Как варить алюминий в домашних условиях и что для этого надо
Возможна ли сварка алюминия в домашней мастерской? Этим вопросом задается любой сварщик-любитель, когда возникает необходимость соединить части алюминиевого профиля, починить посуду, детали мебели или бытовой техники. В авторемонте такая сварка дает возможность восстановить целостность алюминиевых деталей, частей корпуса, колесных дисков.
Известно, что сварочные работы с алюминием и его сплавами требуют особого подхода. Попробуем разобраться, как это лучше устроить в домашних условиях.
Трудности сварки алюминия
Поверхность этого металла покрыта слоем оксидной пленки, температура плавления которой в три раза превышает температуру плавления самого алюминия. Возникает вопрос выбора сварочного режима: как можно прожечь оксидный слой, не проплавив насквозь основной металл?
Высокая теплопроводность алюминия не допускает длительного нагрева области сварки.
При остывании алюминий дает сильную усадку, что может привести к деформации соединения.
Повышенная текучесть жидкого алюминия осложняет контроль сварочной ванны и формирование ровного шва.
Расплавленный алюминий мгновенно покрывается оксидной пленкой и быстро кристаллизуется. Кроме того, при контакте с воздухом из расплава испаряется водород. И то и другое приводит к образованию в шве пор и трещин.
Как подготовить алюминий к сварке
Сперва механически удаляют все загрязнения с заготовки, например, с помощью наждачной бумаги. Делают это непосредственно перед сваркой. Кромки заготовок и присадочные пруты обрабатывают щелочным раствором.
Кромки деталей толщиной от 5 мм стачивают так, чтобы стык имел V-образную форму. Соприкасающиеся части притупляют, что предотвращает прожиг и вытекание металла сварочной ванны.
Текучесть расплава легче контролировать, производя все операции на идеально ровной поверхности. Подложенная под область сварки медная или стальная пластина снимет избыток нагрева и убережет изделие от деформации.
Избавить сварочную ванну от окисления поможет присутствие в зоне сварки защитных газов.
Таковы общие рекомендации для сварки алюминия в домашних условиях. Нюансы будут зависеть от выбранной технологии и оборудования. Рассмотрим самые распространенные из них.
Сварка газовой горелкой
Способ, при котором для нагнетания температуры в зоне сварки используется энергия газа. Шов формируется давлением газового потока на расплавленный металл. При этом газ защищает зону сварки от окисления. Интенсивность нагрева зависит от угла наклона горелки.
Материалом соединения служит присадочный материал (проволока, кусочки алюминия). Для защиты сварочной ванны и разрушения оксида используют флюсы.
Оборудование для газовой сварки: водяной затвор, баллон с газом, редуктор, газовая горелка, шланги.
Это самый недорогой способ сварки алюминия. Но надо учесть, что действие горелки распространяется шире области сварки. Это снижает скорость нагрева сварочной линии, увеличивая при этом риск коробления. Кроме того, слабый уровень нагревания позволяет сваривать только детали толщиной до 6 мм и только стыковым соединением.
Для успеха газовой сварки обязательна предварительная очистка и подготовка поверхностей и кромок. Получившийся шов потребует обработки.
ММА-сварка алюминия
Технология, привычная для многих сварщиков-любителей. Соединение осуществляется за счет плавления электрода и металла соединяемых деталей. Электродное покрытие при сгорании выделяет химические вещества, которые защищают сварочную ванну. Но предварительная подготовка деталей необходима.
Электродное покрытие при сгорании выделяет химические вещества, которые защищают сварочную ванну. Но предварительная подготовка деталей необходима.
Для ручной дуговой сварки алюминия используют инвертор, дающий постоянный ток, и электроды со специальным покрытием для этого металла.
Ресанта САИ-250Т LUX
- Max мощность, кВт 9.3
- Max ток, А 250
- Диаметр электродов, мм 1.6-6.0
Подробнее
Ресанта САИ-190Т LUX
- Max мощность, кВт 7.2
- Max ток, А 190
- Диаметр электродов, мм 1.6-5.0
Подробнее
Сварка сопровождается сильным разбрызгиванием расплавленного металла и большим количеством шлака. Быстрое укорачивание электрода и бурное шлакообразование затрудняют контроль дуги и ее повторный розжиг. Поэтому сварку лучше не прерывать.
Шов, получаемый при ММА-сварке, будет неровным, с наплывами и порами. Поэтому этот метод применим только в конструкциях, не требующих герметичности и эстетики. Шлак и окалину необходимо счищать, чтобы уберечь изделие от коррозии.
Сварка ММА допустима только для изделий толщиной более 3 мм. Сварка этим способом тонких алюминиевых деталей приведет к прожигам и деформации.
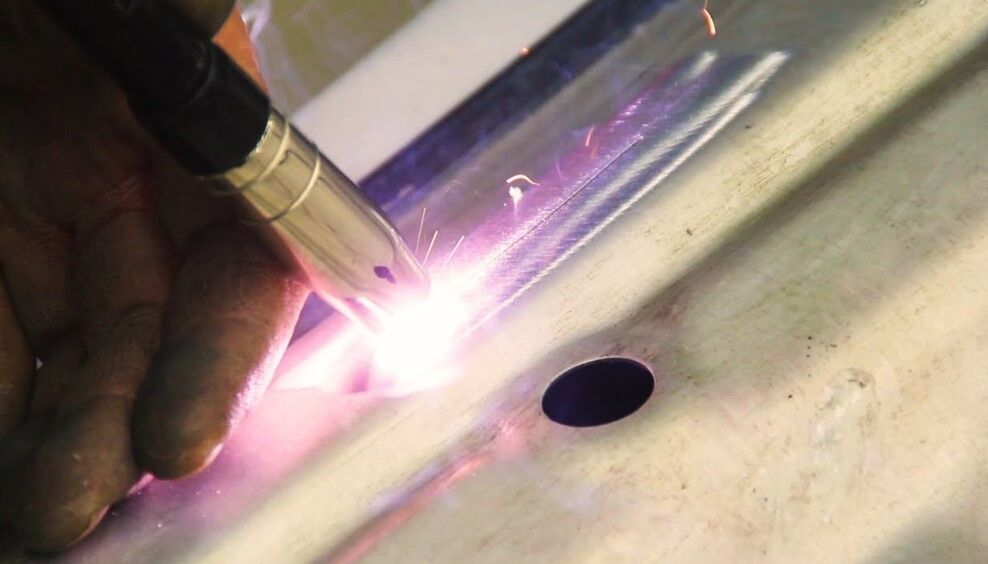
ТIG-сварка алюминия
Этот способ снимает многие из перечисленных проблем. Неплавящийся вольфрамовый электрод является здесь только проводником энергии, а шов формируется за счет плавления кромок и присадочного прута. Поскольку электрод не плавится, дуга более устойчива и легко контролируется.
TIG cварка проводится под защитой аргона, поступающего через горелку. Инертный газ препятствует окислению, избавляя сварочную ванну от шлаковых включений, а рабочую зону от плавильных искр. Присадочный прут подается в зону сварки свободной рукой.
Для аргонодуговой сварки алюминия необходим аппарат с маркировкой TIG. Он позволяет использовать инертный газ и вольфрамовые электроды. А главное, дает возможность переключаться на переменный ток (модель АС/DC). Это решает проблему разрушения оксидной пленки и оптимального режима плавления самого металла.
Сварог PRO TIG 200 P DSP AC/DC E201
- Потребляемая мощность TIG, кВа 6.6
- Сварочный ток TIG, А 5-200
- Рабочее напряжение TIG, В 10.2–18.0
Подробнее
Сварог REAL TIG 200 P AC/DC E20101
- Потребляемая мощность TIG, кВа 6
- Сварочный ток TIG, А 5-200
- Рабочее напряжение TIG, В 10.2–18.0
Подробнее
Кроме инвертора, для TIG-сварки понадобятся: баллон с газом (аргон или его смесь с гелием), редуктор, шланги, газовая горелка, вольфрамовые электроды, присадочный прут, по составу аналогичный материалу изделия.
Сварка с аргоном ― процесс трудоемкий и медленный. Но в результате получится чистый шов ювелирного качества, способный выдерживать высокие нагрузки. Этот метод идеально подходит для сварки тонких алюминиевых изделий.
Полуавтоматическая MIG
Этот способ сварки алюминия дает самый быстрый результат. Электродом и одновременно присадочным материалом здесь является алюминиевая проволока. Она подается через сварочную горелку, освобождая вторую руку сварщика. При этом из горелки поступает инертный газ, защищающий сварочную ванну от воздействия внешней среды. Такая сварка имеет все преимущества аргонодуговой, и при этом позволяет быстро выполнять длинные непрерывные соединения.Andeli MIG-270TPL
- Max мощность, кВт 9
- Max ток, А 200
- Диаметр электродов, мм 1.6-5.0
Подробнее
FUBAG IRMIG 140 SYN
- Max мощность, кВт 6.

- Max ток, А 140
- Диаметр электродов, мм 1.6-5.0

Подробнее
Для сварки этим методом необходимы: полуавтомат MIG, баллон с газом, редуктор, газовая горелка и шланг, алюминиевая электродная проволока.
Особенности процесса и качество шва будут зависеть от свойств аппарата.
В условиях домашней мастерской обычно используют полуавтоматы MIG, работающие в режиме AC/DC. Переменный ток обеспечивает эффективное разрушение оксидной пленки. Но предварительная подготовка деталей все же понадобится. И сварные швы потребуют дополнительной обработки.
Нужно ли обрабатывать шов после сварки?
Условия такой обработки зависят от выбранной технологии сварки и назначения изделия. Грубый шов с большим количеством шлака и окалины необходимо очищать, даже если эстетичность соединения не важна. Обработка предотвратит развитие коррозии.
Сначала шов промывают и отбивают шлак, чтобы оценить надежность соединения (прожоги, непровары и т. п.). Затем с помощью кордщетки шов зачищают от мелких загрязнений. Для сглаживания поверхности производят финишную полировку шва.
Заключение
Как видим, выполнение описанных выше работ в домашней мастерской вполне возможно. В зависимости от предполагаемых задач и рабочих условий можно подобрать все необходимые материалы и оборудование.
Чтобы разово починить изделие, не требующее особой красоты и долговечности, подойдут самые простые устройства. Тогда необходимо потратить больше времени и усилий на предварительную подготовку всех компонентов.
Если же сварка является регулярным занятием и при этом часто приходится варить именно алюминий, стоит приобрести оборудование, наиболее приспособленное для работы с этим особенным металлом.
Основные сложности и особенности при варке алюминия
Основные сложности и особенности при варке алюминияАлюминий обладает рядом уникальных свойств, благодаря этому стал очень востребован во многих сферах жизни человека, включая даже машиностроение и кораблестроение! Металлообработка алюминиевых сплавов осуществляется в соответствии со стандартами сферы деятельности. Возникает вопрос «А как варить алюмний?»
Возникает вопрос «А как варить алюмний?»
Основные сложности при варке алюминия
Чем варить алюминий? Есть инструменты и методы, предназначенные для сварки стали, но алюминий требует своей собственной техники и оборудования. Этот металл обладает массой уникальных свойств и качеств, поэтому есть ряд сложностей при его сварке:
- Он обладает высокой температурой плавления, потому что этот металл покрыт плёнкой, которая плавится только при 2000 градусах! Если бы не плёнка алюминий плавился бы при температуре 650 градусов.
- При плавлении алюминий становится текучим, что затрудняет формирование сварочной ванны
- При охлаждении металла после сварки в месте сварки образуются трещины, из-за содержания водорода и кремния, которые пытаются вылезть наружу при застывании расплавленного металла.
- После сварки алюминий легко окисляется и на нем образуется плёнка при контакте с воздухом. Следствием этого является то, что соединение в единый шов становится практически невозможным.

Необходимое оборудование
Основным этапом в технологии сварки алюминия является подбор оборудования, так как малейшее отклонение от норм при работе с этим металлом приведет к испорченному изделию. Свариваемость алюминиевых сплавов низкая из-за трудностей в тепловой обработке данного металла.
Лучше всего прибегнуть к аргонодуговой сварке. Эта технология вытесняет кислород с помощью аргона или гелия для того, чтобы металл не окислялся во время сварки и кристаллизовался в чистом виде. Вторым способом решения проблемы может быть полуавтоматическая сварка (её суть заключается в разрушении плёнки окисла).
Подготовка поверхности металла
Перед началом процесса сварки сварщик должен тщательно очистить металл. Как уже упоминалось ранее, одна из проблем с алюминием заключается в том, что этот металл подвержен примесям. Поэтому правильная подготовка материала — ключ к успеху. Вот несколько особенностей сварки алюминия:
Используйте растворитель, такой как ацетон или слабый щелочной раствор, такой как сильное мыло, чтобы удалить любое масло, жир и водяной пар с поверхности алюминия.
Используйте проволочную щётку из нержавеющей стали (используется исключительно для алюминия) для удаления поверхностных оксидов. Это также можно сделать с помощью сильной щёлочи или кислоты. Перед сваркой обязательно промойте и полностью высушите деталь.
Технология аргоновой сварки
Специалисты отмечают, что технология сварки алюминия аргоном включает в себя разнообразные действия. Технология полуавтоматической сварки предполагает наличие определенных материалов, узлов и агрегатов. Аргонодуговой аппарат состоит из трех блоков.
Перед сваркой каждый из них должен быть приведен в рабочее состояние. Потребление соответствующих ресурсов влияет на конечную стоимость услуги.
На промышленных предприятиях сварочные аппараты подключаются к централизованной линии, по которой подается инертный газ.
Верстаки для установки сварных деталей изготавливаются из нержавеющей стали.
Особенности аргоновой сварки
Для того чтобы выполнить сварку алюминия в полуавтомате, необходимо использовать вольфрамовые электроды.
В процессе работы необходимо следить за тем, как электрод ориентирован относительно свариваемой поверхности. Электрод должен находиться под углом 80 градусов.
 Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.
Диаметр электродов выбирается в диапазоне от 1,5 до 5,5 мм.Низкая свариваемость алюминия – в чем дело?
Низкий показатель свариваемости алюминиевых сплавов обуславливается целым рядом их качеств.
- Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С.
- Высокая текучесть расплавленного металла затрудняет контролировать сварочную ванну, для чего приходится устанавливать специальные подкладки теплоотводящего типа.
- При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
- Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания.
- Теплопроводность алюминиевых сплавов выше, чем у стали, поэтому для их сварки применяется ток, который по силе выше, чем ток для сварки стальных конструкций. Разница где-то в два раза.
- Если говорить о сварке алюминия своими руками в домашней мастерской, то вероятнее всего чистый алюминий вам не попадется. Скорее всего, это будет сплав неизвестной марки (дюраль и другие), к которому при сваривании придется настроить сварочный режим и подобрать дополнительные материалы.
 Разница где-то в два раза.
Разница где-то в два раза.Чего следует избегать при сварке алюминия
Теперь, когда мы рассмотрели различные методы, которые можно использовать для сварки алюминия, давайте поговорим о распространенных ошибках, которых следует избегать. Как сваривать алюминий?
- Когда дело доходит до сварки алюминия, сварщик должен использовать особый подход, так как все металлы кардинально отличаются друг от друга.
- Если говорить об опасностях, то сварка алюминия или любого другого материала — опасна. Сварщикам важно всегда носить правильные средства личной защиты и обучаться правилам техники безопасности.
- Неспособность подготовиться: подготовка — недооценённый аспект среди сварщиков-новичков. Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.
- Игнорирование мелочей: сварщики, которые давно этим занимаются скажут вам, что детали-это всё. В этой отрасли малейшая оплошность может привести к сложной ошибке—в особенности при сварке алюминия.
 Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.
Всегда следите за тем, чтобы правильно очистить алюминий и правильно хранить его перед началом сварки. Не лезьте ни во что, пока не будете должным образом подготовлены.Для сварки алюминия используются различные способы и оборудование. Обратите внимание на тщательную подготовку металла и настройку сварочного аппарата! Важно знать, как варить алюминий аргоном, потому что подготовительные работы в этом случае являются самыми важными. Обучение технологии сварки алюминия и его сплавов требует времени. Продолжайте практиковаться и придерживайтесь этого— упорный труд и настойчивость в конце концов окупятся, и возможно, Вы будет знать все про, например, изготовление металлоконструкций!
Кроме всего прочего, компания Центр Сварочного решения предлагает такие услуги, как лазерная резка, плазменная резка металла.
Нужна консультация?
Оставьте свои данные и специалист свяжется с вами в ближайшее время
алюминий или нержавеющая сталь? Лучшие пивные кастрюли
Follow @BeerSmith
Среди домашних пивоваров и на различных дискуссионных форумах ведутся постоянные споры о преимуществах алюминиевых кастрюль по сравнению с кастрюлями из нержавеющей стали для варки пива. На этой неделе мы рассмотрим плюсы и минусы каждого из них, чтобы помочь вам принять взвешенное решение о следующем варочном котле.
Алюминиевая кастрюля Плюсы и минусы
Алюминиевые кастрюли широко доступны и недороги, потому что алюминиевая посуда широко используется для приготовления пищи. Недорогие кастрюли для индейки объемом 36 литров можно найти в местном магазине Walmart, особенно сразу после Дня Благодарения по отличным ценам. Алюминиевые кастрюли стоят значительно дешевле, чем нержавеющая сталь, часто вдвое меньше. Алюминий является лучшим проводником тепла, чем сталь, поэтому ваша кастрюля быстрее закипит, а также быстрее остынет после того, как вы закончите кипячение.
Единственным существенным недостатком алюминия является то, что он окисляется, поэтому вы не можете использовать чистящие средства на основе кислорода или щелочи, такие как Oxyclean. Это основная причина, по которой профессиональное пивоваренное оборудование изготавливается из нержавеющей стали, а не из алюминия — нержавеющая сталь легче очищается едкими чистящими средствами. Кроме того, со временем алюминий покрывается оксидным слоем, который может обесцветить алюминий и придать ему серый оттенок. Это не повод для беспокойства — слой оксида алюминия действительно защищает кастрюлю, но он не такой красивый, как нержавеющая сталь.
Я считаю важным развеять ряд мифов об алюминии. Во-первых, алюминиевые кастрюли не связаны с болезнью Альцгеймера. Ряд медицинских исследований, проведенных с 1970-х годов, не выявили никакой связи между болезнью Альцгеймера и употреблением алюминия. Имейте в виду, что каждый день вы пьете газировку из алюминиевых банок (хотя большинство из них выстланы) и едите пищу, приготовленную в алюминиевой посуде — это безопасно.
Второй миф заключается в том, что алюминий вступает в реакцию с кислым содержимым сусла и либо добавляет неприятный привкус, либо разъедает кастрюлю. Это также не соответствует действительности: pH воды составляет 7,0, рН вашего сусла составляет около 5,2, в то время как в соусе для спагетти он может достигать 4,6, а в самых кислых диетических газированных напитках — всего 2,5. Для сравнения, аккумуляторная кислота имеет pH 1,0. Ваше сусло просто недостаточно кислое, чтобы реагировать с алюминиевой кастрюлей.
Нержавеющая сталь
Кастрюли из нержавеющей стали — это «Кадиллак» среди варочных котлов, причем дизайнерские кастрюли стоят многие сотни долларов. Они дороже, чем аналогичные алюминиевые кастрюли, но являются фаворитом серьезных пивоваров. Нержавеющая сталь останется блестящей, так как пассивный оксидный слой не виден, поэтому легко определить, действительно ли ваша кастрюля из нержавеющей стали чистая.
Преимущество нержавеющей стали заключается в том, что вы можете использовать для нее кислородсодержащие чистящие средства, что делает ее любимой профессиональной пивоварней, которой необходимо очищать большие чаны. Вам следует избегать длительного воздействия чистящих средств на основе отбеливателя, так как они могут повредить кастрюли и сосуды из нержавеющей стали.
Вам следует избегать длительного воздействия чистящих средств на основе отбеливателя, так как они могут повредить кастрюли и сосуды из нержавеющей стали.
Нержавеющая сталь прочнее более мягкого алюминия, поэтому она менее подвержена вмятинам и царапинам при сопоставимой толщине стенки. Тем не менее, вы вряд ли переживете хорошо сделанную кастрюлю из нержавеющей стали или алюминия в любом случае. Нержавеющая сталь имеет прочно связанный оксидный слой, поэтому она менее восприимчива к воздействию кислот, хотя, опять же, кислотность сусла не имеет значения ни для одного из металлов.
Основным недостатком нержавеющей стали является то, что она не так хорошо проводит тепло, как алюминий, что означает более длительное время до кипения, а также более длительное время охлаждения после кипения.
Что выбрать?
Если вы выберете хорошо сделанную прочную кастрюлю, достаточно большую для полного закипания, тяжелую и хорошо проводящую тепло, вы не ошибетесь, выбрав нержавеющую сталь или алюминий. Я ищу тяжелую кастрюлю с толстыми стенками, так как она лучше проводит тепло, а также хорошо выдерживает случайные царапины и вмятины. Идеальный горшок имеет диаметр, примерно равный его высоте. Хорошо сделанная кастрюля из алюминия или нержавеющей стали, скорее всего, прослужит вам всю жизнь.
Я ищу тяжелую кастрюлю с толстыми стенками, так как она лучше проводит тепло, а также хорошо выдерживает случайные царапины и вмятины. Идеальный горшок имеет диаметр, примерно равный его высоте. Хорошо сделанная кастрюля из алюминия или нержавеющей стали, скорее всего, прослужит вам всю жизнь.
Если вы пивовар с ограниченным бюджетом, вы не можете игнорировать большое ценовое преимущество алюминия — зачастую он стоит в два раза меньше, чем сравнимая кастрюля. У нержавеющей стали есть «крутой фактор», но у нее также есть цена, связанная с тем, чтобы быть крутой. Сейчас я лично использую нержавеющую сталь, но я также варю пиво уже 25 лет и начинал с дешевого кухонного горшка.
У тебя есть собственные мысли? Оставьте нам комментарий ниже. Если вы хотите поддержать нас, вы можете рассмотреть вопрос о кастрюле от Adventures in Homebrewing, сторонника BeerSmith. Спасибо, что читаете блог BeerSmith Home Brewing на этой неделе, и не стесняйтесь подписываться, если хотите регулярно получать новые интересные статьи о пивоварении.
Похожие статьи о пивоварении от BeerSmith:
Tagged as: Пиво, алюминий, пивоварение, доморощенный, горшки, нержавеющая, сталь, против
Не делайте еще одну плохую партию пива! Попробуйте BeerSmith — вы сварите лучшее пиво в своей жизни.
Загрузите бесплатную 21-дневную пробную версию BeerSmith прямо сейчас
Безопасен ли алюминий для пивоварения? (Все о чайниках для заваривания)
Если вы читали опасения по поводу безопасности использования алюминиевых чайников на форумах по домашнему пивоварению, возможно, вы встречали противоречивые мнения. Споры о том, безопасен ли алюминий для посуды, ведутся с 70-х годов, и ответ может вас удивить.
Большинство представителей органов здравоохранения согласны с тем, что приготовление пищи с использованием алюминия не представляет значительного риска для здоровья, а пиво, сваренное в алюминиевых котлах, не поглощает достаточно металла, чтобы быть вредным. Для сравнения: таблетка антацида содержит около 200 мг алюминия — значительно меньше, чем поглощается пивом, сваренным в алюминиевых котлах.
Для сравнения: таблетка антацида содержит около 200 мг алюминия — значительно меньше, чем поглощается пивом, сваренным в алюминиевых котлах.
Читайте дальше, чтобы узнать больше о безопасности приготовления кофе в алюминиевых котлах, а также о плюсах и минусах их использования.
Темы, которые мы освещаем
1
Можно ли использовать алюминиевые кастрюли или чайники при варке пива?
Первоначальное исследование 1970-х годов, вызвавшее споры о безопасности алюминиевой посуды, было опровергнуто научным сообществом. Основным риском для здоровья, указанным в этом исследовании, была болезнь Альцгеймера (БА).
В ходе исследования у пациентов с болезнью Альцгеймера наблюдался высокий уровень алюминия в тканях головного мозга. Однако позже было указано, что у всех участников исследования была поздняя стадия почечной недостаточности, которая вызывает накопление алюминия в организме. Таким образом, ученые установили, что приготовление пищи в алюминиевой посуде не является фактором, способствующим развитию болезни.
Нормальное потребление алюминия с пищей составляет 5-10 миллиграммов в день. Большинство некислотных продуктов (включая пюре или сусло), приготовленных в алюминиевых кастрюлях или котлах, содержат около 3,5 миллиграммов, согласно отчету Journal of Food Protection.
Чтобы вызвать неврологические эффекты, алюминий должен сначала попасть в кровоток. Алюминий плохо усваивается организмом. Все, кроме 1%, выводится с мочой через почки каждые 24 часа, поэтому очень мало, если вообще всасывается в кровь и отправляется в мозг.
Ученые согласны с тем, что нет убедительных доказательств того, что использование алюминиевых кастрюль или чайников для пивоварения может оказать значительное негативное влияние на мозг или нервную систему. Нормального уровня алюминия в пище и факторах окружающей среды, включая приготовление пищи в алюминиевых кастрюлях, недостаточно, чтобы вызвать какие-либо серьезные проблемы со здоровьем.
Что делать людям с проблемами почек?
Следует отметить, что алюминий накапливается у лиц с нарушением функции почек.
Согласно отчету, опубликованному в 2014 году в Journal of Occupational Environmental Medicine, изменения в головном мозге у пациентов с отравлением алюминием не соответствовали изменениям, присутствующим у пациентов с болезнью Альцгеймера, что привело исследователей к выводу, что отравление алюминием, вероятно, не является причиной атопического дерматита.
Связанная с алюминием деменция, однако, была обнаружена у пожилых пациентов на диализе, когда диализирующая жидкость загрязнена алюминием. Диализ не эффективно удаляет алюминий из организма.
Как насчет безопасности использования алюминиевых чайников и приготовления пищи на сильном огне?
При варке пива вы можете задаться вопросом, изменит ли кипячение затора или сусла на высокой температуре количество алюминия, вымываемого в содержимое вашего чайника.
В исследовании, опубликованном в журнале Environmental Sciences Europe, было обнаружено, что более высокая температура действительно приводит к поглощению большего количества алюминия содержимым чайника.
Это исследование показывает, что количество дополнительного поглощенного алюминия не считается статистически значимым в пище, которая не является очень кислой, такой как помидоры или цитрусовые. Поскольку пивная брага и сусло имеют относительно низкий pH, они будут поглощать меньше алюминия из вашего котла, чем приготовление соуса для спагетти.
pH пивного сусла обычно составляет 5,2-5,4. И наоборот, свежие помидоры имеют рН от 4,6 до 4,9, а консервированные помидоры могут иметь рН около 3,5.
Имейте в виду, что чем ниже pH, тем более кислой является пища. Кислая пища, особенно в старой кастрюле, которая может быть поцарапана и покрыта ямками, будет больше реагировать с металлом при приготовлении.
Нужно ли оксидировать алюминиевые чайники перед их использованием? Алюминий реагирует с воздухом в процессе, называемом окислением. Окисление связывается с металлом и действует как защитный слой, предотвращающий реакцию содержимого чайника с металлом.
Алюминиевые чайники без покрытия будут вступать в реакцию с содержимым, которое в них готовится. Окисление предотвращает развитие постороннего привкуса сусла из-за взаимодействия с металлом. Большинство домашних пивоваров окисляют свои алюминиевые чайники перед использованием.
Рестораны также «приправляют» алюминиевые кастрюли, чтобы сохранить вкус продуктов, приготовленных в них. Масла от некоторых продуктов могут оставаться в ямках и царапинах по мере старения кастрюли, и эти ароматы могут проникнуть в следующее блюдо, приготовленное в них.
Кислые продукты, особенно продукты на основе томатов, также могут повредить горшки. Окисление горшков предотвращает обе эти проблемы.
Как оксидировать алюминиевые варочные котлыНанести оксидированный слой на новый сверкающий варочный котел несложно. Нанести защитный слой можно примерно за час.
Чтобы окислить новый алюминиевый варочный котел, наполните его водой, накройте крышкой и кипятите около 60 минут. Вылейте воду и дайте ей высохнуть или протрите мягкой тканью. После высыхания на металле должно появиться сероватое пятно. Это именно то, что вы хотите.
Вылейте воду и дайте ей высохнуть или протрите мягкой тканью. После высыхания на металле должно появиться сероватое пятно. Это именно то, что вы хотите.
Алюминий — это мягкий металл, который легко повредить при неправильной очистке. При очистке чайников важно не счищать окисленный слой с помощью агрессивных химикатов, таких как кислородсодержащие чистящие средства или отбеливатели. Это удалит защитный слой и может повредить чайник, что затруднит его чистку.
Для чистки чайников следует использовать только мягкое моющее средство и мягкую ткань или губку. Никогда не используйте абразивные губки и не трите слишком сильно, чтобы удалить окисленный налет с чайника.
Если трубка застряла на дне или ее трудно удалить после того, как вы слили жидкость, попробуйте деглазировать кастрюлю перед мытьем. Добавьте 1-2 дюйма воды в чайник, затем нагревайте его в течение нескольких минут. Это должно ослабить прикрепленную трубу. Попробуйте аккуратно оттолкнуть осадок от дна кастрюли с помощью силиконовой или деревянной лопаточки или столового прибора.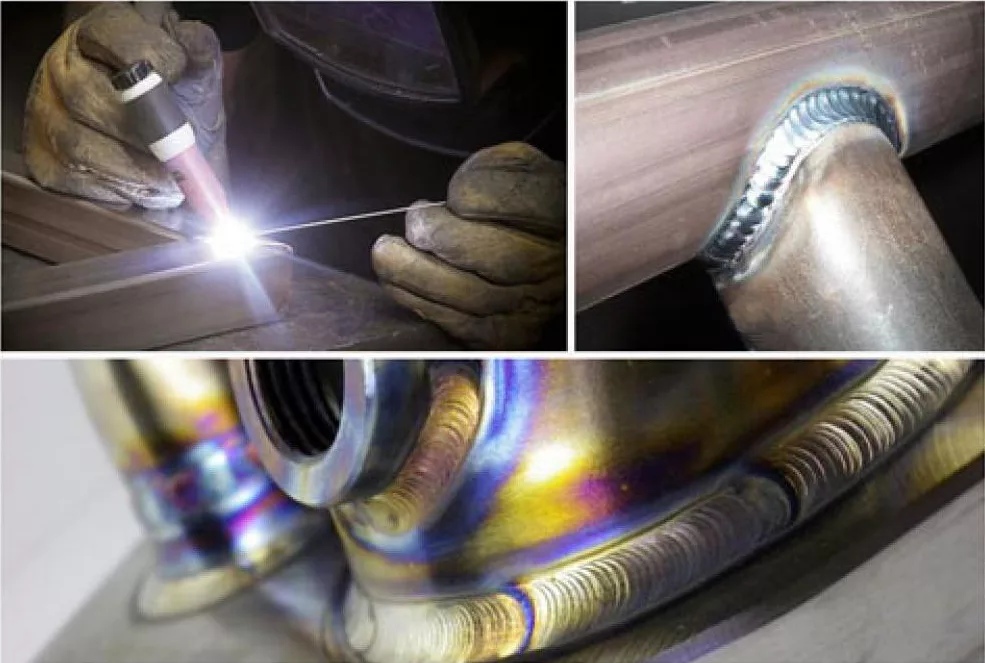 После этого вы сможете очистить чайник практически без чистки.
После этого вы сможете очистить чайник практически без чистки.
Коммерческие пивоварни редко используют алюминиевые котлы. Вместо этого большинство выбирает пивоваренное оборудование из нержавеющей стали.
Основной проблемой использования алюминиевых кастрюль и чайников в пивоварении является невозможность их очистки с помощью агрессивных химикатов или скрубберов. Окисленное покрытие на чайниках может затруднить определение их чистоты. Алюминиевые чайники лучше распределяют тепло, поэтому у них меньше проблем с прилипанием и горением, чем у чайников из нержавеющей стали.
В отличие от алюминия, слой окисления на нержавеющей стали не виден, поэтому легче определить, что кастрюля чистая. Это основная причина, по которой коммерческие пивоварни используют нержавеющую сталь. Коммерческие пивовары также могут использовать больше едких химикатов в своих котлах, чтобы гарантировать удаление всех органических веществ между партиями.
В случае с алюминием из-за слоя окисления иногда трудно определить, чиста ли кастрюля или чайник. Однако, поскольку алюминий лучше распределяет тепло, он меньше прилипает к трубе, и нет необходимости в более агрессивных химикатах, чтобы ваши чайники были чистыми.
Все еще не уверены в использовании алюминиевых кастрюль и чайников для пивоварения? Давайте вспомним некоторые плюсы и минусы использования алюминиевых чайников для домашнего пивоварения по сравнению с их аналогами из нержавеющей стали.
Возможные преимущества использования алюминиевых чайниковАлюминий имеет несколько преимуществ для домашних пивоваров по сравнению с нержавеющей сталью.
Помимо меньшего прилипания и более легкой очистки, использование алюминиевых котлов имеет следующие преимущества:
- Лучшая теплопроводность означает, что содержимое нагревается и закипает быстрее, что экономит ваше время.
- Алюминий значительно дешевле нержавеющей стали. Алюминиевые кастрюли с крышками, предназначенные для жарки индеек, можно приобрести после Дня Благодарения по очень разумной цене.
- Алюминий легче по весу , чем нержавеющая сталь.
 Алюминиевые кастрюли с крышками, предназначенные для жарки индеек, можно приобрести после Дня Благодарения по очень разумной цене.
Алюминиевые кастрюли с крышками, предназначенные для жарки индеек, можно приобрести после Дня Благодарения по очень разумной цене.Как отмечалось выше, окисленный алюминий может затруднить определение чистоты ваших чайников, и вы не можете использовать агрессивные химические вещества для их очистки.
Вот еще несколько минусов использования алюминиевых чайников для пивоварения:
- Алюминиевые чайники не так эстетичны для некоторых, как чайники из нержавеющей стали. Они имеют тенденцию темнеть при использовании с течением времени.
- Использование алюминиевых котлов без окисления внутри может привести к появлению посторонних привкусов в сусле.
- Пиво нельзя хранить в алюминиевой таре. Со временем он может подвергаться коррозии и выщелачивать большее количество металла в пиво.
