Пильные цепи – РемСити
Пильные цепи
Технические характеристики, обслуживание, уход и заточка
Уход и обслуживание пильных цепей
правила заточки
Составные части цепи
Технические характеристики пильных цепей
При выборе цепи для мотопилы, нужно обращать внимание на следующие характеристики:
- Назначение
- Шаг
- Толщина ведущего звена
- Глубина Резки
- Высота профиля
Все прекрасно знают, что распил древесины вдоль волокон сложнее, чем поперек, поэтому лучше использовать цепи, соответствующие своему назначению.
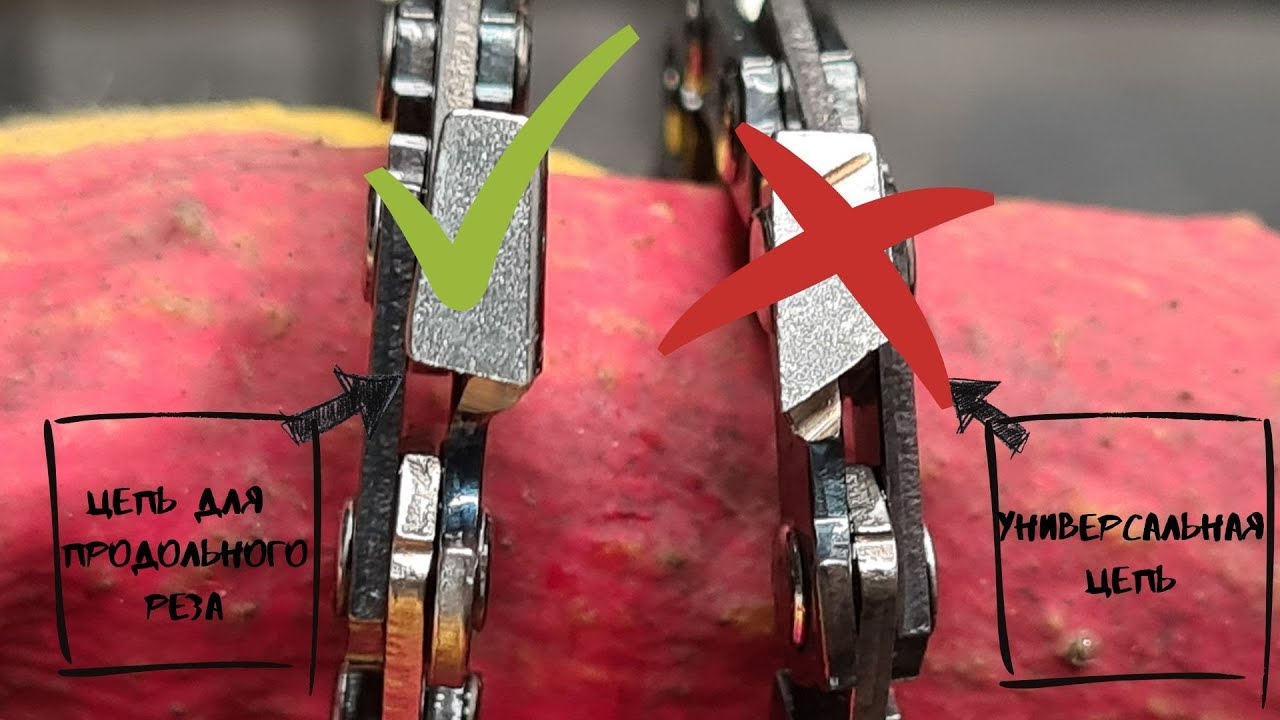
Главное различие между цепями поперечного и продольного типа – углы атаки режущих звеньев.
У цепей продольного распила углы более острые – от 5 до 15 градусов, а вот у цепей поперечного пиления они составляют 25–35 градусов.
Использование цепей не по их назначениям грозит либо заниженной производительностью, либо повышенной агрессивностью, сильной вибрацией и нагрузкой на двигатель. Однако многие пользователи предпочитают не тратить время на замену цепи и продольные резы ведут той же цепью, что и поперечные, особенно если качество получаемого пропила не требует соответствия высшему уровню.
Однако многие пользователи предпочитают не тратить время на замену цепи и продольные резы ведут той же цепью, что и поперечные, особенно если качество получаемого пропила не требует соответствия высшему уровню.
Поэтому цепи для продольного пиления востребованы в меньшем количестве, да и производятся они в объеме, соразмерном спросу.
Неудивительно, что купить такую цепь гораздо сложнее, чем поперечную. И вопрос их приобретения становится действительно актуальным, если предполагается использование особых станков вроде мини-пилорам.
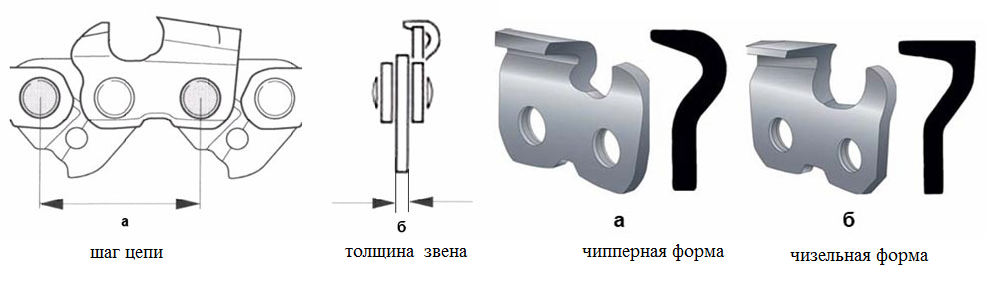
Шаг цепи – расстояние между тремя последовательно расположенными заклепками, деленное на два. Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4, 0,325, 3/8, 0,404 и 3/4.
Шаг 1/4 (6,35 мм) присущ миниатюрным цепочкам, устанавливаемым на маломощные одноручные пилы. Правда, в России ими практически не пользуются.
Цепи с шагами 0,325 (8,25 мм) и 3/8 (9,3 мм) – наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404 (10,26 мм) и 3/4 (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Шаг традиционно измеряют в дюймах, а записывают так: три цифры – обычными, а две – десятичными дробями. Это необходимо во избежание путаницы. В частности, результат перевода 3/8 в десятичную дробь составляет 0,375 – разница с предыдущим стандартом (0,325) всего в одной цифре.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность. Но, с другой стороны, тем шире пропил, и для преодоления сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества – большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация. Да и рез у них получается чище.
У цепей с маленьким шагом другие преимущества – большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация. Да и рез у них получается чище.
Толщина ведущего звена (хвостовика) – второй по значимости параметр.
Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки».
Одним словом, толщина хвостовика и толщина паза должны строго соответствовать друг другу, повышая надежность посадки цепи и исключая вероятность ее «соскока».
Международным сообществом производителей предусмотрено пять стандартных размеров, измеряемых в дюймах или миллиметрах (кому как удобнее): 1,1 мм (0,043), 1,3 мм (0,050), 1,5 мм (0,058), 1,6 мм (0,063) и 2,0 мм (0,080).
1,1 мм – столь тонкие ведущие звенья характерны для самых миниатюрных цепей и пил соответствующего размера.
1,3 мм – пожалуй, наиболее востребованный размер, свойственный бытовым и полупрофессиональным цепям.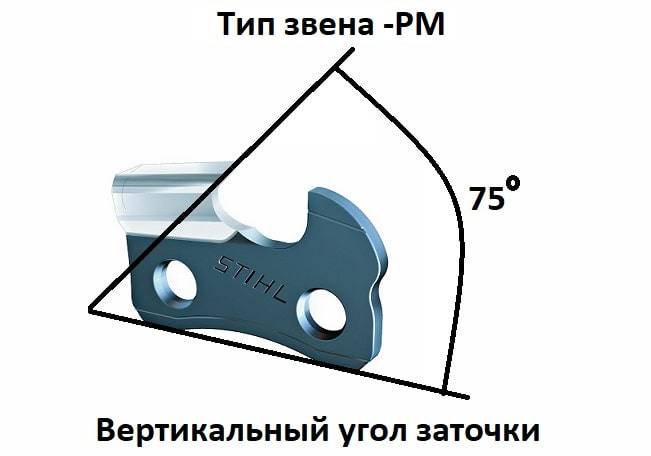
1,5 мм – занимает второе место по востребованности. Ставится на более мощные и производительные пилы.
1,6 мм и 2,0 мм – такие толстые хвостовики встречаются лишь на цепях для высокопрофессиональных пил.
Высота профиля.
Пильные цепи бывают высокопрофильными и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины.
Первые используют в профессиональных целях для получения максимальной производительности.
Вторые устанавливают на бензопилы любительского класса, так как благодаря увеличенной площади опоры у режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резки – величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 (0,635 мм) и 0,030 (0,762 мм), реже – с зазорами до 0,070 (1,778 мм), но они предназначены для агрегатов машинной валки леса.
Глубина резки в значительной степени определяет производительность цепи, скорость ее пиления. Чем больше зазор – тем выше производительность. Но в погоне за эффективностью не стоит забывать о вибрации: цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются». Поэтому производители, стремясь уравновесить вибрацию и производительность, очень часто на цепи с большим шагом устанавливают резцы с минимальной глубиной резания, и наоборот.
Объем двигателя.
Этот параметр характеризует пилу и, казалось бы, к самой цепи никакого отношения не имеет. Однако в каталогах и кратких аннотациях к цепям нередко приводятся объемы двигателей, на работу с которыми они рассчитаны. И эти рекомендации следует соблюдать. Цепь, установленная на чересчур мощный для нее двигатель, будет испытывать большие нагрузки и выйдет из строя раньше времени, так и не выработав свой моторесурс.
Любую пильную цепь составляют звенья трех типов: режущие, ведущие (хвостовики) и соединительные. Прочность соединения обеспечивают заклепки.
Прочность соединения обеспечивают заклепки.
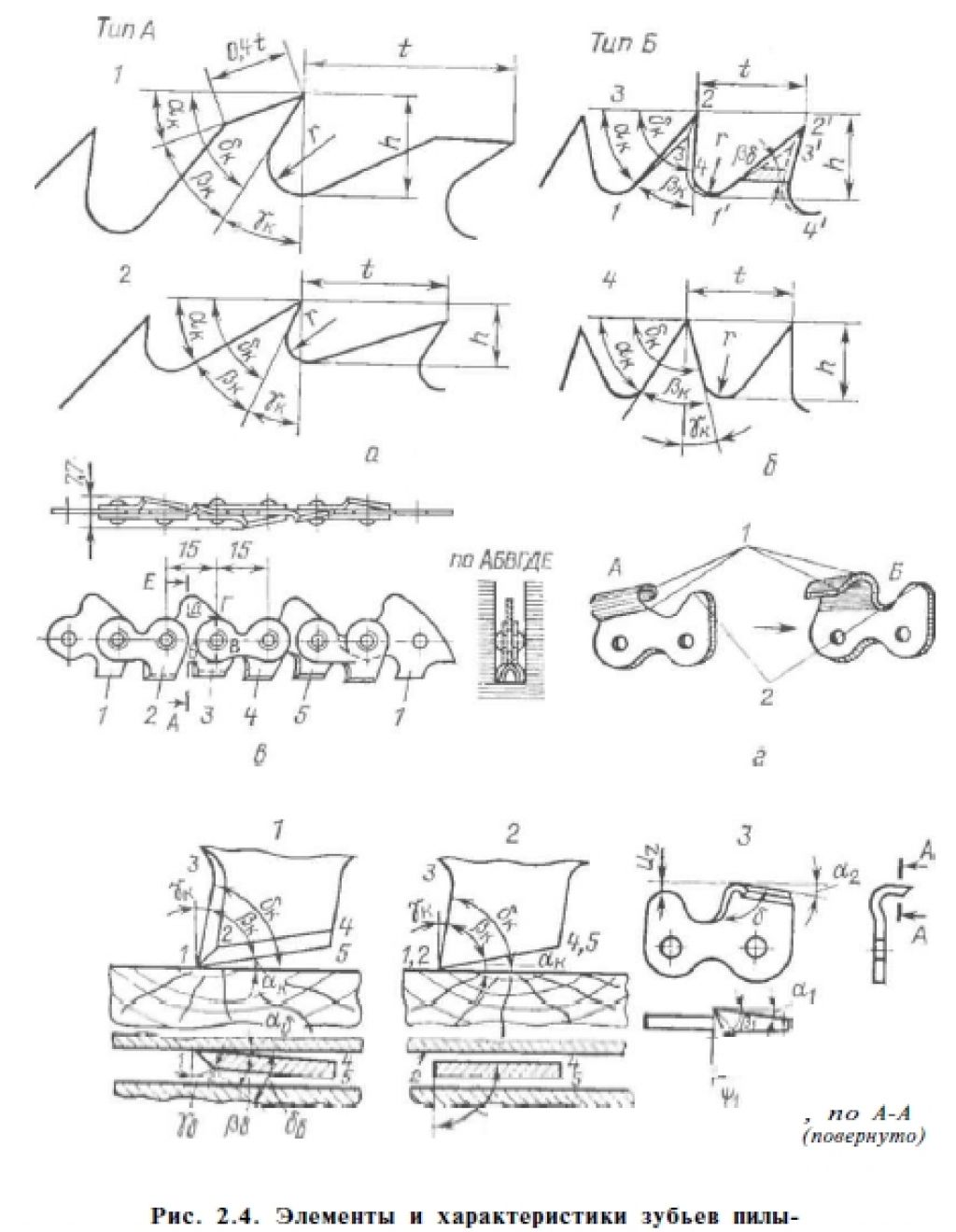
Режущее звено – пожалуй, наиболее сложная деталь пильной цепи, состоящая фактически из двух частей: ограничителя глубины пропила и режущего элемента с контурным углом резания Г-образной формы.
Верхняя режущая грань звена всегда шире самой цепи и шины, благодаря чему пропил получается достаточно свободным, а сопротивление резанию минимально. Работает зубец по принципу рубанка: чем дальше выдвинут нож (верхняя режущая кромка) над плоскостью рубанка (ограничитель резания) – тем толще стружка.
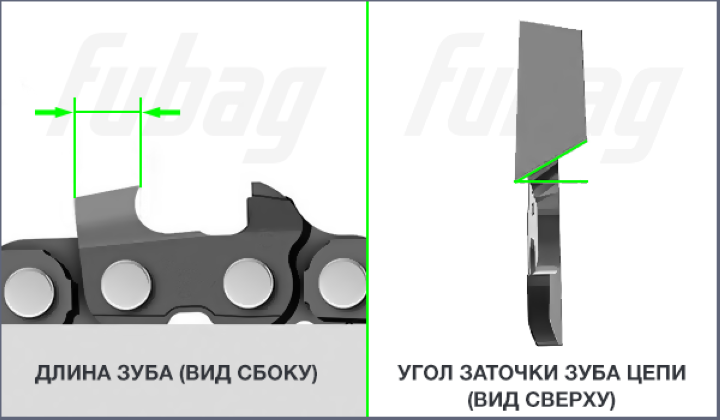
Рабочие характеристики режущего звена определяют многочисленные факторы, а именно: угол заточки верхней грани и ее рабочий, режущий угол, угол боковой грани (угол атаки) и высота ограничителя резания. При заточке значения всех этих параметров необходимо четко выдерживать, так как даже небольшое изменение может привести к негативным последствиям.
Режущие зубья бывают правосторонними и левосторонними, и на цепи их укрепляют поочередно. Но в целом резцы подразделяют на типы в зависимости от их профиля. При внимательном изучении «фигур», образуемых верхними и боковыми гранями, можно выделить два «граничных» варианта: «семерку» с острым углом между кромками и закругленный «серп». Первый вариант называют чизель (от англ. chisel – резец, долото), второй – чиппер (от англ. to chip – рубить в щепу).
Но в целом резцы подразделяют на типы в зависимости от их профиля. При внимательном изучении «фигур», образуемых верхними и боковыми гранями, можно выделить два «граничных» варианта: «семерку» с острым углом между кромками и закругленный «серп». Первый вариант называют чизель (от англ. chisel – резец, долото), второй – чиппер (от англ. to chip – рубить в щепу).
Чизельные зубцы отличаются высокими производительностью и скоростью пиления. За счет своей конфигурации они имеют меньшую площадь контакта с древесиной при работе, что уменьшает сопротивление резанию. Это профессиональный вариант, но он очень чувствителен к абразивной среде, быстро тупится при работе с «грязной» древесиной, а при заточке требует четкой выдержки всех углов и параметров.
Серпообразный профиль – чиппер – менее эффективен, так как площадь контакта с древесиной у него несколько больше, но и ухаживать за ним намного легче – скругленный угол не столь болезненно отзывается на незначительные погрешности при заточке. Подобные звенья хороши при работе с загрязненной древесиной.
Подобные звенья хороши при работе с загрязненной древесиной.
Все остальные варианты профилей – различные модификации двух описанных выше.
Верхнюю и боковую грани режущего элемента обычно покрывают тонкой пленкой какого-либо твердого металла. Чаще всего это хром, но порой применяют никель-фосфорный сплав. Нанесенное гальваническим методом покрытие значительно улучшает антифрикционные свойства деталей, повышает износостойкость, твердость и, по сути, выполняет всю основную работу по перерубанию древесных волокон. Стальная же «сердцевина» служит подложкой или основой под покрытие.
Ведущие звенья (хвостовики) обеспечивают движение цепи, передавая вращение от двигателя через ведущую звездочку, а также стабильное положение цепи на пильной шине. При этом цепь передвигается по специальному пазу, предусмотренному в конструкции направляющей шины. «Побочной» обязанностью ведущего звена является распределение смазки от ведущей звездочки (куда ее подает масляный насос) по всей шине и цепи.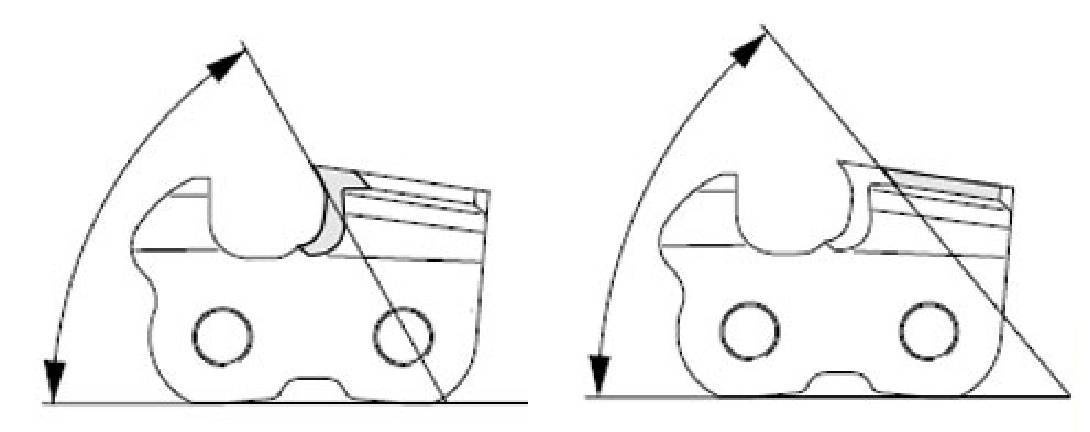 Следует отметить, что количество хвостовиков играет основную роль в обозначении длины цепи для определенной длины пильной шины, что облегчает правильный выбор и соответствие типоразмеру.
Следует отметить, что количество хвостовиков играет основную роль в обозначении длины цепи для определенной длины пильной шины, что облегчает правильный выбор и соответствие типоразмеру.
Соединительные звенья, соответствуя своему названию, объединяют режущие и ведущие части в единое целое, именуемое пильной цепью.
Режущее звено чизельного типаПараметры режущего звенаГлубина резкиУгол заточки верхней граниРежущий уголУгол боковой граниРежущее звено чипперного типаСтандартныйС полупропускомС пропускомПорядок следования звеньев
Пильные цепи классифицируют, ориентируясь на их габариты, конструктивные особенности и на порядок следования звеньев. Он может быть стандартным, с полупропуском или пропуском. В первом случае на каждый резец приходится два ведущих звена. Во втором – каждое третье режущее звено заменено соединительным. И, наконец, в третьем случае на месте каждого второго режущего звена установлено соединительное.
Приобрести готовую цепь с «нестандартным» чередованием звеньев практически невозможно – в магазинах они не встречаются.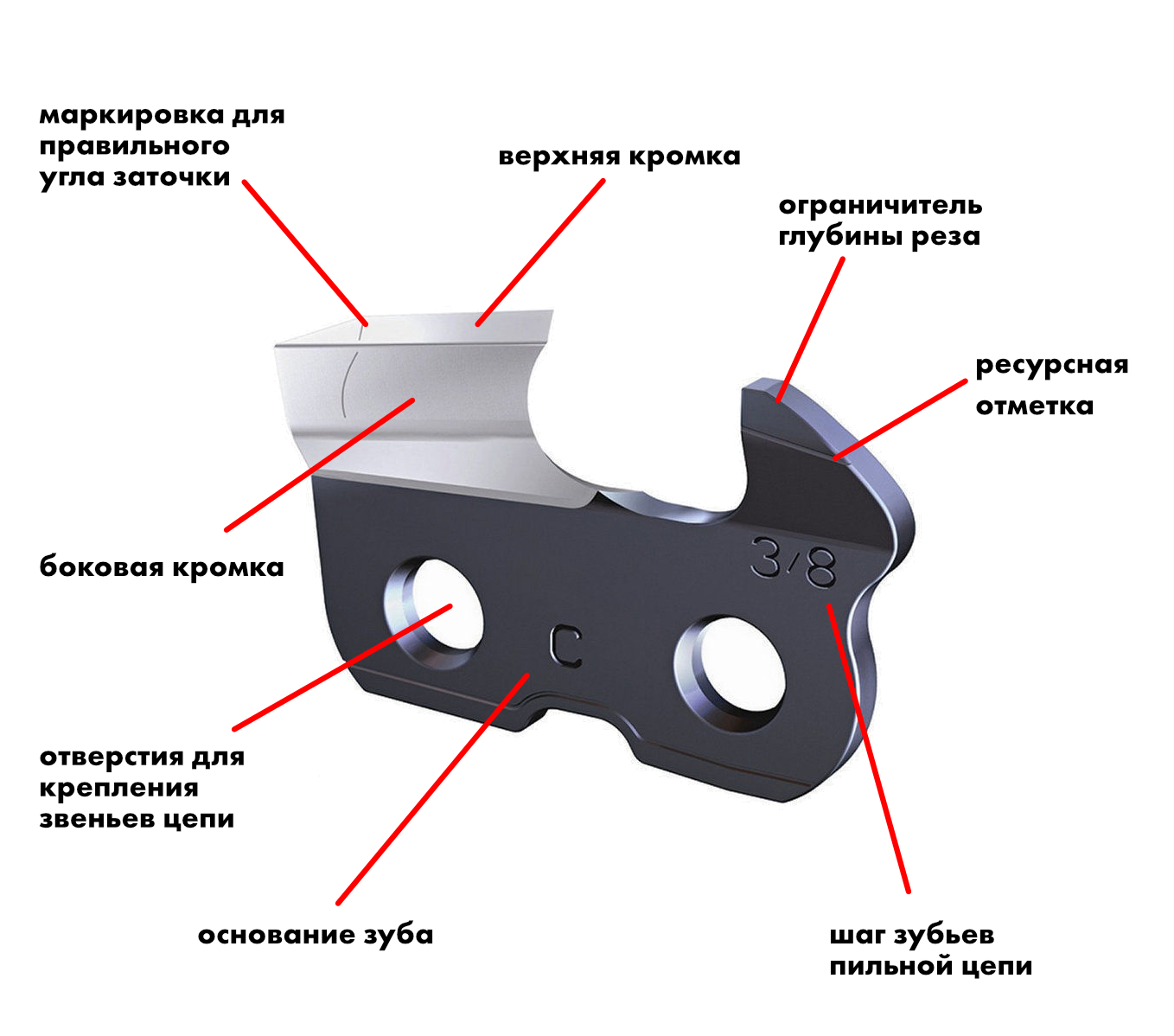 Другое дело, если цепь клепают самостоятельно. Искусственно завышенное расстояние между резцами уменьшает их количество, а, следовательно, снижает себестоимость. Однако увеличение этой дистанции усиливает вибрацию, снижает производительность и скорость пиления.
Другое дело, если цепь клепают самостоятельно. Искусственно завышенное расстояние между резцами уменьшает их количество, а, следовательно, снижает себестоимость. Однако увеличение этой дистанции усиливает вибрацию, снижает производительность и скорость пиления.
Уход и обслуживание пильных цепей
Пильная гарнитура – то есть цепь, шина и ведущая звездочка – это расходный материал, и, естественно, при приобретении пользователя интересует вопрос: надолго ли этого материала хватит? Но здесь точного ответа не существует, так как «срок годности» вышеозначенных деталей во многом зависит от типа работ, которые будут выполнять с их помощью, от степени ухода за ними и т.п. Загрязненный распиловочный материал и неаккуратное обращение значительно снижают срок службы. К примеру, если во время работы коснуться кончиком шины земли, то заточка быстро «уходит» – песок (т.е. абразив) в сочетании с высокой скоростью движения очень быстро «сносят» ее. Гвоздь в старом бревне, разделываемом на дрова, порой способен погубить даже новую цепь без надежды на реанимацию. И нет нужды напоминать, что подобные моменты опасны не только для цепи и пилы, но и для самого оператора.
И нет нужды напоминать, что подобные моменты опасны не только для цепи и пилы, но и для самого оператора.
Если же все детали будут вовремя и качественно смазываться, зубцы – получать должную и аккуратную заточку, то одной шины хватит примерно на одну ведущую звездочку и три-четыре цепи. Причем цепи желательно использовать поочередно: сегодня – одну, завтра – другую и так по кругу. Тогда шина, звездочка и сами цепи будут изнашиваться равномерно. Если же использовать лишь одну цепь, оставив другие «про запас», то, когда до них дойдет очередь, они будут работать с «проскальзыванием», испытывая дополнительные динамические удары при движении, и выйдут из строя намного быстрее. А все потому, что ведущая звездочка износится под конфигурацию хвостовиков первой цепи.
Обкатка новой цепи – рекомендованная специалистами последовательность действий, обеспечивающая ей долгую «трудовую» жизнь.
Первый шаг – замачивание цепи в масле в течение нескольких часов. Смысл мероприятия очевиден: смазка успевает затечь во все мелкие щели, надежно «пропитать» детали и трущиеся соединения.
Смысл мероприятия очевиден: смазка успевает затечь во все мелкие щели, надежно «пропитать» детали и трущиеся соединения.
Второй шаг – установка цепи на шину и кратковременная «прогонка» на холостых оборотах. Остановив после этого двигатель, нужно проверить натяжение цепи и при необходимости подтянуть ее, предварительно остудив. И уже после этого, проведя несколько пропилов с минимальным нажимом на шину и перепроверив натяжку цепи, приступать непосредственно к работе.
Натяжка цепи — очень важный момент. Цепь, натянутая недостаточно, будет болтаться и может соскочить с шины или даже лопнуть. Перетяжка также ничего хорошего не сулит – это чрезмерный износ и повышенные нагрузки на двигатель. Кроме того, конструкция практически всех пил такова, что натяжка цепи укрепляет и шину – в «расслабленном» состоянии шина свободно ходит влево-вправо. Для проверки достаточно в верхней части шины, примерно в середине или чуть ближе к кончику, взять цепь за зубец и потянуть вверх. При правильном натяжении примерно треть хвостовика остается в пазу шины. Если больше – цепь перетянута, меньше – недотянута. При этом сама цепь должна свободно перемещаться рукой.
При правильном натяжении примерно треть хвостовика остается в пазу шины. Если больше – цепь перетянута, меньше – недотянута. При этом сама цепь должна свободно перемещаться рукой.
Смазка. О необходимости тщательной смазки цепи мы уже упоминали. Но даже если цепь и пила оборудованы различными системами улучшения смазки, предварительное замачивание цепи в масле ей не повредит, а, наоборот, снизит вызванный трением износ и обеспечит более протяженный срок службы.
Заточка цепи требует соблюдения двух правил.
Во-первых, следует контролировать остроту углов режущего звена, высоту ограничителя пропила и соответствие этих параметров изначально заданным на заводе. И, во-вторых, четко контролировать идентичность габаритов всех режущих звеньев одной цепи.
Чем же грозит несоблюдение этих принципов? Так, если на всех режущих элементах углы будут одинаковые, но неправильные, пользователь рискует получить либо заниженную производительность, либо усиленную вибрацию и нагрузку на двигатель.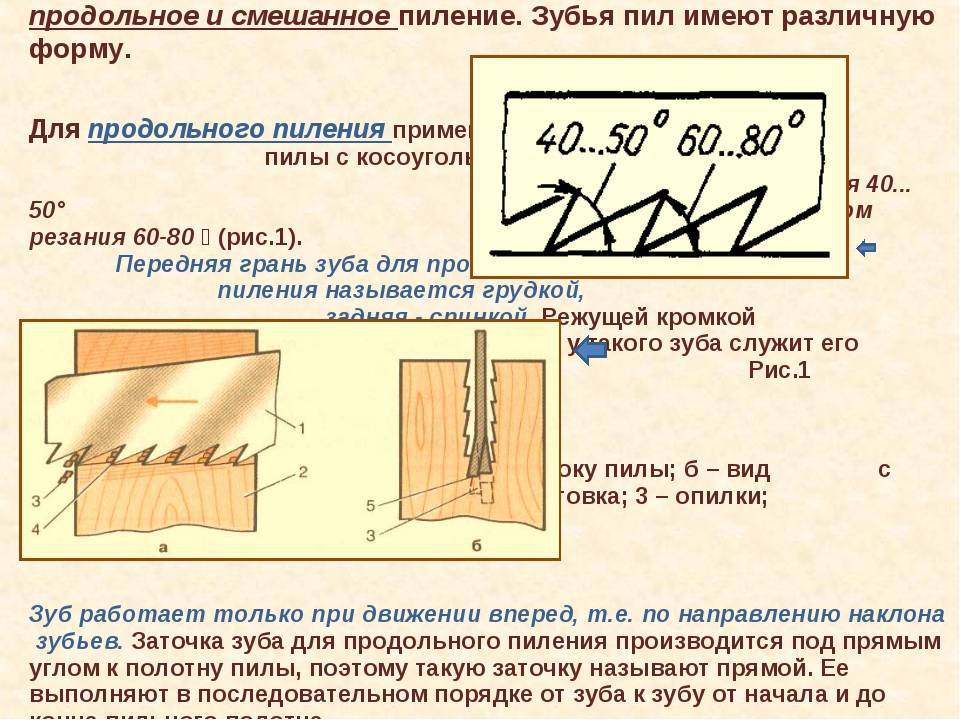 При различных углах заточки из-за неравномерной нагрузки на режущие элементы усилится вибрация и возрастет вероятность разрыва цепи. Во всяком случае, преждевременный выход из строя ей будет обеспечен.
При различных углах заточки из-за неравномерной нагрузки на режущие элементы усилится вибрация и возрастет вероятность разрыва цепи. Во всяком случае, преждевременный выход из строя ей будет обеспечен.
Вот потому-то все зубья цепи должны быть заточены равномерно и под одними и теми же изначально заданными углами, которые, кстати сказать, были установлены опытным путем. Тогда цепь прослужит максимально долго и эффективно. Это не слишком сложная задача, специальные приспособления для заточки цепи позволяют, не задумываясь и не прибегая к точным измерительным приборам, выдерживать заданные параметры.
Еще один важный момент – отслеживание малейших трещин, потертостей и побитостей, способных привести к разрыву цепи. Если цепь рвется в процессе работы, она соскальзывает с шины и на большой скорости отлетает вниз, под ноги оператору. Во избежание несчастных случаев на всех пилах устанавливают цепеуловитель в виде выступа. И все равно лишнее внимание не повредит.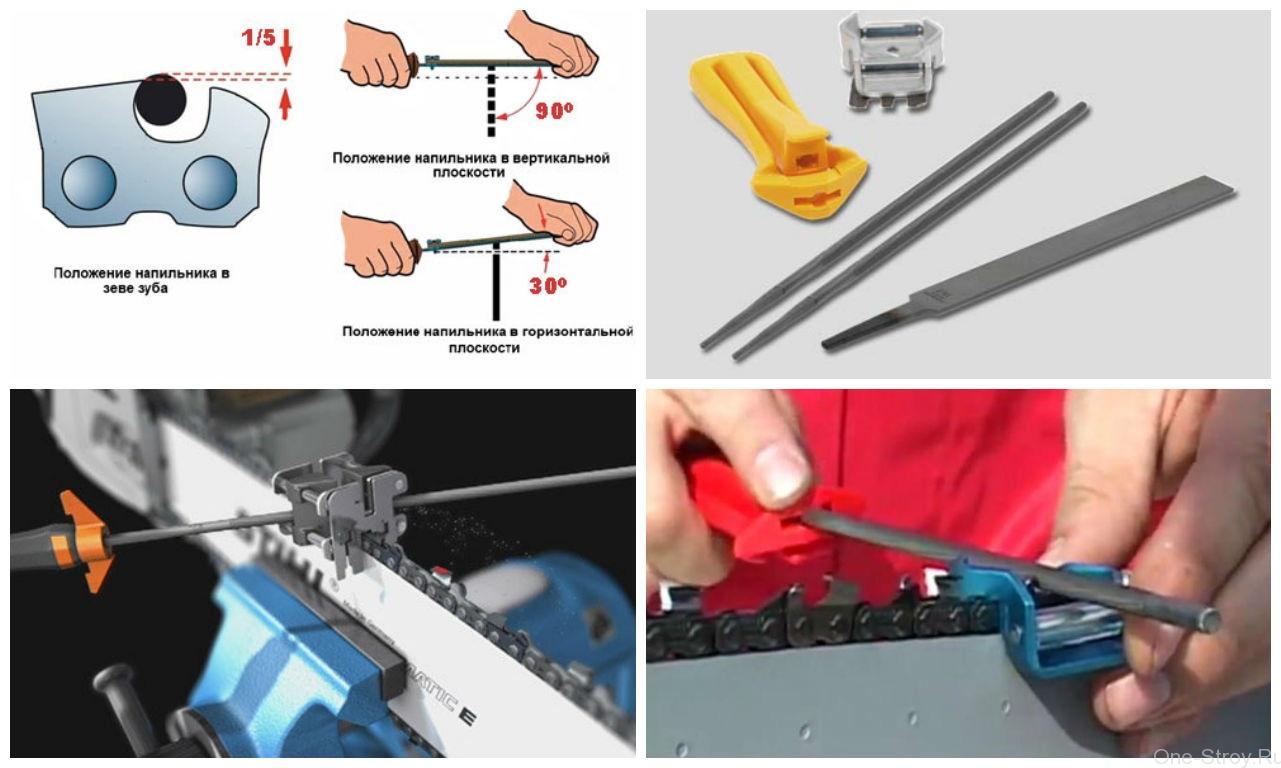
Каждому пользователю будет небезынтересно узнать, что любая новая запечатанная в пакетик цепь – всего лишь штамповка, и, подточив ее, можно повысить производительность примерно на четверть. Кроме того, у новых цепей высота ограничителя пропила, а фактически толщина получаемой стружки, автоматически «настроена» на минимальное значение, т.е. для условий работы в «суровых» условиях (зима, мерзлая и твердая древесина и т.д.). И если распиловка производится летом, а ее объект – свежесрубленная сосна, есть резон подправить ограничитель (применив специальный шаблон) для ускорения работы.
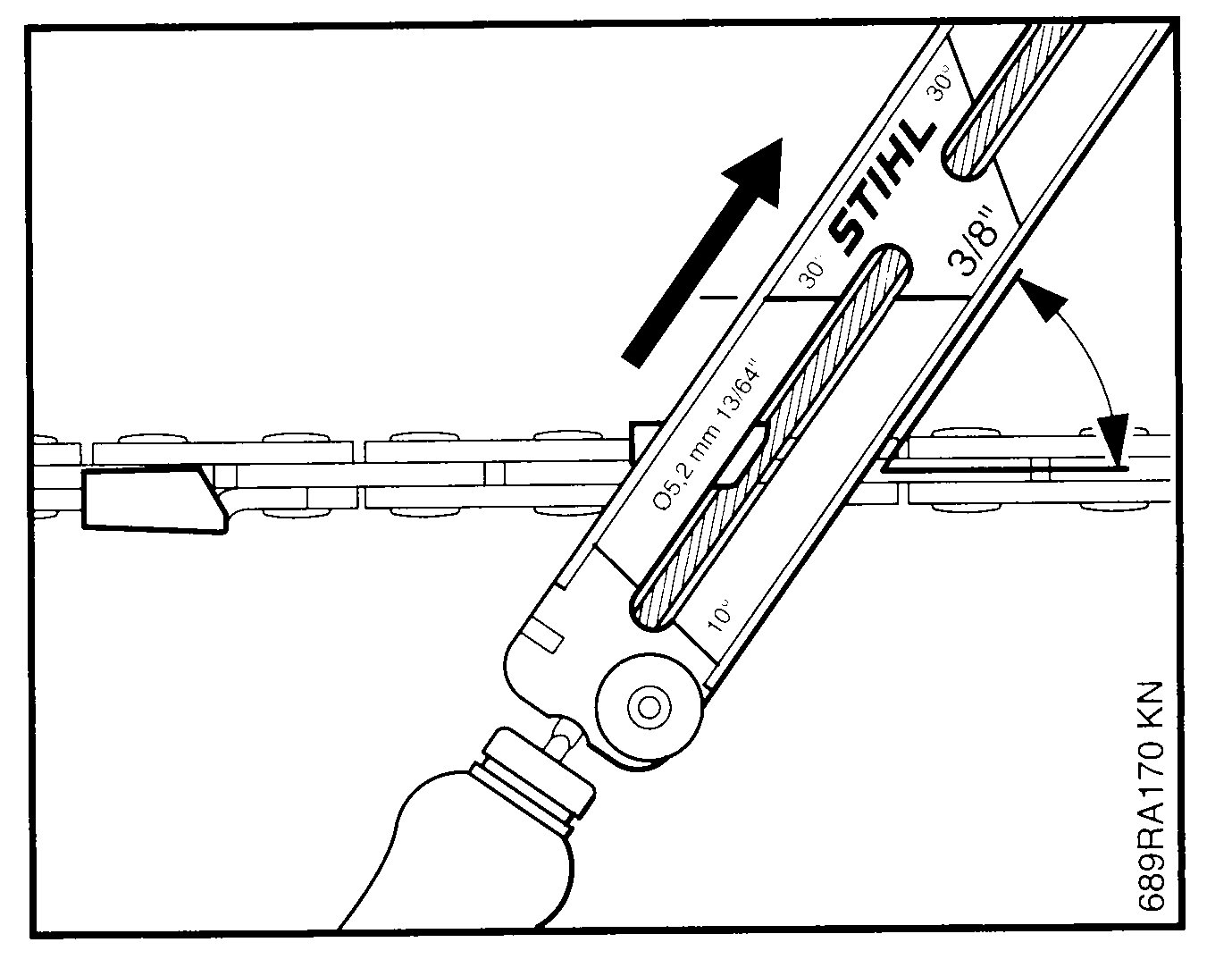
ПРАВИЛА ЗАТОЧКИ
Держите напильник под правильным углом
Линия корректировки угла заточки верхней грани, нанесенная на обойму напильника, должна быть параллельна цепи
Напильник должен выступать над верхней гранью на 1/5 своего диаметра
Периодически стачивайте ограничитель пропила, чтобы глубина резания оставалась неизменной
Визуальная разница между цепями x-cut и ripling chains?
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
- Автор темы Рейли
- Дата начала
Помощь Поддержка Форум лесоводов:
Рейли
Участник ArboristSite
- #1
Привет всем, мне было любопытно, может ли кто-нибудь помочь мне с этим вопросом. Я взял свою пилу для настройки некоторое время назад, и парень за прилавком сразу заметил, что у меня была рвущаяся цепь, и это просто сбило меня с толку, лол .
Тролль-пила
Сборщик информации
- #2
«Обычная цепь», предназначенная для поперечной распиловки, обычно имеет угол наклона верхней пластины 25-30 градусов, иногда 35. Некоторые люди также предпочитают уменьшать его до 20 градусов или около того для мерзлой древесины и т. д. Это действительно зависит от дерево и задача под рукой, что работает лучше всего, рекомендуемый угол – это всего лишь ориентир, который удобно использовать, если вы не знаете, что хотите другой, и почему.
д. Это действительно зависит от дерево и задача под рукой, что работает лучше всего, рекомендуемый угол – это всего лишь ориентир, который удобно использовать, если вы не знаете, что хотите другой, и почему.
Некоторые люди называют распиливание дерева сбоку бензопилой, но это не то, для чего предназначена “рвущая цепь”. Лучше всего для этого подходит обычная 25-30-градусная (или более) зубчатая цепь.
ёж
ArboristSite Guru
- #3
Обычные цепи 20-35 градусов
Разрыв 0-10 градусов
Отправлено с моего iPhone с помощью Tapatalk
Рейли
Участник ArboristSite
- #4
Отлично, спасибо, ребята!
Болотистый
285 Килла
- #5
Вы сами подпиливаете цепи? Может быть, угол вашей верхней пластины был настолько мал, что он подумал, что это рвет цепь?
Рейли
Участник ArboristSite
- #6
Марши сказал:
Вы сами подпиливаете цепи? Может быть, угол вашей верхней пластины был настолько мал, что он подумал, что это рвет цепь?
Нажмите, чтобы развернуть.
..
 ..
..Да, но это новая для меня пила, поэтому я отнес ее прямо в магазин, чтобы настроить и заточить, прежде чем даже попытался ее использовать.
Тролль-пила
Сборщик информации
- #7
Рейли сказал:
Да, но это новая для меня пила, поэтому я отнес ее прямо в магазин, чтобы настроить и заточить, еще до того, как попытался ее использовать.
Нажмите, чтобы развернуть…
Что ж, эта цепь явно нуждается в серьезной заточке, прежде чем использовать ее для чего-либо, кроме фрезерования, как это звучит.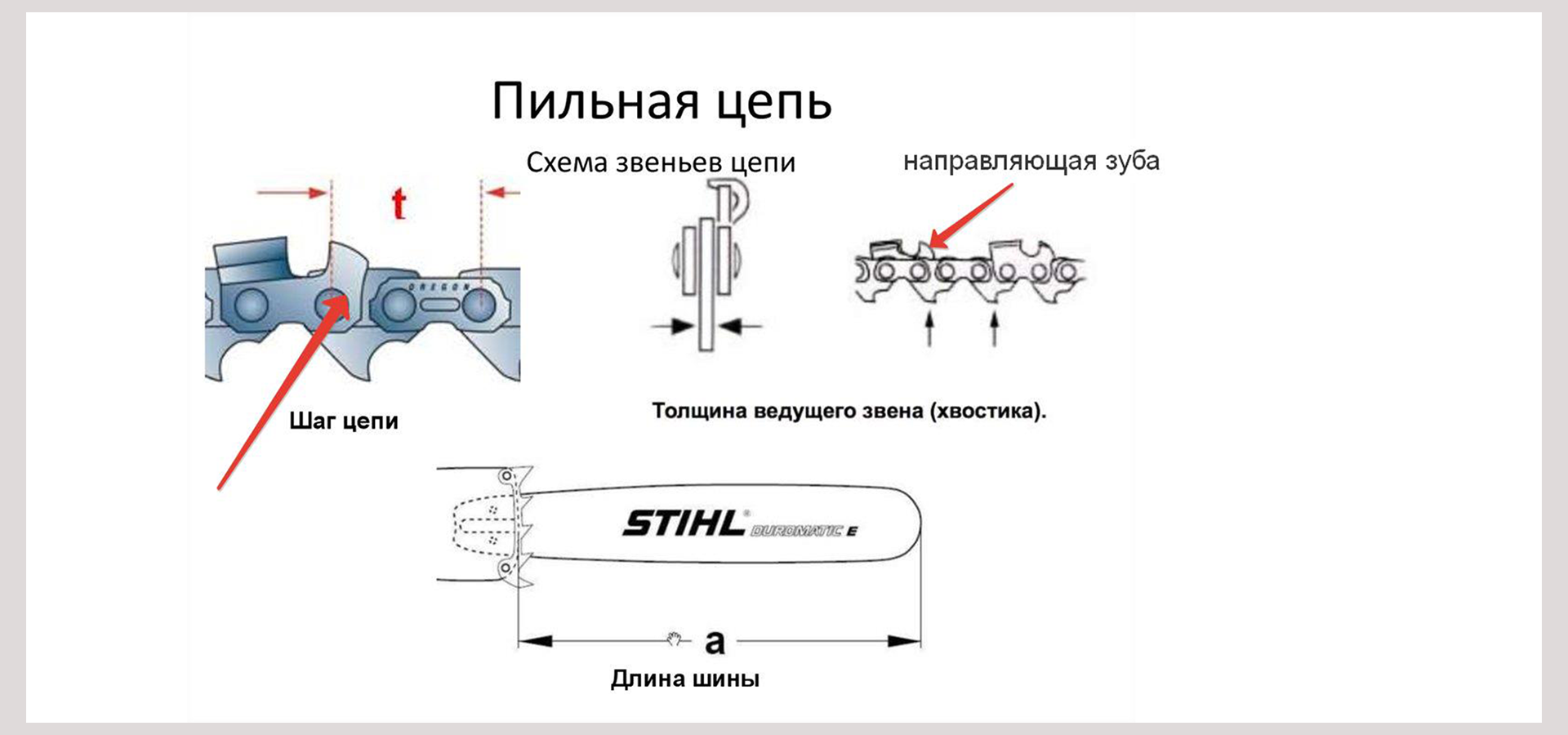 …
…
На пиле, которая поступает таким образом, я бы отложил эту цепь и купил пару (по крайней мере) новых, а также заменил обод звездочки, если он не выглядит почти новым.
Рейли
Участник ArboristSite
- #8
Да, они просто накинули новую цепь, заточили рыхлую цепь, так что, когда я захочу использовать мельницу этой весной, я буду готов.
Тролль-пила
Сборщик информации
- #9
Цепь для пилы не следует покупать как цепь «а» — их следует покупать, по крайней мере, парами, чтобы у вас была резервная копия, когда что-то случится (рано или поздно это произойдет).Рейли сказал:
Да, они просто накинули новую цепь, заточили разрывную цепь, так что, когда я захочу использовать мельницу этой весной, я буду готов.
Нажмите, чтобы развернуть…
Маленький Ал
Зависимость от ArboristSite
- #10
Согласитесь с этим, вы можете купить полное долото и полудолото, которые будут охватывать все типы резки, которые вам понадобятся, с добавленной заточенной фрезерной / рыхлой цепью.Пилотролль сказал:
Цепь пилы не следует покупать как цепь «а» — их следует покупать как минимум парами, чтобы у вас была резервная копия, когда что-то случится (рано или поздно это произойдет).
Нажмите, чтобы развернуть…

NWCoaster
Регистратор данных
- #11
Я заказал цепь для распиловки в местном магазине пилорамы. В итоге получилось полное долото под углом около 10 градусов, но они также заточили следующие 2 фрезы примерно до одной трети ширины, если смотреть сверху. Передняя режущая кромка по-прежнему была очень острой, но я думаю, что цель состоит в том, чтобы в основном удалить стружку и уменьшить нагрузку.
ёж
ArboristSite Guru
- #12
Видел несколько разных способов, и это звучит как один из нихNWCoaster сказал:
В моей местной мастерской по распиловке была изготовлена цепь для распиловки. В итоге получилось полное долото под углом около 10 градусов, но они также заточили следующие 2 фрезы примерно до одной трети ширины, если смотреть сверху. Передняя режущая кромка по-прежнему была очень острой, но я думаю, что цель состоит в том, чтобы в основном удалить стружку и уменьшить нагрузку.
Нажмите, чтобы развернуть…
 В любом случае, он действительно хорошо работает с волокнистой древесиной, такой как кедр. Кто-нибудь видел такую цепь?
В любом случае, он действительно хорошо работает с волокнистой древесиной, такой как кедр. Кто-нибудь видел такую цепь?Правый резак 10 градусов
Левый резак 10 градусов
Правый резак 0 градусов
Левый резак 10 градусов
Правый резак 10 градусов
Левый резак 0 градусов
Итак,
Отправлено с моего iPhone используя Tapatalk
Тролль-пила
Сборщик информации
- №13
На всякий случай я держу при себе несколько полузубильных цепей, но с 2005 года или около того не использовал их ни для чего, кроме как для резки досок и т. д.Маленький Ал сказал:
Согласитесь с этим, вы можете купить полное долото и полудолото, которые будут охватывать все типы резки, которые вам понадобятся, с добавленной заточенной фрезерной / рыхлой цепью.
Нажмите, чтобы развернуть…

Рейли
Участник ArboristSite
- №14
Сегодня я опробовал пилу, срубив DF приличного размера, и она мне очень понравилась, так что, вероятно, в конечном итоге я куплю много разных типов цепей и посмотрю, какие из них работают лучше всего.Пилотролль сказал:
Цепь пилы не следует покупать как цепь «а» — их следует покупать как минимум парами, чтобы у вас была резервная копия, когда что-то случится (рано или поздно это произойдет).
Нажмите, чтобы развернуть…
 В магазине поставили полное долото Stihl, и оно работало очень хорошо. Спасибо за отличную информацию.
В магазине поставили полное долото Stihl, и оно работало очень хорошо. Спасибо за отличную информацию.
Тролль-пила
Сборщик информации
- №15
Зубило Stihl (RS) – очень хорошая цепь, но мне больше нравится Oregon LPX. В нескольких фактических сравнениях, которые я сделал, он был немного быстрее, работает плавнее и его немного легче записывать. Если и есть разница в “остаться остротой”, то я ее никогда не замечал, так как я все равно довольно часто подпиливаю цепь, а цепь Орегона подпиливать легче.Рейли сказал:
Что ж, сегодня я опробовал пилу, срубив DF приличного размера, и она мне очень понравилась, поэтому я, вероятно, в конечном итоге куплю много разных типов цепей и посмотрю, какие из них работают лучше всего. В магазине поставили полное долото Stihl, и оно работало очень хорошо. Спасибо за отличную информацию.
Нажмите, чтобы развернуть.
 ..
..Некоторые утверждают, что цепь Stihl дольше сохраняет остроту. Это вполне может быть правдой, так как хром толще, но это также является одной из причин, по которой он не режет так быстро (хром нельзя затачивать, он просто ломается). Цепь Stihl также имеет более широкий пропил, чем Oregon в .058 и .050, что немного замедляет резку. В .063 разницы нет.
Все эти различия незначительны, и время не имеет большого значения для практической резки – гораздо важнее поддерживать остроту цепи.
Ваш план попробовать разные цепи хорош, но нет необходимости пробовать все, Stihl RS, Oregon LPX и Oregon LGX приложат все усилия. Я с удовольствием использую их все, но предпочитаю LPX, когда есть выбор.
Я с удовольствием использую их все, но предпочитаю LPX, когда есть выбор.
Рейли
Участник ArboristSite
- №16
Я очень ценю ваши знания. После использования пилы буквально ВСЕ выходные я пришел к выводу, что 28-дюймовая шина на сером верхе Husqvarna 61 – это слишком много цепи, поэтому сегодня я заказываю для нее b & c. Я нашел комбинированные комплекты Oregon в 20 дюймов, которые Я думаю, что они должны быть идеальными, но все они поставляются с цепью LGX.Пилотролль сказал:
Зубило Stihl (RS) – очень хорошая цепь, но мне больше нравится Oregon LPX. В нескольких фактических сравнениях, которые я сделал, он был немного быстрее, работает плавнее и его немного легче записывать. Если и есть разница в “остаться остротой”, то я ее никогда не замечал, так как я все равно довольно часто подпиливаю цепь, а цепь Орегона подпиливать легче.Некоторые утверждают, что цепь Stihl дольше сохраняет остроту.
Все эти различия незначительны, и время не имеет большого значения для практической резки – гораздо важнее поддерживать остроту цепи.
Ваш план попробовать разные цепи хорош, но нет необходимости пробовать все, Stihl RS, Oregon LPX и Oregon LGX приложат все усилия. Я с удовольствием использую их все, но предпочитаю LPX, когда есть выбор.
Нажмите, чтобы развернуть…
 Это вполне может быть правдой, так как хром толще, но это также является одной из причин, по которой он не режет так быстро (хром нельзя затачивать, он просто ломается). Цепь Stihl также имеет более широкий пропил, чем Oregon в .058 и .050, что немного замедляет резку. В .063 разницы нет.
Это вполне может быть правдой, так как хром толще, но это также является одной из причин, по которой он не режет так быстро (хром нельзя затачивать, он просто ломается). Цепь Stihl также имеет более широкий пропил, чем Oregon в .058 и .050, что немного замедляет резку. В .063 разницы нет. Можете ли вы сказать мне разницу между LPX и LGX? О, и все мои нарезки сделаны из живых дугласовых пихт и ольх, если это имеет значение.
Можете ли вы сказать мне разницу между LPX и LGX? О, и все мои нарезки сделаны из живых дугласовых пихт и ольх, если это имеет значение.
БенК
Оператор ArboristSite
- # 17
Присоединился:
13 января 2005 г.
Сообщения: 62,683 Получено лайков:
59 063
Местоположение: Тромс, Северная Норвегия
↑ «У LPX есть бампер на водителе, чтобы уменьшить вероятность отдачи… у LGX его нет. Нет, но вместо этого у него гораздо большие и наклонные грабли (например, Stihl RS/RSC/RM/RMC и т. д.), которые больше мешают сверлению отверстий, чем маленькие наклоны на LP и т.
 д.
д.Обе конструкции предназначены для уменьшения отдачи, ничего общего с AV.
Я никогда не пользовался LPX, но из LP, LG и LGX мне больше всего нравится LP, но ничего страшного.
SawTroll , 28 апреля 2009 г. Отчет
*Это моя неудачная попытка сослаться на более старый пост ST, объясняющий различия между LG и LP.
Тролль-пила
Сборщик информации
- # 18
Я с удовольствием пользуюсь LPX, LGX или Stihl RS — это не имеет большого значения.
Рейли
Участник ArboristSite
- # 19
Хорошо, я заказал комплект b&c с цепью lgx, а также заказал цепь lpx. Забавно, с моим меньшим Stihl я всегда использовал только оригинальные цепи и даже никогда не задумывался об этом, потому что это в значительной степени пила для сучьев и очень маленькая пила для деревьев, но теперь, используя большую пилу для больших деревьев, кажется, есть огромная разница.
Как грязь затупляет цепь бензопилы?
- самуэланали
- Бензопила
- Ответы
- 117
- просмотров
- 5К
Кантдог
Сегодняшние интересные наблюдения за соотношением масло/соотношение
- slimbo3006
- Бензопила
- Ответы
- 33
- просмотров
- 2К
Эд Пенни
Вопросы по шлифовке рыхлых цепей
- vtfireman85
- Бензопила
- Ответы
- 30
- просмотров
- 2К
056ребенок
044 сборка
- пмбоу
- Бензопила
- Ответы
- 4
- просмотров
- 297
huskihl
Цепь Husqvarna X-Cut
- Heavymachinery2121
- Бензопила
- Ответы
- 31
- просмотров
- 4К
кирпич
Делиться:Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
Дж
P41- Последний: Джок
Бензопила
- Husqvarna 266SE
- Последний: баллистический пончик
Бензопила
Т
Мне 13 и я только что построил эту дровяную подставку.- Последнее: Тед Дженкинс
Дрова, отопительное и дровяное оборудование
- 40:1 в моей новой пиле
- Последнее: huskihl
Бензопила
- Что нравится грилю или курильщику?
- Последнее: Stonesforbrains
Форум кулинарии и рецептов
Е
Цепные пилы McCulloch- Последняя версия: edju1958
Липучки для бензопилы
- 372xpw, восстановление поршня и цилиндра Meteor 50 мм, новые подшипники и т. д. Стоит ли покупать все инструменты?
- Последнее: ремонт винтажных двигателей
Бензопила
- Минимизация вредителей от дров
- Последняя версия: MS200T4Life
Дрова, отопительное и дровяное оборудование

 д. Стоит ли покупать все инструменты?
д. Стоит ли покупать все инструменты?Верх
5 простых шагов, как заточить рыхлительную цепь
Как профессионал в лесной промышленности или заядлый пользователь бензопилы, вы, вероятно, понимаете важность поддержания заточки вашего оборудования в отличном состоянии.
Однако, когда дело доходит до заточки разрывной цепи, процесс может показаться пугающим или запутанным.
Как установить тиски – Обруч для вязания мушек…
Включите JavaScript
Как установить тиски – Учебник по вязанию мушек инструмент для таких задач, как фрезерование пиломатериалов или создание уникальных предметов мебели. Однако, чтобы ваша бензопила работала плавно и безопасно, вы должны убедиться, что ваша рыхлительная цепь правильно заточена.Здесь мы предоставим вам пошаговое руководство о том, как заточить рыхлительную цепь, чтобы вы каждый раз добивались желаемых результатов. Мы обсудим различные необходимые инструменты и приемы, важность правильной заточки и распространенные ошибки, которых следует избегать при заточке цепи.
Независимо от того, являетесь ли вы опытным пользователем бензопилы или новичком, это руководство предоставит вам знания и навыки, необходимые для уверенной заточки цепи для распиловки. К концу этого руководства у вас будут инструменты и знания, необходимые для точной и быстрой заточки рыхлительной цепи.
Итак, читайте дальше и начинайте точить свои цепи как профессионал.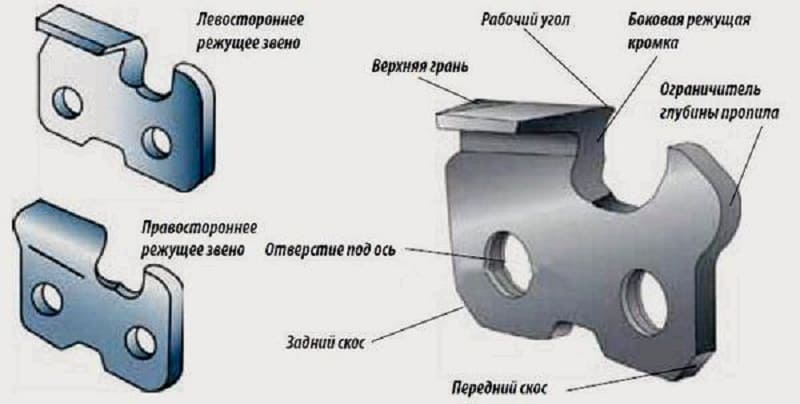
Что такое разрывная цепь?
Цепная пила — это тип цепной пилы, используемой для резки дерева. Он состоит из двух связанных шестерен, которые вращаются вокруг центрального вала. У нее более крупные зубья, чем у стандартной пильной цепи, и она предназначена для более быстрой и мощной резки. Цепи можно использовать для различных задач, таких как удаление корней деревьев, резка плотных бревен или даже резка бетона.
Когда Цепь ударяет по дереву, она создает лезвие пилы в том же направлении, что и импульс Цепи. В результате получаются гладкие и ровные пропилы, что делает его идеальным для распила мягкой древесины и других деликатных материалов.
Вы должны удалить изношенные или поврежденные детали, чтобы заточить свою рыхлую цепь. Сделать это можно с помощью острого ножа или абразивной губки. При работе с цепной пилой надевайте перчатки и защитные очки, так как несчастные случаи могут быть очень опасными.
Острая разрывная цепь повысит скорость и эффективность вашего процесса измельчения. Это облегчает разрезание бумаги без приложения больших усилий, что приводит к меньшему износу вашей машины и повышению производительности.
Это облегчает разрезание бумаги без приложения больших усилий, что приводит к меньшему износу вашей машины и повышению производительности.
Важно периодически затачивать цепь цепной пилы, чтобы сохранить ее эффективность и продлить срок службы. Цепь, затупившаяся из-за износа, может привести к соскальзыванию с дерева, что приведет к отдаче и возможной травме. Кроме того, острая цепь обеспечивает более чистый рез, что может быть полезно при создании точных разрезов.
При выборе рыхлительной цепи необходимо учитывать несколько моментов: длину, ширину и тип (например, стандартная или в шахматном порядке). Заточка цепи проще, чем вы думаете. Вот 5 простых шагов, чтобы заточить разрывную цепь.
1. Приобретите точилку, подходящую для вашей цепи
Лучше всего использовать правильную точилку, чтобы получить наилучшие результаты от вашей цепи. На рынке доступно несколько различных типов точилок, и каждое из них предназначено для заточки определенного типа цепи.
Используйте универсальную точилку, чтобы определить, какая точилка подходит для вашей цепи. Эта точилка подходит для проволочных и кабельных цепей и равномерно их затачивает. Однако универсальные точилки должны быть более точными и давать лучшие результаты.
Если вы хотите быть уверены, что ваша цепь заточена наилучшим образом, то вам следует инвестировать в специальную точилку для цепей. Эти точилки разработаны специально для цепей и каждый раз дают стабильные результаты. Они также относительно просты в использовании и могут легко храниться, если они вам не нужны.
2. Проверьте глубину резания лезвия
Чтобы заточить рыхлительную цепь, важно проверить глубину лезвия. Если глубина лезвия слишком мала, он не сможет надежно прорезать материалы. Если глубина лезвия слишком велика, оно быстро изнашивается и требует более частой замены. Вы можете использовать точилку или бензопилу, чтобы проверить глубину лезвия.
Для точилки: наденьте на нее цепь и отрегулируйте так, чтобы лезвие находилось в самой глубокой точке. Затем потяните цепь, чтобы увидеть, насколько глубоко она вошла. Для цепной пилы удерживайте один конец цепи одной рукой, а другой рукой направляйте пилу так, чтобы она прорезала то, что вы пытаетесь разрезать.
Затем потяните цепь, чтобы увидеть, насколько глубоко она вошла. Для цепной пилы удерживайте один конец цепи одной рукой, а другой рукой направляйте пилу так, чтобы она прорезала то, что вы пытаетесь разрезать.
3. Заточите обе стороны цепи
Если ваша рвущая цепь начинает изнашиваться, вы должны заточить ее с обеих сторон. Это поможет уменьшить шум, который он издает, и увеличить срок его службы.
Это можно сделать с помощью точильного камня или ручной точилки. Убедитесь, что вы используете правильную зернистость для вашей цепи — слишком грубая поверхность повредит цепь, а слишком тонкая поверхность не будет эффективно ее заточить. Следуйте инструкциям, прилагаемым к вашей точилке, чтобы получить наилучшие результаты.
После того, как вы заточите обе стороны вашей цепи, используйте напильник или точилку для бензопилы, чтобы сгладить все острые края.
4. Смажьте цепь бензопилы небольшим количеством масла
Одна из самых важных вещей, которую вы можете сделать, чтобы ваша бензопила работала без сбоев, — это смазывать ее маслом. Это поможет уменьшить трение и шум, производимые цепью, и облегчит разрыв древесины.
Это поможет уменьшить трение и шум, производимые цепью, и облегчит разрыв древесины.
Чтобы смазать цепь, нанесите небольшое количество масла на режущую кромку цепи (там, где лезвие соприкасается с шиной). Обязательно нанесите достаточное количество масла, чтобы оно покрыло обе поверхности. Прежде чем снова использовать бензопилу, подождите несколько минут, пока она высохнет.
5. Проверьте свою цепь на остроту
Важно, чтобы ваша цепь была острой, чтобы она могла легко прорезать материалы, которые вы используете для разрыва. Вы можете сделать это, регулярно проверяя его на резкость. Удалите грязь, мусор или масло, чтобы проверить остроту цепи. Затем поместите цепь поверх верстачных тисков и закрепите ее губками.
Поместите лист бумаги под Цепь и надавите на него тяжелым предметом, пока он не порвется. Сравните разрыв бумаги, чтобы увидеть, насколько острее стала цепь, чем когда она была новой. Если она не такая острая, как вам нужно, вы должны заточить свою цепь.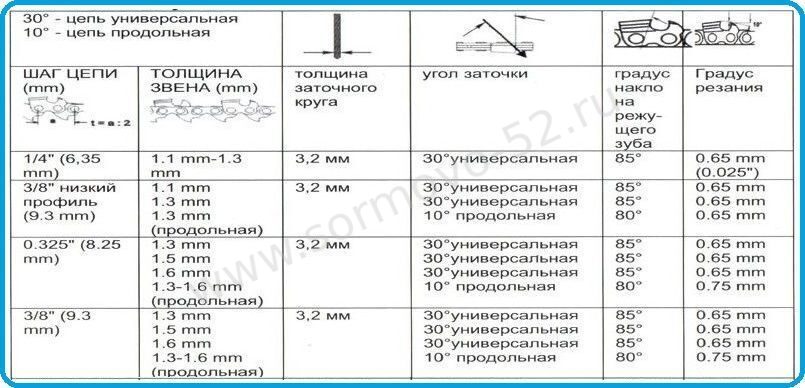
Как работает разрывная цепь?
Цепная пила — это пила, используемая для распила бревна пополам. Отрезные цепи часто сравнивают с циркулярными пилами, потому что они используются для распила древесины. Но между ними есть несколько ключевых отличий. Отрезные цепи работают намного быстрее, чем циркулярные пилы, поэтому они популярны в строительстве.
Они также имеют более широкие лезвия, чтобы легче резать более твердую древесину. Чтобы использовать рыхлительную цепь, сначала необходимо установить ее на раму пилы. Вам нужно отрегулировать натяжение цепи, чтобы она была идеально сбалансирована и готова к работе. После того, как вы отрегулировали натяжение, вы можете начать резать бревна.
Что использовать для заточки цепи?
Существует несколько различных способов заточки разрывной цепи. Вы можете использовать точильный камень, электрическую точилку или точильный камень. Чтобы использовать точильный камень, вам нужно получить Цепь и поместить ее на камень. Затем вам нужно перемещать цепь вперед и назад по камню, пока она не будет заточена до желаемой остроты лезвия.
Затем вам нужно перемещать цепь вперед и назад по камню, пока она не будет заточена до желаемой остроты лезвия.
Чтобы использовать электрическую точилку, сначала необходимо подключить устройство к электрической розетке и вставить цепочку в зажим. Затем вы нажимаете на один конец цепи, одновременно поворачивая другой рукой, пока он не заточится до желаемого уровня остроты лезвия. Чтобы использовать точильный камень, вы держите его в руке и затачиваете лезвие, водя им по точильному камню в умеренном темпе.
Что нужно знать о заточке цепей?
Заточка цепи является важным элементом обеспечения бесперебойной работы бензопилы. Если цепь не заточена должным образом, это может вызвать проблемы, начиная от затрудненного пиления и заканчивая поломкой лезвий. Существует несколько различных способов заточки цепи, но наиболее распространенной является шлифовка.
При шлифовке используется специальная шлифовальная машина, называемая точилкой, для удаления металлической стружки с режущей кромки Цепи. Это сделает Цепь намного более эффективной и предотвратит ее разрыв. Многие профессионалы могут сделать это за вас, если вы не знакомы с заточкой бензопилы. Однако, если вы хотите сделать это самостоятельно, есть несколько вещей, которые вам нужно сделать так эффективно:
Это сделает Цепь намного более эффективной и предотвратит ее разрыв. Многие профессионалы могут сделать это за вас, если вы не знакомы с заточкой бензопилы. Однако, если вы хотите сделать это самостоятельно, есть несколько вещей, которые вам нужно сделать так эффективно:
- Шлифовальный станок, способный шлифовать цепи цепных пил (обычно около 30–50 долларов США)
- Набор защитных очков и перчаток
- Масло или смазка (например, WD-40)
- Ведро или контейнер для хранения цепи бензопилы, пока она заточена.
Заключение
Точилки для цепей — отличный способ обеспечить бесперебойную и эффективную работу бензопилы. Они удаляют вредные металлические частицы с цепи и точилки, что помогает сохранить режущую способность цепи. Цепная пила — это цепная пила, специально предназначенная для резки древесины.
Благодаря своим особенностям она превосходит другие бензопилы для этой цели, например, острые зубья и длинное лезвие. Основное преимущество использования рыхлительных цепей заключается в том, что они значительно облегчают резку толстых кусков дерева.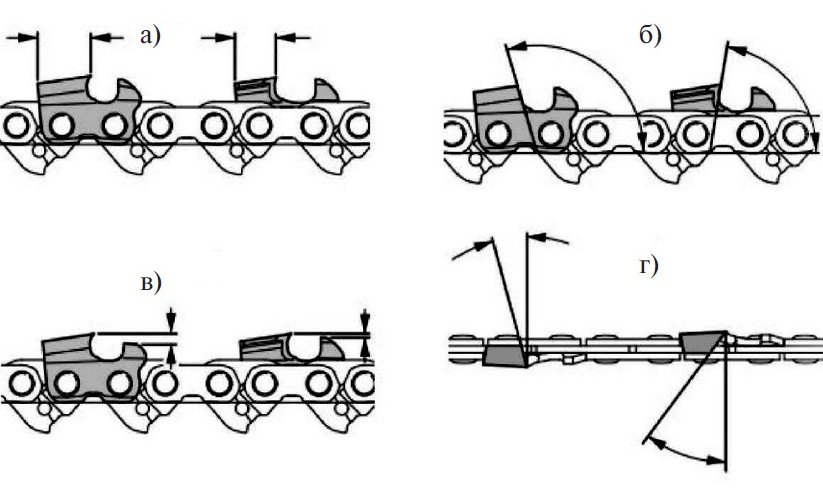 Острые зубья на лезвии легко разрезают древесину, что делает работу значительно менее трудоемкой, чем при использовании стандартной цепной пилы.
Острые зубья на лезвии легко разрезают древесину, что делает работу значительно менее трудоемкой, чем при использовании стандартной цепной пилы.
Заточка цепей — важный процесс, который помогает поддерживать плавность и эффективность ваших цепей. Вы можете заточить свои цепи до оптимальной производительности, следуя этим простым шагам по заточке цепи. Внимательно прочитайте руководство и вооружитесь необходимыми инструментами перед началом работы. Если вы новичок, вам будет полезно это руководство о том, как заточить рыхлительную цепь.
Часто задаваемые вопросы
1. Можно ли заточить рвущиеся цепи?
Ответ: Да, вы можете наточить разрывную цепь. Этот тип цепи имеет острые зубья, которые необходимо отрегулировать для плавного реза. Вам понадобится круглый напильник, направляющая для напильника и глубиномер для заточки цепи. Следуйте инструкциям производителя при заточке цепи, чтобы убедиться, что все сделано правильно.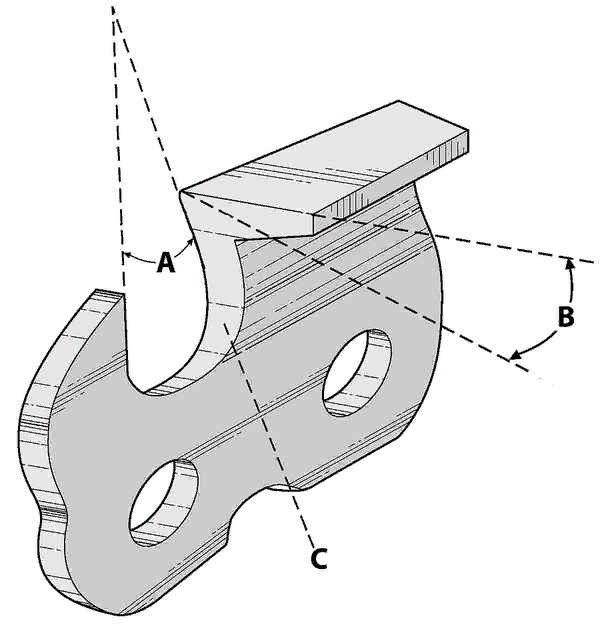
2. Какая степень разрывной цепи?
Ответ: Рыхлая цепь — это цепь бензопилы с большим углом 90°, больше, чем у других цепей. Это делает их более эффективными для резки древесины за один проход. Было бы полезно, если бы вы также заточили рыхлую цепь круглым напильником того же диаметра, что и ведущие звенья цепи.
3. Под каким углом следует затачивать цепь бензопилы для распиловки?
Ответ: Было бы лучше, если бы вы заточили цепь бензопилы для распила под углом 20°. Это гарантирует, что цепь прорежет древесину прямо, сводя к минимуму ошибки пиления и обеспечивая гладкий рез.
4. Как заточить рыхлительную цепь Granberg?
Ответ: Вы должны заточить один из зубьев пилы на каждом звене примерно до 5/64 дюйма (1,6 мм). Вы можете сделать это с помощью круглого напильника или угловой шлифовальной машины, оснащенной отрезным диском. Наконец, смажьте каждое звено маслом или WD-40 перед шлифовкой острых краев.