по металлу, дереву своими руками, виды, применение
Заточка разных форм фрез производится на специализированном оборудовании. Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

Материал фрез
Для изготовления технологической оснастки используются следующие материалы:
- сплавы твердые;
- сталь быстрорежущая;
- металлические сплавы повышенной степени твердости;
- металлокерамика;
- алмазы.
Для непосредственной резки металла кромки режущего инструмента изготавливаются из:
- проволоки карданной;
- алмазов;
- соединений твердых сплавов;
- керамического покрытия.
Отличие технологической оснастки определяется по внешнему виду.

Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.
Для качественного выполнения работ следует одинаково заточить каждую кромку режущего основания, то есть движения должны быть единообразны.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.

Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.

Применение станков для заточки фрез
Все инструмент без исключения со своим сроком службы. В этот период работы обеспечивается точность и качество обработки. По истечении этого времени необходимо осуществлять заточку режущих кромок. Для этих целей предлагается использовать станочное оборудование.
Классификация
Станочное оборудование классифицируется следующим образом:
- Станок универсальный. Обработка всех видов инструмента, в том числе фрез.
- Специализированный. Предназначение только для заточки фрезерного инструмента. Оснащен спецприспособлениями для закрепления и установки обрабатываемых изделий и измерительных приспособлений, позволяющих четко выдерживать угол при заточке.
Технические характеристики
При выборе станочного оборудования следует обратить внимание на технические показатели:
- Напряжение 220 В, если мощность высокая, то питание осуществляется от 380 В.
- Мощность потребителя 200 -5000 Вт.
- Вращение шпинделя без нагрузки – 900 -3000 об/мин.
- Точность определяется в зависимости от конструкции устройства.
- С какой скоростью обеспечивается подача абразива.
- От вида привода: электрический и механический.
- Угол заточки.
- Наличие ванн с водой для охлаждения.
- Оснащение вентиляционным устройством.
- Характеристика уровня шума.
- Защитный кожух от вращающихся элементов.
Станочные приспособления могут быть напольными или настольными.

Особенности конструкции
Типовое конструкторское исполнение:
- Электродвигатель.
- Передача клиноременная, предусмотренная для определения частоты вращения.
- Абразивный круг.
- Специальная подставка для крепежа инструмента.
- Кнопка регулирования режима работы с автоматом включения.
Достоинства и недостатки применения
Преимущества использования оборудования:
- Большой крутящий момент, что обеспечивает ускорение процесса обработки.
- Достижение заданной точности обрабатываемых углов.
- Повышается качество.
- Не обязательно иметь высокую квалификацию, так как процесс автоматизирован.
Перечень недостатков:
- Потребление большого количества энергии.
- Высокая стоимость.
- Проведение всех видов обслуживания.
- Выбор рабочего места для установки.

Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один – для трехперового инструмента, а второй – для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.

Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Поддерживание затачиваемого зуба обеспечивается за счет упора, устанавливаемого рядом с кромкой для резания, и служит направлением при затачивании инструмента с винтовыми зубьями.
На зубе образовывается вогнутая фаска при затачивании поверхности цилиндрических фрез, это обстоятельство направлено на износ зуба и ослабление лезвия. При заточке от чашечных кругов получается плоская фаска, и стойкость фрез увеличивается, в связи с этим дисковыми кругами проводить работы нет смысла.
Заточка торцевых фрез
Затачивание фрез своими руками осуществляется по алгоритму:
- Установить инструмент, чтобы кромка заняла горизонтальное положение.
- Выполняется наклон фрезы относительно горизонтали под заданным углом.
- Заточка производится поверхностью круга в виде тарелки.
- Установка фрезы производится режущей кромкой вверх, а наклонение оси – по вертикали на величину переднего угла.
Заточка концевых фрез
Выполнение работы:
- Затачивание этой разновидности фрез производится при помощи алмазного бруска, который устанавливается на край столешницы. При наличии у инструмента выемки большого размера, его можно установить вдоль столешницы.
- При затачивании будет становиться острой кромка, а диаметр уменьшиться.
Если инструмент оснащен подшипником, то следует произвести его демонтаж. Очистку поверхности производить специальным растворителем.

Заточка дисковых фрез
Затачивание поверхности производится по цилиндрической кромке. Направление затачиваемых зубьев – вверх, при этом:
- Когда зубья у фрезы простые, то фреза расположена вертикально.
- Если зубья направлены в разные стороны, то положение выбирается наклонное, а угол наклона равен углу наклона цилиндрической режущей кромки.
Заточка сборных фрез
Элементов для затачивания фрез этой конструкции много:
- задние и главные углы;
- вспомогательный угол;
- переходная кромка.
Для этого каждая позиция занимается по отдельности.
Заточка фрез с затылованными зубьями
Стачивание одного зуба осуществляется по переднему основанию, во время проведения работы необходимо следить, чтобы толщина снимаемого металла была одинаковой. Заточку осуществляется с помощью тарельчатого круга, и положение инструмента нужно зафиксировать упором, прилагаемым к задней стороне зуба. Для обеспечения минимума биения заточку советуют выполнять по копиру с тем же количеством зубьев, как и у инструмента.
Заточка цилиндрических фрез с остроконечными зубьями
Заточка выполняется с помощью чашечного круга с заданным задним углом. В центрах заточного станка фреза надевается на оправку. Когда оси располагаются круга и инструмента располагаются в одной плоскости – горизонтально, то заднего угла у зуба не будет образовываться, для этого расположение определяется – ниже оси. При заточке расположение зуба необходимо зафиксировать упором.

Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки – это снять поврежденный слой. Это первостепенная задача, вторая – это повысить чистоту поверхности рабочей кромки, третья – придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство – это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.

Контроль качества работ
При проведении контроля качества после проведения работ проверяются:
- геометрия режущих кромок;
- биение;
- класс чистоты.
Для этого используются специализированные приборы:
- угломер, выполненный с количеством углов равных количеству зубьев;
- сектор для перемещения дуги и фиксируемый винтом в нужном положении;
- сектор, оснащенный градусной шкалой;
- индикатор для контроля биения зубьев непосредственно в обрабатываемом центре.
vseochpu.ru
Заточка фрезы по металлу на станке
СодержаниеПриспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Читайте также: о конструкции сверлильно-присадочных станков и их назначении.
Как самодельный, так и универсальный станок для заточки концевых фрез по дереву оснащен устройствами, обеспечивающими закрепление, установку и заточку детали.

Станок для заточки фрезы
При выборе представленного инструмента для заточки ножей фрезерно-брусующего станка своими руками необходимо учесть такие параметры как:
- универсальность станка;
- габаритные размеры;
- скорость;
- класс точности механической обработки;
- мощность электродвигателя;
- способ установки;
- возможность подключения к электросети.
Наиболее приемлемым приспособлением для затачивания концевых ножей фрезерно-брусующего оборудования является Kaindl КСС.
Этот небольшой агрегат способен производить профессиональную заточку концевых ножей быстро и эффективно.
Стоит такое устройство в несколько раз дешевле профессионального оборудования и отличается простотой в применении.
Kaindl КСС применяется для корректировки режущей кромки алмазных дисковых пил и фрез, а также идеально подходит для домашнего использования. Представленное оборудование для заточки сверл, концевых ножей, алмазных дисковых пил.
Читайте также: особенности устройства и обзор популярных моделей лазерных гравировальных станков.

Станок для заточки фрезы Kaindl KSS
Эффективная заточка фрез червячных фрезерных агрегатов производится благодаря точному фиксированию инструмента в любом положении.
Читайте также: сферы применения универсальных фрезерных станков по металлу.
Для этого применяются призмы и упорные штифты. Сам шлифовальный диск можно настроить на работу в любом положении с помощью специального шарнирного держателя.
Основная особенность такого станка – использование обычной дрели вместо электромотора. Универсальная шарнирная крепежная система позволяет подсоединить к устройству дрель любого типа.
Заточка ножей фрезерно-червячных агрегатов может производиться с помощью устройства торговой марки Ruko, которое оснащено лазерным регулятором.
Это оборудование может работать с режущими гранями с диаметром от 12 до 100 мм. Представленный прибор быстро и легко устанавливается своими руками, этом у способствует специальный шаговой держатель.

Станок для заточки фрезы Ruko
Перед установкой режущих кромок червячных фрезерных агрегатов для точного расположения может быть использован лазерный указатель.
Угол заточки при этом меняется плавно (бесшагово). Сам процесс происходит с применением алмазных дисков с диаметром в 125 мм, а для более корректной обработки можно прикрепить лупу, оснащенную неоновой подсветкой.
Читайте также: «Руководство по изготовлению слесарного верстака».
к меню ↑
Делаем станок для заточки своими руками
Для изготовления устройства для заточки лезвия фрезерно-брусующего понадобится электрический двигатель, с мощностью не более 1 кВт, два шкива и подшипники с валом.
Самодельный станок нужно начинать собирать со станины. Станина изготавливается с помощью стальных уголков. Кроме того, самодельный станок должен быть оснащен подручником. Для его установки сооружается поворотная планка.

Самодельный станок для заточки фрезы
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Эта конструкция поможет в регулировке уровня наклона режущей детали фрезерно-брусующего станка по направлению к шлифовальному кругу.
Заточка фрез производится таким образом, чтобы установленная режущая деталь минимально могла соприкасаться с вращающимся кругом.
При работе ее необходимо медленно подводить к диску. Самодельный заточный станок может быть изготовлен по заранее составленной схеме. В расчет при этом берется расположение шлифовального круга относительно подручника.
Самодельный станок для заточки ножей фрезерно-брусующего оборудования должен быть оснащен защитным кожухом, который будет прикрывать собой зазорный круг.
При сборке следует учесть, что зазор между установленной плитой и кругом, производящим заточку не должно превышать 3 мм.
Самодельный мини-станок для заточки резцов фрезерно-брусующего агрегата необходимо оснастить фланцами, которые будут обеспечивать прижим.
Стоит учесть, длина фланцев не должна быть меньше четвертой части диаметра шлифовального круга.
При самостоятельной сборке в зазоре между гайкой и фланцем нужно положить паронитовую прокладку. Благодаря ей гайка максимально туго затянется на валовом участке.
Читайте также: «Выбираем лучшие тиски для сверлильного станка».
к меню ↑
Как заточить фрезу своими руками?
Заточку ножа фрезерно-брусующего агрегата можно провести без наличия специальных механизмов и приспособлений.
Для этого можно использовать алмазный брусок, который кладется на край верстака или рабочего стола. Заточка кромки ножа производится посредством проведения по ее передней поверхности бруском.
Предварительно режущий элемент необходимо очистить от грязи и пыли с помощью растворителя. Если резак оснащен направляющим подшипником, перед тем, как производить заточку его необходимо снять.
Если этого не сделать, то фреза с большой вероятностью деформируется. При проведении заточки брусок периодически нужно смачивать небольшим количеством воды, а после того, как работа будет закончена протереть его насухо.
Важно знать, что в процессе стачивания передней поверхности кромка лезвия будет заострена, а ее диаметр немного уменьшится.
В процессе заточки рекомендуется использовать бруски с различной степенью зернистости. От этого напрямую будет зависеть результат и чистота обрабатываемой поверхности.
Кроме того, при заточке ножей фрезерно-червячного станка с целью сохранения симметричности кромки, нужно многократно производить движения, обеспечивая равномерный нажим.
В зависимости от материала, из которого сделана фреза, вместо бруса можно применять абразивную (наждачную) бумагу.
Она крепится на полосе стали или деревянной рейке. Также откорректировать лезвие можно с помощью точильного станка, вращающегося с низкой скоростью. Устройство можно оснастить соответствующим абразивным кругом.
к меню ↑
Правильная заточка фрезы (видео)
к меню ↑
Правила безопасности при заточке
При проведении работ крайне важно придерживаться следующих требований безопасности:
- точильный круг обязательно должен пройти предварительное испытание вращением;
- проверить, не будет ли превышать допустимая скорость вращения круга, указанное в маркировке значение;
- не использовать подручник вилкообразной формы, так он не позволяет произвести регулировку зазора с боков круга;
- перед началом работ абразивный круг следует подвергнуть балансировке .
Важно учитывать, что при установке подручника зазор между ним и кругом не превышал 3 мм. При этом площадка подручника должна располагаться на уроне горизонтальной оси не выше, чем на 10-15 мм.
Если зазор будет превышать указанное значение или подручник окажется ниже горизонтальной оси, его может вырвать и заклинить кругом.
Кроме того, нужно обратить внимание на отсутствие зазубрин и выбоин на вращающемся точильном элементе.
Категорически запрещается прикасаться в вращающемуся кругу, во избежание травмирования пальцев необходимо пользоваться кожаными напальчниками или строительными рукавицами из плотной ткани.
При проведении работ лезвие должно быть плотно прижато к подручнику, запрещено производить заточку, держа его на весу. В процессе корректировки режущей кромки нельзя подводить инструмент к кругу быстро.
Прижимать его следует постепенно, передвигая по поверхности подручника. При такой работе круг будет стачиваться равномерно, и его можно будет использовать повторно.
Если же резко подавать круг к затачиваемому инструменту, то он будет вырабатываться неравномерно и быстро придет в негодность.

Заточка фрезы
При работе с фрезой из закаленной стали необходимо как можно чаще прерывать натачивание, так как от чрезмерного прижатия к вращающейся поверхности лезвие может нагреться и потерять изначальную твердость.
Читайте также: виды, особенности и самостоятельная сборка фрез для мотоблока.
При установке инструмента его следует надежно закрепить в тисках или заточном приспособлении. Если фреза будет плохо зафиксирована, то ее может вырвать, что повлечет за собой повреждение круга.
При точильных работах запрещено наклоняться к инструменту для наблюдения процесса. Сам момент прикосновения круга к лезвию можно определить по появившейся искре.
Определять степень заточки можно после того, как инструмент будет отодвинут на безопасное расстояние.
Если в процессе работы станок нок начинает вибрировать, его необходимо сразу же выключить и произвести проверку подвижных соединений. Следуя этим несложным правилам безопасности можно выполнить все необходимые манипуляции быстро и эффективно.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
кто на чем фрезы точит – Абразивная обработка
_z16a_,
прекрасно понимаю что в ручную на наждаке такое не точится
Здесь нужно сделать четкое разделение по качеству заточки. Фрезы это инструмент, заточка которых должна быть обеспечена высокой точностью расположения режущих кромок к оси вращения, к взаиморасположению их самих . Должна.., но от безвыходности или для оперативности решения фрезы не ТОЧАТ, а подтачивают на обычном точиле, ориентируясь на имеющийся износ реж. кромок. Что уж там, сам подтачиваю из-за лени настраивать на это универсальный заточной, который в наличии. Тут уж нам, исполнителям надо изловчаться, чтобы получилось желаемое, а не так: :rofl:
На “зеленом камне” – который в сущности карбид кремния быстрорежущие стали точатся плохо – для этого есть белого цвета электрокорунды.
Частота оборотов на точиле всегда “работет в паре” с диаметром круга. Например 3000 об/мин хорошо для круга Ф 200, но маловато для круга Ф 150, и запредельно для кругов , например Ф 300. Угловая скорость важна, а она на точилах порядка 30м/сек.
Ну, это просто поправки… В следующее видео, посвященное изготовлению комбинированных сверл, будет показана “приблуда”, позволяющая затачивать торцевые режущие кромки фрез, без показа как это делать, а пока с намеком на это. Не могу сразу валить все в одну кучу и сверла и фрезы… Но точило и заточка фрезы совместимы 🙂
Изменено пользователем Виктор Алексеевичwww.chipmaker.ru
Заточка фрез: по металлу, дереву своими руками, виды, применение
Заточка разных форм фрез производится на специализированном оборудовании. Это режущий инструмент круглого сечения, хотя по конфигурации он может быть различным. Борозды и зубчики, расположенные по окружности, бывают разных размеров, и при их вращении осуществляется обработка материала.
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
По виду предназначения:
- угловой,
- фасонный,
- шпоночный,
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе,
- дереву,
- металлической,
- стеклу,
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

Материал фрез
Для изготовления технологической оснастки используются следующие материалы:
- сплавы твердые,
- сталь быстрорежущая,
- металлические сплавы повышенной степени твердости,
- металлокерамика,
- алмазы.
Для непосредственной резки металла кромки режущего инструмента изготавливаются из:
- проволоки карданной,
- алмазов,
- соединений твердых сплавов,
- керамического покрытия.
Отличие технологической оснастки определяется по внешнему виду.

Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 350,
- большой 350 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев 380. Прямоугольные инструменты имеют максимальное значение.
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.
Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Способы заточки фрез
Заточка фрез сложная, так как требуется обрабатывать поверхности криволинейные и большие по протяженности. Также необходимо обеспечить движение абразива с точностью по кромке.
С помощью станка
Технология заточки осуществляется поэтапно:
- Закрепление фрезы в заданном положении.
- Подведение к абразивному кругу обрабатываемой поверхности, до тех пор, пока не будет искрения.
- Снятие слоя металла толщиной от 25 до 50 мкм.
- Затачивание производить каждого зубца по отдельности. Начало работ проводится при расположении в борозде, образованной зубцом, а игла должна касаться поверхности инструмента.
- Заточной станок включить и последовательно втягивая фрезу, производить операцию.
Для качественного выполнения работ следует одинаково заточить каждую кромку режущего основания, то есть движения должны быть единообразны.

С помощью кругов для заточки
Выбор кругов зависит от материала, из которого изготовлены инструменты. Какие круги бывают:
- Нормальный электрокорунд и белый электрокорунд. Обеспечивают оптимальную заточку инструмента по металлу или дереву.
- Эльборовые. Кругами их этого материала можно заточить изделия из быстрорежущей стали
- Из карбида кремния зеленого и алмазные применяются для затачивания изделий из твердых сплавов
Во избежание перегрева, созданного силой трения, используются охлаждающие жидкости.

Подручными средствами
Для работы используется стол для ручного фрезера.
Последовательность действий:
- Очистить инструмент от нагара специальной жидкостью. Залить в емкость, опустить фрезу на три минуты, после обчистить щеткой.
- Алмазным бруском точить переднюю кромку, обеспечив движение канала вдоль бруска.
- Протереть инструмент мягкой тканью.

Применение станков для заточки фрез
Все инструмент без исключения со своим сроком службы. В этот период работы обеспечивается точность и качество обработки. По истечении этого времени необходимо осуществлять заточку режущих кромок. Для этих целей предлагается использовать станочное оборудование.
Классификация
Станочное оборудование классифицируется следующим образом:
- Станок универсальный. Обработка всех видов инструмента, в том числе фрез.
- Специализированный. Предназначение только для заточки фрезерного инструмента. Оснащен спецприспособлениями для закрепления и установки обрабатываемых изделий и измерительных приспособлений, позволяющих четко выдерживать угол при заточке.
Технические характеристики
При выборе станочного оборудования следует обратить внимание на технические показатели:
- Напряжение 220 В, если мощность высокая, то питание осуществляется от 380 В.
- Мощность потребителя 200 -5000 Вт.
- Вращение шпинделя без нагрузки 900 -3000 об/мин.
- Точность определяется в зависимости от конструкции устройства.
- С какой скоростью обеспечивается подача абразива.
- От вида привода: электрический и механический.
- Угол заточки.
- Наличие ванн с водой для охлаждения.
- Оснащение вентиляционным устройством.
- Характеристика уровня шума.
- Защитный кожух от вращающихся элементов.
Станочные приспособления могут быть напольными или настольными.

Особенности конструкции
Типовое конструкторское исполнение:
- Электродвигатель.
- Передача клиноременная, предусмотренная для определения частоты вращения.
- Абразивный круг.
- Специальная подставка для крепежа инструмента.
- Кнопка регулирования режима работы с автоматом включения.
Достоинства и недостатки применения
Преимущества использования оборудования:
- Большой крутящий момент, что обеспечивает ускорение процесса обработки.
- Достижение заданной точности обрабатываемых углов.
- Повышается качество.
- Не обязательно иметь высокую квалификацию, так как процесс автоматизирован.
Перечень недостатков:
- Потребление большого количества энергии.
- Высокая стоимость.
- Проведение всех видов обслуживания.
- Выбор рабочего места для установки.

Процесс заточки фрез на станке
Заточка режущего инструмента требует особой точности, чтобы геометрические размеры и свойства были восстановлены. Профессионально выполненная операция способствует увеличению стойкости металла и снижению износа зубьев.
В комплекте станочного оборудования предусмотрено два зажимных патрона, один для трехперового инструмента, а второй для четырех и двух. Ошибка установки исключена.
Заточка по ленточке
Выбрать одно из гнезд стакана и цангу, соответствующую размеру.
Процесс выполнения:
- Завести в патрон цангу и зажать гайкой, но сильно затягивать последнюю не нужно.
- Выставить размер длины ленточки для обработки. Расстояние регулируют выкручиваемые винты. Перемещая низ гнезда, следует установить нужную длину, после которую зафиксировать на винтовые соединения.
- Установить инструмент в патрон через верх, задав угол и диаметр. Патрон закрепить в стакане с установкой линии инструмента по отношению элементу заточки. Закрепление производится за штифт канавками.
- Оборудование включить и обеспечить подачу обрабатываемого элемента к кругу заточки. Посредством регуляторов можно снижать и увеличивать съем поверхности металла.
Заточка фрезы по торцу
Нужно воспользоваться другим гнездом на станочном приспособлении.
Процесс выполнения работ:
- Выставить настройки на гнезде, они зависят от жесткости материала. Если металл твердый, то гнездо больше.
- Включить станок, вставить патрон и произвести обработку элемента, до тех пор, пока не прекратится шум.
- В другом гнезде обеспечить заточку инструмента с торца.
- Обработать заднюю стенку инструмента вставлением патрона в гнездо станочного оборудования.

Поддерживание затачиваемого зуба обеспечивается за счет упора, устанавливаемого рядом с кромкой для резания, и служит направлением при затачивании инструмента с винтовыми зубьями.
На зубе образовывается вогнутая фаска при затачивании поверхности цилиндрических фрез, это обстоятельство направлено на износ зуба и ослабление лезвия. При заточке от чашечных кругов получается плоская фаска, и стойкость фрез увеличивается, в связи с этим дисковыми кругами проводить работы нет смысла.
Заточка торцевых фрез
Затачивание фрез своими руками осуществляется по алгоритму:
- Установить инструмент, чтобы кромка заняла горизонтальное положение.
- Выполняется наклон фрезы относительно горизонтали под заданным углом.
- Заточка производится поверхностью круга в виде тарелки.
- Установка фрезы производится режущей кромкой вверх, а наклонение оси по вертикали на величину переднего угла.
Заточка концевых фрез
Выполнение работы:
- Затачивание этой разновидности фрез производится при помощи алмазного бруска, который устанавливается на край столешницы. При наличии у инструмента выемки большого размера, его можно установить вдоль столешницы.
- При затачивании будет становиться острой кромка, а диаметр уменьшиться.
Если инструмент оснащен подшипником, то следует произвести его демонтаж. Очистку поверхности производить специальным растворителем.
Заточка дисковых фрез
Затачивание поверхности производится по цилиндрической кромке. Направление затачиваемых зубьев вверх, при этом:
- Когда зубья у фрезы простые, то фреза расположена вертикально.
- Если зубья направлены в разные стороны, то положение выбирается наклонное, а угол наклона равен углу наклона цилиндрической режущей кромки.
Заточка сборных фрез
Элементов для затачивания фрез этой конструкции много:
- задние и главные углы,
- вспомогательный угол,
- переходная кромка.
Для этого каждая позиция занимается по отдельности.
Заточка фрез с затылованными зубьями
Стачивание одного зуба осуществляется по переднему основанию, во время проведения работы необходимо следить, чтобы толщина снимаемого металла была одинаковой. Заточку осуществляется с помощью тарельчатого круга, и положение инструмента нужно зафиксировать упором, прилагаемым к задней стороне зуба. Для обеспечения минимума биения заточку советуют выполнять по копиру с тем же количеством зубьев, как и у инструмента.
Заточка цилиндрических фрез с остроконечными зубьями
Заточка выполняется с помощью чашечного круга с заданным задним углом. В центрах заточного станка фреза надевается на оправку. Когда оси располагаются круга и инструмента располагаются в одной плоскости горизонтально, то заднего угла у зуба не будет образовываться, для этого расположение определяется ниже оси. При заточке расположение зуба необходимо зафиксировать упором.

Доводка фрез из твердосплавного материала
Материал затачивается шлифовальным кругом, а после на основании могут образовываться микротрещины. При осуществлении работы образования увеличиваются в размерах, что приводит к выкрашиванию зубьев. Цель доводки это снять поврежденный слой. Это первостепенная задача, вторая это повысить чистоту поверхности рабочей кромки, третья придание соответствующих геометрических параметров.
Как осуществляется доводка:
- Чугунными дисками, установленными на станочном оборудовании. Оптимальным результатом будет, когда заточка на скорости от 1до 1,5 м/сек.
- Вручную, обеспечивая легкий прижим оселка из чугуна.
Используется паста из карбида бора с показателем по зернистости от 170 до 230.
При осуществлении доводочных работ вручную, необходимо контролировать правильное расположение оселка по отношению к рабочей кромке, и обеспечивать следующие технологические операции:
- Довести поверхность: заднюю и переднюю.
- Образовать фаски: под углом 450 к передней кромке подводят плоскость оселки, а после слабым нажимом оселка выполняют ряд проходов по рабочей кромке.
- На каждый отдельный нож уходит по 2-3 секунды.
Сильнейшее абразивное средство это карбид бора, с его помощью несложно выводить лунки на изношенных зубьях, не снимая инструмент со станка.

Контроль качества работ
При проведении контроля качества после проведения работ проверяются:
- геометрия режущих кромок,
- биение,
- класс чистоты.
Для этого используются специализированные приборы:
- угломер, выполненный с количеством углов равных количеству зубьев,
- сектор для перемещения дуги и фиксируемый винтом в нужном положении,
- сектор, оснащенный градусной шкалой,
- индикатор для контроля биения зубьев непосредственно в обрабатываемом центре.
xn—-ntbhhmr6g.xn--p1ai
Самодельный заточной станок для фрез по металлу
Навигация
Искать
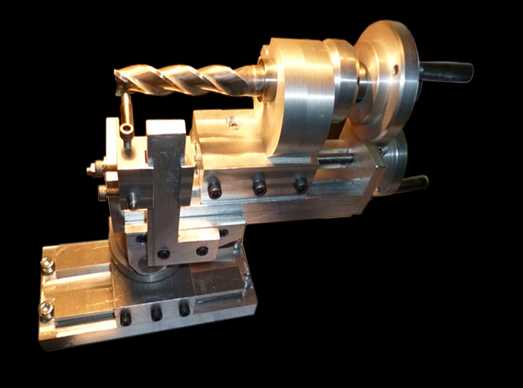
Приспособление для заточки фрез
- “img” src=”http://alenkindom.ru/images/stories/30,03,14/71.png”/>
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.

Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
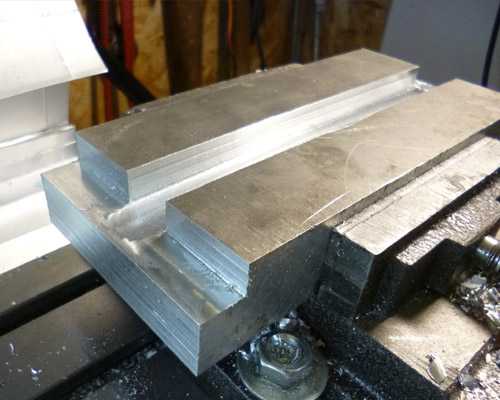
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
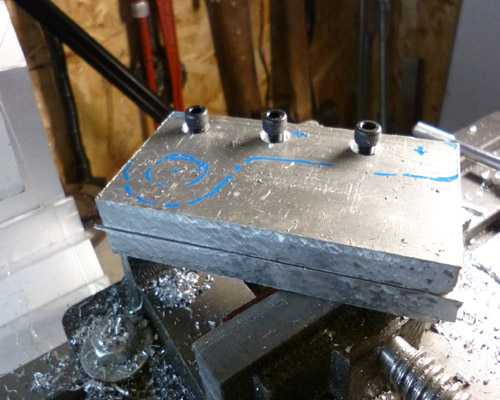
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Вторая ось перемещения, не чем не отличается в прицепе от первой, только нет винта подачи и стол немного шире.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.
Для тех кому интересна эта тема, ниже ссылка на продолжение.
Методика выполнения заточки концевых фрез по металлу
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
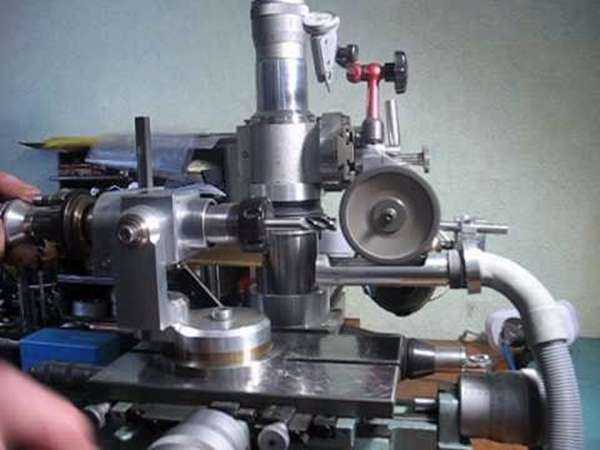
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.Цанговый патрон с цангами
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Геометрия зубьев фрезы
У затылованных зубьев, которыми оснащаются фасонные фрезы, задняя поверхность выполняется по архимедовой спирали. Поскольку обработка фасонной поверхности очень трудна технологически, заточка фрез с затылованными зубьями осуществляется по передней поверхности.
Независимо от того, сколько зубьев имеется на фрезе, каждый из них можно рассматривать как отдельный резец, характеризующийся стандартными для всякого резца параметрами — передним (γ) и задним (α) углами, размером затачиваемой площадки (f), углом наклона зубьев (λ).
Площадка f представляет собой часть задней поверхности зуба, подвергающаяся шлифовки при затачивании по задней поверхности. По этой поверхности происходит основной износ зубьев, ее размер влияет на величину силы трения между фрезой и обрабатываемой деталью, поэтому она должна поддерживаться в определенном диапазоне.
Главный передний угол γ — угол между касательной к передней поверхности и осевой плоскостью. Он измеряется в плоскости, которая проходит через данную точку перпендикулярно к главной режущей кромке.
Главный задний угол α — угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. В функцию угла α входит уменьшение трения между фрезой и обрабатываемой деталью.
Вспомогательный задний угол α1 характеризует увеличенный просвет между обрабатываемым поверхностью и телом зуба. Необходимость заточки фрез по вспомогательному углу возникает при определенной величине износа фрезы и увеличении площадки f. Ее цель — снижение трения между зубом и обрабатываемым материалом. Не все фрезы имеют этот угол.
В зависимости от формы и направления режущей кромки, зубья могут быть прямыми или винтовыми. Наклон зубьев фрезы характеризуется углом λ между развернутой винтовой кромкой и осью фрезы.
Значения углов зависят от типа фрезы, марки сплава или стали, из которых она изготовлена, и вида материала, для обработки которого предназначена.
При обработке вязких материалов главный передний угол выбирается в пределах 10-20° и более. У твердосплавных фрез для обработки сталей он близок к нулю или даже отрицателен. Задний угол также может варьироваться в широких пределах.
Заточка концевых фрез по дереву
В процессе заточки брусок смачивается чистой или мыльной водой. После заточки он моется и сушится.
По мере стачивания передней поверхности, кромка заострится, а диаметр фрезы уменьшится незначительно.
Если на фрезе есть направляющий подшипник, его сначала надо снять (если это возможно) и только потом затачивать. Попытка сэкономить минуту закончится загубленным подшипником и испорченной фрезой. Ещё нужно очистить фрезу от остатков древесной смолы, используя растворитель.
Как при заточке любого другого инструмента, нужно использовать бруски разной зернистости, в зависимости от толщины снимаемого слоя материала и необходимой чистоты поверхности. Перед заточной нужно убедиться в том, что брусок имеет правильную форму.
Затачивая каждый резец, для сохранения симметрии, нужно стараться делать одинаковое количество затачивающих движений и с одинаковым нажимом.
Если материал резцов фрезы достаточно мягкий, вместо бруска можно воспользоваться абразивной бумагой приклеенной на ровную поверхность (рейку из твердого дерева или полоску стали).
Концевые фрезы по дереву можно заточить и на точильном станке с небольшой скоростью вращения круга, используя соответствующий абразивный круг.
Круги для заточки
При использовании абразивных кругов (особенно алмазных) желательно осуществлять их охлаждение СОЖ.
С повышением температуры микротвердость абразивных материалов снижается. Повышение температуры до 1000°С уменьшает микротвердость почти в 2-2,5 раза по сравнению с микротвердостью при комнатной температуре. Повышение температуры до 1300°С вызывает снижение твердости абразивных материалов почти в 4-6 раз.
Применение воды для охлаждения может привести к появлению ржавчины на деталях и узлах станка. Для устранения коррозии к воде добавляют мыло и определенные электролиты (углекислый натрий, кальцинированная сода, тринатрийфосфат, нитрит натрия, силикат натрия и т.д.), которые образуют защитные пленки. При обычном шлифовании чаще всего пользуются мыльным и содовыми растворами, а при чистовом шлифовании — низкоконцентрированными эмульсиями.
Для увеличения производительности шлифования абразивными кругами и уменьшения удельного износа, следует выбирать наибольшую зернистость, которая обеспечивает требуемый класс чистоты поверхности затачиваемого инструмента.
Для выбора зернистости абразива, в соответствии со стадией заточки, можно воспользоваться таблицей в статье про бруски для заточки.
Окружная скорость круга при заточке твердосплавных зубьев должна быть около 10-18 м/с. Это означает, что при использовании круга диаметром 125 мм скорость вращения двигателя должна быть около 1500-2700 об/мин. Заточка более хрупких сплавов производится при меньшей скорости из данного диапазона. При заточке твердосплавных инструментов применение жестких режимов приводит к образованию повышенных напряжений и трещин, а иногда и к выкрашиванию режущих кромок, при этом повышается износ круга.
Форма круга для заточки заднего угла зубьев на цилиндрической поверхности — чашечная (ЧЦ или ЧК) или тарельчатая (1Т, 2Т, 3Т), переднего угла — тарельчатая или плоская.
Станок для заточки фрез
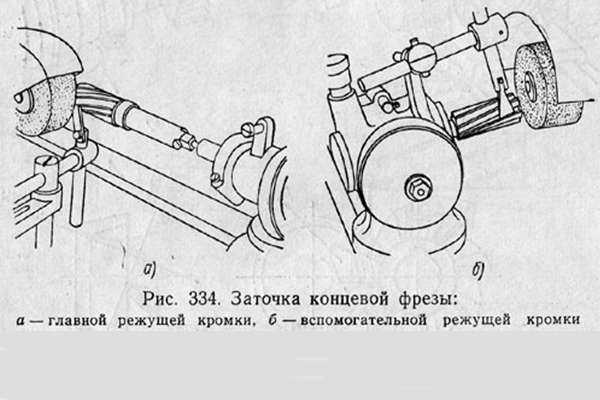
Сущность заточки концевой фрезы состоит в том, что при ее продольном перемещении относительно круга, одновременно происходит синхронизированный поворот ее вокруг своей оси. Благодаря этому затачиваемая кромка все время находится в контакте с кругом на одной и той же высоте (обеспечивается один и тот же угол заточки). Синхронизация поступательного и вращательного движений достигается при помощи иглы-копира, упирающейся во впадину на передней поверхности зуба. Прижимая затачиваемый зуб к игле и плавно смещая фрезу в осевом направлении, оператор одним движением производит заточку зуба на всю его длину.
Заточка боковых зубьев. В упрощенном виде заточка винтовых зубьев, выглядит таким образом. Фреза устанавливается в цангу.
Игла-копир устанавливается в позицию, при которой она находится в самом высоком положении, а ее кончик касается наружного края канавки концевой фрезы.
Фреза устанавливается в исходное (выдвинутое) положение, при котором игла располагается возле хвостовика, упираясь в канавку зуба.
Шлифовальный круг с помощью ручки бокового смещения передвигается в положение, при котором его наружная кромка совпадает с иглой.
Включается двигатель, и ручкой прямой подачи круг медленно подводится к фрезе, пока не начнется искрение. После чего с помощью шкалы подачи устанавливается толщина снимаемого металла (обычно 25-50 мкм).
Заточка зуба на всю его длину производится втягиванием шпинделя с фрезой до тех пор, пока последняя не сойдет с иглы. При этом нужно следить за тем, чтобы фреза постоянно находилась в контакте с иглой. Этим обеспечивается проворот фрезы, необходимый для того, чтобы затачиваемая кромка находилась в контакте с кругом при одном и том же взаимном положении.
Для обеспечения чистоты обработки проход фрезы повторяется еще один раз без изменения толщины снимаемого металла. На этом обработка одного зуба заканчивается, и аналогичная операция повторяется для всех остальных зубьев. Чтобы заточка всех зубьев получилась одинаковой, не следует изменять толщину снимаемого металла, установленную вначале с помощью ручки прямой подачи.
Изменяя положение иглы таким образом, чтобы ее кончик упирался в разные точки на канавке зуба (на край или середину, например), можно изменять величины угла α и α1.
Заточка торцевых зубьев. Для заточки торцевых зубьев, концевую фрезу нужно установить в положение, при котором затачиваемый зуб расположился бы строго горизонтально. Система заточки Е-90 оснащена градуированным кольцом, которое позволяет легко и просто устанавливать торцевые зубья горизонтально. Если используется станок для заточки фрез, не оснащенный подобным механизмом, устанавливать горизонтальность зубьев можно с помощью угольника.
Заточка зуба, выставленного горизонтально, производится перемещением кромки заточного круга вдоль кромки зуба. Величина угла заточки регулируется смещением круга по вертикали либо наклоном шпинделя с фрезой (если это возможно).
Контроль качества заточки
Допустимые отклонения переднего и заднего угла заточки всех фрез составляет ±1°. Углы могут замеряться специальным угломером 2УРИ или маятниковым угломером.
У стандартных фрез регламентируется радиальное биение двух смежных (σсм) и двух противоположных (σпр) зубьев, а также торцовое биение. Допустимые значения радиального и торцового биений зубьев фрез приведены в таблице ниже (для фрез, не имеющих торцовых зубьев, указано допустимое биение опорных торцов).
Проверку качества заточки или доводки производят внешним осмотром с помощью лупы. Режущие кромки фрез должны быть без зазубрин и выбоин.
Наличие трещин на пластинках твердого сплава определяют, пользуясь лупой, смачивая пластины керосином. В этом случае при наличии трещин выступает керосин.
Видео:
mytooling.ru
Заточка фрез по металлу: концевых, червячных
Методика выполнения заточки концевых фрез по металлу
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.
Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.Цанговый патрон с цангами
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Приспособление для заточки фрез
Самодельное приспособление для заточки фрез и прочего режущего инструмента.
В процессе эксплуатации своих станочков, возникла необходимость в таком устройстве.
Заточить сверло можно и руками, а как быть с фрезами, где не две, а четыре, и более кромок только снизу, и нужна более мене точная геометрия, а размер мелкий.
Вот и решил сделать такое приспособление.
Это простой механизм подачи взад и вперед, плюс наклон и поворот.
Будет устанавливаться просто рядом с наждаком.
Из доступных материалов был алюминий, немного стали, и наждак.
Как это сделано сейчас покажу на фотографиях.
Начнем с устройства, которое должно удерживать фрезу или сверло, то есть шпиндель, для установки инструмента.
Для этого у меня есть такая деталь в ней конус морзе номер два (КМ2), это то что мне нужно.
Ведь у моих станочков тоже везде КМ2, и можно использовать их оснастку, а врезы и сверла с таким конусом можно будет ставить устанавливать прямо в шпиндель.
Убрал всё лишние с этой оправки.
Получился маленький шпиндель, который может поворачиваться вокруг своей оси.
Немного доработаю, просверлю отверстие для шомпола, который будет фиксировать инструмент от внезапного выпадения из шпинделя.
Теперь шпиндель сможет принимать любой инструмент с КМ2, как с лапкой так и с резьбой М10, сверлильный или цанговый патрон, фрезы с КМ2 и всевозможные оправки для дисковых фрез.
Теперь корпус для этого шпинделя.
Осталось сделать запорное колечко для шпинделя и ручку.
Ручка для вращения вокруг оси шпинделя.
Вот так выглядит первая собранная деталька для моего приспособления.
Примерка оснастки, сверлильный патрон.
Теперь можно заняться механизмом перемещения, это будет вроде небольшого крестового столика, по типу как у фрезерного станка только с поворотом вокруг своей оси.
Пилю заготовку для стола.
Фрезерую будущие оси перемещения.
Готовая направляющая.
Заготовка стола для установки шпинделя.
Заготовка готова, для фрезеровки ласточкина хвоста.
Фрезерую ласточкин хвост.
Сверлю нарезаю резьбу и добавляю гайку перемещения по оси.
Примеряю направляющею к столу, винтом для неё будет обычная шпилька.
Опоры винта сделаны из двух небольших кусков алюминия.
Общий вид готовой оси с примеркой цангового патрона.
Вот уже вырисовывается общий вид приспособления, но это только проект.
Было немного свободного времени и я провёл его в мастерской, занимаясь ушами или петлями, для наклона и поворотной площадкой с осью.
Что бы петли или уши, были одинаковые, я их соединил сразу в одну заготовку.
И тогда просверлил и расточил отверстия под ось.
Немного срезал лишнего алюминия и просверлил, затем нарезал резьбу, под винты регулировки петель.
Вторая ось перемещения, не чем не отличается в прицепе от первой, только нет винта подачи и стол немного шире.
Поворотная площадка в виде обычного блинчика.
Вот такой простой цилиндр будет в роли моей оси наклона.
Примерил всё к столу остаётся только просверлить и собрать этот узел.
Просверлил и собрал.
Собираю две оси в одно целое устройство.
Опять сверлим и нарезаем резьбу под винты.
Вырезал уголок и поставил на него штырь, для чтения ленточки фрезы при заточке.
Так всё устройство выглядит в сборе.
В выходные на даче не утерпел и провёл первые испытания, попробовал выровнять а потом заточить торец фрезы.
Для этого закрепил на столе, свою самодельную приспособу саморезами, возле наждака.
Вот видео отчёт по эксперименту.
Остаётся доработать заточку ленточек фрезы и сделать упор ограничивающий падачу фрезы в перёд, ну и напоследок столик для этого устройства.
Для тех кому интересна эта тема, ниже ссылка на продолжение.
Продолжение работ над заточным приспособлением, лежит тут.alenkindom.ru
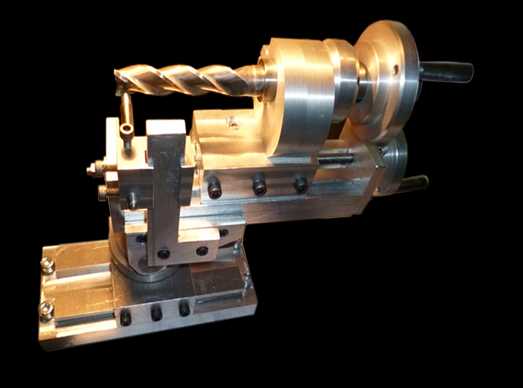




















































 Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.