Как заточить сверло по металлу: угол заточки, основные правила
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.
Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.

Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.
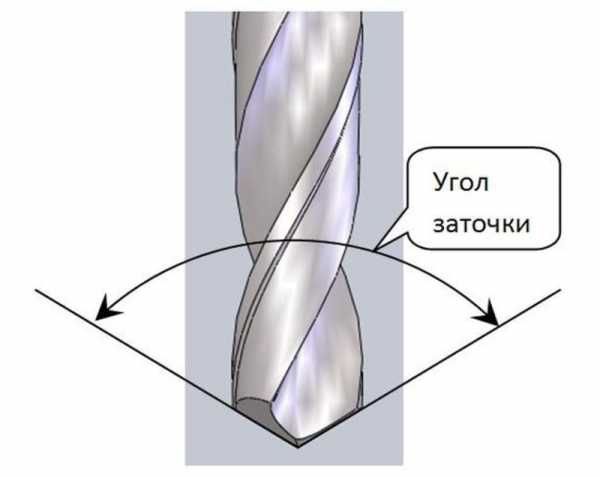
Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
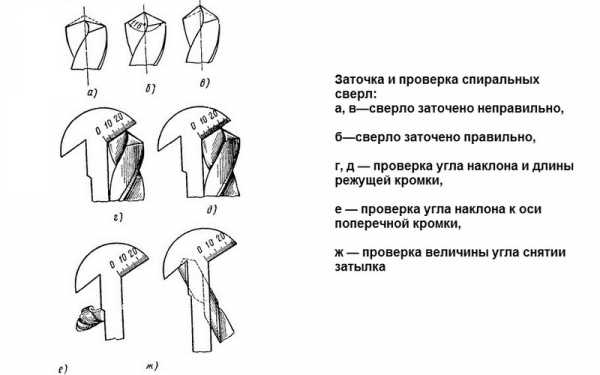
Проверка заточки
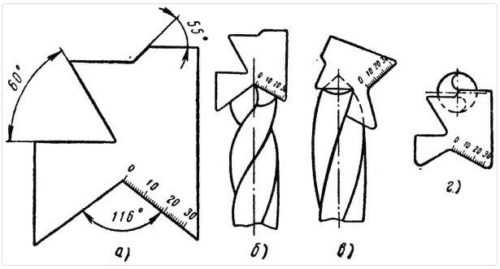
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.
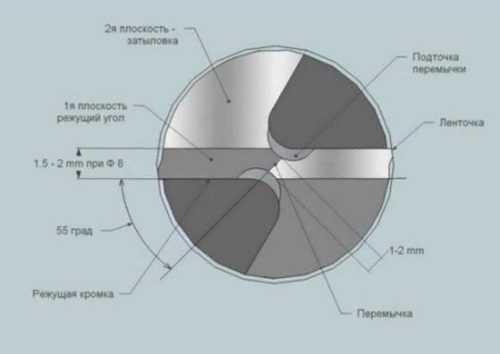
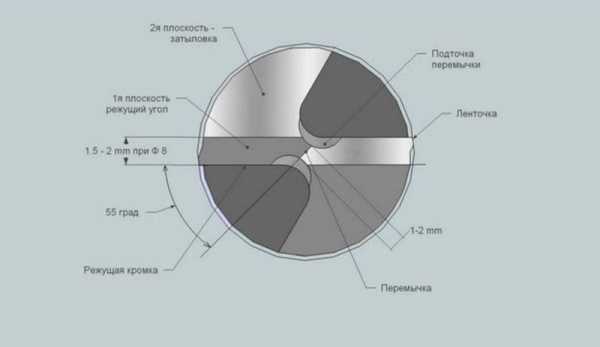
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
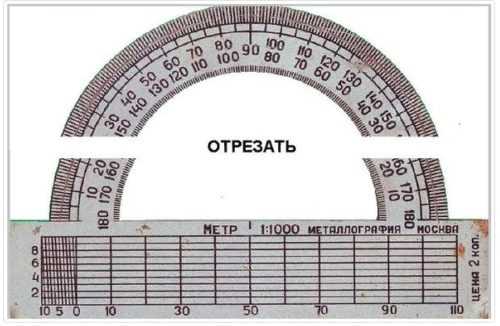
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
wikimetall.ru
как правильно заточить своими руками, особенности эксплуатации, техника безопасности
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
- Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
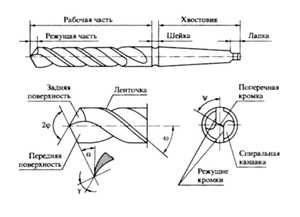
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
pochini.guru
Как заточить сверло по металлу правильно
Добавил(а): Ксения Зубкова 24 марта
Со временем сверло «вгрызается» в металл хуже. По этой причине его бросают в мусорное ведро и меняют на новое. Однако к проблеме можно подойти по-хозяйски: с помощью специальных приспособлений заточить затупившееся сверло и вернуть его в рабочее состояние. Причём снова сделать режущий инструмент острым можно в домашних условиях, не прибегая к «высоким технологиям».
Виды заточки
Заострить сверло, которое стало плохо погружаться в металл, можно по-разному. На это влияет сфера применения режущего инструмента и его диаметр. Исходя из этих критериев, заточка бывает одноплоскостной, конической и доводкой. Большинству мужчин, которые пользуются сверлом по металлу, привычнее выполнять одноплоскостную процедуру, считаемую наиболее простой. Но она, как и другие виды заточки, подходит не для каждого режущего инструмента.
Прибегать к одноплоскостной заточке следует в том случае, если диаметр затупившегося сверла составляет не более 3 мм. Правда, делая режущий инструмент острым таким способом, надо соблюдать предельную аккуратность, иначе ему грозит поверхностное разрушение. Чтобы одноплоскостная заточка прошла успешно, нужно приложить сверло к абразивному кругу и передвигать в одном направлении с его поверхностью.
Применять коническую процедуру полагается тогда, когда нужно придать остроты крупному изделию, предназначенному для резки металлических листов и деталей. Такая заточка предполагает, что сверло фиксируется двумя руками и обрабатывается последовательно. Затем с режущим инструментом проводят так называемую доводку. Её требуется выполнять после и одноплоскостной, и конической заточки. Доводка — это процедура, которая шлифует режущую кромку сверла так, чтобы не оставалось даже мелких зазубрин.
Углы, под которыми выполняется процедура
Затупившееся после интенсивной и длительной эксплуатации сверло принято затачивать под углом 1200. Это универсальный параметр заточки для любого материала, но он подходит только для изделий, имеющих диаметр менее 1, 2 см. А если этот размер составляет от 12 до 80 мм, то режущий инструмент обрабатывают под иным углом. Главное, выбрать его исходя из материала.
Выбирать угол надо ориентируясь на то, в каком металле необходимо просверлить дырки
Заточка сверла под углом, выбранным наугад, сделает его острым, но непременно испортит. Оно будет плохо просверливать отверстия и быстро нагреваться или ещё хуже — сломается во время использования.
Как наточить затупившееся сверло с помощью простых приспособлений
Вернуть режущему инструменту его свойства можно с помощью абразивного бруска. Им подтачивать сверло придётся вручную, аккуратно убирая лишний металл. Но на это дело уйдёт так много времени, что в следующий раз точно захочется сделать изделие острым любым приспособлением, но только не абразивным бруском.
Но понять, что представляет собою заточка абразивным бруском, никому не помешает. Чтобы узнать нюансы обработки режущего инструмента таким приспособлением, можно посмотреть следующее видео:
Электроточилом
Приспособление, которое работает от электросети и может подточить сверло, есть не у каждого. Но у него есть огромный плюс: в домашних условиях легче всего приспособиться обрабатывать затупившееся изделие именно электроточилом. Заточку этим инструментом полагается начинать с кромки, располагаемой в том же направлении, что и ось абразивного круга. Как долго снимать лишний металл со сверла, надо определять «на глазок». Заканчивать работу следует в тот момент, когда исчезнет тень от кромки на канавке.
В заточке сверла посредством электрического точила надо соблюдать определённую последовательность. Первым делом надо обрабатывать заднюю поверхность кромки, и только после этого приступать к снятию ненужного слоя со второго края затупившегося режущего инструмента. Обтачивая сверло по металлу точилом, следует придерживаться правил:
- обращать внимание на угол заточки изделия;
- следить, чтобы сверло было зафиксировано на оси вращения;
- наблюдать за процессом, дабы кромки получились одинаковой длины;
- излишки металла следует снимать постепенно, медленно расширяя зазор между шайбой точила и обрабатываемым изделием;
- завершая заточку, необходимо придать кромкам сверла форму конуса.
Заточить сверло электрическим приспособлением просто, но для этого потребуется напрягать зрение, не упуская из виду никакой мелочи. Дабы научиться правильно концентрировать внимание на процессе обработки, нужно потренироваться, возможно, приведя в негодность несколько изделий для сверления металла.
Видео о работе электрическим точилом
Обработка болгаркой
Заточка сверла угловой шлифовальной машиной предусматривает следующее: режущий инструмент фиксируется в тисках, выбирается угол крепления, затем на болгарку монтируется диск, который вращается и подводится к кромкам затупившегося изделия. Этот способ придания сверлу потерянной за годы эксплуатации остроты отличается большим количеством минусов:
- болгарку требуется ставить на ровную поверхность диском вниз и держать на своём месте, для чего необходимо заручиться чьей-то помощью или воспользоваться тисками, которыми выполняют работу столяра;
- шлифовальная машинка может испортить сверло, если будет зафиксирована ненадежно;
- во время заточки режущего инструмента болгаркой есть большой риск получить травму, так как сверло может случайно соскочить с вращающегося диска;
- затачивать болгаркой целесообразно лишь изделие, имеющее небольшой диаметр;
- шлифовальной машинкой невозможно произвести доводку, придающую режущему инструменту ровность и гладкость.
Роль подставки для режущего инструмента во время его заточки болгаркой должен выполнять край щитка, прикрывающего абразивный диск. Поворот заслона можно изменять. Приступая к обработке сверла, его требуется расположить так, чтобы на него было удобно ставить палец для опоры.
Видеоматериал о применении болгарки для заточки свёрл по металлу
Использование насадки дрели
Дрель крепится точно так же, как и болгарка, поэтому характеризуется аналогичными недостатками. К тому же к ним можно добавить и ещё один: сверло по металлу получится заточить только электрическим инструментом, имеющим кулачковый патрон, в который вместо сверла надо вставлять держатель диска от болгарки.
Дрель, которую планируется использовать для заточки сверла по металлу, рекомендуется оснастить шлифовальным диском с наклеенным на него отрезком наждачной бумаги. Желательно, чтобы основа, на которую приклеивается шероховатый материал, была очень твёрдой.
Если планируется заточить режущий инструмент ручной дрелью, то надо морально подготовиться к трудностям. Всё-таки у неё нет ничего, что можно сделать подставкой для сверла. Поэтому в качестве неё приходится использовать какой-нибудь подручный предмет.
В общем, приступая к шлифовке изделия дрелью, нужно найти две ровные поверхности. Одна из них станет площадкой закрепления самого прибора, а другая — подставкой для сверла. Обе поверхности, например, стол и ящик, надо разместить так, чтобы они находились на одной линии. Между ними полагается в вертикальном положении установить диск, вставленный в патрон ручной дрели.
Видео об обработке режущего инструмента дрелью
Особенности заточки различных видов свёрл
Сверло по металлу может быть победитовым, спиральным и ступенчатым. К заточке каждого предъявляются определённые требования. Но перед тем как выяснять, каким образом можно вернуть сверлу потерянные со временем свойства, следует осмотреть его и испытать в работе. Это позволит понять, действительно ли изделие нуждается в шлифовке. Признаками тупого режущего инструмента считаются его сильный нагрев, громкие звуки, раздающиеся во время его применения, и некачественное сверление. Правда, прибегать к заточке разумно не всегда. Сверло, длина режущей поверхности которого составляет более 1 см, лучше выбросить.
Как отшлифовать победитовое сверло?
Чтобы победитовое изделие для создания отверстий в металле снова хорошо вгрызалось в материал, требуется вооружиться не только инструментом для заточки, но и охлаждающей жидкостью. Простым наждачным камнем заточить сверло этого типа не выйдет, придётся вооружиться электрическим точилом.
Чтобы режущий инструмент стал сверлить металл так же эффективно, как раньше, на приспособлении, используемом для его заточки, следует уменьшить количество оборотов в секунду. Дело в том, что чем выше прочность материала, тем ниже должна быть скорость его обработки.
Победитовое сверло полагается шлифовать короткими касаниями к точилу. Процесс заточки этого изделия требует повышенного внимания, ведь кромки победитового сверла заостряются довольно быстро. Каждая режущая сторона инструмента должна быть заточена так, чтобы соответствовать по своим размерам другой стороне. Если это правило будет нарушено, то центр оси вращения сместится, и сверло будет проделывать в металле чересчур большие и кривые по краям дырочки.
Во время шлифовки режущего инструмента важно держать под контролем соотношение заднего и переднего углов режущей кромки. Необходимо смотреть и за тем, чтобы сверло не становилось горячим, поскольку это может привести к появлению трещин и сколов. Если вдруг изделие, обрабатываемое точилом или другим приспособлением, нагреется, то его необходимо опускать в специальную жидкость или простую воду. Но, видя, что наконечник покраснел и накалился, не стоит сразу охлаждать его, дабы не допустить повреждения. До погружения в воду сверло должно остыть под воздействием воздуха.
Каким образом затачивать спиральное изделие?
Чтобы вернуть остроту сверлу в виде спирали, нужно отшлифовать его задние грани. Во время этого процесса следует следить за тем, затачивается ли одно перо сверла так же, как другое. Делать это без специального агрегата очень сложно, тем более тому, кто не имеет опыта в заточке свёрл по металлу.
При заточке спирального сверла собственноручно вряд ли получится придать идеально правильную форму задним граням и заданному заднему углу. Поэтому шлифовать подобное изделие разумнее на специальном станке или приспособлении. Лишь бы в хозяйстве было обычное зубило, а у мужчины, которому требуется обработать затупившееся спиральное сверло, имелся опыт заточки режущих инструментов.
Как правильно обработать ступенчатое сверло?
Режущий инструмент по металлу, имеющий вид ступенек, затачивать в несколько раз труднее, чем спиральное сверло. Изделию с прямой канавкой для выведения стружки следует возвращать потерянную остроту по определённой схеме. По режущим краям ступенек со стороны жёлоба полагается проводить диском, совершая лёгкие касания.
При обработке ступенчатого сверла нельзя смещать угол, образующийся между поверхностью сзади ступеньки и канавкой. Ещё больше нюансов заточки у изделия, жёлоб которого спиральный. Технология его обработки ничем не отличается, но требует предельной аккуратности и большого опыта в шлифовке свёрл.
Галерея свёрл разного вида
Оценка качества шлифовки
Заточив сверло по металлу, надо обязательно проверить, всё ли сделано правильно. Контроль качества обработки режущего инструмента проверить легко. Нужно только осмотреть перемычку, расположенную по центру торца наконечника изделия, оценить длину режущих кромок и занижение.
Если заточка произведена без ошибок и не испортила сверло, то перемычка будет расположена по центру торца наконечника. При правильной реабилитации затупившегося инструмента его кромка будет находиться между наиболее глубокими точками желобов, через которые выводится металлическая стружка. Это значит, что края заточенного сверла должны быть короткими.
Далее требуется проверить длину режущих кромок — промежуток между перемычкой и краем сверла по линии края, осуществляющего разрез металла. Этот параметр можно измерить обычной линейкой или циркулем. Естественно, ни одна кромка не должна отличаться от другой. В противном случае придётся снова взять приспособление для заточки и обработать поверхность, оказавшуюся короткой.
Понять, есть ли у кромок сверла занижение, можно, если поставить его вертикально, чтобы наконечник указывал на пол, и упереть перемычку в какую-нибудь плоскую поверхность. Потом нужно бросить взгляд на заднюю поверхность, находясь при этом сбоку заточенного изделия. Если виднеющаяся кромка не поднимается постепенно вверх, то над режущей зоной сверла необходимо снова потрудиться.
Заточка свёрл, без сомнения, требует мастерства. Набить руку в этом деле можно. Надо только изучить все тонкости процесса и воочию увидеть, как выполняется шлифовка затупившихся режущих инструментов.
По образованию – филолог, пишу тексты более 5 лет. Оцените статью: Поделитесь с друзьями!prorab.guru
Заточка сверла по металлу: как правильно, важные моменты
При сверлении металла, режущий инструмент теряет начальную остроту рабочей кромки. Не стоит его выкидывать, чтобы приобретать новый. Даже самая прочная марка стали, подверженная термической обработке, не может обеспечить выполнение сверлильных операций без восстановления режущей части. Вернуть прежние эксплуатационные свойства поможет заточка сверла по металлу. Приспособление своими руками в бытовых условиях изготовить несложно без использования специального оборудования. Рассмотрим, как вернуть инструменту первоначальные режущие свойства.
Как влияет угол заточки сверла по металлу на эффективность сверления
В домашних условиях часто производят работы по выполнению в металле отверстий требуемого размера. Не всегда при выполнении сверления имеется возможность оперативно заменить изношенный инструмент новым, имеющим необходимый размер. Домашние умельцы стараются подбирать необходимый диаметр, но если углы заточки сверл не выдержаны, то проблематично быстро и качественно выполнить поставленную задачу.
Несоответствие остроты режущей кромки и геометрических параметров можно определить по ряду признаков:
- повышенному уровню шума, издаваемому незаточенным хвостовиком;
- интенсивному повышению температуры заготовки при механической обработке;
- резкому нагреву рабочей части и тела, закрепленного в патроне;
- неудовлетворительному качеству формируемых отверстий;
- возрастанию осевого усилия, прикладываемого к электрической дрели;
- качеству стружки, которая крошится, а не имеет спиральную форму.
Кроме того, значительно возрастает нагрузка на электродвигатель при попытке приложить в осевом направлении усилие, достаточное для погружения режущей кромки в металл. Затупление фаски является источником дополнительного сопротивления между режущей частью и поверхностью обработки. Зная, как правильно заточить сверло по металлу, при обнаружении любого из указанных признаков необходимо немедленно прекратить сверление и приступить к восстановлению.
Изношенная рабочая часть не только снижает эффективность механической обработки, но также влияет на безопасность. При высоком нагреве и повышенной температуре, выполняя мехобработку на значительных скоростях, возможна поломка. Фрагменты металла могут разлететься во все стороны и нанести серьезные травмы.
Заточка сверл – подготовительные мероприятия
Домашних мастеров часто огорчает невозможность дальнейшей реализации замыслов из-за того, что затупилось сверло. Как заточить его самому? Ведь в условиях производственных предприятий для решения такой задачи применяется специальное оборудование. Оно позволяет обеспечить повышенную точность, надежно фиксирует режущий хвостовик и восстанавливает состояние режущей кромки за ограниченное время. Размышляя, как заточить сверло по металлу у себя дома, проверьте, какой имеется бытовой электроинструмент.
Подойдет следующее оборудование:
- шлифовальная машинка;
- точильный станок;
- электрическая дрель.
Следует тщательно продумать, что понадобится для выполнения работ, чем дополнительно укомплектовать электроинструмент.
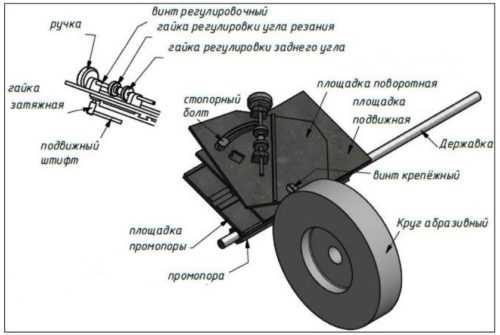
Заточка сверла по металлу с помощью специального приспособления заметно упрощает задачуЗаточка сверл своими руками должна производиться с использованием дополнительных принадлежностей:
- точильных кругов, имеющих различную твердость. Зернистость круга подбирается в зависимости от твердости обрабатываемого материала;
- емкости, предназначенной для охлаждающей жидкости. По эффективности охлаждения машинное масло обеспечит больший эффект, чем обычная вода;
- фиксирующего приспособления, позволяющего гарантировать необходимый угол заострения. Важно обеспечить надежную фиксацию при обработке режущей части.
Для обеспечения неподвижности может использоваться сложное приспособление с регулируемым углом или простая точилка для сверл на дрель.
При выполнении работ необходимо использовать средства индивидуальной защиты для соблюдения требований техники безопасности.
Для заточных мероприятий понадобятся:
- защитные очки. Они предохранят слизистую оболочку глаз от засорения стружкой и пылью, а также попадания искр при механической обработке;
- рукавицы. Надежно защитят кожу рук от порезов при касании остро заточенной кромки и разлетающихся фрагментов металлической стружки.
Подготовив все необходимое для выполнения работ, следует изучить, как заточить сверло правильно в домашних условиях. Это позволит избежать ошибок и значительно ускорит выполнение заточных мероприятий.
Работа изношенным сверлом является не только неэффективной, но и небезопаснойКак правильно точить сверла по металлу
К сожалению, не все домашние умельцы имеют представления, как правильно заточить сверло. Некоторые тратят денежные средства на покупку нового, а затупившееся выбрасывают. Вместе с тем восстановление затупившейся поверхности является несложной операцией, позволяющей вернуть прежние эксплуатационные характеристики.
В зависимости от формы режущей части, применяются различные методы восстановления рабочей поверхности:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
До начала работы следует:
- определиться с методом восстановительных работ;
- осмотреть состояние рабочей поверхности;
- проверить работоспособность заточного устройства;
- подготовить фиксирующее приспособление.
На примере наиболее распространенных методов – одноплоскостного и конического, рассмотрим алгоритм действий.
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым угломПри выполнении работ одноплоскостным методом необходимо подвести режущий инструмент к наждачному кругу, обеспечив параллельное расположение режущей кромки относительно плоскости круга. Затем необходимо прижать его к кругу, соблюдая задний угол в интервале 26–30 градусов. Это довольно несложный способ, применяемый для изделий диаметром не более 3 мм.
Обратите внимание на серьезные моменты:
- абразивный круг должен вращаться навстречу затачиваемой поверхности;
- соблюдайте постоянный угол и не допускайте смещения относительно оси;
- выполняйте работу по восстановлению рабочей кромки за один подход;
- охлаждайте нагретый хвостовик при смене положения.
При визуальном осмотре острия рабочие грани должны иметь одинаковый уклон и равную длину, что несложно проверить с помощью шаблона.
Конический метод восстановления – более сложный и требует определенной подготовки. Он имеет принципиальные отличия от одноплоскостного, и используется для инструмента диаметром свыше 4 мм. Затачиваемый инструмент следует держать обеими руками. Коснувшись рабочей частью абразивной поверхности, необходимо плавно выполнять поворот по задней стороне, придавая конусообразную форму. При этом запрещается открывать инструмент от наждачной поверхности. Необходимо каждый цикл начинать с рабочей кромки и завершать полным поворотом с последующим контролем углов.
После завершения работ по восстановлению режущей кромки помните, что необходимо довести инструмент.
При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественнымЗадача доводки:
- шлифовка рабочей части;
- удаление мельчайших шероховатостей.
Для этого можно использовать круг с мелким абразивом.
Правильная заточка сверла – важные моменты
Имеется общее правило при выполнении заточных работ – вначале следует заострить заднее основание, а затем подходить к обработке режущего элемента.
При этом важно соблюдать следующие рекомендации:
- удерживать инструмент, располагая режущую кромку параллельно абразивному кругу;
- применять специальное приспособление, обеспечивающее необходимый угол заострения.
При заточке обратите внимание на указанные моменты:
- соблюдение переднего угла рабочей части. Он замеряется в главной плоскости и располагается между рабочей частью инструмента и основанием кромки резания;
- правильность заточки заднего угла режущей кромки. Он контролируется аналогично переднему, но расположен в задней плоскости инструмента;
- соответствие углового положения двух кромок резания. Угол располагается при вершине рабочей поверхности и расположен между обеими режущими кромками.
Соблюдение рекомендаций по заточке позволит полностью восстановить рабочие характеристики.
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлуУгол заточки сверла – применяем контрольный шаблон
Контрольное приспособление позволяет проверить следующие параметры:
- длину режущей кромки;
- угол при вершине;
- взаимное положение режущей части и перемычки.
Контролируя угол заострения и другие параметры, можно добиться правильной геометрии рабочей части. После проверки с помощью контрольного шаблона можно произвести пробное сверление и, в случае необходимости повторно довести рабочую поверхность.
Сверла по металлу – заточка с помощью приспособления
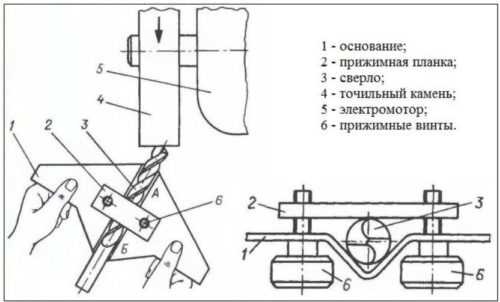
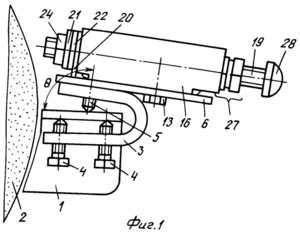
Для восстановления режущего инструмента в домашних условиях удобно использовать самодельное приспособление. Заточка сверла по металлу – несложная операция, с которой можно справиться самостоятельно. Для обеспечения жесткости конструкции необходимо собирать приспособление на мощной опорной плите.
К основе крепятся следующие элементы:
- приводной двигатель с установленным на валу наждачным кругом;
- поворотная колонка с механизмом фиксации инструмента.
Использование поворотного приспособления позволит произвести заточку в различных пространственных положениях. При этом будет гарантирован угол расположения режущей части относительно абразивной поверхности круга.
Используя насадку с кругом, установленную в патрон обычной бытовой дрели, также можно восстановить режущую кромку.
Для этого необходимо выполнить следующие работы:
- Зафиксировать режущий инструмент в тисках или приспособлении.
- Задать требуемое угловое положение.
- Закрепить абразивный диск в патроне.
- Поднести дрель с насадкой, соблюдая необходимый угол.
Аналогичные задачи можно выполнять с помощью болгарки, на которой закреплен диск, предназначенный для обработки металла.
Подводим итоги
Разобравшись со всеми тонкостями заточных работ, следует определиться, какой электроинструмент лучше использовать. Домашними мастерами разработано множество различных приспособлений, обеспечивающих повышенную точность заточки. Важно тщательно изучить их конструкцию и выбрать оптимальный вариант. Желательно первый раз восстанавливать инструмент под контролем специалиста. Терпение и настойчивость – главные качества в этой работе.
pobetony.expert
Как заточить сверло по металу, дереву и бетону в домашних условиях
Заточить сверло в домашних условиях несложно, если знать как. Главная трудность в этом деле – выдерживать правильные углы. Ведь дома, как правило, нет специальных оправок и кондукторов. Есть только точильный станочек. По крайней мере, будем исходить из таких условий.

Требования к оснастке
Из оснастки у нас только электрический точильный станок. Но то, что он есть, еще не означает, что на нем можно точить сверла. Нужно, чтобы точильный диск имел правильную форму – то есть, форму цилиндра с ровным, не скругленным краем. Выпуклый край со сточенными ребрами может дать неправильную заточку
Если диск сильно сточен, его лучше заменить на новый или поправить специальным эльборовым «карандашом», если он есть в хозяйстве. Очень хорошо, если диск сбалансирован, не дает биений и вибраций (вообще-то, это обязательная норма). В работе участвует только периферийная, поверхность диска, не его торцы.
Есть соблазн воспользоваться ровной боковой поверхностью диска. Но она после нескольких заточек потеряет форму и исправить камень после этого будет намного труднее.
Заточка бура для бетона
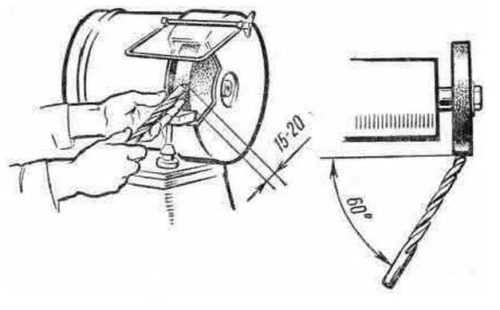
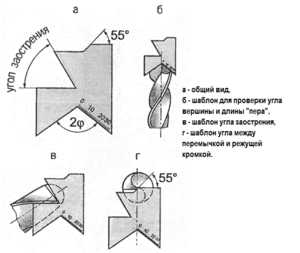
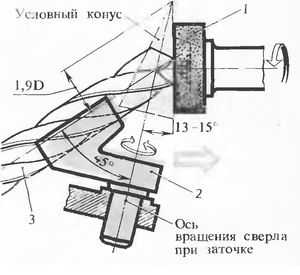
Бур для перфоратора в качестве режущей части имеет пластину из твердого сплава, вставленную в прорезь на рабочем конце и закрепленную припоем. Нормально заточенный бур имеет четкие режущие кромки с углом заточки около 900 и углом между кромками при вершине – 130–1400.
При стандартной заточке передняя грань режущей кромки (направленная в сторону вращения) наклонена к оси бура под углом 300, а задняя – под углом 600. При ручной заточке, не имея специальных приспособлений, можно ориентироваться на целую, неизношенную часть граней и воспроизводить их углы наклона.
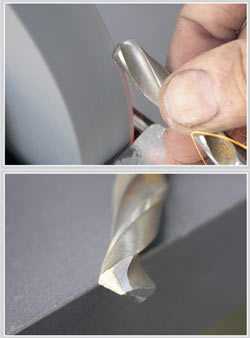
Процесс затачивания
Заточку начинаем с передних граней. Выставляем бур возле периферийной поверхности камня так, чтобы режущая кромка была параллельна оси точила и направлена вверх, а грань параллельна поверхности, и на короткое время несильно прижимаем бур к точилу. На металле остается ясно различимый след, который показывает, правильно ли было выбрано его положение. Плоскость пробного шлифа должна совпадать с плоскостью грани, а пятно шлифа располагаться по центру его неизношенной части, без существенного смещения. Найдя опытным путем правильное положение, запоминаем его и приступаем к заточке.
Параллельности достичь нетрудно, если поднести режущую кромку к поверхности камня и ориентироваться по зазору, оставшемуся до контакта.
Не следует сразу добиваться остроты кромки. Помните, что еще предстоит сточить заднюю грань, и тогда кромка «станет на место».
Сначала одна за другой затачиваются передние грани. Затем нужно проверить их симметричность. Это делается визуально, на просвет, поместив головку бура возле края какого-либо предмета. Край должен быть ровным или вогнутым, но симметричным. Можно изготовить специальный шаблон для проверки. При несимметричности дополнительно стачивается более короткая грань.
После этого, так же, поочередно, стачиваются задние грани кромок, с последующей проверкой симметричности. Симметричность расположения кромок проверяется и при взгляде с торца, вдоль оси бура. При правильной заточке они параллельны, а между ними остается перемычка длиной около 0,2–3 мм в зависимости от диаметра.
Если в результате обработки режущие кромки не стали острыми, на них остались видимые скругления или каверны, весь цикл заточки нужно повторить.

Дополнения
При затачивании важно не перегреть инструмент. Для охлаждения его периодически макают в воду. Емкость с водой нужно держать у станка. Не следует прижимать бур к точилу длительное время. Лучше работать короткими касаниями, около 2–4 с, с перерывами на такое же время. В этом случае лишнее тепло успевает отводиться телом бура и снижается риск перекаливания кромки.
Для работы по мягким материалам без удара, например по кирпичу или кафельной плитке, режущие кромки сводят «в ноль», без перемычки, а угол их заточки уменьшают до 30–350.
Как держать сверло при обработке
Поскольку у нас по условиям задачи нет приспособлений для четкого позиционирования сверл, вся надежда на собственные руки. Есть несколько простых приемов, как добиться «твердой руки».
Лучше всего, если при заточке сверла его можно опереть на подручник – специальный «столик» закрепленный перед точилом. Если при непосредственной опоре на подручник не удается добиться нужного положения, его можно держать обрабатываемую деталь в руках, но обязательно опираться:
- пальцами на подручник;
- запястьем или кистью на верстак, на колено, на любой стабильный и удобно расположенный предмет;
- локтем или предплечьем на верстак или на колено.
В самом крайнем случае можно просто локти прижать к бокам, образуя треугольник руками и туловищем. Но в любом случае нужно найти возможность для максимально жесткого удержания инструмента с минимальными усилиями.
При фиксации сверла во время работы следует запоминать его положение не только визуально, но и по ощущениям в руках. Мышечная, кинестетическая память может оказаться точнее, чем визуальный контроль.
Чтобы сохранить симметричность заточки, полезно переходить ко второй кромке поворотом сверла вокруг продольной оси, без смены положения рук и тела. Если не нужен перерыв на охлаждение.
Заточка сверла по металлу
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 100. Режущие кромки сходятся к вершине сверла под углом 116 – 1200 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–1300, для алюминия – до 1400.
Затачивание
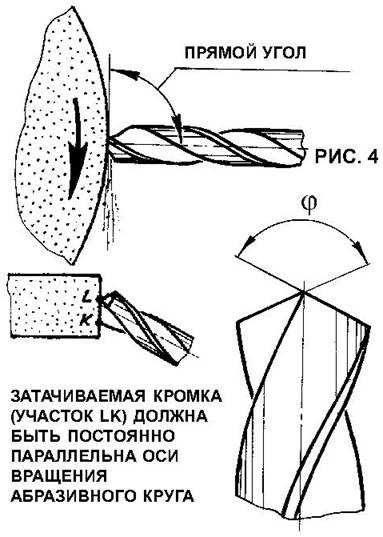
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
Сверло располагается под углом к рабочей поверхности точильного камня: 600 по горизонтали (половина угла при вершине) и около 100 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 1800, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 300 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.
Стачивание перемычки производится на сверлах диаметром более 3 мм. Но на практике, для простых работ без высоких нагрузок перемычку, как правило, не стачивают даже при диаметре 10 мм и более.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
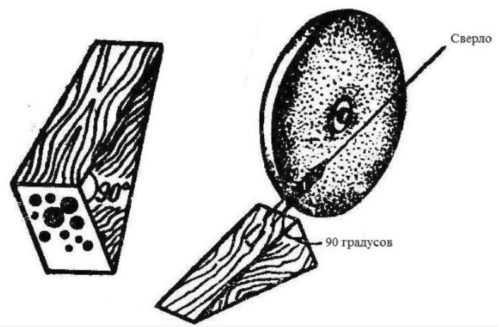
Заточка сверла по дереву
Для сверления древесины и древесных материалов существует несколько видов сверл. Здесь рассмотрим самое универсальное и распространенное – спиральное.
Особенности сверления древесины
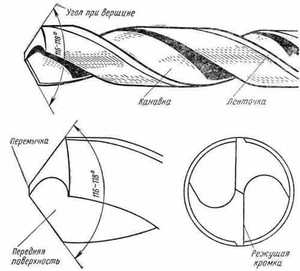
Спиральное сверло по дереву по конструкции мало отличается от его собрата для металла. Даже режущая часть может быть такой же. Но древесина имеет волокнистую структуру. При его сверлении резцы в разных направлениях по разному взаимодействует с материалом. Следствием этого могут быть задиры и сколы на поверхности обрабатываемой детали. Чтобы этого избежать и получить аккуратное ровное отверстие, применяют специальную заточку сверла, с центровиком и подрезателями.
Первым в контакт с материалом входит центровик – узкий шип, расположенный по оси сверла. Углубляясь, он центрует инструмент, удерживает его от боковых смещений. Затем в дело вступают подрезатели – боковые резцы, выступающие над режущими кромками. Они отсекают древесные волокна по контуру отверстия и предотвращают распространение отщепов за его пределы. Оконтуренный, фактически изолированный материал, извлекается основными лезвиями.
Геометрия рабочей части
Углы наклона граней центровика к оси сверла составляют 100, наклон внутренних кромок подрезателей – 300, внешние кромки подрезателей совпадают с боковой поверхностью сверла. Угол понижения задней поверхности режущих кромок составляет 250. Высота центровика и подрезателей над режущими кромками зависит от диаметра сверла, но подрезатели всегда ниже.
Например, сверло диаметром 10 мм должно иметь центровик высотой 3,5–4,5 мм, а подрезатели – 1 мм. Ширина основания центровика составляет около 1,5 мм. Рекомендованные параметры для разных диаметров смотрите в таблицах 1 и 2 приложения 1 к ГОСТ 22053-76.
Чем затачивать
Для выполнения такой сложной заточки нужен камень специальной формы. Если есть «карандаш» для правки абразивных дисков, можно стандартному точильному диску придать трапециевидный профиль (сточить один край на конус) и назначить этот камень для заточки только сверл по дереву.
Еще можно использовать диск для «болгарки», установив его на точильный станок. При разных посадочных диаметрах можно заказать переходник. Другой вариант – использовать «болгарку». Но ее нужно обязательно надежно закрепить.
Заточка – знакомая работа
Сам процесс заточки сверла по дереву в принципе не отличается от заточки других сверл. Используются те же приемы выбора нужных углов, фиксации инструмента и контроля симметричности. Если нужно просто подточить затупившееся сверло, то больших сложностей при хорошей оснастке возникнуть не должно. Если же нужно сделать сверло по дереву из стандартного, то стоит вначале потренироваться на старых сверлах, которые не жалко извести на обучение.
instrumentiks.ru
Затачиваем сверло по металлу своими руками
Сверла, как известно, со временем тупятся. Многие их просто выкидывают и покупают новые. Однако при по-настоящему хозяйском подходе к любому делу можно и затупившемуся сверлу дать вторую жизнь. Причем грамотно заточить сверло по металлу можно и в домашних условиях, без применения каких-то «высоких технологий».
Дома, для хозяйственных нужд, в основном используются сверла малых диаметров, как правило, не более 16 мм. Вот о заточке таких мелких сверл и будет разговор. Самый лучший способ – обработать сверло на точильном круге. У каждого уважающего себя хозяина в гараже есть «точило». Если нет, то второй вариант – закрепить неподвижно электродрель, шлифмашинку (что есть в наличии). Для нас необходимо одно – получить вращающийся точильный камень (диск).
Следует заранее подготовиться к работе. Глаза следует защитить очками, мало ли что может быть. Приготовить небольшую емкость (чашку, банку из-под консервов) для охлаждающей жидкости. Во время заточки сверло будет постоянно накаляться, и его придется охлаждать.
В качестве «охладителя» можно использовать воду, машинное масло. Если сверло периодически не погружать в охлаждающую жидкость, то оно перегреется и не сможет в дальнейшем выдерживать необходимую нагрузку и температурный режим при сверлении. Другими словами, такое сверло долго служить не будет.
Процесс заточки сверла
 Заточка сверла производится последовательно — сначала обрабатывается задняя поверхность. Делать это нужно аккуратно, в несколько приемов. Сверло надо плотно прижимать к поверхности точильного круга. Необходимо обращать внимание на угол заточки, он должен быть неизменным. В результате обработки задней поверхности должен получиться правильный конус, если посмотреть на кончик сверла сбоку.
Заточка сверла производится последовательно — сначала обрабатывается задняя поверхность. Делать это нужно аккуратно, в несколько приемов. Сверло надо плотно прижимать к поверхности точильного круга. Необходимо обращать внимание на угол заточки, он должен быть неизменным. В результате обработки задней поверхности должен получиться правильный конус, если посмотреть на кончик сверла сбоку.
После этого обрабатывается режущая часть сверла. Здесь также необходимо строго выдерживать угол. И только после этой операции производится уже окончательная доводка задней поверхности. Необходимо следить за перемычкой, она располагается на самом кончике сверла. При правильной обработке сверла ее размер не должен превышать 0,4 мм для сверл диаметром от 8 мм и менее. Если сверло более крупное, то размер такой перемычки может быть в пределах от 1 до полутора мм.
 Не стоит приходить в уныние, если сразу не получится — такая работа дается только со временем. Лучше всего перед тем, как приступить к заточке требуемого сверла, потренироваться на каких-нибудь других. В хозяйстве наверняка найдется несколько штук, которые давно «вышли из строя» и просто валяются среди хлама.
Не стоит приходить в уныние, если сразу не получится — такая работа дается только со временем. Лучше всего перед тем, как приступить к заточке требуемого сверла, потренироваться на каких-нибудь других. В хозяйстве наверняка найдется несколько штук, которые давно «вышли из строя» и просто валяются среди хлама.
Главное – получить навык обработки сверла на наждаке, почувствовать, как надавливать, как «держать» угол. Если заточенный пробный «экспонат» вставить в дрель и начать сверлить, то сразу станет ясно, какая ошибка при заточке была допущена.
Нужно иметь в виду, что сверление производит не сам наконечник, а боковые стороны сверла. Многие допускают ошибку, стараясь заострить только лишь один конец сверла, не обращая внимания на боковые кромки. Для заточки сверл с победитовым наконечником существует несколько иная методика, более сложная.
Видео от мастера — заточка сверл:
masterim.guru
параметры, средства для работы, полезные советы заточки в домашних условиях
 Невозможно произвести хорошую обработку металлического сплава без применения приспособления с определенными геометрическими и механическими характеристиками. Потому вопрос о том, как правильно заточить сверло по металлу, очень волнует домашних умельцев, работающих с этими инструментами и материалами.
Невозможно произвести хорошую обработку металлического сплава без применения приспособления с определенными геометрическими и механическими характеристиками. Потому вопрос о том, как правильно заточить сверло по металлу, очень волнует домашних умельцев, работающих с этими инструментами и материалами.
 Точить сверла, которые предназначены для обработки металлических сплавов, приходится намного чаще, нежели изделия для дерева. При работе с таким мягким материалом, как дерево, сверла почти не тупятся и могут долго использоваться, не теряя своих первоначальных свойств. Абсолютно иначе обстоят дела с инструментом для изготовления отверстий в металлических деталях. За состоянием этой разновидности сверл необходимо следить регулярно, и при износе, оперативно предпринимать соответствующие меры.
Точить сверла, которые предназначены для обработки металлических сплавов, приходится намного чаще, нежели изделия для дерева. При работе с таким мягким материалом, как дерево, сверла почти не тупятся и могут долго использоваться, не теряя своих первоначальных свойств. Абсолютно иначе обстоят дела с инструментом для изготовления отверстий в металлических деталях. За состоянием этой разновидности сверл необходимо следить регулярно, и при износе, оперативно предпринимать соответствующие меры.
О том, что сверло по металлу затупилось, могут свидетельствовать некоторые признаки:
- гул и скрип, который издается изношенным инструментом;
- чрезмерное нагревание изделия при эксплуатации;
- низкий уровень качества сделанных отверстий.
Сверло, которое износилось, считается не только неэффективным для использования, но и опасным. В любое время инструмент, рабочий элемент которого подвергается существенным нагрузкам, может поломаться, а его части, быстролетящие в разные стороны, могут с легкостью нанести мастеру сильную травму.
Как заточить сверло правильно: параметры заточки
И в домашних, и в промышленных условиях сверла для обработки металлических сплавов можно затачивать с помощью специальных станков, которые оснащены точильным кругом (точилом). В этих ситуациях рекомендуется пользоваться серийным оборудованием. В том случае, если у вас нет к нему доступа, то заточить деталь можно и с помощью приспособления, сделанного своими руками. Необходимо обратить внимание на то, что параметры приспособлений и оборудования для заточки инструмента, определяют и результат работы.
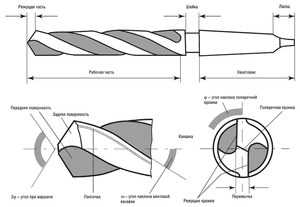
К характеристикам самостоятельной заточки сверл можно отнести следующие:
- угол между обрабатываемой плоскостью и задней частью используемого инструмента;
- угол затачивания передней плоскости режущего элемента;
- длина перемычки, расположенной поперечно на режущем элементе;
- угол вершины режущей части;
- длина кромок для резания.
Чтобы сделать заточку максимально качественной, нужно поместить его в место обработки под необходимым углом. Чтобы с этим справиться, применяются разные приспособления для точильных станков.
Необходимо запомнить и то, что если затока будет сделана неправильно, то это может привести и к результату низкого качества, и к неисправности инструмента.
Средства, необходимые для работы
 Для самостоятельной заточки сверл, нужно сначала определиться с задачами, которые будет решать эта процедура. В условиях производственного плана для затачивания инструмента применяются специальные средства, которые обеспечивают предельный уровень точности и эффективность работы. При работе в домашних условиях постоянно приходится подбирать способы, которые позволили бы добиться максимально качественного результата.
Для самостоятельной заточки сверл, нужно сначала определиться с задачами, которые будет решать эта процедура. В условиях производственного плана для затачивания инструмента применяются специальные средства, которые обеспечивают предельный уровень точности и эффективность работы. При работе в домашних условиях постоянно приходится подбирать способы, которые позволили бы добиться максимально качественного результата.
Итак, в минимальный комплект средств для затачивания должны быть включены:
- станок с наждаком;
- точильные круги разной степени твердости, которые следует подбирать в соответствии с материалом стержня;
- сосуд с жидкостью-охладителем, в качестве которой можно воспользоваться обыкновенной водой;
- крепежи, позволяющие удерживать инструмент в правильном положении при заточке.
Если у вас есть необходимость заточить инструмент дома или на производстве, то не забывайте соблюдать требования безопасности. Как правило, при работе появляется множество искр, которые могут повредить глаза исполнителя. Помимо того, необходимо пользоваться защитными перчатками, так как работа будет происходить с применением острозаточенных металлических деталей.
Полезные советы
Станок с точильным кругом — это универсальное оборудование, которое позволяет выполнять заточку очень качественно. Пользуясь им, работу следует начинать с задней части сверла. Деталь при обработке должна располагаться строго параллельно точильному кругу. Кроме того, с помощью точильного станка можно обрабатывать инструмент с диаметром не более десяти миллиметров.
Для элементов с большим диаметров рекомендуется пользоваться специальным приспособлением, которое регулирует угол заточки. Основной задачей этих дополнительных приспособлений является верное размещение режущего элемента сверла, относительно поверхности точила.
Может показаться, что наточить инструмент запросто можно с помощью любого оборудования с точильным кругом. Однако, без применения фиксирующих приспособлений невозможно добиться качественного результата. Помимо этого, применение неподходящих средств может даже быть очень опасно.
tokar.guru