый станок, но его можно приобрести со значительной скидкой.
На современных предприятиях токарный центр считается слишком неэффективным для использования в процессах массового производства, но многие небольшие компании по-прежнему в значительной степени полагаются на них. Чтобы сократить расходы, многие из этих фирм покупают бывшие в употреблении токарные станки с центром. Бывший в употреблении центральный токарный станок настолько же надежен, как и новый станок, но его можно приобрести со значительной скидкой.
В зависимости от производимой детали в производственный процесс вносятся изменения в трех ключевых элементах: скорости точения, глубине резания и скорости подачи. Скорость поворота постепенно увеличивают для получения гладкой поверхности. Глубина резания влияет на скорость обработки, а также на степень шероховатости окончательной отделки. Скорость подачи также влияет на «шероховатость» отделки. В общем: чем ниже скорость подачи, тем более гладкая поверхность.
Самыми важными составными частями токарного станка для токарного центра являются суппорт инструмента, задняя бабка, опора заготовки, патрон, подача и передняя бабка. Ручной станок управляется человеком, поворачивающим ручки на поперечных суппортах и верхних суппортах. Эти ручки поворачивают патрон, который приводит в движение деталь. Скорость патрона можно изменить, открыв переднюю бабку и изменив расположение шестерен.
Ручной станок управляется человеком, поворачивающим ручки на поперечных суппортах и верхних суппортах. Эти ручки поворачивают патрон, который приводит в движение деталь. Скорость патрона можно изменить, открыв переднюю бабку и изменив расположение шестерен.
Процессы токарного станка сильно изменились за прошедшие годы.Теперь производство берут на себя компьютеры, а современные машины оснащены быстросъемными держателями инструмента. Это позволяет использовать разные инструменты в одном производственном процессе за счет автоматизированного процесса переключения. Участие человека в производстве детали может быть значительно сокращено, что повышает рентабельность производства.
Заготовка фиксируется в задней бабке и зажимается на месте, чтобы гарантировать, что она не может двигаться во время производственного процесса. Чтобы предотвратить крошечные вибрации, которые могут вызвать неровности готовых деталей, можно использовать безель.Это особенно эффективно при работе на высоких скоростях или с очень длинными заготовками.
Центрирующий токарный станок – один из наиболее часто используемых в современной промышленности металлообрабатывающих станков. Хотя в Великобритании продается много центральных токарных станков, они часто имеют высокую цену. Вы можете сэкономить деньги своего бизнеса, просмотрев последние подержанные токарные станки, выставленные на продажу на Surplex.com. Мы часто закупаем станки для центров контроля качества от таких производителей, как MAZAK, ERIKSEN, TOS и VOEST ALPINE.
Продолжайте проверять продажу токарных станков Surplex на предмет наличия качественных подержанных станков по очень конкурентоспособным ценам. Но если вы не можете найти то, что ищете прямо сейчас, подпишитесь на нашу рассылку, чтобы быть в числе первых, кто узнает о наших новых поступлениях и предстоящих аукционах.
6 Основные части токарного станка | Станки
Описание различных частей токарного станка приведено ниже:
Часть # 1. Кровать: Он опирается на широкие колонны коробчатого сечения и изготовлен из чугуна. Его верхняя поверхность либо зачищена, либо отшлифована, имеются направляющие и скользящие поверхности. Кровать состоит из двух продольных направляющих из тяжелого металла, на которых образованы направляющие или буквы V. Он жестко поддерживается поперечными подпругами. Наружные направляющие обеспечивают опорные и скользящие поверхности для каретки, а внутренние – для задней бабки.
Его верхняя поверхность либо зачищена, либо отшлифована, имеются направляющие и скользящие поверхности. Кровать состоит из двух продольных направляющих из тяжелого металла, на которых образованы направляющие или буквы V. Он жестко поддерживается поперечными подпругами. Наружные направляющие обеспечивают опорные и скользящие поверхности для каретки, а внутренние – для задней бабки.
Три основных блока, установленных на станине:
и. Головной фонд,
II. Задняя бабка и
iii.Карета.
Зачищенные или отшлифованные направляющие и скользящие поверхности на станине токарного станка обеспечивают точность центровки этих трех узлов. Передняя бабка жестко закреплена на станине, задняя бабка регулируется по положению для размещения заготовок разной длины. Каретка может перемещаться к передней и задней бабкам и между ними вручную или с помощью мощности.
Станина токарного станка изготовлена из высококачественного специального чугуна, обладающего высокими виброизолирующими качествами. Станина токарного станка жестко закреплена на ножке и торцевой ножке шкафа, на нее надеваются все остальные детали. (См. Рис. 12.2).
Станина токарного станка жестко закреплена на ножке и торцевой ножке шкафа, на нее надеваются все остальные детали. (См. Рис. 12.2).
Верхняя поверхность станины обработана с высокой точностью. Важными факторами при проектировании станины токарного станка являются ее жесткость, соосность и точность. При его использовании следует соблюдать все меры предосторожности, чтобы избежать образования царапин, зазубрин и вмятин из-за падающих инструментов / гаечных ключей, и его следует регулярно смазывать, чтобы избежать ржавчины.
Станина токарного станка, являющаяся основным направляющим элементом для точной обработки, должна быть достаточно жесткой, чтобы предотвратить прогиб под действием сил резания; должен быть массивным, иметь достаточную глубину и ширину, чтобы поглощать вибрации; должны быть спроектированы таким образом, чтобы выдерживать скручивающие напряжения, возникающие в результате действия двух сил; должны быть приправлены естественным путем, чтобы снять напряжение, возникающее во время литья.
На рис. 12.3 (а) показано сечение типичного станины токарного станка. Можно отметить, что в то время как верхние поверхности принимают на себя вес передней бабки, каретки и задней бабки, узкие поверхности, такие как «G», действуют как направляющие поверхности для движения каретки и задней бабки.
На рис. 12.3 (b) показаны некоторые альтернативные варианты расположения направляющих и опор. Важно отметить, что направляющие поверхности не должны располагаться слишком далеко друг от друга, чтобы избежать бокового ветра или эффекта заклинивания.
Зубчатая передача на конце станины:
Движение шпинделя передней бабки также передается на редуктор подачи через зубчатую передачу в конце станины.Привод затем передается через редуктор подачи; выборочно к ходовому винту или подающему валу, в зависимости от того, используется ли станок для винтовой нарезки или простого точения.
Положение крайнего редуктора станины обеспечивает постоянное соотношение между скоростью перемещения каретки и скоростью шпинделя, независимо от того, как последняя может изменяться. Предусмотрена также возможность изменения направления на траверсу каретки на конце зубчатой передачи станины. Скорость перемещения каретки на станине регулируется с помощью зубчатой передачи на конце станины в сочетании с редуктором подачи.
Предусмотрена также возможность изменения направления на траверсу каретки на конце зубчатой передачи станины. Скорость перемещения каретки на станине регулируется с помощью зубчатой передачи на конце станины в сочетании с редуктором подачи.
Большинство современных токарных станков имеют реверсивный механизм, встроенный в переднюю бабку и приводимый в действие отдельным рычагом. В некоторых токарных станках ходовой винт и подающий вал могут вращаться постоянно в одном направлении, а реверсирование траверсы седла достигается за счет передачи заднего хода в фартуке.
Изменения скорости подачи, обычно требуемые для точения или нарезания резьбы, могут быть выполнены в редукторе подачи, но, когда необходимо нарезать особую резьбу, может потребоваться изменить передаточное отношение зубчатого колеса в конце станины.
Деталь # 2. Головной сток: Он поддерживает главный шпиндель в подшипниках и правильно его выравнивает. В нем также находится необходимый передаточный механизм с рычагами переключения скоростей для получения различных скоростей. Конический шкив или шестерни или их комбинация могут использоваться для изменения скорости шпинделя.
Конический шкив или шестерни или их комбинация могут использоваться для изменения скорости шпинделя.
Принадлежности, установленные на шпиндель головной бабки:
1. Трехкулачковый патрон
2. Патрон с четырьмя кулачками
3. Токарный центр и собачка
4.Цанговый патрон
5. Лицевая панель
6. Магнитный патрон.
Комплектная головная бабка состоит из отливки передней бабки, которая расположена на пути станины с левой стороны от оператора, полого шпинделя, в котором рабочий центр жестко удерживается конусом, и необходимых зубчатых колес и механизмов для получения различные веретенообразные скорости.
Центральная линия передней бабки параллельна направляющим как в горизонтальной, так и в вертикальной плоскостях. На всех современных токарных станках используется цельнозубчатая бабка.Однако там, где критериями являются большая простота и низкая стоимость, может использоваться передняя бабка с коническим приводом. Передняя бабка с зубчатой передачей может приводиться в движение либо непосредственно от линейного вала, либо от независимого двигателя, при этом привод передается на главный приводной шкив постоянной скорости.
Передняя бабка с зубчатой передачей может приводиться в движение либо непосредственно от линейного вала, либо от независимого двигателя, при этом привод передается на главный приводной шкив постоянной скорости.
Передняя бабка также включает в себя автономный механизм сцепления и тормоза, с помощью которого шкив может быть при необходимости соединен с валом в передней бабке. Обычно предусмотрены устройства, при которых при свободном вращении шкива шпиндель тормозится автоматически.
Скользящая передача обычно используется для получения различных переключений скорости, причем шестерни устанавливаются на многошпиндельных валах и перемещаются на них в осевом направлении с помощью внешних рычагов управления через механизм переключения.
Отдельный редуктор переключения скоростей расположен под передней бабкой для уменьшения скорости, чтобы иметь разные скорости подачи для нарезания резьбы и автоматических поперечных перемещений каретки. Подающий вал используется для большинства токарных операций, ходовой винт – для нарезания резьбы и т. Д.
Д.
Это полый цилиндрический вал, через который могут проходить длинные тонкие детали. Конец шпинделя, обращенный к задней бабке, называется концом шпинделя. Передняя часть шпинделя имеет отверстие под конус Морзе (самоблокирующийся конус) и резьбу снаружи. Конус Морзе используется для размещения центра токарного станка или цангового патрона и резьбовой части патрона или торцевой пластины. Конструкция шпинделя токарного станка и его подшипников является важной особенностью, так как усилие режущего инструмента имеет тенденцию отклонять шпиндель.
В передней бабке используются антифрикционные подшипники, а шпиндель, изготовленный из высокопрочной стали, закаленной и отпущенной соответствующим образом, опирается на роликовые подшипники. Подшипники переднего шпинделя воспринимают как осевые, так и радиальные нагрузки на шпиндель, а задний подшипник сконструирован таким образом, что шпиндель может плавать в осевом направлении относительно передних подшипников, чтобы допускать расширение и сжатие.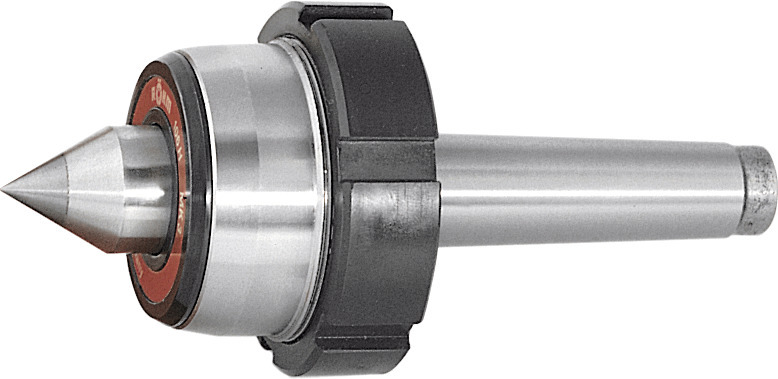 Передний подшипник регулируется с помощью фланцевой пластины и предварительно нагружен при сборке, чтобы избежать любой возможности провисания во время резки с последующей вибрацией.
Передний подшипник регулируется с помощью фланцевой пластины и предварительно нагружен при сборке, чтобы избежать любой возможности провисания во время резки с последующей вибрацией.
Передняя часть шпинделя предназначена для быстрого монтажа и снятия с нее патронов и приспособлений, а также для их точного и надежного позиционирования. Для этого используется винтовой наконечник шпинделя с двумя установочными цилиндрическими поверхностями спереди и сзади и резьбой между ними. Вылет вершины шпинделя сведен к минимуму для предотвращения изгиба.
Шпиндель сделан полым, чтобы через него проходили длинные стержни. На передней стороне имеется коническое гнездо для установки подвижного центра, который вращается вместе со шпинделем.Различные торцевые пластины и патроны крепятся к фланцу передней части шпинделя болтами или шпильками и позиционируются с помощью конической втулки.
Деталь # 4. Задний сток:Представляет собой подвижную отливку, расположенную напротив передней бабки на ходах станины.
Используется для двух целей:
(i) Для поддержки другого конца детали во время обработки, и
(ii) Для удержания инструмента для выполнения таких операций, как сверление, развертывание, нарезание резьбы и т. Д.
Он содержит мертвые точки регулировочного винта и маховика.
Корпус задней бабки регулируется на основании, которое закреплено на направляющих станины и может перемещаться взад и вперед. Задача создания регулируемого корпуса на основании состоит в том, чтобы обеспечить средства для совмещения центра, удерживаемого в движущемся шпинделе, с центром передней бабки или для смещения этого центра, чтобы можно было поворачивать конусы.
Осевая регулировка мертвой точки подвижного шпинделя в корпусе задней бабки осуществляется с помощью маховика, который прикреплен к винту, входящему в зацепление с гайками в задней части подвижного шпинделя.Он может быть расположен в любом положении на теле с помощью рычага. Шпиндель просверливается или шлифуется до конуса для установки центра, который может быть фиксированного или вращающегося типа.
На рис. 12.6 показан эскиз задней бабки. Шпиндель задней бабки 4 перемещается в корпусе 1 поворотом винта 5 с помощью маховика 7. Шпиндель фиксируется в нужном положении с помощью рычага 3. Шпиндель имеет центр конического хвостовика 2. Задняя бабка перемещается по направляющим станка вручную или с помощью седла.
Задняя бабка может фиксироваться рычагом 6, который соединен со штоком 8 и рычагом 9. Давление зажима можно регулировать с помощью гайки 11 и винта 12. Большее усилие зажима можно приложить с помощью гайки 13 и винта 14, удерживающего рычаг 10. против кровати.
Деталь № 5. Каретка (рис. 12.7):Располагается между передней и задней бабками. Он устанавливается на станине и скользит по направляющим станины и может быть заблокирован на станине в любом желаемом положении, затянув стопорный винт каретки.Его можно перемещать вручную с помощью маховика или механической подачи.
Он состоит из седла и фартука и скользит по путям между передней и задней бабками. Он имеет форму буквы H и соединен перемычкой через станину токарного станка, чтобы нести поперечные суппорты, составную опору и опору для инструмента, а также прикреплен к внешним путям и прикреплен к станине. Он также несет в себе составной упор.
Седло с поперечным суппортом и резцедержателем может быть заблокировано в любом положении при выполнении наплавки.Для поворота каретка приводится в движение подающим валом, который вращает шестерню, установленную в отливке в передней части каретки (фартука).
Этот штуцер входит в зацепление со стойкой вдоль передней части кровати, так что он тянет себя и каретку вдоль кровати. Для нарезания винта движение каретки достигается за счет наложения разрезной гайки на ходовой винт, который затем вращается относительно вращения шпинделя.
Обеспечивает три движения инструмента:
(i) Продольная подача – перемещение каретки.
(ii) Поперечная подача – поперечное перемещение салазок.
(iii) Угловая подача – за счет движения верхних салазок.
Состоит из следующих 5 основных частей:
(а) Фартук
(б) Седло
(c) Составная опора, состоящая из вертлюга и верхнего суппорта
(d) Поперечный суппорт
(e) Инструментальный столб
(а) Фартук (рис. 12.8):
Крепится к седлу и свешивается над кроватью.Он содержит шестерни и муфты для передачи движения от подающей штанги к каретке, а также разрезную гайку, которая входит в зацепление с ходовым винтом во время нарезания резьбы. Он преобразует вращательное движение подающего вала или ходового винта в поступательное движение каретки в продольном направлении на станине или поперечного суппорта в поперечном направлении по каретке.
Ходовой винт соединен с кареткой с помощью разрезной гайки, закрепленной в фартуке, а подающий вал обычно приводит в движение каретку через червячную передачу.Широко используются два типа фартуков, один из которых включает червячный механизм, а другой – фрикционные или собачьи муфты.
Фартук устанавливается в передней части седла лицом к оператору. Он состоит из маховика для перемещения седла, шестерни для зацепления с рейкой для перемещения седла, рычага для включения автоматической подачи седла, муфты автоматической подачи, разрезной гайки (полугайки) и ходового винта. В нем находится управление кареткой и поперечным смещением.
Он содержит элементы управления для передачи движения от подающей штанги или ходового винта к каретке и поперечному суппорту.В нем находятся шестерни, рычаги, маховички и муфты для управления кареткой вручную или с помощью автоматической подачи энергии. Предусмотрен рычаг для зацепления разрезной гайки для нарезания резьбы.
(b) Седло:
Состоит из H-образной отливки. Обычно он имеет V-образную направляющую и плоскую направляющую с одной стороны для установки на направляющие станины токарного станка. Он также помогает седлу скользить по направляющим станины с помощью маховика. Другая сторона седла снабжена «ласточкиным хвостом» для установки поперечного суппорта с гуськом.
(c) Комбинированный упор:
Он поддерживает резцедержатель и режущий инструмент в различных положениях. Его можно поворачивать на поперечных суппортах на любой угол в горизонтальной плоскости; соответствующая градуировка его базы. Составной упор необходим при точении углов и растачивании коротких конусов, а также при поворотах углов и форм на формовочных инструментах.
(d) Поперечный суппорт:
Он имеет охватывающую часть «ласточкин хвост» с одной стороны и монтируется на вершине седла своим охватываемым «ласточкиным хвостом».Между седлом и «ласточкиным хвостом» поперечных суппортов предусмотрена коническая планка, обеспечивающая необходимую посадку для перемещения поперечных суппортов на суппорте.
На верхней поверхности поперечных суппортов имеются Т-образные пазы для фиксации заднего резцедержателя или насадки для охлаждающей жидкости. Передняя сторона градуирована в градусах для облегчения поворота составной опоры на нужный угол.
Комбинированная опора состоит из вертлюга и верхнего суппорта и устанавливается на поперечных суппортах.
Вертлюг монтируется непосредственно на поперечных суппортах и может поворачиваться с любой стороны, чтобы придать желаемый угол составной опоре.Он снабжен охватываемым ласточкиным хвостом на верхней поверхности.
Верхний суппорт снабжен внутренней резьбой «ласточкин хвост» и установлен на вертлюге с коническим удлинителем для регулировки. Верхний суппорт может скользить по вертлюгу с помощью прецизионного винтового стержня и перемещается вручную.
С помощью верхнего суппорта резцедержатель может совершать горизонтальные, перпендикулярные или угловые перемещения к одной оси направляющих станины в зависимости от положения шарнира.
(e) Стойка для инструмента:
Используется для удержания различных держателей режущего инструмента.Держатели опираются на клин, форма которого на дне соответствует вогнутому кольцу (сегментного типа), что позволяет регулировать высоту режущей кромки путем наклона инструмента. (См. Рис. 12.12)
Фиксируется на верхнем салазке. Он получает свое движение за счет движения седла, поперечного суппорта и верхнего суппорта.
Обычно используются три типа резцедержателей:
1. Кольцо и коромысло резцедержателя.
2. Быстросменный резцедержатель.
3. Резцедержатель с квадратной головкой.
Резцедержатель с кольцом и коромыслом состоит из круглого резцедержателя с пазом для установки инструмента или держателя инструмента, кольца, коромысла и зажимного винта для инструмента. Одна сторона кольца плоская, а другая сферическая, на которой сидит коромысло. Инструмент зажат на коромысле. Высота наконечника инструмента регулируется с помощью кольца и коромысла.
Четырехходовой резцедержатель имеет возможность удерживать четыре отдельных держателя инструмента, которые можно поворачивать в различные положения.
Резцедержатель с квадратной револьверной головкой показан на рис. 12.13. Коническая оправка 3 с резьбовым концом закреплена в установочном отверстии верхнего суппорта 5. Квадратная оправка 6 установлена поверх конуса.
При повороте рукоятки 4 по часовой стрелке ее выступ 2 опускается на резьбу оправки 3 и оказывает давление через проставку 1 и упорный подшипник на револьверную головку, заставляя ее плотно прилегать к конусу. При затяжке револьверная головка удерживается от вращения шариком, который зажат между поверхностями, образованными прорезью в основании оправки и отверстием в револьверной головке.
Чтобы изменить положение инструмента, поверните ручку 4 против часовой стрелки. Бобышка 2 поднимается по резьбе оправки 3, освобождая револьверную головку 6. При этом выступ 2 поворачивает револьверную головку 6 посредством фрикционных элементов, которые входят в кольцевую выемку на нижней стороне выступа. Фрикционные элементы прикреплены к башне штифтами 7.
Подпружиненный шарик, который вдавливается в отверстие, не препятствует повороту башни.
Если ручка 4 при затягивании принимает неудобное положение, необходимую регулировку можно произвести, изменив толщину проставки 1.
Деталь № 6. Устройства защиты от перегрузки:Важные детали токарного станка, такие как шестерни, подающие винты, ходовые винты, могут быть перегружены по той или иной причине. Срезные штифты и скользящие муфты используются для предотвращения повреждений от перегрузки. Срезной штифт имеет определенный диаметр и форму и может выдерживать определенный крутящий момент. При превышении расчетного крутящего момента срезной штифт срезается, и движение машины останавливается.
Фрикционная муфта также защищает подающую штангу и соединительные механизмы.Он предназначен для высвобождения подающего стержня при превышении определенного усилия. Это также позволяет автоматически повторно задействовать подающий стержень при уменьшении усилия.
Джонс о создании конической аттачмента
Джонс о создании конической аттачментаВерсия 1
Чтобы сделать конусную насадку, я сначала построил пару стержней, которые могли зажимать к станине токарного станка. Я использовал квадратные алюминиевые стержни 1/2 дюйма с зажимными башмаками. изготовлен из экструдированного алюминиевого канала диаметром 3/4 дюйма, который плотно прилегал к рулям. Башмак, который движется в задней части станины токарного станка, постоянно прикреплен к штангу с помощью запрессовываемого штифта и винта.Этот зажим удерживается параллельно штанге. прокладкой 1/8 дюйма.
Передний зажим может свободно поворачиваться на монтажном штифте, но у него есть невыпадающая гайка. (зажимная гайка), вбитая в нее, которая соединяется с болтом через отверстие в бар. Чтобы установить зажимную планку на станине токарного станка, задний башмак входит в зацепление, затем передний башмак, который он повернул в положение, прежде чем крепежный винт был вставлен и подтянул.
После того, как стержни были готовы, я установил их на токарный станок и разметил
контрольная линия на вершинах прутков, параллельная станине токарного станка.
Чтобы вырезать конус, я зажимаю две монтажные планки на станине токарного станка как можно дальше друг от друга. Я могу, а затем использовать С-образные зажимы, чтобы зажать линейку от моего комбинированного квадрата до бары. Чтобы установить угол, я измеряю расстояние между стержнями, а затем умножьте это на тангенс желаемого угла. Один конец линейки установлен на моей начерченной справочной линии. Другой конец смещен от линии разметки. по касательной, умноженной на расстояние между стержнями.
Я сделал толкатель каретки из двух кусков горячекатаного прутка.Нижняя часть вставляется в Т-образный паз, а верхняя часть зажимается над ней. В дальнем конце стальной штифт диаметром 1/4 дюйма, проходящий через обе планки, движется к линейке. Чтобы настроить точение конуса, я делаю следующее:
- Установите острие инструмента напротив начальной точки конуса. В фото, я настраиваю, чтобы повернуть конус 15 ° на задней части инструмент, подходящий для передней бабки. Он уже просверлен и нарезан дышло, которое я использую, чтобы его смонтировать.
- Установите толкатель на место так, чтобы штифт следящего механизма был плотно прижат к
линейку и затяните зажимные винты.
- Сделайте серию торцевых надрезов, перемещая поперечный суппорт до упора. линейкой, затем отступив назад и продвигая каретку для следующего пропила. В результате получится серия небольших ступенек по всей длине конусность, при этом размер шага определяется тем, насколько далеко вы продвинули каретку на каждый разрез лица.
- Верните инструмент в начальную точку конуса и медленно продвигайтесь вперед. каретку при ослаблении поперечного суппорта.Пусть правитель подтолкнет крест скользит обратно к вам.
На фото показан конус 15 °, который я отрезал сразу после финального отрезной проход. Я режу довольно твердую сталь, поэтому использую твердосплавный припой. резак. Вся стружка с последнего прохода уравновешивается на резаке в этом фото – это смесь смазочно-охлаждающей жидкости и мелкозернистой стали. потому что я проделал последний проход очень медленно, чтобы хорошо закончить сопрягать с конусом шпинделя токарного станка.
Эта установка сработала очень хорошо.До сих пор я использовал его в основном для поверните конус на 15 ° на инструменте, который подходит к конусу шпинделя токарного станка, но я использовал его трижды:
- Для остановки шпинделя по глубине.
- Сделать центр шпинделя.
- Сделать мухорезку.
Версия 2
Как отрезать кусок карбида вольфрама? С дешевой бриллиантовой огранкой диск. Я зажал оправку, которая шла с диском, в цангу токарного станка, задрапировал станина токарного станка с бумажным полотенцем для улавливания мусора (смесь карбида вольфрама и алмазная пыль), зажал кусок карбида вольфрама в державке, а затем использовали поперечную подачу, чтобы медленно подать его на отрезной диск. Простой. Плохо в этом подходе то, что оправка, которая шла вместе с сваей, отрезных дисков не могли удерживать диск очень хорошо отцентрированным, поэтому он только разрезал в течение доли каждого оборота.
В любом случае, после резки можно легко использовать лицевую часть отрезного диска для отполировать обрезанный конец так же, как если бы вы точили твердосплавный токарный инструмент. Когда закончите, выбросьте загрязненное алмазом и карбидом бумажное полотенце, смажьте маслом станина токарного станка и поперечные суппорты, затем протрите их новым бумажным полотенцем. прежде чем снова смазать его маслом.
На фото видно, что я просверлил отверстия для штифтов по центру линий. разметка параллельно станине токарного станка. Прижал резчик к каретке токарного станка чтобы эти линии были точно параллельны кровати, затем прошейте их по центру осторожно.Я использовал микроскоп (на обзорной фотографии вы можете увидеть, как линза торчит сверху вниз), чтобы исправить перфорацию по центру так, чтобы она находилась точно там, где она должна быть, затем использовал микродрель для выполнения коротких пилотных отверстий. Несмотря на все мое тщательное планирование, отверстия располагались на расстоянии примерно 0,01 дюйма друг от друга по отношению к токарному станку центральная линия.
Для этих фотографий микроскоп был установлен на каретке токарного станка. и помимо перемещения каретки, чтобы посмотреть на два штифта, микроскоп не тронули.Измерения были достаточно повторяемыми. Перемещение кареты вперед и назад между штифтами не изменилось относительное положение масштаб. Это означает, что шкала микроскопа точно такая же. положение относительно оси станка на обеих фотографиях. Я также проверил что снятие прутка с токарного станка и повторный зажим не изменили чтение до тех пор, пока он был зажат крепко. Как видите, контакты теперь находятся в пределах 0,001 дюйма друг от друга относительно осевая линия токарного станка.
Как я получил две булавки в пределах 0.001 “друг от друга после сверления отверстий отклонение примерно на 0,01 дюйма? С помощью шариковой ударной молоток и длинный, но очень тонкий пуансон для прижатия алюминия к бокам каждого штифта, проталкивая его в сторону правильного совмещения. Вы можете увидеть гладкую фон за пределами правого штифта, в то время как фон за пределами правого штифта левая булавка полна расфокусированных блесток. Это ямочки, сделанные удар. Ямочки, предназначенные для того, чтобы подтолкнуть правый штифт на место, были на другой стороне. булавки и видны в виде блесток вокруг основания булавки в наклонные виды вверху этого раздела.
Потребовалось изрядное количество ударов молотком, чтобы втиснуть штифты в совмещение, но ни один удар молотка не попал на сами штифты. Целиком процесс включает в себя деформацию алюминия вокруг штифтов для центрирования их.
С помощью
Сделав это, я установил конус с помощью штангенциркуля. Мне пришлось отступить заднюю бабку для этого. В данном случае я хотел получить конус 15 ° еще для того, чтобы другое устройство, подходящее для моего шпинделя токарного станка, и с 5-дюймовым между моими установочными штифтами, вот необходимая математика:
5 × sin (15 °) = 1.553 (округлено)
Я установил свой суппорт на 1,553 дюйма и заблокировал слайд. Левым концом линейки от моего квадрата слегка прижав к левой штанге, я вытолкнул правый конец, используя внутреннюю часть губки суппорта до тех пор, пока другая внутренняя губка не будет плотно прилегать к центру штифт, используя губку суппорта, чтобы удерживать суппорт перпендикулярно линейке. Убедившись, что левый конец линейки все еще плотно прилегает к его штифт, я затянул зажим, а затем зажал правый конец.