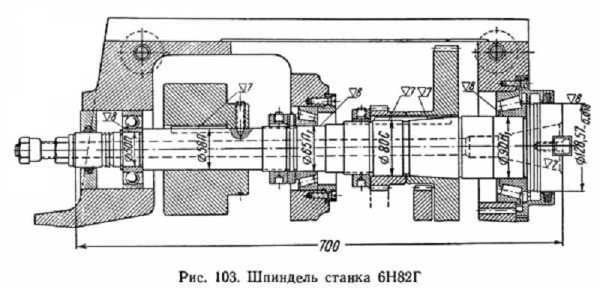
Шпиндель фрезерного станка: устройство, конус, чертеж
Фрезерные станки встречаются крайне часто, так как их основное предназначение заключается в обработке плоских поверхностей, шпонок и других деталей. Крепить режущий инструмент, в качестве которого выступает фреза, можно за счет шпинделя. Современный шпиндель фрезерного станка характеризуется довольно большим количеством различных особенностей, о которых далее поговорим подробнее.

Особенности конструкции
Фрезерные станки устанавливаются в частных мастерских и промышленных сооружениях. В последнее время большое распространение получили варианты исполнения с ЧПУ, так как за счет установленного блока управления автоматизируется процесс обработки и существенно повышается точность. Устройство шпинделя фрезерного станка несколько отличается от соответствующего узла токарного оборудования, так как в первом случае предназначение заключается в закреплении инструмента, во втором — цилиндрической заготовки. Кроме этого, патрон для шпинделя ЧПУ производится с более высокой точностью, так как незначительное отклонение может стать причиной потери точности.
Рассматривая что такое шпиндель и как он устроен, следует уделить внимание нижеприведенным моментам:
- Основа представлена металлическим валом с повышенной устойчивостью к осевой нагрузке.
- Специальная конструкция, предназначенная для крепления фрезы, представлена сочетанием оправки и цанги.
- Исключить вероятность плотного прилегания оправки можно за счет выполнения шпинделя в форме конуса.
- Современная конструкция фрезерного станка предусматривает размещение шпинделя на специальной каретке, которая может перемещаться сразу в трех координатах. За счет этого обеспечивается высокая функциональность и производительность. При этом чертеж может обладать весьма высокой сложностью.
- Вращательное движение передается непосредственно фрезе. Многое точное оборудование не имеет промежуточных элементов, которые существенно снижают показатель эффективности и могут стать причиной искажения вращения.
- Наиболее важными параметрами можно назвать мощность и частота вращения.
Особенности конструкции определяет то, что устройство шпинделя фрезерного станка позволяют устанавливать самые различные насадки. Этот момент существенно расширяет область применения устройства.
Технические параметры
Рассматриваемое устройство характеризуется довольно большим количеством особенностей. Ключевыми техническими характеристиками фрезерного станка по металлу можно назвать нижеприведенные моменты:
- Мощность. Во многом показатель мощности связана с параметрами установленного электрического двигателя. Измеряется показатель в Вт, может варьировать в достаточно большом диапазоне. Выбор по мощности проводится в соответствии с областью применения станка.
- Частота вращения. Шпиндель фрезерного станка может вращаться с различной скоростью. При этом современные модели характеризуются тем, что могут изменять частоту вращения ступенчато или плавно.
Шпиндельный фрезерный станок также классифицируется по области применения. В зависимости от показателя мощности выделяют следующие модели:
- Для обработки полимеров и ДСП, а также МДФ подходят модели, мощность которых составляет 800 Вт. Они обходятся в относительно небольшую сумму, могут устанавливаться в домашней мастерской.
- Дерево, мягкие цветные сплавы, текстолит характеризуются повышенной степенью обрабатываемости. Именно поэтому рекомендуемая мощность станка составляет 1500 Вт.
- Распространенные стали, камень и твердые сплавы могут подвергаться механической обработке при мощности 3000 Вт. Этого вполне достаточно для того, чтобы фреза врезалась в материалы с повышенной твердостью.

Не стоит забывать о том, что слишком высокая мощность не всегда является преимуществом оборудования. Это связан с высоким показателем энергопотребления и стоимостью. При выборе часто уделяется внимание и ступенчатости проводимой регулировки.
Современные модели имеют бесступенчатую регулировку, за счет чего существенно повышается точность обработки.
Различные схемы фрезерных станков также обуславливают следующие характеристики:
- Показатель КПД может достигать до 95%. За счет этого существенно снижаются энергетические затраты, повышается эффективность применения станков.
- Высокая надежность и прочность. При качественном изготовлении устройство может прослужить на протяжении достаточно длительного периода.
- Конструктивные особенности позволяют эксплуатировать оборудование на протяжении длительного периода без остановок. Это связано с наличием системы охлаждения.
Во многом эксплуатационные характеристики шпинделя зависят от области применения, требуемой точности обработки. Кроме этого, повышенная степень обрабатываемости обеспечивается за счет охлаждения.
Способы охлаждения
Механическая обработка металла и других материалов становится причиной повышения температуры шпинделя. Это связано с тем, что из-за трения нагревается насадка, по которой высокая температура передается самому шпинделю. Именно поэтому фрезерный шпиндель высокопроизводительного оборудования снабжается специальными элементами охлаждения. Выделяют два типа охлаждения:
- Водяное применяется на протяжении длительного периода. В этом случае шпиндель для фрезера снабжается специальными отверстиями, через которые происходит подача охлаждающей жидкости. Она вбирает часть тепла, после чего удаляется в специальную емкость. Подобный способ снижения температуры металла характеризуется меньшей популярностью, так как с удалением жидкости может возникнуть довольно много трудностей.
- В последнее время все чаще встречается системы воздушного охлаждения. Она характеризуется тем, что в устройстве есть специальные отверстия, через которые воздух подается под большим давлением. Единственным недостатком подобного метода можно назвать скопление загрязняющих веществ на фильтре, так как при механической обработке образуется довольно много стружки и пыли.
За счет установки охлаждения есть возможность существенно повысить показатель производительности. Именно поэтому подобный узел является важной неотъемлемой частью оборудования с ЧПУ.
Классификация шпинделей
Встречается довольно большое количество мотор-шпинделей, которые могут устанавливаться на оборудовании фрезеровальной группы. Все они делятся на две основные группы:
- Домашние или бытовые. Они рассчитаны на относительно небольшую нагрузку, характеризуются сниженной стоимостью. В специализированных магазинах встречаются универсальные варианты исполнения, предназначенные для работы с самыми различными фрезами. Однако, основное ограничение связано прежде всего с диаметральным размером хвостовика.
- Промышленный шпиндель для фрезерного станка с ЧПУ выпускают компании, которые специализируются на производстве этого оборудования. Они характеризуются тем, что имеют систему охлаждения, воздушную или водяную.
В последнее время часто в домашней мастерской встречается ЧПУ станок по дереву. Он снабжается узлом сниженной мощности, так как возникающая нагрузка относительно низкая.
На момент эксплуатации бесколлекторный шпиндель для ЧПУ воспринимает исключительно нагрузки, перпендикулярные оси шпинделя, а параллельные возникают исключительно на момент врезания инструмента в поверхность.
Модели промышленного происхождения не нуждаются в периодической чистке и смазывании, могут прослужить в течение длительного периода.
Важным элементом рассматриваемого механизма можно назвать зажимы цангового типа. В большинстве случаев применяется ER11 и ER16 тип, которые подходят для хвостовика с диаметром от 2,5 до 3,2 мм. При этом крепежная часть может быть изготовлена в виде конуса, надежность фиксации от этого не снижается. В продаже встречаются и патроны, рассчитанные на изделия с большим диаметральным размером хвостовой части инструмента. Он подходят для случая, когда нужно проводить снятие большого слоя металла.
Электрошпинделя характеризуются тем, что напрямую соединены с электрическим двигателем. За счет этого существенно повышается КПД и уменьшаются размеры самого устройства. Однако у подобного механизма есть один существенный недостаток, заключающийся в восприимчивости переменной и другой нагрузки. К примеру, если фреза застрянет, то при длительной подаче электрический двигатель может сгореть.
Встречается и самодельный вариант исполнения, который можно изготовить своими руками. Его особенности заключаются в низкой стоимость, а также сниженной надежностью. Специалисты рекомендуют использовать только покупные изделия, так как при работе может возникать существенная нагрузка, приводящая к повреждению хвостовика.

В заключение отметим, что нужно уделять внимание рекомендациям по эксплуатации шпинделя. За счет этого можно существенно продлить срок эксплуатации, исключить вероятность поломки хвостовика закрепляемого инструмента. В продаже встречаются самые различные варианты исполнения шпинделей для фрезерных станков, поэтому с выбором не должно возникнуть существенных проблем.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Фрезерный станок по металлу своими руками (47 фото)

Фрезерный станок по металлу изготовленный своими руками, подробный фото отчёт по изготовлению самоделки.
Всем доброго времени суток! Хочу показать процесс изготовления своего самодельного фрезера.
И так: после изучения тем по постройке самодельных фрезеров я покопался под верстаком и извлек на свет — две малых продольных подачи — назовем их каретками, две поперечных подачи без ответных ластохвостов (т.е. только верхние части), двух координатный столик от сверлилки 2м112, и обрезки швеллера шириной 140 мм, в качестве шпинделя я хотел сначала использовать вот такую дрель:

Заменил подшипники с шариковых на конусные роликовые, но никак не решался вопрос по креплению цанг- шомпол не воткнеш а гайку накидную резать — опыту маловато, да и смотрелся бы такой фрезер как откровенная халтура, короче шпиндель пока в сторону, а займемся станиной.
Взял куски швеллера, два одинаковых сварил вместе, разметил и просверлил отверстия под резьбу М 10 для крепления кареток и двух-координатного столика. Нарезал резьбу закрутил болты и навернул гайки по три- четыре штуки, удлиненных не нашел, те гайки которые оказались близко с полкой швеллера обточил на конус (только самые нижние) иначе болты стало выворачивать, гайки обварил, вот что получилось:




Также сделал желобок для сбора СОЖ, как на заводских станинах из уголка 25 х 25 мм, а чтобы этот желобок не висел в воздухе, а также чтобы приподнять станину от поверхности стола, чтобы бетон залился выше образовавшихся перегородок — эти уголки обварил еще полосой 25 х 4 мм:



Стойку приварил к станине только передним краем, а затем два раза обнял полосой сзади, косынками заварил плечики станины, но когда все остыло померил угольником, а прямого угла нету — стойка немного отвалилась назад:


Затем, прогнал метчиком резьбы — ох и тяжко болты выкручивались после сварки — вкрутил свежие болты, замазал пластилином торцы гаек чтобы бетоном болты не прихватило и металлом 2 мм заварил заднюю стенку стойки:



Залил бетон (1 к 2 — цемент М500, песок и щебень гранитный, где то около ведра).



Примерил навесное оборудование.


Дальше занялся поворотной площадкой для шпинделя — попался в руки фланец не знаю от чего — проточил внутреннее отверстие для посадки на «пенёк» от резцедержки на каретке. Сам пенек, я отпилил болгаркой по высоте фланца, родной болт обрезал по длине и нарезал резьбу м20*1,5, выточил гайку толщиной 8 мм, а так как все сделано в потай, грани не нарежешь, то насверлил отверстий под ключ от болгарки:




Теперь шпиндель, есть у меня такой патрон с км4: и набор цанг к нему. Долго я боялся его трогать, но решился, первым делом обрезал гайку, уж больно здоровенная была. Потом зажал в токарный, балванку, проточил под диаметр цанги на 18 и зажал ее не вынимая из станка этим патроном — проверил на малых оборотах — биения нет -подпер конусом и снял лишнюю теперь уже резьбу и заодно проточил это место под посадку Ф40 мм подшипника №208-конусного а предыдущую посадку ф30 мм под 206, получилось довольно точно:

Но нет материала, чтобы выточить корпус и поэтому откладываем его в сторону, а вынимаем то что есть: несколько корпусов подшипников, вал с КМ2 от такой же дрели как в начале темы, вот теперь попрошу не бить ногами, вал изначально был коротковат и я его удлинил — напрессовал кусок полдюймовой трубы, обварил, проточил новую посадку и под резьбу которую и нарезал еще просверлил отверстие под шомпол так как окошко окажется внутри шпинделя да и цанги держать надо чтоб не вываливались.

Но цанги то, не под шомпол и мне их стало жалко сверлить, нарезать, и я просто нарезал резьбу на валу.


Токарь я, начинающий, станком резать не умею, а такого диаметра лерка попалась тока ¾ дюйма, ну и что, зато гайка прекрасно подошла от металлопластиковой фасонины.
Теперь о шпинделе вкратце — два корпуса причем в нижний влезли сразу два подшипника -шариковый и роликовый конический между ними кусок трубы и сварка.


Перед тем, как варить все в сборе с подшипниками стянул гайкой и чтобы легко крутилось и в процессе сварки короткими прихватками с промежуточным окунанием в воду, результат — крутится, не скажу, что свободно но в общем легко — все таки три подшипника, дальше фотки без писанины:



В результате, получился вот такой шпиндель, далее сверление нарезание, обкатка:






Может, кто то, скажет — жесткости мало — скажите где? Металл 8 мм, еще будут скептики, что рабочий конец фрезы уходит за габариты столика — сразу опережаю отвечаю — на шпинделе просверлены лишние отверстия также и во флянце т.е. шпиндель ставится выше открывая гайку центральную для именно работы под углом, а это обычное положение и еще столик этот временный только для настройки станка а в перспективе стол будет этот:


Достался мне вот такой, электродвигатель на 340 ватт, 12 вольт. На валу была муфточка резиновая с шлицевой посадкой, а так как шкив с шлицами я изготовить пока не могу, то решил оставить эту муфту и применить плоский ремень.
Чтобы он не сваливался, просверлил в валу отверстие и нарезал резьбу м5, дальше из обрезков швеллера сделал два кронштейна — один для крепления этого мотора другой для натяжения ремня, на шпиндель выточил шкив из остатков д16т и нарезал в нем резьбу, чтоб не заморачиваться со шпонкой, и законтрогаил это все, еще приварил пенек и кронштейник с боку:



В общем, получился самодельный фрезерный станок своими руками. Осталось поставить трансформатор, выпрямитель и регулятор оборотов, все это закреплю сзади на стойке в коробке. Регулятор попробую использовать от шуруповерта тока микруху вынесу на стойку вместо радиатора и к кнопке надо приделать винт чтоб вращением регулировать или заменить обычным резистором или выкинуть пружинку из кнопки.



Боялся что ремень будет слетать — нет как вкопанный даже не ёрзает по шкиву и не буксует, вот фото долгожданной стружки:


Автор самоделки: Андрей Борисович. г. Волгоград.
Шпиндель фрезерного станка: конструкция и технические параметры
В оборудовании для производства металлических изделий есть ключевые детали, без которых невозможно качественно обрабатывать заготовки. Шпиндель фрезерного станка является одной из таких деталей, в которой закрепляется режущий инструмент и происходит вращение. Без этого элемента невозможна работа по обработке дерева или металла на станке. Из-за важности этой детали в процессе металлообработки желательно знать, как она функционирует, на какие виды подразделяется и можно ли ее изготовить самостоятельно.
Шпиндель для фрезерного станка
Конструкция и технические особенности
Зная устройство фрезерного станка, человек сразу же понимает, что такое шпиндель и где он располагается. Для тех, кто не знает конструкции и технических параметров, необходимо разбираться во всем постепенно.
Шпиндель представляет собой полый металлический вал, являющийся ключевым узлом в фрезерном станке. Устанавливается эта деталь на специальной каретке, с помощью которой он передвигается в трех плоскостях — X, Y, Z. При включении двигателя вал напрямую передает вращательное усилие на фрезу (если речь идет о станке, в котором используются фрезы по металлу). Благодаря отсутствию дополнительных элементов при передаче усилия от двигателя, вращательный момент не искажается.
Классификация
Разделить фрезерный шпиндель можно по техническим характеристикам и способу использованию.
Деление в зависимости от мощности:
- Станки для работы с фанерой — 800 Вт. На маломощном оборудовании обрабатывается фанера, ДВП, ДСП, МДФ.
- Оптимальная мощность для фрезерного станка по дереву с ЧПУ — 1500 Вт. С такой мощностью обрабатывают мягкие сплавы металлов, текстолит.
- Оборудование мощностью от 3000 Вт. Подходит для стали, натурального камня.
Одновременно с разделением по мощности станки подразделяются по своему функционалу. Они могут использоваться для нанесения гравировки, раскроя металла и фрезеровки.
Дополнительную обработку металла производят V-образными граверами. Если речь касается раскроя деталей из различных материалов, лучше покупать фрезерный шпиндель, у которого будет запас скорости вращения.
Также фрезерные шпиндели можно разделить на две группы в зависимости от использования:
- Шпиндели, устанавливаемые в бормашинах, ручных фрезерных станках, дрелях.
- Промышленные модели. Используются в станках, изготавливаемых для большого производства. Они способны выдерживать большие нагрузки, имеют износоустойчивые детали, керамические подшипники. Чтобы оборудование не выходило из строя из-за интенсивной работы, на него может устанавливаться дополнительно охлаждение. На поверхности с большим уровнем трения с помощью специальной автоматической системы подается смазка.
Если в качестве шпинделя используется дрель или бормашина, необходимо учитывать, что она не способна выдержать постоянные интенсивные нагрузки и подшипники начнут выть спустя короткий промежуток времени.

Станок для работы с фанерой
Способы охлаждения
При обработке металла с помощью промышленного оборудования можно повредить листы или детали. Заготовки необходимо охлаждать. Для этого были разработаны две системы:
- Водяная система охлаждения. Изначально в корпусе шпинделя проделываются отверстия, через которые проходит вода. Она забирает с собой тепло от металла и стекает в отдельную емкость. Необходимо наличие отдельной емкости рядом со станком, что в некоторых ситуациях неудобно.
- Воздушная система охлаждения. В детали устанавливаются воздухозаборники, благодаря которым через нее проходит воздушный поток. Воздушная система устанавливается на все современные станки с ЧПУ. У нее есть один серьезный минус. Фильтры, установленные на воздухозаборниках, быстро засоряются после работы с пылящимися материалами.
Шпиндель 2.2кВт (водянка) против 1,5.кВт (воздушник). Кто громче? fb04 — 15
Watch this video on YouTube
Воздушные системы более удобны для больших производств.
Преимущества
У шпинделей есть несколько преимуществ:
- КПД этих деталей достигает 95%, что считается очень высоким показателем.
- Для производства изготавливаются шпиндели с высокими характеристиками в плане износоустойчивости и надежности. В новых моделях устанавливаются головки, изготовленные из бронзы.
- Не требуется частый ремонт благодаря надежности подвижных механизмов.
При эффективной системе охлаждения, изготавливаемые детали не будут иметь дефектов после обработки.
Как подобрать шпиндель фрезерного станка по мощности
Как говорят опытные фрезеровщики: «При выборе шпинделя, нужно помнить правило о том, что чем больше скорость вращения двигателя, тем функциональнее становится оборудование». При выборе шпинделя для фрезерного станка, в первую очередь, нужно учитывать количество совершаемых оборотов:
- Для сверловки и гравировки оптимальная мощность шпинделя — 600 Вт.
- Для фрезерования металла — от 600 до 1400 Вт.
- Если станок будет модернизироваться со временем или через него будут пропускаться детали, изготавливаемые из твердой стали, требуется выбирать мощность более 1600 Вт.
При работе на больших оборотах, нельзя забывать про хорошую систему охлаждения.
Шпиндели нельзя долго использовать на мощности в 90%. В противном случае подвижные механизмы быстро выйдут из строя. Оптимальный расход мощности — 60–80%.

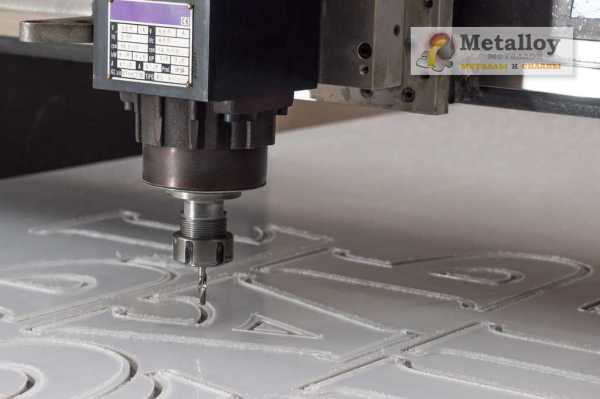
Шпиндель для обработки металла
Как изготовить своими руками
При недостатке средств или невозможности установки заводского оборудования в самодельный станок его можно изготовить самостоятельно. Для этого нужны следующие комплектующие:
- главная деталь — бесколлекторный двигатель;
- контролер для двигателя;
- сервотестер;
- удлиненный вал.
Изготовление шпинделя для станка своими руками начинается с приобретения всех комплектующих. Устройство контролирующее количество оборотов двигателя (сервотестер) рекомендуется устанавливать на любые двигатели, в которых невозможно изменять количество оборотов. Можно купить дешевую модель, главное обратить внимание на тип его крепления к станку. Он не должен мешать при работе.
Вал должен быть удлиненным, чтобы на него можно было закреплять фрезы с помощью цангового зажима. Дополнительно на него необходимо закрепить два подшипника. В двигателе должны быть установлены еще два подшипника. Чертеж по сборке можно найти в интернете. Конструкция будет защищена от боковых нагрузок. С помощью самодельного станка обрабатывают металл и древесину твердых пород.
У самодельных конструкций есть преимущества:
- Сборка шпинделя собственными руками не потребует серьезных финансовых затрат.
- Провести работы самостоятельно не так сложно, как ожидают новички в металлообработке. В интернете существуют пошаговые инструкции и обучающие видео.
- Списки материалов, деталей и чертежи можно найти в открытом доступе.
Однако по техническим характеристикам промышленные детали во многом превосходят самоделки. Важно изготовить надежную и массивную станину, которая предотвратит появление вибрации.
Обслуживание
Промышленное и самодельное оборудование требует постоянного обслуживания и соблюдения правил эксплуатации:
- Перед началом обработки деталей требуется проверить все крепежные элементы.
- После включения двигателя нельзя сразу же начинать работать. Шпиндель нужно разогреть.
- Перед выключением оборудования подвижному механизму необходимо дать остыть.
- При использовании воздушной системы требуется раз в неделю проверять состояние фильтров и прочищать их при загрязнении.
- Подшипники и подвижные элементы требуется очищать от накопившегося мусора после работы за станком. Дополнительно их нужно смазывать для лучшей работы и медленного загрязнения.
- Если используется водная система охлаждения, необходимо использовать смазочно-охлаждающие эмульсии, которые рекомендует производитель.
При длительной эксплуатации необходимо наблюдать за состоянием подшипников и менять их, если появляются посторонние звуки. Иных расходов эта деталь не несет. При поломке составных частей конструкции требуется заменить их, но не восстанавливать. При больших нагрузках восстановленные детали сломаются по старым трещинам.
Шпиндель для фрезерного станка считается ключевым узлом, работе которого стоит уделять особое внимание. При выборе производственного оборудования достаточно соблюдать правила эксплуатации и вовремя обслуживать подвижные элементы, чтобы станок проработал более 10-ти лет.
metalloy.ru
Как собрать самодельный фрезерный станок с ЧПУ + Чертежи и схемы!

Возможно, меня уволят за это!
Я давно хотел разместить серию постов по теме самодельных станков с ЧПУ. Но всегда останавливал тот факт, что Станкофф – станкоторговая компания. Дескать, как же так, мы же должны продавать станки, а не учить людей делать их самостоятельно. Но увидев этот проект я решил плюнуть на все условности и поделиться им с вами.
И так, в рамках этой статьи-инструкции я хочу, что бы вы вместе с автором проекта, 21 летним механиком и дизайнером, изготовили свой собственный настольный фрезерный станок с ЧПУ. Повествование будет вестись от первого лица, но знайте, что к большому своему сожалению, я делюсь не своим опытом, а лишь вольно пересказываю автора сего проекта.
В этой статье будет достаточно много чертежей, примечания к ним сделаны на английском языке, но я уверен, что настоящий технарь все поймет без лишних слов. Для удобства восприятия, я разобью повествование на «шаги».
Предисловие от автора
Уже в 12 лет я мечтал построить машину, которая будет способна создавать различные вещи. Машину, которая даст мне возможность изготовить любой предмет домашнего обихода. Спустя два года я наткнулся на словосочетание ЧПУ или если говорить точнее, то на фразу “Фрезерный станок с ЧПУ”. После того как я узнал, что есть люди способные сделать такой станок самостоятельно для своих нужд, в своем собственном гараже, я понял, что тоже смогу это сделать. Я должен это сделать! В течение трех месяцев я пытался собрать подходящие детали, но не сдвинулся с места. Поэтому моя одержимость постепенно угасла.
В августе 2013 идея построить фрезерный станок с ЧПУ вновь захватила меня. Я только что окончил бакалавриат университета промышленного дизайна, так что я был вполне уверен в своих возможностях. Теперь я четко понимал разницу между мной сегодняшним и мной пятилетней давности. Я научился работать с металлом, освоил техники работы на ручных металлообрабатывающих станках, но самое главное я научился применять инструменты для разработки. Я надеюсь, что эта инструкция вдохновит вас на создание своего станка с ЧПУ!
Шаг 1: Дизайн и CAD модель
Все начинается с продуманного дизайна. Я сделал несколько эскизов, чтобы лучше прочувствовать размеры и форму будущего станка. После этого я создал CAD модель используя SolidWorks. После того, как я смоделировал все детали и узлы станка, я подготовил технические чертежи. Эти чертежи я использовал для изготовления деталей на ручных металлообрабатывающих станках: токарном и фрезерном.
Признаюсь честно, я люблю хорошие удобные инструменты. Именно поэтому я постарался сделать так, чтобы операции по техническому обслуживанию и регулировке станка осуществлялись как можно проще. Подшипники я поместил в специальные блоки для того, чтобы иметь возможность быстрой замены. Направляющие доступны для обслуживания, поэтому моя машина всегда будет чистой по окончанию работ.

Файлы для скачивания «Шаг 1»
Габаритные размеры
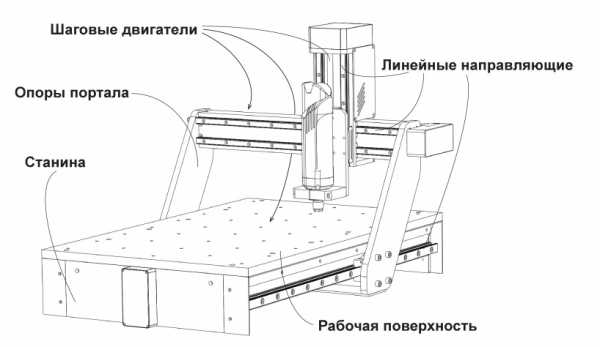
Шаг 2: Станина
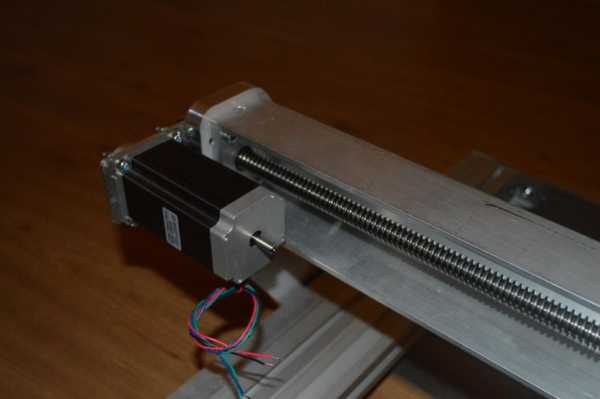
Станина обеспечивает станку необходимую жесткость. На нее будет установлен подвижной портал, шаговые двигатели, ось Z и шпиндель, а позднее и рабочая поверхность. Для создания несущей рамы я использовал два алюминиевых профиля Maytec сечением 40х80 мм и две торцевые пластины из алюминия толщиной 10 мм. Все элементы я соединил между собой на алюминиевые уголки. Для усиления конструкции внутри основной рамы я сделал дополнительную квадратную рамку из профилей меньшего сечения.
Для того, чтобы в дальнейшем избежать попадания пыли на направляющие, я установил защитные уголки из алюминия. Уголок смонтирован с использованием Т-образных гаек, которые установлены в один из пазов профиля.
На обоих торцевых пластинах установлены блоки подшипников для установки приводного винта.
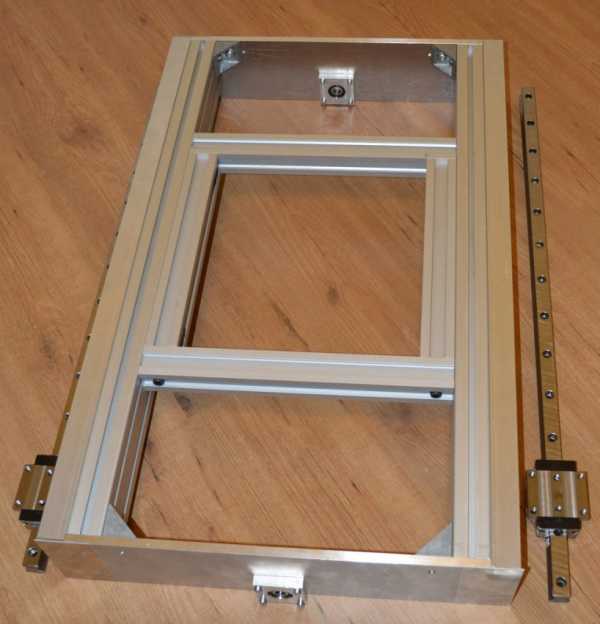
Несущая рама в сборе


Уголки для защиты направляющих
Файлы для скачивания «Шаг 2»
Чертежи основных элементов станины
Шаг 3: Портал
Подвижной портал – исполнительный орган вашего станка, он перемещается по оси X и несет на себе фрезерный шпиндель и суппорт оси Z. Чем выше портал, тем толще заготовка, которую вы можете обработать. Однако, высокий портал менее устойчив к нагрузкам которые возникают в процессе обработки. Высокие боковые стойки портала выполняют роль рычагов относительно линейных подшипников качения.
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ – это обработка алюминиевых деталей. Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет портала (расстояние от рабочей поверхности до верхней поперечной балки) равным 125 мм. В SolidWorks все свои измерения я преобразовал в модель и технические чертежи. В связи со сложностью деталей, я обработал их на промышленном обрабатывающем центре с ЧПУ, это дополнительно мне позволило обработать фаски, что было бы весьма затруднительно сделать на ручном фрезерном станке по металлу.



Файлы для скачивания «Шаг 3»
Шаг 4: Суппорт оси Z
В конструкции оси Z я использовал переднюю панель, которая крепится к подшипникам перемещения по оси Y, две пластины для усиления узла, пластину для крепления шагового двигателя и панель для установки фрезерного шпинделя. На передней панели я установил две профильные направляющие по которым будет происходить перемещение шпинделя по оси Z. Обратите внимание на то, что винт оси Z не имеет контропоры внизу.




Файлы для скачивания «Шаг 4»
Шаг 5: Направляющие
Направляющие обеспечивают возможность перемещения во всех направлениях, обеспечивают плавность и точность движений. Любой люфт в одном из направлений может стать причиной неточности в обработке ваших изделий. Я выбрал самый дорогой вариант – профилированные закаленные стальные рельсы. Это позволит конструкции выдерживать высокие нагрузки и обеспечит необходимую мне точность позиционирования. Чтобы обеспечить параллельность направляющих, я использовал специальный индикатор во время их установки. Максимальное отклонение относительно друг друга составило не более 0,01 мм.


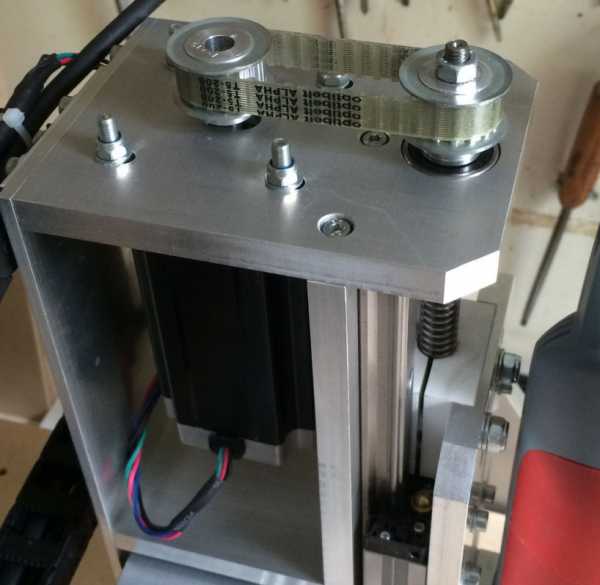
Шаг 6: Винты и шкивы
Винты преобразуют вращательное движение от шаговых двигателей в линейное. При проектировании своего станка вы можете выбрать несколько вариантов этого узла: Пара винт-гайка или шарико-винтовая пара (ШВП). Винт-гайка, как правило, больше подвергается силам трения при работе, а также менее точна относительно ШВП. Если вам необходима повышенная точность, то однозначно необходимо остановить свой выбор на ШВП. Но вы должны знать, что ШВП достаточно дорогое удовольствие.
Я все же решил использовать винт-гайку для своего станка. Я выбрал гайки со специальными пластиковыми вставками которые уменьшают трение и исключают люфты.
Необходимо обработать концы винтов в соответствии с чертежами. На концы винтов устанавливаются шкивы


Файлы для скачивания «Шаг 6»
Шаг 7: Рабочая поверхность
Рабочая поверхность – это место на котором вы будете закреплять заготовки для последующей обработки. На профессиональных станках часто используется стол из алюминиевого профиля с Т-пазами. Я решил использовать лист обычной березовой фанеры толщиной 18 мм.
Шаг 8: Электрическая схема
Основными компонентами электрической схемы являются:
- Шаговые двигатели
- Драйверы шаговых двигателей
- Блок питания
- Интерфейсная плата
- Персональный компьютер или ноутбук
- Кнопка аварийного останова
Я решил купить готовый набор из 3-х двигателей Nema, 3-х подходящих драйверов, платы коммутации и блока питания на 36 вольт. Также я использовал понижающий трансформатор для преобразования 36 вольт в 5 для питания управляющей цепи. Вы можете использовать любой другой готовый набор или собрать его самостоятельно. Так как мне хотелось быстрее запустить станок, я временно собрал все элементы на доске. Нормальный корпус для системы управления сейчас находится в разработке )).
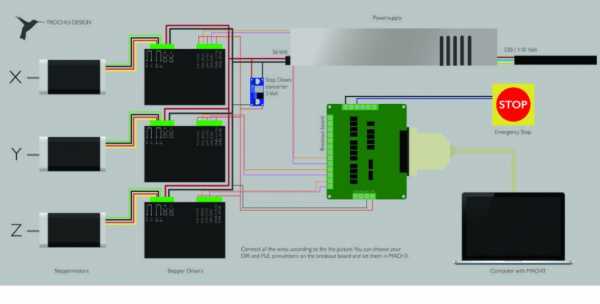
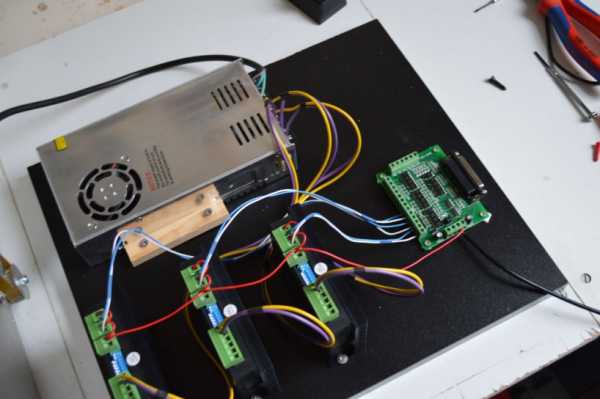
Электрическая схема станка
Шаг 9: Фрезерный шпиндель
Для своего проекта я использовал фрезерный шпиндель Kress. Если есть необходимость, средства и желание, то вы вполне можете поставить высокочастотный промышленный шпиндель с водяным или воздушным охлаждением. При этом потребуется незначительно изменить электрическую схему и добавить несколько дополнительных компонентов, таких как частотный преобразователь.

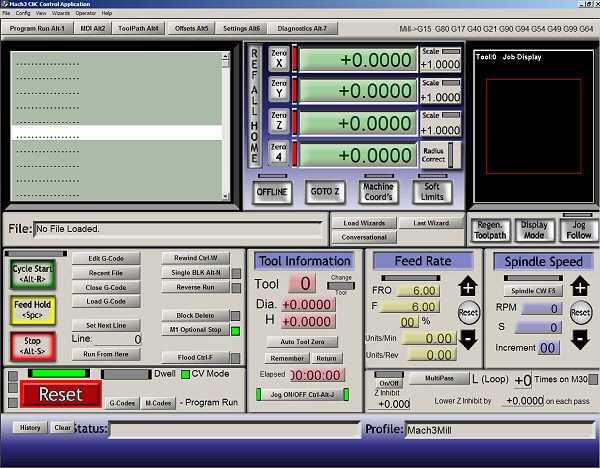
Шаг 10: Программное обеспечение
В качестве управляющей системы для своего детища я выбрал MACh4. Это одна из самых популярных программ для фрезерных станков с ЧПУ. Поэтому про ее настройку и эксплуатацию я не буду говорить, вы можете самостоятельно найти огромное количество информации на эту тему в интернете.
Шаг 11: Он ожил! Испытания
Если вы все сделали правильно, то включив станок вы увидите, что он просто работает!
Я уверен, моя история вдохновит вас на создание собственного фрезерного станка с ЧПУ.




Послесловие
Друзья, если вам понравилась история, делитесь ей в социальных сетях и обсуждайте в комментариях. Успехов вам в ваших проектах!
www.stankoff.ru
Шпиндель для самодельного ЧПУ

Идея собрать самодельный станок с ЧПУ возникла давно. Сдерживало отсутствие знаний и нужных деталей. Сегодня есть всё! Это первая статья, в которой я покажу как я собрал шпиндель. Электроника и станина будут описаны в других статьях.
Первым делом я собрал шпиндель с бесколлекторным мотором. Можно было конечно купить готовый фрезер, но у него есть свои недостатки:
– шум
– щётки
Мой фрезер не ноу-хау, таких конструкций в Интернете уже полно, я лишь повторил и эксперимент оказался удачным. Я пока не проводил серьёзных тестов, но первый запуск и попытка фрезеровать фанеру прошли успешно.
Бесколлекторный мотор Aeolian C5045 KV900 (35$)
Скорость вращения: 900 (KV) об/мин/вольт
Постоянный ток: 80 ампер
Макс. Ток: 90 ампер
Входное напряжение: 6-28 вольт
Макс. Эффективность: 98%
Без нагрузки ток: 2.6 ампер
Внутреннее сопротивление: 21 м (Омега)
Мощность: 1185 Вт
Мотор, размеры (диаметр х длина): 50 мм x 45 мм
К мотору регулятор оборотов MYSTERY Fire Dragon 100A
Для регулировки ещё нужен сервотестер
Блок питания любой на 24 вольта не менее 10 ампер. Update: Мой мотор под нагрузкой потреблял около 4 ампер. Не знаю почему так мало, пишут что мотор на 80 ампер. Ответ на этот вопрос я так и не нашел.
Покупал мотор специально с диаметром вала 8 мм, тут и подшипник большой (дольше прослужит) и шкив легко найти с таким же диаметром.
Цанговый патрон купил с диаметром хвостовика 10 мм, хотя наверное сейчас купил бы с диаметром 8 мм, было бы проще, потому что найти шкив с диаметром 10 мм и подходящим количеством и размером зубов оказалось не просто. Кроме того можно у мотора вытащить родной вал и вставить сам хвостовик цангового патрона, в таком случае необходимость в ременной передаче вообще отпадает. Иными словами маховик мотора садят прямо на хвостовик патрона. Хотя и в этом случае есть свои недостатки.
Конструкция у меня простая, всего несколько деталей из фанеры и час времени потрачено на сборку.

Первый тест был с аккумулятором от шуруповёрта на 18 вольт, аккумулятор подсажен. Ремень позволяет избавиться от вибраций, а если мотор поставить на резиновую подушку, то шум будет минимальным. Сверху к мотору можно привинтить лопасти, которые будут обдувать его во время работы.
Результат теста шпинделя положительный, в следующих статьях покажу как я буду собирать станину для самодельного ЧПУ станка.
Update: Мой первый ЧПУ
modelmen.ru
Самодельный настольный фрезерный – Законченные проекты
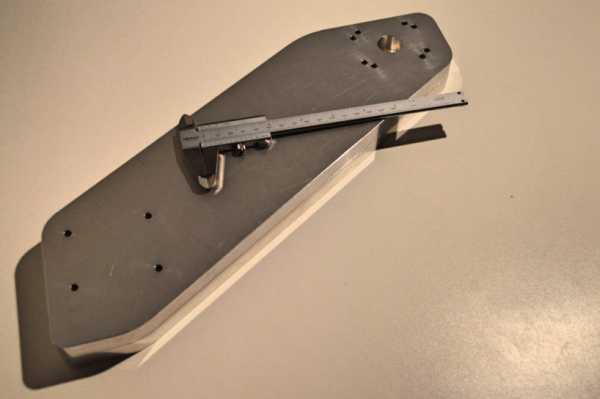
Дальше купил двухкоординатный столик….. 🙂
Это тдельная песня!
Начать с того, что альтернатив в нашем регионе, да и в Украине нет.
Пришлось выложить 220 убитых тяжким трудом енотов за G5757 фирмы Прома. На мое сетование по поводу высокой цены, пришлось выслушать монолог о высочайшем качестве продукции Прома. И поскольку выбора не было, заказать.
Через неделю мне сказали, что их уже не выпускают, и поставка под вопросом, но идя мне навстречу, найдут где-то в закромах самый лучший выставочный образец. Через пару недель и множества звонков меня осчастливили – приезжайте, забирайте.
В общем, когда я его в руки взял……… слов кроме матерных у меня не было.
Сами направляющие и поверхность стола особых претензий не вызвали, а вот узлы креплени ходовых винтов и лимбы…. По моему, в ПТУ ученики лучше делают. Не знаю, насколько это видно на фотографиях но впечатлени у меня было от этого просто жуть! Высказал я этими продавцам все, что думаю о фирме Прома их хваленом качестве, цене и всех ЕТИХ ПОНТАХ, на душе легче не стало, но выбора не было. Пришлось взяться за переделку. Кстати лимбы нониусов нарезались на самодельной делительной головке о которой я уже писал, на сверлильном станке. После переделки подачи работают мягко и без люфтов. Гайки ходовых винтов без возможности регулировки, но пока люфтов нет решил не переделывать и оставить заводские.
www.chipmaker.ru
Самодельный шпиндель токарного станка с ЧПУ “на коленке” – Самодельные станки
Всем привет, что-то последние недели на чипе каждый день открывается новая тема по самодельным токарным станкам. Решили тоже поучаствовать в этом процессе. :crazy:. Основной мозг – агрегатор пан Aegis, но и мы с Веталем приложились.
Итак…
Токарный станок с ЧПУ в хозяйстве имеется, но его уже не хватает по производительности. Решили построить с нуля. Во первых, это дешевле, интересно да и просто – чем еще заняться в эти длинные, зимне-весенние вечера))))
Для начала, открываю тему по проектированию и изготовлению токарного шпинделя, как основной составляющей всей остальной токарной махины.
Критика по делу и предложения строго приветствуются, не стесняйтесь))))).
Задача. Что мне нужно:
Короткий, высоко оборотистый жесткий шпиндель с проходным 40-42 мм.
Погрешность формы готовых изделий требуется до сотки. В хотелках, конечно, микроны :yahoo: , но посмотрим, что получится.
Технические характеристики шпинделя:
Длина 310 мм
Диаметр по фланцу – 117 мм
Ограничение оборотов:
– по подшипникам – 9000 об/мин.
– по приводному ремню – 7500 об/мин (35 м/с).
– по оснастке 4500 об/мин (трехкулачковый патрон), 6000 об/мин (цанговый патрон)
Смазка подшипников – жидкая. (выше ресурс подшипников, возможность отвести тепло).
Посадка патрона – Cam lock (большое количество интересной оснастки + есть ограничение по наибольшему диаметру который я могу точно отшлифовать).
Проходное отверстие со стороны патрона оканчивается укороченным КМ5 (растачивать будем уже после сборки на самом станке).
Устройство шпинделя:
Передняя опора – SKF NN3012 SP + SKF 234412UP (NN 3012 с посадкой на конус применен для выборки радиального зазора). Радиально-упорный шпиндельный подшипник 234412 размещен в передней опоре, чтобы свести к минимуму последствия теплового расширения шпинделя при нагреве во время работы, для восприятия осевой нагрузки.
Задняя опора – SKF NN3011SP (тоже для выборки радиального зазора).
Контроль температуры подшипников осуществляется тремя термодатчиками, которые подведены прямо к наружной обойме подшипников (устанавливаются в собственных корпусах уже после сборки).
Передача вращения через зубчатый шкив с профилем зуба HTD-5 (для возможности позиционировать, нарезать резьбы).
После окончательной сборки – динамическая балансировка.
Привод – серводвигатель. Для моих задач нужно иметь на шпинделе наибольший момент 7,5-9 Нм, поэтому поглядываю в сторону 2-3 кВт высоко оборотистых серв (6000). Передаточное отношение серва-шпиндель планирую 1:1, в т.ч. для использования собственного энкодера сервы для позиционирования шпинделя.
Пока получилось как-то так. Че не понятно, спрашивайте 🙂
Изменено пользователем redmn
www.chipmaker.ru