Анкеровка арматуры (базовая, прямая и с отгибом).
Базовая длина анкеровки.
Базовая длина анкеровки арматуры в бетоне определяется по СП 52-101-2003 п. 8.3.21 или СП 63.13330.2012 п. 10.3.24 и СП 52-102-2004 п. 5.3.2.
Анкеровка прямого арматурного стержня в бетоне происходит за счет сцепления профиля. Базовую длину анкеровки, необходимую для передачи усилия в арматуре с полным расчетным значением сопротивления Rs на бетон, определяют по формуле:
,
где As и us – соответственно площадь поперечного сечения анкеруемого стержня арматуры и периметр его сечения, определяемые по номинальному диаметру стержня;
Rbond
,
здесь Rbt – расчетное сопротивление бетона осевому растяжению;
h1 – коэффициент, учитывающий влияние вида поверхности арматуры.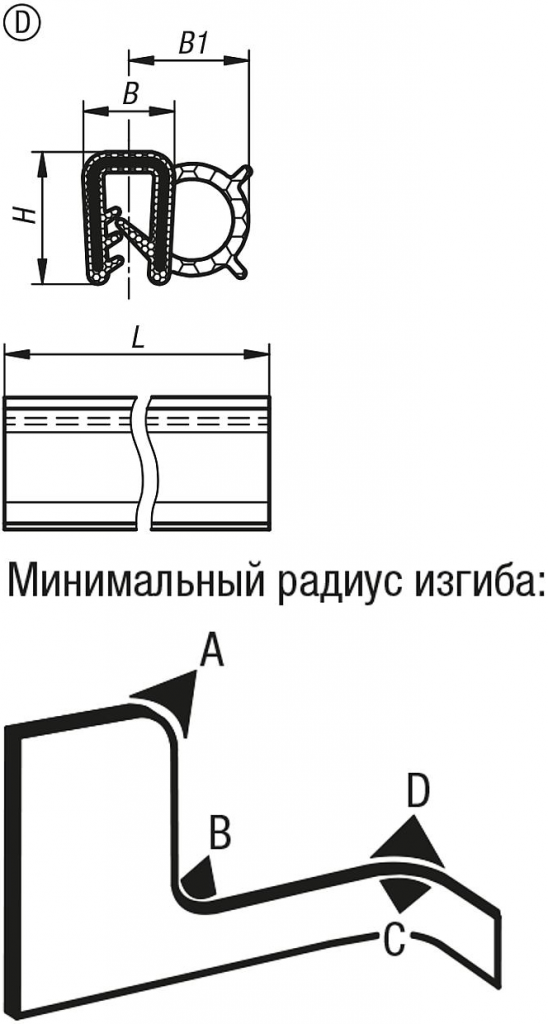
h2 – коэффициент, учитывающий влияние размера диаметра арматуры, принимаемый равным:
– для ненапрягаемой арматуры:
h2 =1,0 – при диаметре арматуры ds £32 мм;
h2 =0,9 – при диаметре арматуры 36 и 40 мм;
– для напрягаемой арматуры:
h2 =1,0.
Откуда можно вывести: , где d s – диаметр арматуры.
h1 – для ненапрягаемой арматуры | |
Для гладкой арматуры (АI, А240) | 1,5 |
Для холоднодеформируемой арматуры периодического профиля (В500С, А500Схд) | 2,0 |
Для горячекатаной и термомеханически упрочненной арматуры периодического профиля (А400С, А500С, А600С) | 2,5 |
Термомеханически упрочненная А500СП (СТО 36554501-005-2006) с эффективным профилем (серповидный четырехсторонний) | 2,8 |
h1 – для напрягаемой арматуры | |
Для холоднодеформированной арматуры периодического профиля класса Вр1500 диаметром 3 мм и арматурных канатов класса К1500 диаметром 6 мм; | 1,7 |
Для холоднодеформированной арматуры класса Вр диаметром 4 мм и более | 1,8 |
Для арматурных канатов клсса К диаметром 9 мм и более | 2,2 |
Для горячекатаной и термомеханически упрочненной арматуры периодического профиля (А400С, А500С, А600С) | 2,5 |
Прямая анкеровка.
Прямая анкеровка арматуры устраивается в местах, где геометрия конструкции позволяет это сделать, и иногда может располагаться в защитном слое бетона. Прямая анкеровка допускается только для арматуры периодического профиля.
Наличие дополнительного обжатия бетона от внешних силовых факторов в зоне анкеровки увеличивает несущую способность самого бетона, тем самым увеличивается эффективность анкеровки (сцепления).
При прямой анкеровке в защитном слое бетона продольное усилие пытается сколоть защитный слой касательными напряжениями.
Рис. 1. Возможность скалывания защитного слоя бетона при анкеровке.
Наши нормы не оговаривают длину анкеровки в зависимости от расположения стержня в конструкции, поэтому анкеровку в защитном слое бетона не рекомендуется выполнять без наличия поперечной арматуры или каких-то других дополнительных мероприятий (увеличенная длина анкеровки, установка верхней перпендикулярной продольной или поперечной арматуры, увеличение защитного слоя, устройство отгиба и т.
Установка по верху перпендикулярной продольной арматуры в зоне анкеровки увеличивает зону скола защитного слоя бетона, но при этом ее применение по сравнению с установкой поперечной арматуры менее эффективно.
Шаг и диаметр хомутов в зоне прямой анкеровки в защитном слое бетона определяется в зависимости от типа хомута и диаметра продольной арматуры.
Расчетная длина прямой анкеровки арматуры в бетоне определяется
(СП 52-101-2003 п. 8.3.22 или СП 63.13330.2012 п. 10.3.25):
Для элементов из мелкозернистого бетона группы А требуемая расчетная величина длины анкеровки должна быть увеличена на 10ds для растянутого бетона и на 5ds – для сжатого.
Допускается уменьшать длину прямой анкеровки стержней ненапрягаемой арматуры в зависимости от количества и диаметра поперечной арматуры в зоне анкеровки, вида дополнительных анкерующих устройств (приварка поперечной арматуры) и величины поперечного обжатия бетона в зоне анкеровки (например, от опорной реакции), но не более чем на 30%.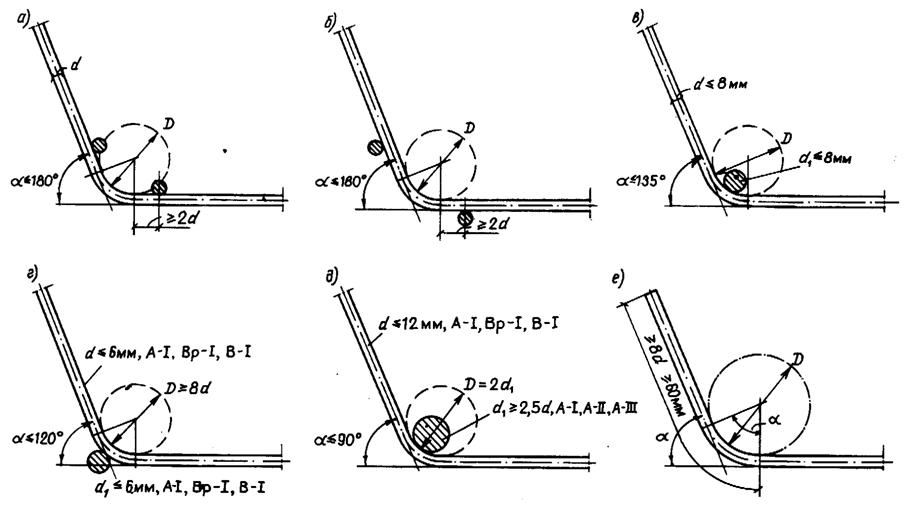
В любом случае фактическую длину анкеровки принимают не менее 15ds и 200 мм, а также не менее 0,3×lo,аn.
Класс бетона на сжатие | Lан/ds | Длина анкеровки (мм) в зависимости от диаметра арматуры | |||||||||||
6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
В15 | 47,32 | 284 | 379 | 473 | 568 | 663 | 757 | 852 | 947 | 1041 | 1183 | 1325 | 1515 |
В20 | 39,41 | 237 | 394 | 473 | 552 | 631 | 710 | 788 | 867 | 985 | 1104 | 1262 | |
В25 | 33,77 | 203 | 270 | 338 | 405 | 473 | 540 | 608 | 676 | 743 | 844 | 946 | 1081 |
В30 | 30,84 | 200 | 247 | 309 | 370 | 432 | 494 | 555 | 617 | 679 | 771 | 864 | 987 |
В35 | 27,28 | 200 | 218 | 273 | 328 | 382 | 437 | 491 | 546 | 600 | 682 | 764 | 873 |
Расчетная длина прямой анкеровки растянутой (не напрягаемой) арматуры при k=1 класса А500:
Класс бетона на сжатие | Lан/ds | Длина анкеровки (мм) в зависимости от диаметра арматуры | |||||||||||
6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | ||
В15 | 58 | 348 | 464 | 580 | 696 | 812 | 928 | 1044 | 1160 | 1276 | 1450 | 1624 | 1856 |
В20 | 48,32 | 290 | 387 | 483 | 580 | 677 | 773 | 870 | 967 | 1063 | 1208 | 1353 | 1546 |
В25 | 41,41 | 249 | 332 | 414 | 497 | 580 | 663 | 746 | 828 | 911 | 1035 | 1160 | 1325 |
В30 | 37,81 | 227 | 303 | 378 | 454 | 530 | 605 | 681 | 756 | 832 | 945 | 1059 | 1210 |
В35 | 33,44 | 201 | 268 | 335 | 401 | 468 | 535 | 602 | 669 | 736 | 836 | 937 | 1070 |
Расчетная длина прямой анкеровки растянутой (не напрягаемой) арматуры при k=1 класса А500СП с эффективным профилем:
Класс бетона на сжатие | Lан/ds | Длина анкеровки (мм) в зависимости от диаметра арматуры | ||||||||||
6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | ||
В15 | 53,56 | 322 | 429 | 536 | 643 | 750 | 857 | 964 | 1071 | 1179 | 1339 | 1500 |
В20 | 44,63 | 268 | 357 | 446 | 536 | 625 | 714 | 804 | 893 | 982 | 1116 | 1250 |
В25 | 38,25 | 230 | 306 | 383 | 459 | 536 | 612 | 689 | 765 | 842 | 956 | 1071 |
В30 | 34,94 | 210 | 280 | 350 | 419 | 489 | 559 | 629 | 699 | 769 | 874 | 979 |
В35 | 30,91 | 200 | 247 | 309 | 371 | 433 | 495 | 557 | 618 | 680 | 773 | 866 |
Примечание: отношение в таблицах Lан/ds для не напрягаемой арматуры диметром больше 32 мм нужно разделить на коэффициент 0,9.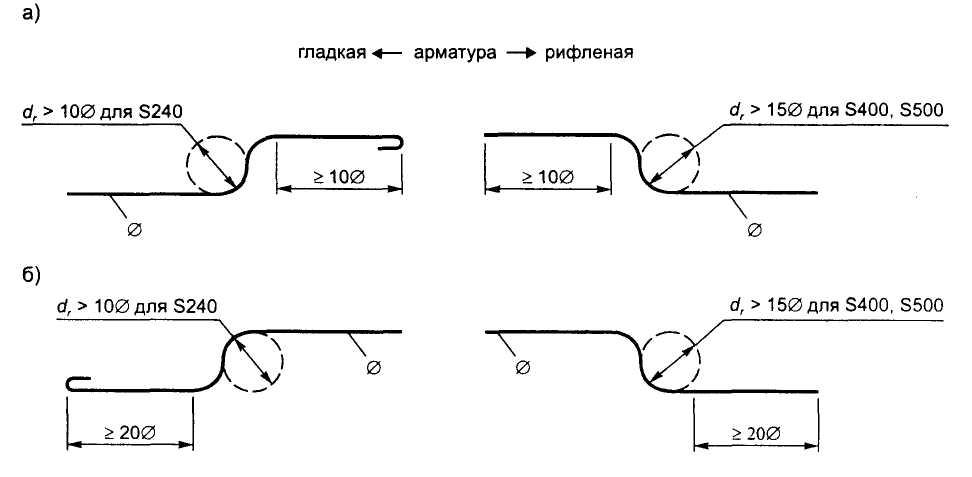
Гибку арматурных изделий могут производить как в заводских условиях, так и на строительной площадке, с помощью гибочного станка со сменным гибочным роликом или вручную.
Рабочие арматурные стержни лучше гнуть без применения нагрева, так как на строительной площадке может оказаться не горячекатаная, а термомеханически упрочненная арматура. Тем более на строительной площадке никто не будет контролировать температуру нагрева стержня. Выше определенной температуры нагрева, любая арматура может снизить прочностные свойства. Конструктивную арматуру допускается гнуть в нагретом состоянии.
Анкеровка растянутой арматуры может выполняться петлей (c отгибом на 180о) или крюком (с отгибом на 45о-135о).
Размещение отгиба в конструкции имеет важную роль. Крюки могут располагаться в горизонтальной и вертикальной плоскостях.
При анкеровке рабочей арматуры с отгибом, продольное растягивающее усилие в арматуре пытается разогнуть загнутый конец и смять бетон по радиусу загиба.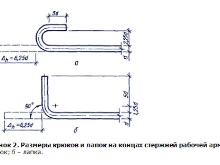 В зоне возможного разгиба дополнительно устанавливают поперечную арматуру.
В зоне возможного разгиба дополнительно устанавливают поперечную арматуру.
При анкеровке отгибом продольной рабочей арматуры на угол 90 градусов, длина прямого участка кончика должны быть не менее 12ds, а при отгибе на 180 градусов не менее 70 мм и 4ds.
Прямой участок захода стержня от грани начала передачи усилия с арматуры на бетон до начала отгиба должен быть не менее 3 ds, при этом, если прямой участок меньше 10 ds, то его анкеровку на прямом участке в расчете диаметра оправки лучше не учитывать. Так же необходимо исключить возможный выкол бетона в зоне анкеровки отгибом.
Расчетная длина анкеровки при отгибе определяется, как для прямой анкеровки, относительно базовой длины анкеровки. Допускается уменьшать длину анкеровки отгибом, так же как и для прямой анкеровки, но не более чем на 30%. Общая длина анкеровки отгибом не должна быть меньше расчетной длины анкеровки и при этом концы отгиба не должны быть меньше требуемых значений.
При отгибе конца поперечной арматуры (хомута) под углом 135о, прямой участок должен быть не менее 75 мм и 6 dsw, а при отгибе на 90о не менее 8 dsw. Для анкеровки поперечной арматуры крюк более надежно отгибать на 135о.Диаметр отгиба принимается в зависимости от продольного стержня и минимального диаметра оправки. Отгиб хомута лучше располагать в сжатой зоне бетона сечения элемента.
Для анкеровки поперечной арматуры крюк более надежно отгибать на 135о.Диаметр отгиба принимается в зависимости от продольного стержня и минимального диаметра оправки. Отгиб хомута лучше располагать в сжатой зоне бетона сечения элемента.
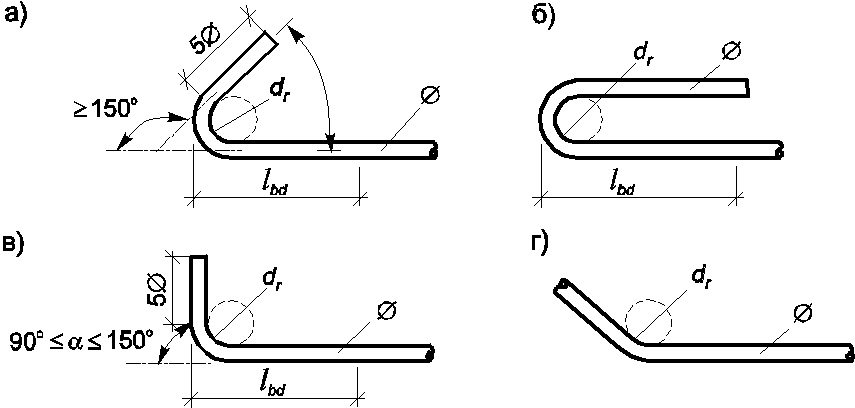
Минимальный диаметр оправки для крюка (отгиба) поперечного стержня для арматуры периодического профиля должен быть не менее 3ds (нормативно это не оговаривается), а для гладкой не менее 2,5ds. В зарубежных нормах фигурирует значение оправки 4ds (ACI).
Минимальный диаметр оправки для арматуры принимают в зависимости от диаметра стержня ds не менее (СП 52-101-2003 п. 8.3.30 или СП 63.13330.2012 п. 10.3.33).
– для гладких стержней: 2,5ds при ds < 20 мм;
4ds при ds ≥ 20 мм;
– для стержней периодического профиля: 5ds при ds < 20 мм;
8ds при ds ≥ 20 мм.
В соответствии с рекомендациями к ДСТУ 3760-98 минимальный диаметр загиба петлей и крюков в свету: 6ds при ds < 16 мм и 8ds при ds > 16 мм.
Минимальные диаметры оправки при анкеровке рабочей продольной арматуры для стержней периодического профиля (без прямого участка анкеровки) не рекомендуется назначать меньше 6…7ds при ds< 20 мм, а при ds ≥ 20 мм не менее 9ds. Выбор метода определения диаметра отгиба арматуры при анкеровке ложится на плечи проектировщика. В случае, когда расчетный диаметр отгиба при анкеровке расчетной продольной арматуры геометрически невозможно разместить в сечении конструкции, то можно увеличить количество и/или диаметр арматуры или изменить вид анкеровки или даже изменить сопряжение, устроить вут.
См. также: Нагельное крепление в бетоне.
Защитный слой бетона для арматуры.
Армирование армопояса на газобетон, важные советы
Арматура в армопоясе состоит из рабочей арматуры(10-12мм), и конструкционной арматуры меньшего диаметра (рамки – 6мм). Зачастую, армирование делают из 4 или 6 прутков. В данной статье мы подробно опишем и покажем схемы армирования, способы изгибания арматуры и прочие нюансы армопояса.
Арматурная рамка для армопояса
Арматурная рамка нужна для того, чтобы зафиксировать рабочую арматуру в правильном положении. То есть, два-три прутка арматуры внизу армопояса, и два прутка сверху.
Для рамки вполне подойдет арматура диаметром 6 мм, можно использовать даже толстую проволоку.
Размер рамки должен соответствовать толщине вашей стены, с учетом утеплителя и защитного слоя бетона. В качестве утеплителя лучше всего подойдет экструдированный пенополистирол толщиной от 30 до 50 мм.
Зачастую рамка имеет размеры граней примерно по 120-200 мм.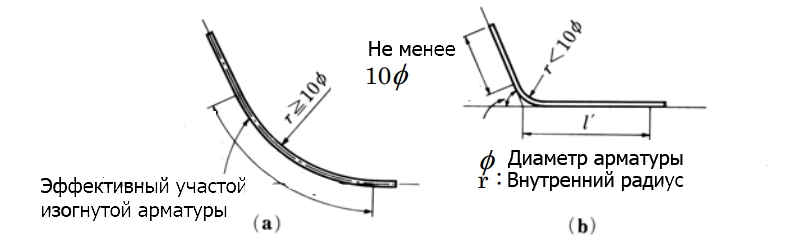
Такие квадратные рамки можно легко сделать следующим способом.
Берем доску (толщиной 20-50 мм. Шириной 200 мм.), рисуем квадрат, к примеру, 150 на 150 мм, в углах квадрата высверливаем по отверстию.
Отверстия должны быть около 9мм., чтобы туда плотно вошла арматура 10мм. Сами арматурные прутки должны быть длиной около полуметра.
Кладете доску на землю, забиваете молотком четыре арматурных прутка через отверстия доски в землю. Шаблон для сгибания рамок готов. Само сгибание арматуры по рамке удобней производить трубой. Для такой рамки арматурные заготовки должны быть около 600 мм длиной.
Рабочая арматура армопояса
Рабочая арматура представляет из себя толстую ребристую проволоку диаметром от 10мм, лучше 12 мм. Рабочее армирование в армопоясе работает на изгиб, создавая высокую жесткость конструкции. Армирование должно быть непрерывным(кольцевым), и проходить над всеми несущими стенами. Если в здании очень длинные проемы, то места армопояса над проемами нужно усилить дополнительным нижним прутком арматуры.
Рабочая арматура должна быть внутри рамки, и привязывается к рамкам обычной вязальной проволокой, сварка здесь не нужна.
- Высоту армопояса делают от 200 до 300 мм.
- Расстояние между рамками должно составлять от 200 до 400мм.
- Нахлест арматурных прутков должен составлять 500 мм.
- Для меньшего расхода арматуры лучше использовать более длинные прутья, чтобы уменьшить количество нахлестов.
- Не забывайте о защитном слое бетона, который должен составлять 40 мм со всех сторон.
На углах обязательно загибайте рабочую арматуру и применяйте дополнительные арматурные хомуты, смотрите схему снизу. Загиб арматуры удобно выполнять при помощи длинной трубы.
Схемы армирования армопояса
Схема армопояса под мауэрлат
Также стоит отметить, что монтировать арматурный каркас лучше на месте его заливки, так как в собранном виде он будет очень много весить.
Опалубка должна быть достаточно прочной, чтобы выдержать давление бетона. Особое внимание уделите выравниванию опалубки по всем плоскостям.
Для армопояса рекомендуется применять густой бетон марки М300, с последующим уплотнением вибратором. Заливка должна производится непрерывно, за один раз.
Если профессионального инструмента для вибрации бетона у вас нету, можно использовать следующий метод: берете перфоратор и в режиме отбойника стукаете по арматуре, бетон уплотняется и пузырьки воздуха выходят.
Очень советуем посмотреть видеоролик от самостройщика Константина, который в данной серии занимается армопоясом, приятного просмотра.
Технологические испытания арматурной стали
Навигация:
Главная → Все категории → Механические свойства металлов
Технологическими испытаниями устанавливают способность арматурной стали воспринимать деформации без нарушения целостности, т.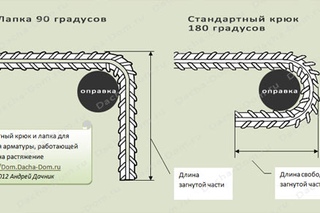 е. без появления в ней трещин, надрывов, расслоений. От ранее рассмотренных механических испытаний технологические отличаются тем, что при испытании не определяют усилия для осуществления той или иной деформации. Для арматурной стали технологические испытания включают в себя испытание прутковой арматуры на загиб и арматурной проволоки на перегиб.
е. без появления в ней трещин, надрывов, расслоений. От ранее рассмотренных механических испытаний технологические отличаются тем, что при испытании не определяют усилия для осуществления той или иной деформации. Для арматурной стали технологические испытания включают в себя испытание прутковой арматуры на загиб и арматурной проволоки на перегиб.
Испытание на загиб. Арматура для железобетонных конструкций должна иметь на концах крюки с углом загиба до 180° и отгибы по длине арматуры на 45 и 90°. Поэтому арматурную сталь подвергают испытанию на холодный загиб.
Для испытания образцы арматурной стали подвергают холодному загибу на гидравлическом прессе по схеме, представленной на рис. 17.5, а. На нижней плите пресса устанавливают две опоры, в верхней части которых вращаются два ролика. Ролики могут лежать в цилиндрической выточке в верхней части опор или быть насаженными на ось. Образец кладут на опоры. Нагрузка на образец передается оправкой, точно установленной посередине между опорами.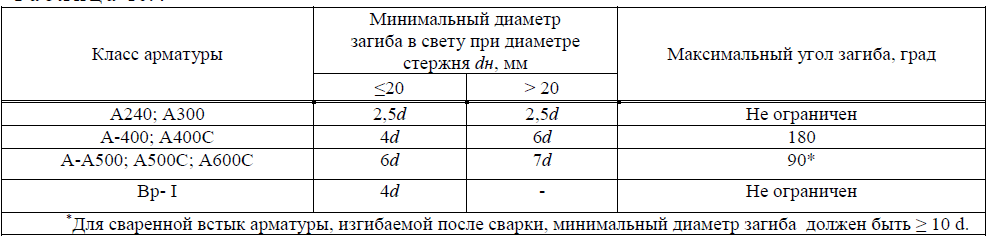
Рис. 17.5. Испытание арматурной стали на холодный загиб:
а – схема установки образца в прессе; б – загиб до заданного угла; в — загиб на 180 вокруг оправки; г — загиб вплотную; 5- плиты пресса; 2-опоры; 3 – ролики; 4 – образец; 6 — оправка
Ширина оправки и опор должна быть больше ширины образца. Толщину оправки устанавливают в соответствии со стандартом или принимают равной двум диаметрам (толщинам) испытуемого образца. Длину образца, отпиливаемого от прутка испытуемой арматуры, находят по формуле L = 5d+ 150 мм, где d —диаметр прутка, мм. В зависимости от угла и способа загиба испытания могут быть следующих типов.
Испытание на загиб до заданного угла а приводят таким образом. Образцы кладут на ролики опор, раздвинутых на расстояние С+ 2,Id, где С – толщина оправки. Оправку помещают на середину образца (рис. 17.5, а) и плавно увеличивают нагрузку на образец до тех пор, пока угол загиба не достигнет заданной величины а (рис. 17.5, б).
Испытание на загиб до параллельности сторон (на угол 180°) проводят после предварительного загиба по вышеописанной схеме до угла не менее 150°. Затем образец догибают на прессе до параллельности его стороне прокладкой, толщина которой равна толщине оправки (рис. 17.5, в).
Затем образец догибают на прессе до параллельности его стороне прокладкой, толщина которой равна толщине оправки (рис. 17.5, в).
Испытание на загиб вплотную (рис. 17.5, г) также состоит из предварительного загиба образца на угол не менее 150° и последующего догиба сторон образца до их плотного соприкосновения.
При всех вариантах испытаний нагрузку подают плавно до заданного угла загиба образца; затем образец снимают с пресса и осматривают. Если при загибе не обнаружено трещин, надрывов, изломов и расслоений, сталь считается выдержавшей испытание на холодный загиб.
Возможен и другой вариант испытаний на холодный загиб, когда определяется минимальный угол загиба, при котором начинается разрушение образца.
Рис. 17.6. Прибор Н Г-1-2 для определения числа перегибов проволоки:
1 – упоры; 2 – щеки тисков; 3 – рычаг; 4— поводок; 5— сменные губки; 6 — штифт; 7— винт; 8 — образец
Испытание на перегиб. Арматурную проволоку испытывают на приборе НГ-1-2 (рис.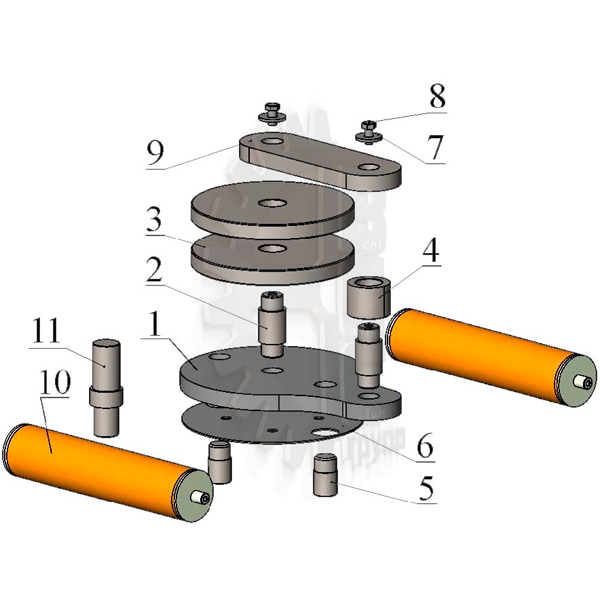 17.6), представляющем собой небольшие настольные тиски, укрепляемые на прочном деревянном столе. Левая часть тисков 2 закреплена неподвижно, а правая перемещается посредством поворотного винта. В тиски вставляются сменные губки соответствующего профиля (радиуса закругления R) и закрепляются штифтами 6. Поводки 4, размер и высота установки которых зависят от диаметра испытуемой проволоки (табл. 17.3), укрепляются в прорези рычага 3. В поводки вставляют верхний конец образца проволоки. Высоту установки поводка определяют по шкале, нанесенной на рычаге рядом с прорезью. Над прорезью находится отверстие для установки натяжного приспособления (для натяжения проволоки малого диаметра). Рычаг может отклоняться вручную в обе стороны на угол 90°; в вертикальном положении он фиксируется с помощью шарика, западающего в конусообразное углубление в конце вилки рычага.
17.6), представляющем собой небольшие настольные тиски, укрепляемые на прочном деревянном столе. Левая часть тисков 2 закреплена неподвижно, а правая перемещается посредством поворотного винта. В тиски вставляются сменные губки соответствующего профиля (радиуса закругления R) и закрепляются штифтами 6. Поводки 4, размер и высота установки которых зависят от диаметра испытуемой проволоки (табл. 17.3), укрепляются в прорези рычага 3. В поводки вставляют верхний конец образца проволоки. Высоту установки поводка определяют по шкале, нанесенной на рычаге рядом с прорезью. Над прорезью находится отверстие для установки натяжного приспособления (для натяжения проволоки малого диаметра). Рычаг может отклоняться вручную в обе стороны на угол 90°; в вертикальном положении он фиксируется с помощью шарика, западающего в конусообразное углубление в конце вилки рычага.
При проведении испытаний образец 8 длиной 100…150 мм зажимают в губках радиусом R; верхний конец образца пропускают через соответствующее по размеру отверстие поводка. Губки и поводок подбирают в зависимости от диаметра проволоки по табл. 17.3. Перегиб проволоки осуществляется поворотом рычага до упора. Число перегибов фиксируется счетчиком.
Губки и поводок подбирают в зависимости от диаметра проволоки по табл. 17.3. Перегиб проволоки осуществляется поворотом рычага до упора. Число перегибов фиксируется счетчиком.
Испытание проволоки на перегиб производят с равномерной скоростью, равной 60 перегибам в минуту. При этом первым перегибом считается загиб образца на 90° вправо; вторым — разгиб образца до начального положения и загиб его на 90° влево; третьим – разгиб образца до начального положения и загиб его снова на 90° вправо и т.д. до разрушения образца. Последний перегиб, на котором произошло разрушение образца, в расчет не принимают.
Похожие статьи:
Твердость стали
Навигация:
Главная → Все категории → Механические свойства металлов
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум
| Глава из книги “Мелкозаглубленный ленточный фундамент”
Соединение (анкеровка) арматуры мелкозаглубленного ленточного фундамента с помощью стандартного крюка или лапки Соединение арматуры с использованием стандартного крюка (загиб конца арматуры на угол 180° – арматура класса A-II) или лапки (загиб конца арматуры на угол 90° градусов – арматура класса A-III [таблица 5. 2, Голышев, 1990] применяют для соединения арматуры периодического профиля, работающей преимущественно на растяжение. Лапки и крюки не рекомендуется применять для анкеровки сжатой арматуры [пункт 8.3.19 СП 52-101-2003]. Максимальный угол изгиба не должен превышать 180°. Загнутый элемент арматуры усиливает скрепление стержня с бетоном мелкозаглубленного ленточного фундамента. 2, Голышев, 1990] применяют для соединения арматуры периодического профиля, работающей преимущественно на растяжение. Лапки и крюки не рекомендуется применять для анкеровки сжатой арматуры [пункт 8.3.19 СП 52-101-2003]. Максимальный угол изгиба не должен превышать 180°. Загнутый элемент арматуры усиливает скрепление стержня с бетоном мелкозаглубленного ленточного фундамента.
Стандартный крюк и лапка для анкеровки арматуры мелкозаглубленного ленточного фундамента, работающей на растяжение |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Таблица. Рекомендуемые основные размеры стандартного крюка и лапки для соединения арматуры мелкозаглубленного ленточного фундамента, работающей на растяжение |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Для простоты запоминания длины загиба можно воспользоваться рекомендациями пункта R611. Величина нахлеста стержней арматуры с загнутыми элементами при анкеровке определяется как и величина нахлеста стержней арматуры без загнутых элементов. Анкеровка с помощью загнутых элементов подойдет для нижнего ряда арматуры мелкозаглубленного ленточного фундамента, работающей на растяжение. Приведенные выше размеры величины отгибов арматуры для анкеровки не подходят для армирования углов и примыканий монолитного ленточного фундамента: армирование углов мелкозаглубленного ленточного фундамента требует иной анкеровки. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стандартный крюк и лапка для анкеровки арматуры мелкозаглубленного ленточного фундамента, работающей на растяжение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Соединение арматуры мелкозаглубленного ленточного фундамента (общие правила) |
 7.1.5 IRC-2003: Длина свободного конца арматуры после изгиба на 180° должна составить не менее 4 диаметров арматуры, но не менее 64 мм. А при загибе на 90° – не менее 12 диаметров арматуры. В пособии Голышева длину свободного конца крюка определяют как 3 диаметра, а полную длину отгиба как 6 ¼ диаметра арматуры. Для лапки 90° длина отгиба 6 ¼ диаметра арматуры из которых 1 ¼ диаметра приходится на сам сгиб и 5 диаметров на длину конца лапки [Рис. 5.2, А.Б. Голышев,1990].
7.1.5 IRC-2003: Длина свободного конца арматуры после изгиба на 180° должна составить не менее 4 диаметров арматуры, но не менее 64 мм. А при загибе на 90° – не менее 12 диаметров арматуры. В пособии Голышева длину свободного конца крюка определяют как 3 диаметра, а полную длину отгиба как 6 ¼ диаметра арматуры. Для лапки 90° длина отгиба 6 ¼ диаметра арматуры из которых 1 ¼ диаметра приходится на сам сгиб и 5 диаметров на длину конца лапки [Рис. 5.2, А.Б. Голышев,1990].
Станки для гибки/рубки арматуры в Воронеже – выгодные цены, доставка
Возведение железобетонных конструкций предполагает монтаж каркаса и последующей заливки раствора. В качестве арматуры используются стальные прутки, сваренные или связанные между собой. Форма и размер каркаса определяется конструкцией стен и фундамента, максимально допустимой нагрузкой. Использование станков для гибки арматуры – оптимальный вариант для сборки основания необходимого размера и конфигурации.
Электрические станки для гибки/рубки арматуры – особенности работы
В отличие от ручных, электрические станки оснащены приводом с силовым агрегатом. Между роликами можно разместить одновременно несколько стальных прутков одного размера и длины. Гибка/рубка арматуры осуществляется после нажатия на кнопку консоли или пульта дистанционного управления. Доступны модели с ручным выключателем или педалью.
Основными достоинствами электрических станков являются высокая производительность и отсутствие механических усилий для гибки/рубки заготовок на нужный угол. Арматура сгибается на величину от 5 до 180 градусов без потери прочности и надежности. Пользоваться таким оборудованием просто и удобно. К недостаткам электрических механизмов относятся более высокая стоимости и соответствующие размеры.
Достоинства станков для гибки/рубки арматуры
Механические модели работают при подаче физического усилия. Все параметры гибки/рубки арматуры регулируются вручную. На электрических моделях оператор выставляет шестеренки и подбирает ролики нужного размера. Далее все операции выполняются в автоматическом режиме.
На электрических моделях оператор выставляет шестеренки и подбирает ролики нужного размера. Далее все операции выполняются в автоматическом режиме.
К преимуществам использования станков любого типа можно отнести:
- механизмы для гибки/рубки арматуры обладают высокой производительностью, скорость подготовки любого количества прутков намного выше, чем при использовании ручного инструмента;
- управления станками для гибки/рубки арматуры не вызывает сложностей. Настройка ручных агрегатов выполняется посредством подбора роликов. Электрические системы управляются с кнопки или ножного привода;
- высокая точность и скорость подготовки заготовок любого размера и конфигурации. Параметры оборудования и деталей на выходе изменяется оперативно и с высокой точностью;
- наличие прочного механического корпуса – гарантия сохранности и длительного срока эксплуатации агрегата. Сломать станок для гибки/рубки арматуры достаточно сложно.
Любой из представленных на рынке агрегатов обеспечивает высокую производительность и точность подготовки стальной арматуры. Загиб и рубка на нужный угол осуществляется оперативно, при этом пруток не теряет своей прочности и надежности.
Загиб и рубка на нужный угол осуществляется оперативно, при этом пруток не теряет своей прочности и надежности.
Преимущества аренды станков для гибки/рубки арматуры
Приобретение электрического или ручного станка для гибки арматуры – это всегда дополнительные затраты. Наша компания предлагает арендовать оборудование на любой срок. К преимуществам такого подхода относятся:
- финансовая экономия, особенно при однократной аренде или редком использовании подобных агрегатов;
- гарантия получения и использования техники высокого качества, при помощи которой гибка арматуры осуществляется с максимальной точностью;
- отсутствие дополнительных проблем, связанных с хранением станка на период неиспользования и отсутствия потребности.
Обращение в нашу компанию – это возможность арендовать или купить качественные станки для гибки арматуры по выгодной стоимости. В каталоге предприятия представлены модели, отличающиеся стоимостью, техническими характеристиками, возможностями. Оставляйте заявки на сайте и звоните менеджерам компании. Квалифицированные сотрудники подберут подходящее оборудование по доступной стоимости.
Оставляйте заявки на сайте и звоните менеджерам компании. Квалифицированные сотрудники подберут подходящее оборудование по доступной стоимости.
Станки – особенности, принцип работы
При небольших объемах строительства или разовом выполнении работ, многие мастера занимаются гибкой/рубкой арматуры с помощью самого простого механического инструмента. Основные минусы такого подхода – большие временные затраты, отсутствие точности при подгонке отдельных элементов, сложности при соединении прутков в единую конструкцию.
- Основу конструкции составляет прочная и надежная легированная сталь, выдерживающая значительные нагрузки;
- В состав станка входит опорное основание, ролики
- Присутствуют отверстия для фиксации, а также штыри для регулировки диаметра прутка;
- Станки комплектуются ограничителями угла загиба и длины стержня арматуры.
Достоинствами таких механизмов являются простота исполнения и компактные размеры. Каждый станок имеет небольшой вес, обладает мобильностью, стоит недорого. Но, большой производительности от таких механизмов невозможно добиться.
Но, большой производительности от таких механизмов невозможно добиться.
За подробной информацией обращайтесь к менеджерам ООО «РК-Строй 36».
Тел.: +7 (473) 206-52-20 или на электронную почту [email protected] РАССЧИТАТЬ
Загиб металла на заказ. Стоимость в Новороссийске.
Загиб металла или гибка металла – это распространенная операция по обработке металлопроката при производстве. По свой сути гибка металла, – это сгибание или складывание частей металлического листа под заданным углом. В результате правки и гибки металл подвергается длительной деформации, приобретает заданные формы и габариты
Загиб металла проводится с помощью специальной техники и приспособлений (листогибочные прессы, роликовые станки для гибки, вальцы). Технологии предполагают точную обработку листа, минимальное количество отходов, экономию времени. Обработанный с помощью гибки металлопрокат становится цельной металлической конструкцией, защищенной от преждевременной коррозии.
Обработанный с помощью гибки металлопрокат становится цельной металлической конструкцией, защищенной от преждевременной коррозии.
Основные параметры обработки металлов – гиб окантовки, угол или градус гиба. Для точного расчета принимаются во внимание коэффициенты, учитывающие уровни деформации и растяжения металлов.
Профессионально исполненная операция гибки обеспечивает получение заготовки высокого качества, что гарантирует в будущем максимальную износостойкость и долговечность металла при применении.
| Загиб Арматуры 1°- 90° | ||
| Арматура ∅6мм | 3 ₽ | |
| Арматура ∅8мм | 4 ₽ | |
| Арматура ∅10мм | 6 ₽ | |
| Арматура ∅12мм | 10 ₽ | |
| Арматура ∅14мм | 15 ₽ | |
| Арматура ∅16мм | 20 ₽ | |
| Арматура ∅18мм | 30 ₽ | |
| Арматура ∅20мм | 40 ₽ | |
| Арматура ∅22мм | 60 ₽ | |
| Арматура ∅25мм | 80 ₽ | |
| Арматура ∅28мм | 100 ₽ | |
| Арматура ∅32мм | 150 ₽ | |
| Арматура ∅36мм | 200 ₽ | |
| Арматура ∅40мм | 250 ₽ | |
| При Загибе более 90° +25% | ||
| Загиб листа 90° до 120мм | ||
| Лист 0,5 – 1,9 мм | 15 ₽ | |
| Лист 2 – 3 мм | 20 ₽ | |
| Лист 4 мм | 30 ₽ | |
| Лист 5 мм | 40 ₽ | |
| Лист 6 мм | 50 ₽ | |
| Лист 8 мм | 80 ₽ | |
Загиб листа до 120°,до 2м.
|
||
| Лист 0,5-1,0 мм | 60 ₽ | |
| Лист 1,2-1,9 мм | 80 ₽ | |
| Лист 2 – 3 мм | 100 ₽ | |
| Лист 4 мм | 120 ₽ | |
| Лист 5 мм | 140 ₽ | |
| Лист 6 мм | 180 ₽ | |
| Загиб трубы до 120° | ||
| Тр. Ф15 | 150 ₽ | |
| Тр. Ф20 | 200 ₽ | |
| Тр. Ф25 | 250 ₽ | |
Тр. Ф32 Ф32
|
280 ₽ | |
| Тр. Ф40 | 300 ₽ | |
| Тр. Ф57 | 400 ₽ | |
Аренда станков для гибки и резки арматуры в Новосибирске | СтройСервис
Гибка\резка арматуры в Новосибирске
Подробное описание
Ручной станок для резки арматуры Afacan 22M используется в строительной сфере для резки (рубки) арматуры диаметром до 18 мм. Данная модель станка изготовлена из высококачественной стали, способной выдержать большую нагрузку. К особенностям Afacan 22M можно отнести кованое основание и наличие съемной ручки.
Достоинства:
Менее травмоопасный по-сравнению с УШМ.
Не требует подключения к электросети.
Существенная экономия на покупке отрезных дисков.
Ножи долговечны, так как изготовлены из легированной стали
Каждый резец имеет по 2 грани для рубки, что продлевает срок эксплуатации резцов в 2 раза.

В комплекте с каждым станком дополнительный набор ножей бесплатно.

Стоимость аренды
Подробное описание
Станок для гибки арматуры с доводчиком VEKTOR GW42SA 380 В, макс. диаметр: 42 мм, 12 м/мин
Независимый закрытый редуктор с шестернями стал ещё надёжнее, уменьшена нагрузка на панель, удерживающую планшайбу. Увеличен рабочий ресурс редуктора – свыше 5 лет.
С механизмом доводки для удобной регулировки угла загиба.
Планшайба с большим количеством отверстий для штифтов обеспечивает регулировку угла на каждые 5? и, с помощью регулируемых боковых планок, ещё удобнее и точнее задать угол гиба.
Одна педаль управляет пуском станка. Автоматический возврат планшайбы облегчает снятие готового изделия
Двухскоростной режим вращения 8м/мин и 12 м/мин за счёт изменения расположения ремней на шкивах
Шестерни в редукторе изготовлены из кованой стали
Напряжение электропитания для механизма доводки 36В, безопасно для оператора
A-| (А240) A-||| (А400) А-500С Ат500 –
Класс арматуры ГОСТ 5781-82 и 10884-94
Кол-во прутков при единовременной гибке, шт.
1 2 3 1 2 3 1 2 3 1 2 3
Максимально допустимый диаметр арматуры, мм.
42 21 16 36 20 12 32 18 10 36 20 12
Стоимость аренды
Арматура Standard Hook And Bend
(d) Если закрепление или развитие для fy специально не требуется, усиление сверх того, что требуется по анализу (по требованию) / (по запросу)
В пунктах 12.5.3 (b) и 12.5.3 (c) db – это диаметр стержня с крюком, а первая стяжка или стремя должны охватывать изогнутую часть крюка в пределах 2 дБ от внешней стороны изгиба.
- Рис. R12.5 – Детали штанги с зацепом для развертки стандартных крюков
- Рис.R12.5.3 (a) – Связи или хомуты, расположенные перпендикулярно развиваемому стержню с разнесением по длине развертки idh.
- Рис. R12.5.3 (b) – Связи или хомуты, расположенные параллельно развивающейся планке, разнесенные по длине хвостового удлинения крючка плюс изгиб.

Тесты 1212 показывают, что близко расположенные стяжки на изгибе стержня с крючками или рядом с ними являются наиболее эффективными для ограничения стержня с крючками. Для строительных целей это не всегда возможно.Случаи, когда может использоваться коэффициент модификации 12.5.3 (b), показаны на рис. R12.5.3 (a) и (b). На рисунке R12.5.3 (a) показано размещение стяжек или хомутов перпендикулярно развиваемой планке с разнесением по длине развертки, 1dh, крючка. Рисунок R12.5.3 (б)
показывает размещение стяжек или хомутов параллельно стержню, развивающемуся по длине хвостового удлинения крюка плюс изгиб. Последняя конфигурация будет типичной для стыка балки с колонной.
Коэффициент превышения арматуры в 12.5.3 (d) применяется только в том случае, если анкеровка или развитие на полную мощность не требуется. Фактор A для легкого бетона является упрощением процедуры, описанной в 12.2.3.3 ACI 318-83, в которой увеличение варьируется от 18 до 33 процентов, в зависимости от количества используемого легкого заполнителя. В отличие от развертки с прямым стержнем, не делается различий между верхними стержнями и другими стержнями; в любом случае такое различие затруднительно для стержней с крючками. Минимальное значение ldh указано для предотвращения отказа в результате прямого вытаскивания в случаях, когда крюк может располагаться очень близко к критической секции.Крючки нельзя считать эффективными при сжатии.
В отличие от развертки с прямым стержнем, не делается различий между верхними стержнями и другими стержнями; в любом случае такое различие затруднительно для стержней с крючками. Минимальное значение ldh указано для предотвращения отказа в результате прямого вытаскивания в случаях, когда крюк может располагаться очень близко к критической секции.Крючки нельзя считать эффективными при сжатии.
Испытания1213 показывают, что длина развертки стержней с крючками должна быть увеличена на 20 процентов, чтобы учесть уменьшение сцепления, когда арматура покрыта эпоксидной смолой.
12.5.4 – Для стержней, развиваемых стандартным крюком на прерывистых концах элементов с боковой крышкой и верхней (или нижней) крышкой над крюком менее 2-1 / 2 дюйма, стержень с крюком должен быть заключен в стяжки или хомуты перпендикулярны развивающейся балке, расстояние между которыми не превышает 3 дБ вдоль ldh.Первая стяжка или скоба должны охватывать изогнутую часть крючка в пределах 2 дБ от внешней стороны изгиба, где db – диаметр стержня с крюком. В этом случае коэффициенты 12.5.3 (b) и (c) не применяются.
В этом случае коэффициенты 12.5.3 (b) и (c) не применяются.
R12.5.4 – Штанговые крюки особенно подвержены разрушению бетона, если и боковая крышка (перпендикулярно плоскости крюка), и верхняя или нижняя крышка (в плоскости крюка) маленькие. См. Рис. R12.5.4. При минимальном ограничении, обеспечиваемом бетоном, дополнительное ограничение, обеспечиваемое стяжками или стременами, является важным, особенно если полная прочность стержня должна быть развита за счет стержня с крюком с таким маленьким покрытием.Случаи, когда для крюков могут потребоваться стяжки или стремена для удержания, находятся на концах балок с простой опорой, на свободных концах консолей и на концах элементов, образующих соединение, где элементы не выходят за пределы соединения. Напротив, если расчетное напряжение стержня настолько низкое, что крюк не нужен для крепления стержня, стяжки или хомуты не нужны. Кроме того, положения 12.5.4 не применяются к стержням с крючками на прерывистых концах плит с ограничением, обеспечиваемым плитой, непрерывным с обеих сторон перпендикулярно плоскости крюка.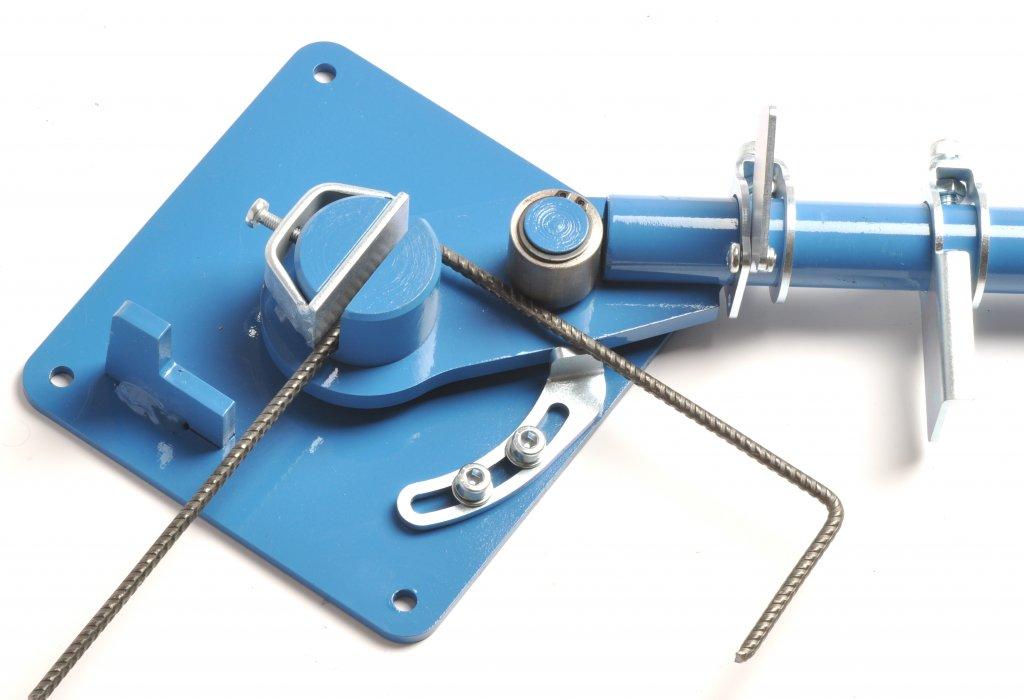
12.5.5 – Крючки не считаются эффективными для раскрытия стержней при сжатии.
R12.5.5 – При сжатии крючки неэффективны и не могут использоваться в качестве анкеровки.
- Рис. R12.5.4 – Бетонное покрытие согласно 12.5.4
12.6 – Механическое крепление
12.6.1 – В качестве анкерного крепления допускается любое механическое устройство, способное развивать прочность арматуры без повреждения бетона.
12.6.2 – Результаты испытаний, показывающие соответствие таких механических устройств, должны быть представлены руководителю строительства.
12.6.3 – Развитие арматуры должно состоять из комбинации механического анкерного крепления плюс дополнительной длины заделки арматуры между точкой максимального напряжения стержня и механическим анкерованием.
12.7 – Разработка сварной арматуры деформированной проволоки на растяжение
КОММЕНТАРИЙ R12.6 – Механическое крепление
R12.6.1 – Механическое крепление может быть выполнено с учетом прочности как для арматуры, так и для стержневой арматуры.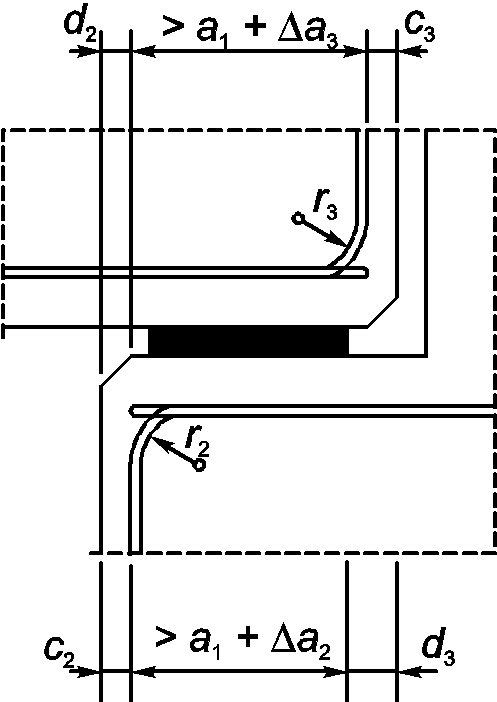
R12.6.3 – Полное развитие штанги складывается из суммы всех частей, которые способствуют закреплению. Если механическое крепление не может обеспечить требуемую расчетную прочность арматуры, необходимо предусмотреть дополнительную длину заделки арматуры между механическим креплением и критическим сечением.
Р12.7 – Разработка сварной арматуры деформированной проволоки на растяжение
12.7.1 – Длина развертки при растяжении для сварной арматуры из деформированной проволоки, 1d, измеренная от точки критического сечения до конца проволоки, должна рассчитываться как произведение 1d от 12.2.2 или 12.2.3, умноженное на коэффициент усиления сварной проволоки из 12.7.2 или 12.7.3. Допускается уменьшение 1d в соответствии с 12.2.5, когда это применимо, но 1d не должно быть меньше 8 дюймов, за исключением вычисления стыков внахлест на 12,18. При использовании коэффициента усиления сварной проволоки из 12.7.2 допускается использование эпоксидной смолы
. | коэффициент покрытия 1,0 для арматуры сварной проволоки с эпоксидным покрытием в 12. 2.2 и 12.2.3.
2.2 и 12.2.3.
12.7.2 – Для армирования сварной деформированной проволоки по крайней мере с одной поперечной проволокой в пределах 1d и не менее 2 дюймов.от точки критического сечения коэффициент усиления сварной проволоки должен быть больше:
, но не более 1,0, где s – расстояние между формируемыми проволоками.
На рисунке R12.7 показаны требования к разработке для армирования сварной деформированной проволоки с одной поперечной проволокой в пределах длины развертки. ASTM A 497 для армирования сварной деформированной проволокой требует такой же прочности сварного шва, как и для армирования сварной простой проволокой (ASTM A 185).Некоторые изменения относятся к сварным швам, а некоторые – к длине деформированной проволоки. Вычисления разработки упрощены по сравнению с более ранними положениями кода для разработки проводов, поскольку предполагается, что в длине развертки содержится только одна перекрестная проволока. Коэффициенты в 12.7.2 применяются к развернутой длине деформированной проволоки, рассчитанной из 12,2, но с абсолютным минимумом 8 дюймов. Явное утверждение, что множитель армирования сварной гладкой проволоки не должен приниматься больше 1, исправляет ошибку в более ранних нормах.b значения кода 1983 года.
Явное утверждение, что множитель армирования сварной гладкой проволоки не должен приниматься больше 1, исправляет ошибку в более ранних нормах.b значения кода 1983 года.
Испытания1214 показали, что арматура из сварной проволоки с эпоксидным покрытием имеет по существу те же характеристики развития и прочности на стыки, что и арматура из сварной проволоки без покрытия, поскольку поперечные проволоки обеспечивают первичное крепление проволоки. Поэтому коэффициент эпоксидного покрытия, равный 1,0, используется для развертки и сращивания отрезков арматуры сварной проволоки с эпоксидным покрытием с поперечными проволоками в пределах длины сращивания или развертки.
12.7.3 – Для сварной арматуры из деформированной проволоки без поперечной проволоки в пределах 1d или с одной поперечной проволокой менее 2 дюймов.от точки критического сечения коэффициент усиления сварной проволоки принимают равным 1,0, а 1d определяют как для деформированной проволоки.
12.7.4 – Если в сварной арматуре из деформированной проволоки присутствуют какие-либо гладкие проволоки в направлении длины развертки, усиление должно развиваться в соответствии с 12. 8.
8.
- Рис. Р12.7 – Разработка сварной деформированной проволочной арматуры.
12.8 —Разработка сварной проволочной арматуры на растяжение
R12.8 – Разработка сварной проволочной арматуры на растяжение
Предел текучести сварной арматуры из гладкой проволоки следует считать разработанным путем заделки двух поперечных проволок с ближайшей поперечной проволокой на расстоянии не менее 2 дюймов от точки критического сечения. Однако td не должно быть меньше
. На рис. R12.8 показаны требования к развитию сварной арматуры из гладкой проволоки, развитие которой в первую очередь зависит от расположения поперечных проволок. Для армирования сварной гладкой проволокой, сделанной из проволоки меньшего размера, необходимо заделать не менее двух поперечных проволок диаметром 2 дюйма.или более за пределами критического сечения достаточно для достижения полного предела текучести закрепленных проволок. Однако для сварной арматуры из гладкой проволоки, сделанной из более крупных близко расположенных проволок, требуется более длинная заделка, и для этой арматуры предусмотрена минимальная длина развертки.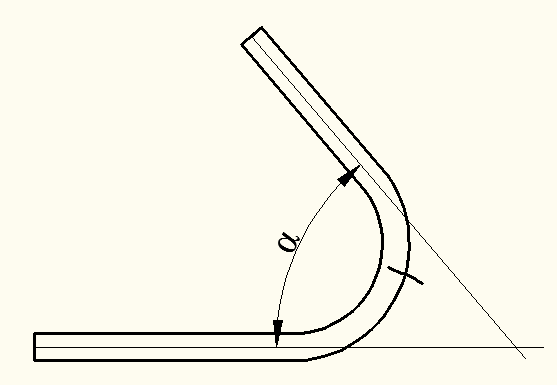
, где td измеряется от точки критического сечения до самой удаленной поперечной проволоки, а s – расстояние между формируемыми проволоками. Если предусмотренное усиление превышает требуемое, td может быть уменьшено в соответствии с 12.2.5. Длина td не должна быть меньше 6 дюймов, за исключением расчета стыков внахлест по 12,19.
12.9 – Разработка прядей предварительного напряжения R12.9 – Разработка прядей предварительного напряжения
12.9.1 – За исключением случаев, предусмотренных в 12.9.1.1, семипроводная жила должна быть скреплена за пределами критического сечения на расстоянии не менее
Читать здесь: 1000
Была ли эта статья полезной?
Почему арматура ломается и не гнется? | Стивен Мур
арматурный стержень ломается, а не изгибается Арматурный стержень – это краткая форма арматурного стержня.Он также известен как арматурная сталь или арматурная сталь. Арматура значительно увеличивает прочность конструкции. Поверхность арматуры часто деформируется, чтобы улучшить сцепление с бетоном. Есть разные виды арматуры.
Поверхность арматуры часто деформируется, чтобы улучшить сцепление с бетоном. Есть разные виды арматуры.
На случай, если арматура сломается, когда вы ее согнете, похоже, что у вас, вероятно, есть комбинация стали второго сорта с широким спектром различных металлов, чтобы сделать ее менее дорогой. Или, может быть, вы пытаетесь повернуть его без предыдущего, чтобы дать ему необходимый базовый диапазон? Помимо этого, все, что я могу учесть, это то, что высокоэластичная сталь может оказаться слабой из-за затвердевания работы, когда она была впервые зафиксирована, а затем снова изогнута.Высокоэластичная сталь (500 МПа) значительно менее пластична, чем типичные низкоуглеродистые стали (275 МПа). Вещество с высоким содержанием углерода делает его все более беспомощным для затвердевания и хрупкого разрушения.
Как согнуть арматуру?
Эксперты в области строительства называют арматуру кусками стали, которые часто составляют часть внутренней конструкции куска бетона. У арматуры есть и другие различные применения. Обычно это длинный кусок стали в форме палки или стержня. Если вам по какой-либо причине необходимо согнуть арматурный стержень, примите во внимание советы опытных подрядчиков или других экспертов, прежде чем предпринимать этот несколько рискованный процесс.
У арматуры есть и другие различные применения. Обычно это длинный кусок стали в форме палки или стержня. Если вам по какой-либо причине необходимо согнуть арматурный стержень, примите во внимание советы опытных подрядчиков или других экспертов, прежде чем предпринимать этот несколько рискованный процесс.
Профессиональная гибка арматурного стержня
Сначала разберитесь в основных проблемах, которые могут возникнуть при ручной гнутье арматуры, и научитесь их обслуживать или избегать. Когда вы сгибаете металл, вы обычно ослабляете его. Когда все будет сделано эффективно, вы сможете свести к минимуму повреждения и при этом сохранить форму в соответствии с вашими требованиями.
- Постоянно обращайте внимание на оценку и размер стержня, который вы изгибаете, сверяясь с механизмом, который вы используете, чтобы гарантировать, что оно работает.
- Проконсультируйтесь с проектировщиком, чтобы убедиться, что ваши кривые соответствуют незначительному измерению внутренней скрутки. На случай, если вы не понимаете, что это для вашей задачи, подождите, пока не поймете.
- Никогда не перекручивайте арматуру. Когда вы поклонились, готово. Упорно работая, он в корне снизит его силу.
 На случай, если вы не понимаете, что это для вашей задачи, подождите, пока не поймете.
На случай, если вы не понимаете, что это для вашей задачи, подождите, пока не поймете.Для получения более подробной информации посетите Rebar People, чтобы воспользоваться нашими услугами и уточнить свои вопросы, связанные с арматурой. Вы можете связаться с нами по телефону или электронной почте.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.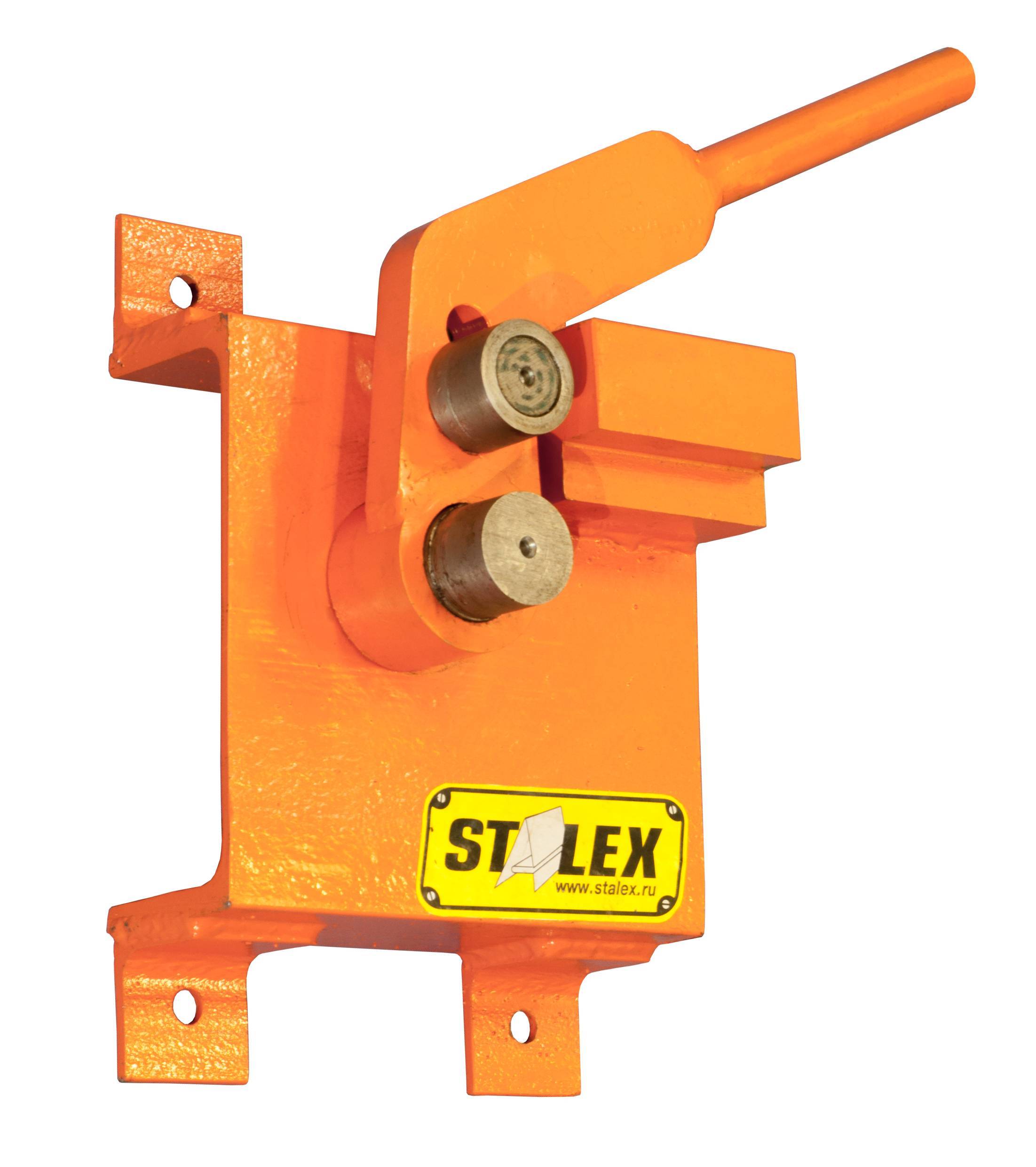 ПРОДУКТЫ}}
{{l10n_strings.DRAG_TEXT}}
ПРОДУКТЫ}}
{{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}} {{l10n_strings. AUTHOR_TOOLTIP_TEXT}}
AUTHOR_TOOLTIP_TEXT}}
Типовые изгибы арматурного стержня | Стетсон Строительные Продукты
Мы заботимся о конфиденциальности данных, что считаем одним из основных прав человека. С этой целью мы приняли ряд административных и технических процедур, чтобы усилить защиту права наших пользователей на защиту личных данных.
Обязательные файлы cookie – это те, которые используются исключительно для передачи сообщения, и те, которые абсолютно необходимы веб-сайту для предоставления услуги, которую запрашивает пользователь.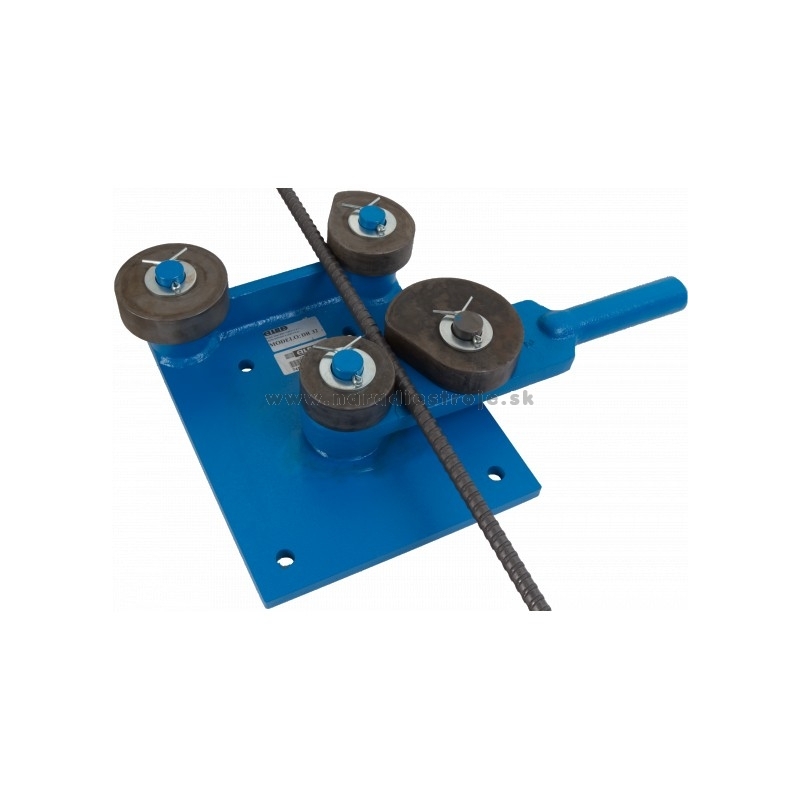 Примеры включают файл cookie проверки подлинности, который идентифицирует пользователя в течение сеанса после того, как пользователь входит на веб-сайт, или файл cookie, который отслеживает элементы, помещенные в корзину электронной коммерции.
Примеры включают файл cookie проверки подлинности, который идентифицирует пользователя в течение сеанса после того, как пользователь входит на веб-сайт, или файл cookie, который отслеживает элементы, помещенные в корзину электронной коммерции.
Файлы cookie для персонализации – это те файлы cookie, которые позволяют пользователю получить доступ к веб-сайту и получать услуги, соответствующие заранее определенным характеристикам этого пользователя, таким как язык, тип браузера, используемый для доступа к услуге, региональная конфигурация, из которой осуществляется доступ к услуге и т. Д.
Аналитические файлы cookie – это файлы, которые позволяют отслеживать и анализировать поведение пользователей веб-сайта. Информация, собранная с помощью таких файлов cookie, используется для измерения активности веб-сайта, платформы или приложения и для профилирования навигации пользователей веб-сайта, платформы или приложения с целью улучшения веб-сайта на основе этого анализа.
Мы используем эти типы файлов cookie и виджеты от наших партнеров и популярных социальных сетей, чтобы улучшить ваше посещение наших веб-сайтов.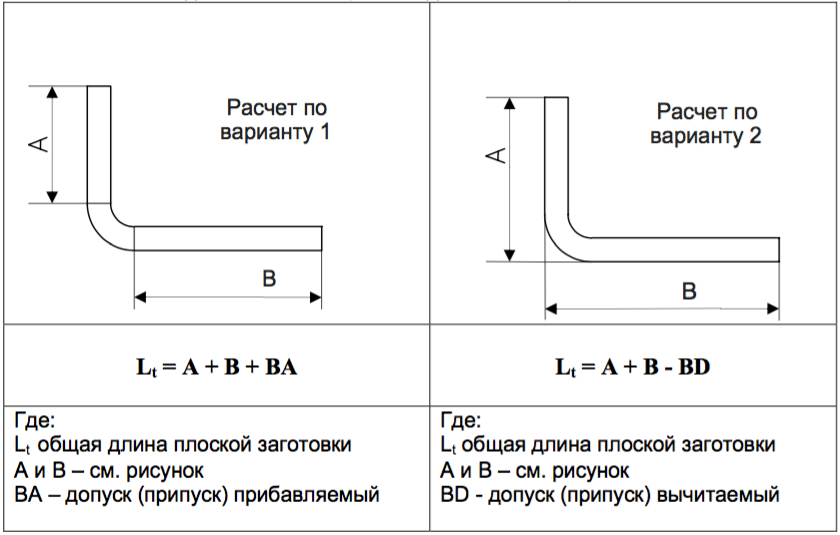 Сторонние файлы cookie – это файлы, которые отправляются на терминал пользователя с компьютера или домена, который не управляется владельцем или хостом веб-сайта и с которого услуга, запрошенная пользователем, предоставляется, собирается или управляется третьей стороной. Процедуры сторонних файлов cookie управляются и контролируются исключительно каждым поставщиком в соответствии с их собственной политикой конфиденциальности. Вы можете отключить сторонние файлы cookie в настройках своего браузера. Чтобы вас не отслеживали виджеты социальных сетей, вы можете выйти из всех социальных сетей, в которые вы вошли, до посещения веб-сайта.
Сторонние файлы cookie – это файлы, которые отправляются на терминал пользователя с компьютера или домена, который не управляется владельцем или хостом веб-сайта и с которого услуга, запрошенная пользователем, предоставляется, собирается или управляется третьей стороной. Процедуры сторонних файлов cookie управляются и контролируются исключительно каждым поставщиком в соответствии с их собственной политикой конфиденциальности. Вы можете отключить сторонние файлы cookie в настройках своего браузера. Чтобы вас не отслеживали виджеты социальных сетей, вы можете выйти из всех социальных сетей, в которые вы вошли, до посещения веб-сайта.
Уменьшение изгиба в стальных прутках
Во время изгиба армированного стального стержня под некоторыми углами (градусами) из-за удлинения стали длина стали будет в некоторой степени увеличиваться. Перед размещением стержней в конструктивных элементах стальной стержень следует разрезать, для этого необходимо определить идеальную длину стержня (длину реза).Для расчета длины реза требуется вычесть удлиненную длину стержня из-за изгиба.
Перед размещением стержней в конструктивных элементах стальной стержень следует разрезать, для этого необходимо определить идеальную длину стержня (длину реза).Для расчета длины реза требуется вычесть удлиненную длину стержня из-за изгиба.
Он полностью основан на степени изгиба штанги.
Удержание изгиба: При изгибе стержня под углом 90 градусов необходимо вычесть 2-кратный диаметр стержня. Подробная информация о гибке прутков под разными углами приведена ниже –
. 45 градусов —— 1 Диаметр стержня
90 градусов —— 2 Диаметр стержня
135 градусов —— 3 Диаметр стержня
180 градусов —— 4 Диаметр стержня
Ниже приведены некоторые полезные примечания по вычету изгиба: –
При изгибе стального стержня длина стержня незначительно увеличивается из-за расширения в области изгиба.
Увеличение длины зависит от марки стали и степени изгиба.
Длина увеличивается с увеличением степени изгиба. Длина уменьшается с увеличением марки стали.
Чтобы получить более четкие идеи, просмотрите следующий эксклюзивный видеоурок по гражданскому строительству.
Источник видео: Factual Civil Engineering
Расчет против разрушения железобетона из-за сосредоточенных сил и минимального диаметра изгиба арматуры
https: // doi.org / 10.1016 / j.engstruct.2021.112902Получить права и контентОсновные моменты
- •
Всесторонний обзор литературы, включая исследования и нормы проектирования по детализации диаметров оправки.
- •
Представлена серия испытаний шестидесяти пяти образцов, включая петли и призмы, с подробными измерениями.
- •
Смещения вне плоскости для понимания отказов исследуются с помощью корреляции цифровых изображений.
- •
Последовательное механическое моделирование для оценки откольной прочности.
- •
Рекомендации по инновационному дизайну.

Реферат
Пластическое изгибание арматурных стержней относительно оправок – обычная процедура для создания изгибов и крюков для стальных стержневых стержней. Минимальные диаметры оправки обычно приводятся в практических правилах, в зависимости от типа детали и диаметра стержня. Эти рекомендации по диаметру изгиба обеспечивают безопасную передачу усилий, избегая отказов при раскалывании, которые потенциально могут ограничить сопротивление детали.В большинстве случаев эти рекомендации во многом основаны на ряде экспериментальных работ, выполненных несколько десятилетий назад. В то время эти исследования проводились на арматуре и бетоне с более низкой прочностью, чем используется в настоящее время. В данной статье представлены результаты комплексной исследовательской программы по детализации изгиба и требуемому диаметру оправки, чтобы избежать локальных разрушений бетона, ведущих к растрескиванию бетонного покрытия. Представлены результаты экспериментальной программы, показывающие влияние различных параметров, таких как диаметр оправки, угол изгиба и бетонное покрытие.Испытания были оснащены передовыми методами измерения (волоконно-оптические измерения и корреляция цифровых изображений), которые показали, что последовательное моделирование передачи сил может быть выполнено на основе геометрических и механических параметров деталей.
В данной статье представлены результаты комплексной исследовательской программы по детализации изгиба и требуемому диаметру оправки, чтобы избежать локальных разрушений бетона, ведущих к растрескиванию бетонного покрытия. Представлены результаты экспериментальной программы, показывающие влияние различных параметров, таких как диаметр оправки, угол изгиба и бетонное покрытие.Испытания были оснащены передовыми методами измерения (волоконно-оптические измерения и корреляция цифровых изображений), которые показали, что последовательное моделирование передачи сил может быть выполнено на основе геометрических и механических параметров деталей.
Ключевые слова
Железобетон
Диаметр оправки
Сосредоточенные силы
Испытания
Правила детализации
Выкрашивание
Расщепление статей
Оптоволоконные измерения
Статьи
0002 Корреляция цифровых изображений
000 2021 Автор (ы).Опубликовано Elsevier Ltd.
Рекомендуемые статьи
Ссылки на статьи
УСТАЛОСТЬ ИЗГИБА ВЫСОКОПРОЧНЫХ АРМАТУРНЫХ ПАРКОВ БЕТОНА
Непрерывные и сваренные встык образцы трех типов высокопрочных арматурных стержней были испытаны на усталость при изгибе в бетоне с частотой 3 Гц и на прочность до 100 x 10 до 6 циклов. Результаты испытаний сравнивались с результатами осевых испытаний на воздухе на стержнях того же типа.Характеристики непрерывных стержней, испытанных на изгиб, были выше, чем у аналогичных стержней, испытанных в осевом направлении на воздухе, но маловероятно, что такая же взаимосвязь будет существовать во всех конструкциях. Поэтому для целей проектирования предлагается оценивать усталостные свойства арматуры путем осевых испытаний на воздухе. Предполагается, что вся непрерывная арматура с высоким пределом текучести может быть включена в единую проектную классификацию и что измененное соотношение будет использоваться для всех размеров при условии, что используются значения k, соответствующие диаметру стержня.Характеристики сварных стержней снизились из-за наличия сварного шва, но в меньшей степени, чем при осевых испытаниях. Расчетная кривая класса C для BS 5400 дает лучшую оценку характеристик стержней диаметром 16 мм, чем класс D, к которому относится сварная арматура, но принятие более высокой классификации не рекомендуется.
Результаты испытаний сравнивались с результатами осевых испытаний на воздухе на стержнях того же типа.Характеристики непрерывных стержней, испытанных на изгиб, были выше, чем у аналогичных стержней, испытанных в осевом направлении на воздухе, но маловероятно, что такая же взаимосвязь будет существовать во всех конструкциях. Поэтому для целей проектирования предлагается оценивать усталостные свойства арматуры путем осевых испытаний на воздухе. Предполагается, что вся непрерывная арматура с высоким пределом текучести может быть включена в единую проектную классификацию и что измененное соотношение будет использоваться для всех размеров при условии, что используются значения k, соответствующие диаметру стержня.Характеристики сварных стержней снизились из-за наличия сварного шва, но в меньшей степени, чем при осевых испытаниях. Расчетная кривая класса C для BS 5400 дает лучшую оценку характеристик стержней диаметром 16 мм, чем класс D, к которому относится сварная арматура, но принятие более высокой классификации не рекомендуется. Фрактографические исследования показали, что при испытании в бетоне рисунок ребер на непрерывных стержнях оказал влияние на расположение места зарождения трещины.(Автор / TRRL)
Фрактографические исследования показали, что при испытании в бетоне рисунок ребер на непрерывных стержнях оказал влияние на расположение места зарождения трещины.(Автор / TRRL)
Информация для СМИ
Предмет / указатель терминов
Информация для подачи
- Регистрационный номер: 00368673
- Тип записи: Публикация
- Агентство-источник: Транспортная научно-исследовательская лаборатория
- Номер отчета / статьи: SR 748 Монография
- Файлы: ITRD, TRIS, ATRI
- Дата создания: 31 января 1983 г., 00:00
