Как заточить сверло по металлу своими руками – самодельные чертежи и приспособа для заточки, как просто и правильно точить инструмент на станке
Затупленные сверла могут сломаться во время работы, и поранить вас. Гораздо лучше и легче работать острыми. В этой инструкции найдете чертежи и прибор для заточки сверл.

Шаг 1: Сравнение острого и затупленного сверла

Слева затуплено. Это видно по световому блику на режущей кромке между двух канавок. На фото справа видна острая режущая кромка.
Шаг 2: Инструмент для заточки

Опытные люди умеют затачивать сверла своими руками. В теории, хвостовик нужно держать в правой руке под углом 59° относительно приспособы для заточки сверл. Когда сверло касается точилки, нужно провести хвостовик дальше влево вниз, в то же время повернув сверло вокруг своей оси по часовой стрелке. У меня это ни разу не получилось.
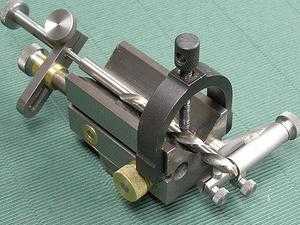
Заточный инструмент, который вы видите на фотографии, я купил почти тридцать лет назад. Такие простые приспособления для заточки сверл до сих пор продаются почти по той же самой цене.
Шаг 3: Устанавливаем градус

Направляющую на стойке можно устанавливать в семь положений. У моих сверл профиль угла режущей кромки 59°, нужно выставить этот градус на направляющей. Затяните барашковую гайку.
Шаг 4: Выравниваем кромку

У заточного инструмента имеется маленький заостренный наконечник, и край канавки нужно установить в притык к нему. Наконечник можно опустить или поднять, чтобы подвести к краю канавки.
Шаг 5: Величина выноса

Для начала нужно установить вынос (расстояние между желтыми линиями), он должен быть равен радиусу (расстояние между зелеными линиями).
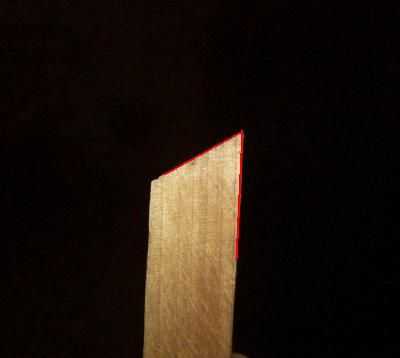
Шаг 6: Ширина и угол режущей кромки

Обратите внимание на угол красной линии. Если в предыдущем шаге вы вынесли сверло слишком далеко, режущая кромка приблизится к верхушке. Кромка получилась слишком широкой, а профиль — плоским. Из-за этого оно будет скользить по поверхности металла и вам будет тяжело засверлиться. Вы можете немного уменьшить вынос, но совсем немного, иначе вы можете случайно испортить наконечник заточного инструмента о точильный круг стойки.
Шаг 7: Идеальный угол режущей кромки

В идеале кромка должна быть как можно меньше. Она будет нижней точкой между скошенными гранями канавок сверла, на фото обозначена желтой линией, это сверло будет резать металл очень хорошо.
Шаг 8: Зажимаем

После того, как вы выставите вынос, завинтите винт крепления.
Шаг 9: Выставляем длину

Установите заточную направляющую на длину сверла. Конец должен быть в передвижном лотке, а не висеть в воздухе. Расслабьте металлическую окрашенную гайку. Отрегулируйте черную гайку. Затяните металлическую окрашенную гайку.
Шаг 10: Выставляем высоту

Хвостовик должен располагаться под прямым углом к точильному кругу. Для заточки я использую радиально-отрезной станок. Кончик нужно совместить с центром оси точильного круга.
Шаг 11: Закрепляем станок на столе

Бита должна лишь слегка касаться точильного круга. Если прижимать слишком сильно, заточить его будет очень трудно. Оно перегреется, и вы снимите слишком много металла.
Основание заточной направляющей должно быть под прямым углом к точильному кругу (зеленая линия). А верхнюю часть направляющей поверните так, чтобы острие смотрело немного левее центра (угол между зеленой и желтой линиями). Сдвиньте станок вперед так, чтобы сверло коснулось поверхности точильного круга. Зафиксируйте станок на столе.
Шаг 12: Приготовьтесь точить

Поверните кончик вправо. Включите точильный круг.
Шаг 13: Заточка

Сдвиньте хвост направляющей вправо (красная стрелка), чтобы сверло коснулось точильного камня. Желтые волнистые линии изображают искры. Когда сверло будет находится в этой позиции, собственно, и будет происходить его заточка.
Шаг 14: Поворот биты

Продолжайте сдвигать хвост направляющей вправо, пока сверло не выйдет за край камня. Чтобы заточить с другой стороны, вам нужно повернуть его вокруг своей оси на полоборота.
Сначала выключите станок. Затем расслабьте крепление и поверните его на полоборота. Край канавки должен быть впритык к заточному наконечнику. Повторите предыдущие два шага.
Выключите станок. Вытащите из крепления. Проверьте ширину поперечной режущей кромки. Если вы недовольны качеством заточки, измените вынос и повторите процесс.
Шаг 15: Заточенное сверло

На фото показана хорошая заточка. Режущие кромки не истерты и не закруглены, они острые и четкие. Длина и угол поперечной режущей кромки тоже вполне хороши.
Шаг 16: Тонкие сверла
Такой заточный инструмент хорош для 3 мм и больше. Если тоньше, его уже не получится заточить с помощью этого прибора.
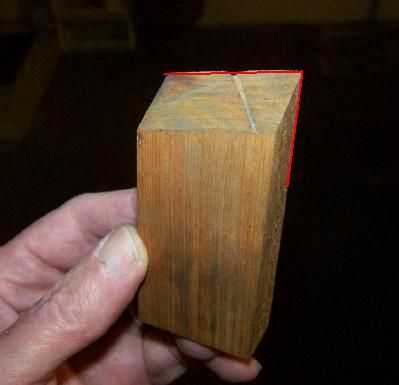
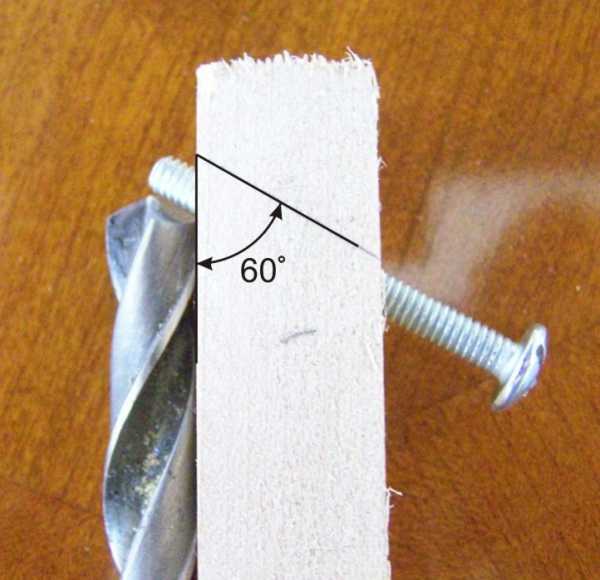
Для заточки тонких сделайте специальный блок из деревянного бруска длиной примерно 10 см. Обратите внимание – угол между красными линиями составляет 77°.
Шаг 17: Угол между гранями деревянного бруска
Боковой вид блока. Угол между красными линиями составляет 59°.
Шаг 18: Направляющая линия
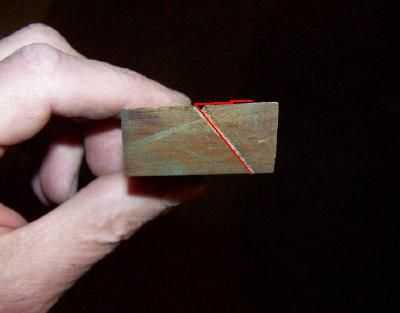
На верхней плоскости бруска виден треугольный вырез. Этот пропил идет по всей верхней грани блока и служит ложем. Угол между красными линиями также составляет 59°. Края треугольного пропила служат для выверения режущих кромок. Выверять кромки можно на глазок.
Шаг 19: Закрепляем на бруске

Поместите сверло в пропил на бруске. Брусок установите в тиски таким образом, чтобы хвостовик был над захватом, а захват немного выходил за скошенную сторону бруска. Поверните, чтобы одна из режущих кромок совпала с направляющим краем треугольного выреза. Закрепите струбциной. Капните немного масла на точильный брусок. Проведите вдоль скошенной стороны устройства, тем самым затачивая сверло.
Когда точильный брусок перестанет снимать металл, поверните сверло на полоборота и точите другую кромку. Проверить самодельную заточку можно с помощью увеличительного стекла, если нужно.
masterclub.online
Приспособление для заточки сверл

Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.
Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.

Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
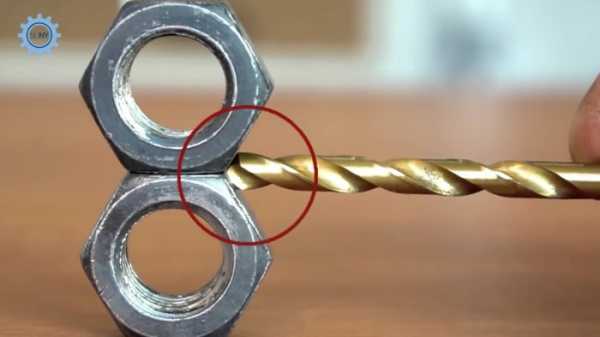
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.


Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям. Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.


Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.


Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.


Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.

Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.


После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.

Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
sdelaysam-svoimirukami.ru
Приспособление для заточки сверл: виды, правила заточки
Эффективность и точность работ определяются состоянием применяемых инструментов. Это актуально для сверления и специализированного инструмента — сверла. Его функциональность определяется заточкой. Ввиду трения наконечник подвергаются нагреву и износу. Поэтому для поддержания функциональности необходимо периодически восстанавливать геометрию. Для этого применяется приспособление для заточки сверл. Далее приведены их варианты и особенности.

Принципы заточки сверл
Данные работы осуществляют в соответствии с правилами и с использованием соответствующего оборудования. Однако опытные специалисты способны восстанавливать остроту на точильных станках при ручном удерживании инструмента. Такие работы требуют большого опыта, иначе сверло легко испортить.
Существует ряд правил заточки:
- Острие следует обрабатывать наждаком до 2-3 с за подход. Это обусловлено «отпусканием» металла, состоящем в потери твердости ввиду потери закалки, при более длительном воздействии вследствие нагрева. Свидетельством данного процесса является присутствие температурных побежалостей на кромке.
- В процессе механической заточки следует направить кромку навстречу вращению наждака.
- Основные принципы заточки определяются размерами и конфигурацией инструмента. Так, сверла диаметром до 4 мм следует удерживать неподвижно при каждом подходе. Для спиралевидных вариантов осуществляется заточка лишь задней поверхности.
- Угол заточки определяется типом целевого материала. Иногда одно приспособление перетачивают в зависимости от целевых материалов.
Частота заточки определяется типом сверла. Так, специализированные модели для древесины, в том числе перьевые, не точат в бытовых условиях. К тому же они медленно затупляются. Это актуально и для твердосплавных инструментов. Победитовые варианты, рассчитанные на бетон, вообще не восстанавливают. Таким образом, наиболее часто затачивают спиральные сверла по металлу.
Последние отличаются небольшой кромкой, интенсивно нагревающейся от трения ввиду малой площади рассеивания. Перегрев ведет к затуплению. К признакам этого относят скрип, быстрый нагрев приспособления без продвижения вглубь, отходы в виде опилок, а не завитой стружки.
Применение затупившегося сверла ведет к потере эффективности и ускоренному износу инструмента.
Инструменты
Для заточки используется два типа приспособлений: насадки либо упоры универсального назначения и узкоспециализированные устройства.
К простейшим приспособлениям относят ручной держатель. Данный инструмент служит только для удержания предмета в конкретном положении. Контроль заточки осуществляется визуально. Для этого применяется произвольный ориентир. Следовательно, для работ с данным приспособлением требуется опыт. К его достоинствам относят простоту, компактность, низкую стоимость. Основные недостатки состоят в низкой точности обработки и повышенных требованиях к навыкам исполнителя.
Упор для электрического точила представляет собой универсальное приспособление, служащее для фиксации инструментов и не рассчитанное конкретно на сверло. Многие модели имеют регулировку угла наклона и оснащены шкалой разметки. Это определяет лучшую точность работ, чем с ручным держателем, однако и в данном случае большое значение имеют навыки исполнителя. К тому же существуют более совершенные и универсальные варианты с дополнительной регулировкой высоты и рассчитанные на монтаж детали на верстак вместо корпуса наждака. Такие упоры совместимы с любыми электроточилами и позволяют обрабатывать фрезы, стамески, ножи, отвертки и др.

Полупрофессиональные направляющие для разных сверл представляют собой более совершенные инструменты в сравнении с рассмотренными выше. Они обеспечивают надежную фиксацию всех линейных параметров с выставлением значений по разметке и высокоточный контроль заточки (до мкм). Монтаж приспособления в желобе исключает его смещение или проворот. Предполагается линейное перемещение, контролируемое ограничительным упором либо исполнителем, и движение кромки по дуге. Данные приспособления обеспечивают хорошее качество заточки. Однако необходимы профессиональные навыки, т. к. для правильной обработки требуется учитывать тип сверла. Ввиду отсутствия автоматики направляющие относят к профессиональным приспособлениям. Однако существуют и полуавтоматические варианты направляющих, оснащенные точильной установкой. Они исключают необходимость установки упора на верстак и смены дисков.
Следует отметить, что все рассмотренные выше приспособления рассчитаны на стандартные электроточила. Ввиду этого предварительно следует установить наждачный диск.
Электро-машинки для заточки рассчитаны на восстановление спиральных сверл. То есть это узкоспециализированные приспособления. Основным их достоинством считают простоту применения, исключающую необходимость наличия специальных навыков и опыта пользователя. Это обусловлено автоматизацией устройства. Исполнителю нужно только поместить сверло в отверстие с учетом его диаметра. Это же исключает возможность ошибок, обеспечивая точность. Однако для большинства вариантов данных приспособлений отсутствуют настройки. Ввиду этого они более актуальны для бытового применения. Некоторые модели оснащены насадкой для ножниц и ножей. Существуют профессиональные варианты, предусматривающие возможность контроля оператором заточки. В рассматриваемых моделях сверло монтируется в индивидуальном картридже вместо общей обоймы. Они оснащены настройками угла заточки, глубины снятия материала, метода обработки кромки.
Еще один простой вариант для бытовых условий представлен насадками для заточки сверл. Насадка на дрель для заточки сверл включает кожух с наждаком внутри.
В промышленных условиях при интенсивном применении сверлильных станков приходится постоянно восстанавливать их рабочие элементы. Для этого служат стойки, представленные профессиональными стендами с заточными приспособлениями для различных вариантов. Они универсальны и высокопроизводительны, но весьма дороги.

Независимо от вида приспособления, которым пользуются для заточки сверла, контроль точности осуществляют с использованием шаблона. Он позволяет определить точность углов режущей части.
Самодельные приспособления
Существует обширный перечень приспособлений для заточки приведенных выше типов. К тому же в целях экономии некоторые пользователи создают простейшие самодельные варианты. Также бывают самодельные шаблоны для проверки заточки сверл.
Наиболее простыми приспособлениями для заточки являются втулки.
Эти инструменты с соответствующим поперечному размеру наконечника внутренним диаметром жестко монтируют на основании под конкретным углом. Необходима полная фиксация сверла ввиду того, что минимальные колебания на 1-2° приводят к значительному снижению точности заточки.
Нередко самоделки оснащают приспособлениями для надежного удержания сверла. В простейшем случае они представлены брусками с отверстиями, соответствующими размерам целевых наконечников. Более сложный вариант – обойма алюминиевых либо медных трубок.
Также важным элементом конструкции самодельного приспособления для заточки является подручник. Он выполняет функцию упора для обрабатываемой детали и обеспечивает надежную его фиксацию и точное движение относительно наждака.
Простейшие заточки для сверл представлены треугольными брусками с определенным углом, в основании которых проделаны отверстия для приспособлений, соответствующие их диаметру. Такие самодельные инструменты были весьма популярны несколько десятилетий назад в отсутствии обширного перечня фирменного оборудования на рынке.
Существуют приспособления для обеспечения правильного угла заточки из гайки. Прежде всего, выбирают гайку, диаметр которой определяют целевым диаметром сверла. По предварительно сделанной разметке штангенциркулем вырезают два пропила. К первой гайке приваривают меньшую, разместив внутри гайки большого диаметра шайбу. В маленькую гайку закручивают болт. Для заточки инструмент помещают в пропил и зажимают болтом.
Домашние станки
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл. Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Для создания инструментов для заточки сверл своими руками существуют чертежи и в целом, и отдельных конструктивных узлов.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.

После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
видео и инструменты для сборки своими руками, чертежи и шаблоны
 Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью
Если вы постоянно имеете дело с заточкой твердых заготовок, то поверхность сверла очень быстро придет в негодность. Оно затупится, будет сильно нагреваться и в итоге потеряет былую прочность. Все это следствие «отпускания» металла. Именно поэтому такой инструмент нуждается в периодической заточке с помощью
Как сделать самодельные приспособления для заточки сверл, какие шаблоны для этого существуют и что нужно подготовить для работы, вы узнаете из нашей статьи.
Особенности заточки сверл
 Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Сверла – эти недорогие приспособления, особенно если говорить о тех, что широко используются для бытовых нужд. Однако если есть возможность, то после затупления лучше заточить инструменты, чем покупать новые.
Есть заводские устройства, предназначенные для заточки, но при их покупке вы сильно потратитесь, и это не восполнит экономию при отказе от приобретения новых инструментов. Именно поэтому немало мастеров собирают станки для заточки своими руками.
 Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
Стоит отметить, что затупление касается сверл по металлу, поскольку инструменты по дереву практически этому не подвержены, за исключением случаев применения на высоких оборотах при смолистой заготовке. Также заточке не подлежат победитовые наконечники по камню или бетону.
А вот сверла по металлу многие точат посредством всех дополнительных приспособлений своими руками, но точность такой работы далеко не всегда идеальна, поэтому желательно использовать хотя бы минимум механики.
Как правильно сделать приспособление для заточки сверл своими руками: обучающее видео
Чтобы самому сделать такое устройство, вам потребуется средство контроля (шаблон). Каким бы образом сверло не затачивалось, точность проверяется специальным шаблоном.
Простые сверла по черному металлу имеют угол кромки от 115 до 120 градусов. Если металл другой, то и углы заточки тоже будут отличаться:
- для твердосплавной бронзы, стали или чугуна он составляет также от 115 до 120 градусов;
- для мягкой бронзы или латунных сплавов – от 125 до 135 соответственно;
- для красной меди 125 градусов;
- для алюминия и мягких алюминиевых сплавов, гранита, керамики и древесины – 135 градусов;
- для магния и его сплавов – 85 градусов;
- для пластика, текстолита и силумина – от 90 до 100 градусов.
Вы можете подготовить сразу несколько шаблонов в зависимости от перечисленных значений и, в соответствии с ними, своими руками выполнять заточку. Одно и то же сверло можно применять для разных типов заготовок, нужно лишь менять углы вершины рабочего места.
Простое, но очень удобное затащивающее устройство – это втулки разного размера, которые прикреплены к основанию. Сделать самому их можно, опираясь на специальные чертежи. Помните, что инструмент во втулке не должен болтаться, а качество сверления может ухудшиться, даже если ошибка составит всего один градус.
 Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Можно сделать большую обойму на основе алюминиевых или медных трубок в зависимости от типовых параметров сверл или же взять брусок из мягкого материала и проделать в нем много отверстий. В точиле очень важно поставить удобный подручник, благодаря которому можно будет под нужным углом двигать приспособление для заточки и держать упор.
Перечисленные приспособления для заточки изготавливаются уже немало десятилетий подряд и пользуются спросом до сих пор. Для сборки заточного станка своими руками можно вместо уголка взять дубовый брусок.
Простейший станок для заточки можно собрать, просто установив напротив боковой части наждака верстак или столик. Даже такое простое приспособление обеспечивает высокое качество и точность выполнения работ.
Особенности выполнения заточки на простом устройстве
 В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
В интернете можно отыскать готовые чертежи устройств для заточки сверл, или же наброcать их самому, но для этого следует понимать принцип работы со сверлом.
Во время работы категорически запрещено допускать движение сверла вокруг своей оси. Если он провернется как минимум на миллиметр, то будет испорчен, и вам придется для повторной обработки стачивать небольшое расстояние.
После окончания работы сверло должно остыть, также выполните замеры шаблонами. Кромки должны быть идеально симметричными вплоть до десятых долей миллиметра. Особенно это важно, если сверло имеет минимальный диаметр.
Заточка может сопровождаться такими ошибками:
- углы будут правильными и симметричными, а вот длина режущих кромок – нет. В таком случае центр сверления сместится по отношению к оси, вследствие чего появляются биения. В самом начале работы будет трудно попасть в разметку, а само сверло может сломаться;
- Когда несимметричны друг другу углы режущей кромки, то центровка точна. Во время создания отверстий работает только одна режущая часть, работа происходит очень медленно и быстро греется наконечник. Может быть «отпускание» закаленного металла вследствие нагрева, отверстие может быть разбитым, а диаметр будет превышать диаметр сверла.
 Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Как из подручных средств своими руками собрать точильный станок для спиральных сверл по металлу?
Для основы прибора можно взять любой точильный станок, который способен исправно работать, в нем нет биения оси, и он держит обороты под нагрузкой.
Задание выглядит таким образом:
- подручник обязан строго стоять горизонтально на одной оси с вращением наждака;
- конструкция должна быть безопасной, надежной и прочной;
- следует предусмотреть возможность затачивать как вручную, так и полуавтоматом;
- форма подручника должна способствовать свободному опущению хвостовика сверла на нужный угол.
 Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Специфических деталей для изготовления этого приспособления не требуется, практически все необходимое есть у каждого домашнего мастера. Заготовки обрабатываются болгаркой, сваркой или точилом.
Для режима полуавтоматики предполагается качающийся упор, поэтому нужно сделать петлевое соединение. Точно подберите для отсутствия люфтов отверстия болта, кронштейна и трубки.
Площадка должна двигаться по вертикальной оси, чтобы можно было менять угол заточки сверла. Данную ось можно фиксировать, а подручник должен качаться, опираясь при этом на горизонтальную ось, что при заточке обеспечивает нужную артикуляцию.
 Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
Опорная пластина выполняется из металла на 4 мм в толщину, а основные части конструкции должны иметь толщину в 3 мм соответственно. Это обеспечивает ее высокую прочность. Подручник с корпусом наждака соединяется жестко. Крепить его к защитному кожуху нельзя, поэтому посредством металлической «щеки» прикрутите кронштейн.
К опорной пластине затем прикручиваем саму направляющую пластину для сверл толщиной в 5 мм. В ней для фиксации сверла при обработке пропиливается паз треугольной формы.
Конструкция имеет угол поворота в 90 градусов, что позволяет обеспечивать заточку разными методами. Начиная от метода Леонтьева и заканчивая прижимом под определенным углом и созданием острого угла кромки благодаря кривизне наждака.
 Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Сверло при обработке будет не только прочно стоять в канавке, его также можно будет вдоль паза подавать к абразиву, а угол заточки при этом отклоняться не будет. Благодаря частичному превышению плоскости опорной пластины над осью движения диска, можно достичь нужной формы заточки затылка кромки.
Перед выполнением работ сверло следует прижать к пластине и выставить параллельно ей режущую кромку. Юстировка на этом окончена и можно к наждаку подносить и инструмент. Заточку нужно выполнять медленно и аккуратно, тщательно следить за углом.
Благодаря такому самодельному инструменту достигается высокая точность заточки и практически не нужен шаблон. Правда, потребуется время на установку станка и настройку угла, то зато потом вы без труда быстро наточите сверла в нужном количестве.
А вот если потребуется заточить бур, оснащенный твердосплавной насадкой, то можно на фиксированный угол прикрепить качающуюся пластину. Для этого под осевую гайку кладут несколько шайб.
Применение наждачного круга в самодельном инструменте для заточки
Для универсальных точильных работ в основном используют белые круги на основе электрокорунда. Их применяют для заточки лопат, топоров, ножей и заготовок из металла.
С целью обработки твердосплавных сверл или быстрорежущих металлов нужно брать абразивные зеленые круги на основе карбида кремния с маркировкой 64С. А вот под бытовые нужды достаточно зернистости круга на 25Н.
 Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Заточка сверл требует более мелкой фракции в области от 8Н до 16Н. Помните, что наждаки на основе карбида кремния во время работы сильно греются, поэтому сверло в контакте с таким абразивом держать долго нельзя. Давайте металлу остывать после 2-3 подходов и охлаждайте его в содовой воде.
Качество кромки зависит от направления вращения абразива. Рабочая его поверхность обязана набегать на срез (идти сверху вниз).
Периферийная поверхность наждака при обработке обязана быть ровной. Ее можно править насадкой на основе эльбора. Если диск имеет малый диаметр, допускается применение плоскогубцев, в которых будет удерживаться эльборовый резец.
Итак, мы рассмотрели, как в домашних условиях можно собрать и использовать приспособления разной сложности с целью заточки сверл и не только. Выбрать подходящий вариант вы можете в зависимости от ваших бытовых потребностей.
Самодельный станок для заточки сверл
instrument.guru
Самодельные приспособления для заточки сверл
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.

Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом – соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.

При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки. Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.

Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.

В результате отпадает необходимость использования тисков и струбцины (главное при этом – не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины – 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.

Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.

Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
fb.ru
Заточка сверла по металлу своими руками (приспособление)
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +74956460012
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте каталог
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+74956460012
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте

В зависимости от диаметра отверстия, материала заготовки и требуемой точности сверление может производиться один прием или производится двойное рассверливание, обычно к такому приему прибегают при необходимости получения больших диаметров отверстий. Рассверливание позволяет получить более точные параметры отверстия больших диаметров из-за более точной работы второго сверла. Для высверливания отверстий в металле применяется спиральное сверло.
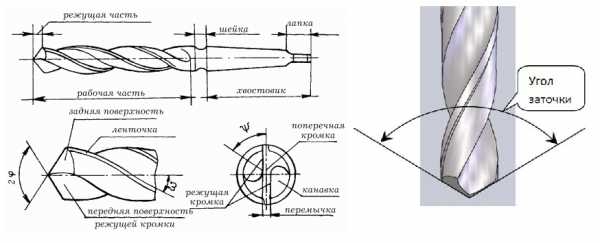
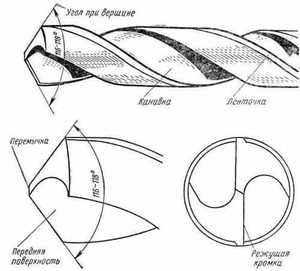
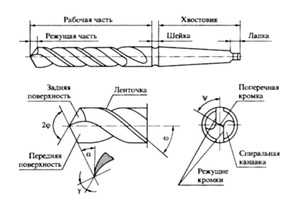
Устройство сверла
Рабочая часть состоит из режущих кромок, двух спиральных спинок, двух ленточек, которые связаны между собой перемычкой. Наружная поверхность инструмента образуется двумя узкими направляющими ленточками. Наружные поверхности которой образуют две спиральные канавки. По винтовым каналам, образованными спинками к режущей кромкой может подаваться охлаждающая жидкость, а также происходит удаление образующейся стружки.
Рабочая часть сверла образуется из режущих кромок, в большинстве применяемых сверел, их две. В зависимости от материала угол между режущими кромками может быть различным.
Таблица рекомендуемого угла заточки от материала заготовки.
| Угол заточки сверла | |
| Материал для сверления | Угол при вершине, град |
| Сталь чугун, твёрдая бронза | 110-120 |
| Латунь, мягкая бронза | 120-130 |
| Медь | 125 |
| Алюминий | 140 |
| Магниевые сплавы | 90 |
| Пластик, силумин | 90-100 |
| Пластмассы | 90-100 |
| Камень и другие хрупкие материалы | 140 |
Для закрепления в станке рабочего инструмента хвостовик может иметь цилиндрическую форму или коническую, которая выполняется по стандарту 1:20 и называется — конус Морзе. Конус Морзе делится на 7 типоразмеров, № 0,- № 6. Такая конструкция обеспечивает надежную центрировку и удерживание инструмента в станке. Для того чтобы обеспечить универсальность крепления применяются переходные втулки под разный типоразмер конуса.
Таблица типоразмеров Конуса Морзе
| Обозначение, № Конуса Морзе | Конусность | Угол конуса | Угол уклона конуса |
| 0 | 1:19,212=0,0521 | 2 °58′ | 1 ° 29 ‘ |
| 1 | 1:20,047=0,0499 | 2 °51′ | 1 ° 25 ‘ |
| 2 | 1:20,020=0,0499 | 2 ° 51′ | 1 °25 ‘ |
| 3 | 1:19,922=0,0502 | 2 ° 52 ‘ | 1 ° 26 ‘ |
| 4 | 1:19,254=0,0519 | 2 °58 ‘ | 1 ° 29 ‘ |
| 5 | 1:19,002=0,0526 | 3 ° 00 ‘ | 1 ° 30 ‘ |
| 6 | 1:19,180=0,0521 | 2 ° 59 ‘ | 1 ° 29 ‘ |
Основные виды несоответствий, приводящие к отклонениям от заданных норм при высверливании отверстий:
1. Отклонение оси отверстия от заданного направления — причина: неправильная заточка сверла, применение более длинной рабочей части чем необходимо по заданным условиями.
2. Увеличение диаметра отверстия от заданного — причина: неправильная заточка, одна кромка режущей поверхности больше другой, не одинаковые углы 2 φ, биение шпинделя станка.
3. Превышение допустимой шероховатости обрабатываемой поверхности — причина: затупление сверла.
4. Перегрев сверла — причина: затупление сверла, повышенная подача или забитие канавок стружкой, наличие раковин или твердых включений в материале заготовки.
Если проанализировать причины брака при производстве отверстий в заготовках, то на первое место выходят две причины — это неправильная заточка и соблюдение режимов сверления.
Режимы сверления стали
Что касается режимов сверления, основным критерием является соблюдение подачи при работе.
Подачей при сверлении называется расстояние пройденное инструментом за один оборот. Для сверла с двумя режущими кромками диаметром от 6 до 25 мм это значении принимается равным для углеродистой стали от 0, 05 до 0,35 мм на один оборот при скорости резания углеродистой стали от 20 до 40 м. в мин. Для ориентации ниже приведена таблица зависимости диаметра от оборотов шпинделя станка. (Рис.2)
Таблица рекомендуемой зависимости оборотов шпинделя станка от диаметра сверла при резании не углеродистой нелегированной стали.
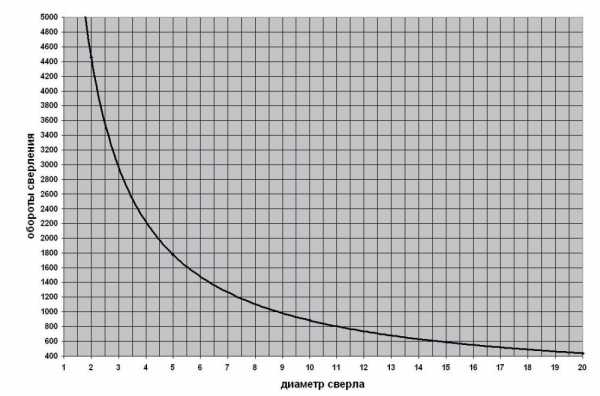 Рис.2
Рис.2Заточка сверла
Ручная заточка
Ручная заточка обычно происходит на обдирочно — заточных станках, проще говоря — точилах. Эти аппараты бывают разных типоразмеров от больших промышленных до бытовых небольших и имеют спаренный блок из 2 наждачных кругов. Камни различаются друг от друга размером зерен, как правило один из кругов из электрокорунда — материала предназначен для обработки стальных заготовок, в том числе для заточки сверл. На стандартных заточных станках устанавливаются прямоугольные круги, которые имеют следующие элементы: две торцевые части, периферийное поверхность, два ребра. Периферийная поверхность является главной для обработки, а торцы и ребра носят вспомогательную функцию.
Согласно руководство по эксплуатации техническому обслуживанию и ремонту на заточных станках имеются горизонтальные подручники (упоры, столики) которые располагаются строго перпендикулярно плоскости вращения круга. Зазор между подручником и абразивным кругом должен составлять не более 1 мм. Главная периферийная поверхность наждачного круга должна быть ровной, без впадин и выпуклостей. Для придания правильного размера торца (правки) поверхности используются державки с резцовой вставкой из эльбора — этот способ является простым и эффективным. В отдельных случаях вставку с эльбором можно держать в пасссатижах. Пример обработки круга показан на (Рис. 3)
 Рис.3 Правка торца наждачного круга эльборовым резцом.
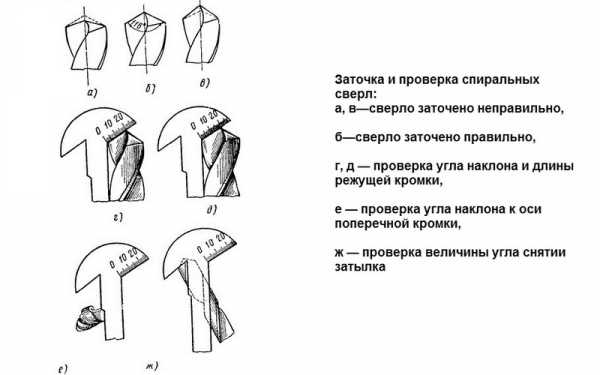
Рис.3 Правка торца наждачного круга эльборовым резцом.При заточке обрабатываются режущие кромки задней поверхности, перемычка.
Режущая кромка образуется схождением канавки и задней поверхности или как ее еще называют затылком, именно задняя поверхность обрабатывается на точильном станке для придания режущей кромке остроты и нужной и геометрии. Криволинейная форма задней поверхности и занижение относительно горизонтали нужно для того чтобы режущая кромка была впереди всех точек задней поверхности. Это нужно чтобы ей ничто не мешало врезаться в материал.
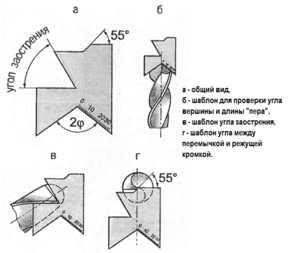
Наклон режущей кромки можно проконтролировать специальным шаблоном приставив его к середине сверла, если специального шаблона нет, его легко вырезать из любого листового металла или жести, таким образом упрощается контроль за главным параметром сверла — углом, образованным режущими кромками, или его еще называют углом при вершине. Он имеет различные значения и могут доходить до 120 °.
Еще можно ориентироваться на угол между режущей кромкой и осью сверла. Для контроля параметра шаблон прикладывается к боковой поверхности и затылочной части. Здесь должна быть половина угла, то есть — 60 °.
Ещё один очень важный параметр при заточке — это симметричность, проще говоря, кромки должны быть одинаковыми по длине и углу наклона.
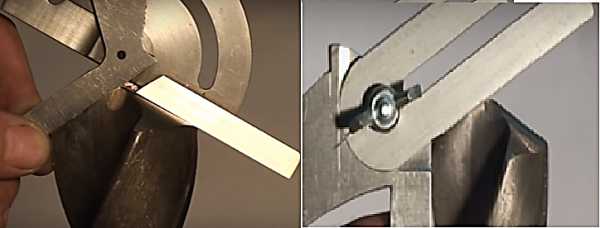 Рис 4. Замер шаблоном угла заточки
Рис 4. Замер шаблоном угла заточкиПравильное расположение руки при удержании сверла
для того чтобы правильно сориентировать положение сверла относительно торцевой поверхности круга на подручнике наносится маркером черту с наклоном 60°.
Это черта будет служить ориентиром для положения тела сверла. Инструмент ложится боковой поверхностью на указательный палец или пальцы ладони, которые опираются на подручника, сверху сверло прижимается большим пальцем, вторая рука держит сверло за хвостовик и управляет его движением вверх-вниз, а также фиксацией в нужном положении.
В режиме заточки участвуют обе руки, наклон хвостовика допустим, когда он будет ниже режущей кромки, а не наоборот.

Рис 5 . Удержание сверла при заточке
Сверло ориентируется так чтобы режущая кромка было горизонтально торцу кругам и очень важно чтобы при заточке торцевой поверхности сверла режущая кромка сохраняла горизонтальное положение относительно поверхности точильного камня при снятии металла с задней поверхности.
Если посмотреть сбоку на положение круга и сверла, то видно, что радиус круга уже готов предать задней поверхности наклон, чем меньше диаметр круга тем наклон больше.
Движение сверла при заточке следующие:
- Аккуратно подводится режущая кромка до касания с абразивом и легко прижимается, после чего сразу начинается движение хвостовика, вниз не ослабляя нажима до конца прохождения;
- Далее следует незначительные отвод сверла для его поворота на 180 °для заточки второй кромки Режущая кромка как в первом случае выставляется горизонтально, задняя поверхность обрабатывается аналогично как в первом случае, важно следить за чтобы все действия были одинаковы;
- Если же необходимо одну режущую кромку сточить больше чем другую, тогда несколько раз не меняя положение кромки делается необходимое количество обточек.
Для людей владеющий левой рукой лучше чем правый возможна смена рук с соблюдением всех правил.
Заточные станки «Энкор»
Модельный ряд заточных станков «Энкор» разнообразна. Диапазон мощности от 0,2 до 2,5 КВт и современные разработки позволяют использовать приборы в быту и в производственных мастерских.

Основное назначение данного прибора — это обработка инструмента, заточка сверл, уборка заусенец, снятие фасок. Линейки заточных станков «Энкор» выпускаются двух серий, первая — бытовая — предназначена для не частого использования в быту, и вторая — « Эксперт» для работы в профессиональном направлении для производственных мастерских.
Изделия «Энкор» отличаются высокой надежностью, в них применены пыле-влаго защищенные однофазные асинхронные двигатели, которые рассчитаны на долгое время работы без перегрева. Высококачественные подшипники, высокая точность изготовления валов и литой корпус делают конструкцию надежной, что позволило значительно повысить КПД машины.
Чугунное основание делает аппарат очень устойчивым. Литой корпус придает станку жесткость. Размеры заточных кругов варьируется от 125 до 250 мм. Благодаря широкой линейке изделий заточных станков «Энкор» можно выбрать изделие для выполнения точных операций и черновых работ. Быстрая смена наждачных кругов разной зернистости в совокупности с высокими оборотами двигателя превращает каждый станок в универсальный инструмент, который способен выполнять широкий спектр задач.
В комплектации заточного станка поставляется: Круги различные зернистости, регулируемые упоры, защитные кожуха, защитные экраны. Некоторые модели комплектуются увеличительным стеклом.
Универсальное приспособление для заточки из обычной гайки
А если необходимо заточить сверло без заточного станка?
Предлагаем сделать приспособление буквально за несколько минут из обычной гайки, сверло будет точиться при помощи болгарки быстро и точно.
Для приспособления подойдет гайка от М26 и больше.
Этапы изготовления (смотрим по этому поводу видио) :
- зажимаем гайку в тиски и по граням делаем пропилы болгаркой
- напильником убираем заусенцы с пропило
- выравниваем неровности граней гайки, обточив их напильником.
Выточки от 2 до 4 мм одинаковые для каждой грани.
Рабочий диаметр можно затачивать в таком приспособлении от 2 до 10 мм.
Вставить инструмент в направляющие пропилы и зажать хвостовик вместе с гайкой в тиски, выдвинув наконечник инструмента над гранью гайки не более 5 мм.
Далее болгаркой затачивается выступающую часть ориентируясь на наклон граней гайки.
Проверка угла заточки проводится шаблоном из приваренных между собой гайками, прислонив заточенную часть между ними, ориентируясь на полученный угол 120 ° . При использовании для заточки с подобным приспособлением станок, то гайка с инструментом зажимается в обычную струбцину.
Усовершенствование приспособления
Но если не хочется заморачиваться струбциной можно усовершенствовать приспособление сделав в гайке до половины треугольный пропил и зажать инструмент сверху болтом вкручивая его в приваренную гайку меньшим диаметром.
Станок для заточки спиральных сверл
Заточка свела на специальных станках
Partner PP-13

Линейка станков Partner PP-13D; PP-13С; PP-13U основным различием является комплектация, все станки комплектуются цанговыми держателем кроме модели РР-13U. Эта модель комплектуется шестикулачковым прецизионным патроном
На всех станках применяется диски CBN-200. Диск для заточки затыловочной части из твердосплавных сплавов приобретается отдельно, все диски универсальные подходят ко всей линейке.
Станок PP-13С предназначен для заточки инструмента от 2 до 13 мм с углом заточки от 90 до 135 °. Скорость вращения диска 5200 оборотов в мин., мощность 180 Вт. Питание с от сети переменного тока 220 В. Вес 10 кг.
Модель комплектуется цанговыми держателями в количестве 11 штук. В станке предусмотрено 3 вида обработки: по задней поверхности подреза хвостовика, заточка инструмента происходит по задней поверхности с затыловкой и подточкой поперечной режущей кромки.
Для заточки выбирается цанга соответствующая диаметру рабочей части и устанавливается в патрон. Регулятором, находящимся на верхней панели прибора, устанавливается диаметр рабочей части инструмента.
Затем собранная заготовка вставляется в отверстие для затоки режущей кромки и происходит заточка. Обрабатывается сначала одна кромка затем вторая.
Станок Patner PP-13С предназначен для заточки спиральных сверл по металлу диапазоном от 2 мм до 13 мм с правой спиралью и двумя стружкоотводящими канавками.
Данные станки очень просты в эксплуатации, навык в работе приобретается очень быстро в течение 15 минут после пробной заточки. Точность заточки составляет две сотые миллиметра. Для твердосплавных напаек диск SDC — 200 приобретается отдельно.
Дополнительные технические характеристики:
- Габариты — 320×180×190 мм;
- Вес — 10 кг.
- Комплектация:
- Набор цанг от 3 мм до 13 мм; Держатель для цанг; Диск CBN для быстрорежущей стали; Шестигранники.
- В руководстве по эксплуатации более подробно описано устройство техническое обслуживание и ремонт.
- Дополнительно: Диск SDC-200 для твердого сплава.
themechanic.ru
как правильно заточить своими руками, особенности эксплуатации, техника безопасности
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
- Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.

Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.

Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
pochini.guru