Зиговка металла – особенности, применение, порядок работы
Зиговка металла – это процесс обработки давлением поверхности листового металла или объёмных деталей с целью получения различных рельефных углублений. С помощью зиговки производится отбортовка, подготовка продольных выступов и других элементов рельефа. Рифление производится с помощью ручного и электромеханического оборудования, в котором главным элементом являются ролики с фигурной радильной поверхностью.
Особенности обработки
Для рифления поверхности тонколистового проката используются специальные зигмашины. Это устройство оснащенное парой валов, которые при вращении давят на металл, образуя канавки заданного размера и конфигурации. Заготовка может быть как плоской, так и объёмной, помимо рифления производится резка и отбортовка листовых заготовок.
Зигмашина может иметь ручной, электрический или гидравлический привод. Принцип действия для любого привода одинаков, но есть различия в толщине заготовки.
Основные характеристики зиговочных машин
Оборудование для зиговки металла обладает широким спектром характеристик:
- Тип привода – ручной, гидравлический и электрический.
- Диаметр роликов – от 50 мм.
- Вылет валков – до 350 мм, подбирается в зависимости от вида работ.
- Дополнительные пары роликов. В зависимости от конструкции может быть 4, 6 или 9 пар.
- Толщина обрабатываемой детали – от 0,3 до 4 мм.
- Вес оборудования – от 10 до 300 кг в зависимости от типа и мощности.
Практически все, даже наиболее мощные, зиговочные машины имеют сравнительно компактные размеры, что позволяет использовать их в небольших цехах и мастерских.
Сфера применения
Зиговка металла применяется при жестяных работах с деталями цилиндрической формы, чаще всего для создания замковых соединений, а также для обработок кромок листового железа.
Зиговка применяется:
- в производстве вентиляционных каналов и водоливных труб;
- для изготовления замков на стальных изделиях из тонкого листа;
- при производстве теплоизоляции трубопроводов;
- для обработки обечаек;
- при резке и развальцовке труб водостока при монтаже систем ливневых систем кровли;
- при производстве фасонных элементов вентиляции;
- гофрирование поверхностей цилиндрических тонколистовых деталей;
- при изготовлении комплектующих для вентиляции и во многих других случаях.
Широкое применение получили ручные зиговочные машины, позволяющие работать с тонкостенными трубами и обечайками с толщиной стенок до 1-1,25 мм. Для работы на ручном станке достаточно двух человек – оператора и рабочего вращающего привод.
Порядок работы
Зиговка является сравнительно несложной операцией, но требует определенных знаний и навыков. Процесс рифления металла состоит из следующих этапов:
- На нижнем валу размещается деталь и прижимается верхним.
- С помощью упора отмеряется расстояние для зиговки и получения равномерного рельефа.
- Заготовка фиксируется специальными винтами.
- При вращении валов в противоположную сторону относительно роликов поверхность заготовки приобретает требуемый рельеф.
- При обработке листов из цветных металлов необходимо увеличить расстояние между канавками.


В процессе работы необходимо избегать перекоса деталей иначе рифление будет косым или волнообразным. Также необходимо обеспечить точное совпадение осей роликов чтобы избежать смятия заготовки. Если после первой прокатки не получилась требуемая глубина рельефа, то производится вторичная обработка.
Зиговка – упрощаем монтаж материалов для кровли и вентиляции + Видео
Зиговка металла – это технологический процесс изготовления различных углублений, отбортовки, продольных выступов и другого рельефа на поверхности листового или объемного материала, заготовок и труб с помощью специального ручного или электромеханического оборудования.
1 Зиговка листового проката и труб – рациональный подход в строительстве
В процессе зиговки на поверхности металлических предметов создаются рельефные выступы, которые имеют одноименное название. Этот рельеф образуется путем эластичной деформации инструментом, который состоит из двух (иногда четырех) вращающихся валиков, расположенных друг над другом.
Зиговочный станок
С помощью ручных сборных и переносных станков, а также при помощи оборудования с электрическим приводом удается существенно оптимизировать процесс производства различных водоотливных и кровельных систем. Зиговка широко применяется в строительстве и производстве для изготовления выкатных замков, водных воронок и цапанов, упрощения монтажа теплоизоляционного оборудования, для нанесения круглых фальцев, гибки, отбортовки, гофрирования металла.
Без этой операции часто не обойтись при изготовлении различных систем вентиляции, а также она существенно упрощает монтаж металлических изделий при кровельных работах.
Сбалансированный технологический процесс и отсутствие высоких нагрузок при создании зигов на плоских или объемных металлических поверхностях позволяют использовать инструменты и оборудование достаточно длительный период без необходимости ремонта или замены деталей.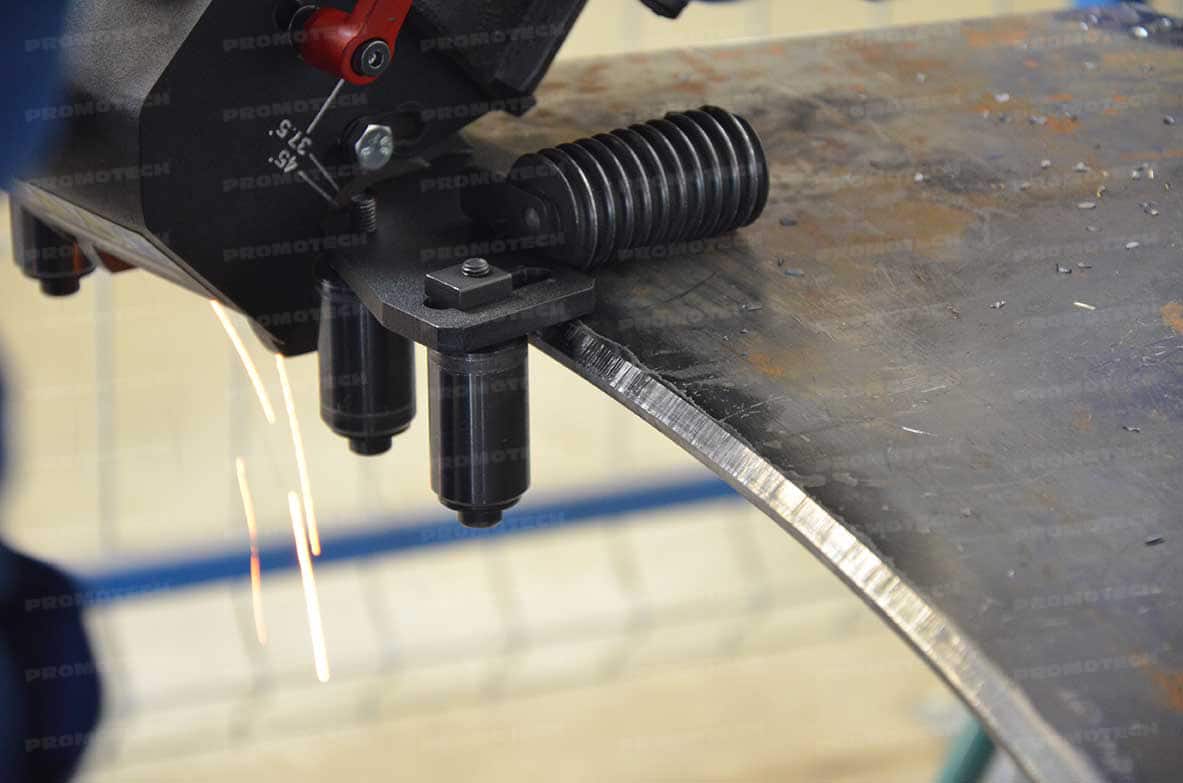 Иногда достаточно лишь перешлифовать и подогнать детали и вальцы под новый размер, и можно использовать то же оборудование для обработки деталей различных форм и длины.
Иногда достаточно лишь перешлифовать и подогнать детали и вальцы под новый размер, и можно использовать то же оборудование для обработки деталей различных форм и длины.
2 Как использовать ручное оборудование?
В строительстве и производстве используется ручная зиговочная установка или электромеханический станок. И тот, и другой вид оборудования имеет аналогичную конструкцию и схему работы, с той лишь разницей, что в первом случае прижим роликов осуществляется вручную при помощи специальной рукоятки, а в случае с электрическими или гидравлическими станками процесс полностью автоматизирован. Ручные типы станков можно изготовить самостоятельно или заказать их в специализированных конторах.
Ручной трубогиб
Большинство современных зиговочных машин ручного типа предназначены для работы с металлом, толщина которого не превышает 0,8-1 мм, и способны выдавать готовые изделия диаметром до 700 мм. Ручные зигмашины и станки отличает компактность, мобильность и простота в обслуживании, в большинстве случаев они сборные и переносные, поэтому на мелких производственных и строительных площадках рекомендуется использовать именно ручные приспособления, так как они более экономичные и не требуют больших затрат на поддержание нужных эксплуатационных характеристик.
Ручные зигмашины и станки отличает компактность, мобильность и простота в обслуживании, в большинстве случаев они сборные и переносные, поэтому на мелких производственных и строительных площадках рекомендуется использовать именно ручные приспособления, так как они более экономичные и не требуют больших затрат на поддержание нужных эксплуатационных характеристик.
Как правило, стандартная или самодельная ручная установка для зиговки оснащается удобной станиной, которая позволяет получить доступ к оснастке металла с различных углов и сторон, а также специальным типом прецизионных подшипников, использование которых позволяет снизить фрикционные нагрузки и потери при изготовлении зигов. Принцип работы ручного станка достаточно прост. Ограничительная рамка, которая также выполняет роль упора, выставляется на нужное значение, далее настраивается высота нажимного инструмента и рычага, и с помощью рукоятки осуществляется постепенное вращение прижимных валов, то есть происходит процесс прокатки металла для придания ему необходимых размеров зиговки.
3 Электромеханические машины – мощность и надежность
В отличие от ручных вариантов, в основе автоматизированных систем лежит крутящий момент, который создается электродвигателем. После включения станка крутящий момент передается на нижний, опорный вал, на который автоматически подается металлическая заготовка, предварительно прошедшая правку специальным механическим узлом. В результате активируется пневматический прижим, и оснастка подается на контакт с заготовкой. Далее происходит откидывание упора и активизация датчика движения, который активирует процесс формирования определенного рельефа по заранее заданным параметрам.
Электрический листогиб
С помощью электрического оборудования можно прокатывать металл различной длины и толщины (в зависимости от паспортной мощности машины и количества валиков), при этом электропривод позволяет автоматизировать процесс, и станок может работать, как поточная линия. На некоторых моделях станков также устанавливаются дополнительные рычаги и механизмы управления, которые существенно облегчают процесс подачи заготовок и снятия готовых деталей.
В производстве наиболее популярны зиговочные станки с электродвигателем, которые оснащаются двумя парами роликов, имеют горизонтальное расположение шпинделей, кнопочное управление и реверсивный тип привода, с помощью которого можно осуществлять дополнительную калибровку уже полученной рельефной поверхности, что особенно актуально при работе с заготовками из высокоуглеродистых сталей относительно большой толщины. Многие производители в комплекте с оборудованием поставляют от 4 до 6 пар съемных роликовых механизмов, которые предназначены для создания различных рельефных поверхностей, таких как отбортовка, гибка кромок, формовка краев.
Станок для зиговки листа и отводов
зиговка листа – так называемый процесс нанесения углублений и выступов на металлический лист. Станки для зиговки делают металлический профиль рифлёным, помогают нанести резьбу и насечки по точно заданным параметрам.
Сферы применения оборудования для зиговки
Станки для зиговки получили большое распространение в сфере производства вентиляции. станки для производства воздуховодов обладают высокой точностью, они способны заменить целый ряд машин для металлопроката с узкой направленностью. Как правило, такие станки могут управляться одним человеком. Легки и понятны в использовании. зиговка отводов, углублений и всевозможной резьбы производится с высокой точностью и в кратчайшие сроки. Но это не единственная сфера применения данного оборудования. Его также используют в строительстве (при изготовлении кровли, например), делают элементы водостоков и всевозможные цилиндрические детали. Такие станки завоевали популярность, так как не требуют никаких дополнительных затрат, кроме покупки роликов. Это оборудование в основном ручное или гидравлическое, поэтому не потребует даже затрат электроэнергии.
Это оборудование в основном ручное или гидравлическое, поэтому не потребует даже затрат электроэнергии.
Технические характеристики зиговочного станка
К техническим характеристикам ручных зиг – машин можно отнести толщину прорабатываемого листа (у них она, как правило, не более 1мм), у промышленных моделей толщина будет составлять уже 2-3мм. Глубина обработки изделий у всех станков абсолютно разная, также, как и остальные технические характеристики. Такие показатели необходимо разбирать на примере конкретной модели оборудование. При выборе необходимо учитывать для каких именно целей будет использоваться станок, и какого результата вы хотите добиться при обработке материала.
Конструкция зиговочных станков
станки для вентиляционного производства, как правило, имеют схожую конструкцию. Принцип работы прост: два вала приводятся в движение рукоятью либо электроприводом. На концах валов закреплены ролики с определенным видом насечек (они меняются под определенную задачу) Между ними вставляется заготовка и прокатывается, тем самым принимая форму выступов роликов. Сама конструкция очень проста в использовании и будет приносить прибыль на протяжение долгого времени.
Сама конструкция очень проста в использовании и будет приносить прибыль на протяжение долгого времени.
Дизайн и компоновка изделия
Конструкторское 3D проектирование
Анализ методом конечных элементов
Технологическая подготовка (CAM)
Электромеханическая зиговка ETB-12 Stalex (Китай)
Зиговочная машина (зиговка) используется для пластической обработки тонколистового металла. Основные области применения зиговочных машин – производство вентиляции и теплоизоляции трубопроводов.
Комплектуется четырьмя наборами стандартных роликов для закатки кромок, отбортовки, изготовления S-образного профиля.
Особенности
- Цельнометаллическая конструкция, тумба изготовлена из листовой стали;
- Регулируемый нижний вал;
- Простота в эксплуатации, не требует сложных регулировок;
- Валы и подшипники из закаленной стали;
- 4 набора роликов;
- Глубина подачи – 200 мм;
- Упорная пластина 240х160 мм.
Производитель: Stalex
Родина бренда: Китай
| Технические характеристики зиговочного станка ETB-12 | |
| Толщина металла | |
| Низкоуглеродистая сталь |
1.2 мм |
| Нержавеющая сталь |
0,8 мм |
| Холоднокатаная сталь |
1,0мм |
| Алюминий |
2,0мм |
| Мягкая латунь |
1,5мм |
| Полутвердая латунь |
1,2мм |
| Отожженная фосфористая бронза |
1,2мм |
| Мягкая медь |
1,5мм |
| Твердая медь |
1,2мм |
| Вылет роликов | 140 мм |
Макс. глубина подачи глубина подачи |
200 мм |
| Скорость вращения | 32 об/мин |
| Мощность двигателя | 0,75 кВт. 3 фазы |
| Габаритные размеры |
1100х480х1480 мм |
| Масса нетто/брутто | 120/145кг |
При работе с макс. толщиной листа – максимальные параметры могут не соответствовать табличным значениям, это связано с разностью коэффициента предела прочности σв, который не должен превышать параметр σв
Отзывы об Электромеханической зиговке ЕТВ-12
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
Технология зиговки листовых металлов
Зиговка – это изготовление сплошных продольных выступов, углублений или отбортовок на поверхности тонкостенной трубы или листовой металлической заготовки. Зиг-углубления делаются при помощи специальных вальцовочных станков, главным рабочим элементом которых являются два ролика с фигурной радиальной поверхностью. В результате зиговка представляет собой процесс пластической деформации листового металла при прокатке между двумя формовочными роликами.
Все зиговочные станки подразделяются на ручные и электроприводные, которые могут обрабатывать металл толщиной 0,3-2,0 мм. Наиболее широко такие механизмы применяются для изготовления элементов вентиляции, водосточных систем, стальных ведер и соединительных элементов круглого сечения. С их помощью кроме зиговки можно производить резку металла, вальцовку, рифление и изготовление переходных раструбов.
Выпускаемые зигмашины имеют различную мощность и могут иметь вертикальное, горизонтальное или наклонное расположение рабочих валов. Самые мощные станки работают на крупных промышленных предприятиях, оснащены гидравлическим приводом и способны обрабатывать металл толщиной до 4,0 мм.
Общее описание технологического процесса
Благодаря зиговке мягкий и гибкий материал приобретает повышенную прочность, изменяет геометрические размеры и может соединяться в системную конструкцию без использования дополнительных элементов. Процесс создания рельефных сечений на поверхности труб и листовых заготовок происходит в следующем порядке:
- верхний рабочий валик приподнимается на столько, чтобы обрабатываемую поверхность можно было легко разместить на нижнем валике;
- верхний вал опускается и прижимает стальной лист;
- прилагаемое усилие регулируется специальным прижимным устройством, которое постепенно опускается по мере выполнения зиговки;
- поверхность металлической заготовки перемещается между роликами за счет их вращения в противоположные стороны;
- для получения необходимого профильного сечения на обрабатываемой поверхности прохождение металла через ролики осуществляется несколько раз.

Для того чтобы исключить смещение листа и возникновение перекосов, устанавливается упор, не позволяющий заготовке отклоняться от заданного размера. Обработку мягких металлов небольшой толщины можно выполнять на станках с ручным приводом. Более жесткие и толстые материалы требуют использования зигмашин с электрическим или гидравлическим приводом. Более подробная информация об этом приводится в инструкциях по эксплуатации.
Металлы различной толщины должны иметь разный радиус закругления зига. Несоблюдение этого правила может привести к появлению трещин и даже разрыву обрабатываемого листа. Заготовка извлекается из станка только после окончания полного процесса обработки детали.
При необходимости можно получить дополнительную консультацию о работе и правильном выборе зиговочного станка у специалистов нашей компании по телефону или в режиме онлайн.
Большая Энциклопедия Нефти и Газа, статья, страница 4
Зиговка
Cтраница 4
При выключении гидроцилиндра вся система возвращается в первоначальное положение, и труба с полуматрицами извлекается из корпуса. Для облегчения этой операции в конструкции приспособления предусмотрена гайка 12, которая при повороте ее рукояткой / / своим буртом выводит полуматрицы на 2 – 3 мм из гнезда, имеющего конусность, после чего они совершенно освобождаются. Установка спроектирована для зиговки труб с наружным диаметром от 22 до 42 мм. При правильно подобранном давлении резиновые втулки выдерживают до 500 циклов работы без разрушения. Правильным считается давление, при котором обеспечивается зиговка правильной формы при отсутствии на наружной поверхности трубы следов от разъема полуматриц. Включение и выключение установки производится нажатием педали 10 мультипликатора.
[46]
Для облегчения этой операции в конструкции приспособления предусмотрена гайка 12, которая при повороте ее рукояткой / / своим буртом выводит полуматрицы на 2 – 3 мм из гнезда, имеющего конусность, после чего они совершенно освобождаются. Установка спроектирована для зиговки труб с наружным диаметром от 22 до 42 мм. При правильно подобранном давлении резиновые втулки выдерживают до 500 циклов работы без разрушения. Правильным считается давление, при котором обеспечивается зиговка правильной формы при отсутствии на наружной поверхности трубы следов от разъема полуматриц. Включение и выключение установки производится нажатием педали 10 мультипликатора.
[46]
Кроме коробчатых крышек могут применяться крышки с зиговкой по их периметру на некотором расстоянии от краев. Но у крышки с зиговкой ( ее можно рассматривать как коробчатую крышки со сдвоенной стенкой) полезная площадь получается меньшей, чем у коробчатой. Поэтому крышки с зиговкой могут применяться при сравнительно больших габаритах конденсаторов, когда на плоской части крышки остается достаточно места для размещения проходных изоляторов. [47]
[47]
Эти способы резко отличаются друг от друга своей технологией. По первому способу предварительно изготавливают на фальцевых или сварных соединениях воздуховод необходимого диаметра. Одновременно с отрезкой производится зиговка места разреза, необходимого для соединения элементов отвода друг с другом. Соединение срезов производят путем вставки звеньев между собой с последующим уплотнением шва обжимочными роликами зигмашины. [48]
Кромки, подлежащие сварке, и сварочная проволока перед сваркой должны быть тщательно очищены и обезжирены. Обезжиривание производится в 10-процентном растворе едкого натра, подогретого до 40 – 50 С, после чего кромки промывают в проточной воде и просушивают. Выдержка в растворе при обезжиривании не должна превышать одной Фиг 53 Зиговки параллельно шву. [49]
Вместе с тем расчет указывает и пути конструктивных улучшений, обеспечивающих существенное повышение теплоотдачи. Из полученных данных видно, что условия теплоотвода сильно ухудшаются из-за наличия зазора между секцией и стенками корпуса, особенно в том случае, когда зазор заполнен воздухом. Устранение этого зазора путем подгонки диаметра секции к внутреннему диаметру корпуса и зиговки корпуса, в случае необходимости, после закладки секции в корпус, позволяет значительно понизить максимальную температуру в секции.
[50]
Из полученных данных видно, что условия теплоотвода сильно ухудшаются из-за наличия зазора между секцией и стенками корпуса, особенно в том случае, когда зазор заполнен воздухом. Устранение этого зазора путем подгонки диаметра секции к внутреннему диаметру корпуса и зиговки корпуса, в случае необходимости, после закладки секции в корпус, позволяет значительно понизить максимальную температуру в секции.
[50]
Во избежание образования ГТ следует обращать внимание на жесткость стыкуемых деталей. При сварке деталей с резким перепадом толщины необходимо предусматривать со стороны точеных деталей ( фланец, шпангоут и др.) полку, длина которой должна составлять 2s, где s – толщина стыкуемых деталей в зоне сварки, но 30 мм. Для уменьшения жесткости свариваемых деталей из тонколистового материала ( s 2 мм) рекомендуется зиговка заготовок. [51]
Такая конструкция вызывает повышенный расход металла на кожух и ухудшает внешний вид. Более совершенным являются боковые стенки в виде решетчатого каркаса из прокатных профилей и полос, утопленного в теплоизоляционную часть футеровки печи и обшиваемого снаружи тонкими листами. Для придания жесткости можно либо отбортовывать листы обшивки, либо выдавливать в них волны ( зиговка) аналогично тому, как это делается у щитов в дорожных машинах. При проработке конструкции и технологии изготовления боковых стенок кожуха необходимо считаться с требованием герметичности кожуха.
[52]
Более совершенным являются боковые стенки в виде решетчатого каркаса из прокатных профилей и полос, утопленного в теплоизоляционную часть футеровки печи и обшиваемого снаружи тонкими листами. Для придания жесткости можно либо отбортовывать листы обшивки, либо выдавливать в них волны ( зиговка) аналогично тому, как это делается у щитов в дорожных машинах. При проработке конструкции и технологии изготовления боковых стенок кожуха необходимо считаться с требованием герметичности кожуха.
[52]
Бак колонки состоит из корпуса, крышки и дна. Изготовление крышки и сферического дна состоит из операций: вырубки диска, штамповки на прессе, обрезки воротника, вырубки отверстия диаметром 10S мм и его отбортовки. Изготовление бака включает операции: резку заготовок 1045X700 мм, вальцовку обечаек, электросварку, зиговку внизу и вверху. Подготовленные детали ( обечайки, крышка и дна) поступают на сборку, которая заключается в приварке крышки к верхней части обечайки сначала на точечном аппарате, а затем сплошным швом сборке верхней части с нижней частью водяного бака и их сварке также сначала в отдельных точках, а затем сплошным швом. То же относится и к приварке дна к корпусу. Затем осуществляется автогенная сварка верхней и нижней части корпуса и приварка крышки. После сварки следует зачистка швов и гидравлическое испытание корпуса ( при давлении, равном 2 атм, в течение 3 мин.
[53]
То же относится и к приварке дна к корпусу. Затем осуществляется автогенная сварка верхней и нижней части корпуса и приварка крышки. После сварки следует зачистка швов и гидравлическое испытание корпуса ( при давлении, равном 2 атм, в течение 3 мин.
[53]
Рабочие скорости паров при этом составляют WK 0 1 м / сек. Диаметр колонн этого типа ограничивается условиями технологии их изготовления. Для диаметров DK 500 мм толщина стенок корпусов, необходимая по условиям прочности, превышает 3 – 3 5 мм и это затрудняет зиговку обечаек для закрепления в них тарелок. Последние обычно закрепляются в обечайках каждая двумя распорными кольцами цз проволоки, профилированных прутков или трубок, удерживаемых в двух смежных зигах ( см. фиг. После укладки каждого кольца в зиг оно припаивается к обечайке мягким припоем ( ПОС-30, ПОС-40) для малых колонн ко всему периметру кольца, для больших и средних размеров колонн – на отдельных его участках.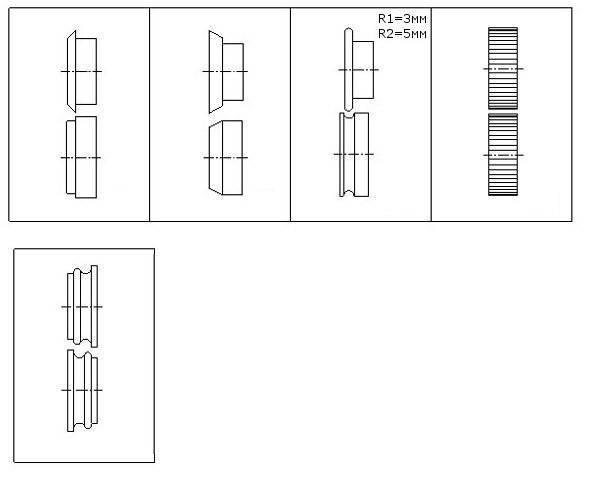 [54]
[54]
При выключении гидроцилиндра вся система возвращается в первоначальное положение, и труба с полуматрицами извлекается из корпуса. Для облегчения этой операции в конструкции приспособления предусмотрена гайка 12, которая при повороте ее рукояткой / / своим буртом выводит полуматрицы на 2 – 3 мм из гнезда, имеющего конусность, после чего они совершенно освобождаются. Установка спроектирована для зиговки труб с наружным диаметром от 22 до 42 мм. При правильно подобранном давлении резиновые втулки выдерживают до 500 циклов работы без разрушения. Правильным считается давление, при котором обеспечивается зиговка правильной формы при отсутствии на наружной поверхности трубы следов от разъема полуматриц. Включение и выключение установки производится нажатием педали 10 мультипликатора. [55]
По конструкции колонны разделяются на три основных типа. Первый из них объединяет малые ректификационные колонны для рабочего давления – 0 61 Мн / м2 с тарелками в корпусе. При диаметре корпуса dK – 200 – – 300 мм расстояние между тарелками рекомендуется Яг60лш, а при dK – 400 мм НТ 80 мм. Рабочие скорости паров при этом составляют & ук 0 1 м.сек. Величина диаметра колонн этого типа ограничивается условиями технологии их изготовления. Для корпусов диаметром, более 400 мм толщина стенки превышает 3 – 3 5 мм и это затрудняет зиговку обечаек для закрепления в них тарелок. Ректификационные колонны первого типа ( р 0 6 MH / MZ) пайкой непосредственно присоединяют к конденсаторам-испарителям, аналогично тому, как это показано на рис. 5 для насадоч-ной колонны, работающей при том же рабочем давлении.
[57]
При диаметре корпуса dK – 200 – – 300 мм расстояние между тарелками рекомендуется Яг60лш, а при dK – 400 мм НТ 80 мм. Рабочие скорости паров при этом составляют & ук 0 1 м.сек. Величина диаметра колонн этого типа ограничивается условиями технологии их изготовления. Для корпусов диаметром, более 400 мм толщина стенки превышает 3 – 3 5 мм и это затрудняет зиговку обечаек для закрепления в них тарелок. Ректификационные колонны первого типа ( р 0 6 MH / MZ) пайкой непосредственно присоединяют к конденсаторам-испарителям, аналогично тому, как это показано на рис. 5 для насадоч-ной колонны, работающей при том же рабочем давлении.
[57]
Страницы: 1 2 3 4
Зигмашины: разновидности, конструкция, сферы применения
Зиговка – довольно распространенный метод обработки изделий из листового металла. Основной задачей этой технологической операции является нанесение на поверхность листового металла углублений, которые обычно имеют полукруглый профиль. Такие углубления называют «зигами», а их назначения, в первую очередь – это создание ребер жесткости, повышающие прочность листа металла. И хотя зиговка не является сложным технологическим процессом, все же для ее выполнения необходимо специальное оборудование – зиговочные машины.
Основной задачей этой технологической операции является нанесение на поверхность листового металла углублений, которые обычно имеют полукруглый профиль. Такие углубления называют «зигами», а их назначения, в первую очередь – это создание ребер жесткости, повышающие прочность листа металла. И хотя зиговка не является сложным технологическим процессом, все же для ее выполнения необходимо специальное оборудование – зиговочные машины.
Зиговочная машина – это станок, главной задачей которого является выполнение такой операции, как зиговка. Эти машины часто так и называют – «зиговки», а также нередко можно встретить названия «зигмашина», «зикмашина», «машина для зига», «отбортовочный станок» и другие им подобные.
Однако современные зигмашины, кроме выполнения самой зиговки, способны выполнять целый ряд сопутствующих операций по обработке листового металла, таких как: гибка, отбортовка, закатывание фальцев, рифление, круговая и прямая резка листового металла, прокатка соединительных загибов, скрепление элементов вентиляции круглых воздуховодов, развальцовка и гофрирование водосточных труб, обжим замков и многое другое. Такая вариативность доступных функций значительно повышает эффективность и универсальность зиговочного станка. Это возможно благодаря сменным роликам, а также конструкции самой зигмашины. Рассмотрим ее более подробно:
Такая вариативность доступных функций значительно повышает эффективность и универсальность зиговочного станка. Это возможно благодаря сменным роликам, а также конструкции самой зигмашины. Рассмотрим ее более подробно:
Строение ручной зиговочной машины
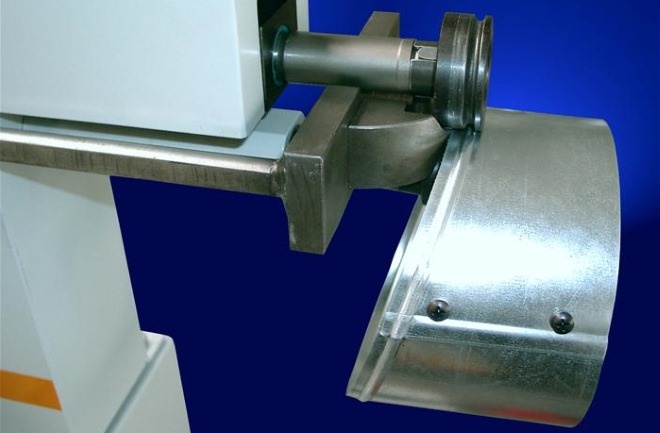
Независимо от тех или иных технических особенностей каждой зигмашины, все они в целом имеют сходное строение и принцип действия. Основными их элементами являются два продольных вала, расположенных друг над другом. На концах валов устанавливаются ролики, имеющие различную форму в зависимости от того, какой результат нужно получить. Заготовку вставляют между роликами на валах, и верхний вал с помощью регулировочного винта опускается вниз, пока заготовка не будет зажата между двумя валами. Тогда нижний вал запускают (вручную или с помощью двигателя), а благодаря зубчатой передаче вращательное движение обратно пропорционально передается и на верхний вал. Таким образом, заготовка прокатывается между валами, и во время ее продвижения ролики формируют на металлическом листе соответствующий изгиб (зиг).
Зиговочная машина в действии
Тип привода зиговочного оборудования.
Поскольку для выполнения различных видов зиговочных операций достаточно лишь заменить ролики, потому нет необходимости покупать отдельную машину под ту или иную операцию. Таким образом, единственным существенным отличием зигмашин является тип привода. Сегодня распространены два типа: ручной и электрический.
– Ручной привод. Более простой в техническом плане и в использовании, к тому же более экономичный. Валы приводят в движение с помощью силы рук работника путем вращения ручки сзади машины. С другой стороны, такой ручной привод требует достаточно много сил и выносливости от оператора, ведь процесс деформирования металлического листа может быть непростым. Кроме того, оператор также должен быть достаточно умелым в работе со станком, чтобы одновременно прокручивать валы и направлять заготовку, поддерживая ее в нужном положении. Безусловно, это не вызывает никаких затруднений у опытных мастеров, однако сначала может быть несколько сложно.
Зато такие машины очень неприхотливы в обслуживании и эксплуатации, не требуют никакого подключения, работают бесшумно, не греются, более безопасные для работника, позволяют полностью контролировать вращение валов. К тому же, такие машины значительно меньше в габаритах и имеют меньший вес. Все это позволяет использовать ручные зиговки на небольших предприятиях и в цехах со сравнительно небольшим объемом работ, а также в местах с ограниченным доступом к сети.
– Электрический привод. Машины, оснащенные электродвигателем, безусловно более мощные и производительные. Прежде всего, они способны работать с металлом большей толщины, что расширяет спектр их применения. Также електрозиговки экономят немало сил и времени работника, потому что самая трудная часть операции автоматизирована. От оператора требуется только подача заготовки, ее фиксация между валами с помощью регулировочного винта (это делается вручную) и своевременное включение / выключение зигмашины. Управление двигателем осуществляется с помощью ножной педали – это освобождает руки оператора и упрощает его работу. Электрические зиговочные машины прекрасно подойдут для непрерывной работы на большом серийном производстве, а также для обработки листов металла толщиной до 5 мм.
Электрические зиговочные машины прекрасно подойдут для непрерывной работы на большом серийном производстве, а также для обработки листов металла толщиной до 5 мм.
Сферы применения зиговочного оборудования.
Несмотря на то, что операция зиговки кажется узкоспециализированным технологическим процессом по обработке листового металла, она нашла свое применение во многих производственных и промышленных сферах. Очень часто зиговку используют в строительных работах для изготовления кровельных конструкций, водостоков, воздуховодов, вентиляционных систем, в основном для формирования кромок или соединения элементов между собой. Также широко используют зигмашины на предприятиях, производство которых предусматривает работу с тонколистовыми металлическими заготовками. Так, с помощью зиговки можно гофрировать конец обечайки, уплотнить фальцы, осуществить накатку бортика, соединить цилиндрические детали и др.
Важно отметить, что такая операция, как создание соединительных замков, имеет ряд заметных преимуществ. В отличие от сварки, соединения с помощью обжимного замка не требует нагрева поверхности, не образует искр, является более безопасным и быстрым способом образования надежного и прочного соединительного шва.
В отличие от сварки, соединения с помощью обжимного замка не требует нагрева поверхности, не образует искр, является более безопасным и быстрым способом образования надежного и прочного соединительного шва.
 Имеются модели как с ручным, так и с электрическим приводом.
При возникновении любых вопросов по зиговочному оборудованию, а также для осуществления заказа Вы всегда можете обратиться к нашим менеджерам.
Имеются модели как с ручным, так и с электрическим приводом.
При возникновении любых вопросов по зиговочному оборудованию, а также для осуществления заказа Вы всегда можете обратиться к нашим менеджерам.размышлений о путешествии по Украине
ЖурналисткаTimes Сью Фокс пишет о своей поездке во Львов, Украина, вместе с организацией World Jewish Relief.
До уничтожения общины нацистами и русскими во Львове проживало 200 000 евреев. Сегодня там живет, может быть, 5000 евреев. Они живут как можно лучше в городе, где ужасы кровавой истории шепчутся вам с булыжников. Этот шепот становится громче из-за суровых памятников с их яркими яркими искусственными цветочными элементами, безмолвно лежащими во влажном, резком морозе ноябрьского дня.Старое гетто, как говорит наш чрезвычайно компетентный седолицый гид на роботизированном, лишенном эмоций английском языке, теперь граничит с заправочной станцией. Никакого вреда не имелось в виду, но могу ли я быть единственным из нашей небольшой группы из восьми человек, который считает эту шутку особенно дурной? В виде беспилотного летательного аппарата, как если бы мы читали список покупок, нам показывают точное место, где Саймон Визенталь сумел сбежать из рабочего лагеря на поезд – или все было наоборот? Неважно. Имя Симон Визенталь – это то, что мы все можем узнать, а места, которые нам показывают, настоящие.Мы стоим там, в теплой одежде, готовые к кофе в нашем отеле – лучшем, что может предложить Львов. Через час мы посетим еще больше худшего, что может предложить Львов.
Имя Симон Визенталь – это то, что мы все можем узнать, а места, которые нам показывают, настоящие.Мы стоим там, в теплой одежде, готовые к кофе в нашем отеле – лучшем, что может предложить Львов. Через час мы посетим еще больше худшего, что может предложить Львов.
Мать Тереза однажды сказала: «Самая ужасная бедность – это одиночество и чувство нелюбимости». Сегодня во Львове организация «Всемирная еврейская помощь» оказывает помощь 130 пожилым и одиноким евреям, которые живут в условиях, которые большинство из нас не может себе представить. Из этих храбрых душ 60 одинокие, но активные, 40 одинокие и едва покидают свои квартиры, а 30 совершенно одни и привязаны к дому.Без Всемирной еврейской помощи большинство из них было бы мертво, и никто бы об этом не узнал и не позаботился.
Ури , у 77-летнего инвалида с двумя ампутированными конечностями была включена газовая форсунка, так что он мог приветствовать нас в своем доме с искрой тепла. До тех пор, пока не была задействована программа по благоустройству дома Всемирной еврейской помощи, у него не было возможности вымыть себя и белье. Теперь у него есть подходящий душ и стиральная машина. У Ури также есть группа волонтеров и социальных работников, которые заботятся о нем как можно больше и составляют ему компанию.
Теперь у него есть подходящий душ и стиральная машина. У Ури также есть группа волонтеров и социальных работников, которые заботятся о нем как можно больше и составляют ему компанию.
Ання , 91 год, широко улыбается. В этих двух комнатах она прожила 60 лет. Ее пенсия, как и у Ури, едва ли составляет 30 долларов в месяц. Она никогда не выезжала из Львова, за исключением того, что в детстве побывала в Узбекистане. Фане 80. Муж умер. У них родился сын. Когда он был подростком, они экономили и копили, чтобы отвезти его на море, чтобы провести замечательный день на пляже. В тот день он утонул, а Фаня живет печалью и воспоминаниями.
Хаим , ему под восемьдесят, практически слеп и глух. Его левое ухо плохо слышит. Адина, психолог Всемирного еврейского благотворительного фонда, гладит его по рукам и говорит ему в едва работающее ухо. Желто-серое лицо Хаима, покрытое пергаментной кожей, складывается в улыбку, его глаза сверкают, и он начинает рассказывать нам о своей детской жизни до Зиговского гетто, когда семью собрали и жизнь, как они ее знали, закончилась.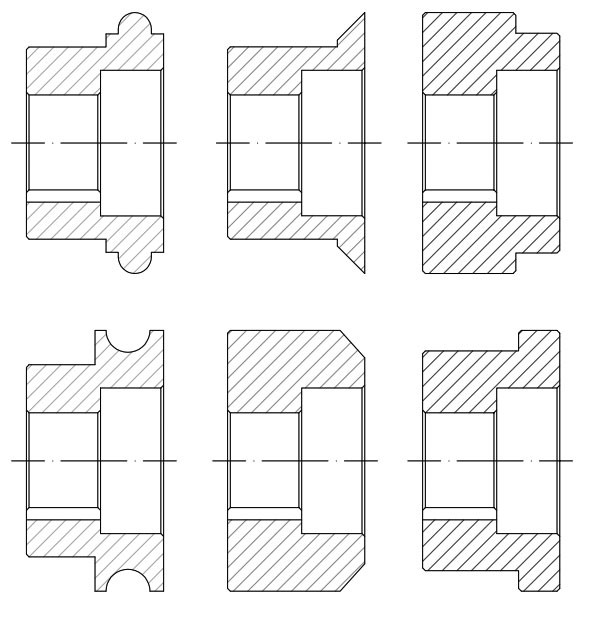 Он говорит нам, что его мать умерла, когда ему было 12 лет.В школе с 9 лет изучал только идиш. Когда еврейские школы были закрыты, и он был вынужден пойти в украинскую школу, остальные смеялись над ним, потому что он не мог говорить по-украински. В его деревне все были мастерами, отец работал по дереву. Дважды в неделю был рынок, и все были дружелюбны. Это было сообщество.
Он говорит нам, что его мать умерла, когда ему было 12 лет.В школе с 9 лет изучал только идиш. Когда еврейские школы были закрыты, и он был вынужден пойти в украинскую школу, остальные смеялись над ним, потому что он не мог говорить по-украински. В его деревне все были мастерами, отец работал по дереву. Дважды в неделю был рынок, и все были дружелюбны. Это было сообщество.
С нами сидит Инна , волонтер Всемирного еврейского благотворительного фонда среднего возраста из общинного центра, которая выучила идиш, чтобы поговорить с Хаимом.Она навещает его пару раз в неделю. Хелена, оплачиваемый социальный работник из центра, с понедельника по пятницу тратит 5 часов на приготовление еды и уборку для него. По выходным он в основном один. Иногда его единственный сын успевает навестить. Хаим был бухгалтером. Двадцать лет назад у него был рак горла. Он выживает, но каждый день он мечтает о жестокостях гетто и немецких солдат, о том, как выжить, выпив собственную мочу. Вдруг он улыбается и вспоминает запах субботней бабушкиной еды и села Шадхан. О свадьбах, радостях и любви.
О свадьбах, радостях и любви.
Долголетие – это благословение – так называется программа Всемирной еврейской помощи. Это только благо благодаря человеческому контакту и практической помощи, поддержке и самоотверженности коллектива, что эти люди, которые уже так сильно пострадали, могут демонстративно оставаться в живых с достоинством.
Суровые украинские зимы. Многие в небольшой еврейской общине живут в бедности. Им нужны новые окна, двери, кухни, бойлеры – список огромный, а средства ограничены.Мы не говорим о грандиозных проектах. Новое окно, защищающее от ветра, работающая плита, закрывающаяся дверь, шкаф – все это мечты. У одной женщины не было горячей воды 40 лет. У другого гордого, образованного, блестящего 80-летнего человека, чья книга, рассказывающая личную историю, находится в Яд Вашем, был водонагреватель, который был на десять лет старше меня.
Подъезды к жилым домам мокрые, холодные, темные и опасные. Соседи недружелюбные. Не существует «еврейской зоны», что означает, что волонтеры и работники по уходу должны путешествовать далеко и навестить своих клиентов. Автобусы переполнены, пробки – это обычное дело, и просто добраться до места в плохую погоду сложно. Наша тощая, умная переводчица, имеющая несколько ученых степеней, муж, который работает в плохо оплачиваемом государственном департаменте, три внештатные работы и маленький сын, рассказала нам, что добавила стоимость нового зимнего пальто, шляпы, ботинок и уличных брюк. для него (ему три года), и на это уйдет ее зарплата за весь месяц. Выбор между едой и покупками для других вещей часто бывает очень трудным.
Автобусы переполнены, пробки – это обычное дело, и просто добраться до места в плохую погоду сложно. Наша тощая, умная переводчица, имеющая несколько ученых степеней, муж, который работает в плохо оплачиваемом государственном департаменте, три внештатные работы и маленький сын, рассказала нам, что добавила стоимость нового зимнего пальто, шляпы, ботинок и уличных брюк. для него (ему три года), и на это уйдет ее зарплата за весь месяц. Выбор между едой и покупками для других вещей часто бывает очень трудным.
Гессед, еврейский общинный центр, поддерживаемый организацией World Jewish Relief, – это веселый, яркий и шумный центр. Здесь происходит все: пение, танцы, детский сад, художественные классы, музей, библиотека, дискуссии и новаторская и очень успешная инициатива World Jewish Relief «Назад к работе». World Jewish Relief ведет переговоры с правительством, чтобы обсудить, как опыт, полученный ими в Украине, может быть использован для помощи сирийским беженцам в Великобритании. В основном, специалисты World Jewish Relief связались с более чем 140 работодателями во Львове. Они проводят интенсивные курсы для мотивированных – в основном молодых людей – повышения квалификации и поиска новой работы. Это беспроигрышная схема, когда работодатели знают, что если они обратятся в World Jewish Relief в Гесседе, им будут предложены кандидаты на работу, которые полны энтузиазма, квалифицированы и готовы пройти собеседование на эту должность. Это означает, что им не нужно рекламировать или платить кадровым агентствам.
Они проводят интенсивные курсы для мотивированных – в основном молодых людей – повышения квалификации и поиска новой работы. Это беспроигрышная схема, когда работодатели знают, что если они обратятся в World Jewish Relief в Гесседе, им будут предложены кандидаты на работу, которые полны энтузиазма, квалифицированы и готовы пройти собеседование на эту должность. Это означает, что им не нужно рекламировать или платить кадровым агентствам.
Мы встретили бывшего охранника, который теперь хорошо работал системным аналитиком в ИТ.Женщина с маленькими детьми, которая была настолько эффективной после обучения, что теперь обучает других. Одна женщина настолько улучшила свои навыки и уверенность, что теперь отвечает за HR в пятизвездочном отеле. У всех кандидатов в схему есть истории, многие из которых очень грустные. Глава социальной работы организации World Jewish Relief готов подобрать детали и помочь им двигаться вперед.
Молодая мать внезапно овдовела и превратила свое хобби – скалолазание и йогу – в бизнес. Другая женщина, которая была очень застенчивой и находилась в депрессии после потери матери, за которой она ухаживала, постепенно основала бизнес в качестве терапевта, специализирующегося на лечении пиявок – да, это то, что вы читаете – пиявок! Они популярны в этой части мира для лечения мигрени, болей и болей. Купить пиявок можно в аптеке. Ириния теперь будет навещать вас дома и пользоваться вашим или приносить с собой… мир во рту обнадеживает, и она постепенно набирает больше клиентов.
Другая женщина, которая была очень застенчивой и находилась в депрессии после потери матери, за которой она ухаживала, постепенно основала бизнес в качестве терапевта, специализирующегося на лечении пиявок – да, это то, что вы читаете – пиявок! Они популярны в этой части мира для лечения мигрени, болей и болей. Купить пиявок можно в аптеке. Ириния теперь будет навещать вас дома и пользоваться вашим или приносить с собой… мир во рту обнадеживает, и она постепенно набирает больше клиентов.
Дебора, лет, 20 лет, красивая и миниатюрная, замужем за мальчиком, который работает мастером по ремонту дорог и зарабатывает очень мало.У ее отца-инвалида нет работы, и ей нужно его поддерживать. Парикмахер, Дебора работала в салоне, в котором было немного клиентов. Она приехала в Гессед и была принята по схеме работы. Организация World Jewish Relief нашла обучение, чтобы она могла научиться делать маникюр, педикюр и массаж. В городе открылся модный новый торговый центр с красивым современным салоном и магазином косметики. Предприятие принадлежит потрясающей украинской предпринимательнице и ее сестре, которые надеются открыть больше салонов по всему городу.Дебора зарабатывает больше, чем когда-либо, любит свою работу и имеет перспективы продвижения по службе. Маникюр, кстати, стоит около 1 фунта стерлингов. Шеллак стоит примерно 3 фунта стерлингов. Я задавался вопросом, кто может себе это позволить, и мне сказали, что украинским женщинам нечем сделать свою жизнь ярче, поэтому они очень хотят тратить деньги на косметику, волосы и ногти. “Приоритет!” засмеялся наш переводчик.
Предприятие принадлежит потрясающей украинской предпринимательнице и ее сестре, которые надеются открыть больше салонов по всему городу.Дебора зарабатывает больше, чем когда-либо, любит свою работу и имеет перспективы продвижения по службе. Маникюр, кстати, стоит около 1 фунта стерлингов. Шеллак стоит примерно 3 фунта стерлингов. Я задавался вопросом, кто может себе это позволить, и мне сказали, что украинским женщинам нечем сделать свою жизнь ярче, поэтому они очень хотят тратить деньги на косметику, волосы и ногти. “Приоритет!” засмеялся наш переводчик.
Это заставило меня задуматься, сколько 36 фунтов плюс чаевые за маникюр и педикюр в Северо-Западном Лондоне можно было бы купить во Львове. Сколько стоит ежедневный латте, чтобы помочь Хаиму, живущему воспоминаниями о бабушкином супе и пирожных.
Так почему евреи до сих пор живут на Украине? Скептики в еврейской общине часто задают этот вопрос. Я тоже задумался. Израиль – не ответ. Молодые люди, конечно, могут туда пойти. Но нет никаких гарантий успеха. Для небольшой общины, возвращающей еврейскую жизнь во Львов, это их дом. У многих стареющие родители. Для стариков это просто слишком поздно и непрактично. Так что World Jewish Relief должна бросить спасательный круг, потому что никто другой этого не сделает. Никто из нас не идет в шкуре 5000 львовских евреев.Есть много положительных, счастливых историй и, надеюсь, лучшее будущее для следующего поколения, которое весело играет в детском саду Гесседа. Они могут не нуждаться в нашей помощи и Всемирной еврейской помощи. Между тем одинокие, старые выжившие Львова и его мрачная история, которая кажется ужасно знакомой, когда мир шокирующе движется вправо, зависят от доброты незнакомцев. Как сказал Бальзак: «Одиночество – это хорошо, но вам нужен кто-то, кто скажет, что одиночество – это хорошо».
Но нет никаких гарантий успеха. Для небольшой общины, возвращающей еврейскую жизнь во Львов, это их дом. У многих стареющие родители. Для стариков это просто слишком поздно и непрактично. Так что World Jewish Relief должна бросить спасательный круг, потому что никто другой этого не сделает. Никто из нас не идет в шкуре 5000 львовских евреев.Есть много положительных, счастливых историй и, надеюсь, лучшее будущее для следующего поколения, которое весело играет в детском саду Гесседа. Они могут не нуждаться в нашей помощи и Всемирной еврейской помощи. Между тем одинокие, старые выжившие Львова и его мрачная история, которая кажется ужасно знакомой, когда мир шокирующе движется вправо, зависят от доброты незнакомцев. Как сказал Бальзак: «Одиночество – это хорошо, но вам нужен кто-то, кто скажет, что одиночество – это хорошо».
Некоторые финальные видеоотражения от Сью:
Некоторые финальные видеоотражения от Сью
Горбань, Михаил –
Просмотреть Искусство Автор: Горбань, МихаилМайкл Горбань
AKA: Миша Горбань
Родился: 1956; Зиговка (Дзиговка), Украина
Гражданство: Россия
Биография Михаила Горбань
Михаил Горбань родился в 1956 году на территории бывшего Советского Союза. В 1976 году Горбань окончил Кишиневское высшее художественное училище в Молдавии, а в 1982 году – Академию живописи города Львова по специальности графика. Горбань получил грант в 1988–1990 годах от Союза художников Советского Союза, и он эмигрировал в Израиль с семьей в 1990 году.
В 1976 году Горбань окончил Кишиневское высшее художественное училище в Молдавии, а в 1982 году – Академию живописи города Львова по специальности графика. Горбань получил грант в 1988–1990 годах от Союза художников Советского Союза, и он эмигрировал в Израиль с семьей в 1990 году.
Сомнительно, чтобы какой-либо другой художник изучал искусство в течение 21 года, прежде чем выставить свои картины на рынок. Майкл Горбань закончил учебу в возрасте 30 лет, за его плечами послужил рекорд тесного сотрудничества с лучшими русскими художниками и использования десятков техник рисования.В 30 лет Горбань удостоился чести выставить свои картины на международной выставке рядом с Сальвадором Дали, Кандинским, Шагалом и другими в Эрмитаже в Ленинграде. Треть картин Горбаня более года висела в Эрмитаже, одном из крупнейших и престижных музеев мира. Горбану удалось получить от правительства в Москве студию площадью 140 квадратных метров. В национальном альбоме истории русского искусства Горбань занимает видное место в трех своих картинах как один из молодых художников, оказавших влияние на ХХ век в период с 1960 по 1980 год.
«Живопись – это чувственное переживание», – заявляет Горбан сегодня из своей мастерской в Петах-Тикве, недалеко от Тель-Авива. «Я не буду подписывать свое имя, пока не буду полностью удовлетворен». Что касается тонкой разницы между художником и художником, он добавляет: «Художник может слышать то, что хочет картина; художник не может. Я никогда не рисовал по принуждению или по заказу. Мой успех исходит от людей, испытывающих такое же удовлетворение, какое испытал я сам, завершив картину ».
В 1990 году Горбань решил эмигрировать в Израиль.Факт его еврейства подавлялся годами и был неизвестен большинству людей. Но, чувствуя особую теплоту к Израилю, Горбань решил оставить все позади – выставки, признание, просторную московскую студию, дачу на берегу Черного моря – и переехать в Израиль. Картины Майкла Горбана сейчас выставлены в галереях и музеях по всему Советскому Союзу, а также в частных коллекциях в США, Канаде, Англии, Японии, Бельгии, Франции, Германии, Австралии и Израиле. Его имя вернулось в заголовки газет не как ведущий российский художник, а как первоклассный израильский художник.
Его имя вернулось в заголовки газет не как ведущий российский художник, а как первоклассный израильский художник.
Наше производство
ООО «Предприятие Аэротех» осуществляет полный цикл изготовления рукавов: изготовление соединительной арматуры, соединение соединительной арматуры резиновым рукавом, испытание рукава. Шланги производятся на современном высокопроизводительном импортном оборудовании.
Также на производственных площадях ООО «Аэротех» предприятие выполняет полный цикл изготовления трубопроводов: изготовление соединительной арматуры, гибка труб, соединение труб и соединительной арматуры, испытания трубопровода.Гибка труб осуществляется как традиционным методом – механизированным – гибка вручную по стандартам, так и современным методом – автоматизированной гибкой по электронным образцам.
По развитию автоматизированной гибки ООО «Аэротех Энтерпрайз» первым в российской вертолетной отрасли завершил и ввел в эксплуатацию в 2016 году автоматизированный комплекс для изготовления трубопроводов на основе 3D моделирования. В состав комплекса входит современное импортное оборудование для отрезки труб, снятия заусенцев, гибки труб, формирования кончиков труб (развальцовка или зиговка), систему оптического сканирования и соответствующие программные продукты.ООО «Предприятие« Аэротех »с 2017г. Серийно изготавливает трубопроводы на автоматизированном комплексе.
В состав комплекса входит современное импортное оборудование для отрезки труб, снятия заусенцев, гибки труб, формирования кончиков труб (развальцовка или зиговка), систему оптического сканирования и соответствующие программные продукты.ООО «Предприятие« Аэротех »с 2017г. Серийно изготавливает трубопроводы на автоматизированном комплексе.
Контроль качества продукции осуществляется отделом контроля качества ООО «Предприятие Аэротек» и 350 ВП Минобороны РФ, аккредитованными на предприятии. Авторский надзор осуществляется организациями-застройщиками на договорной основе.
Процессы планирования, подготовки и управления производством шлангов и трубопроводов автоматизированы с использованием фирменных программных продуктов (название программы и ее назначение – ITD)
Производственные мощности и компетентность персонала ООО «Аэротех Энтерпрайз» позволяет поставлять в серийное производство авиационные резиновые рукава различной конструкции и трубопроводы различной конструкции (в том числе электронные модели) для любых самолетов.