Заклёпка вытяжная размеры
Крепёж оптом / Заклёпки / Заклёпка вытяжная стальная со стандартным буртиком
Заклёпка вытяжная стальная со стандартным буртиком ST/ST – сталь/ сталь. Размеры стальных вытяжных заклёпок от 3.0 х 6 до 6.4 х 45 мм. Они применяются для создания неразъемных соединений тонколистовых материалов. С помощью заклёпочника установка заклёпок возможна при доступе только с одной стороны материала.
Материалы:
- Тело: сталь.
- Стержень: сталь.
| Размер заклёпки | d | dk | K | R max | d1 | L1 | Усилие на разрыв N | Усилие на срез N |
| 3.0 | 3.0 +0.08-0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08-0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08-0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08-0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08-0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08-0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08-0. 15 15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
| Размер заклёпки | Толщина соединяемых материалов | Диаметр бортика | Диаметр отверстия |
| 3.0 x 6 | 1.5 – 3.5 | 6.5 | 3.1 – 3.2 |
| 3.0 x 8 | 3.5 – 5.5 | ||
| 3.0 x 10 | 5.5 – 7.0 | ||
| 3.0 x 12 | 7.0 – 9.0 | ||
| 3.0 x 14 | 9.0 – 11.0 | ||
| 3.0 x 16 | 11.0 – 13.0 | ||
| 3.0 x 18 | 13.0 – 15.0 | ||
| 3.0 x 20 | 15.0 – 17.0 | ||
| 3.2 x 6 | 1.5 – 3.5 | 6.5 | 3.3 – 3.4 |
| 3.2 x 8 | 3.5 – 5.0 | ||
| 3.2 x 10 | 5.0 – 7.0 | ||
| 3.2 x 12 | 7.0 – 9.0 | ||
| 3.2 x 14 | 9.0 – 11.0 | ||
| 3.2 x 16 | 11.0 – 13.0 | ||
| 3.2 x 18 | 13.0 – 15.0 | ||
| 3.2 x 20 | 15.0 – 17.0 | ||
| 3.2 x 25 | 20.0 – 22.0 | ||
| 4.0 x 6 | 1.5 – 3.0 | 8.0 | 4.1 – 4.2 |
| 4.0 x 8 | 3.0 – 5.0 | ||
| 4.0 x 10 | 5.0 – 6.5 | ||
| 4.0 x 12 | 6.5 – 8.5 | ||
| 4.0 x 14 | 8.5 – 10.5 | ||
| 4.0 x 16 | 10.5 – 12.5 | ||
| 4.0 x 18 | 12.5 – 14.5 | ||
| 4.0 x 20 | 14.5 – 16.5 | ||
| 4.0 x 22 | 16.5 – 18.0 | ||
| 4.0 x 25 | 18.0 – 21.5 | ||
| 4.0 x 26 | 18.5 – 22.5 | ||
| 4.0 x 28 | 21.5 – 24.0 | ||
| 4.0 x 30 | 21.5 – 26.0 | ||
4. 8 x 6 8 x 6 | 1.0 – 3.0 | 9.5 | 4.9 – 5.0 |
| 4.8 x 8 | 3.0 – 4.5 | ||
| 4.8 x 10 | 4.5 – 6.0 | ||
| 4.8 x 12 | 6.0 – 8.0 | ||
| 4.8 x 14 | 8.0 – 10.0 | ||
| 4.8 x 16 | 10.0 – 12.0 | ||
| 4.8 x 18 | 12.0 – 14.0 | ||
| 4.8 x 20 | 14.0 – 16.0 | ||
| 4.8 x 22 | 16.0 – 18.0 | ||
| 4.8 x 23 | 16.5 – 19.0 | ||
| 4.8 x 24 | 17.0 – 20.0 | ||
| 4.8 x 25 | 18.0 – 21.0 | ||
| 4.8 x 28 | 21.0 – 23.5 | ||
| 4.8 x 30 | 23.0 – 25.0 | ||
| 4.8 x 32 | 25.0 – 27.0 | ||
| 4.8 x 35 | 25.0 – 30.0 | ||
| 4.8 x 40 | 30,0 – 35.0 | ||
| 4.8 x 50 | 40,0 – 45.0 | ||
| 5.0 x 6 | 0.5 – 2.5 | 9.5 | 5.1 – 5.2 |
| 5.0 x 8 | 2.5 – 4.5 | ||
| 5.0 x 10 | 4.5 – 6.0 | ||
| 5.0 x 12 | 6.0 – 8.0 | ||
| 5.0 x 14 | 8.0 – 10.0 | ||
| 5.0 x 16 | 10.0 – 12.0 | ||
| 5.0 x 18 | 12.0 – 14.0 | ||
| 5.0 x 21 | 14.0 – 17.0 | ||
| 5.0 x 25 | 17.0 – 20.0 | ||
| 5.0 x 27 | 20.0 – 23.0 | ||
| 5.0 x 30 | 23.0 – 25.0 | ||
| 6.0 x 8 | 2.0 – 4.0 | 12.0 | 6.1 – 6.2 |
| 6.0 x 10 | 4.0 – 6.0 | ||
| 6.0 x 12 | 6.0 – 8.0 | ||
| 6.0 x 14 | 7.0 – 9.0 | ||
| 6.0 x 16 | 9.0 – 11.0 | ||
| 6.0 x 18 | 11.0 – 13.0 | ||
| 6.0 x 22 | 13.0 – 17.0 | ||
| 6.0 x 26 | 17.0 – 20.0 | ||
| 6.0 x 30 | 20.0 – 24.0 | ||
6. 4 x 8 4 x 8 | 2.0 – 4.0 | 13.0 | 6.5 – 6.6 |
| 6.4 x 10 | 2.0 – 5.0 | ||
| 6.4 x 12 | 4.0 – 6.0 | ||
| 6.4 x 14 | 6.0 – 8.0 | ||
| 6.4 x 16 | 8.0 – 11.0 | ||
| 6.4 x 18 | 9.0 – 13.0 | ||
| 6.4 x 20 | 11.0 – 15.0 | ||
| 6.4 x 22 | 13.0 – 16.0 | ||
| 6.4 x 25 | 15.0 – 19.0 | ||
| 6.4 x 26 | 16.0 – 20.0 | ||
| 6.4 x 28 | 17.0 – 22.0 | ||
| 6.4 x 30 | 18.0 – 24.0 | ||
| 6.4 x 32 | 22.0 – 26.0 | ||
| 6.4 x 35 | 24.0 – 30.0 | ||
| 6.4 x 40 | 30.0 – 35.0 | ||
| 6.4 x 45 | 35.0 – 40.0 |
Вы можете заказать и купить стальные вытяжные заклёпки любых размеров по оптовым ценам.
Размеры вытяжных заклепок – от чего будет зависеть выбор? + видео
Вытяжные заклепки – один из способов создать неразъемное соединение листовых материалов толщиной до 45 мм, да еще со сквозным отверстием размером в 5 мм, которое потом можно использовать для каких-либо целей. Что нужно знать об этом крепеже, разберем в статье.
1 Первое знакомство с вытяжной заклепкой
У этого крепежа есть несколько других названий – заклепки с протяжкой или отрывные. Ведь процесс крепления обычно выглядит, как вытягивание, а заканчивается отрывом стержня, на котором был насажен элемент. Сама заклепка пустотелая, именно поэтому внутреннее отверстие потом можно задействовать. Часто в нем удачно помещаются провода или какой-нибудь крепеж. Пропорции диаметров головки и корпуса заклепки обычно 1 к 2, но в некоторых типоразмерах 1 к 3. Изначально красивая головка есть только с одной стороны, вторая сторона упирается в утолщенный наконечник стержня. Этим узким концом она продевается в отверстие скрепляемых материалов, потом стержень начинают вытягивать.
Вытяжные заклепки
Его утолщенный конец въезжает внутрь заклепки, расширяя ее тело и образуя удерживающую головку с другой стороны.
Наряду с обычными, существуют и специальные вытяжные заклепки. Например, водонепроницаемые или не пропускающие газ. Называются они глухими или герметичными. Независимо от вида устанавливаются эти соединительные элементы с помощью заклепочника, специального пистолета. Он может быть механическим и пневматическим, естественно, во втором случае производительность возрастает в разы. Можно найти и аккумуляторные электрические модели.
2 Какой материал выбирать при покупке?
Сразу стоит отметить, что выбирать придется два параметра – материал стержня и самой заклепки. Очевидно, чтобы стержень смог запрессовать заклепку и не поломаться, он должен быть прочнее. Это достигается двумя способами – либо материалы для этих двух компонентов разные, либо один и тот же, но разной технической прочности. Разберем примеры и маркировку. Дешевле всего алюминиевые вытяжные заклепки. Но это не чистый металл, а сплав с магнием, обозначается формулой AMrX, где Х – это число, отражающее процент магния в материале.
Алюминиевые вытяжные заклепки
Если стержень сделан из оцинкованной стали, то маркировка заклепки будет Al/St.
Если оба элемента сделаны из алюминия, то Al/Al.
 Если оба элемента сделаны из алюминия, то Al/Al.
Если оба элемента сделаны из алюминия, то Al/Al.Но стержень в этом случае должен иметь большее содержание магния в своем составе, чтобы быть крепче самой заклепки. Когда стержень сделан из нержавеющей стали, маркировка проставляется Al/A2. Когда стержень и заклепка сделаны из нержавейки, вы увидите маркировку A2/A2 или A4/A4. Очевидно, что тут опять крепость стержня должна быть выше. Когда материал – оцинкованная сталь, то маркировка – St/St. Вытяжные детали могут быть сделаны из меди. Когда стержень будет стальной оцинкованный, код – Cu/St, если бронзовый – Cu/Br, из нержавеющей стали – Cu/A2.
3 Как не ошибиться с размером?
Если вариантов деталей по прочности материала немного, то размеры более многочисленны, и правильно их подобрать поможет справочник, в котором легко разобраться самому. Там вы найдете четыре колонки: размеры заклепки, толщину соединяемых материалов (диапазон значений), диаметр бортика (шляпки) и диаметр отверстия (тоже диапазон значений). Естественно, приближаться, а то и переходить за границы диапазонов не рекомендуется.
Вытяжные заклепки разного размера
Приведем пример. Толщина скрепляемого материала – 16 мм, какие размеры заклепки нам подойдут? 3.0х20, 3.2х20, 4.0х20 и другие. Первый вариант находится на грани возможностей по всем параметрам. Отчего нет уверенности, что размеры этой заклепки позволят выдержать ей не только сам процесс соединения, но и последующую эксплуатацию изделия. Причем чем меньше первый параметр, тем меньше диаметр головки, что также можно назвать фактором надежности. Третий и последующие варианты из таблицы уже представляются излишними, так как диаметр самой заклепки, а значит и отверстие в ней будет очень широким. Это, конечно, увеличивает и ширину шляпки.
Но это все будет излишним, размеры отверстия для продевания заклепки будут очень большими. Вероятно, что в материалах суммарной толщиной 16 мм не будет возможности без особой деструкции сделать большое отверстие. Поэтому размеры 3.2х20 кажутся оптимальными, так как для диаметра 3.2 мм толщина 1,6 см находится в середине охватываемого этим размером диапазона, остается только подобрать длину, которая тут 20 мм, и можно приступать к работе. В особых случаях тщательно стоит проработать и вопросы прочности материала, данные следует искать в справочниках по металлам.
Поэтому размеры 3.2х20 кажутся оптимальными, так как для диаметра 3.2 мм толщина 1,6 см находится в середине охватываемого этим размером диапазона, остается только подобрать длину, которая тут 20 мм, и можно приступать к работе. В особых случаях тщательно стоит проработать и вопросы прочности материала, данные следует искать в справочниках по металлам.
Размер заклепок для заклепочника
Заклепка – один из самых удобных и быстрых в монтаже крепежных элементов, обеспечивающих надежное неразъемное соединение. Сегодня существует огромное многообразие форм и размеров клепального крепежа, но самыми первыми были изобретены заклепки под молоток. Они использовались при строительстве судов, мостов и других металлических инженерных сооружений, где с успехом заменяли сварные соединения. Сегодня этот старейший вид крепежа изготавливается из современных материалов, поэтому не утратил своей популярности и даже расширил сферу применения.
Принцип действия молотковой заклепки
Классическая заклепка под молоток представляют собой стержень, имеющий закладную головку определенной формы (полукруглую, потайную, полупотайную, плоскую). Замыкающая головка формируется из противоположного конца стержня путем его пластической деформации при помощи клепального молотка и специальной ударной оправки, которая придает головке аккуратную полукруглую форму. При этом со стороны закладной головки нужно обеспечить массивную поддержку. Очевидно, что для установки такой заклепки необходимо иметь доступ с двух сторон скрепляемых поверхностей.
Определение длины заклепки с замыкающей головкой
 Для варианта с полукруглой головкой величина припуска равняется 1.2…1.5d, а для варианта с головкой потаем – 0.8…1.2d, где d – диаметр стержня. Исходя из полученного значения припуска, несложно рассчитать полную длину стержня, прибавив к нему толщину склепываемых материалов – S.
Для варианта с полукруглой головкой величина припуска равняется 1.2…1.5d, а для варианта с головкой потаем – 0.8…1.2d, где d – диаметр стержня. Исходя из полученного значения припуска, несложно рассчитать полную длину стержня, прибавив к нему толщину склепываемых материалов – S.- Расчет длины заклепки с полукруглой головкой: L = S + (1.2…1.5d)
- Расчет длины заклепки с потайной головкой: L = S + (0.8…1.2d)
Требуется склепать материалы суммарной толщиной 41 мм заклепкой потай Ø8 мм
L = 41 + 0.8 х 8 = 41 + 6.4 = 47.4 мм
Затем выбираем из существующего стандартного ряда длин заклепок ближайшее к 47.4 значение, то есть – 48 мм. Итак, для создания потайного заклепочного соединения листов толщиной 41 мм нам потребуется крепеж размера Ø8х48 мм.
Заклепки под молоток отличаются большим разнообразием диаметров в пределах 1.0 – 36 мм. Диаметр просверливаемого в материалах отверстия должен обеспечивать свободный ввод стержня, при этом величина зазора между телом заклепки и стенками отверстия не должна превышать параметров прописанных в ГОСТ. Так, для получения качественной клепки зазор для деталей диаметром до 5 мм составляет не более 0.1 мм, а для деталей от 5 мм не более 0.2 мм. Когда материалы склепывают потайной заклепкой, то под головку в отверстии снимают фаску под углом 60° – 90° на глубину, соответствующую высоте закладной головки.
В советские времена и в первой половине 90-х, соединение заклёпками выполнялось при помощи громоздкого инструмента. В строительстве, а так же в бытовых домашних условиях, процесс клепания был крайне неудобен и занимал значительное время. Применялись молотковые заклёпки вот такого вида: , которые вручную при помощи ударов молотка или наставок, рассклёпывались со стороны на которой отсутствует шляпка. При этом, со стороны шляпки заклёпки необходим упор, что значительно уменьшает сферу применения данного типа крепления. Ну и конечно же такой “ударный” способ может принести повреждения покрытия скрепляемых элементов.
Как следствие, в наш быт очень быстро вошли западные технологии крепежа и появился такой инструмент как ручные клёпальники, идеально подходящие для выполнения ряда бытовых и строительных работ.
Заклёпочник
Клёпальник или заклёпочник – это инструмент используемый для неразъёмного крепления и фиксации элементов из листовых металлов при помощи заклёпок.
Для работы данным инструментом не нужны какие либо навыки. Он удобен и довольно прост в применении.
При работе клёпальником не требуется доступ к двум сторонам скрепляемых деталей. Достаточно просто просверлить в нужном месте отверстие, после чего зафиксировать заклёпку. Благодаря этому, процесс клепания является довольно быстрым и простым.
Заклёпки
В строительстве самыми применяемыми являются вытяжные заклёпки. Они доступны (можно приобрести в любом строительном магазине и рынке), просты в применении и вполне обеспечивают надёжное неразъёмное соединение материалов.
Вытяжные заклёпки различают по размеру и типу материала, используемого для изготовления заклёпок.
Материал заклёпки, это крайне важный фактор. Выбор заклёпок по материалу напрямую зависит от вида материала скрепляемых деталей и окружающей среды, в которой будет находиться крепление.
Материалы изготовления заклёпок могут быть следующие:
- Оцинкованная сталь.
- Алюминий. Есть чистый аллюминий и его варианты: анодированный, лакированный.
- Нержавеющая сталь. А2 – устойчива к ржавлению, А4 – устойчива к коррозии и кислотной среде (применяется в химической промышленности). Или импортные аналоги, например, DIN 7337. Нержавейка является одним из самых распространённых и прочных материалов.
- Медь – Медные заклёпки применяются для скрепления материалов из меди.
- Медно-никелевый сплав (монель). Содержит 70% никеля, 30% меди.
Вытяжная заклёпка представляет собой трубку со шляпкой. Внутри конструкции предусмотрен стальной стержень, один из концов которого слегка расширяется. Заклёпочник тянет стержень, благодаря чему трубка постепенно расширяется. Когда усилие становится максимальным, происходит откусывание стержня.
Заклёпочник тянет стержень, благодаря чему трубка постепенно расширяется. Когда усилие становится максимальным, происходит откусывание стержня.
В вытяжных заклёпках процесс деформации гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Для того чтобы осадить тело заклёпки, её торец упирают в опорную поверхность заклёпочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъёмное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Виды клёпальников
Выбрать подходящую модель такого инструмента бывает непросто, ведь в продаже представлено несколько разновидностей. Все они отличаются своими техническими характеристиками и стоимостью.
Простой механический заклёпочник
Самый дешёвый и распространённый вид заклёпочников. Широко применяется в строительных и бытовых работах.
Заклёпочник ГАРМОШКА
Применим для производственных работ и не популярен для строительства.
Заклёпочник двуручный
Считается силовым клёпочником. Редко применяется в строительстве.
Заклёпочник с поворотной головкой
Данный вид самый удобный для проведения строительных работ. Вращающаяся головка способствует доступности для клепания в разных, труднодоступных для других видов заклёпочников, местах.
Размеры заклёпок и свёрел
| Диаметр стержня заклёпки | 2,0 | 2,3 | 2,6 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,5 | 10 |
| Диаметр отверстия под заклёпку (сверло) | 2,1 | 2,4 | 2,7 | 3,1 | 3,6 | 4,1 | 5,2 | 6,2 | 7,2 | 8,2 | 9,7 | 10,3 |
Обычный пример работы заклёпочником
Видео: Как работает заклёпочник
 youtube.com/embed/zVGW6TNCR6E”/>
youtube.com/embed/zVGW6TNCR6E”/>
Вытяжные заклепки – один из способов создать неразъемное соединение листовых материалов толщиной до 45 мм, да еще со сквозным отверстием размером в 5 мм, которое потом можно использовать для каких-либо целей. Что нужно знать об этом крепеже, разберем в статье.
1 Первое знакомство с вытяжной заклепкой
У этого крепежа есть несколько других названий – заклепки с протяжкой или отрывные. Ведь процесс крепления обычно выглядит, как вытягивание, а заканчивается отрывом стержня, на котором был насажен элемент. Сама заклепка пустотелая, именно поэтому внутреннее отверстие потом можно задействовать. Часто в нем удачно помещаются провода или какой-нибудь крепеж. Пропорции диаметров головки и корпуса заклепки обычно 1 к 2, но в некоторых типоразмерах 1 к 3. Изначально красивая головка есть только с одной стороны, вторая сторона упирается в утолщенный наконечник стержня. Этим узким концом она продевается в отверстие скрепляемых материалов, потом стержень начинают вытягивать.
Его утолщенный конец въезжает внутрь заклепки, расширяя ее тело и образуя удерживающую головку с другой стороны. Потом стержень отламывают и достают остатки изнутри образованного крепления, оставляя там отверстие. Хотя можно их и не доставать, если они не будут мешать дальнейшему использованию скрепленного объекта. В последнее время вытяжные заклепки можно увидеть все чаще, и на это есть много причин. Это очень удобно, когда мы имеем доступ к месту соединения только с одной стороны, да и поставить такой крепеж очень просто. Сам инструмент для склепывания стоит недорого, места много не занимает. Во время работы не придется каким-то образом фиксировать второй конец заклепки перед вытягиванием. Это в свою очередь ускоряет процесс и повышает производительность. Растущая популярность заставляет производителей работать над разнообразием продукции.
Наряду с обычными, существуют и специальные вытяжные заклепки. Например, водонепроницаемые или не пропускающие газ. Называются они глухими или герметичными. Независимо от вида устанавливаются эти соединительные элементы с помощью заклепочника, специального пистолета. Он может быть механическим и пневматическим, естественно, во втором случае производительность возрастает в разы. Можно найти и аккумуляторные электрические модели.
Называются они глухими или герметичными. Независимо от вида устанавливаются эти соединительные элементы с помощью заклепочника, специального пистолета. Он может быть механическим и пневматическим, естественно, во втором случае производительность возрастает в разы. Можно найти и аккумуляторные электрические модели.
2 Какой материал выбирать при покупке?
Сразу стоит отметить, что выбирать придется два параметра – материал стержня и самой заклепки. Очевидно, чтобы стержень смог запрессовать заклепку и не поломаться, он должен быть прочнее. Это достигается двумя способами – либо материалы для этих двух компонентов разные, либо один и тот же, но разной технической прочности. Разберем примеры и маркировку. Дешевле всего алюминиевые вытяжные заклепки. Но это не чистый металл, а сплав с магнием, обозначается формулой AMrX, где Х – это число, отражающее процент магния в материале.
Если стержень сделан из оцинкованной стали, то маркировка заклепки будет Al/St. Если оба элемента сделаны из алюминия, то Al/Al.
Но стержень в этом случае должен иметь большее содержание магния в своем составе, чтобы быть крепче самой заклепки. Когда стержень сделан из нержавеющей стали, маркировка проставляется Al/A2. Когда стержень и заклепка сделаны из нержавейки, вы увидите маркировку A2/A2 или A4/A4. Очевидно, что тут опять крепость стержня должна быть выше. Когда материал – оцинкованная сталь, то маркировка – St/St. Вытяжные детали могут быть сделаны из меди. Когда стержень будет стальной оцинкованный, код – Cu/St, если бронзовый – Cu/Br, из нержавеющей стали – Cu/A2.
3 Как не ошибиться с размером?
Если вариантов деталей по прочности материала немного, то размеры более многочисленны, и правильно их подобрать поможет справочник, в котором легко разобраться самому. Там вы найдете четыре колонки: размеры заклепки, толщину соединяемых материалов (диапазон значений), диаметр бортика (шляпки) и диаметр отверстия (тоже диапазон значений). Естественно, приближаться, а то и переходить за границы диапазонов не рекомендуется.
Естественно, приближаться, а то и переходить за границы диапазонов не рекомендуется.
Приведем пример. Толщина скрепляемого материала – 16 мм, какие размеры заклепки нам подойдут? 3.0х20, 3.2х20, 4.0х20 и другие. Первый вариант находится на грани возможностей по всем параметрам. Отчего нет уверенности, что размеры этой заклепки позволят выдержать ей не только сам процесс соединения, но и последующую эксплуатацию изделия. Причем чем меньше первый параметр, тем меньше диаметр головки, что также можно назвать фактором надежности. Третий и последующие варианты из таблицы уже представляются излишними, так как диаметр самой заклепки, а значит и отверстие в ней будет очень широким. Это, конечно, увеличивает и ширину шляпки.
Но это все будет излишним, размеры отверстия для продевания заклепки будут очень большими. Вероятно, что в материалах суммарной толщиной 16 мм не будет возможности без особой деструкции сделать большое отверстие. Поэтому размеры 3.2х20 кажутся оптимальными, так как для диаметра 3.2 мм толщина 1,6 см находится в середине охватываемого этим размером диапазона, остается только подобрать длину, которая тут 20 мм, и можно приступать к работе. В особых случаях тщательно стоит проработать и вопросы прочности материала, данные следует искать в справочниках по металлам.
Размеры заклепок для заклепочника ручного
Заклёпка вытяжная стальная со стандартным буртиком ST/ST – сталь/ сталь. Размеры стальных вытяжных заклёпок от 3.0 х 6 до 6.4 х 45 мм. Они применяются для создания неразъемных соединений тонколистовых материалов. С помощью заклёпочника установка заклёпок возможна при доступе только с одной стороны материала.
| Размер заклёпки | d | dk | K | R max | d1 | L1 | Усилие на разрыв N | Усилие на срез N |
3. 0 0 | 3.0 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 1.90 | 27 | 1125 | 915 |
| 3.2 | 3.2 +0.08 -0.10 | 6.5 -0.7 | 0.8 ±0.2 | 0.2 | 2.00 | 27 | 1285 | 1060 |
| 4.0 | 4.0 +0.08 -0.15 | 8.0 -1.0 | 1.0 ±0.3 | 0.3 | 2.50 | 27 | 1990 | 1550 |
| 4.8 | 4.8 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 2920 | 2300 |
| 5.0 | 5.0 +0.08 -0.15 | 9.5 -1.0 | 1.1 ±0.3 | 0.3 | 2.90 | 27 | 3255 | 2575 |
| 6.0 | 6.0 +0.08 -0.15 | 12.0 -1.5 | 1.5 ±0.4 | 0.4 | 3.40 | 27 | 5000 | 4000 |
| 6.4 | 6.4 +0.08 -0.15 | 13 -1.5 | 1.8 ±0.4 | 0.5 | 3.85 | 27 | 5400 | 4350 |
| Размер заклёпки | Толщина соединяемых материалов | Диаметр бортика | Диаметр отверстия |
| 3.0 x 6 | 1.5 – 3.5 | 6.5 | 3.1 – 3.2 |
| 3.0 x 8 | 3.5 – 5.5 | ||
| 3.0 x 10 | 5.5 – 7.0 | ||
| 3.0 x 12 | 7.0 – 9.0 | ||
| 3.0 x 14 | 9.0 – 11.0 | ||
| 3.0 x 16 | 11.0 – 13.0 | ||
| 3.0 x 18 | 13.0 – 15.0 | ||
| 3.0 x 20 | 15.0 – 17.0 | ||
| 3.2 x 6 | 1.5 – 3.5 | 6.5 | 3.3 – 3.4 |
| 3.2 x 8 | 3.5 – 5.0 | ||
| 3.2 x 10 | 5.0 – 7.0 | ||
| 3.2 x 12 | 7.0 – 9. 0 0 | ||
| 3.2 x 14 | 9.0 – 11.0 | ||
| 3.2 x 16 | 11.0 – 13.0 | ||
| 3.2 x 18 | 13.0 – 15.0 | ||
| 3.2 x 20 | 15.0 – 17.0 | ||
| 3.2 x 25 | 20.0 – 22.0 | ||
| 4.0 x 6 | 1.5 – 3.0 | 8.0 | 4.1 – 4.2 |
| 4.0 x 8 | 3.0 – 5.0 | ||
| 4.0 x 10 | 5.0 – 6.5 | ||
| 4.0 x 12 | 6.5 – 8.5 | ||
| 4.0 x 14 | 8.5 – 10.5 | ||
| 4.0 x 16 | 10.5 – 12.5 | ||
| 4.0 x 18 | 12.5 – 14.5 | ||
| 4.0 x 20 | 14.5 – 16.5 | ||
| 4.0 x 22 | 16.5 – 18.0 | ||
| 4.0 x 25 | 18.0 – 21.5 | ||
| 4.0 x 26 | 18.5 – 22.5 | ||
| 4.0 x 28 | 21.5 – 24.0 | ||
| 4.0 x 30 | 21.5 – 26.0 | ||
| 4.8 x 6 | 1.0 – 3.0 | 9.5 | 4.9 – 5.0 |
| 4.8 x 8 | 3.0 – 4.5 | ||
| 4.8 x 10 | 4.5 – 6.0 | ||
| 4.8 x 12 | 6.0 – 8.0 | ||
| 4.8 x 14 | 8.0 – 10.0 | ||
| 4.8 x 16 | 10.0 – 12.0 | ||
| 4.8 x 18 | 12.0 – 14.0 | ||
| 4.8 x 20 | 14.0 – 16.0 | ||
| 4.8 x 22 | 16.0 – 18.0 | ||
| 4.8 x 23 | 16.5 – 19.0 | ||
| 4.8 x 24 | 17.0 – 20.0 | ||
| 4.8 x 25 | 18.0 – 21.0 | ||
| 4.8 x 28 | 21.0 – 23.5 | ||
| 4.8 x 30 | 23.0 – 25.0 | ||
| 4.8 x 32 | 25.0 – 27.0 | ||
| 4.8 x 35 | 25.0 – 30.0 | ||
| 4.8 x 40 | 30,0 – 35.0 | ||
| 4.8 x 50 | 40,0 – 45.0 | ||
| 5.0 x 6 | 0.5 – 2.5 | 9.5 | 5.1 – 5.2 |
| 5.0 x 8 | 2.5 – 4.5 | ||
| 5.0 x 10 | 4.5 – 6.0 | ||
| 5.0 x 12 | 6.0 – 8.0 | ||
| 5.0 x 14 | 8.0 – 10.0 | ||
| 5.0 x 16 | 10.0 – 12.0 | ||
5. 0 x 18 0 x 18 | 12.0 – 14.0 | ||
| 5.0 x 21 | 14.0 – 17.0 | ||
| 5.0 x 25 | 17.0 – 20.0 | ||
| 5.0 x 27 | 20.0 – 23.0 | ||
| 5.0 x 30 | 23.0 – 25.0 | ||
| 6.0 x 8 | 2.0 – 4.0 | 12.0 | 6.1 – 6.2 |
| 6.0 x 10 | 4.0 – 6.0 | ||
| 6.0 x 12 | 6.0 – 8.0 | ||
| 6.0 x 14 | 7.0 – 9.0 | ||
| 6.0 x 16 | 9.0 – 11.0 | ||
| 6.0 x 18 | 11.0 – 13.0 | ||
| 6.0 x 22 | 13.0 – 17.0 | ||
| 6.0 x 26 | 17.0 – 20.0 | ||
| 6.0 x 30 | 20.0 – 24.0 | ||
| 6.4 x 8 | 2.0 – 4.0 | 13.0 | 6.5 – 6.6 |
| 6.4 x 10 | 2.0 – 5.0 | ||
| 6.4 x 12 | 4.0 – 6.0 | ||
| 6.4 x 14 | 6.0 – 8.0 | ||
| 6.4 x 16 | 8.0 – 11.0 | ||
| 6.4 x 18 | 9.0 – 13.0 | ||
| 6.4 x 20 | 11.0 – 15.0 | ||
| 6.4 x 22 | 13.0 – 16.0 | ||
| 6.4 x 25 | 15.0 – 19.0 | ||
| 6.4 x 26 | 16.0 – 20.0 | ||
| 6.4 x 28 | 17.0 – 22.0 | ||
| 6.4 x 30 | 18.0 – 24.0 | ||
| 6.4 x 32 | 22.0 – 26.0 | ||
| 6.4 x 35 | 24.0 – 30.0 | ||
| 6.4 x 40 | 30.0 – 35.0 | ||
| 6.4 x 45 | 35.0 – 40.0 |
Вы можете заказать и купить стальные вытяжные заклёпки любых размеров по оптовым ценам.
192007, Санкт-Петербург, ул. Курская, 27
Торговый Дом Нева продает оптом крепёж стандартов DIN, ГОСТ, оцинкованные метизы и высокопрочные крепёжные изделия. Поставки строительного крепежа осуществляются во все регионы России.
Вытяжные заклёпки являются достаточно распространённым крепёжным материалом и широко используются во многих областях человеческой деятельности. Детали заменили собой устаревшие способы клёпки и прочно вошли в обиход.
Назначение
Вытяжные заклёпки служат для соединения листового материала и требуют наличия доступа к рабочей поверхности только с одной из сторон. В этом заключается одно из главных их отличий от традиционных «молотковых» моделей. Монтаж заклёпок производится в просверленное отверстие при помощи специального инструмента, который может быть как ручным, так и пневмоэлектрическим. Соединения, выполненные при помощи вытяжных заклёпок, являются очень прочными и долговечными. Кроме того, детали легко монтируются и отличаются высокой устойчивостью к агрессивному воздействию химических веществ, высоких температур и влажности.
В этом заключается одно из главных их отличий от традиционных «молотковых» моделей. Монтаж заклёпок производится в просверленное отверстие при помощи специального инструмента, который может быть как ручным, так и пневмоэлектрическим. Соединения, выполненные при помощи вытяжных заклёпок, являются очень прочными и долговечными. Кроме того, детали легко монтируются и отличаются высокой устойчивостью к агрессивному воздействию химических веществ, высоких температур и влажности.
Благодаря универсальности и надёжности, сфера применения вытяжных заклёпок достаточно обширна. Детали активно применяются в судо-, авиа- и машиностроении, текстильной промышленности и строительстве. При работах на объектах повышенной опасности заклёпки выступают в качестве альтернативы сварочным соединениям. Кроме того, заклёпки широко используют при ремонте частей и механизмов в труднодоступных местах и на пожароопасных объектах. Помимо соединения элементов из чёрных и цветных металлов, вытяжные заклёпки способны соединять пластик и текстиль в любых сочетаниях. Это позволяет широко использовать их в электротехнических работах и активно применять при изготовлении одежды, текстильных товаров народного потребления и резервуаров.
Преимущества и недостатки
Высокий потребительский спрос на вытяжные заклёпки обусловлен рядом неоспоримых достоинств этих метизов.
- Простота установки обусловлена необходимостью доступа к соединению только с лицевой стороны. Это выгодно отличает данные метизы от резьбовых гаек, для монтажа которых нужен доступ с обеих сторон. Кроме того, крепления с резьбой имеют свойство со временем откручиваться и ослаблять соединение.
- Низкая стоимость вытяжных заклёпок позволяет сформировать надёжное и долговечное крепление, не экономя при этом на материале.
- Широкий сортамент типоразмеров значительно облегчает выбор крепёжных элементов.
- Способность соединять разные по структуре и свойствам материалы значительно расширяет сферу применения метизов.
- Высокая прочность и долговечность соединения. При соблюдении правил установки и бережной эксплуатации срок службы заклёпок равен, а иногда и превышает срок службы скрепляемых деталей.

К недостаткам относят необходимость предварительного засверливания, неразборность соединения и приложение существенных усилий при клепании ручным способом. Кроме того, модели имеют одноразовое предназначение и не могут использоваться повторно.
Материалы изготовления
В качестве исходного сырья для вытяжных заклёпок используют самые разнообразные материалы. Это позволяет использовать метизы практически во всех видах ремонтно-строительных работ. Для изготовления заклёпок используют ряд материалов, каждый из которых имеет свои сильные и слабые стороны и определяет место установки будущих изделий.
Алюминий
Часто используют его анодированную или лакированную модификацию. Алюминиевые заклёпки отличаются небольшим весом и низкой стоимостью, однако, по показателям прочности несколько уступают стальным моделям. Изделия используются для скрепления лёгких металлов, пластика и нашли широкое применение в электротехнике.
Нержавеющая сталь
Также используется в нескольких модификациях. Так, марка А-2 считается одной из самых устойчивых к появлению ржавчины и применяется для монтажа деталей при выполнении наружных работ. В то время как А-4 не имеет равных в устойчивости к кислотной среде и широко используется в химических отраслях.
Заклёпка – один из простейших видов крепежа для создания неразъёмных соединений. В общем случае – это стержневая или трубчатая деталь, имеющая на одном конце опорную “закладную” головку определённой формы. Устанавливается в соединении, как следует из названия, методом клёпки (а также усадки, вальцовки, протяжки, взрыва).
По форме заклёпки можно условно разделить на несколько основных типов:
- Заклёпки с замыкающей головкой (бывают полнотелые, пустотелые и полупустотелые)
- Заклёпки с протяжкой (называют также – отрывные или вытяжные)
- Заклёпки резьбовые (также называют – гайки клепальные)
Исторически первыми были изобретены заклёпки с замыкающей головкой – поэтому они получили наибольшее распространение. Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.
Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.
По форме головки заклёпки с замыкающей головкой делятся на:
Также конструктивно они отличаются наличием отверстия внутри заклёпки:
- Полнотелые заклёпки – отверстие отсутствует
- Пустотелые заклёпки – трубчатые – имеют сквозное отверстие
- Полупустотелые заклёпки – под развальцовку – имеют глухое отверстие
Заклёпки с замыкающей головкой могут быть изготовлены из разнообразных металлов и сплавов, которые хорошо поддаются пластической деформации.
Наибольшее распространение получили следующие материалы:
- Стали – в основном, используются пластичные высококипящие стали 03кп, 05кп, 08кп, 10кп, 15кп, 20кп
- Нержавеющие стали – аустенитные стали 12Х18Н9, 08Х18Н10, 03Х18Н11, 12Х18Н10Т
- Алюминиевые сплавы – наиболее применимы сплавы АД, АД1, алюминиево-магниевые сплавы АМг2, АМг5, АМг5П, АМг6, сплавы АМц, В94, В65, также используют дюралюминиевые сплавы Д1, Д16, Д16Т, Д18, Д18П, Д19П
- Латунные сплавы – в основном, сплав Л63
- Медь – марки МТ, М3
Заклёпки могут быть маркированы на головке – для последующей идентификации. Маркировка может быть выпуклой или вогнутой (клеймение).
Далее приведена таблица с принятой маркировкой основных материалов в виде точек или штрихов.
Алюминиевые сплавы
Сталь
Медь и латунь
Правильная установка заклёпки предусматривает создание полной формы замыкающей головки и отсутствие при этом каких-либо избыточных зазоров и наплывов. Для правильной установки заклёпки необходимо определить длину тела заклёпки, зависящую от толщины склёпываемых материалов и типа заклёпки.
Для правильной установки заклёпки необходимо определить длину тела заклёпки, зависящую от толщины склёпываемых материалов и типа заклёпки.
“Справочник конструктора-машиностроителя” под редакцией Анурьева В.И. предлагает пользоваться одной универсальной формулой для всех форм головок заклёпок. Здравый смысл подсказывает, что такой подход ошибочный – поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
| Конструкция заклёпки | Припуск “Н” для заклёпок без зазора | Припуск “Н” для заклёпок с зазором |
| H=1,2d | H≈1,2d+0,1S | |
Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
- 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180
Например, нам необходимо склепать несколько листов общей толщиной 32 мм; склёпывать будем без зазора заклёпками с полукруглой головкой Ø6 мм (1-я конструкция в таблице).
d = 6 мм
S = 32 мм
H = 1,2d = 1,2 x 6 = 7,2 мм
Таким образом, необходимо использовать заклёпку с длиной стержня
L = S + H = 32 + 7,2 = 39,2 мм
Выбираем ближайшую длину из стандартного ряда – это 40 мм.
В итоге, мы выяснили, что для склёпывания пакета листов толщиною 32 мм нам понадобится заклёпка размера Ø6х40 мм.
Заклёпки с протяжкойЗаклёпки с протяжкой изготавливают пустотелыми, с головкой на одном конце, внутрь заклёпки вставляется подвижный расширительный стержень, который при установке протягивается через заклепку, расширяет её, формирует вторую замыкающую головку и стягивает скрепляемые листы материала. После затяжки стержни обламываются или протягиваются полностью через заклепки.
Такие заклёпки часто называют отрывными или вытяжными – по технологии установки. Заклёпки с протяжкой в последнее время становятся всё более и более популярными. Это происходит по нескольким причинам:
- технологическая простота установки заклёпок;
- достаточно иметь доступ к монтажу только с одной стороны конструкции;
- не требуется поддержка заклёпки с обратной стороны;
- дешевизна и компактность инструмента для установки заклёпок;
- высокая производительность при установке заклёпок
- разнообразие видов заклёпок
Так как отрывные заклёпки пустотелые, то после установки внутри заклёпки остаётся отверстие, в которое можно проложить провода, установить другой крепёж – например, винты. Диаметр нормальной головки таких заклёпок приблизительно равен двум диаметрам заклёпки D ≈ 2d. Наряду с нормальной головкой заклёпки могут иметь увеличенную головку с диаметром равным трём диаметрам заклёпки D ≈ 3d.
Выпускается также специальный тип водо- и газонепроницаемых заклёпок с протяжкой – глухие или герметичные заклёпки, после установки которых соединение получается герметичным.
Установка заклёпок с протяжкой осуществляется с помощью специального инструмента – пистолета для заклёпок – заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические и аккумуляторные электрические.
Принципиальная схема установки заклёпки с протяжкой показана на видео:
Материалы для заклёпок с протяжкойИсходя из способа установки заклёпок с протяжкой, логичным представляется, что заклёпка в сборе состоит из двух материалов, и материал стержня должен быть прочнее, чем материал самой заклёпки – иначе как стержень разожмёт и спрессует заклёпку раньше, чем разрушится сам. В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
- Алюминиевая заклёпка + стальной оцинкованный стержень (на самом деле заклёпка сделана не из алюминия, а из алюминиево-магниевого сплава АМг, который может иметь различное процентное содержание магния (Mg): 1%; 2,5%; 3,5%; 5% – соответственно сплавы АМг, АМг2, АМг3, АМг5 – чем больше содержание магния (Mg), тем прочнее заклёпка) – обозначают Al/St
- Алюминиевая заклёпка окрашенная + стальной оцинкованный стержень (заклёпка сделана из алюминиево-магниевого сплава АМг, и снаружи окрашена порошковой краской в определённый цвет из цветовой раскладки RAL) – обозначают Al/St 0000, где 0000 – четырёхзначный номер цвета раскладки RAL
- Алюминиевая заклёпка + алюминиевый стержень (заклёпка и стержень сделаны из алюминиево-магниевых сплавов АМг, но с различным процентным содержанием магния – стержень прочнее) – обозначают Al/Al
- Алюминиевая заклёпка + нержавеющий стержень – обозначают Al/A2
- Нержавеющая заклёпка + нержавеющий стержень (и заклёпка и стержень изготовлены из нержавеющей стали, но различных марок, и стержень прочнее) – обозначают A2/A2 или A4/A4
- Медная заклёпка + стальной оцинкованный стержень – обозначают Cu/St
- Медная заклёпка + бронзовый стержень – обозначают Cu/Br
- Медная заклёпка + нержавеющий стержень – обозначают Cu/A2
- Стальная оцинкованная заклёпка + стальной оцинкованный стержень (заклёпка и стержень из стали, но различных марок и стержень прочнее) – обозначают St/St
Длину заклёпки с протяжкой можно определить с помощью следующей таблицы, в зависимости от толщины скрепляемых материалов (производитель настоятельно не рекомендует применять заклёпки для склёпывания материалов толщиною менее нижнего рекомендуемого предела и выше верхнего предела).
Резьбовые заклёпки, хотя и были изобретены почти одновременно с заклёпками с протяжкой, но широкое распространение получили только в последнее время.
Резьбовая заклёпка представляет собой гибрид пустотелой заклёпки и гайки, поэтому второе название таких заклёпок – гайки клепальные. Вообще-то единства в названии нет – называют также гайка-заклепка, заклепка с резьбой, заклёпочная гайка. Такой кавардак с названиями объясняется отсутствием стандарта ISO или DIN на данный вид крепежа. Конструктивная особенность клепальных гаек обуславливает их двойное назначение: с их помощью можно как склёпывать между собой листовые материалы, так и просто создавать точки резьбового крепления на тонкостенных элементах конструкции. Удобство установки заклёпок связано с отсутствием необходимости доступа с обратной стороны конструкции – так называемая “установка вслепую”. При установке не повреждается уже обработанная поверхность детали, например, с покрытием, окраской.
По форме бурта (головки) гайки клепальные делят на:
- с плоским цилиндрическим буртом (нормальным и уменьшенным)
- с потайным буртом (нормальным и уменьшенным)
По конструкции заклёпки резьбовые разделяют на открытые – со сквозным отверстием, и глухие – закрытые с одной стороны.
По форме наружной поверхности резьбовые заклёпки делят на:
- гладкие
- рифлёные
- шестигранные
- полушестигранные
Установка, как и в случае с заклёпками отрывными (вытяжными) осуществляется с помощью специализированного инструмента – щипцов для клепальных гаек – заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические.
Материалы для резьбовых заклёпокВ настоящее время европейские производители изготавливают резьбовые заклёпки из следующих материалов:
- Алюминиево-магниевые сплавы
- Сталь оцинкованная
- Нержавеющая сталь
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка. Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
Принципиальная схема установки резьбовой заклёпки показана на видео:
Заклёпки. Как рассчитать требуемую длину заклёпки
Заклёпка – один из простейших видов крепежа для создания неразъёмных соединений. В общем случае – это стержневая или трубчатая деталь, имеющая на одном конце опорную “закладную” головку определённой формы. Устанавливается в соединении, как следует из названия, методом клёпки (а также усадки, вальцовки, протяжки, взрыва).
По форме заклёпки можно условно разделить на несколько основных типов:
- Заклёпки с замыкающей головкой (бывают полнотелые, пустотелые и полупустотелые)
- Заклёпки с протяжкой (называют также – отрывные или вытяжные)
- Заклёпки резьбовые (также называют – гайки клепальные)
Исторически первыми были изобретены заклёпки с замыкающей головкой – поэтому они получили наибольшее распространение. Такие заклёпки имеют с одной стороны закладную головку. Вторая головка, называемая замыкающей, формируется с помощью вальцовочного или клепального инструмента: клепальный молоток, клещи.
По форме головки заклёпки с замыкающей головкой делятся на:
Также конструктивно они отличаются наличием отверстия внутри заклёпки:
- Полнотелые заклёпки – отверстие отсутствует
- Пустотелые заклёпки – трубчатые – имеют сквозное отверстие
- Полупустотелые заклёпки – под развальцовку – имеют глухое отверстие
Заклёпки с замыкающей головкой могут быть изготовлены из разнообразных металлов и сплавов, которые хорошо поддаются пластической деформации.
Наибольшее распространение получили следующие материалы:
- Стали – в основном, используются пластичные высококипящие стали 03кп, 05кп, 08кп, 10кп, 15кп, 20кп
- Нержавеющие стали – аустенитные стали 12Х18Н9, 08Х18Н10, 03Х18Н11, 12Х18Н10Т
- Алюминиевые сплавы – наиболее применимы сплавы АД, АД1, алюминиево-магниевые сплавы АМг2, АМг5, АМг5П, АМг6, сплавы АМц, В94, В65, также используют дюралюминиевые сплавы Д1, Д16, Д16Т, Д18, Д18П, Д19П
- Латунные сплавы – в основном, сплав Л63
- Медь – марки МТ, М3
Заклёпки могут быть маркированы на головке – для последующей идентификации. Маркировка может быть выпуклой или вогнутой (клеймение).
Далее приведена таблица с принятой маркировкой основных материалов в виде точек или штрихов.
Алюминиевые сплавы | Сталь | Медь и латунь | ||||||
| В65 | Д18П | Д19П | АМг5 | АМц | АД1 | 20ГА | 10, 20, 12Х18Н10Т | М3, Л63 |
| без метки | без метки | без метки | ||||||
Правильная установка заклёпки предусматривает создание полной формы замыкающей головки и отсутствие при этом каких-либо избыточных зазоров и наплывов. Для правильной установки заклёпки необходимо определить длину тела заклёпки, зависящую от толщины склёпываемых материалов и типа заклёпки.
“Справочник конструктора-машиностроителя” под редакцией Анурьева В.И. предлагает пользоваться одной универсальной формулой для всех форм головок заклёпок. Здравый смысл подсказывает, что такой подход ошибочный – поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
Здравый смысл подсказывает, что такой подход ошибочный – поэтому воспользуемся формулами из другого источника: «Основы конструирования» под редакцией Орлова П.И., 1988 года.
| Конструкция заклёпки | Припуск “Н” для заклёпок без зазора | Припуск “Н” для заклёпок с зазором |
| H=1,2d | H≈1,2d+0,1S | |
| H=0,54d | H≈0,5d+0,1S | |
| H=0,6d | H≈0,5d+0,1S | |
| H=0,8d | H≈0,7d+0,1S | |
| H=d | H≈0,9d+0,1S | |
| H=1,2d | H≈1,1d+0,1S |
Вычислив по формуле необходимый размер припуска, можно определить длину заклёпки L, прибавив к толщине склёпываемых материалов S значение припуска H. Затем необходимо выбрать ближайшее значение длины заклёпки из стандартного ряда длин. Для заклёпок утверждён стандартный ряд длин, согласно которого они и производятся (в мм):
- 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180
Например, нам необходимо склепать несколько листов общей толщиной 32 мм; склёпывать будем без зазора заклёпками с полукруглой головкой Ø6 мм (1-я конструкция в таблице).
d = 6 мм
S = 32 мм
H = 1,2d = 1,2 x 6 = 7,2 мм
Таким образом, необходимо использовать заклёпку с длиной стержня
L = S + H = 32 + 7,2 = 39,2 мм
Выбираем ближайшую длину из стандартного ряда – это 40 мм.
В итоге, мы выяснили, что для склёпывания пакета листов толщиною 32 мм нам понадобится заклёпка размера Ø6х40 мм.
Заклёпки с протяжкойЗаклёпки с протяжкой изготавливают пустотелыми, с головкой на одном конце, внутрь заклёпки вставляется подвижный расширительный стержень, который при установке протягивается через заклепку, расширяет её, формирует вторую замыкающую головку и стягивает скрепляемые листы материала. После затяжки стержни обламываются или протягиваются полностью через заклепки.
Такие заклёпки часто называют отрывными или вытяжными – по технологии установки. Заклёпки с протяжкой в последнее время становятся всё более и более популярными. Это происходит по нескольким причинам:
- технологическая простота установки заклёпок;
- достаточно иметь доступ к монтажу только с одной стороны конструкции;
- не требуется поддержка заклёпки с обратной стороны;
- дешевизна и компактность инструмента для установки заклёпок;
- высокая производительность при установке заклёпок
- разнообразие видов заклёпок
Так как отрывные заклёпки пустотелые, то после установки внутри заклёпки остаётся отверстие, в которое можно проложить провода, установить другой крепёж – например, винты. Диаметр нормальной головки таких заклёпок приблизительно равен двум диаметрам заклёпки D ≈ 2d. Наряду с нормальной головкой заклёпки могут иметь увеличенную головку с диаметром равным трём диаметрам заклёпки D ≈ 3d.
Выпускается также специальный тип водо- и газонепроницаемых заклёпок с протяжкой – глухие или герметичные заклёпки, после установки которых соединение получается герметичным.
Установка заклёпок с протяжкой осуществляется с помощью специального инструмента – пистолета для заклёпок – заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические и аккумуляторные электрические.
Принципиальная схема установки заклёпки с протяжкой показана на видео:
Материалы для заклёпок с протяжкойИсходя из способа установки заклёпок с протяжкой, логичным представляется, что заклёпка в сборе состоит из двух материалов, и материал стержня должен быть прочнее, чем материал самой заклёпки – иначе как стержень разожмёт и спрессует заклёпку раньше, чем разрушится сам. В таких заклёпках используются или пара разных материалов или однотипные материалы, но с различной прочностью. Приведём наиболее распространённые пары материалов для заклёпок с протяжкой:
- Алюминиевая заклёпка + стальной оцинкованный стержень (на самом деле заклёпка сделана не из алюминия, а из алюминиево-магниевого сплава АМг, который может иметь различное процентное содержание магния (Mg): 1%; 2,5%; 3,5%; 5% – соответственно сплавы АМг, АМг2, АМг3, АМг5 – чем больше содержание магния (Mg), тем прочнее заклёпка) – обозначают Al/St
- Алюминиевая заклёпка окрашенная + стальной оцинкованный стержень (заклёпка сделана из алюминиево-магниевого сплава АМг, и снаружи окрашена порошковой краской в определённый цвет из цветовой раскладки RAL) – обозначают Al/St 0000, где 0000 – четырёхзначный номер цвета раскладки RAL
- Алюминиевая заклёпка + алюминиевый стержень (заклёпка и стержень сделаны из алюминиево-магниевых сплавов АМг, но с различным процентным содержанием магния – стержень прочнее) – обозначают Al/Al
- Алюминиевая заклёпка + нержавеющий стержень – обозначают Al/A2
- Нержавеющая заклёпка + нержавеющий стержень (и заклёпка и стержень изготовлены из нержавеющей стали, но различных марок, и стержень прочнее) – обозначают A2/A2 или A4/A4
- Медная заклёпка + стальной оцинкованный стержень – обозначают Cu/St
- Медная заклёпка + бронзовый стержень – обозначают Cu/Br
- Медная заклёпка + нержавеющий стержень – обозначают Cu/A2
- Стальная оцинкованная заклёпка + стальной оцинкованный стержень (заклёпка и стержень из стали, но различных марок и стержень прочнее) – обозначают St/St
Длину заклёпки с протяжкой можно определить с помощью следующей таблицы, в зависимости от толщины скрепляемых материалов (производитель настоятельно не рекомендует применять заклёпки для склёпывания материалов толщиною менее нижнего рекомендуемого предела и выше верхнего предела).
Резьбовые заклёпки, хотя и были изобретены почти одновременно с заклёпками с протяжкой, но широкое распространение получили только в последнее время.
Резьбовая заклёпка представляет собой гибрид пустотелой заклёпки и гайки, поэтому второе название таких заклёпок – гайки клепальные. Вообще-то единства в названии нет – называют также гайка-заклепка, заклепка с резьбой, заклёпочная гайка. Такой кавардак с названиями объясняется отсутствием стандарта ISO или DIN на данный вид крепежа. Конструктивная особенность клепальных гаек обуславливает их двойное назначение: с их помощью можно как склёпывать между собой листовые материалы, так и просто создавать точки резьбового крепления на тонкостенных элементах конструкции. Удобство установки заклёпок связано с отсутствием необходимости доступа с обратной стороны конструкции – так называемая “установка вслепую”. При установке не повреждается уже обработанная поверхность детали, например, с покрытием, окраской.
По форме бурта (головки) гайки клепальные делят на:
- с плоским цилиндрическим буртом (нормальным и уменьшенным)
- с потайным буртом (нормальным и уменьшенным)
По конструкции заклёпки резьбовые разделяют на открытые – со сквозным отверстием, и глухие – закрытые с одной стороны.
По форме наружной поверхности резьбовые заклёпки делят на:
- гладкие
- рифлёные
- шестигранные
- полушестигранные
Установка, как и в случае с заклёпками отрывными (вытяжными) осуществляется с помощью специализированного инструмента – щипцов для клепальных гаек – заклёпочника. Производятся заклёпочники механические ручные и высокопроизводительные пневматические.
Материалы для резьбовых заклёпокВ настоящее время европейские производители изготавливают резьбовые заклёпки из следующих материалов:
- Алюминиево-магниевые сплавы
- Сталь оцинкованная
- Нержавеющая сталь
Подбор правильной длины заклёпки осуществляется в зависимости от вида резьбовой заклёпки и толщины листовой конструкции на которую устанавливается заклёпка.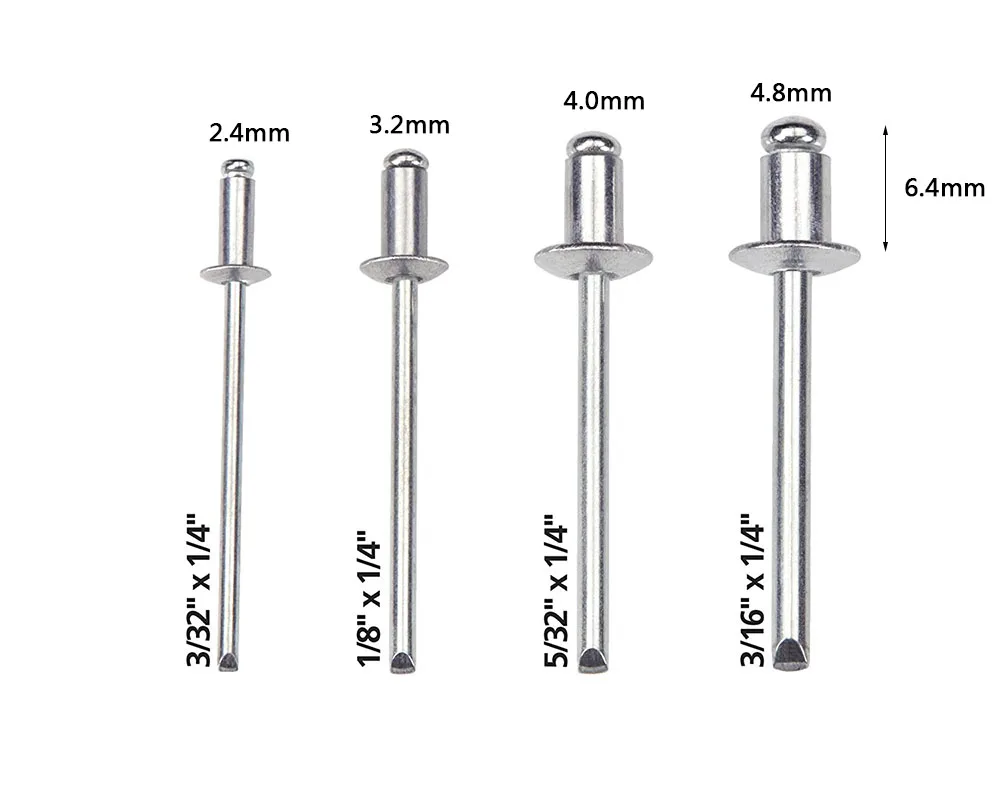 Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Длина заклёпки при одинаковой резьбе варьируется в зависимости от вида заклёпки. Многие виды резьбовых заклёпок бывают нормальной длины и удлинённые. Выбирать длину заклёпки необходимо руководствуясь
Таблицами с размерами и параметрами заклёпок
Принципиальная схема установки резьбовой заклёпки показана на видео:
Заклепки: виды, характеристики
Самый старый и наиболее надежный способ соединения листового материала с помощью заклепок до сих пор используется в наиболее ответственных местах соединения металла. Правильно подобранная заклепка выдерживает нагрузку не хуже сварочного соединения. Для вибраций или знакопеременной нагрузки лучше заклепки еще ничего не придумали.
Виды заклепок
Разновидностей заклепок существует не так много, как может показаться на первый взгляд:
- Простая заклепка общего назначения по ГОСТ 10299 80. Их легко отличить по грибовидной форме, называемой еще системой с замыкающей головкой. Для такой заклепки характерна высокая прочность и стойкость при любых нагрузках;
- Заклепка вытяжная, используется для «сшивания» двух листов металла в случаях, когда доступ к соединяемым листам возможен только с одной стороны. Параметры и описание определяются ГОСТ 15973—2005;
- Наиболее технологичными принято считать резьбовые заклепки, они боле удобны в работе и позволяют создавать разборное соединение, DIN 7338.
Важно! Материалы для заклепочного соединения должны обладать определенной пластичностью и вязкостью, поэтому для их изготовления используют малоуглеродистую сталь, медь, алюминиевые деформируемые сплавы.
Применение заклепок
Выбор конкретных параметров и разновидности крепежа определяется тремя основными критериями:
- Обеспечения необходимой прочности соединения, с учетом дополнительных параметров и требований к шву;
- Технологическими возможностями оборудования для работы с конкретным видом заклепочного соединения;
- Экономической целесообразностью использования клепаного соединения;
Резьбовые гайки-заклепки
Способ соединения с помощью резьбовых заклепок сегодня можно назвать самым универсальным. Основная идея соединения заключается в остроумной идее фиксации тела заклепки в клепочном отверстии. Для этих целей используется заклепочник для резьбовых заклепок. Сама резьбовая конструкция представляет собой полую гильзу с внутренней резьбой.
При выполнении соединения эта гильза вставляется в просверленное отверстие и выравнивается таким образом, чтобы соединяемые части плотно прилегали друг к другу. После этого в резьбовое отверстие внутрь заготовки вкручивается стержень заклепочника. Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.
Передняя стенка гильзы фиксируется опорной поверхностью инструмента, не давая заклепке выйти из отверстия. Чтобы расклепать гильзу, стержень заклепочника перемещается с большим усилием в сторону опорной поверхности. Гильза при этом сминается и осаживается, тем самым образуя прочное неподвижное соединение.
Стержень заклепочника свободно выворачивается из тела втулки. Чаще всего применяются заклепки алюминиевые, латунные или медные. Использование последних ограничено высокой стоимостью, поэтому они устанавливаются в тех случаях, когда нужно обеспечить хороший электрический контакт между соединяемыми поверхностями.
К достоинствам резьбового заклепочного соединения относят ее «малотравматичность». При работе стержня заклепочника соединяемый металл не испытывает больших нагрузок или деформаций. Резьбовой втулкой легко соединять тонкостенный металл или профиль сложной конфигурации. Такой крепеж широко используется в сборке бытовой техники, в соединении отдельных узлов облицовки автомобилей, при изготовлении различного рода конструкций из профнастила.
Вытяжные заклепки
Недостатком резьбовых видов клепки является их высокая стоимость и относительно небольшая скорость выполнения соединений. Поэтому для случаев, когда соединяемые листы металла, профиля требуется соединить с использованием нескольких сотен или тысяч точек, применяют вытяжной вид заклепки.
Это могут быть стальные, латунные метизы, заклепки из алюминия, сплавов алюминия и кремния. В отличие от резьбовой, в вытяжной схеме деформация гильзы осуществляется с помощью стержня с утолщением на конце, запрессованного внутрь тела крепежной втулки. Как и в предыдущем случае, чтобы осадить тело заклепки, ее торец упирают в опорную поверхность заклепочника, после выравнивания центральный стержень с усилием вытягивают на несколько миллиметров. В результате стенки гильзы деформируются, образуя достаточно прочное неразъемное соединение. Хвостовик стержня чаще всего обламывается или обрезается по уровню среза гильзы.
Классическая конструкция заклепки
Основным метизом для клепки листов в машиностроении считаются заклепки стальные, нормированные требованиями еще советского ГОСТа 10299 80. Они чаще всего соединяют высоконагруженные стальные конструкции, используемые в строительном деле. Например, в каркасах и опорных сборках. Преимуществом классической формы является возможность соединения двух листовых поверхностей толщиной более 30 мм.
В отдельных случаях ГОСТ 10299 80 допускает соединение сборки до 35 мм. В отличие от предыдущих видов заклепок, классическую заклепку устанавливают только при наличии опорной поверхности с обратной стороны плоскости соединения. Это необходимо для компенсации ударной нагрузки по заклепочному хвостовику.
Технология клепки выполняется в следующем порядке:
- Линию, по которой будет осуществляться установка заклепочного соединения, размечают точками под сверловку отверстий в соединяемом металле.
- Листы металла фиксируют с помощью механических приспособлений типа струбцин или даже точечной сваркой. Выполняют сверление крайних точек установки крепежа, в которые вставляют центрирующие металлические штифты. При этом диаметр отверстий выбирают в соответствии с рекомендациями ГОСТ 10299 80 примерно на 10% больше диаметра тела хвостовика.
- В просверленное отверстие вставляется метиз таким образом, чтобы головка находилась с обратной стороны соединяемой поверхности. Длина крепежа также выбирается в соответствии с ГОСТ 10299 80. Это обеспечит формирование второй головки из хвостовика нормальных размеров после его расклепывания молотком или электрическим ударником.
При выборе более тонкого по диаметру стержня его прочности может не хватить для жесткого соединения. В этом случае перерезающее усилие в радиальном направлении способно оборвать по очереди большую часть соединений. После расклепывания металл крепежа должен полностью заполнить отверстия с небольшим натягом.
Не следует пренебрегать рекомендациями ГОСТа 10299 80 при выборе длины хвостовика крепежа. Слишком длинный хвостовик помешает правильной деформации и осаживанию металла. Слишком короткий не обеспечит образование второй головки необходимых размеров и прочности.
Слишком длинный хвостовик помешает правильной деформации и осаживанию металла. Слишком короткий не обеспечит образование второй головки необходимых размеров и прочности.
Для увеличения пластичности заклепки из определенных марок стали могут перед установкой разогреваться до высокой температуры с проковкой головок и закалкой крепежа. Заклепки алюминиевые, медные, латунные перед установкой могут проходить обработку специальными жидкостями, предупреждающими развитие электрохимической коррозии.
Заключение
Несмотря на значительную трудоемкость установки и некоторую архаичность заклепочного крепежа, клепаное соединение до сих пор широко применяется в конструкциях самолетов, судов, железнодорожных мостов. Поэтому в ближайшие 20-30 лет характер и способ использования заклепочного соединения, скорее всего, не изменится.
Устройство вытяжных заклёпок | Основные термины и понятия.
Элементы заклёпок
Вне зависимости от вида, практически все вытяжные заклёпки устроены одинаково.
Вытяжная заклёпка – это крепёжное изделие, состоящее из двух частей: полой трубки с буртиком с одной стороны и отрывного цельнометаллического стержня. Полая трубка называется телом или втулкой заклёпки, а часть с буртиком – головкой заклёпки. Обычно тело заклёпки круглое в сечении. Диаметр тела определяет размер заклёпки. Отверстие в теле заклёпки, как правило сквозное – оно проходит сквозь всё тело. Стержень (или сердечник), выступающий из тела заклёпки – это вторая, не менее важная часть вытяжной заклёпки. По виду он напоминает гвоздь, который при установке протягивается сквозь тело заклёпки.
Вообще согласно российскому стандарту ГОСТ Р ИСО 14588-2005 такой тип заклёпок принято называть “слепыми заклёпками”. Однако название “вытяжные заклёпки” или “тяговые заклёпки” как-то больше прижились и получили наибольшее распространение. Существует множество и других “народных” названий, вот некоторые из них:
- Отрывные заклёпки
- Комбинированные заклёпки
- Слепые заклёпки
- Односторонние заклёпки
- Заклёпки с сердечником
- Клёпки вытяжные
Все эти названия имеют отношение к вытяжной заклёпке.
Установка заклёпок
Установка вытяжной заклёпки происходит следующим образом: тело заклёпки вставляется в отверстие подготовленное в деталях, подлежащих соединению. Затем губки ручного заклёпочника или клепальная головка автоматического инструмента, упираясь в буртик заклёпки, захватывают стержень. По мере того, как инструмент протягивает стержень заклёпки сквозь тело, головка стержня расширяет тело заклёпки, формируя соединение. Стержень, вытягиваемый заклёпочным инструментом деформирует хвостовую часть заклёпки, формируя обратную головку на задней поверхности соединяемых материалов. В определённый момент, когда тяговое усилие инструмента достигает заданной величины стержень обламывается в зоне отрыва и отпадает. Заклёпка установлена и обратная головка (часть тела, сформированная в процессе установки с обратной стороны поверхности соединяемых материалов) надёжно держит всё соединение.
Элементы заклёпки
Рассмотрим основные элементы и термины имеющие отношение к установке вытяжных заклёпок:
Размер отверстия.
Размер отверстия под заклёпку играет важную роль в надёжности соединения. Важно, чтобы отверстие было не слишком большим, но и не слишком маленьким. Как правило, каждый поставщик вытяжных заклёпок указывает в своём каталоге рекомендуемый диаметр отверстия для установки определённой заклёпки. Также эту информацию можно найти на заводской упаковке. Старайтесь избегать заусениц внутри и вокруг отверстия.
Также эту информацию можно найти на заводской упаковке. Старайтесь избегать заусениц внутри и вокруг отверстия.
Толщина пакета соединяемых материалов.
Диапазон толщины пакета соединяемых материалов – это минимальная и максимальная суммарная толщина соединяемых деталей, которые могут быть качественно соединены заклёпкой данной номинальной длины в отверстии определённого диаметра. Важно, чтобы толщина пакета соединяемых материалов находилась в пределах рекомендуемого производителем диапазона. Данные о диапазоне толщины соединяемых материалов конкретной заклёпки также можно уточнить в каталоге производителя.
Усилие на срез.
Усилие на срез – это предельная нагрузка, которую может выдержать заклёпочное соединение без разрушения, приложенная перпендикулярно оси заклёпки.
Усилие на разрыв.
Усилие на разрыв – это предельная нагрузка на растяжение, которую может выдержать заклёпочное соединение без разрушения, приложенная вдоль оси заклёпки.
Значения усилия на срез и на растяжение заклёпки являются ключевыми характеристиками. Именно от них следует отталкиваться при расчёте прочности всего заклёпочного соединения. Определив значения этих величин для одного отдельно взятого соединения, воспользуйтесь каталогом производителя для определения материала и диаметра заклёпки, которые будут соответствовать вашему заданию.
Выбор материала.
Материал используемых заклёпок, также оказывает не малое влияние на прочность всего заклёпочного соединения. Помимо прочностных характеристик самого материала заклёпок, здесь ещё играет большое значение сочетание материалов заклёпки и соединяемых деталей. Если подобрать сочетание материалов не правильно, соединение не будет прочным и может быстро разрушиться в следствии усталости материала или гальванической коррозии. Основное правило здесь – материал заклёпки по своим физическим и механическим свойствам должен быть максимально приближен к свойствам материалов соединяемых поверхностей. Больше информации о том, как выбрать материал заклёпки смотрите в статье: “Как правильно подобрать материал вытяжной заклёпки”.
Больше информации о том, как выбрать материал заклёпки смотрите в статье: “Как правильно подобрать материал вытяжной заклёпки”.
Головка заклёпки.
По форме головки различают три основных вида заклёпок:
Вытяжная заклёпка со стандартным прямым буртиком. Это наиболее распространённый тип заклёпок, подходящий для большинства соединений.
Вытяжная заклёпка с потайным буртиком. Этот тип заклёпок устанавливается в зенкованное отверстие и используется для получения плоской поверхности в месте заклёпочного соединения.
Вытяжная заклёпка с увеличенным буртиком. Эти заклёпки применяются в случае, когда деталь из более тонкого, мягкого или хрупкого материала соединяется с твёрдой поверхностью. Увеличенная площадь головки равномерно распределяет прижимное усилие по рабочей поверхности соединяемых материалов, не вызывая их деформации.
Инструмент для заклёпок
Для установки вытяжных заклёпок необходим специальный инструмент, который, фикисируя тело заклёпки, протягивает сквозь неё стержень, тем самым формируя обратную головку. В настоящее время существует несколько разновидностей заклёпочного инструмента для работы во всевозможных условиях:
Кроме того, для указанных типов инструмента существует большой выбор оснастки для работы в особых условиях, труднодоступных местах и создания самых разных заклёпочных соединений. Более подробно тему выбора инструмента для установки вытяжных заклёпок мы затронули в статье “Руководство по выбору инструмента для установки вытяжных заклёпок”.
Данный материал соответствует запросам: Вытяжные заклёпки, Вытяжная Заклёпка Тяговая заклёпка, Заклёпка комбинированная, Соединение заклёпкой, Клёпки, Установка заклёпок, Головка заклёпки, Заклёпки размеры, Вытяжные заклёпки размеры, Инструмент для заклёпок, Заклёпочник, Клепальник, Заклепать, Купить заклёпки, Заклёпки для заклёпочника, Крепление заклёпками, Виды заклёпок, Отверстия под заклёпки, Материал заклёпок.
Bolt Depot – Определение размера глухой заклепки
Вытяжные заклепки, размеры
Размеры глухих заклепок определяются по двум важным параметрам.
| Диаметр | Это диаметр корпуса заклепки |
| Диапазон захвата | Захват – это толщина склеиваемого материала.Диапазон захвата – это минимальный и максимальный захват, для которого предназначена заклепка. Очень важно отметить, что максимальный диапазон захвата НЕ является длиной корпуса заклепки. Подробнее о диапазонах захвата см. Использование заклепок. |
В нашем каталоге вы увидите размеры заклепок, обозначенные следующим образом:
Диаметр 1/8 дюйма, 0,251 – 0,312 дюйма
Это заклепка с диаметром корпуса 1/8 дюйма и диапазоном захвата 0.От 251 дюйма до 0,312 дюйма. Эта же заклепка обозначается дробями как:
Диаметр 1/8 дюйма, 1/4 дюйма – 5/16 дюйма
Иногда можно встретить заклепки, относящиеся только к диаметру и максимальному захвату. В нашем примере это может выглядеть так:
Рукоятка 5/16 дюйма диаметром 1/8 дюйма
или
1/8 дюйма x 5/16 дюйма
Торговые размеры / номера деталей
Самый распространенный способ указать размер заклепки – это «торговый размер».Например, 45. Первое число относится к диаметру заклепки в 32-х дюймах. Второе число относится к максимальной длине захвата в 16-ых дюйма.
Следовательно, заклепка 45 имеет диаметр 4/32 дюйма (1/8 дюйма) с максимальным диапазоном захвата 5/16 дюйма. То же, что и в наших предыдущих примерах.
Для облегчения заказа в нашем каталоге в () вы найдете торговые размеры заклепок.
Отдельные производители заклепок обычно используют свои собственные номера деталей, которые включают размер заклепки, а также собственные коды, указывающие материал, тип заклепки или другую идентифицирующую информацию.Например, номер детали компании может выглядеть примерно как D45AA. Не зная, что обозначают фирменные буквенные коды, вы все равно можете увидеть, что это заклепка 45-го размера.
Направляющая для заклепок – какую заклепку мне использовать?
Заклепки и клещи для потайных заклепок также называют заклепками и заклепками. Они используются для крепления вместе твердых материалов, таких как листовой металл и металлические предметы, когда у вас есть доступ только к одной стороне материала – например, когда вы устанавливаете брызговики на машине или водосточные желоба в доме.Выбранная вами глухая заклепка зависит от среды, в которой она будет использоваться, а также от материалов, с которыми вы будете работать. Итак, вам необходимо выяснить, какая именно глухая заклепка и какого размера вам нужна.
Заклепки отрывные для различных применений
Заклепка нержавеющая
Вытяжные заклепки из нержавеющей стали изготавливаются из нержавеющей стали класса ISO 304. Они дают прочное и прочное соединение. Обычно они служат дольше, чем соединяемые материалы, и подходят для использования на открытом воздухе, например, для крепления номерных знаков или глушителей к автомобилям или для ремонта ржавых металлических поверхностей.
Заклепки глухие водонепроницаемые
Водонепроницаемые глухие заклепки изготовлены как одно целое для предотвращения утечки между композитными материалами. Они хорошо подходят, например, для крепления и ремонта водосточных желобов или сборки душевых панелей.
Заклепки глухие высокопроизводительные
Высокопроизводительные глухие заклепки имеют широкий спектр применения с надежным результатом. Они подходят для крепления вывесок, соединения листовых материалов и для различных ремонтов.
Они подходят для крепления вывесок, соединения листовых материалов и для различных ремонтов.
Ссылка на линейку высокопроизводительных глухих заклепок Rapid
Заклепка заклепка цветная
Цветные заклепки специально адаптированы для крепления номерных знаков и других аксессуаров к автомобилям. Их можно подобрать под цвет автомобиля, чтобы скрыть их.
Ссылка на серию цветных заклепок Rapid
XL Заклепка глухая
Вытяжные заклепкиXL имеют очень большую головку, которая обеспечивает большую площадь поверхности для крепления и дополнительное сопротивление.Они хороши для соединения мягких материалов, таких как кожа, резина и пластик, с твердыми материалами.
Ссылка на линейку вытяжных заклепок Rapid XL
Заклепки стандартные
Стандартные глухие заклепки универсальны и обеспечивают надежные результаты в повседневных проектах.
Ссылка на линейку стандартных заклепок Rapid
Выбор правильного размера заклепки
Шаг 1: Измерьте диапазон захвата. Диапазон захвата соответствует общей толщине соединяемых материалов.
Шаг 2: Используйте приведенную ниже таблицу, чтобы определить длину глухой заклепки. Чем больше диаметр глухой заклепки, тем прочнее соединение.
Пример: Если вы собираетесь соединить две металлические пластины с захватом 13 мм и хотите использовать глухую заклепку диаметром 4,8 мм, длина заклепки должна быть 18 мм.
| Ø мм | Измеренное вами Диапазон захвата | Требуемая заклепка Высота (мм) |
| 3,2 | От 2 до 4 мм | 8 |
| 4,0 | От 2 до 5 мм | 8 |
| 4,0 | От 6 до 9 мм | 12 |
| 4,0 | От 8 до 10 мм | 14 |
| 4,0 | От 9 до 12 мм | 16 |
| 4,0 | Между 12 и 15 мм | 18 |
| 4,8 | От 4 до 7 мм | 10 |
| 4,8 | От 6 до 9 мм | 12 |
| 4,8 | От 8 до 11 мм | 14 |
| 4,8 | От 9 до 12 мм | 16 |
| 4,8 | Между 12 и 14 мм | 18 |
| 4,8 | Между 14 и 16 мм | 20 |
| 4,8 | Между 19 и 22 мм | 25 |
Подробнее:
Руководство: Как пользоваться плоскогубцами для слепых заклепок?
Руководство: Полезная информация о клещах для потайных заклепок
Почему необходимо знать размеры заклепок для вашего приложения
В 1934 году производитель самолетов обратился к компании George Tucker Eyelet Company с проблемой: можно ли разработать заклепку, которую можно было бы установить с одной стороны, особенно если не было доступа к другой стороне материала? Компания приняла вызов и разработала первую заклепку, названную так из-за хлопка, издаваемого во время установки.
Более 80 лет спустя вытяжные заклепки стали стандартом в огромном диапазоне приложений, проектов и отраслей. Также известные как глухие заклепки (а если они производятся брендом Stanley, заклепки POP®), вытяжные заклепки предлагают универсальность, прочность и простоту использования. Тем не менее, правильный размер заклепок имеет решающее значение для успеха приложения. Вот несколько факторов, которые следует учитывать при выборе размера заклепок:
Диаметр и размер отверстия
Диаметр является критическим фактором при выборе правильной заклепки для вашего применения.Заклепка, слишком узкая для отверстия, может оставить зазор, что может увеличить напряжение сдвига или вызвать проблемы при установке; Кроме того, глухая головка может расширяться в пространстве между двумя деталями. Если заклепка слишком широка для отверстия, ее будет труднее установить, что приведет к плохой подгонке. Тщательно измеряйте размеры отверстий и никогда не вставляйте заклепку в любое место, диаметр которого не соответствует ее диаметру.
Длина корпуса
Длина корпуса – это общая длина заклепки (без головки).Он отличается от диапазона захвата (который будет объяснен далее), но является важным измерением при рассмотрении зазора на глухой стороне скрепляемого материала – слишком длинная заклепка может не поместиться должным образом или отрицательно повлиять на то, что находится за отверстием.
Диапазон захвата
Диапазон захвата – это толщина материала, который заклепка может эффективно закрепить. Если, например, вы скрепляете два куска металла толщиной в четверть дюйма, вам потребуется заклепка с минимальным захватом не менее полдюйма.При рассмотрении диапазона захвата рекомендуется, чтобы заклепка находилась не непосредственно на минимальном или максимальном уровне, а скорее между ними. Это обеспечивает прочность на сдвиг и растяжение и увеличивает срок службы установочного инструмента.
Размер головки
Заклепки с плоской головкой устанавливаются заподлицо с закрепляемым материалом. Головки заклепок купола расположены над материалом, а заклепки с большими фланцами развивают концепцию, охватывая большую площадь и обеспечивая дополнительные возможности крепления.Обратите внимание на размер головы, чтобы определить целостность, выступ и эстетическую ценность.
Головки заклепок купола расположены над материалом, а заклепки с большими фланцами развивают концепцию, охватывая большую площадь и обеспечивая дополнительные возможности крепления.Обратите внимание на размер головы, чтобы определить целостность, выступ и эстетическую ценность.
Правильная заклепка для работы
Определение правильного размера заклепок для работы – это шаг, который нельзя упускать из виду, но не менее важным является выбор правильного стиля заклепок для вашего приложения. Некоторые распространенные типы включают:
Заклепки с закрытым концом : Эти заклепки состоят из двух частей и обеспечивают большую универсальность, высокую устойчивость к вибрации и чистую установку.
Заклепки с открытым концом : Также называемые заклепками для гвоздей, заклепки с открытым концом отличаются от своих заклепок с закрытым концом тем, что не обеспечивают предохранительного уплотнения от выхода жидкости или пара.
Микро заклепки : Микро заклепки диаметром 2 миллиметра или меньше идеально подходят для небольших применений, таких как печатные платы и другие электронные устройства.
Заклепки с несколькими захватами : Эта опция обеспечивает более широкий диапазон захвата, чем стандартные заклепки, и позволяет обрабатывать отверстия большого и нестандартного размера.
Правильная оценка размера и типа заклепки, а также материала, из которого она сделана, максимизирует успех вашего применения и гарантирует, что заклепка выдержит суровые условия длительного использования.
Ключевые моменты
- Выдвижные заклепки, изобретенные в 1934 году, позволяют пользователям размещать заклепку с одной стороны материала.
- Размер отверстия, длина корпуса, диапазон захвата и размер головки должны быть правильно измерены, чтобы определить правильный размер заклепок. Заклепки
- Pop бывают разных стилей, включая закрытые, открытые, микро- и универсальные.

Таблица идентификации заклепок | Типы и маркировка головок заклепок
У нас есть коммерческие эквивалентные линейки заклепок военного стандарта и заклепок военно-морского флота для всех стандартных стилей и маркировок головок заклепок. Для получения дополнительной информации используйте приведенную ниже таблицу или позвоните нам сегодня.
Стили головок заклепок
Тип головки – важный фактор при выборе заклепки. Некоторые головки заклепок выступают из поверхности детали после установки, тогда как другие лежат ровно или заподлицо с поверхностью.Тип головки особенно важен для приложений, где решающими факторами являются сопротивление лобу и ветру или когда заклепки устанавливаются на движущиеся части.- Круглые головы Заклепки : наиболее часто используемый тип заклепок и имеют форму купола голову и плоскую опорную поверхность. Этот тип головки расположен выше на поверхности, чем другие стили заклепок.
- 100 900 Заклепка с потайной головкой 11 ° : заклепка с потайной головкой 100 ° . Эти аэродинамические заклепки после установки устанавливаются заподлицо с поверхностью материала или детали и часто используются для приложений, связанных с движущимися или вращающимися частями.Измерение длины для этого стиля заклепок включает головку и хвост или стержень.
- 90 ° Заклепки с потайной головкой : имеет аэродинамическую головку 90 ° , которая устанавливается заподлицо с поверхностью детали или материала для эстетики или для предотвращения зацепления заклепки за движущиеся или вращающиеся части. Головка заклепки включается в измерение длины.
- Заклепки с универсальной головкой : также известные как заклепки с круглой головкой, этот стиль имеет закругленную головку с более низким профилем, чем стандартные заклепки с круглой головкой.Они «универсальны», так как могут использоваться вместо заклепок любого типа (круглая, плоская, жаровня и т. Д.).
- Заклепки с плоской головкой : имеют головку, плоско прилегающую к поверхности детали или материала.
- Заклепки с головкой для жаровни : заклепки с полукруглой головкой, которые имеют широкую неглубокую головку, которая обеспечивает большую опорную поверхность под головкой для большего сопротивления протаскиванию.
- Модифицированные заклепки с головкой для жаровни : заклепки с полукруглой головкой, которые имеют более низкий профиль головки, чем заклепки с полной головкой для жаровни.
 Д.).
Д.).Маркировка головки заклепки
Поскольку цельные заклепки производятся из различных материалов, на головке заклепки наносится специальная маркировка, помогающая определить тип используемого сплава. Это важно, потому что материалы для заклепок выбираются на основе уникальных свойств, таких как коррозионная стойкость или предел текучести, которые требуются для предполагаемого применения.- Без маркировки (код сплава A): чистый алюминий 1100 или 3003
- Ямка (код сплава AD): алюминиевый сплав 2117
- Рельефная точка (код разрешения D): алюминиевый сплав 2017 г.
- Двойное тире с выступом (код сплава DD) : Алюминиевый сплав 2024
- Рельефный крест (код сплава B): Алюминиевый сплав 5056
- Рельефный круг (код сплава E): Алюминиевый сплав 7050
- Выпуклые двойные углубления (M): Монелевая сталь
- Углубленный треугольник: углеродистая сталь
- F: коррозионно-стойкая сталь
- C: медь
Коды заклепок
Различные коды используются для указания типа материала заклепки, типа головки, диаметра, длины и отраслевых спецификаций.См. Информацию ниже для обзора кодов, используемых для наших продуктов, и в нашей Таблице идентификации заклепок. Вот краткий обзор того, как идентифицировать различные части системы нумерации заклепок:
Пример: заклепка AN-470-AD-4-8
1. Первый набор букв и цифр относится к отраслевой спецификации (военный стандарт):
- AN – Когда эти две буквы предшествуют цифрам, они обозначают технические характеристики армии и флота.
- MS – Когда эти две буквы предшествуют цифрам, они обозначают технические характеристики военного стандарта.

- 470 = универсальная головка, 430 = круглая головка и т. Д.
- = 1100 (2S) алюминий, AD = 2117-алюминиевый сплав, F = коррозионно-стойкая сталь и т. Д.
- Диаметр заклепки указывается в 32-х долях дюйма. 4 = 4/32 дюйма или 1/8 дюйма, 12 = 12/32 дюйма или 3/8 дюйма и т. Д.
- Длина заклепки указывается в 16-х долях дюйма: 8 = 8/16 дюйма или 1/2 дюйма, 10 = 10/16 дюйма или 5/8 дюйма и т. Д.
Как выбрать правильный размер заклепки
Как выбрать правильный размер заклепки – Atlas Copco USAНесмотря на все достижения в методах крепления, таких как склеивание и затяжка, клепка по-прежнему является одним из основных методов, используемых в авиастроительной промышленности, а также в других отраслях легкой конструкции, где высокопрочный листовой металл не поддается сварке.
Есть несколько причин для использования метода клепки, среди которых низкая стоимость установки, более низкие требования к подготовке отверстий, высокая надежность, легкое и прочное соединение из-за небольшого веса, сопротивление усталости из-за высокой эластичности и долговечности.
Например, два куска листа толщиной 0,050 дюйма (1,27 мм) должны быть склепаны вместе. Подходящий диаметр заклепки будет 3 x 0,050 = 0,150 дюйма (3 x 1,27 = 3,81 мм).
Заклепка 5/32 дюйма (0.156 дюймов, 3,96 мм). Толщина металла составляет 0,050 + 0,050 = 0,10 дюйма (1,27 + 1,27 = 2,54 мм), а 1,5D составляет 0,234 дюйма (5,94 мм), поэтому общая длина должна быть 0,10 + 0,234 = 0,334 дюйма (1,27 + 5,94 = 7,21. мм) для заклепки.
См. Изображение ниже:
На практике для клепки, такой как ремонтная и ремонтная клепка, общим правилом является использование того же размера и типа головки, что и в соседней конструкции.Это будет соответствовать всем требованиям к прочности соединения.
Еще одна тема, связанная с заклепкой, – это подготовка отверстий. После выбора размера заклепки и размещения листов необходимо разметить отверстия для сверления.
Эти следы отверстий следует пробить кернером достаточно глубоко для начала сверления.
Если пуансон будет слишком твердым, отметка будет слишком большой и металл будет искажен.
Диаметр сверла зависит от типа заклепки в отверстии:
Обратите внимание в таблице, что диаметр сверла примерно на три тысячи дюймов больше, чем размер заклепки.
Перед началом сверления важно проверить состояние сверла и правильно ли закреплен инструмент в патроне.Щелкните здесь, чтобы проверить состояние дрели.
После сверления удалите заусенцы из отверстия, не снимая фаски на краю отверстия.
Иногда листы могут двигаться или разрываться, в этих случаях вы должны использовать штифты или зажимы, так как они предотвратят столкновение двух отверстий и удержат листы близко друг к другу, когда придет время клепать.
Связанная информация
Процесс сборки в авиакосмической отрасли Atlas Copco
Мы представляем здесь, как наши интеллектуальные инструменты и решения поддерживают весь процесс сборки в аэрокосмической промышленности, от сверления, крепления, затяжки, клепки и т. Д., с качеством, точностью, безопасностью, во время нескольких отверстий и винтов на самолет.
Прочитайте больше
Тенденции в аэрокосмической отрасли
В будущем мегаполисов, усилий по обеспечению устойчивости и повышенной глобальной мобильности аэрокосмической отрасли необходимо удвоить объем производства, сохраняя при этом заоблачный контроль качества.С помощью дигитализации и интеллектуальных сетевых инструментов можно реализовать и полностью использовать производственные практики Индустрии 4.0.
Прочитайте больше
Продукты для аэрокосмической промышленности
Ручные дрели, системы клепки, модульные сверлильные агрегаты Advanced, отвертки, полный набор сборочных инструментов и решений для аэрокосмической промышленности.
Прочитайте больше
Факторы выбора заклепок POP® – инженерное крепление STANLEY®
Факторы выбора
На этом рисунке графически представлены факторы выбора глухой заклепки POP ® , описанные ниже.
Терминология / номенклатура заклепок
1. Размер отверстия
Размер отверстия может иметь большое значение при клепке глухой. Слишком маленькое отверстие, конечно, затруднит установку заклепки. Слишком большое отверстие снизит прочность на сдвиг и растяжение. Это также может вызвать вздутие или разделение элементов, если заклепка расширится между ними, а не только на глухой стороне. (Лучшая практика – следовать предоставленным рекомендациям по размеру отверстий).
Избегайте заусенцев внутри и вокруг отверстий.
2. Диапазон захвата
Рекомендуемый диапазон толщины, в котором длина корпуса будет постоянно обеспечивать правильную настройку в отверстии указанного диаметра.
3. Ножницы
Нагрузка, приложенная к крепежу вдоль стыка стыка.
4. Растяжение
Нагрузка, прилагаемая к застежке по всей ее длине.
5. Прочность шва
Сначала определите значения растяжения и сдвига одинарного соединения, необходимые для данного применения.Это функции от общей прочности соединения, расстояния между крепежными элементами, материала корпуса заклепки и диаметра заклепки. Затем обратитесь к разделам «Сдвиг» и «Растяжение» в Руководстве по выбору заклепок на изделии и выберите заклепку марки POP ® , которая обеспечивает требуемые значения. Заклепки марки POP ® не сертифицированы для использования в аэрокосмических конструкциях, и такое использование не рекомендуется.
6. Толщина шва
Измерьте общую толщину соединяемых материалов. Это определяет необходимый «захват» выбранной заклепки. Вы должны выбрать заклепку с диапазоном захвата, который включает требуемую рабочую толщину. Помните, что недостаточная длина заклепки не позволит правильно сформировать вторичную головку в задней части работы.
Вы должны выбрать заклепку с диапазоном захвата, который включает требуемую рабочую толщину. Помните, что недостаточная длина заклепки не позволит правильно сформировать вторичную головку в задней части работы.
7. Характер материалов
И заклепка, и скрепляемые материалы влияют на конечную прочность соединения. Как правило, материалы заклепок должны иметь те же физические и механические свойства, что и скрепляемые материалы, потому что заметное различие может вызвать разрушение соединения из-за усталости материала или гальванической коррозии.
8. Тип головы
Низкопрофильная куполообразная головка подходит для большинства применений. Однако, когда мягкие или хрупкие материалы прикреплены к жесткому элементу подложки, большой фланец головке следует учитывать, поскольку он предлагает вдвое несущую поверхность. Если требуется гладкая поверхность, следует выбирать стиль с потайной головкой.
На этом рисунке графически представлены факторы выбора заклепок, которые необходимо учитывать:
Заклепка со сплошным хвостовиком (крепежные детали для авиационных конструкций)
Структурные крепежи, используемые для надежного соединения конструкций из листового металла, бывают тысяч форм и размеров, многие из которых являются специализированными и специфичными для определенных самолетов.Поскольку некоторые структурные крепежные элементы являются общими для всех самолетов, в этом посте основное внимание уделяется наиболее часто используемым крепежным элементам. Для целей данного обсуждения крепежные детали делятся на две основные группы: заклепки со сплошным стержнем и крепеж специального назначения, включающий глухие заклепки.
Заклепка со сплошным хвостовиком – наиболее распространенный тип заклепок, используемых в авиастроении. Заклепки со сплошным стержнем, используемые для соединения авиационных конструкций, являются одним из самых старых и надежных видов крепежа. Заклепки со сплошным стержнем, широко используемые в авиастроении, представляют собой относительно недорогие стационарные крепежные детали.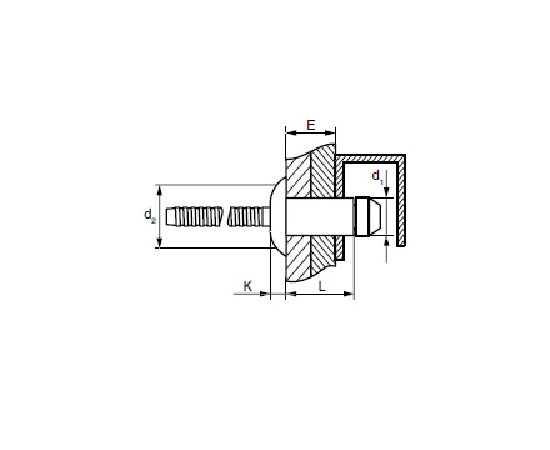 Они устанавливаются быстрее, чем болты и гайки, поскольку хорошо адаптируются к автоматическим высокоскоростным установочным инструментам. Заклепки не следует использовать в толстых материалах или при растяжении, так как их прочность на разрыв довольно низкая по сравнению с их прочностью на сдвиг. Чем больше общая длина захвата (общая толщина соединяемых листов), тем сложнее становится заблокировать заклепку.
Они устанавливаются быстрее, чем болты и гайки, поскольку хорошо адаптируются к автоматическим высокоскоростным установочным инструментам. Заклепки не следует использовать в толстых материалах или при растяжении, так как их прочность на разрыв довольно низкая по сравнению с их прочностью на сдвиг. Чем больше общая длина захвата (общая толщина соединяемых листов), тем сложнее становится заблокировать заклепку.
Цельные заклепки доступны с несколькими формами головок, но универсальная головка и головка с потайной головкой 100 ° наиболее часто используются в конструкциях самолетов.Заклепки с универсальной головкой были разработаны специально для авиастроения и предназначены для замены заклепок с круглой и жаровней головкой. Эти заклепки заменили все заклепки с выступающей головкой и используются в основном там, где выступающая головка не имеет значимого аэродинамического значения. У них плоская поверхность на головке, диаметр головки в два раза больше диаметра стержня, а высота головки составляет примерно 42,5 процента диаметра стержня. [Рисунок 1]
Рисунок 1.Заклепки со сплошным хвостовиком |
Угол потайной головки может варьироваться от 60 ° до 120 °, но 100 ° был принят в качестве стандарта, поскольку этот тип головки обеспечивает наилучший возможный компромисс между прочностью на растяжение / сдвиг и требованиями к гладкости. Эта заклепка используется там, где требуется заподлицо, поскольку заклепка имеет плоскую вершину и поднутрение, чтобы головка могла войти в потайное или углубленное отверстие. Заклепка с потайной головкой предназначена в первую очередь для использования, когда аэродинамическая гладкость имеет решающее значение, например, на внешней поверхности высокоскоростного самолета.
Обычно заклепки изготавливаются из алюминиевых сплавов, таких как 2017-T4, 2024-T4, 2117-T4, 7050 и 5056. Титан, сплавы на основе никеля, такие как Monel® (коррозионно-стойкая сталь), низкоуглеродистая сталь или железо. , а в некоторых случаях для заклепок также используются медные заклепки.
Титан, сплавы на основе никеля, такие как Monel® (коррозионно-стойкая сталь), низкоуглеродистая сталь или железо. , а в некоторых случаях для заклепок также используются медные заклепки.
Заклепки доступны в самых разных сплавах, формах и размерах головок и широко используются в конструкции самолетов. Заклепки, подходящие для одной части самолета, часто не подходят для другой части.Поэтому важно, чтобы авиационный техник знал прочность и ходовые качества различных типов заклепок, а также то, как их идентифицировать, а также как ими управлять или устанавливать.
Цельные заклепки классифицируются по форме головки, материалу, из которого они изготовлены, и по размеру. Используемые идентификационные коды получены из комбинации систем Военного стандарта (MS) и Национального аэрокосмического стандарта (NAS), а также более старой системы классификации, известной как AN для армии / флота.Например, префикс MS обозначает оборудование, которое соответствует письменным военным стандартам. Буква или буквы, следующие за кодом в форме головки, обозначают материал или сплав, из которого изготовлена заклепка. За кодом сплава следуют два числа, разделенных тире. Первое число – это числитель дроби, определяющей диаметр стержня в тридцати секундах дюйма. Второе число является числителем дроби в шестнадцатых дюйма и определяет длину заклепки. Формы головок заклепок и их идентификационные кодовые номера показаны на рисунке 2.
| Рис. 2. Формы головок заклепок и их идентификационные кодовые номера |
Наиболее часто используемая ремонтная заклепка – это заклепка AD, поскольку ее можно установить в полученном состоянии. Некоторые сплавы для заклепок, такие как заклепки DD (сплав 2024-T4), слишком трудно забивать в полученном состоянии, и перед установкой их необходимо отжечь. Обычно эти заклепки отжигаются и хранятся в морозильной камере для замедления затвердевания, что привело к прозвищу «заклепки для льда». «Их вынимают из морозильной камеры непосредственно перед использованием. Большинство заклепок DD заменено на заклепки типа E, которые могут быть установлены в полученном состоянии.
«Их вынимают из морозильной камеры непосредственно перед использованием. Большинство заклепок DD заменено на заклепки типа E, которые могут быть установлены в полученном состоянии.
Тип головки, размер и прочность, необходимые для заклепки, определяются такими факторами, как вид сил, действующих в месте заклепки, тип и толщина склеиваемого материала, а также расположение детали на летательном аппарате. Тип головки, необходимой для конкретной работы, определяется местом ее установки. Заклепки с потайной головкой следует использовать там, где требуется гладкая аэродинамическая поверхность.Заклепки с универсальной головкой можно использовать в большинстве других областей.
Размер (или диаметр) выбранного стержня заклепки должен в целом соответствовать толщине склеиваемого материала. Если заклепка слишком большого размера используется в тонком материале, сила, необходимая для правильного приведения заклепки в движение, вызывает нежелательное вздутие вокруг головки заклепки. С другой стороны, если для толстого материала выбран слишком маленький диаметр заклепки, прочность заклепки на сдвиг не будет достаточно большой, чтобы выдерживать нагрузку на соединение.Как правило, диаметр заклепки должен быть по крайней мере в два с половиной или втрое больше толщины более толстого листа. Заклепки, наиболее часто используемые при сборке и ремонте самолетов, имеют диаметр от 3⁄32 дюйма до 3⁄8 дюйма. Обычно заклепки диаметром менее 3⁄32 дюйма никогда не используются на каких-либо конструктивных элементах, которые несут напряжения.
Заклепки подходящего размера для любого ремонта также можно определить, обратившись к заклепкам (используемым производителем) в следующем параллельном ряду внутри крыла или впереди фюзеляжа.Другой метод определения размера используемых заклепок – умножение толщины обшивки на 3 и использование следующей заклепки большего размера, соответствующей этой цифре. Например, если толщина обшивки 0,040 дюйма, умножьте 0,040 дюйма на 3, чтобы получить 0,120 дюйма, и используйте заклепку следующего большего размера – 1⁄8 дюйма (0,125 дюйма).
Когда заклепки должны полностью проходить через трубчатые элементы, выберите диаметр заклепки, эквивалентный по крайней мере 1⁄8 наружного диаметра трубы. Если одна трубка втулка или насаживается на другую, возьмите внешний диаметр внешней трубки и используйте одну восьмую этого расстояния в качестве минимального диаметра заклепки.Хорошая практика – рассчитать минимальный диаметр заклепки, а затем использовать заклепку следующего большего размера.
По возможности выбирайте заклепки из сплава того же сплава, что и склепываемый материал. Например, используйте заклепки 1100 и 3003 на деталях, изготовленных из сплавов 1100 и 3003, и заклепки 2117-1 и 2017-T на деталях, изготовленных из сплавов 2017 и 2024 годов.
Размер сформированной головки является визуальным стандартом правильной установки заклепки. Минимальный и максимальный размеры, а также идеальный размер показаны на рисунке 3.
Рис. 3. Размеры заклепочной головки |
Установка заклепок
Схема ремонта
Схема ремонта включает определение количества требуемых заклепок, правильного размера и стиля используемых заклепок, их материала, состояния и прочности, размера отверстий, расстояний между отверстиями и расстояния между отверстиями и краями. патча.Расстояния измеряются диаметром заклепки.
Длина заклепки
Чтобы определить общую длину устанавливаемой заклепки, сначала должна быть известна общая толщина соединяемых материалов. Это измерение известно как длина захвата. Общая длина заклепки равна длине захвата плюс количество стержня заклепки, необходимое для формирования правильной головки. Последний равен полутора диаметрам стержня заклепки. Где A – общая длина заклепки, B – длина захвата, а C – длина материала, необходимого для формирования головки магазина, эту формулу можно представить как A = B + C.
Прочность заклепки
Для структурных применений прочность сменных заклепок имеет первостепенное значение. [Рис. 4] Заклепки, изготовленные из материала с меньшей прочностью, не следует использовать в качестве замены, если нехватка не будет восполнена с помощью более крупной заклепки. Например, заклепку из алюминиевого сплава 2024-T4 не следует заменять одной из алюминиевых сплавов 2117-T4 или 2017-T4, если не используется следующий больший размер.
| Рисунок 4.Прочность заклепки |
Заклепка 2117-Т используется для общих ремонтных работ, поскольку не требует термической обработки, достаточно мягкая и прочная, а также обладает высокой коррозионной стойкостью при использовании с большинством типов сплавов. Всегда обращайтесь к руководству по техническому обслуживанию для выбора правильного типа и материала заклепок. Тип головки заклепки, которую следует выбрать для конкретного ремонта, можно определить, обратившись к типу, используемому производителем в окружающей среде. Общее правило, которому следует следовать на самолетах с заклепками заподлицо, заключается в установке заклепок заподлицо на верхней поверхности крыла и стабилизаторов, на нижней передней кромке назад к лонжерону и на фюзеляже сзади до верхней точки крыла.На всех остальных поверхностях используйте заклепки с универсальной головкой. По возможности выбирайте заклепки из сплава того же сплава, что и склепываемый материал.
Напряжения, приложенные к заклепкам
Сдвиг – это одно из двух напряжений, прилагаемых к заклепкам. Прочность на сдвиг – это сила, необходимая для разрезания заклепки, которая удерживает вместе два или более листов материала. Если заклепка удерживает две части, она испытывает одинарный сдвиг; если он вмещает три листа или части, он подвергается двойному сдвигу. Для определения прочности на сдвиг диаметр используемой заклепки должен быть найден умножением толщины материала обшивки на 3.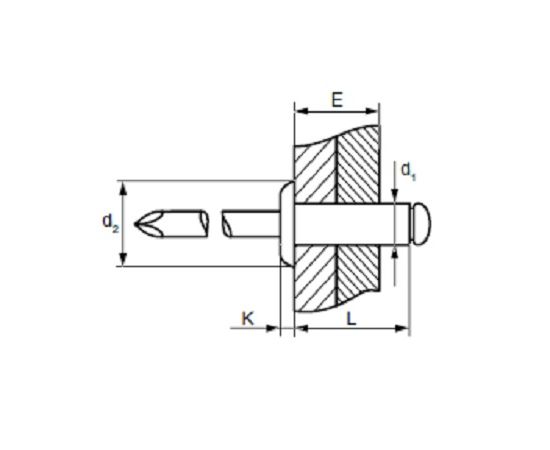 Например, толщина материала 0,040 дюйма, умноженная на 3, равна 0,120 дюйма. В этом случае выбранный диаметр заклепки будет составлять 1⁄8 (0,125) дюйма.
Например, толщина материала 0,040 дюйма, умноженная на 3, равна 0,120 дюйма. В этом случае выбранный диаметр заклепки будет составлять 1⁄8 (0,125) дюйма.
Напряжение – это другое напряжение, прилагаемое к заклепкам. Сопротивление растяжению называется несущей способностью и представляет собой величину натяжения, необходимого для протягивания заклепки через край двух склепанных вместе листов или для удлинения отверстия.
Расстояние между заклепками
Расстояние между заклепками измеряется между осевыми линиями заклепок одного ряда.Минимальное расстояние между выступающими головками заклепок должно быть не менее 31⁄2 диаметра заклепки. Минимальное расстояние между заклепками с плоской головкой должно быть не менее 4 диаметров заклепки. Эти размеры могут использоваться в качестве минимального расстояния, за исключением случаев, когда иное указано в конкретной процедуре ремонта или при замене существующих заклепок.
При большинстве ремонтов обычно используются те же расстояния между заклепками и краями (расстояние от центра отверстия до края материала), которые производитель использовал в области, окружающей повреждение.Также можно проконсультироваться с SRM для конкретного самолета. Помимо этого фундаментального правила, не существует определенного набора правил, регулирующих расстояние между заклепками во всех случаях. Однако есть определенные минимальные требования, которые необходимо соблюдать.
- По возможности, расстояние между кромками заклепок, расстояние между заклепками и расстояние между рядами должны быть такими же, как при первоначальной установке.
- При добавлении новых секций расстояние от края заклепки, измеренное от центра заклепки, не должно быть меньше 2-кратного диаметра стержня; расстояние между заклепками или шаг должно быть не менее чем в 3 раза больше диаметра; расстояние между рядами заклепок не должно быть меньше диаметра в 2 1/2 раза.
На рисунке 5 показаны допустимые способы выкладки заклепки для ремонта.
Рис. 5. Допустимые образцы заклепок |
Расстояние от края
Расстояние до кромки, также называемое некоторыми производителями кромкой, – это расстояние от центра первой заклепки до кромки листа. Оно не должно быть меньше 2 или более 4 диаметров заклепки, а рекомендуемое краевое расстояние составляет около 21⁄2 диаметра заклепки.Минимальное краевое расстояние для универсальных заклепок составляет 2 диаметра заклепки; минимальное краевое расстояние для заклепок с потайной головкой составляет 21⁄2 диаметра заклепки. Если заклепки расположены слишком близко к краю листа, лист может потрескаться или оторваться от заклепок. Если они расположены слишком далеко от края, лист может загнуться по краям. [Рисунок 6]
Рисунок 6. Минимальное краевое расстояние |
Рекомендуется размещать заклепки немного дальше от края, чтобы отверстия для заклепок могли быть большего размера, не нарушая минимальных краевых расстояний.Добавьте 1⁄16 дюйма к минимальному краевому расстоянию или определите краевое расстояние, используя следующий размер диаметра заклепки.
Два метода определения краевого расстояния:
- Диаметр заклепки заклепки с выступающей головкой составляет 3⁄32 дюйма. Умножьте 2 раза на 3⁄32 дюйма, чтобы получить минимальное расстояние до кромки, 3⁄16 дюйма, добавьте 1⁄16 дюйма, чтобы получить предпочтительное расстояние до кромки, равное 1⁄4 дюйма.
- Диаметр заклепки заклепки с выступающей головкой составляет 3⁄32 дюйма. Выберите следующий размер заклепки – 1⁄8 дюйма.Рассчитайте расстояние от края, умножив 2 раза на 1⁄8 дюйма, чтобы получить 1⁄4 дюйма.
Шаг заклепки
Шаг заклепок – это расстояние между центрами соседних заклепок в одном ряду. Наименьший допустимый шаг заклепок составляет 3 диаметра заклепок. Средний шаг заклепок обычно составляет от 4 до 6 диаметров заклепок, хотя в некоторых случаях шаг заклепок может достигать 10 диаметров заклепок. Расстояние между заклепками на деталях, которые подвергаются изгибающим моментам, часто ближе к минимальному, чтобы предотвратить коробление обшивки между заклепками.Минимальный шаг также зависит от количества рядов заклепок. Одно- и трехрядные раскладки имеют минимальный шаг 3 диаметра заклепок, двухрядные – минимальный шаг 4 диаметра заклепок. Шаг заклепок с потайной головкой больше, чем для заклепок с универсальной головкой. Если расстояние между заклепками будет как минимум на 1⁄16 дюйма больше минимального, размер отверстия для заклепки может быть увеличен без нарушения требований к минимальному расстоянию между заклепками. [Рисунок 7]
Наименьший допустимый шаг заклепок составляет 3 диаметра заклепок. Средний шаг заклепок обычно составляет от 4 до 6 диаметров заклепок, хотя в некоторых случаях шаг заклепок может достигать 10 диаметров заклепок. Расстояние между заклепками на деталях, которые подвергаются изгибающим моментам, часто ближе к минимальному, чтобы предотвратить коробление обшивки между заклепками.Минимальный шаг также зависит от количества рядов заклепок. Одно- и трехрядные раскладки имеют минимальный шаг 3 диаметра заклепок, двухрядные – минимальный шаг 4 диаметра заклепок. Шаг заклепок с потайной головкой больше, чем для заклепок с универсальной головкой. Если расстояние между заклепками будет как минимум на 1⁄16 дюйма больше минимального, размер отверстия для заклепки может быть увеличен без нарушения требований к минимальному расстоянию между заклепками. [Рисунок 7] | 1 и 3 ряды макет заклепки с выступающей головкой | ||
| 2 ряда выступающей головы раскладка заклепок | ||
| 1 и 3 ряды расположение заклепок с потайной головкой | ||
| 2 ряда с потайной головкой макет головной заклепки |
Рисунок 7.Расстояние между заклепками
Поперечный шаг
Поперечный шаг – это расстояние по перпендикуляру между рядами заклепок. Обычно это 75 процентов шага заклепки. Наименьший допустимый поперечный шаг составляет 21⁄2 диаметра заклепки. Наименьший допустимый поперечный шаг составляет 21⁄2 диаметра заклепки. Шаг заклепок и поперечный шаг часто имеют одинаковые размеры и называются просто расстоянием между заклепками.
Пример расположения заклепок
Общие правила расстояния между заклепками применительно к прямолинейной схеме довольно просты.В однорядной компоновке найдите расстояние от края на каждом конце ряда, а затем отложите шаг заклепок (расстояние между заклепками), как показано на рисунке 8. В двухрядной компоновке отложите первый ряд, поместите второй ряд на расстоянии, равном поперечному шагу от первого ряда, а затем отложите места для заклепок во втором ряду так, чтобы они попадали посередине между пятнами в первом ряду. В трехрядной схеме сначала отложите первый и третий ряды, затем используйте линейку, чтобы определить места для заклепок второго ряда.
Рис. 8. Расположение заклепок |
Инструменты для установки заклепок
Различные инструменты, необходимые при обычном процессе забивки и осадки заклепок, включают сверла, развертки, заклепочные ножи или кусачки, расклинивающие стержни, заклепочные молотки, вытяжные комплекты, штампы для вырубки или другое оборудование для зенковки, заклепочные пистолеты и выжимные заклепки. С-образные зажимы, тиски и другие крепежные детали, используемые для удержания листов вместе при клепке, обсуждались в посте «Удерживающие устройства для листового металла». Другие инструменты и оборудование, необходимые для установки заклепок, обсуждаются в статье «Инструменты для установки заклепок».Процедура клепки
Процедура клепки состоит из переноса и подготовки отверстия, сверления и забивания заклепок.
Отверстие переноса
Выполните перенос отверстий из просверленной детали в другую, поместив вторую часть поверх первой и используя уже имеющиеся отверстия в качестве направляющих. Используя альтернативный метод, разметьте расположение отверстия от просверленной детали к детали, которую нужно просверлить, сделайте пятно с помощью керна и просверлите.
Подготовка отверстия
Очень важно, чтобы отверстие под заклепку имело правильный размер и форму и не имело заусенцев.Если отверстие слишком маленькое, защитное покрытие царапается от заклепки, когда заклепка проходит через отверстие. Если отверстие слишком велико, заклепка не заполняет отверстие полностью. Когда он расколоты, соединение не набирает полную прочность, и в этом месте может произойти структурное повреждение.
Если требуется зенковка, примите во внимание толщину металла и примените метод зенковки, рекомендованный для этой толщины. Если требуются ямочки, сводите удары молотком или давление к минимуму, чтобы в окружающей области не происходило чрезмерного деформационного упрочнения.
Бурение
Отверстия под заклепки при ремонте можно просверлить либо легкой дрелью, либо ручной дрелью. Чаще всего используется спиральное сверло со стандартным хвостовиком. Размеры сверл для отверстий под заклепки должны быть наименьшего размера, позволяющего легко вставить заклепку, примерно на 0,003 дюйма больше, чем наибольший допуск диаметра хвостовика. Рекомендуемые сверла с зазором для обычных диаметров заклепок показаны на рисунке 9. Размеры отверстий для других крепежных деталей обычно можно найти в рабочих документах, печатных изданиях или в руководствах. 9. Размеры сверл для стандартных заклепок
9. Размеры сверл для стандартных заклепок Перед сверлением пробейте керном все места для заклепок.Отметка центрального керна должна быть достаточно большой, чтобы сверло не соскользнуло с места, но при этом не должно вмятин на поверхности, окружающей отметку керна. Во время перфорации вставьте поперечный стержень позади металла, чтобы предотвратить образование вмятин. Чтобы сделать отверстие под заклепку подходящего размера, сначала просверлите отверстие немного меньшего размера (пилотное отверстие). Разверните пилотное отверстие спиральным сверлом подходящего размера, чтобы получить требуемый размер.
Для сверления действуйте следующим образом:
- Убедитесь, что сверло правильного размера и формы.
- Поместите сверло в центральную отметку. При использовании дрели поверните биту на несколько оборотов перед запуском двигателя.
- Во время сверления всегда держите сверло под углом 90º к заготовке или кривизне материала.
- Избегайте чрезмерного давления, позвольте сверлу выполнять резку и никогда не проталкивайте сверло через приклад.
- Удалите все заусенцы металлической зенковкой или напильником.
- Удалите всю стружку от сверла.
Когда отверстия просверливаются в листовом металле, по краю отверстия образуются небольшие заусенцы.Это особенно верно при использовании ручной дрели, потому что скорость сверла низкая, и существует тенденция приложения большего давления за один оборот сверла. Перед клепкой удалите все заусенцы с помощью приспособления для удаления заусенцев или сверла большего размера.
Вождение заклепки
Хотя клепальное оборудование может быть стационарным или переносным, переносное клепальное оборудование является наиболее распространенным типом клепального оборудования, используемого для заклепки с цельным стержнем при ремонте планера.
Перед тем, как вбивать заклепки в детали из листового металла, убедитесь, что все отверстия идеально совпадают, все стружки и заусенцы удалены, а скрепляемые детали надежно закреплены с помощью временных креплений. В зависимости от работы для процесса клепки может потребоваться один или два человека. При одиночной клепке клепальщик одной рукой держит штангу, а другой управляет клепальным пистолетом.
В зависимости от работы для процесса клепки может потребоваться один или два человека. При одиночной клепке клепальщик одной рукой держит штангу, а другой управляет клепальным пистолетом.
Если для работы требуются два авиационных специалиста, стрелок или стрелок и баккер, они работают вместе как команда для установки заклепок.
Важным компонентом командной клепки является эффективная сигнальная система, сообщающая о статусе процесса клепки. Эта сигнальная система обычно состоит из постукивания перекладины против работы и часто называется кодом отвода.Один метчик может означать, что заклепка не полностью установлена, ударьте по ней еще раз, в то время как два метчика могут означать хорошую заклепку, а три метчика могут означать плохую заклепку, удалите и забейте другую. Также доступны радиоприемники для связи между техниками.
После установки заклепки не должно быть признаков вращения заклепок или ослабления заклепок. После обрезки проверьте герметичность. Приложите к обрезанному стеблю силу 10 фунтов. Жесткий шток – один из признаков приемлемой установки заклепок.Любая степень ослабления указывает на отверстие большого размера и требует замены заклепки на заклепку большего диаметра с хвостовиком. Установка заклепки считается удовлетворительной, если головка заклепки плотно прилегает к удерживаемому элементу (щуп толщиной 0,005 дюйма не должен заходить под головку заклепки более чем на половину окружности) и стержень затянут.
Заклепки с потайной головкой
Неправильно выполненная зенковка снижает прочность стыка, заклепанного заподлицо, и может даже вызвать разрушение листа или головки заклепки.Для клепки заподлицо в авиастроении и ремонте обычно используются два метода зенковки:
- Станок или сверло для зенковки.
- Ямочки или пресс-зенковка.
Подходящий метод для любого конкретного применения зависит от толщины склепываемых деталей, высоты и угла потайной головки, имеющихся инструментов и доступности.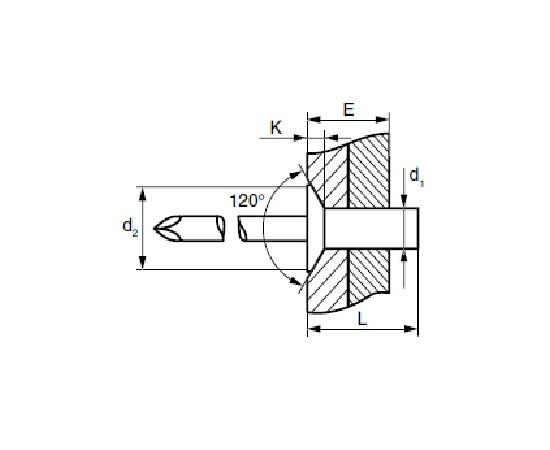
Зенковка
При использовании заклепок с потайной головкой необходимо сделать в обшивке конусообразную выемку для головы.Тип требуемой зенковки зависит от отношения толщины листов к глубине головки заклепки. Используйте зенковку нужной степени и диаметра и разрежьте только настолько, чтобы головка заклепки и металл образовали ровную поверхность.
Зенковка является важным фактором при разработке рисунков крепежа, поскольку удаление материала в процессе зенковки требует увеличения количества крепежных элементов для обеспечения требуемой прочности передачи нагрузки. Если зенковки делается на металле ниже определенной толщины, острие ножа с менее чем поверхность подшипника минимальной или фактическое расширение отверстия может привести.Расстояние от края, необходимое при использовании крепежных элементов с потайной головкой, больше, чем при использовании креплений с универсальной головкой.
Общее правило для процедур установки крепежных деталей с зенковкой и заподлицо было пересмотрено в последние годы, поскольку потайные отверстия являются причиной усталостных трещин в обшивке самолетов под давлением. В прошлом общее правило зенковки заключалось в том, что головка крепежной детали должна находиться внутри внешнего листа. Сочетание слишком глубоких зенковок (создающих острие лезвия), количества циклов нагнетания, усталости, ухудшения связующих материалов и рабочих крепежных элементов вызвали высокую концентрацию напряжений, что привело к трещинам на обшивке и отказу крепежа.При ремонте первичной конструкции и герметичной обшивки некоторые производители в настоящее время рекомендуют, чтобы глубина зенковки составляла не более 2⁄3 толщины внешнего листа или до минимальной глубины стержня крепежа 0,020 дюйма, в зависимости от того, что больше. Сделайте ямочку на коже, если она слишком тонкая для машинного зенкования. [Рисунок 10]
Рис. |
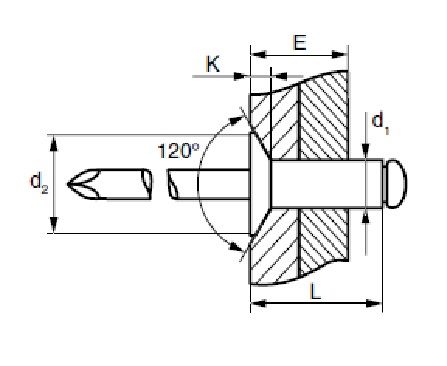 10. Размеры зенковки
10. Размеры зенковки Перед заклепкой держите заклепку высоко, чтобы сила заклепки прилагалась к заклепке, а не к коже.Если заклепка вбивается заподлицо или слишком глубоко, окружающая обшивка становится твердой.
Инструменты для зенковки
Несмотря на то, что существует много типов инструментов с зенковкой, наиболее часто используемые инструменты имеют угол наклона 100 °. Иногда для формирования потайных колодцев используются типы 82 ° или 120 °. Зенковка с шестью зубьями лучше всего подходит для алюминия. Есть также зенковки с четырьмя и тремя зубьями, но ими сложнее управлять с точки зрения болтовни. Типы с одной канавкой, например, производимые Weldon Tool Company®, лучше всего подходят для коррозионно-стойкой стали.[Рисунок 11]
Рис. 11. Зенковка с одной канавкой |
Зенковка Microstop является предпочтительным инструментом для зенковки. Он имеет клетку с регулируемой втулкой, которая выполняет функцию ограничителя хода и удерживает вращающуюся зенковку в вертикальном положении. Его резьбовые и сменные резцы могут иметь съемную или встроенную направляющую, которая удерживает резец в центре отверстия. Пилот должен быть примерно 0.002 дюйма меньше, чем размер отверстия. Рекомендуется проверить регулировку на куске подручного материала, прежде чем зенковать ремонтные или заменяемые детали.
Зенкование от руки требуется там, где зенковка с микростопором не подходит. Этот метод следует практиковать на подручном материале, чтобы развить необходимые навыки. Устойчивое и перпендикулярное удержание бурового двигателя во время этой операции так же важно, как и при сверлении.
Дребезжание – наиболее частая проблема, возникающая при зенковке.Некоторые меры предосторожности, которые могут устранить или минимизировать болтовню, включают:
- Используйте острые инструменты.
- Используйте медленную скорость и постоянное сильное давление.
- Используйте пилотную зенковку с пилотом примерно на 0,002 дюйма меньше отверстия.
- Используйте вспомогательный материал, чтобы устойчиво удерживать пилот при зенковке тонкого листового материала.
- Используйте фрезу с другим количеством канавок.
- Пилотное сверление отверстия меньшего размера, зенковка и затем увеличение отверстия до окончательного размера.

Ямочка
Ямочка – это процесс создания углубления или углубления вокруг отверстия для заклепки, чтобы верхняя часть головки заклепки с потайной головкой находилась заподлицо с поверхностью металла. Ямочки выполняются с помощью штампа мужского и женского пола или форм, часто называемых пуансоном и штампом. Пружинная матрица имеет направляющую размером с отверстие под заклепку и имеет фаску, соответствующую степени зенковки головки заклепки. Матрица имеет отверстие, в которое входит охватываемая направляющая, и имеет фаску до соответствующей степени зенковки.
При нанесении ямок положите матрицу на твердую поверхность. Затем поместите материал, на котором будет сделана впадина, на матрицу. Вставьте матрицу в отверстие, на котором должна быть сделана выемка, и ударьте по ней молотком до тех пор, пока не образуется углубление. Достаточно двух или трех твердых ударов молотком. Для каждого размера заклепки и формы головки заклепки необходим отдельный набор плашек. Альтернативный метод состоит в том, чтобы использовать заклепку с потайной головкой вместо обычного пуансона с наружной резьбой и набор для вытяжки вместо матрицы с резьбой и забивать заклепку до тех пор, пока не образуется впадина.
Плашки для легких работ могут использоваться в переносных пневматических или ручных отжимах. [Рис. 12] Если матрицы используются с отжимом, они должны быть точно подогнаны к толщине листа, на котором образовывается ямочка. Настольный заклепочник также используется для углубления тонкого материала кожи и установки заклепок. [Рисунок 13]
[Рисунок 13]
Рис. 12. Ручные отжимы |
Рисунок 13.Заклепочник настольный |
Ямочка для монет
В методе штамповки монет или штамповки монет используется заклепка с зенковкой в качестве штампа для выдавливания наружных ямок. Поместите женский кубик в обычное положение и верните его с помощью перекладины. Вставьте заклепку нужного типа в отверстие и ударьте по ней пневматическим клепальным молотком. Ямки на монетах следует использовать только в том случае, если обычный штекер сломан или недоступен. Прессование монет имеет явный недостаток, заключающийся в том, что отверстие для заклепки необходимо просверлить для корректировки размера заклепки перед выполнением операции углубления.Так как металл растягивается во время операции углубления, отверстие увеличивается, и заклепка должна быть слегка вздута перед заклепкой, чтобы обеспечить плотную посадку. Поскольку головка заклепки вызывает небольшие деформации в выемке, а они характерны только для этой конкретной головки заклепки, разумно использовать ту же заклепку, которая использовалась в качестве охватываемого штампа во время процесса углубления. Не используйте другую заклепку того же или большего размера.
Радиус ямки
Радиусная выемка использует специальные наборы штампов, которые имеют радиус и часто используются со стационарными или переносными выжимными прессами.Ямочки не удаляют металл и, благодаря эффекту «пятачка», дают более прочное соединение, чем соединение без заподлицо. Соединение с углублениями снижает нагрузку сдвига на заклепку и увеличивает нагрузку на скрепленные листы.
ПРИМЕЧАНИЕ. Ямки также делаются для болтов заподлицо и других креплений заподлицо.
Ямки необходимы для листов, которые тоньше минимально указанной толщины для зенковки. Однако ямочки не ограничиваются тонкими материалами. На более тяжелых деталях можно сделать ямочки без трещин с помощью специального оборудования для горячего снятия ямок.Качество материала, размер заклепок и доступное оборудование – все это факторы, которые следует учитывать при создании ямок. [Рисунок 14]
Рис. 14. Техника создания ямок |
Горячие ямочки
Горячие ямочки – это процесс, в котором используются нагретые штампы для создания ямок, чтобы металл лучше растекался во время процесса. Горячие ямки часто выполняются с помощью большого стационарного оборудования, имеющегося в цехе листового металла.Используемый металл является важным фактором, потому что каждый металл представляет разные проблемы с ямками. Например, алюминиевый сплав 2024-T3 может иметь удовлетворительные ямочки как в горячем, так и в холодном состоянии, но может растрескаться в непосредственной близости от ямки после холодной выемки из-за твердых пятен в металле. Горячие ямочки предотвращают такое растрескивание.
Алюминиевые сплавы 7075-T6 всегда имеют горячие ямочки. Магниевые сплавы также должны иметь горячие ямки, потому что, как и 7075-T6, они имеют низкую формуемость. Титан – это еще один металл, на котором необходимо создать горячие ямочки, потому что он твердый и сопротивляется образованию форм.Для титана используется та же температура и время выдержки, что и для горячей лунки 7075-T6.
Комбинированный метод 100 ° Predimple и зенковки
Металлы разной толщины иногда соединяют с помощью рифления и зенковки. [Рис. 15] Зенковка с углублением на щеке называется дополнительной зенковкой. Чаще всего их можно увидеть там, где тонкая ткань прикреплена к тяжелой конструкции. Он также используется для уплотнения с тонкими зазорами, изнашиваемых полос и ремонта изношенных зенковок.
Рис. 15. Метод препроцессора и зенковки |
Проверка ямок
Чтобы определить качество ямочки, необходимо провести тщательный визуальный осмотр. Необходимо проверить несколько функций. Головка заклепки должна входить заподлицо, а поверхность должна быть резкой в углублении. На резкость излома влияют давление выемки и толщина металла.Выбранные ямки следует проверить, вставив застежку, чтобы убедиться, что соблюдены требования к гладкости. Ямочки с трещинами возникают из-за плохих штампов, шероховатых отверстий или неправильного нагрева. Во время выемки могут образоваться трещины двух типов:
- Радиальные трещины – начинаются на краю и распространяются наружу по мере того, как металл внутри углубления растягивается. Чаще всего они встречаются в 2024-Т3. Грубое отверстие или слишком глубокая ямка вызывают такие трещины. Для радиальных трещин обычно допускается небольшой допуск.
- Окружные трещины – изгиб вниз в фильеру вызывает напряжения растяжения в верхней части металла.В некоторых случаях может образоваться трещина, идущая по краю ямки. Такие трещины не всегда видны, так как они могут быть под облицовкой. Когда они обнаруживаются, они становятся поводом для отказа. Эти трещины наиболее распространены в материале из алюминиевого сплава 7075 T6, нанесенного методом горячей выемки. Обычная причина – недостаточный нагрев ямок.
Оценка Rivet
Чтобы получить высокую конструктивную эффективность при изготовлении и ремонте самолета, перед вводом детали в эксплуатацию необходимо проверить все заклепки.Этот осмотр состоит из осмотра как цеховых, так и изготовленных головок, а также окружающей обшивки и деталей конструкции на наличие деформаций. Шкалу или калибр заклепки можно использовать для проверки состояния высаженной головки заклепки, чтобы убедиться, что она соответствует надлежащим требованиям. Деформации изготовленной головы можно обнаружить только натренированным глазом. [Рисунок 16]
Деформации изготовленной головы можно обнаружить только натренированным глазом. [Рисунок 16]
| Рис. 16. Дефекты заклепок |
Некоторые частые причины неудовлетворительной заклепки – это неправильная расклепка, соскальзывание или удержание заклепки под неправильным углом, а также отверстия для заклепок или заклепки неправильного размера.Дополнительными причинами неудовлетворительной заклепки являются заклепки с потайной головкой, которые не находятся заподлицо с колодцем, неправильно скрепленные друг с другом во время клепки, наличие заусенцев, слишком жесткие заклепки, слишком большое или слишком маленькое забивание, а также заклепки вне линии.
Иногда во время ремонта конструкции самолета целесообразно исследовать соседние детали, чтобы определить истинное состояние соседних заклепок. При этом может потребоваться удалить краску. Наличие сколов или потрескавшейся краски вокруг головок может указывать на смещение или ослабление заклепок.Ищите заклепки с острыми или ослабленными головками. Если головки наклонены или заклепки ослаблены, они появляются группами из нескольких последовательных заклепок и, вероятно, наклонены в одном направлении. Если головки, которые кажутся опрокинутыми, расположены не группами и не наклонены в одном направлении, это могло произойти во время какой-либо предыдущей установки.
Осмотрите заклепки, которые, как известно, были сильно нагружены, но не обнаруживают видимых искажений, просверлив головку и осторожно выбив стержень.Если при осмотре хвостовик кажется изогнутым, а отверстия в листе смещены, заклепка не выдержала сдвига. В этом случае попытайтесь определить, что вызывает напряжение сдвига, и предпримите необходимые корректирующие действия. Заклепки заподлицо, которые показывают проскальзывание головки внутри зенковки или углубления, что указывает либо на отказ листового подшипника, либо на отказ от сдвига заклепки, необходимо удалить для проверки и замены.
Изгибы на удаленных стержнях заклепок указывают на частичное разрушение при сдвиге. Замените эти заклепки на заклепки следующего большего размера.Кроме того, если отверстия для заклепок имеют удлинение, замените заклепки на следующий больший размер. Повреждения листа, такие как отрывы, трещины между заклепками и т.п., обычно указывают на повреждение заклепок. При полном ремонте стыка может потребоваться замена заклепок на следующий больший размер.
Обычная практика замены заклепки на следующий больший размер (диаметр на 1⁄32 дюйма больше) необходима для получения надлежащей прочности соединения заклепки и листа при увеличении исходного отверстия для заклепки.Если заклепку в удлиненном отверстии заменить заклепкой того же размера, ее способность выдерживать свою долю нагрузки сдвига ухудшается, и это приводит к ослаблению соединения.
Удаление заклепок
Если необходимо заменить заклепку, осторожно удалите ее, чтобы сохранить первоначальный размер и форму отверстия для заклепки. При правильном снятии заклепку не нужно заменять на заклепку следующего большего размера. Кроме того, если заклепка не будет удалена должным образом, прочность соединения может снизиться, а замена заклепок затруднится.
Снимая заклепку, работайте с изготовленной головкой. Он более симметричен относительно хвостовика, чем цеховая головка, и вероятность повреждения отверстия для заклепки или материала вокруг него меньше. Чтобы удалить заклепки, используйте ручной инструмент, электродрель или их комбинацию.
Порядок снятия универсальной заклепки или заклепки с выступающей головкой следующий:
- Подпилите плоскую поверхность на головке заклепки и выколотите ее по центру для сверления. ПРИМЕЧАНИЕ. На тонком металле при пробивке по центру отведите заклепку на высаженной головке, чтобы не вдавить металл.
- Используйте сверло на размер меньше стержня заклепки, чтобы высверлить головку заклепки. ПРИМЕЧАНИЕ. При использовании дрели установите дрель на заклепку и вручную поверните патрон на несколько оборотов, прежде чем включать питание. Эта процедура помогает сверлу прорезать хорошую начальную точку и исключает вероятность соскальзывания сверла и его прослеживания по металлу.
- Просверлите заклепку на глубину до головки, удерживая сверло под углом 90 °. Не сверлите слишком глубоко, так как стержень заклепки будет вращаться вместе со сверлом и разорвать окружающий металл.ПРИМЕЧАНИЕ. Головка заклепки часто отламывается и поднимается на сверло, что является сигналом к извлечению сверла.
- Если головка заклепки не отключается сама по себе, вставьте пробойник в отверстие и слегка поверните в любую сторону, пока головка не оторвется.
- Выколотите оставшийся стержень заклепки с помощью выколотки немного меньше диаметра стержня.
 При использовании дрели установите дрель на заклепку и вручную поверните патрон на несколько оборотов, прежде чем включать питание. Эта процедура помогает сверлу прорезать хорошую начальную точку и исключает вероятность соскальзывания сверла и его прослеживания по металлу.
При использовании дрели установите дрель на заклепку и вручную поверните патрон на несколько оборотов, прежде чем включать питание. Эта процедура помогает сверлу прорезать хорошую начальную точку и исключает вероятность соскальзывания сверла и его прослеживания по металлу.На тонких металлических или неподдерживаемых конструкциях поддерживайте лист с помощью поперечной планки, выталкивая стержень.Если после снятия головки заклепки хвостовик слишком тугой, просверлите заклепку примерно на две трети толщины материала, а затем вытолкните оставшуюся часть пробойником. На рис. 17 показан предпочтительный порядок удаления универсальных заклепок.
Рис. 17. Удаление заклепки. |
Процедура удаления заклепок с потайной головкой такая же, как описано выше, за исключением того, что подпиливание не требуется.Будьте осторожны, чтобы не допустить удлинения ямок или потайных отверстий. Головка заклепки должна быть просверлена примерно на половину толщины верхнего листа. Выемка на заклепках 2117-T обычно устраняет необходимость опиливания и пробивки головки заклепки по центру.
Чтобы удалить заклепку с потайной головкой или плоской головкой, необходимо:
- Выберите сверло примерно на 0,003 дюйма меньше диаметра стержня заклепки.
- Просверлите точно по центру головки заклепки на приблизительную глубину головки.
- Снимите головку, отломив ее. Используйте перфоратор как рычаг.
- Выколоть хвостовик. Используйте подходящую резервную копию, желательно деревянную (или эквивалентную), или выделенный резервный блок. Если хвостовик не выходит легко, воспользуйтесь небольшим сверлом и просверлите хвостовик. Будьте осторожны, чтобы не удлинить отверстие.
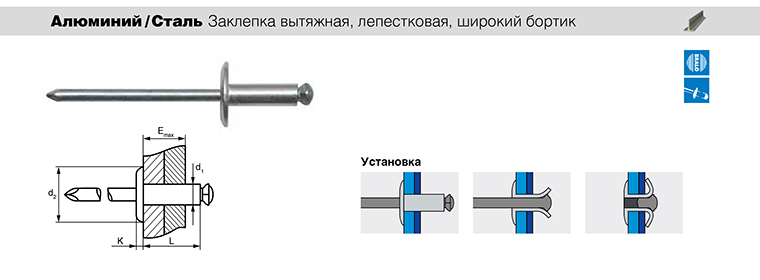
Замена заклепок
По возможности заменяйте заклепки на заклепки того же размера и прочности. Если отверстие под заклепку увеличилось, деформировалось или повредилось иным образом, просверлите или разверните отверстие для следующей заклепки большего размера.Не заменяйте заклепку типом с более низкими прочностными характеристиками, кроме случаев, когда более низкая прочность адекватно компенсируется увеличением размера или большим количеством заклепок. Допускается замена заклепок 2017 года диаметром 3⁄16 дюйма или меньше и заклепок 2024 диаметром 5,32 дюйма или меньше на заклепки 2117 для общего ремонта при условии, что заменяемые заклепки на 1⁄32 дюйма больше диаметра заклепки, которые они заменяют.Национальный консультативный комитет по аэронавтике (NACA) Метод двойной клепки заподлицо
Рисунок 18.Метод клепки NACA |
Метод установки заклепок, известный как метод Национального консультативного комитета по аэронавтике (NACA), имеет основное применение в областях топливных баков. [Рис. 18] Для установки заклепок NACA хвостовик высаживают в зенковку 82 °. Во время вождения пистолет можно использовать как со стороны головы, так и со стороны хвостовика. Осадку начинают легкими ударами, затем усилие увеличивают и пистолет или стержень перемещают на конце хвостовика так, чтобы образовалась головка внутри углубления с зенковкой.При желании расстроенную голову можно сбрить заподлицо после вождения.
