Направляющие для ЧПУ станков | Техника и человек
Современная обработка материалов и изготовление сложных деталей предусматривает использование высокоточных станков. Высокоточное оборудование подразумевает, что и детали из которых оно выполнено тоже высокотехнологичны и точны. И для каждого вида станка свои требования для этих деталей.
Чтобы достичь требуемой точности обработки целой партии изделий, нужно обеспечить чёткое выполнение всех необходимых операций и многократное безошибочное их повторение. Такую задачу успешно выполняют станки с числовым программным управлением (ЧПУ).
Перемещение заготовки, обрабатывающего инструмента и связанных с ними элементов конструкции станка обеспечивают направляющие.
Устройство
Самое общее описание направляющей: она представляет собой узел, обеспечивающий перемещение заготовки, инструмента и связанных с ними элементов по нужной траектории с заданной точностью.
Основные части направляющей
Конструктивные решения направляющей, а также обеспечение перемещения по ней очень разнообразны и подчинены выполнению конкретных задач металлообработки.
Устройство профильной рельсовой направляющей типа Hiwin
Принципы работы
Направляющие станка с ЧПУ закрепляются до такой степени надёжно, чтобы были исключены даже их минимальные сдвиги при работе оборудования — под действием веса, перемещения или вибрации рабочих узлов.
В процессе обработки заготовок по направляющим, под управлением заданной программы, без затруднений передвигаются и прочно закрепляются функциональные узлы станка, обеспечивая выполнение необходимых рабочих операций.
Используются, в зависимости от способа перемещения подвижного узла, направляющие скольжения, качения и комбинированные
, которые сочетают как катящееся, так и скользящее перемещение.
Направляющие скольжения, в которых поверхность вала непосредственно соприкасается с перемещающейся по нему втулкой, подвержены действию значительных сил трения, которые в процессе работы значительно меняются по направлению и силе. Нагрузка трением изнашивает направляющие. Кроме того, на работе направляющих скольжения сильно сказывается разность между силой трения в состоянии покоя и силой трения во время движения.
На малых скоростях из-за этой разности перемещение рабочих узлов происходит скачкообразно – для станков с ЧПУ это недопустимо.
Чтобы уменьшить влияние сил трения, применяют антифрикционные пластиковые накладки, а также ряд других способов снижения этих сил. В зависимости от того, каким способом уменьшается трение, направляющие скольжения подразделяются на гидростатические, гидродинамические и аэростатические.
В гидростатических жидкостная (масляная) смазка присутствует при любой скорости скольжения, соответственно, обеспечивается и равномерность движения, и высокая его точность.
У таких направляющих два проблемных момента: сложно устроенная система смазывания, а также необходимость специальных фиксирующих устройств для закрепления перемещенного узла в нужном положении.
Гидростатические направляющие снабжены специальными масляными карманами, в которые смазка подаётся под давлением и вытекает наружу, создавая масляный слой по всей длине соприкосновения поверхностей. Толщина слоя регулируется.
Гидродинамические эффективно уменьшают трение за счёт «всплывания» движущегося узла в масле, заполняющем зазоры между смазочными канавками на рабочих поверхностях направляющих при движении по ним перемещаемых узлов.
Хорошо работают гидродинамические направляющие только при значительных скоростях скольжения.
Проблемными моментами является разгон, а также торможение движущейся части.
Аэродинамические работают на воздушной подушке.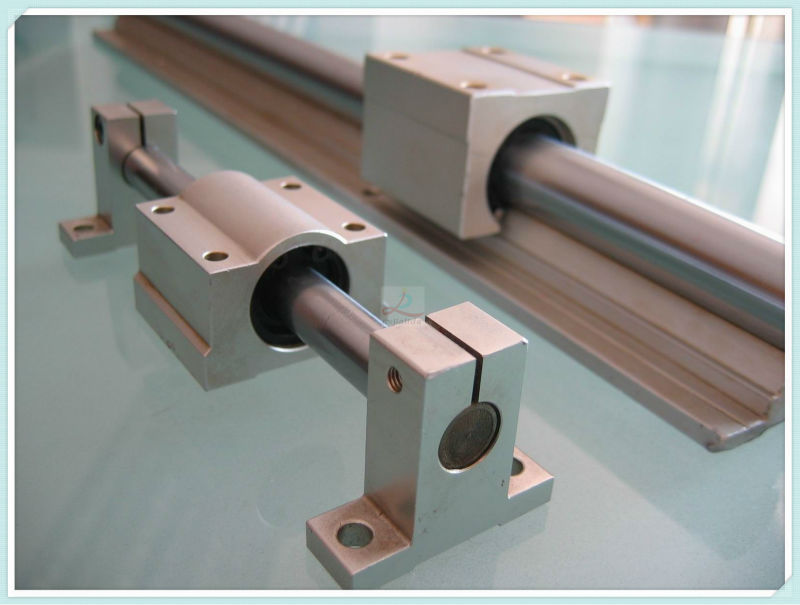
Конструктивно они похожи на гидростатические, имеют карманы, в которые под давлением подаётся воздух.
По сравнению с масляной, воздушная подушка выдерживает меньший вес и хуже гасит толчки и вибрации.
Подводящие воздух пути, как и зазор между разделяемыми поверхностями, легко засоряются.
Вместе с тем, в отличие от гидростатических направляющих, аэростатическим не нужна дополнительная фиксация: сразу после прекращения подачи воздуха подвижная часть плотно садится на вал.
Направляющие качения, в соответствии с формой подшипников, бывают шариковыми и роликовыми. При сопоставимых габаритах роликовые выдерживают более значительную нагрузку. Конструктивно они состоят из комплекта «рельс-каретка», «линейный подшипник-вал», «рельс-рельс с плоским сепаратором»
Такие направляющие имеют сниженные показатели трения, обеспечивают точное перемещение и остановку в нужном положении, при малых скоростях перемещение по ним не теряет плавности. Смазывание направляющих качения также не представляет трудностей.
Вместе с тем, они имеют более высокую стоимость, хуже гасят сотрясения и более, чем направляющие скольжения, чувствительны к загрязнению.
Комбинированные направляющие сочетают скольжение по одним граням со скольжением по другим. Этот вид направляющих наиболее широко распространён и объединяет как достоинства, так и недостатки направляющих качения и скольжения.
Классификация, области применения, достоинства и недостатки
Форма несущего вала направляющих может быть линейной и круговой; их располагают горизонтально, вертикально и наклонно. Закрепление направляющих производится либо по всей длине, либо только на конечных участках.
По профилю вала линейные направляющие подразделяются
Цилиндричесая рельсовая направляющая
Цилиндрические рельсы (полированный вал). Форма сечения – круг. Полированный вал является самой бюджетной и распространённой направляющей, лёгкой в обработке и установке: закрепляются лишь концы.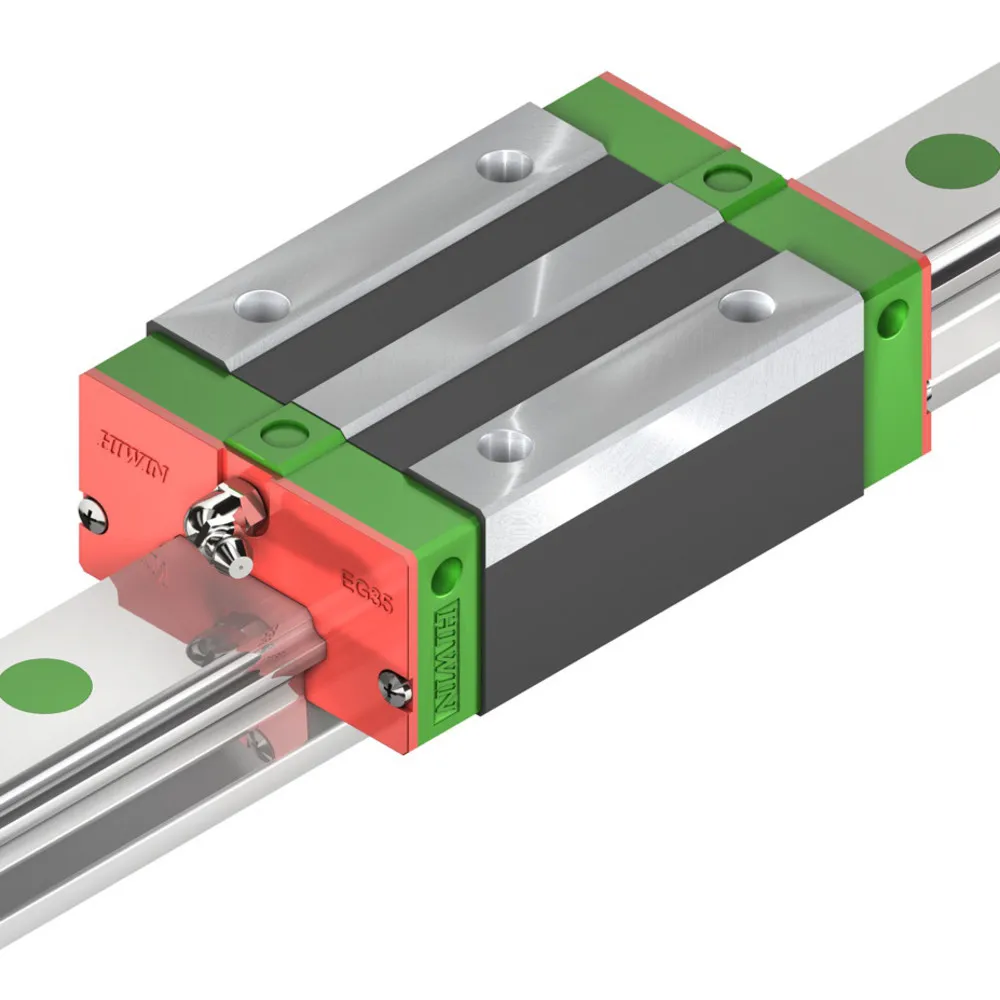 Поверхность такого вала закалена, гладкость её практически идеальна, движение подшипниковых муфт по этой поверхности происходит с очень небольшим трением.
Поверхность такого вала закалена, гладкость её практически идеальна, движение подшипниковых муфт по этой поверхности происходит с очень небольшим трением.
Однако там же, где достоинства, коренятся и недостатки: лёгкость крепления – это, в то же время, отсутствие жёсткой связи с рабочим столом и провисание в случае значительной длины и/или нагрузки.
Комплект «шариковый подшипник-полированный вал» отличается невысокой ценой. При этом у подвижных втулок небольшая грузоподъёмность. Как правило, имеется
Направляющая со шлицевым валом
Направляющая со шлицевым валом имеет профилированные прямые углубления-борозды, дорожки качения, по всей длине, предназначенные для дополнительного закрепления перемещающихся по валу втулок с рабочими узлами станка. При этом люфт, по сравнению с полированным валом, значительно уменьшается и, ввиду более сложной технологии изготовления, возрастает цена таких направляющих.
Направляющие с плоскими рельсами прямоугольного сечения, как правило, профилированы шлицами под применяемые тела качения.
Так, шариковые профильные направляющие обеспечивают прецизионное перемещение, действительную прямолинейность, грузоподъёмность. У них низкий люфт
. Они износоустойчивы. Их используют для комплектования робототехнических линий, в металлорежущих станках и прецизионной металлообработкепрофильная рельсовая направляющая типа hiwin с роликовыми и шариковыми телами качения
Вместе с тем, устанавливать такие рельсы достаточно сложно; высоки требования к прямолинейности и шероховатости. По стоимости, ввиду сложности производства, они гораздо менее доступны, чем полированные валы.
Роликовые профильные направляющие имеют плоские дорожки качения. В опорных модулях установлены ролики. Ещё грузоподъёмнее, жёстче и долговечнее, чем шариковые шлицевые. Используются во фрезерных станках с высокой нагрузкой.
Призматическая направляющая ласточкин хвост
Призматические направляющие с рельсами треугольного сечения и направляющие
В частности, направляющие «ласточкин хвост» выполняются со станиной как одно целое. Изготовление, а также ремонт «ласточкиных хвостов» — сложные процедуры, требующие больших трудозатрат. Вместе с тем, они обеспечивают высокоточное перемещение подвижных элементов.
Технические характеристики
Благодаря своей конструкции, направляющие обеспечивают только одну степень свободы при перемещении по ним подвижного узла.
По «роду деятельности» они должны обладать высокой прочностью и износостойкостью.
Поэтому основными материалами для изготовления их опорных частей (валов и рельсов) являются:
серый чугун. Его используют при изготовлении направляющих, которые составляют одно целое со станиной.
Сталь. Её применяют для изготовления съёмно-накладных направляющих. Используют закалённые стали с высокой твёрдостью (60-64HRC), например, марки 40Х с закалкой ТВЧ.
Изготовление направляющих предусматривает такую их длину, которая обеспечивает полное покрытие станины либо наращивание до требуемых размеров.
Нормы точности при изготовлении направляющих стандартизованы и составляют 0,02мм допустимого отклонения при длине 1 метр.
Регламентируется также допустимая шероховатость поверхности и габаритные размеры в соответствии с рабочей нагрузкой.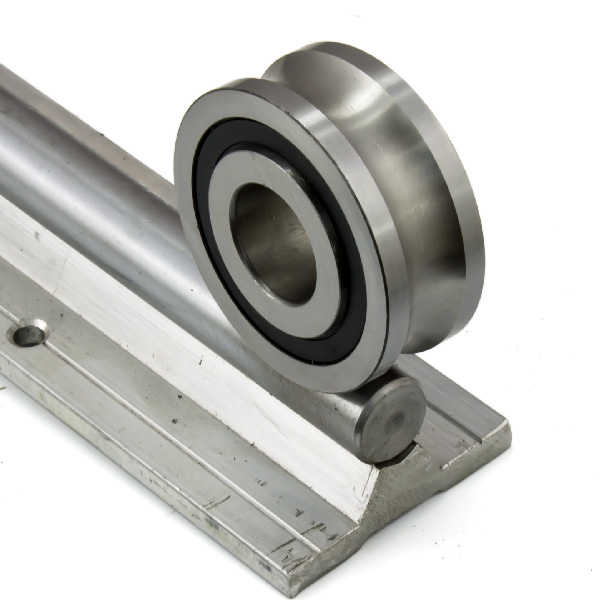
В частности, на небольших станках, имеющих рабочее поле 30х40см диаметр направляющих должен составлять 2,5 см.
Площадь рабочего поля и твёрдость обрабатываемого материала определяют также необходимый класс направляющих. Так, при рабочей площади свыше 0,7м2 с обработкой стальных заготовок потребуются только профильные рельсы. Более бюджетный вариант полированного вала в этом случае непригоден.
Для каждой конкретной области работ по разработанным алгоритмам проводится расчёт, определяющий оптимальный вариант параметров направляющих станка.
Чтобы уменьшить коэффициент трения, применяют пары скольжения «металл-пластик», причём пластиковыми насадками служат фторопласт, тефлон, торсайт и подобные материалы.
Для обеспечения плавности движения гидростатических и комбинированных направляющих используют специализированные «антискачковые» масла.
Установка
Правильная и точная установка направляющих станка с ЧПУ – залог его безотказной работы.
Поэтому перед началом этой операции удаляют все загрязнения с кромок и плоскости базовой установочной поверхности, которая должна иметь строго горизонтальное, выверенное уровнем, расположение.
Рассмотрим установку двухрельсовой направляющей.
Выбирают, согласно нанесённой на него маркировке, основной рельс.
Если основной рельс крепится к боковой кромке базовой поверхности, он осторожно помещается на опорную поверхность и временно закрепляется болтами в слегка прижатом к боковой кромке положении.
При этом метка на рельсе совмещается с боковой базовой поверхностью опоры. Крепёжные отверстия рельса не должны быть смещены относительно базовых.
Затем винты, фиксирующие рельс, затягиваются по порядку, чтобы рельс плотно прижался к боковой опорной поверхности.
Так устраняется смещение в горизонтальной плоскости.
После этого затягиваются установочные болты (вертикальные) по порядку, от середины к концам рельса. При этом необходимый крутящий момент затяжки определяется динамометрическим ключом.
При этом необходимый крутящий момент затяжки определяется динамометрическим ключом.
Если основной рельс не имеет прижимных винтов, которые обеспечивают боковое крепление, его устанавливают с применением тисков.
Крепёжные болты затягивают временно, а затем, прижимая рельс небольшими тисками к базовой боковой кромке в тех местах, где находятся установочные болты, полностью затягивают эти болты с предписанным усилием, перемещаясь от одного конца рельса к другому.
В том случае, если базовая кромка со стороны основного рельса отсутствует, его выравнивание в горизонтальной плоскости осуществляют с помощью визирного уровня, цифрового индикатора или поверочной линейки.
После правильного монтажа основного рельса, параллельно ему устанавливают вспомогательный рельс.
При этом используют поверочную линейку. Она размещается параллельно основной направляющей; параллельность определяется цифровым индикатором. После того, как параллельность достигнута, закрепляют болты вспомогательного рельса окончательно.
Кроме того, применяют специальные направляющие линейки, а также выравнивание положения вспомогательного рельса с помощью кареток из комплекта рельсовых направляющих.
Чтобы установить каретки, на них помещают стол и временно закрепляют его рабочими болтами. Затем прижимают каретки со стороны основного рельса к боковой базовой поверхности стола фиксирующими болтами и устанавливают стол. После этого установочные болты на основной и вспомогательной стороне полностью затягиваются.
Если каретки используют для правильной установки вспомогательного рельса по основному, то стол помещают на каретки главного рельса, а вспомогательный временно закрепляют.
Установочные болты двух кареток на главном рельсе и одной из двух кареток на вспомогательном затягивают полностью.
Затем болты на вспомогательном рельсе полностью затягивают по порядку при временном закреплении второй каретки на вспомогательном рельсе.
При этом главный рельс служит ориентиром, а стол с каретками – индикатором параллельности.
Для обработки крупномерных заготовок направляющие наращиваются до нужной длины соединением нескольких секций. Предприятия-поставщики специально оговаривают такую возможность.
Секции для стыкового соединения маркируются таким образом, чтобы обеспечить последовательный их монтаж. При этом установочные болты располагаются ближе к концам соединяемых секций.
Секции по всей длине должны быть обеспечены опорой. Поэтому может потребоваться наращивание самой станины.
Секции наращивания проводятся через те же процедуры установки, что и основные.
Машинная обработка – одна из наиболее подробно и разнообразно оснащённых производственных отраслей. Для станков с программным управлением имеется широкий выбор комплектующих.
Правильный подбор оптимального конструктивного решения и отъюстированная установка направляющих станка с ЧПУ – надёжная гарантия качества металлообработки на этом станке.
поставки промышленных комплектующих для станкостроения, проектирование станков с ЧПУ.
Основным направлением деятельности компании ZETEK (ЗЕТЕК ООО) на протяжении многих лет является сотрудничество с тайваньской компанией HIWIN – крупнейшим мировым производителем высокоточных линейных направляющих и систем линейного перемещения. Мы являемся ведущим дистрибьютором компании HIWIN в России и можем предложить нашим клиентам знания и опыт, накопленные более чем за 10 лет работы, а также высокий сервис и оперативные поставки со склада. Благодаря высокому качеству и разумной цене продукты HIWIN завоевали признание ведущих мировых производителей и занимают лидирующие позиции среди аналогичных изделий других производителей.
Мы занимаемся проектированием и производством станков с ЧПУ, механической обработкой винтов ШВП, фрезеровкой, а также комплексными поставками промышленных компонентов других производителей. Мы предлагаем Вам широкий спектр комплектующих со склада, а также позиции под заказ в оптимальные для Вас сроки. В каталогах, представленных на сайте, Вы можете ознакомиться с технической информацией по интересующим Вас товарам для решения любых промышленных задач. Всегда в наличии широкий ассортимент механических компонентов линейного перемещения HIWIN. Это линейные направляющие (линейные перемещения, рельсовые направляющие, линейные направляющие HIWIN, блоки для направляющих HIWIN, рельсы HIWIN) и готовые модули линейного перемещения, а также шарико-винтовые передачи (ШВП), гайки и винты ШВП, актуаторы (линейные приводы), серводвигатели и шаговые двигатели. Также предлагаем зубчатые рейки, сервоприводы ESTUN, Т-образные угловые редукторы, упругие муфты, цилиндрические направляющие и другие комплектующие. Далее ›››
Мы предлагаем Вам широкий спектр комплектующих со склада, а также позиции под заказ в оптимальные для Вас сроки. В каталогах, представленных на сайте, Вы можете ознакомиться с технической информацией по интересующим Вас товарам для решения любых промышленных задач. Всегда в наличии широкий ассортимент механических компонентов линейного перемещения HIWIN. Это линейные направляющие (линейные перемещения, рельсовые направляющие, линейные направляющие HIWIN, блоки для направляющих HIWIN, рельсы HIWIN) и готовые модули линейного перемещения, а также шарико-винтовые передачи (ШВП), гайки и винты ШВП, актуаторы (линейные приводы), серводвигатели и шаговые двигатели. Также предлагаем зубчатые рейки, сервоприводы ESTUN, Т-образные угловые редукторы, упругие муфты, цилиндрические направляющие и другие комплектующие. Далее ›››
Наши основные направления:
Производство и проектирование станков с ЧПУ.
Производство алюминиевого профиля.
Механические компоненты HIWIN для линейного перемещения:
• Направляющие HIWIN нескольких серий, миниатюрные направляющие.
• Рельсовые направляющие.
• Профильные направляющие HIWIN.
• Рельсы HIWIN.
Шарико-винтовые передачи (ШВП) HIWIN:
• Высокопрецизионные и стандартные шарико-винтовые пары диаметром от 4мм до 120 мм.
• Гайки ШВП и винты ШВП HIWIN, обработка концов ШВП.
• Вращающиеся гайки ШВП.
• Опоры для ШВП и смазки.
Модули линейного перемещения HIWIN:
• Готовые системы линейных перемещений общепромышленного назначения серий KK, SK, KA, KS, KU, KE.
Электромеханические актуаторы (линейные приводы):
• Штоковые актуаторы широкого спектра использования.
Радиальные подшипники качения производителей SKF, INA, SNR, KOYO, FAG, GMN и многих других.

Зубчатые рейки и шестерни:
• Зубчато – реечные передачи.
• Цилиндрические шестерни.
Заказать продукцию ›››
Виды направляющих для станков с ЧПУ.
На протяжении нескольких лет мое хобби - это создание проектов на Arduino. В том числе разработка станков с ЧПУ на базе Arduino. Сделал я уже несколько видов ЧПУ станков, от лазерного гравировального, до фрезерного станка с ЧПУ. Также модернизировал свой 3D принтер Anet A8.
При создании станков очень важной составляющей является правильный выбор механической части станка. В этой статье расскажу, какие основные виды направляющих для ЧПУ и подшипников для станков существуют. Рассматривать направляющие, которые предназначены для других целей, например, для мебели, не будем. Хотя я и делал свои первые станки как раз на мебельных направляющих.
Направляющие
полированный вал.
Самый распространенный вид направляющих для небольших станков и 3D принтеров.
Его преимущество заключается в легкости монтажа. Нет привязки к столу или другой поверхности, что позволяет устанавливать данные направляющие на рамных конструкциях без жесткого основания. Но при этом рама должна обеспечивать необходимую жесткость.
Минус данных направляющих заключается в провисании при использовании длинных направляющих, так как нет дополнительной опоры, только крепление в 2-х точках.
Для
этих направляющих используют шариковые
втулки. Данные подшипники не рассчитаны
для работы под большим весом. Это второй
фактор, который указывает на использование
таких направляющих для небольших
станков.
Шлицевой вал.
Этот вид направляющих валов отличаются только шлицами (пазами) по длине вала. Данная конструкция валов имеет меньший люфт по сравнению с полированными валами, но при этом значительно дороже, и поэтому применяется реже.
Направляющая вал на опоре.
Полированный вал в опоре, закрепленный на жесткую опору, вот основное отличие данных направляющих. Плюсы заключаются в том, что можно использовать направляющие большей длины и больше нагрузки, в отличии от простых полированных валов.
Подшипники для вала на опоре делаются в виде каретки, что обеспечивает простоту крепления. Но, в отличие от обычного вала, данный вид направляющих имеет разные характеристики при разнонаправленной нагрузке, что приводит к снижению качества.
Из-за простоты изготовления полированных валов и валов на опоре, производство таких направляющих очень распространено, и соответственно, качество может отличаться. Поэтому, будьте внимательны при покупке данных направляющих.
Шариковые профильные рельсовые направляющие.
Благодаря дорожкам качения нагрузка распределяется, что значительно снижает люфт и увеличивает грузоподъемность и износоустойчивость.
Рельсовые направляющие применяются в станках, где требуется высокая точность обработки.
Минусом данных направляющих является высокое требование к поверхности монтажа и качеству крепления.
В связи с высоким требованием к производству такие направляющие стоят достаточно дорого и производителей на рынке не так много. И они дорожат своей репутацией, поэтому качество на достаточно высоком уровне.
Роликовые профильные направляющие.
Роликовые направляющие являются одним из подвидов рельсовых направляющих. Их отличие в том, что в каретке добавлены ролики и, соответственно, профиль направляющей сделан так, что в нем есть паз под ролики.
Это увеличивает грузоподъемность и износоустойчивость.
Роликовые профильные направляющие применяются в станках для обработки черных металлов, камня и стали.
Направляющие ласточкин хвост.
Направляющие
типа «ласточкин хвост» являться
достаточно точными и применяются в
металлообрабатывающих станках, но в
связи со сложностью их ремонта и замены
используются редко.
Роликовые каретки (ролики) для алюминиевого профиля.
Для 3D принтеров и для лазерных станков очень распространены роликовые каретки, которые перемещаются по алюминиевому профилю, который в свою очередь выступает рамой станка. Очень экономичное и достаточно эффективное решение.
Ролики бывают пластиковые и нейлоновые.
Профиль для ЧПУ (CNC) – экструзионный, он же станочный, он же openbuilds профиль. Бывает T-slot и V-slot.
Для
роликовых направляющих нужно покупать
профиль V-slot. Это важную мелочь упускают
начинающие разработчики ЧПУ станков.
Это еще не все виды направляющих для ЧПУ станков. Свои варианты и предложения пишите в комментариях.
Не забывайте подписываться на канал Youtube и вступайте в группы в Вконтакте и Facebook.
Всем Пока-Пока.
И до встречи в следующей статье.
Понравилась статья? Поделитесь ею с друзьями:
Направляющие скольжения трения, направляющие для станков, направляющие для станков с ЧПУ, направляющие скольжения для станков, направляющие скольжения
Главная страница » Направляющие скольжения трения
I. По характеру трения направляющие скольжения подразделяют на:
1. Полужидкостные. Которые по материалу трущихся поверхностей также разделяют:
Которые по материалу трущихся поверхностей также разделяют:
— чугун — чугун
— чугун – сталь
— чугун – текстолит
— чугун – полимерный материал
— чугун – другой материал
Полужидкостные направляющие обладают высокой контактной жёсткостью, а также надежной фиксацией подвижного органа станка после перемещения в нужную позицию.
2. Жидкостные. Подразделяются по принципу образования несущего масляного слоя
— Гидродинамические. Возникающая гидродинамическая подъемная сила оказывает влияние на процесс трения, снижая силу трения. Простые направляющие, но хорошо работают только на больших скоростях, так как особенно при разгоне и торможении наблюдается нарушение жидкостной смазки. Используются как направляющие главного движения продольно-строгальных и карусельных станков.
— Гидростатические. Здесь осуществляется подача масла под давлением, гарантируя разделение трущихся поверхностей. Толщина слоя смазки больше микронеровностей даже при больших нагрузках. Наиболее широко используются в металлорежущих станках. Они обеспечивают жидкостную смазку при любых скоростях движения, что обеспечивает высокую равномерность и точность движения узлов станка. Однако они сложнее и требуют дополнительных механизмов для фиксации подвижных частей станка в нужной позиции.
Также гидростатические направляющие бывают незамкнутые, воспринимающие прижимные усилия и замкнутые, способные воспринимать большие опрокидывающие моменты. Важным в гидростатических направляющих является обеспечение постоянной толщины масленого слоя при любых нагрузках.
3. Газовые.
— Аэростатические. В данных направляющих разделение трущихся деталей направляющих осуществляется подачей воздуха под давлением, таким образом образуется воздушная подушка. Они обеспечивают низкий коэффициент трения и большой контакт при фиксации подвижного органа станка после перемещения, и фиксирующие устройства не нужны.
II. По форме направляющие разделяются на:
1. Призматические направляющие, которые в зависимости от формы поперечного сечения бывают:
— прямоугольные
— треугольные
— трапециевидные, типа ласточкин хвост
2. Плоские направляющие
3. Цилиндрические направляющие
4. Конические направляющие (для кругового движения)
III. Также направляющие делятся на
1. Охватывающие
2. Охватываемые.
IV. По способности выдерживать опрокидывающие моменты направляющие подразделяются:
1. Замкнутые направляющие, которые имеют планки и клинья, они способны противостоять силам, отрывающим подвижные части направляющих.
2. Незамкнутые направляющие, не предназначены для восприятия отрывающих сил подвижных частей направляющих.
Особенности направляющих скольжения
Большой контакт в направляющих скольжения обуславливает высокие силы трения. Большую разницу представляют сила трения покоя и сила трения движения, последняя в свою очередь зависит от скорости самого движения. Эта разница создает скачкообразные движения узлов на маленьких скоростях, что недопустимо для современных станков с ЧПУ. Кроме того, трение вызывает высокие температуры смазки, изнашивание и быстрый износ направляющих скольжения.
Для исключения схватывания и износа направляющих их делают из различных материалов с различной структурой, разным составом, твердостью и т.д. Более длинные направляющие делают как правило более твердыми и износостойкими. Обычно направляющие делают монолитно с самой станиной из чугуна, это является простым и дешевым решением, однако и обладающим недостатком в виде низкой долговечности. Поэтому для повышения износостойкости направляющих их подвергают закалке 48…53 HRC или покрывают хромом толщиной 25…50 мкм, твердость хромового покрытия составляет 68…72 HRCэ, также осуществляют напыление различных сплавов с содержанием хрома на поверхности направляющих.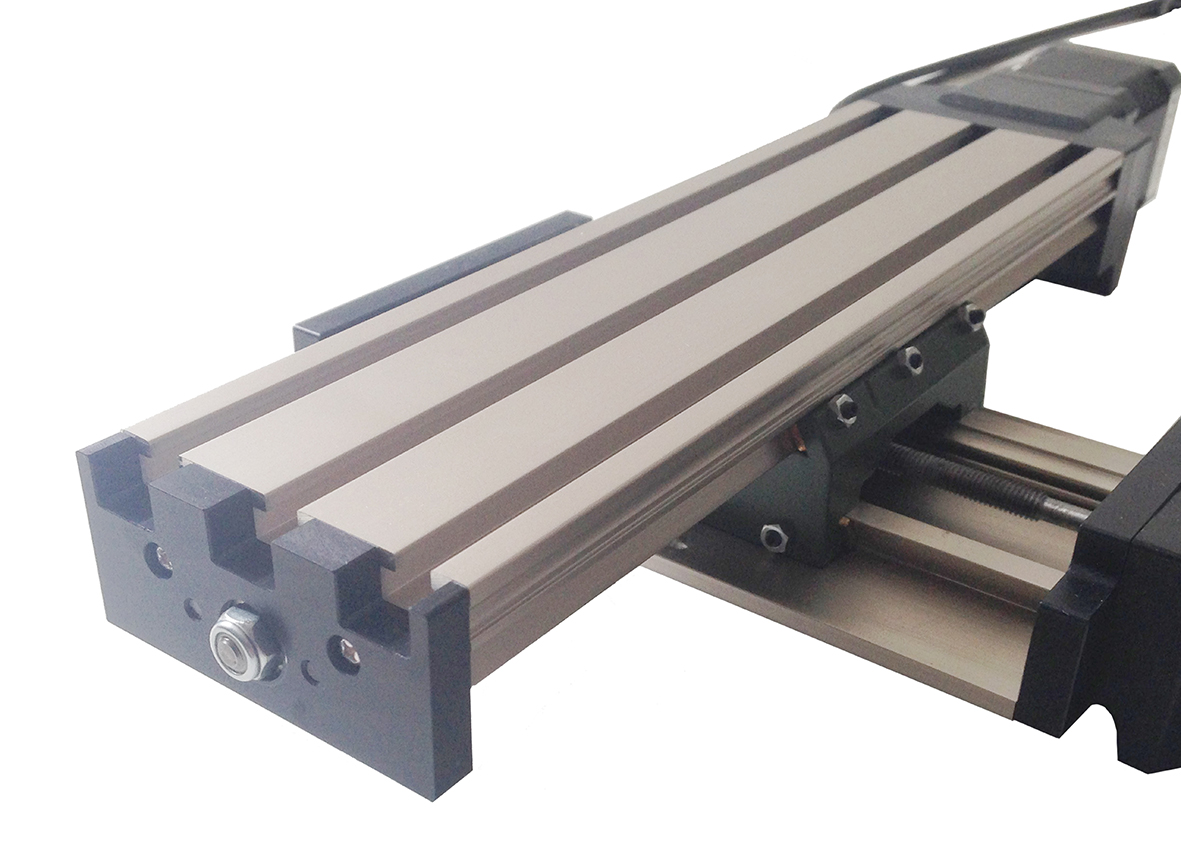 Современные станины делают из мелкозернистого чугуна, который подвергается закалке ТВЧ.
Современные станины делают из мелкозернистого чугуна, который подвергается закалке ТВЧ.
Возможно и решение в виде стальных накладных направляющих, в виде планок, которые либо крепят винтами к чугунной станине, либо приваривают к стальной станине. Как правило для таких направляющих используют цементируемые стали 20, 20Х и т.д, которые подвергают цементации и закалке до 60…65 HRCэ, азотируемые стали и т.д.
Также для производства накладных направляющих применяются и цветные сплавы – бронзы, цинковые сплавы. Они обладают высокой стойкостью к трению, но достаточно дорогие, применяются в больших, тяжелых станках. Возможны направляющие и из пластмасс – фторопласт, композиционные материалы и т.д., но они не так долговечны и износостойки.
Основными требованиями к материалам направляющих являются:
1. Износостойкость.
2. Благоприятные условия трения (низкий коэффициент трения и т.д.)
3. Жёсткость.
4. Минимальные деформации.
5. Высокая точность и низкая шероховатость.
6. Стойкость к химическим и температурным влияниям.
7. Экономичность.
Довольно серьезной проблемой направляющих скольжения является неравномерность хода на малых скоростях, для ее устранения реализовываются различные решения: использование специальных масел, специальных материалов и покрытий для изготовления направляющих, улучшенные конструкции для подачи смазки в том числе под давлением (гидростатические направляющие скольжения), использование более жестких приводов, повышение качества изготовления и сборки станка, устранения перетягивания при сборке, а также другие решения и даже переход на направляющие качения.
В расточных станках присутствуют большие опрокидывающие моменты и усилия, поэтому здесь предъявляются высокие требования к жесткости направляющих. Точность данных станков напрямую зависит от жесткости направляющих. Чаще это прямоугольные направляющие или в виде ласточкиного хвоста.
Регулировка направляющих скольжения для станков
Важным для нормальной работы направляющих скольжения является наличие зазора между трущимися поверхностями.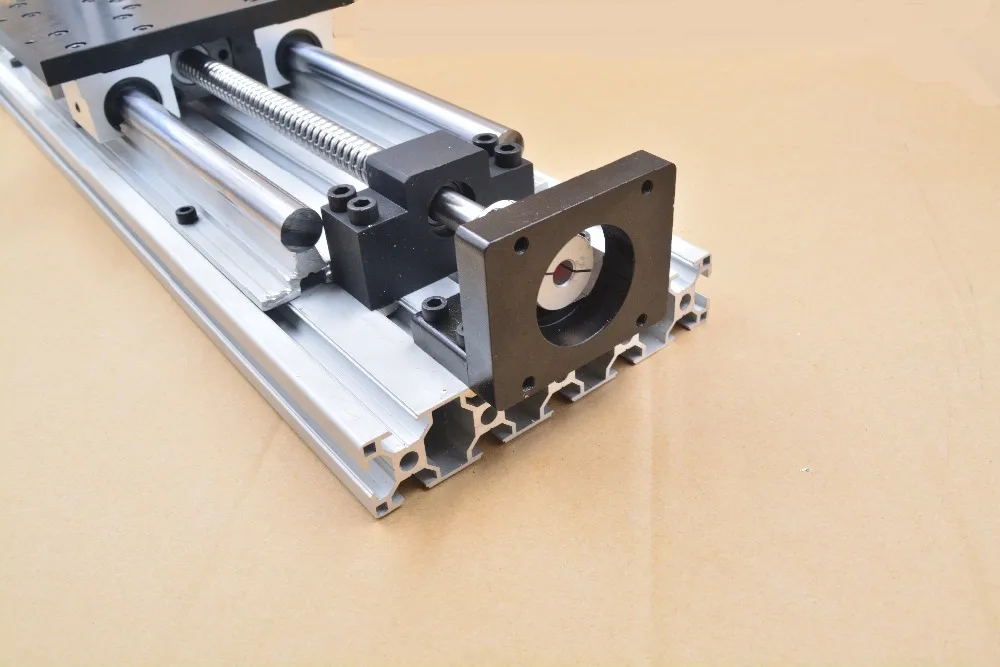 Для его обеспечения и поддержания в ходе эксплуатации используются регулировочные клинья и планки. На рисунке ниже представлены регулировочные планки 1 и 2 различной конструкции (2- с одним скосом). Прижимная планка 3 замыкает направляющие, обеспечивая необходимый зазор в направляющих. В замкнутых направляющих планка 3 не применяется или устанавливается с большим зазором 0,2-0,5 мм для недопущения аварийных ситуаций в виду перегрузок, чтобы не оторвало узел от направляющих.
Для его обеспечения и поддержания в ходе эксплуатации используются регулировочные клинья и планки. На рисунке ниже представлены регулировочные планки 1 и 2 различной конструкции (2- с одним скосом). Прижимная планка 3 замыкает направляющие, обеспечивая необходимый зазор в направляющих. В замкнутых направляющих планка 3 не применяется или устанавливается с большим зазором 0,2-0,5 мм для недопущения аварийных ситуаций в виду перегрузок, чтобы не оторвало узел от направляющих.
Почти аналогично работают и клинья, их используют для более ответственных и более прецизионных случаев.
Данные клинья и планки работают в таких же условиях трения, как и сами направляющие, поэтому к ним предъявляют теже требования, что и к направляющим скольжения трения. Тоже касается и их смазки, к ним также необходимо обеспечить подвод смазки через смазочные канавки, отверстия, трубки и т.д.
Накладные направляющие скольжения
Кроме направляющих, выполненных как единое целое со станиной, возможен вариант накладных направляющих, которые изготавливаются отдельно и прикручиваются к станине станка.
Накладные направляющие изготавливают в виде планок, пластин, лент или спец профильного проката. Крепление осуществляют с помощью винтов, штифтов, а также возможно приклеивания. Существуют различные технологии изготовления подобных направляющих, возможно применения пластин с твердым поверхностным слоем и мягкой сердцевиной. Накладные направляющие имеют свои плюсы и минусы.
Основными достоинствами накладных направляющих скольжения являются:
1. Накладные направляющие подвергаются объемной закалке, их можно изготовить из более износостойкого материала с более высокими характеристиками трения. То есть они как правило более износостойкие.
2. Легко подвергаются ремонту путем замены на новые, без дополнительной обработки.
3. Используются в сварных станинах.
4. Возможно реализовать сложные конструкции направляющих и устройств их защиты. Так, например, нижнее расположение направляющих токарных станков повышает износостойкость порядка в 2 раза ввиду их улучшенной защиты. Монолитное исполнение затрудняет обработку таких направляющих. А применение циркуляционной смазки еще более увеличивает износостойкость.
Основными недостатками накладных направляющих скольжения являются:
1. Высокая трудоемкость производства (более трудоемкие, чем направляющие, выполненные монолитно со станиной).
2. Меньшая жёсткость по сравнению с монолитным вариантом, так как имеется стык, промежуточное звено.
Похожие записи:
Направляющие для ЧПУ станков своими руками
Содержание статьи:
В конструкции станка с ЧПУ используется несколько типов направляющих. Самодельные устройства нередко комплектуются рельсами из каретки печатной машинки, принтера или покупными. Качество и характеристики направляющих влияют на возможности станка с ЧПУ и точность обработки, поэтому экономить на их покупке не стоит.
Валы круглого сечения
круглые полированные валы
Наиболее широко применяемый и недорогой тип направляющих это полированные валы. Они просто монтируются, обрабатываются, купить такие детали не проблема. Валы производят из высокопрочной стали, в основном, шарикоподшипниковой, марок ШХ15 СГ, ШХ15, 95Х18-Ш. Они дополнительно подвергаются индукционному закаливанию верхних слоев, после чего полируются. Закалка индукционным методом повышает срок эксплуатации и снижает степень износа. Полированная поверхность позволяет двигаться каретке с минимальным трением за счет идеальной гладкости. Фиксируются валы своими руками, с двух концов, очень просто и быстро.
В продаже множество подделок, выполненных из металла низкого качества. Ведь проверить твердость стали на месте не представляется возможным.
Эта модель направляющих обладает рядом недостатков:
- нет фиксации на основании.
 Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются. - провисают на длинных отрезках. В связи с провисанием валы длиннее 100 см в станкостроении не применяют. Следует также учитывать соотношение толщины и длины вала. Оптимальным считается соотношение 0,05, а лучше от 0,06 до 0,1.
 Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.
Вал удерживается лишь за счет двух концевых крепежей, что значительно облегчает установку своими руками, но делает направляющие независимыми от столешницы. Это увеличивает вероятность неточностей при обработке, направляющие может повести, со временем они искривляются.Линейные подшипники на круглый вал
Используется два типа линейных подшипников для направляющих:
- шариковые втулки;
- подшипники скольжения.
Шариковые втулки или подшипники качения по сравнению с каретками рельс обладают двумя большими недостатками: малая грузоподъемность, большой люфт. Чтобы каретка не разворачивалась, нужно на каждую ось ставить по паре валов. Минусы шариковых подшипников качения:
- выдерживают малую нагрузку;
- невысокий ресурс работы — шарик прилегает к валу лишь в единой точке, поэтому здесь образуется высокое давление. Постепенно в месте соприкосновения пробивается канавка и вал необходимо своими руками менять;
- большой люфт — дешевые подшипники (а их большинство) производятся со значительным люфтом;
- легко забиваются опилкой и пылью.
Подшипники скольжения. Подшипники этого типа изготавливают из мягких металлов, капролона, они работают по принципу трения скольжения. Если при эксплуатации выдерживаются все допуски, грузоподъемность и точность такого подшипника не меньше, чем качения. Вместе с тем, ему не страшны опилки и пыль. Но это касается лишь бронзовых деталей, грамотно обработанных.
Постепенно изделие изнашивается и его необходимо периодически подгонять, чтобы убрать зазоры. Чаще всего при изготовлении направляющих своими руками, используются более доступные шариковые подшипники.
Шлицевые валы
шлицевые валы
Вал круглого сечения имеет продольные пазы, по которым двигаются шарики втулки. Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
Конструкция обладает повышенной жесткостью по сравнению простыми шлифованными валами, более длительным сроком эксплуатации, способна воспринимать с втулки усилия кручения.
При этом они также просто устанавливаются на два крепления по концам. Благодаря конструкции можно обеспечивать натяжение вала, поэтому их используют при необходимости крепежа направляющих по концам.
Один из основных минусов шлицевых направляющих — их высокая цена, поэтому в обычных станках с ЧПУ они используются редко.
Цилиндрические валы
цилиндрический вал на основании
Конструкция цилиндрических валов позволяет удерживать уровень по всей длине, полностью исключая провисание под весом каретки или своим собственным. Такие направляющие называются еще линейными опорными валами, фиксируются они прямо к корпусу станка с ЧПУ через предусмотренные в опорах резьбовые отверстия. По таким направляющим могут двигаться каретки большого веса без провисания.
Минусы цилиндрических валов:
- малый срок эксплуатации;
- заметный люфт втулок.
Если подшипники линейного типа одинаково работают с нагрузками разного направления, то на цилиндрических валах каретки показывают меньшую стабильность. Это объясняется замкнутой поверхностью втулок, которой не обладают каретки. Поэтому следует быть готовым к тому, что аппарат с ЧПУ малого размера с увесистой кареткой на опорных валах будет работать с большей погрешностью, нежели такой же станок с ЧПУ на обычных круглых рельсах.
Технология изготовления цилиндрических рельс очень проста, поэтому их производят и известные фирмы, и кустарные мастерские. Этим объясняется разброс технических характеристик и цен. Зачастую каретки и рельсы одного изготовителя «ноу нэйм» не совпадают.
Профильные рельсовые направляющие
линейные направляющие
Такие направляющие устанавливаются в станках ЧПУ особой точности, фиксируются прямо к станине, они могут быть шариковыми и роликовыми.
Шариковые профильные направляющие
На профильных направляющих есть дорожки, по которым перемещается каретка. Поэтому нагрузка распределяется равномерно по длине дорожки: шарик каретки прилегает к рельсу по дуге. Рельсы-направляющие характеризуются геометрической точностью. При перемещении тяжелой каретки их прямолинейность не нарушается. Служат они долго и практически не дают люфт.
Минусы шариковых рельс:
- к местам крепления существуют высокие требования по прямолинейности и шероховатости;
- достаточно сложно монтируются на станок с ЧПУ.
В продаже можно найти модели кареток и направляющих с разными грузоподъемностью и преднатягом. Производство рельс дорого, технология сложна. Поэтому кустари не занимаются их изготовлением, а представленная на рынке продукция достаточно качественная. Достойные направляющие выпускают, например, под марками ТНК и Hiwin.
Роликовые профильные направляющие
Это одна из разновидностей профильных рельс с плоскими пазами качения. Опорные модули вместо шариков оснащаются роликами. Благодаря этой разнице направляющие получаются еще более жесткими, выдерживающими большие грузы и длительный срок эксплуатации. Такие рельсы устанавливают на интенсивно работающее оборудование для фрезеровки камня, прочных марок стали и чугуна.
Призматические рельсы и «ласточкин хвост»
Их устанавливают на металлообрабатывающих производствах, где требуется повышенная жесткость. Рельсы «ласточкин хвост» представляют собой два скользящих друг по другу, плоских элемента. Отличие конструкции в большой плоскости соприкосновения. Такие рельсы нельзя демонтировать, они являются частью станины. Их производство и ремонт довольно сложны, поменять их своими руками вообще невозможно. Поэтому конструкция используется только в профессиональных станках с ЧПУ.
Самодельные направляющие из того, что нашлось под рукой
направляющие из стального уголка
Простейшие направляющие можно собрать своими руками из металлического уголка, подшипников, гаек и болтов.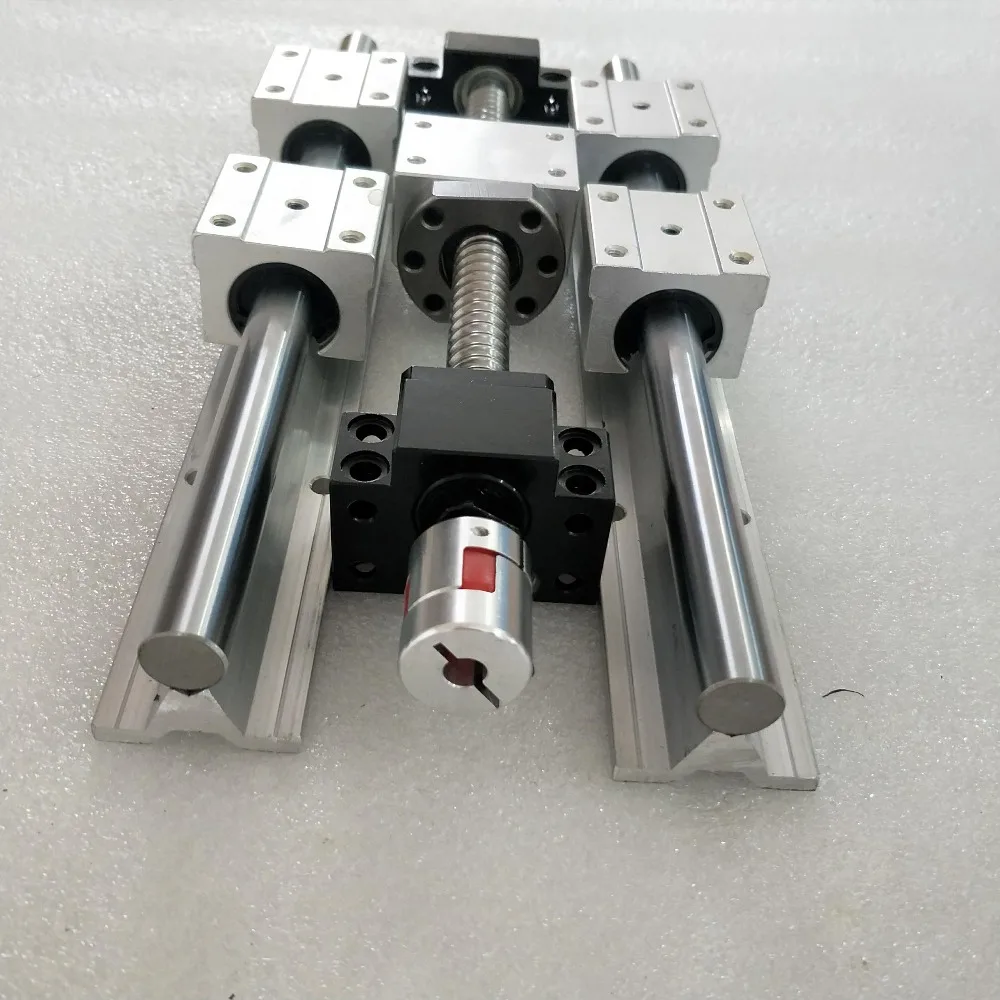 Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Алюминиевые уголки для направляющих использовать не стоит — деталь придется менять очень часто. Ведь шарикоподшипники каретки будут выедать в ней дорожки. Предпочтительнее стальной уголок или кругляк. В зависимости от интенсивности использования его можно закалить или оставить, как есть. Но непременно следует отшлифовать, уменьшив трение. Наиболее простой и бюджетный вариант это направляющие из старого принтера.
Не следует подбирать слишком широкие подшипники, это бесполезно. Ширина «выедаемой» дорожки на направляющей не зависит от габаритов подшипника. Диаметр болтов должен совпадать с внутренним поперечником подшипника.
Чертежи, схемы и презентация самодельных направляющих в видеороликах:
Как выбрать направляющие для ЧПУ станка? – статья
Все подвижные узлы в станках ЧПУ для обеспечения высокой точности выполняемых работ движутся по направляющим. Поэтому точность и скорость обработки материалов, долговечность всего оборудования в целом, качество работы и даже затрачиваемая мощность ЧПУ станков в большой степени зависят от кого, какие используются линейные направляющие.
От качества изготовления направляющих для ЧПУ станка и хорошего технического состояния зависит эффективность работы на всем оборудовании, потому их подбор и своевременное обслуживание являются задачами первостепенной важности на любом предприятии. Выбирая направляющие фрезерного станка, следует учитывать самые высокие конструктивные требования:
Выбирая направляющие фрезерного станка, следует учитывать самые высокие конструктивные требования:
- Должна быть обеспечена высокая жесткость, вне зависимости от показателей длины.
- Высокое сопротивление нагреву в ходе рабочего процесса.
- Низкое влияние на погрешность станка.
- Низкий коэффициент трения.
- Минимальная потребность в смазочных материалах.
- Сопротивляемость износу.
- Наличие защиты от повреждений других элементов в результате выхода из строя одного из них.
С конструктивной точки зрения все линейные направляющие можно разделить на те, которые используют силы скольжения и силы качения. Обе эти технологии на практике воплощены в следующих видах направляющих для ЧПУ станка:
- Круглые направляющие. Это более простая конструкция, но обеспечивающая меньшие нагрузки. В процессе работы и повышения нагрузки сильно повышается нагрев в результате трения, вследствие чего уменьшается ресурс всей опорно-направляющей группы. Подшипники круглых направляющих традиционно не имеют собственной системы внутренней смазки. Для обеспечения стабильной работы использование таких изделий на фрезерных станках высокой мощности не целесообразно. Круглые направляющие для ЧПУ систем лучше устанавливать в местах не слишком активных перемещений или на станках «малой» категории, смазывая механизмы вручную.
- Рельсовые или прямоугольные направляющие конструктивно более совершенны. При наличии собственного пыльника, защищающего подшипники, ниппели, сальники, а также возможности подключения системы подачи смазочных материалов, такие направляющие более надежды и универсальны. При работе наблюдаются меньшие потери на трение и отсутствие больших погрешностей. Правда, стоимость таких направляющих выше.

Рельсовый тип направляющих считается более предпочтительным, так как способен справляться с повышенными нагрузками скоростных промышленных автоматических станков. Принцип работы фрезерного станка с такими направляющими следующий: направляющие крепятся на станину, а на каретки, в которые заключены шарики или ролики для обеспечения качения, закрепляются подвижные части станка. Движение вдоль стола по оси Y создает портал с кареткой шпинделя. Для перпендикулярного движения по оси X задействуется каретка шпинделя, которая передвигается по порталу. Когда необходимо движение по оси Z, передвигается сам шпиндель по траектории действия направляющих. Таким образом обеспечивается высокая точность и скорость фрезеровки в абсолютно любом направлении.
В цилиндрических направляющих для ЧПУ станков используется специальная опора – рельса с округлой выемкой, повторяющей размеры вала. Это предупреждает прогиб направляющей под воздействием собственного веса и нагрузки во время работы механизма. Сами рельсы вплотную крепятся на станине, обеспечивая жесткость. Вал плотно прилегает к опоре и во время движения движется строго в ограниченной области.
Несмотря на улучшенную конструкцию, цилиндрические валы на опоре имеют схожие с полированными валами недостатки. У втулок может наблюдаться достаточно высокий люфт и быстрый износ, хотя общая грузоподъемность такой направляющей значительно выше.
Сложность лишь возникает при выборе подходящей каретки. Вся суть в том, что линейные подшипники на полированные валы полностью огибают вал по всему контуру, что невозможно на цилиндрических рельсах, где каретки примыкают только в определенном диапазоне, так как вал должен опираться на рельсу. В результате слишком тяжелый шпиндель может понизить точность станка. При таких условиях обычный вал действует точнее. Потому выбор каретки при оснащении станка цилиндрическими направляющими на рельсах очень важен.
Цилиндрические направляющие для ЧПУ станков на рельсовых опорах, как и обычные шлифованные валы, очень просты в изготовлении. Потому цена на них всегда ниже, чем при покупке профильных. При одинаковом бюджете вы сможете позволить себе наиболее качественные направляющие.
Потому цена на них всегда ниже, чем при покупке профильных. При одинаковом бюджете вы сможете позволить себе наиболее качественные направляющие.
Конструкция с использованием профиля и рельс позволяет добиться высочайшей точности фрезеровки, что определяет сферу их применения. По аналогии с цилиндрическими, профильные направляющие для ЧПУ фрезерных станков крепятся на неподвижную часть. Поверхность рельсы предварительно обрабатывается и тщательно шлифуется во избежание самых мелких коррозий и выемок. За счет наличия боковых выемок в виде обоймы для шариков каретка перемещается вдоль балки. В отличие от круглого вала площадь соприкосновения не точечная, а в виде линии. Это создает определенные преимущества:
- Уменьшается сила трения.
- Повышается износостойкость рельсы.
- Увеличивается точность работы станка.
- Повышается грузоподъемность и способность выдерживать нагрузки.
- Обеспечивается минимальный люфт или его полное отсутствие.
Если направляющие для ЧПУ станка устанавливаются для работы при высоких нагрузках, возможна дополнительная подача смазки на блок шариков и физико-химическая обработка деталей. Для профильных направляющих для ЧПУ станков характерна установка защиты от загрязнения внешней среды в виде пыльников и защитного корпуса. Это является необходимой мерой, поскольку пятно контакта шариков с поверхностью рельсы должно быть чистым и ровным, от этого зависит длительность и качество работы механизма.
Профильные направляющие для ЧПУ механизмов более дороги и сложны в производстве. Производить некачественный продукт попросту бессмысленно, потому наше предприятие выставляет самые строгие требования к качеству продукта.
Учитывая конструктивные особенности и технические характеристики линейных направляющих для ЧПУ станка, можно сделать вывод, что использовать их следует для различных целей:
- Для решения сложных задач по обработке высокопрочных металлов и натурального камня с планируемой площадью рабочего поля более 0,7 м кв. единственным верным вариантом будет выбрать профильные рельсовые направляющие.
- Если же в ваших планах – обработка более мягких материалов на небольшом рабочем поле станка (в пределах 20х30 см), то с такой задачей легко справятся цилиндрические валы небольшого диаметра.
 единственным верным вариантом будет выбрать профильные рельсовые направляющие.
единственным верным вариантом будет выбрать профильные рельсовые направляющие.Если выбрать направляющие вам все еще сложно, вы можете позвонить в наш инженерно-технический отдел (044) 229-65-57 и наши инженеры помогут вам подобрать прочные и надежные направляющие для ЧПУ техники в зависимости от конструктивных особенностей станка и планов по его эксплуатации.
Если хотите сделать запрос или оформить заказ:
Подберем оптимальное решение по цене и срокам поставки.
Отдел продаж:
Телефон: (044) 229 65 56
Email: [email protected]
Если нужна техническая консультация:
Поможем с расчетом нагрузок и подбором комплектующих.
Технический отдел:
Телефон: (044) 229 65 57
Email: [email protected]
Мини направляющие для чпу станков
В данной статье будут рассмотрены виды направляющих для станка с ЧПУ, их основные особенности и преимущества.
НАПРАВЛЯЮЩИЕ ПОЛИРОВАННЫЕ ВАЛЫ
Самый распространенный и бюджетный вид направляющих. Отличается низкой стоимостью, легкостью обработки и установки.
Полированные валы изготавливаются из высоколегированных сталей, как правило — конструкционных подшипниковых, и проходят индукционную закалку поверхности с последующей шлифовкой.
Это обеспечивает продолжительное время работы и сопутствует меньшему износу вала.
Шлифованные валы имеют идеальную поверхность и обеспечивают движение с очень маленьким трением.
Валы крепятся только в 2 точках на концах, и поэтому монтаж их не представляет особой сложности.
Однако многие недобросовестные производители часто делают валы из дешевых и мягких сортов высокоуглеродистых сталей, пользуясь тем, что покупатель не всегда обладает средствами для проверки вида материала и его твердости.
К недостаткам полированных валов относятся:
1. Отсутствие крепления к станине.
Вал крепится в двух точках на концах — это облегчает монтаж направляющих, однако приводит к тому, что направляющие устанавливаются независимо от рабочей поверхности стола. В то же время в портальных станках крайне желательно ставить направляющие в жесткой связи со столом. Такая связь снижает погрешности обработки, если рабочий стол подвергался искривлению, «повело винтом» — направляющие, повторяя изгибы стола, нивелируют часть погрешности.
2. Провисание на большой длине.
На практике из-за провисания валы используют длиной не более 1 метра. Кроме того, важно отношение диаметра вала к его длине — для получения приемлемых результатов его значение должно быть не менее 0.05, желательно в пределах 0.06—0.1. Более точные данные можно получить, произведя моделирование нагрузки на вал в пакетах САПР.
Виды линейных подшипников на вал:
1. Шариковые втулки
Линейные подшипники качения имеют большие люфты по сравнению с каретками рельсовых направляющих и меньшие нагрузочные характеристики.
Помимо этого для защиты от поворота каретки необходимо использовать как минимум два направляющих вала на одну ось. Недостатки линейных подшипников качения:
- Низкая грузоподъемность.
- Cледствие предыдущего пункта, а также конструктивного строения линейных подшипников.
- Недолговечность.
- Каждый шарик линейного подшипника касается вала в одной точке, что создает очень высокое давление. Со временем шарики могут прокатать канавку на валу, после чего вал подлежит замене.
- Люфт
- Бюджетные линейные подшипники многими производителями изготавливаются зачастую с весьма существенным люфтом.
- Достаточно чувствительны к пыли и стружке на валу
2. Линейные подшипники скольжения
Втулки скольжения используют трение скольжения и изготавливаются из бронзы, латуни, капролона и иных материалов.
При должном соблюдении допусков бронзовый подшипник скольжения не уступает подшипнику качения в точности и грузоподъемности, и при этом легче переносит пыль и стружку. Однако необходимо быть уверенным, что вы всегда сможете достать материал для подшипника и обработать его как нужно.
Кроме того, периодически, по мере износа подшипник скольжения приходится подгонять для устранения зазоров. В большинстве случаев шариковая втулка предпочтительней для начинающих, по причине их высокой доступности и взаимозаменяемости.
ШЛИЦЕВЫЕ ВАЛЫ (BALL SPLINE)
Шлицевые валы имеют специальные дорожки качения для шариков втулки. Они более износостойкие и жесткие, чем обычные валы, а также могут воспринимать крутильные усилия с втулки.
Сочетая в себе преимущества монтажа валов, износостойкость профильных рельсов с возможностью создания натяга, шлицевые валы находят применение там, где требуется монтаж направляющих исключительно на концах.
Однако, из-за их существенно более высокой стоимости (по сравнению с полированными валами) они редко применяются в строении обычных станков.
ВАЛЫ НА ОПОРЕ
Линейные валы на опорах (цилиндрические рельсы) служат для поддержки направляющей по всей длине, что предотвращает её прогиб под воздействием нагрузки или собственного веса при большой длине и массе движущейся каретки.
Цилиндрические рельсы крепятся непосредственно на станок.
Отверстия с резьбой в опоре выполнены специально для удобного крепления и обеспечивают надежную фиксацию направляющей на станине.
Цилиндрические рельсы имеют общие недостатки с полированными валами — высокий люфт у втулок, недолговечность. Однако цилиндрические рельсы уже не провисают на длине, и имеют большую грузоподъемность.
В отличие от линейных подшипников на валы, каретки на цилиндрические рельсы реагируют на разнонаправленные нагрузки по-разному.
Это происходит потому, что шариковые втулки на вал — замкнутые по контуру, а каретки на рельсы — нет. Этот эффект может привести, например, к тому, что небольшой станок с тяжелым шпинделем на цилиндрических рельсах может показать точность хуже, чем аналогичная конструкция на валах.
Этот эффект может привести, например, к тому, что небольшой станок с тяжелым шпинделем на цилиндрических рельсах может показать точность хуже, чем аналогичная конструкция на валах.
Валы и цилиндрические рельсы просты в производстве. По этой причине существует множество именитых и безымянных производителей данного продукта, и качество, и параметры разнятся соответственно в весьма широких пределах. Бывает так, что каретки одного и того же безымянного производителя не подходят к его же валам из другой партии.
ШАРИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Профильные рельсовые направляющие используются там, где требуется высокая точность. Так же как и цилиндрические, профильные рельсы крепятся непосредственно на станину станка.
В профильных рельсах сделаны специальные дорожки качения. В результате нагрузка на каретку распределяется по рабочей поверхности дорожек качения равномерно — профиль касания шарик-рельс уже не точка, а дуга.
Профильные рельсы отличаются высокой точностью и прямолинейностью, отменной грузоподъемностью, высокой износоустойчивостью, низким люфтом или полным его отсутствием.
Недостатком профильных направляющих является высокие требования к шероховатости и прямолинейности места крепления, а также сложность установки.
Как правило, рельсы и каретки выпускаются в нескольких вариантах – с преднатягом и грузоподъемностью разной степени.
Классическим примером могут служить рельсовые направляющие Hiwin и THK.
Профильные рельсы сложны и дороги в производстве, поэтому производителей рельсов меньше, чем производителей валов. Они, как правило, дорожат своей репутацией, потому качество профильных рельсов гораздо стабильней.
Мы рекомендуем всегда, когда это возможно, использовать именно профильные рельсовые направляющие известных брендов для построения станков с ЧПУ.
РОЛИКОВЫЕ ПРОФИЛЬНЫЕ РЕЛЬСОВЫЕ НАПРАВЛЯЮЩИЕ
Роликовые рельсы являются подвидом профильных направляющих, у которых дорожки качения — плоские, а вместо шариков в опорных модулях использованы ролики.
Это позволило увеличить жесткость направляющей, грузоподъемность и долговечность.
Роликовые направляющие используются в высоконагруженных металлообрабатывающих станках с ЧПУ, предназначенных для фрезеровки черных металлов, стали, камня.
Вряд ли Вы ищете именно такие направляющие, иначе Вы бы не читали данную статью.
Полированные валы и цилиндрические рельсы
Цилиндрические направляющие используются в станках с ЧПУ, для которых точность обработки не так важна, и на первое место ставится стоимость оборудования. Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
- при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
- повышенная чувствительность к стружке и пыли;
- невозможность подгонки подшипника к валу и создания преднатяга.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине.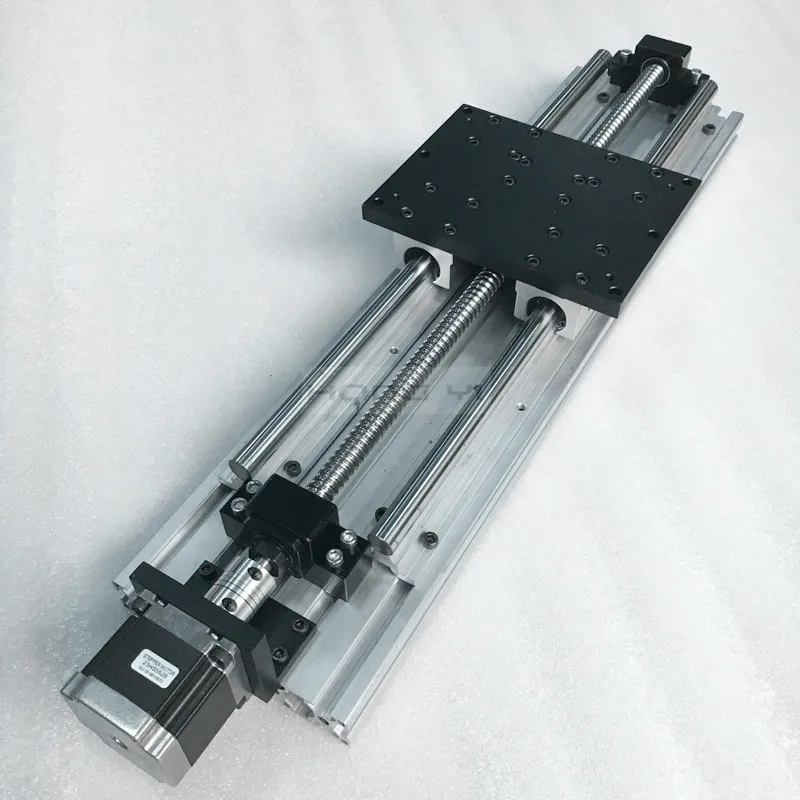 Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Пожалуй самый простой и дешёвый способ сделать направляющие.
Пожалуй самый простой и дешёвый способ сделать направляющие.
rekod » 21 июн 2016, 12:49
В качестве направляющих – мебельные шариковые направляющие (25см., BOYARD, 49р. за 2шт. сразу).
Пробовал их рукой расшатывать – люфта не чувствуется вообще. Скользят – идеально.
В качестве ходовой гайки: в бруске проделано отверстие и туда вбита молотком врезная гайка M8, а чтобы не вылетала – пару саморезов по краям.
Вся механика (без движка и электроники) встала менее чем в 200р.!
хинт: Для параллельности не стал прыгать с линейкой и штангенциркулем, а тупо прикрутил одну направляющую шурупами, затем проложил брусок у которого грани 100% уже параллельны, а с другой стороны прижал другую направляющую и также прикрутил.
С ходовой шпилькой конечно накривил (на видео есть момент где застревает в определённом месте, но это поправимо), т.к. торопился (собрал за пару часов всё это).
Видео:
https://www.youtube.com/watch?v=mY6fB5BOUpU
Что планирую: сделать по такому же принципу все оси – X, Y и Z.
По ощущениям конструкция довольно жёсткая.
Хочется использовать для гравировки (тоненьким сверлом) по мягким материалам (дерево, пластик), а возможно и фрезировки.
Что скажете?
Полное руководство по обработке с ЧПУ
Правило 1. Все дороги ведут к радиусам
Поскольку большинство сверл имеют цилиндрическую форму, это означает, что любые внутренние разрезы, которые вы делаете, также создают изогнутый угол / край, также известный как филе. При проектировании детали с внутренним скруглением следует придерживаться правила «чем больше, тем лучше». Полученный угол будет составлять половину диаметра используемого инструмента.
Используйте нестандартный радиус, например 1,25 мм, а не 1 мм, чтобы обеспечить зазор для инструмента для резки угла.По возможности используйте другой радиус стен и пола, чтобы можно было использовать один и тот же инструмент.
Точное измерение внутренних углов будет зависеть от глубины обрабатываемой полости. При вставке внутренних углов и кромок учитывайте радиус, превышающий одну треть глубины полости.
Правило 2: Поднутрения для прямых углов
Чтобы создать прямые углы в детали, обработанной на станке с ЧПУ, лучше добавить поднутрения в конструкцию, чем пытаться уменьшить радиус углов для достижения аналогичного эффекта.Чтобы избежать дополнительных затрат на специальные инструменты, разработайте поднутрение стандартного размера, то есть шириной от 3 до 40 мм с шагом в миллиметры. Из-за формы используемых инструментов по возможности старайтесь, чтобы поднутрения были неглубокими. Максимально достижимая глубина подрезающих инструментов будет вдвое больше ширины головки.
Правило 3: Скругления создают полости
Глубина полости / кармана обычно зависит от диаметра инструмента, используемого для изготовления внутренних галтелей. Ориентировочно глубина кармана должна быть в 3-4 раза больше диаметра инструмента.Если диаметр инструмента больше, чем в 6 раз, потребуется инструмент большего размера. Это приведет к снижению радиуса углов.
При обработке кармана также следует учитывать ширину выемки. Сохранение глубины, равной максимум 4-кратной ширине, является хорошим ориентиром.
Правило 4: Высокие элементы, плохая вибрация
Как и в случае с глубиной полостей и карманов, максимальная высота высоких элементов в 4 раза превышает ширину элемента. Чем выше элемент, тем больше он подвержен вибрации, что снижает точность обработки детали.
Правило 5: Избегайте тонких стенок
Вообще говоря, лучше иметь более толстые стенки в конструкции вашей детали. Как и в случае с высокими стенами, при создании тонких элементов вибрации усиливаются. При обработке пластмасс также следует учитывать нагрев. Более тонкие стенки будут более подвержены размягчению и деформации из-за трения головки инструмента.
Ориентировочно минимальная толщина пластиковых стен составляет от 1,0 до 1,5 мм. Минимум стен в пределах 0.Для металлических деталей возможны 5 мм и 0,8 мм. Стены должны быть толще, если они несущие, или выше, чтобы избежать вибрации и дребезжания.
Правило 6. При выполнении отверстий придерживайтесь стандартов
При фрезеровании с ЧПУ можно выбрать один из двух типов отверстий: глухие и сквозные. Независимо от того, какой из этих типов выбран, рекомендуемая глубина и диаметр одинаковы. Диаметр отверстия должен соответствовать стандартным размерам сверл от 25,5 мм (более 1 мм в диаметре) и выше.Максимальная глубина отверстия зависит от номинального диаметра отверстия. Обычно глубину отверстия создают в 10 раз больше номинального диаметра отверстия.
Правило 7. Придерживайтесь стандартов для резьбы
При создании резьбы также важно придерживаться стандартных размеров. Чем крупнее резьба, тем легче ее обрабатывать. Длина должна быть максимально в 3 раза больше номинального диаметра отверстия. Избегайте дополнительных затрат, придерживаясь стандартных размеров резьбы в деталях.
Руководство по обработке с ЧПУ – Типы станков, преимущества
Обработка с числовым программным управлением (ЧПУ) – это высокоточный метод изготовления деталей по индивидуальному заказу из различных материалов с очень жесткими допусками. Есть много преимуществ, которые дает внедрение производственного решения для обработки с ЧПУ.
Есть много преимуществ, которые дает внедрение производственного решения для обработки с ЧПУ.
Понимание обработки с ЧПУ
Обработка с ЧПУ считается субтрактивной технологией производства, что означает, что конечный продукт формируется путем выборочного удаления лишнего материала с заготовки.Каждая операция сквозной обработки с ЧПУ следует аналогичному четырехэтапному производственному процессу.
Эти четыре этапа производства :
Детали, изготовленные с помощью ЧПУ, обычно начинаются как начальные проекты из программного обеспечения автоматизированного проектирования (CAD). На этапе проектирования инженеры тщательно продумывают все аспекты желаемого конечного продукта, такие как параметры оптимальной производительности, рабочие условия для конечной части и допустимые уровни отклонений.
По завершении начальной фазы проектирования модель САПР должна быть преобразована в функциональную программу ЧПУ с использованием программного обеспечения для автоматизированного производства (CAM). Программное обеспечение CAM может извлекать геометрические требования из исходного файла модели САПР и переводить их на язык программирования, совместимый с ЧПУ, например G-код или M-код, который будет определять механические операции станка.
Затем оператор станка с ЧПУ должен настроить как станок, так и целевой материал в соответствии со спецификациями, требуемыми программой ЧПУ.Оператор следит за тем, чтобы подходящие режущие или сверлильные инструменты были правильно установлены и согласованы с соответствующими битами или концевыми фрезами. Оператор также должен установить заготовку, как правило, либо в стационарном зажиме, либо непосредственно на станке с ЧПУ.
- Выполнение запрограммированных операций
Наконец, оператор станка с ЧПУ выполняет требуемые механические процессы. Во время работы программа ЧПУ точно контролирует движения станка.
Типы станков с ЧПУ
Наиболее распространенными типами станков с ЧПУ являются те, которые используют режущие инструменты для удаления излишков материала с заготовки.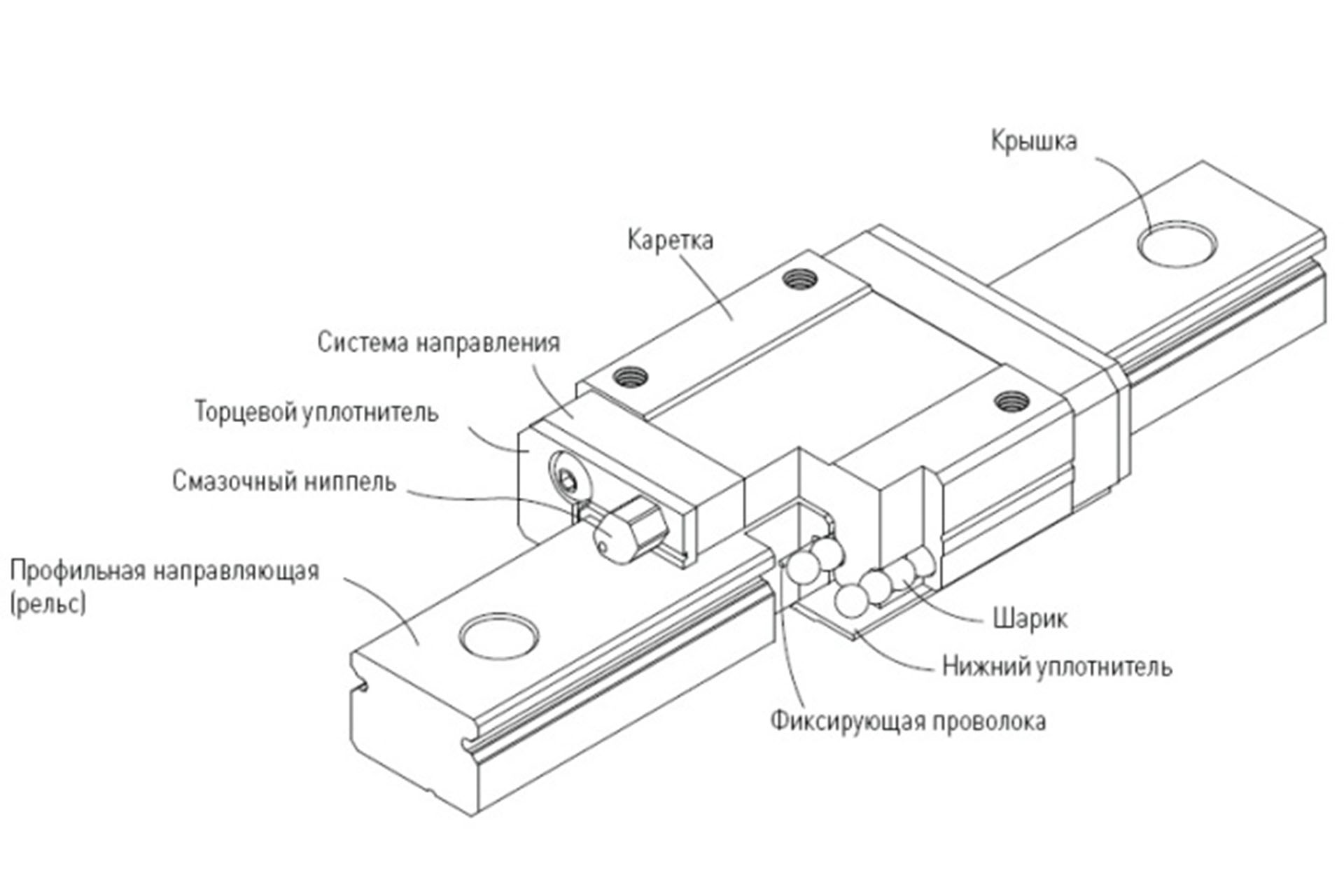 Несмотря на то, что существуют станки с ЧПУ, которые используют операции гидроабразивной резки и электроэрозионной обработки (EDM), это руководство будет сосредоточено на пяти наиболее распространенных категориях из следующего списка, разделенных на две основные категории: 3-осевые и многоосевые станки.
Несмотря на то, что существуют станки с ЧПУ, которые используют операции гидроабразивной резки и электроэрозионной обработки (EDM), это руководство будет сосредоточено на пяти наиболее распространенных категориях из следующего списка, разделенных на две основные категории: 3-осевые и многоосевые станки.
3-осевые станки с ЧПУ
3-осевые станкипозволяют режущим инструментам перемещаться по прямым трехмерным векторам (вверх и вниз, влево и вправо, вперед и назад).Есть два типа 3-х осевых станков с ЧПУ:
При фрезеровании с ЧПУ заготовка остается неподвижной, и высокоскоростной режущий инструмент опускается на заготовку, чтобы удалить излишки материала. Этот тип машины очень полезен для формирования основных геометрических фигур.
Руководство по фрезерованию с ЧПУ:
- Токарные станки с ЧПУ (токарные станки)
При токарных операциях с ЧПУ режущий инструмент остается неподвижным, в то время как заготовка вращается на шпинделе с высокой скоростью.Токарная обработка с ЧПУ позволяет изготавливать цилиндрические детали быстро и с жесткими допусками. Например, Technox Machine and Manufacturing имеет токарные станки с ЧПУ, которые могут изготавливать детали с размерами до 152 дюймов в диаметре и 240 дюймов в длину, сохраняя при этом жесткие допуски ± 0,001 дюйма. Большой недостаток 3-х осевой токарной обработки заключается в том, что можно эффективно изготавливать только цилиндрические детали.
Щелкните здесь, чтобы узнать больше о различиях между фрезерованием и токарной обработкой с ЧПУ.
Многоосевые станки с ЧПУ
Многоосевые станки с ЧПУ похожи на 3-осевые станки, но с большей степенью свободы в механических движениях.Например, многоосные станки могут выполнять операции вращательной и диагональной резки. Есть три основных типа многоосевых станков с ЧПУ:
Есть три основных типа многоосевых станков с ЧПУ:
- Индексированные 5-осевые фрезерные станки с ЧПУ
Несмотря на то, что этот тип фрезерного станка во время работы может резать только по 3 линейным осям, в перерывах между операциями оператор имеет возможность вращать станину и головку инструмента для следующего резания, что позволяет расширить возможности формования.
- 5-осевые фрезерные станки непрерывного действия с ЧПУ
Этот тип станка обеспечивает непрерывное движение по трем линейным осям и двум осям вращения во время работы.Это дает оператору возможность создавать очень сложные формы из целевой заготовки.
Фрезерно-токарные центры объединяют в себе функции токарных и фрезерных станков с ЧПУ. Заготовку можно вращать на шпинделе с высокой скоростью или точно позиционировать для фрезерных операций.
Проектирование деталей, обработанных с ЧПУ – Проектирование моделей в САПР
2D-векторное или 3D-проектирование твердых деталей в САПР является отправной точкой для обработки детали с ЧПУ. Помимо требований к конструкции, непосредственно связанных с конечным применением продукта, инженеры также должны помнить о возможностях и ограничениях станка с ЧПУ, который будет использоваться для фактических операций резки.
Инженер должен преобразовать исходный файл модели САПР в формат, совместимый с ЧПУ, такой как формат STEP или IGES с открытым исходным кодом, или более ограниченный формат, такой как IPT или SAT. Для инженера также считается лучшей практикой создать технический чертеж, который будет отправлен вместе с цифровыми инструкциями САПР. Эти чертежи используются для проверки допусков и геометрических характеристик конструкции; помочь машинисту определить основные особенности детали; и служить реальным источником проверки в случае возникновения вопросов.
Преимущества обработки с ЧПУ
Обработка с ЧПУ дает конкурентных преимуществ , в том числе:
- Быстрое выполнение заказа
- Высокая точность
- Широкие возможности настройки
- Создает продукты с исключительными физическими свойствами и порогами производительности
 youtube.com/embed/fh68xgC0HuU?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/fh68xgC0HuU?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Используемые материалы
Правильный выбор материала имеет решающее значение для операций обработки с ЧПУ.Этот выбор во многом зависит от ожидаемого использования конечного продукта. Вам нужно будет изучить диапазон свойств материала , чтобы определить, какой из них лучше всего подходит для вашей конструкции, например:
- Предел прочности
- Жесткость
- Удобство эксплуатации
- Химическая стойкость
- Коррозионная стойкость
- Тепловые свойства
В Technox мы используем широкий спектр материалов для наших операций обработки, в том числе:
- Сталь
- Нержавеющая сталь
- Алюминий
- Латунь
- Медь
- бронза
- Никель
- Чугун
- Inconel®
- Хастеллой®
- Пластмассы
Приложения для обработки с ЧПУ
Детали, обработанные на станках с ЧПУ, используются в самых разных отраслях промышленности.В Technox мы обслуживаем широкий спектр секторов, в том числе:
- Сталь
- Продукты питания и напитки
- Пластмассы
- Бумага
- Текстиль
- Переработка
- Нефть и газ
- Мощность жидкости
- Строительство
Обработанные детали с ЧПУ на Technox
В Technox Machine and Manufacturing мы предлагаем нашим клиентам универсальные индивидуальные решения и выполняем работы только высочайшего качества.Наши возможности обработки включают:
- Расточка
- Фрезерный
- Бурение
- Нарезание резьбы
- Нарезание резьбы
- Расточка
- Зенковка
- Накатка
Если вам нужна дополнительная информация о преимуществах партнерства с Technox, пожалуйста, свяжитесь с нами или запросите расценки .
Преимущества и недостатки станочного центра с жесткими и линейными направляющими для станков с ЧПУ? Наконец-то прояснил!
Характеристики линейного рельса
Во-первых, преимущества линейного рельса
1.Сборка легкая и простая, немного потренировавшись, вы сможете выполнить качественную сборку. Поскольку точность станка слишком велика, определяется точность передаточного механизма. Механизм передачи обычно состоит из троса и винта. То есть точность проволочной рейки и самого винта определяет точность станка. Все они существуют в виде стандартных деталей. Для
s, если вы выберете соответствующую точность, предоставленную производителем, обычно не будет большой проблемы.
2. Существует множество вариантов выбора, будь то форма конструкции или уровень точности рельса, метод смазки или несущая способность, метод обработки, скорость движения и другие параметры. Вы можете произвольно настроить в соответствии с конкретными условиями вашей спроектированной машины. Тип рельса, который вам нужен.
3. Скорость бега высокая. Многие станки теперь работают очень быстро, особенно на холостом ходу. Во многом это связано с заслугой линейной направляющей, потому что режим работы трения качения и высокоточная обработка обеспечивают станок.Точность и стабильность высокоскоростной работы значительно повысили эффективность обработки и точность обработки.
4. Высокая точность обработки. В качестве линейного ориентира в качестве стандартного продукта и материал, и метод обработки вошли в приемлемый контролируемый диапазон. Поэтому большинство станков в области прецизионной обработки используют высокоточные линейные направляющие. Как руководство по станку, это также значительно гарантирует точность обработки станка. На внутреннем рынке лучше работают технологии Нанкина, линейная направляющая Hanjiang, на Тайване есть серебряная линейная направляющая, в Германии – компания Rexroth, в Японии – линейная направляющая THK и т. Д.Эти бренды значительно обогатили и удовлетворили потребности рынка в рельсах с различными требованиями. Физические лица предпочитают использовать THK из Японии. Стабильная работа и высокое качество исполнения – высокие цены.
Д.Эти бренды значительно обогатили и удовлетворили потребности рынка в рельсах с различными требованиями. Физические лица предпочитают использовать THK из Японии. Стабильная работа и высокое качество исполнения – высокие цены.
5. Длительный срок службы, так как режим работы линейного рельса – трение качения. Стальные шарики в ползуне приводят в движение подающий компонент, катясь по рельсу. Сила трения этого трения качения меньше, чем у жесткого рельса. Многие, поэтому, будь то эффективность передачи или срок службы, линейный рельс должен быть намного более идеальным, чем жесткий рельс.
6. Низкие эксплуатационные расходы. Независимо от стоимости обслуживания или удобства, рельс имеет свои естественные преимущества и удобство, потому что в качестве стандартной детали заменяемая форма рельса аналогична замене винта. Конечно, есть еще какие-то корректировки точности ответа, но по сравнению с хард-треком это действительно удобно.
7. Цикл доставки короткий. Общий цикл поставки линейного рельса может быть выполнен в течение полугода, если вы не выберете иностранные бренды, такие как Rexroth и THK.Фактически, у этих двух брендов также есть соответствующие перерабатывающие предприятия в Китае. До тех пор, пока выбранная вами модель рельсов не очень предвзята, можно гарантировать период доставки примерно в полмесяца, а линейные рельсы Тайвань Шаньинь могут даже достичь однонедельного цикла доставки, но то же самое. трек не имеет такого хорошего времени для контроля. Если действие относительно велико, например, переделка, цикл может быть неопределенным более нескольких месяцев.
Во-вторых, недостатки линейного рельса
1.Грузоподъемность относительно небольшая. Этот относительно небольшой размер предназначен только для жестких рельсов. Фактически, рельсы многих крупных заводов значительно улучшили свою несущую способность благодаря некоторым конструктивным решениям. Конечно, это относительно жесткие рельсы. По грузоподъемности он пока относительно невелик.
2. Стабильность относительно слабее, чем у жесткой шины, например, способность противостоять вибрации, но я все же хочу подчеркнуть, что эта слабость связана с жесткой направляющей.Фактически, гладкость многих линейных направляющих теперь также очень хорошая, если проектируемое вами оборудование не является слишком особенным, оно, как правило, может удовлетворить потребности.
3. Обратите особое внимание на защиту рельсов во время транспортировки и сборки. Как стандартная деталь, его уникальные конструктивные характеристики ставят его в затруднительное положение, которое относительно легко повредить, например, тонкая форма, ведущая к рельсам. Недостаточная жесткость, склонность к изгибу и деформации при сжатии, что приводит к потере точности; например, поскольку это сталь, если она не защищена от ржавчины, она легко контактирует с водой или другими растворителями во время транспортировки и сборки.Могут быть вызваны такие явления, как ржавчина и коррозия, что приводит к потере точности.
Выше приведены некоторые элементарные знания о жестких рельсах и линейных рельсах от дизайнера, который занимается проектированием станков более 10 лет. Надеюсь, это поможет тебе.
linearˈlinēər
Станочный цех с ЧПУ: полное руководство
Что такое механический цех?Механический цех – это место субтрактивного производства. Это не «магазин», как магазин, а, скорее, помещение или здание с оборудованием, где механики и другой технический персонал делают вещи.Магазин может быть частью большого завода или помещением в помещении малого бизнеса.
Под «машинами» понимаются единицы оборудования с режущими инструментами. Эти машины могут использоваться для сверления, резки, формовки… всего, что связано с удалением материала из блока металла, пластика или другого сырья. В механических цехах также может быть другое оборудование, такое как 3D-принтеры, но субтрактивное производственное оборудование является основной проблемой.
Механические цеха могут эксплуатироваться производителями продукции определенных торговых марок или сторонними производителями (например, 3ERP), которые предлагают индивидуальные онлайн-услуги по механической обработке ряду клиентов из различных отраслей. (Вы будете удивлены, сколько предприятий в тот или иной момент нуждаются в услугах механического цеха!)
(Вы будете удивлены, сколько предприятий в тот или иной момент нуждаются в услугах механического цеха!)
Механические цеха существуют с 19 века. Однако сегодняшние механические цеха совсем другие. Чтобы узнать больше о возможностях обработки с ЧПУ 3ERP.
Вещи, которые вы найдете в механическом цехе
Механические цеха содержат много единиц оборудования, хотя ассортимент и тип оборудования зависят от размера и назначения предприятия.
Магазины обычно содержат некоторые или все следующие станки в дополнение к другим:
- Фрезерный станок . Фреза – это машина, которая использует роторные фрезы для удаления материала с заготовки. Существует множество типов и размеров фрез, что позволяет фрезерному станку выполнять различные виды резки, от нарезания резьбы до черновой обработки.
- Обрабатывающий центр . Обрабатывающий центр – это еще один термин, используемый для описания фрезерного станка с ЧПУ, фрезера, управляемая компьютерными командами.Обрабатывающие центры – это многофункциональное оборудование, способное выполнять сложные операции с высокой производительностью.
- Токарный станок . Токарный станок – это своего рода станок, который вращает заготовку при контакте с режущим инструментом, что позволяет выполнять такие операции, как шлифование, накатка и торцевание. Токарный станок с ЧПУ, иногда называемый токарным центром с ЧПУ, управляется компьютерными командами.
- Станок шлифовальный . Шлифовальный станок – это разновидность электроинструмента, в котором для шлифовки заготовки используется абразивный круг.Шлифование обычно используется в качестве отделочного процесса, так как оно обеспечивает высокое качество поверхности.
- Пресс сверлильный . Сверлильный станок – это разновидность навесной дрели, движение которой контролируется рычагом. Сверлильные станки более мощные и стабильные, чем ручные дрели, и могут использоваться для различных производственных задач, помимо сверления отверстий.
- Ленточнопильный станок . Ленточная пила – это универсальный отрезной станок, используемый для выполнения прямых пропилов. Он используется для грубого удаления кусков материала перед дальнейшей резкой.
- Электроэрозионное оборудование . Электроэрозионная обработка (EDM) – это процесс, в котором для проникновения в заготовку вместо физического режущего инструмента используются искры. В альтернативных вариантах технологии в качестве инструментального электрода используется проволока.
- Инструменты для чистовой обработки поверхности . Для большинства деталей требуется какая-то обработка поверхности, и для их полировки, полировки, пескоструйной обработки и окраски используется различное оборудование.
- Координатно-измерительная машина . Координатно-измерительная машина (КИМ) – это устройство, используемое для измерения геометрии деталей, гарантируя, что обработанная деталь соответствует исходным габаритным характеристикам.КИМ помогает гарантировать точность и качество.
Станки выполняют различные производственные операции и могут быть как ручными (управляемыми машинистом), так и оборудованными технологией числового программного управления (ЧПУ).
Помимо машинного оборудования, механический цех может также содержать склады сырья, которое может быть обработано для изготовления деталей. Однако, в зависимости от масштаба производителя, материалы могут храниться в другом месте, например, на складе.
Машинисты также могут использовать свой механический цех для цифрового проектирования деталей, что означает, что в этой зоне могут находиться компьютеры, оснащенные программным обеспечением САПР.Компьютеры также могут использоваться для управления обрабатывающим оборудованием с ЧПУ.
Компьютерное числовое управление стало обычным явлением во второй половине 20-го века, навсегда изменив механические цеха.
До появления станков с ЧПУ все обрабатывающее оборудование управлялось вручную или механически, а это означало, что точность обрабатываемых деталей во многом зависела от навыков оператора станка.
Станки с ЧПУ, с другой стороны, полностью управляют своими движениями компьютерными командами.
Цифровые 3D-проекты преобразуются в G-код, который сообщает станку с ЧПУ, что делать для создания 3D-формы. Каждое движение режущего инструмента контролируется программой с точностью до миллиметра, что позволяет машине без ошибок изготавливать точные копии деталей с точным допуском.
Станки с ЧПУтакже способны выполнять очень сложные операции резания за короткий промежуток времени.Некоторые станки, такие как 5-осевые фрезерные станки с ЧПУ, имеют поворотные шпиндели или столы, что позволяет режущему инструменту резать блок материала под любым углом без прерывания.
Эти 5-осевые станки могут обрабатывать детали очень быстро, что полезно для механических цехов, производящих большое количество деталей для серьезных проектов.
Цех с ЧПУ способен на гораздо больше, чем старинный механический цех. Кроме того, машинисты, работающие в цехах станков с ЧПУ, обычно обладают навыками цифрового проектирования и, следовательно, способны адаптировать цифровые проекты для обработки с ЧПУ.
Почти все станки с ЧПУ имеют опыт ручной обработки, так как этот навык помогает им лучше понять процесс обработки с ЧПУ.
Кроме того, цех станков с ЧПУ обычно может работать с цифровыми файлами САПР, техническими чертежами или их комбинацией. (Во многих случаях для дальнейшего пояснения конструкции требуются технические чертежи.)
Балансировка обработки с ЧПУ и ручной обработки Интересно, что рост числа станков с ЧПУ не сделал ручную обработку ненужной. Отнюдь не.
Отнюдь не.
Безусловно, станки с ЧПУ имеют очевидные преимущества перед станками с ручным управлением. Они настолько точны, насколько это возможно, они гарантируют повторяемость, а изготовление может происходить без надзора, что позволяет персоналу решать другие задачи.
В общем, вы не найдете серьезного механического цеха, который не использовал бы ЧПУ для большинства своих операций. Цеха с ЧПУ теперь заменяют традиционные цеха станков благодаря неоспоримым преимуществам новой технологии.
Но ручная обработка тоже имеет свои преимущества.
Во-первых, ручные станки намного дешевле станков с ЧПУ. Это означает, что механические мастерские могут инвестировать в несколько ручных станков и управлять ими без больших затрат. Конечно, это может быть большим преимуществом для механического цеха, чем для клиента, но меньшие накладные расходы могут привести к снижению затрат и для клиента.
Что еще более важно, ручные машины могут работать без предварительного компьютерного программирования. Это означает, что машинисты могут приступить к работе над деталью в мгновение ока, что может привести к сокращению времени выполнения работ, чем это было бы возможно на станке с ЧПУ.
Для простых, разовых деталей и компонентов, которые необходимо быстро доставить, ручная обработка по-прежнему представляет собой ценную услугу и надежный вариант по сравнению с обработкой с ЧПУ.
Для механического цеха также удобно иметь ручные станки для более простых проектов, поскольку они могут поддерживать, пока многоосевые станки с ЧПУ заняты другими операциями.
Безопасность в механическом цехеРабота в механическом цехе требует многолетнего опыта и ноу-хау, и для обеспечения безопасности механического цеха необходимо соблюдать несколько правил.
Правила техники безопасности в механическом цехе включают:
- Носите соответствующую одежду . Свободная одежда, легковоспламеняющаяся одежда, украшения и обувь с открытым носком запрещены в механическом цехе. Защитная обувь предпочтительнее в любой производственной среде. Длинные волосы нужно собрать назад и заправить под рубашку или кепку.
- Надеть защитные очки . При работе с любым видом оборудования необходимо надевать защитные очки или другие средства защиты глаз. Стружка, удаленная с заготовки, может стать причиной серьезных травм.
- Будь здоров . Рабочие не могут работать с механизмами, если они больны, устали, находятся в состоянии алкогольного опьянения или принимают лекарства, влияющие на производительность.
- Знайте технику . Только квалифицированные машинисты должны использовать оборудование. Если машина новая или незнакомая, рабочие должны прочитать руководство оператора перед использованием. Очень важно определить расположение переключателя.
- Содержите магазин в чистоте . Грязные полы могут поскользнуться, а скопление пыли и мусора может стать причиной пожара.Окружающая среда и оборудование должны быть сухими. Инструменты следует содержать в чистоте и регулярно проверять.
- Ни на что не отвлекаюсь . Рабочие, работающие с механизмами, не должны носить наушники, использовать свои телефоны или заниматься какой-либо другой потенциально отвлекающей деятельностью.
- Не оставлять машины без присмотра . За машинами следует следить во время их эксплуатации. Рабочие не должны выходить из цеха до полной остановки оборудования.
- Соблюдайте осторожность при обращении с опасными материалами .Некоторые обрабатываемые материалы легко воспламеняются. С ними следует обращаться с особой осторожностью, чтобы предотвратить риск возгорания.
- Надежно храните предметы . Материалы и инструменты следует хранить в чистом месте, где рабочие не могут упасть или споткнуться о них.
- Четко обозначить выходы . Аварийные выходы должны быть четко обозначены на случай аварии или аварийной ситуации. Доступ к выходам должен быть всегда свободным.
 Защитная обувь предпочтительнее в любой производственной среде. Длинные волосы нужно собрать назад и заправить под рубашку или кепку.
Защитная обувь предпочтительнее в любой производственной среде. Длинные волосы нужно собрать назад и заправить под рубашку или кепку.
Предприятиям и разработчикам продукции, которые ищут механический цех для производства, следует учитывать несколько моментов.
Некоторые механические цеха более надежны, чем другие, в то время как одни лучше подходят для определенных видов обработки, чем другие. Некоторые из них будут иметь опыт работы с клиентами в определенной отрасли, что может быть полезно для потенциальных новых клиентов в той же области. Спросите у сотрудников механического цеха об их возможностях и опыте.
Хороший механический цех должен предлагать все следующее:
1. Конкурентоспособные ценыМеханические цеха взимают разные ставки в зависимости от их размера, опыта и других факторов.Выбор подходящего механического цеха предполагает поиск производителя с хорошими ценами, но это никогда не должно происходить в ущерб качеству.
Хотя вам нужно быть смекалистым, никогда не следует выбирать механический цех только потому, что он предлагает самые низкие цены. Это часто может вызвать проблемы: если механический цех предлагает ставку, которая явно невыгодна для них, это означает, что они, вероятно, попытаются срезать углы, чтобы увеличить свою прибыль.
2. КонфиденциальностьСторонние механические мастерские выполняют индивидуальную обработку с ЧПУ и другие производственные задачи для предприятий, и этим предприятиям нужна гарантия того, что их проекты останутся частными.
К счастью, существуют правовые инструменты для обеспечения конфиденциальности между механическим цехом и его покупателями. Требуйте, чтобы ваш механический цех подписал Соглашение о неразглашении (NDA), прежде чем начинать какое-либо производство. Это гарантирует, что ваши дизайны не будут переданы загадочным третьим лицам.
Отклонять любой механический цех, который отказывается подписать NDA.
3. Качество, надежность и честность Механические цеха должны иметь опытных механиков и использовать современные станки с ЧПУ и измерительное оборудование. Если вы сомневаетесь, так ли это, позвоните в механический цех или посетите предприятие лично, прежде чем начинать рабочие отношения.
Если вы сомневаетесь, так ли это, позвоните в механический цех или посетите предприятие лично, прежде чем начинать рабочие отношения.
Магазины с различными производственными возможностями предпочтительнее, чем магазины с ограниченным предложением. Однако не все механические цеха будут честны в отношении своих ограничений: лучше найти цех, который заранее сообщит вам, чего он не может достичь, чем цех, который пытается (и терпит неудачу) выйти за рамки своих возможностей.
3ERP Мастерская с ЧПУ
Ищете уважаемый цех станков с ЧПУ со всем вышеперечисленным? Не ищите ничего, кроме 3ERP, глобального поставщика решений для производства и создания прототипов, доступного и к вашим услугам.Мы отправим ваши прецизионные детали в любую точку мира в течение семи дней или меньше.
Полное руководство по токарному станку с ЧПУ
Токарный станок оказался самой старой технологией, появившейся тысячи лет назад. Замечательно то, что благодаря технологическому прогрессу появились более совершенные подходы. На сегодняшний день токарные станки постоянно используются для создания нескольких таких простых предметов, как посуда.
Кроме того, токарные станки позволяют создавать огромные детали машин.Итак, что такое токарный станок? Токарные станки – это станки, которые работают для формования материалов с помощью вращающегося привода.
Станок с ЧПУКомпьютерно-числовой станок (ЧПУ) – это электромеханическое устройство, которое автоматизирует, контролирует и отслеживает движения инструмента с помощью компьютерной программы. Это современные машины, которые используют цифровой файл программного обеспечения для управления связанными компонентами.
Такие устройства можно сравнивать только с 3D-принтерами. Первый фиксатор с ЧПУ появился в 1940 году, и многие отрасли промышленности использовали его для изготовления изделий.
Как работает станок с ЧПУСтанок с ЧПУ имеет встроенные контроллеры. Эти контроллеры будут автоматически выполнять запрограммированные движения. Компьютерные контроллеры будут посылать сигналы компонентам привода. В результате он будет регулировать действие осей станка.
Имеется система обратной связи, которая при необходимости проверяет скорость и положение на предмет любых корректировок. Станки с ЧПУ имеют цифровые обучающие данные, которые управляют движениями и регулировками.Данные, которые используются на этих машинах, могут поступать из двух источников, а именно:
- Компьютерное проектирование (CAD)
- Автоматизированное производство (CAM)
Когда вы запрограммируете компьютер для управления работой магазина, это повысит производительность . Вы можете эффективно управлять станком с ЧПУ, выполнив следующие шаги:
- Проверьте инструмент, чтобы определить рабочие неисправности. К патрону можно прикрепить цилиндрическую заготовку. Помните, что его положение меняется в зависимости от требований.
- Настройте шпиндель на правильную скорость, которая будет вращать заготовку и патрон. Вам следует сосредоточить все свое внимание на скорости вращения шпинделя, поскольку любое несоответствие может привести к ошибкам при резке. Очень важно проверить заготовку, чтобы определить, правильно ли она работает.
- Переместите каретку и револьверную головку для установки режущего инструмента на желаемую подачу. Обратите внимание на скорость подачи.
- Удалите все металлические излишки при перемещении каретки, чтобы получить готовый продукт.
Ну, мы используем токарный станок, чтобы придать материалу форму по вашему выбору. Станок избавится от нежелательных материалов из конкретной заготовки. Также токарный станок можно использовать для выполнения следующих процессов:
Станок избавится от нежелательных материалов из конкретной заготовки. Также токарный станок можно использовать для выполнения следующих процессов:
- Прядение металла
- Термическое напыление
- Деформация
- Накатка
- Металлообработка
- Токарная обработка дерева
Основные части токарного станка:
Станина – это основа всего инструмента, на котором мы монтируем все компоненты.Обычно основание должно быть жестким, чтобы выдерживать любое давление. В частности, станина изготавливается из стального лома и закаленного чугуна. Такая конструкция легко улучшит скольжение.
Самые популярные токарные станки имеют односпальную станину. В других категориях есть двуспальные или трехместные кровати, которые работают вместе, чтобы восстановить желаемую кровать. Кровать будет поглощать вибрации, поскольку они обладают высокой демпфирующей способностью.
Патрон предназначен для удержания заготовки. Вам предстоит прикрепить к шпинделю, который будет вращать заготовку и патрон.
Это компонент, который устанавливает и перемещает режущие инструменты. Он будет перемещать инструмент как по вертикали, так и по горизонтали на станине для удобной резки.
Это удерживающее устройство для определенных компонентов, таких как шпиндель, ведущий шкив, зубчатая цепь и т. Д.
Он действует как мозг станка с ЧПУ. Панель управления хранит все инструкции и программы ЧПУ. Оператор будет нажимать разные клавиши на панели, чтобы получить желаемый результат.
Это центр подачи машины, через который вы подаете материал через переднюю бабку.
Компоненты поддерживают машину, выполняя операции сверления.
Его основная роль – вращать патрон; следовательно, он управляет всей машиной.
Это компонент станка с ЧПУ, на котором установлены определенные инструменты. Его форма и размер определяют количество инструментов, которые он может носить с собой.
Типы токарных станков с ЧПУ Токарный станок может поставляться в различных образцах для получения различных результатов. Ниже приведены основные типы токарных станков, представленных на рынке.
Ниже приведены основные типы токарных станков, представленных на рынке.
1. Токарные станки для двигателей
Это популярный станок, который идеально подходит для операций с низким энергопотреблением. Но это еще не все. Вы также можете использовать этот тип устройства для мощных услуг. Это универсальная и надежная машина, которая работает с разными коэффициентами подачи и скоростью.
Конструкция этого станка подходит для тех производителей, которым нужен особый инструмент, который подходит для всех типов металлов.
2. Скоростные токарные станки
Скоростной токарный станок – это простой станок с револьверной головкой, задней бабкой и передней бабкой.Подходит, если у вас легкая машинная работа. Можно работать только на трех или четырех скоростях.
3. Центрирующие станки
На токарных станках этого типа можно управлять скоростью шпинделя с помощью набора шестерен, управляемых рычагом.
4. Револьверные станки
Револьверный станок можно использовать для последовательной обработки. Кроме того, используйте держатель инструмента для выполнения различных операций с каждой заготовкой.
5.Токарный станок с щелевой станиной
Это токарный станок со съемной станиной. В результате он вмещает более крупную заготовку. Съемная часть находится рядом с передней бабкой.
6. Токарные станки специального назначения
Такие станки играют решающую роль в производстве идентичных деталей для тяжелых условий эксплуатации. Примеры такого оборудования включают:
- Токарные станки с коленчатым валом
- Многошпиндельные токарные станки
- Токарные автоматы
- Дублирующие токарные станки
- Станки настольные ювелиры
7.Токарные станки для инструментальной комнаты
Вы можете использовать этот станок для обеспечения наилучшей чистовой обработки. Инструмент, как правило, универсален, так как работает на разных подачах и скоростях.
Инструмент, как правило, универсален, так как работает на разных подачах и скоростях.
Обработка металла включает в себя несколько процессов:
1. Точение помощь токарного станка.Оператор поместит заготовку на токарный станок, который вращается с высокой скоростью. Токарный станок закрепляет режущий инструмент для достижения лучших результатов.
В процессе производства используются многие многоточечные инструменты. Вы начнете с подачи фрезы в эту вращающуюся заготовку. Следовательно, он удалит нежелательные материалы для достижения желаемой формы и дизайна.
Некоторые из сырьевых материалов, используемых для поворота станков, – это магний, никель, алюминий, сталь и пластмассы для термостатов.При выборе конкретного металла необходимо учитывать следующие элементы:
- Стоимость
- Прочность
- Обрабатываемость
- Устойчивость к износу
Подходящий материал должен восстановить отличное качество поверхности. Вы также должны испытать доступный сбор чипов. Поворачивая любой металл, вы можете получить разные свойства металла. Они перечислены ниже:
- Канавки
- Конусы
- Отверстия
- Фигурные поверхности
- Резьба
Примеры продуктов, которые появляются в результате токарной обработки, включают валы и крепежные детали, изготовленные по индивидуальному заказу.
2. Фрезерование
Вы можете использовать метод фрезерования для создания деталей, которые не являются осесимметричными. Это могут быть отверстия, карманы, прорези и трехмерные контуры поверхности. Некоторые продукты, получаемые в результате фрезерования, представляют собой специально разработанные крепежные детали и кронштейны.
Кроме того, вы можете изготавливать металлические инструменты и трехмерные формы. Материалы, из которых изготовлены фрезы для фрезерования, – это быстрорежущая сталь, карбид и углеродистая сталь. То, что поддерживает любое фрезерование, во многом будет зависеть от типа заготовки.
То, что поддерживает любое фрезерование, во многом будет зависеть от типа заготовки.
Вот некоторые из свойств превосходного фрезы:
- Устойчивость к износу
- Твердость
- Вязкость
3. Развертка
Развертка – это процесс обработки металла. Используется многолезвийный режущий инструмент. Инструмент может сгладить, увеличить или точно определить размер любого существующего отверстия. Развертка – это вращающийся режущий инструмент, который облегчает процесс развертывания.
По мере продолжения процесса развёртывания скорость шлифовального круга будет выше, чем при обработке.Развертки изготавливаются из следующих материалов:
Вы можете использовать любой материал в зависимости от области применения.
4. Хонингование
Хонингование – это процесс абразивной обработки, который позволяет с высокой точностью сглаживать поверхность детали. Вы используете абразивный камень, чтобы очистить его контролируемым образом. В целом это улучшит текстуру и форму поверхности.
Во время процесса хонингования используется вращающийся инструмент с абразивом, который удаляет нежелательные материалы с поверхности.Хонингование – это процесс, который подходит для обработки металла.
5. Шлифование
Это абразивная обработка металлов. В этом случае режущим инструментом будет шлифовальный круг. Есть несколько инструментов, предназначенных для шлифования. Это точильные камни, точильные станки с ручным приводом и точильные станки.
В процессе шлифования абразивные частицы используются при резке металла или других материалов. Скорость шлифовального круга выше, чем в остальном процессе обработки, например при фрезеровании.Весь процесс включает смешивание связующих материалов и крупных опилок для достижения лучших результатов.
6. Растачивание
Это современный процесс обработки, который увеличивает просверленное отверстие или уже чугун. Станки с ЧПУ имеют различные расточные круги, которые можно применять в соответствии с требованиями. Следующие примеры методов растачивания:
- Растачивание по линии: Процесс включает использование расточной оправки с опорой с обоих концов.
- Растачивание на токарном станке: Он использует специальный инструмент для увеличения существующего отверстия на заготовке. Можно сделать квадратные или конические отверстия.
- Обратное растачивание : Когда вы получаете доступ к отверстию, вы расточите заднюю часть заготовки.
7. Протяжка
В методе протяжки используется зубчатый инструмент и протяжка для удаления материала. Самые распространенные методы протяжки – линейная и вращательная.
При использовании линейного процесса процесс включает линейное продвижение протяжки по поверхности заготовки.С другой стороны, ротационный метод использует токарный станок или винт.
8. Формовка
Формовка включает в себя некоторые сложные процессы, такие как горячая ковка на детали из ковкого металла. Получить желаемую форму можно, если идеальная температура заготовки поднимется как минимум до 75% теплоты плавления.
9. Лазерная гравировка
Этот процесс заключается в точном нанесении этикеток на металлические детали.В процессе не используются химические вещества, кроме бесконтактной лазерной технологии. Некоторые из преимуществ лазерной гравировки:
- Постоянная маркировка
- Вы можете гравировать переменные данные
- Этот метод гибок для нескольких материалов
- Быстрое время цикла
- Экономичный продукт.
Станки с ЧПУ надежны, поскольку работают круглосуточно. Вы можете остановить их только в том случае, если вам потребуется обслуживание или ремонт.
Вы можете остановить их только в том случае, если вам потребуется обслуживание или ремонт.
- Точно выполненные металлические компоненты
Оцифровывая процесс обработки, вы исключите человеческий фактор. Вы можете запрограммировать станок с ЧПУ для получения желаемого результата. Кроме того, их можно использовать для управления формой, диаметром отверстия, размером и другими связанными функциями.
Когда вы начнете использовать машину CMC, вы будете производить высококачественную продукцию. Напротив, если вы используете другие традиционные методы, производительность конкретного продукта может иногда отличаться.Если вы укажете точные спецификации и прототипы, станки с ЧПУ будут производить точные спецификации с точностью.
- Высокая производительность и масштабируемость
Если вы правильно установите параметры, станок с ЧПУ будет производить огромное количество того же самого. Инструмент позволит производить высококачественную продукцию с необходимыми характеристиками.
Запрограммированные станки с ЧПУ автоматически производят высококачественную продукцию. Это избавит от необходимости нанимать рабочих, которым придется выполнять ту же работу.Вам понадобится всего один программист, чтобы загрузить машину с необходимыми спецификациями.
Тем не менее, один квалифицированный специалист может с комфортом запустить несколько станков с ЧПУ. На этом этапе вы сэкономите деньги на человеческих ресурсах и снизите стоимость продукта. Такой дизайн пойдет на пользу вашему бизнесу.
Если вы работаете с конвекционными машинами, высок риск получения травм и несчастных случаев. Основная причина в том, что вы работаете на более близком расстоянии к рабочей машине.В таких случаях часто случаются несчастные случаи со смертельным исходом.
При использовании станков с ЧПУ вы находитесь на значительном расстоянии, безопасном для любых острых предметов. Приобретая станки с ЧПУ, вы снижаете вероятность судебных последствий в случае каких-либо несчастных случаев.
Приобретая станки с ЧПУ, вы снижаете вероятность судебных последствий в случае каких-либо несчастных случаев.
Машины обеспечивают лучшую рабочую среду.
- Снижение производственных затрат
Станки с ЧПУ снизят производственные затраты. Они обрабатывают крупные заказы в короткие сроки, так как работают с высокой скоростью.Они также точны с высокой эффективностью. Кроме того, вы сэкономите больше денег, что поможет вашему предприятию расти.
Установленное программное обеспечение требует минимального обслуживания благодаря автоматическим обновлениям. В результате станок с ЧПУ может не нуждаться в большом обслуживании. Вы также можете выполнить легкую уборку. Для выполнения технического обслуживания не нужно будет нанимать профессионала.
Станок с ЧПУ улучшит сохранение дизайна. Единственная ответственность – создать дизайн в программном обеспечении ЧПУ.В конечном итоге устройство будет производить точно такие же конструкции. Вы также можете получить программу, так как она будет автоматически сохранена в данных ЧПУ.
Кроме того, у вас будет меньше проблем. Во-первых, пользователь не столкнется с обычными человеческими проблемами, такими как травмы, прогулы и опоздания. Это также уменьшит беспокойство некомпетентного персонала.
Универсальность определяет станки с ЧПУ. На этих машинах можно слепить и создать любой металл. Инструменты обладают уникальными характеристиками, которые улучшат производство различных типов конечных продуктов.
Токарные станки с ЧПУ для пластмассВы также можете придать пластику пригодную форму с помощью токарных станков с ЧПУ. Как только вы установите команды, станок с ЧПУ будет производить желаемый продукт. Есть разные типы этих машин, которые выполняют уникальную функцию. Это:
Если вы хотите изготовить пластиковую цилиндрическую деталь, воспользуйтесь токарным станком с ЧПУ. Они позволят вам создать криволинейные поверхности, которых сложно добиться при использовании ручного токарного станка.
Процесс производства будет включать прядение материала на токарном станке. Есть инструмент, который перемещается по двум осям, чтобы придать желаемую форму.
Если вы хотите создать плоскую деталь, фрезерные станки с ЧПУ – это то, что вам нужно. Он держит пластиковый материал в одной точке. Шпиндель будет вращаться, чтобы создать запрограммированную форму. Это простой и автоматизированный способ создания желаемых форм.
Устройство работает по тому же принципу, что и фрезерные станки с ЧПУ. Замечательная разница в том, что сверла будут резать только по одной оси.Сверло будет двигаться вниз по оси Z.
Шлифовальные машины полезны для создания высококачественной отделки поверхности. Они будут перемещать шлифовальный круг по пластиковой поверхности. Примечательно, что эти машины применимы только к затвердевшим пластмассам.
Обработка пластмасс отличается?Важно учитывать, что пластиковые детали не требуют специального оборудования. Одни и те же станки могут работать как с металлическими, так и с пластиковыми материалами.При обработке пластика вы должны искать важнейшие элементы.
Сложная часть – найти подходящий станок, если у вас нет опыта обработки с ЧПУ. Также в пластмассах бывают разные типы составов. Каждый материал по-разному реагирует на процесс обработки.
Существует особая категория пластмасс с армированием карбидными частицами. Удивительно, но инструменты для сверления и фрезерования пластика и металла похожи. Обрабатывающие инструменты, предназначенные для обработки металлов, имеют более широкий угол наклона, что обеспечивает более высокое сопротивление.
Что касается инструментов для резки пластика, то они имеют более острые углы. Такой дизайн может плохо работать на металлах.
Вот несколько факторов, которые следует учитывать при фрезеровании пластмасс:
- Зажим не должен натягиваться, чтобы уменьшить деформацию.
- Используйте острый режущий инструмент.
- Используйте охлаждающую жидкость непосредственно во избежание разрыва.
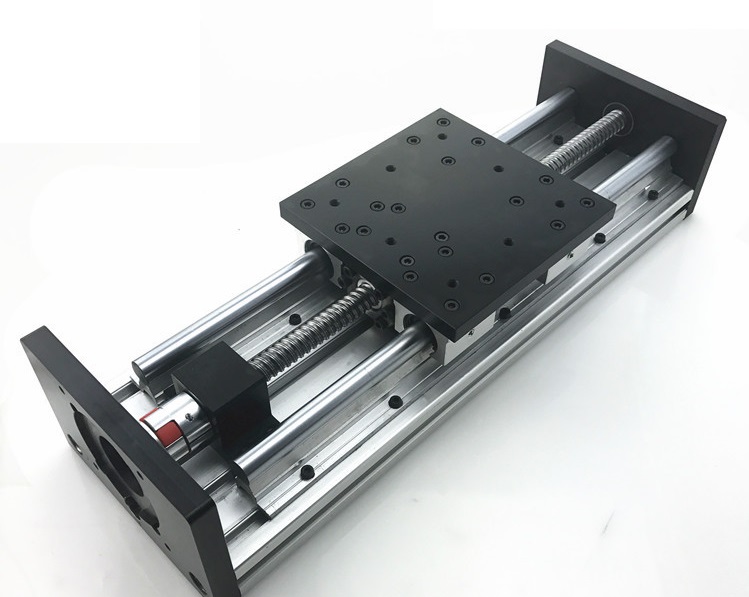
1. ПВХ
В большинстве отраслей промышленности используется ПВХ.Это рентабельно, надежно и долговечно. Несмотря на указанную прочность, этот материал получается легким. Большинство конструкций жаждут этого материала. Кроме того, материал безопасен. Самое интересное в материале ПВХ – это то, что он очень доступен.
2. Нейлон
Вы можете использовать нейлоновый материал для создания различных дизайнов. Это могут быть изоляторы, подшипники и некоторые изделия для литья под давлением. Уникальное преимущество нейлонового материала заключается в том, что его легко обрабатывать.
Нейлон имеет низкие фрикционные свойства. Вы можете использовать его в определенных частях, подверженных частому износу. Также из этого материала можно делать игрушки. В автомобильной промышленности нейлон используется для создания особых деталей, таких как дверная ручка и решетки радиатора.
3. PEEK Plastic
Акроним означает полиэфирэфиркетон. Это высокоэффективный инженерный материал. Он обладает высокой устойчивостью к агрессивным химическим веществам. Вы можете использовать его для различных частей машин, которые подвержены воздействию агрессивных химикатов.
Недостатки токарных станков с ЧПУ- По сравнению с обычными инструментами, станки с ЧПУ более дороги. Хорошая новость в том, что цены на них постепенно снижаются.
- Для работы на станках с ЧПУ пользователю потребуются только базовые навыки, которые он будет использовать при работе на других станках. Инженеры, которым потребовались годы обучения работе с другими машинами, ориентированными на ручное управление, потеряют свою актуальность. Старые навыки станут недействительными.
- Когда вы внедряете станки с ЧПУ, это создает безработицу. Основная причина такого сценария в том, что им требуется меньше рабочей силы.
- Управлять процессом обработки сложно. Для обслуживания машин потребуется больше технических навыков.
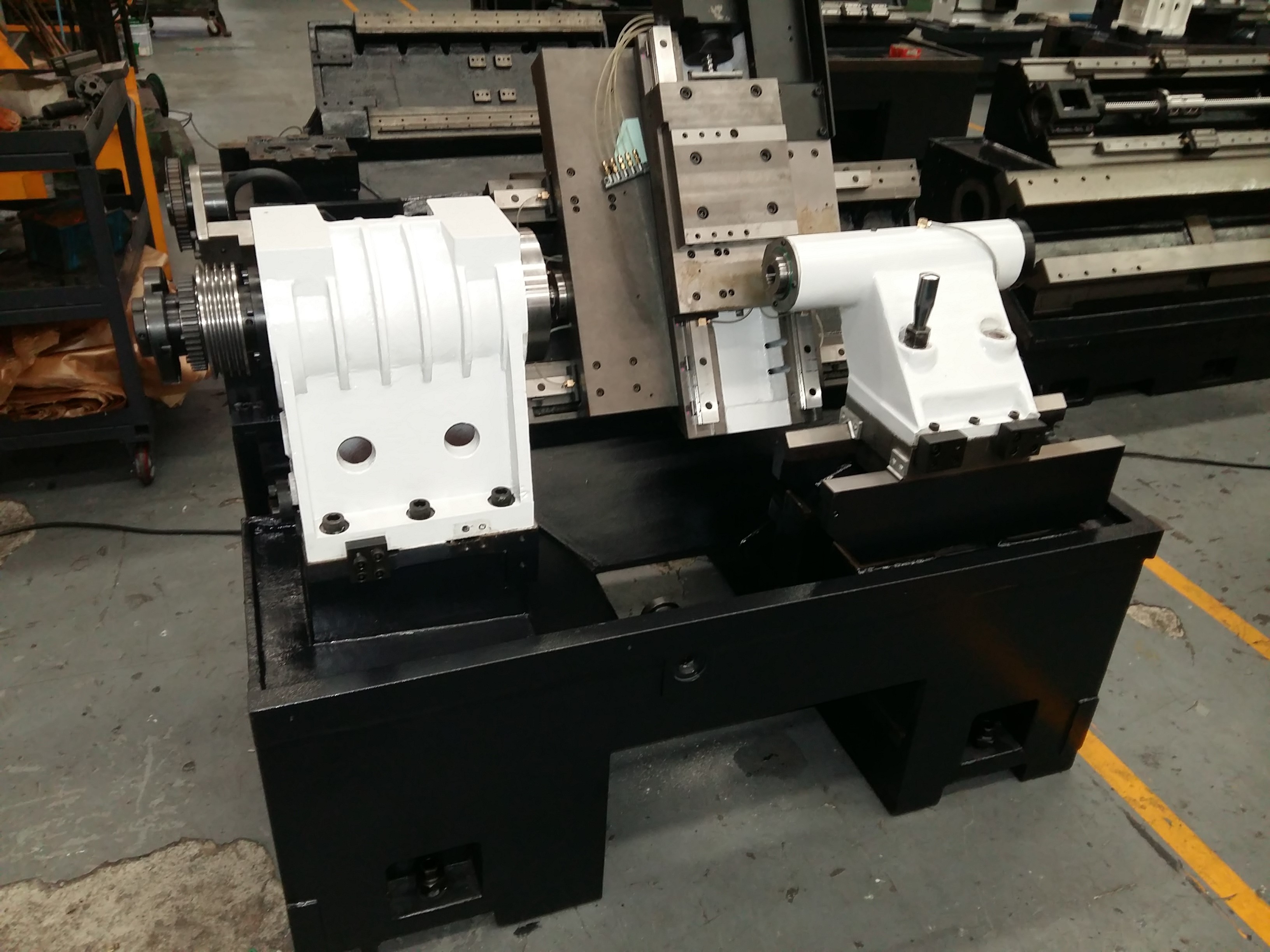
Мы живем в технически подкованном обществе. Поскольку в мире появляются новые технологические разработки, вам придется адаптировать их, чтобы они оставались актуальными. Вы не переживете жару конкуренции, которая сильно ударит по вам, если вы не сможете внести новые изменения.
Токарный станок с ЧПУ Станок является превосходным станком, который может выполнять различные инженерные процессы. Им потребуется меньше рабочей силы. К счастью, станки с ЧПУ производят высококачественную продукцию с высокой точностью.
Машины очень эффективны, поэтому их следует приобретать для обеспечения высокой прибыли. Они обрабатывают крупные заказы в короткие сроки. По сравнению с их ручным аналогом мы настоятельно рекомендуем их, если вы хотите увеличить свой доход.
Пора подумать о переменах.Если вы все еще используете ручные станки, вы можете пересмотреть свое решение и вместо этого приобрести станки с ЧПУ. Если вам нужны услуги по обработке с ЧПУ, пожалуйста, свяжитесь с нами.
Rocheindustry специализируется на высококачественном быстром прототипировании, быстром мелкосерийном и крупносерийном производстве. Услуги быстрого прототипа, которые мы предоставляем, включают профессиональное проектирование, обработку с ЧПУ, включая фрезерование и токарную обработку с ЧПУ, изготовление листового металла или прототипирование листового металла, литье под давлением, штамповку металла, вакуумное литье, 3D-печать, SLA, изготовление прототипов экструзии пластика и алюминия, быструю оснастку, Услуги быстрого литья под давлением, отделки поверхности и другие услуги быстрого прототипирования в Китае, пожалуйста, свяжитесь с нами сейчас.
Руководство по фрезерованию с ЧПУ: все, что вам нужно знать
Производители используют методы фрезерования с числовым программным управлением (ЧПУ) для быстрого и экономичного производства сложных компонентов. Обработка с ЧПУ управляет вращающимися режущими инструментами через интерфейс компьютерного программирования. Следуя дизайну программы, эти инструменты систематически преобразуют исходный материал в индивидуализированный готовый продукт.
Обработка с ЧПУ управляет вращающимися режущими инструментами через интерфейс компьютерного программирования. Следуя дизайну программы, эти инструменты систематически преобразуют исходный материал в индивидуализированный готовый продукт.
В этих процессах может использоваться ряд обычных материалов, в том числе:
- Алюминий
- Титан
- Латунь
- Дерево
- Камень
- Медь
- Сталь
- Нержавеющая сталь
- Механические пластмассы (СВМП, Ultem, Ацеталь, Поликарбонат, Нейлон и т. Д.)
- Смолы (стекловолокно, углеродное волокно и т. Д.)
Фрезерование с ЧПУ позволяет создавать высокоточные изделия на заказ из различных твердых и мягких материалов.Вращающиеся инструменты, управляемые их компьютеризированными инструкциями, постепенно сбривают, режут и сверлят материал для создания отверстий, пазов, форм и других элементов, требуемых конструкцией.
Фрезерование с ЧПУ состоит из четырех основных этапов:
- Дизайн. Используя моделирование в системе автоматизированного проектирования (САПР), инженеры создают визуальные представления желаемого конечного продукта.
- Преобразование. Модели CAD преобразуются в файлы автоматизированного производства (CAM), которые инструктируют станки с ЧПУ о необходимых операциях для реализации проекта.
- Настройка. Оборудование настроено на принятие запрограммированных инструкций и установку соответствующего инструмента, чтобы можно было начинать фрезерование.
- Эксплуатация. Станок с ЧПУ следует инструкциям программы, детали проверяются на протяжении всего производства, чтобы гарантировать точность готовой продукции.
На протяжении всего процесса инженеры могут корректировать программу для соответствия новым параметрам, вносить улучшения или реагировать на непредвиденные ситуации.
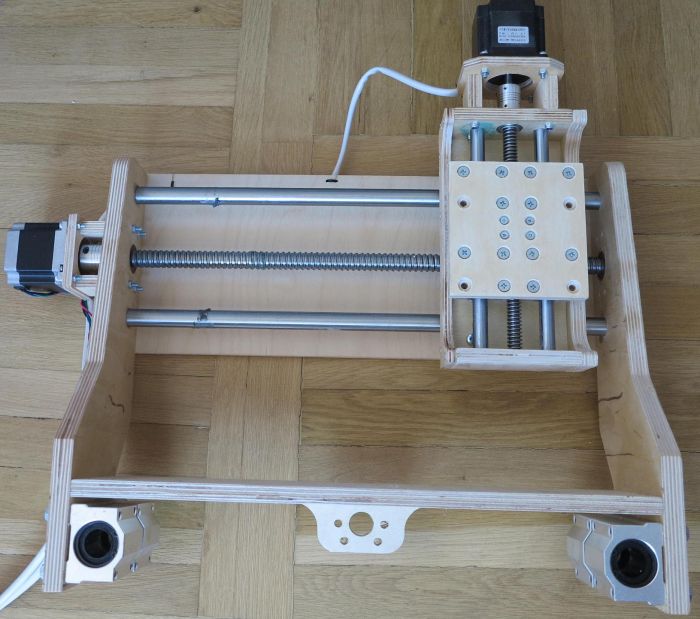 youtube.com/embed/pkFJyWumOl4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/pkFJyWumOl4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Преимущества фрезерования с ЧПУ
Фрезерная обработка с ЧПУпредлагает ряд важных преимуществ производителям в различных отраслях промышленности.
- Точность и единообразие результатов. Пятиосевые фрезерные станки с ЧПУ отличаются высокой степенью доступности и сложности при минимальных требованиях к креплению.
- Крупносерийное производство и масштабируемость. После первоначальной настройки фрезерные станки с ЧПУ могут быстро изготавливать большое количество компонентов. После оптимизации программ единственный способ масштабировать производство механической обработки – это либо дополнительные фрезерные центры, либо увеличение количества рабочих часов шпинделя в день за счет дополнительных смен, либо автоматизация и отключение инструментов.
Затраты на рабочую силу ниже, чем при ручном фрезеровании, но это не лучший аргумент в пользу обработки с ЧПУ в нашу эпоху. Обработка с ЧПУ является одним из самых дорогих методов производства и требует высокой почасовой оплаты труда. Благодаря фрезерованию с ЧПУ производители производят больше продукции за меньшее время с меньшим риском отклонения от первоначальной конструкции. Существует множество новых технологий, которые поддерживают уменьшение отклонений, датчики инструмента, динамические смещения, диагностику в инструменте и гашение вибрации, тепловые индикаторы для уменьшения износа инструмента и теплового коробления в деталях, автоматическую загрузку и разгрузку с помощью робототехники и многое другое .
Фрезерные услуги с ЧПУ
Существует несколько вариантов фрезерных операций с ЧПУ. У каждого типа есть свои уникальные преимущества и возможности применения.
- Торцевое фрезерование использует инструмент с зубьями как на периферии, так и на торце. Этот инструмент используется для создания плоских поверхностей, гладких контуров и получения более качественной отделки, чем другие методы формования.
- Плоское фрезерование позволяет обрабатывать большие куски материала. Широкие режущие зубья позволяют обрабатывать большие площади материала, а их более узкие зубья позволяют выполнять более глубокие пропилы.
- Угловое фрезерование регулирует угол резцов для получения фасок, зубцов, канавок и других угловых элементов.
- Фрезерование формы использует формованные фрезы для создания круглых полостей, контуров и сложных узоров.
- Штанговое фрезерование – это процесс резки нескольких деталей на одном станке. Фрезы крепятся оправкой и одновременно перемещаются по смежным поверхностям.
- Фрезерная обработка использует несколько фрез на одной оправке станка.Эти режущие инструменты способны выполнять одни и те же действия, создавая сложные детали за меньшее время.
- Профильное фрезерование относится к процессу резки вертикальных или наклонных траекторий поперек заготовки.
- Кажется, в этом разделе есть только слова, которые могли бы возникнуть, если бы вы искали в Google «типы фрезерования», но они, похоже, не совпадают с «вариантами для фрезерных операций с ЧПУ», указанными в заголовке. Сверление, расточка, развертка, ступенчатая / наклонная фреза, резьбовая фреза, метчик, 3D-контурная обработка, стружка, высокоскоростная обработка (постоянное зацепление) – вот лишь некоторые из распространенных операций.
 Этот инструмент используется для создания плоских поверхностей, гладких контуров и получения более качественной отделки, чем другие методы формования.
Этот инструмент используется для создания плоских поверхностей, гладких контуров и получения более качественной отделки, чем другие методы формования.Существуют также различные типы фрезерных станков с ЧПУ. Какая машина подойдет, зависит от сложности и деталей конструкции.
- Вертикальная фреза ориентирует ось шпинделя вертикально. Это упрощает резку и сверление некоторых материалов.
- Горизонтальные фрезы работают на ровной ровной поверхности. Эти устройства лучше подходят для бритья и стрижки.
- Револьверный стан имеет неподвижный шпиндель на столе, который может перемещаться как в перпендикулярном, так и в параллельном направлениях.Эти машины очень универсальны благодаря своим компактным размерам.
- Станины похожи на револьверные. Однако столы на этих машинах перемещаются только в перпендикулярном направлении.
 Эти устройства лучше подходят для бритья и стрижки.
Эти устройства лучше подходят для бритья и стрижки.Фрезерные станки с ЧПУ состоят из ряда компонентов:
- Машинный интерфейс
- Колонна
- Колено
- Седло
- Рабочий стол
- Шпиндель
- Беседка
- Ram
- Станок
Каждый из этих компонентов является важной частью производства деталей.Фрезерование с ЧПУ – это неотъемлемый процесс при производстве широкого спектра изделий – их слишком много, чтобы перечислять здесь. Примеры включают:
- Автомобильные двигатели
- Промышленное оборудование
- Аэрокосмические компоненты
- Мебель
- Шкафы
- Музыкальные инструменты
- Электроника
- Сотовые телефоны
- Строительство / Инфраструктура
- Потребительские товары
- Изготовление штампов для литья под давлением
Фрезерование с ЧПУ – это гибкий метод быстрого и точного изготовления компонентов с индивидуальными требованиями, позволяющий избежать высоких начальных затрат на инструменты для производства.Узнайте, какие услуги обработки с ЧПУ от Pro-Type Industries могут помочь вашей компании сэкономить время, деньги и сэкономить время на производственных процессах.
Руководство по фрезерным инструментам с ЧПУ
У станков с ЧПУ почти столько же разновидностей, сколько у продуктов, созданных в процессе фрезерования. Понимание использования этих инструментов облегчит выбор тех, которые вам нужны для вашего проекта. Правильный выбор инструментов делает процесс обработки с ЧПУ более точным.
Что такое обработка с ЧПУ?
ЧПУ расшифровывается как «компьютерное числовое управление». В процессе обработки с ЧПУ используется программное обеспечение, которое направляет фрезерные станки для создания нужного вам готового продукта. В отличие от 3D-печати, которая добавляет материал по мере необходимости, обработка с ЧПУ вместо этого удаляет нежелательный материал из заготовки.
У машинистов есть несколько инструментов на выбор. Каждое устройство дает разный результат. Иногда, чтобы получить идеальную отделку, производитель может использовать несколько инструментов.
Типы фрезерных инструментов с ЧПУ
Типы фрезерных инструментов с ЧПУ позволяют идеально настраивать конечные продукты. Для резки и придания формы различным материалам используются разные инструменты. Окончательный дизайн разреза также определяет, какой инструмент использовать. Помимо этих критериев, профессионалы выбирают инструменты, которые позволяют сбалансировать желаемую отделку и скорость. Одно может иметь приоритет перед другим, в зависимости от конечного использования готового продукта.
Вот некоторые из многих инструментов, доступных для фрезерования с ЧПУ.
Что такое фрезы для снятия фаски?
Фрезы для снятия фасок не имеют лезвий по краям, только на концах. Они используются для обрезки угловых кромок. Режущие лезвия каждой фрезы для снятия фасок называются «канавками». Чем больше канавок на мельнице, тем тоньше рез. Но меньшее количество канавок на мельнице удаляет больше материала за каждый ход, что ускоряет производство. При выборе фрезы для снятия фасок с двумя, тремя или четырьмя канавками очень важно сбалансировать скорость и качество обработки.
Что такое концевые фрезы?
Концевые фрезы бывают нескольких типов, используемых для различной резки.Все концевые фрезы режут под углом 90 градусов, что отличает их от фрез для снятия фасок. Чтобы резать прямо вниз, используйте концевую фрезу с центральной режущей кромкой. Эти фрезы режут как посередине, так и по бокам.
Эти фрезы режут как посередине, так и по бокам.
Концевые фрезы без центра имеют отверстие в центре и режущие кромки только по бокам фрезы. Концевые фрезы для черновой обработки используются для выполнения начальных разрезов, поскольку они имеют меньше канавок и сначала снимают больше материала. Для создания готового изделия с тонкой огранкой вы будете использовать концевые фрезы для чистовой обработки, у которых больше канавок, чтобы добиться более точного соответствия желаемой детали.
Помимо количества канавок, материал, используемый для концевой фрезы, также будет иметь значение для инструмента, используемого для проекта. Кобальт, быстрорежущая сталь и карбид – обычные материалы, используемые для создания концевых фрез. Каждый из этих материалов имеет свои преимущества, но их нельзя использовать взаимозаменяемо. Вот что нужно знать:
- Кобальт: Кобальтовые мельницы состоят только из восьми процентов кобальта, а остальная часть конструкции сделана из стали.Благодаря армированию кобальтом кобальтовые заводы работают на 10 процентов быстрее, чем заводы по производству быстрорежущей стали. Эта повышенная скорость удаляет больше металла быстрее, чем HSS, без ущерба для отделки.
- Карбид: Хотя твердый сплав тверже и обрабатывается быстрее, чем быстрорежущая сталь, он также имеет тенденцию к сколам. Не используйте твердосплавные фрезы для черновой работы. Эти концевые фрезы лучше всего подходят для чистовой обработки.
- Быстрорежущая сталь: Быстрорежущая сталь, или HSS, является стандартным материалом, используемым на многих предприятиях.В нем тщательно сбалансированы долговечность и стоимость инструмента. Хотя концевые фрезы из быстрорежущей стали не могут вращаться так же быстро, как из карбида или кобальта, более низкая цена делает HSS лучшим вариантом для многих. Кроме того, HSS обладает достаточной гибкостью для резки железа и других материалов.
 От того, как вы будете резать, будет зависеть используемый инструмент:
От того, как вы будете резать, будет зависеть используемый инструмент:- Боковое фрезерование: Если вы хотите получить скошенные кромки с помощью фрез для снятия фасок, вы выполняете боковое фрезерование.Этот процесс перемещает фрезу по углу материала, чтобы разрезать его и сгладить до желаемого угла.
- Торцевое фрезерование: Когда вы просто режете одну поверхность материала, это называется «торцевым фрезерованием». Поверхность – это лицевая сторона материала.
- Ramping: Ramping врезается прямо в поверхность и под углом, создавая наклонный разрез в материале.
- Врезное: Как следует из названия, врезное фрезерование заставляет концевую фрезу погружаться прямо в обрабатываемый материал.Как и врезание под углом, врезное фрезерование требует наличия концевой фрезы с центральной режущей кромкой для удаления материала из центра и краев произведенного отверстия.
- Фрезерование пазов: Фрезерование пазов позволяет создавать пазы в материале, режущие кромки сразу с двух сторон, когда концевая фреза делает паз.
Что такое шаровые мельницы?
У шаровых фрез закругленные концы. Как следует из названия, эти мельницы производят чистые и округлые основания на дне отверстий, которые они создают.Однако не путайте шаровые концевые фрезы с фрезами с цилиндрическим наконечником. Хотя обе обеспечивают округлые срезы, концевые фрезы с бычковатым наконечником производят прямые днища и боковые стороны со сглаженными углами. Концевые фрезы со сферическим концом идеально подходят для резьбы, так как они производят сферические основания.
Что такое фрезы с прямой канавкой?
Мельницы обычно имеют витые канавки. Но у фрез с прямыми канавками режущие зубья расположены вертикально. Прямые стороны лучше всего подходят для резки тонких или легко истираемых материалов, таких как пластмассы или эпоксидные композитные материалы.
Что такое концевые фрезы с нисходящей спиралью?
Большинство концевых фрез имеют спиралевидную конструкцию, которая вытягивает обрезанный материал вверх и из отверстия. Но концевые фрезы с направленной вниз спиралью толкают разрезанный материал вниз. Эти фрезы не подходят для сверления через элемент, но концевые фрезы хорошо работают для резки тонких материалов, сохраняя чистоту верхней части.
Что такое сверла?
Сверла прорезают отверстия в материале. Иногда машинист должен сначала просверлить отверстие, прежде чем добавлять резьбу метчиками или расширять отверстие расширителями.Винтовые сверла часто встречаются при общем ремонте. Эти биты создают небольшие дыры.
Как и концевые фрезы, сверла могут быть изготовлены из различных материалов, которые влияют на их прочность и производительность. Покрытия на внешней стороне долот могут увеличить срок их службы. Вот несколько распространенных материалов:
- Карбид: Как и концевые фрезы, твердосплавные сверла увеличивают срок службы сверла. Но этот хрупкий металл требует надежного и прямого позиционирования, чтобы предотвратить поломку бита.
- Быстрорежущая сталь: Та же быстрорежущая сталь, которая используется для концевых фрез, также может использоваться для создания сверл. Эти биты обладают качеством, которое делает их пригодными для общего использования без больших затрат.
- Покрытие из нитрида титана: Покрытие из нитрида титана или TiN заставляет сверло казаться золотым на режущей поверхности. TiN увеличивает твердость и долговечность сверла. Кроме того, сверло работает более плавно, поскольку покрытие TiN слегка смазывает поверхность.
- Покрытие из нитрида титана и алюминия: Наиболее распространенным покрытием для концевых фрез и коронок является нитрид титана и алюминия, или TiAlN. В то время как TiN немного напоминает золото, TiAlN придает внешнему виду детали голубоватый оттенок. Долговечность элемента увеличивается, в то время как скорости, с которыми вы можете использовать коронку, увеличиваются на 20 процентов, когда она имеет покрытие TiAlN.
 Долговечность элемента увеличивается, в то время как скорости, с которыми вы можете использовать коронку, увеличиваются на 20 процентов, когда она имеет покрытие TiAlN.
Долговечность элемента увеличивается, в то время как скорости, с которыми вы можете использовать коронку, увеличиваются на 20 процентов, когда она имеет покрытие TiAlN.Что такое мухорезы?
Мухорезы используются для создания гладкой плоской поверхности из большого куска материала.Подумайте о столешницах и прилавках. Хотя они быстро убирают с поверхности много материала, конструкция мухорезов может усложнить работу двигателя фрезерного станка с ЧПУ. Некоторые люди называют мухорезы «спойлбордами».
Выбор фрезерных станков с ЧПУ для проекта
Выбор правильных инструментов для проекта – половина работы. Использование неправильных инструментов может занять слишком много времени или даже привести к выходу из строя оборудования. На то, какое устройство вы выберете для проекта, влияет несколько факторов. Материалы, которые вы обрабатываете, а также скорость, отделка и направление, в котором вам нужен материал, – все это поможет вам выбрать лучшую фрезу для работы.
Выберите лучшую коронку для вашего материала
Не все концевые фрезы и сверла подходят для резки всех материалов.
Например, биты, предназначенные для использования из пластика, работают при более низких температурах, чтобы предотвратить плавление. Фрезы для алюминия должны вытягивать стружку и отводить ее от режущей поверхности, чтобы не сжимать стружку и основание вместе. Чтобы избежать непоправимого ущерба, никогда не меняйте местами биты при резке разных материалов.
Используйте самый сильный бит из имеющихся
Использование самого прочного сверла для обрабатываемого материала предотвратит его поломку и проскальзывание.Более прочные долота служат дольше при более точной резке, чем более слабые. Однако будьте осторожны при выборе твердой коронки для более мягких материалов, включая пластмассы. Чрезмерное усилие может повредить материал.
Скорость балансировки с финишем
Быстрая отделка не всегда желательна. Биты, которые режут быстрее, также будут резать более грубые за счет одновременного удаления большего количества материала. Если конечному продукту не требуется идеально гладкая поверхность, может быть достаточно бит, которая режет быстрее.
Биты, которые режут быстрее, также будут резать более грубые за счет одновременного удаления большего количества материала. Если конечному продукту не требуется идеально гладкая поверхность, может быть достаточно бит, которая режет быстрее.
Для более тонкой отделки вам понадобится концевая фреза с максимально возможным количеством канавок. Чем больше канавок на фрезу или концевой фрезу, тем более гладкой будет отделка. При использовании концевых фрез с тремя или более канавками процесс займет гораздо больше времени, поскольку с каждым оборотом фрезы вырезается меньше материала. Помните об этом при выборе деталей для создания гладкой отделки или мелких деталей.
Чтобы правильно заточить деталь без ущерба для скорости или дизайна, начните фрезерование с фрезой с меньшим количеством канавок для получения общего резания.Затем используйте концевые фрезы с большим количеством канавок, чтобы получить более тонкий результат. Хотя этот процесс занимает больше времени, он уравновешивает скорость и качество отделки.
Выберите подходящее направление
Направление может создать или разрушить продукт.
Фрезерные станки с ЧПУ могут выбирать подъемное фрезерование, также известное как «нижнее» или «обычное» фрезерование. При обычном фрезеровании конец фрезы поворачивается против направления подачи материала. Преимущество этого метода состоит в том, что материал вытягивается вверх и от режущей поверхности.К сожалению, его нельзя использовать с некоторыми металлами, потому что отвод стружки от поверхности перераспределяет тепло, выделяемое при резке, на сам металл. Некоторые материалы повреждаются из-за чрезмерного нагрева. Кроме того, обычное фрезерование требует большего усилия на инструмент, что сокращает срок его службы. При традиционном фрезеровании размер стружки постепенно увеличивается от начала до конца процесса.
Поднимаются фрезерные пропилы с подачей. Образовавшаяся стружка отрывается от режущей поверхности, что сохраняет поверхность в чистоте.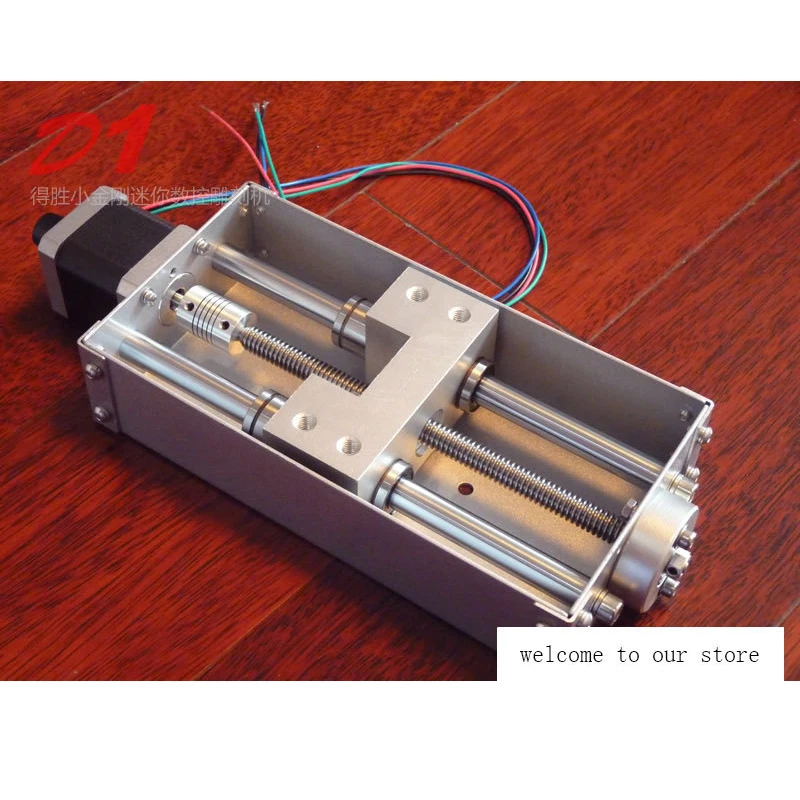 Такое направление резания продлевает срок службы инструментов до 50 процентов, что, в свою очередь, не требует больших усилий для врезания в материал. Несмотря на то, что пуховое фрезерование имеет прозвище «обычное», подъемное фрезерование становится все более популярным благодаря своим преимуществам. К сожалению, многие мастерские запрещают фрезерование с подъемом, потому что в случае неправильного выполнения машина может потянуть материал вверх, посылая шрапнель через мастерскую.
Такое направление резания продлевает срок службы инструментов до 50 процентов, что, в свою очередь, не требует больших усилий для врезания в материал. Несмотря на то, что пуховое фрезерование имеет прозвище «обычное», подъемное фрезерование становится все более популярным благодаря своим преимуществам. К сожалению, многие мастерские запрещают фрезерование с подъемом, потому что в случае неправильного выполнения машина может потянуть материал вверх, посылая шрапнель через мастерскую.
Установите правильную подачу и скорость
Ключ к безопасному и точному фрезерованию начинается с правильной настройки подачи и скорости.Скорость измеряется либо в оборотах в минуту (RPM), либо в футах поверхности в минуту (SFM). SFM должен быть постоянным, зависящим от разрезаемого материала. Умножьте SFM на 3,82. Затем разделите это значение на диаметр инструмента в дюймах, чтобы найти число оборотов в минуту:
.Частота вращения = (SFM x 3,82) ÷ диаметр инструмента
Если вы знаете желаемое число оборотов в минуту, вы можете найти SFM, умножив число оборотов в минуту на диаметр инструмента в дюймах и разделив результат на 3,82:
.SFM = (об / мин x диаметр инструмента) ÷ 3.82
Чтобы определить подачу, вам необходимо знать скорость в об / мин. Чтобы найти подачу, измеренную в дюймах в минуту (IPM), вам понадобится нагрузка на стружку, также называемая «дюймами на зуб» (IPT). IPM равно произведению числа оборотов в минуту, IPT и количества канавок на фрезере:
IPM = RPM x количество канавок x IPT
В то время как вы умножаете, чтобы найти IPM, вы вместо этого делите, чтобы найти загрузку чипа (IPT). Разделите IPM на число оборотов в минуту на количество канавок:
IPT = IPM ÷ RPM ÷ количество канавок
Эти расчеты имеют решающее значение для получения желаемого готового продукта с использованием данного материала и концевой фрезы или сверла.Неправильный расчет может привести к катастрофе, если вы введете неверную информацию в машину.
Острые фрезы и переточка
Острые мельницы требуют меньшего усилия и обеспечивают более чистую резку. Но проблема многих мельниц с покрытием и сложной конструкции сегодня заключается в дополнительной сложности их переточки самостоятельно с помощью стандартной алмазной точилки. Если они будут заточены неправильно, фрезы могут резать неравномерно или они могут потерять защитное покрытие.
Если вам необходимо заточить фрезу, обратитесь за помощью к профессионалу.В противном случае подумайте о покупке новых деталей. Если вы не хотите покупать мельницы повторно, выберите покрытия, которые продлят срок службы мельниц. Правильное хранение также увеличит срок службы ваших режущих инструментов.
Хранение ваших мельниц
Несмотря на то, что фрезы и биты могут резать твердые материалы, канавки все же могут быть повреждены и затупиться из-за неправильного хранения. Это особенно верно в отношении карбида, который обманчиво хрупок.
Храните мельницы в специальном контейнере с мягкой подкладкой, чтобы они не катились и не трулись друг о друга.Кейс для переноски также необходим для безопасного переноски инструментов, если вы путешествуете с ними. Переналадка ваших фрез или покупка новых может оказаться дорогостоящим и нарушить ваш рабочий процесс. Храните инструменты правильно, чтобы избежать преждевременного износа.
Получите нужные детали
Не соглашайтесь на некачественные детали и инструменты. Вам нужны профессионалы в области обработки с ЧПУ, которые точно знают, какой инструмент использовать для достижения желаемого результата. Мы стремимся предоставить вам максимально возможное качество выполняемой работы.Свяжитесь с AMI сегодня, чтобы получить расценки на вашу работу от наших профессионалов.
.