Зиговка металла. Особенности процесса и основные преимущества
Зиговка листового металла представляет собой специальную технологию обработки поверхностей, когда образуется особый рисунок рельефной формы. Это метод широко применяется как на крупных предприятиях, так и в средних по размеру цехах. В статье мы рассмотрим особенности процесса, назначения зиговочного станка и другие вопросы.
Описание технологии
Для создания рельефного изображения на металлическом листе малой толщины применяется современное оборудование – зиговочная машина. Она снабжена специальными валиками, которые в процессе оставляют особые канавки (зиги). Они могут быть как плоскими, так и иметь необходимый объем.
С помощью зигмашины выполняется несколько операция, в том числе:
- резка;
- рифление;
- отбортировка.
В зависимости от мощности, оборудование может обрабатывать металлические листы разной толщины.
Для зиговки используют три типа станков:
- ручные зиг-машины;
- оборудование с электроприводом;
- гидравлические механизмы.
Сам принцип работы во всех трех типах оборудования одинаков, различается лишь мощность и производительность. Есть и еще один параметр, который важен при выборе станков – расположение валов, на которые надевают рабочие ролики с нужным типом рельефа. Валы могут располагаться горизонтально, вертикально или наклонно.
Сама по себе операция нанесения зиг на поверхность металла несложна, но ее исполнение требует аккуратности и соблюдения технологии, ведь от правильности проведения обработки зависит дальнейшая прочность изделия.
Процесс нанесения рельефа в поэтапном исполнении выглядит так:
- на рабочую поверхность с нижним валиком укладывают заготовку, поднятый верхний вал с надетым роликом опускают сверху;
- деталь фиксируют специальными прижимными винтами;
- для надежной фиксации и более глубокого продавливания рельефа применяют специальный упор;
- для обработки прочным стальных листов большой толщины применяют мощные электрические и гидравлические станки;
- при нанесении рельефа на листы мягкого металла (алюминия, медных сплавов) увеличивают расстояние между канавками-зигами и их радиус;
- валы, вращаясь в противоположном направлении по отношению к роликам, оказывают давление на заготовку, в результате чего и появляются углубления рельефа.


Если рельеф недостаточно ярко выражен после первого проведения операции, ее повторяют несколько раз. Зиговка металла считается оконченной только в случае получения достаточной глубины рельефа.
Преимущества использования
У каждой разновидности зиг-машин есть свои положительные стороны.
Ручная – экономична, она не требует подключения к источнику электричества, компактна и мобильна. Такое оборудование можно установить в любом удобном для проведения работ месте. Также ручной зиговочный станок не потребляет топлива или электроэнергии, что отражает на экономической целесообразности.
Стационарное оборудование обладает большей мощностью, это позволяет обрабатывать металлические листы толщиной до 2 мм. Электрические или гидравлические типы машин также показывают большую производительность.
В целом зиговое нанесение рельефа повышает прочность металла и качество производимых изделий. С его помощью структура получаемой продукции обзаводится дополнительными ребрами жесткости, которые увеличивают прочность, срок службы и снижают эффект скольжения поверхности.
Назначение зиговочных работ
Зиговочные станки широко применяются в сфере металлообработки. С их помощью наносят стыковочные профили, увеличивают прочность металлических изделий, обработки кромок различных деталей из металла.
Процесс зиговки используют:
- для изготовления цилиндрических деталей вентиляционных и водосточных систем;
- в производстве изделий, которые соединяются между собой стыковочным профилем;
- при изготовлении теплоизоляции трубопроводов, фасонных деталей вентиляции;
- для обработки обечаек и прочих элементов, где необходима аккуратная и безопасная кромка;
- гофрирования тонкостенных цилиндрических изделий из металла.
Последний тип операций из списка позволяет не только сделать детали более прочными, рифление снижает интенсивность скольжения.
Станок для зиговки листового металла: назначение, характеристика, применение
Каждомe предприятию или мастерской, где в основном работают с металлом, а также на стройплощадках и заводах нелишним будет обзавестись станком для зиговки листового металла.
Станок для зиговки листового металла, или как его еще называют, зигмашина — используется для работы с листовым металлом, с дальнейшей его зиговкой, обрезкой и загибанием. Очень большой популярностью станки для зиговки пользуются у кровельщиков, что оказывают услуги монтажа кровельного железа. С помощью подобных станков на листах металла делают фальцевый желоб, который способствует соединению двух металлических листов между собой.
Основными рабочими органами станка являются два вала, на которые можно установить разнообразные ролики. Лист железа вставляется между валами и зажимается роликами. В результате вращения роликов в противоположные стороны, лист приобретает загибы нужной формы.
Кувандыкский завод КПО «Долина» является заводом изготовителем зиговочного станка модели ИК 2714.
Станок для зиговки листового металла ИК 2714 отличается компактными размерами и простотой в обслуживании. Данный станок способен упростить работы по изготовлению конструкций из металла любой сложности.
Зиговочный станок позволяет быстро и точно разрезать лист металла, толщина которого может достигать до 2,5 мм.
При внесении небольших изменений в настройку станка вы можете не только резать металл, но и выполнить его зиговку. Этот процесс направлен на образование на ровном металлическом листе выемок, что обеспечат надежность крепления и необходимую прочность всей конструкции. Но кроме обрезки и зиговки металлических листов, станок может осуществить отбортовку, а также рифление — что дает неоспоримое преимущество в пользу ИК 2714 при выборе станков для зиговки.
Наличие дополнительных функций станка ИК2714 от завода «Долина» делает его востребованным на современном рынке. Это объясняет постоянный спрос на наш зиговочный станок от частных и государственных предприятий и мастерских.
Это объясняет постоянный спрос на наш зиговочный станок от частных и государственных предприятий и мастерских.
Преимущества, которые получают наши клиенты при заказе ИК2714:
- длительный срок службы — 15-20 лет;
- гарантийное обслуживание на 12 месяцев;
- при необходимости быстрая доставка запчастей и расходников.
Обработка листового металла (ООО “Ливенка”)
Лазерный раскрой
Раскрой листового материала на установке лазерного раскроя MAZAKSuper Turbo X-48.
Лазерная резка – бесконтактная обработка листового материала, с минимальным тепловым воздействием, без отсутствия деформации заготовок.
Материалы и возможности
Рабочее поле координатного стола позволяет работать с листами размером 1250х2500.
Диапазон толщины материала заготовок составляет:
- Углеродистые стали – от 0.2мм до 12 мм
- Никелированные стали и твердосплавные материалы – от 0.2 мм до 10мм
- Цветные металлы и сплавы – от 0. 3мм до 5мм
 3мм до 5мм
3мм до 5ммТочность обработки – 0.1мм.
Резка может протекать как в штатном, так и в импульсном режиме. Импульсный режим позволяет резать материал большей толщины и получать сверхкачественную поверхность реза.
Гибка металла
Основное преимущество гибки – отсутствие шва. Современные гибочные станки, под управлением компьютера обеспечивают высокоточную гибку любых по сложности деталей.
Материалы и возможности
Гибке подлежат все стали и сплавы допустимой толщины. Исключения составляют хрупкие металлы. Часто листогибочный пресс используется в паре с лазерным резаком – то есть сначала вырезается развертка детали, а затем производится гибка вырезанных заготовок.
Толщина обрабатываемых заготовок от 0.1 до 4мм.
Ширина – до 3000мм (при толщине металла до 3 мм.).
Внутренний радиус равен толщине металла при гибке.
Координатная пробивка
Координатная пробивка – способ раскроя листового материала на револьверном координатно-пробивном прессе. Это пробивка отверстий, вырубка, формовка, штамповка металлических листов.
Это пробивка отверстий, вырубка, формовка, штамповка металлических листов.
Координатно-пробивные прессы обеспечивают высокотехнологическую листовую штамповку при минимальных эксплуатационных затратах, что гарантирует высокую точность штамповки в соответствии с конструкторскими чертежами и высокое качество деталей.
Максимальная зона штамповки, мм: 1250х2500
Максимальная толщина материала, мм: 3,0
Оборудование:
- Установка лазерного раскроя MAZAKSuper Turbo X-48 (Япония).
- Листогибочные пресса: ERMS 30100 “HACO” с ЧПУ (производство Бельгия) усилием до 100 т.с.
- Листогибочный пресс с поворотной балкой: CIDAN Futura 20-40C с ЧПУ (производство Дания).
- Координатно – высечной комплекс “AMADA ” с ЧПУ (производство Япония).
- Координатно-пробивной пресс Strippit Parma 1225 (производство Бельгия).
- Гильотина с ЧПУ.
Вальцовка и зиговка
Вальцовка листового металла (вальцевание) – это процесс регулярной деформации под определенным давлением и по длине установленного направления.
Преимущества данной технологии заключаются в следующем:
- Великолепная возможность вальцовки, толщина которой достигается до 16 мм, а длиной до 2000 мм.
- Высококачественная четырехвалковая.
- Надежная подгибка задней кромки листа.
- Универсальная гибка самих конусов.
Зиговка
Зиговка используется для пластической обработки тонколистового металла. Основные области применения операции зиговки – производство вентиляции, теплоизоляции трубопроводов, обработка обечаек и тонких корпусных изделий.
Зиговка листа толщиной до 4 мм.
На сайте ООО “Ливенка” вы можете оснакомиться с более подробной информацией.
Вальцовка листового металла на заказ в Москве и Твери
Вальцовка листового металла на заказ
Вальцовка металла — это технологическая операция, в процессе которой происходит пластическая деформация металлических заготовок для формирования из них изделий требуемой конфигурации, цилиндрической, конической и овальной формы. Заказать услуги вальцовки листового металла в Твери и Москве можно на сайте или по телефону +7 (4822) 50-22-22
Заказать услуги вальцовки листового металла в Твери и Москве можно на сайте или по телефону +7 (4822) 50-22-22
Вальцовка выполняется на станках, оснащенных валками, отсюда и название технологии. Изменяя расстояние между соседними валками и прокатывая металл между ними, получают необходимые размер и форму конечного изделия или детали. При этом может производиться как обработка цилиндрических заготовок (труб) для придания им овальной, либо какой-то более сложной формы, так и вальцевание деталей из плоского листа.
Используемое оборудование
При производстве работ, мы используем трёхвалковый электромеханический станок SBX–V1300×2 с прецизионными валами из высокопрочной стали. Станок обеспечивает высокое качество и точность изготовления.
Технические характеристики
- рабочая длина заготовки — 1250 мм,
- максимальная толщина металла — 2 мм,
- минимальный диаметр прокатки — 200 мм
Преимущества технологии
Вальцовка металла очень щадящий процесс. В отличие от вытяжки и формовки методом прессования, изменение формы обрабатываемой заготовки происходит постепенно с небольшими удельными нагрузками. Деталям не требуется нагревание, они не подвергаются ударным нагрузкам. Как следствие, на металле не образуются зоны неравномерной деформации и внутренние напряжения. Толщина исходного металла остаётся неизменной.
В отличие от вытяжки и формовки методом прессования, изменение формы обрабатываемой заготовки происходит постепенно с небольшими удельными нагрузками. Деталям не требуется нагревание, они не подвергаются ударным нагрузкам. Как следствие, на металле не образуются зоны неравномерной деформации и внутренние напряжения. Толщина исходного металла остаётся неизменной.
Допускается использование листового металла с нанесёнными на заводе защитными полимерными покрытиями или оцинкованным. При обработке защитные покрытия не нарушаются. Это позволяет получать готовые изделия, минуя стадию нанесения защитных покрытий.
Также для вальцевания характерны очень низкие энергозатраты. Всё это позволяет уменьшить стоимость работ с сохранением высокого качества изделий в сравнении с другими способами обработки.
Сфера применения услуги
- изготовление различных емкостей, сепараторов, баков,
- улиток промышленных вентиляторов, воздуходувок
- хомутов для крепления труб
- элементов систем вентиляции, труб большого диаметра
- элементов водостоков
- кожухов теплоизоляции трубопроводов
- различных желобов.

Технология может быть использована для изготовления деталей из черных, цветных и оцинкованных металлов, а также металлов с нанесёнными полимерными покрытиями.
В отдельных случаях возможна обратная процедура — выпрямление заготовок.
При изготовлении сложных изделий, вальцевание может быть только одной из операций производственного цикла. В арсенале предприятия имеется широкий выбор способов обработки металла, включая лазерную резку, гибку, штамповку, сварку и окраску. Это позволяет производить изделия любой сложности и конфигурации, не ограничиваясь лишь вальцеванием.
Вальцовка металла по выгодной цене
Цена на процедуру вальцовки металла будет зависеть от объёма заказа, размеров и толщины заготовки, сложности формы изделия, и необходимости финишной отделки. Мы предлагаем услуги на вальцовку листового металла на выгодных для вас условиях.
Наш опыт, наличие квалифицированных работников и современный станочный парк является гарантией высокого качества выполнения работ и удовлетворения ваших потребностей по ассортименту и цене.
Зиговочные станки (зиг машины) SCHRODER в Перми
Компания Уралпром-импекс предлагает купить зиговочный станок SCHRODER.
Зиговочный станок SCHRODER позволит значительно расширить перечень услуг бизнеса или запустить свое дело с нуля. Зиговочный станок купить можно для выполнения нескольких видов обработки металлических листов.
К примеру, представленное оборудование может использоваться для нанесения на обрабатываемую поверхность углублений или выступов. Соответственно, зиговочный станок позволяет изготавливать элементы металлических лестниц, пандусов, ограждений и так далее.
Преимущества станков от компании SCHRODER:
Компания предлагает станки, которые отличаются надежностью и высокой производительностью. При этом они работают автоматически, что позволяет исключать влияние человеческого фактора и брак продукции.
Преимущества данного предложения заключаются в следующем:
- Представленное производственное оборудование является полностью оригинальным и новым. Оно поставлено от непосредственного производителя;
- Прямые поставки обеспечивают честные и низкие цены на станки. Ведь их стоимость не включает дополнительных накруток посредников;
- На все модели станков, представленные в каталоге компании распространяется действие гарантии от производителя;
- Оборудование всегда имеется в наличии на складах компании .
 Оно поставлено от непосредственного производителя;
Оно поставлено от непосредственного производителя;Складские запасы позволяют обеспечить поставки нескольких единиц станков.По запросу заказчика данное оборудование может быть дополнительно укомплектовано.
зиговочный станок станок для гибки станок для резки вырубные станки Станок для гибки листового металла Вальцовочный станок зиговочный станок станок для гибки Станок для резки Вырубные станки Станок для гибки листового металла альцовочный станок зиговочный станок станок для гибки станок для резки вырубные станки станок для гибки листового металла%d0%b7%d0%b8%d0%b3%d0%be%d0%b2%d0%ba%d0%b0 — с русского на все языки
Все языкиАнглийскийРусскийКитайскийНемецкийФранцузскийИспанскийИтальянскийЛатинскийФинскийГреческийИвритАрабскийСуахилиНорвежскийПортугальскийВенгерскийТурецкийИндонезийскийШведскийПольскийЭстонскийЛатышскийДатскийНидерландскийАрмянскийУкраинскийЯпонскийСанскритТайскийИрландскийТатарскийСловацкийСловенскийТувинскийУрдуИдишМакедонскийКаталанскийБашкирскийЧешскийГрузинскийКорейскийХорватскийРумынский, МолдавскийЯкутскийКиргизскийТибетскийБелорусскийБолгарскийИсландскийАлбанскийНауатльКомиВаллийскийКазахскийУзбекскийСербскийВьетнамскийАзербайджанскийБаскскийХиндиМаориКечуаАканАймараГаитянскийМонгольскийПалиМайяЛитовскийШорскийКрымскотатарскийЭсперантоИнгушскийСеверносаамскийВерхнелужицкийЧеченскийГэльскийШумерскийОсетинскийЧеркесскийАдыгейскийПерсидскийАйнский языкКхмерскийДревнерусский языкЦерковнославянский (Старославянский)МикенскийКвеньяЮпийскийАфрикаансПапьяментоПенджабскийТагальскийМокшанскийКриВарайскийКурдскийЭльзасскийФарерскийАбхазскийАрагонскийАрумынскийАстурийскийЭрзянскийКомиМарийскийЧувашскийСефардскийУдмурдскийВепсскийАлтайскийДолганскийКарачаевскийКумыкскийНогайскийОсманскийТофаларскийТуркменскийУйгурскийУрумскийБурятскийОрокскийЭвенкийскийМаньчжурскийГуараниТаджикскийИнупиакМалайскийТвиЛингалаБагобоЙорубаСилезскийЛюксембургскийЧерокиШайенскогоКлингонский
Все языкиАнглийскийНемецкийНорвежскийКитайскийИвритФранцузскийУкраинскийИтальянскийПортугальскийВенгерскийТурецкийПольскийДатскийЛатинскийИспанскийСловенскийГреческийЛатышскийФинскийПерсидскийНидерландскийШведскийЯпонскийЭстонскийТаджикскийАрабскийКазахскийТатарскийЧеченскийКарачаевскийСловацкийБелорусскийЧешскийАрмянскийАзербайджанскийУзбекскийШорскийРусскийЭсперантоКрымскотатарскийСуахилиЛитовскийТайскийОсетинскийАдыгейскийЯкутскийАйнский языкЦерковнославянский (Старославянский)ИсландскийИндонезийскийАварскийМонгольскийИдишИнгушскийЭрзянскийКорейскийИжорскийМарийскийМокшанскийУдмурдскийВодскийВепсскийАлтайскийЧувашскийКумыкскийТуркменскийУйгурскийУрумскийЭвенкийскийБашкирскийБаскский
Зиговка металла
Зиги представляют собой углубления на поверхности, выполняемые с целью придания деталям жесткости. Размеры зигов зависят от толщины материала (табл.29). Зиговку выполняют на ручных и приводных зигмашинах.
Размеры зигов зависят от толщины материала (табл.29). Зиговку выполняют на ручных и приводных зигмашинах.
Ручная зигмашина ВМС-71 (рис. 164) представляет собой универсальную машину, на которой фасонными роликами выполняют: разрезание углеродистой (кровельной) стали толщиной до 0,8 мм; зиговку металла, отгиб кромок на деталях криволинейной формы, гофрирование звеньев воздуховодов и т. п. Зигмашина ВМС-71 имеет чугунный корпус 2, в нижней части которого находится цилиндрический хвостовик, входящий в чашечку чугунного кронштейна 1. Корпус относительно кронштейна может поворачиваться и фиксироваться стопорным болтом 16. Зигмашину прикрепляют к верстаку 17 винтом 18 с откидной ручкой 19. Зигмашина имеет два вала: верхний 10 и нижний 3. Верхний вал можно приближать к нижнему или удалять от него рукояткой зажима 11 и пружинным устройством 12. Верхний и нижний валы получают вращательное движение от зубчатого механизма 15, который приводится в движение рукояткой 14.
Рис. 164. Ручная зигмашина ВМС-71
На концы верхнего и нижнего вала насажены ролики 8 и 9, вращающиеся в противоположные стороны. Верхний вал с роликом 9 может перемещаться по вертикали относительно ролика 8. Регулирование и фиксация упора 7 и скользящей обоймы 6 производится винтами 4 и 5. Зубчатый механизм сверху закрывается кожухом 13.
Чтобы выполнить зиговку на детали, предварительно устанавливают упор 7 на требуемую величину. Затем поднимают верхний ролик 9 так, чтобы конец детали вошел между роликами 8 и 9. При зиговке торец детали должен все время упираться в упор 7. Для получения зиговки деталь обычно несколько раз пропускают между роликами. В процессе зиговки верхний ролик 9 постепенно поджимают винтом 11. После образования зиговки на детали верхний ролик поднимают кверху и снимают деталь.
Универсальная зигмашина (рис. 165, а) состоит из станины 2, приводного механизма 3, верхнего 5 и нижнего 6 роликов и регулировочной рукоятки 4. На поставке 1 устанавливается электродвигатель. Верхний вал с закрепленным на нем роликом можно перемещать вверх и вниз и устанавливать на определенном расстоянии от нижнего вала. Зигмашина может приводиться в действие и вручную при помощи рукоятки. На зигмашине обрабатывают детали из углеродистой стали толщиной до 2 мм. Рабочее расстояние между осями роликов 90 мм. Вылет роликов 660 мм. Ролики вращаются со скоростью 38 об/мин.
На поставке 1 устанавливается электродвигатель. Верхний вал с закрепленным на нем роликом можно перемещать вверх и вниз и устанавливать на определенном расстоянии от нижнего вала. Зигмашина может приводиться в действие и вручную при помощи рукоятки. На зигмашине обрабатывают детали из углеродистой стали толщиной до 2 мм. Рабочее расстояние между осями роликов 90 мм. Вылет роликов 660 мм. Ролики вращаются со скоростью 38 об/мин.
На рис. 165, б показаны фасонные ролики к универсальной зигмашине.
Рис. 165. Универсальная зигмашина (а), фасонные ролики (б)
Зиговку деталей (рис. 166, а) на зигмашине производят в следующем порядке: верхний ролик при помощи рукоятки приподнимают над нижним, между ними помещают деталь, затем верхний ролик опускают до соприкосновения с нижним. Для обеспечения определенного расстояния зиговки от кромки детали пользуются упором. Рабочий должен поддерживать деталь без перекоса и упирать ее кромкой в упор (рис. 166,6), иначе зиговка получится неправильной, т. е. косой или волнообразной. Если оси роликов не будут совпадать, то деталь будет сминаться (рис. 166, в).
166,6), иначе зиговка получится неправильной, т. е. косой или волнообразной. Если оси роликов не будут совпадать, то деталь будет сминаться (рис. 166, в).
Рис. 166. Выполнение зиговки на машине:
а — рабочий момент, б — правильное, в — неправильное положение роликов
| Размеры зигов, мм | |||||
| m | 0,3—0,5 | 0,3—1,0 | 0,3—1,5 | 0,3—1,5 | 0,3—1,5 |
| R | 1,5 | 2 | 3 | 4 | 5 |
| d | 3 | 4 | 6 | 8 | 10 |
Ролики для формовки борта металла, аксессуары
При изготовлении собственных деталей вам необходимо, чтобы они были такими же прочными, как и оригинал, если не прочнее. Валик с бортиком – отличный способ повысить прочность листового металла и сформировать правильный дизайн для различных деталей. Если вы выполняете много реставрационных или ремонтных работ, валики для бусинок Eastwood сэкономят вам деньги по сравнению с поиском редких деталей или наймом кого-то другого для их изготовления. Металлические каркасы, которые вы видите здесь, можно использовать для создания радиаторов, воздуховодов, топливопроводов, приборных панелей и многих других OEM или нестандартных деталей.
Валик с бортиком – отличный способ повысить прочность листового металла и сформировать правильный дизайн для различных деталей. Если вы выполняете много реставрационных или ремонтных работ, валики для бусинок Eastwood сэкономят вам деньги по сравнению с поиском редких деталей или наймом кого-то другого для их изготовления. Металлические каркасы, которые вы видите здесь, можно использовать для создания радиаторов, воздуховодов, топливопроводов, приборных панелей и многих других OEM или нестандартных деталей.
Прочность листового металла
Мы знаем, что у людей разные предпочтения и потребности в обработке металла. Вот почему группа исследований и разработок Eastwood разработала несколько вариантов роликовых валиков из листового металла для различных деталей. Наши ручные валики для борта бывают малых и больших размеров для установки на верстак, тиски или подставку. Чтобы получить дополнительную мощность и больший контроль над своими творениями, попробуйте электрический валик с бусинами, который поставляется с подставкой и ножным управлением.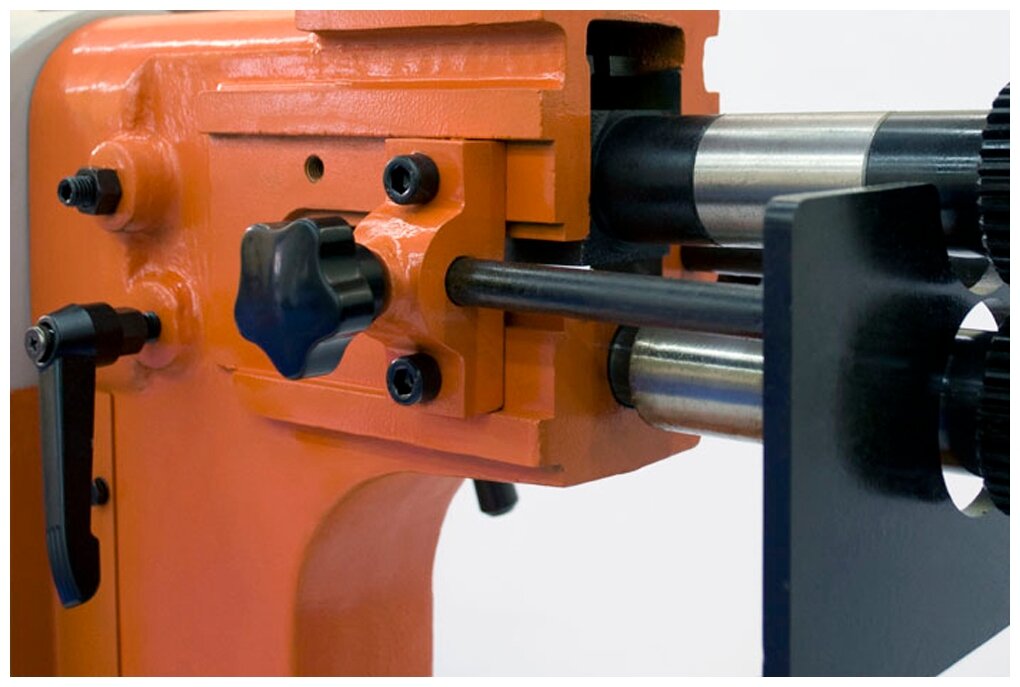 Есть также ролики с трубчатыми бортами для создания линий и цилиндров.Каждую модель можно использовать для обработки стали, алюминия, нержавеющей стали, меди и других обычных металлов.
Есть также ролики с трубчатыми бортами для создания линий и цилиндров.Каждую модель можно использовать для обработки стали, алюминия, нержавеющей стали, меди и других обычных металлов.
Запчасти и аксессуары
Прецизионные работы с металлом по индивидуальному заказу намного проще, если у вас есть подходящие инструменты для начала. У нас есть много аксессуаров для валиков для бусинок, которые позволяют делать больше, чем то, что можно сделать вручную. Матрицы для формовки металла помогут вам создать глубокие каналы, фланцы и фасонные линии разных размеров. С бортовым роликовым упором у вас будет направляющая для идеально прямых линий или смещений.Специальные наборы помогут вам сделать ступеньки, бусинки и другие обычные автомобильные металлические формы.
Изготовление выполнено правильно
Благодаря четырем десятилетиям и опыту работы в сфере DIY, Иствуд пользуется доверием производителей автомобилей на всех уровнях за качественные продукты и услуги. Мы хотим, чтобы все остались довольны нашими металлообрабатывающими станками, и мы найдем решение, если вы этого не сделаете. Начните поиск сегодня или свяжитесь с нами для получения помощи.
Мы хотим, чтобы все остались довольны нашими металлообрабатывающими станками, и мы найдем решение, если вы этого не сделаете. Начните поиск сегодня или свяжитесь с нами для получения помощи.
Какой металл требуется для вашего проекта? Свяжитесь с нами сегодня, и мы приступим к работе.Проконсультируйтесь с нашим руководством по покупке роликовых роликов, чтобы определить, какой вариант лучше всего подходит для вашего магазина.
Как использовать валик для бисера | Советы и хитрости
Вальцовка борта – отличный метод изготовления листового металла. Его можно использовать не только для упрочнения листового металла, но и для создания отличных рисунков на металле для различных типов транспортных средств. Хотя кататься бусинками, безусловно, весело, всегда есть возможности для улучшения. Существует множество приемов, которые можно использовать для улучшения процесса прокатки валика и, следовательно, конечного продукта.Итак, мы решили собраться вместе и придумать несколько советов и приемов, которые новички и начинающие производители могут использовать в процессе прокатки бусинок.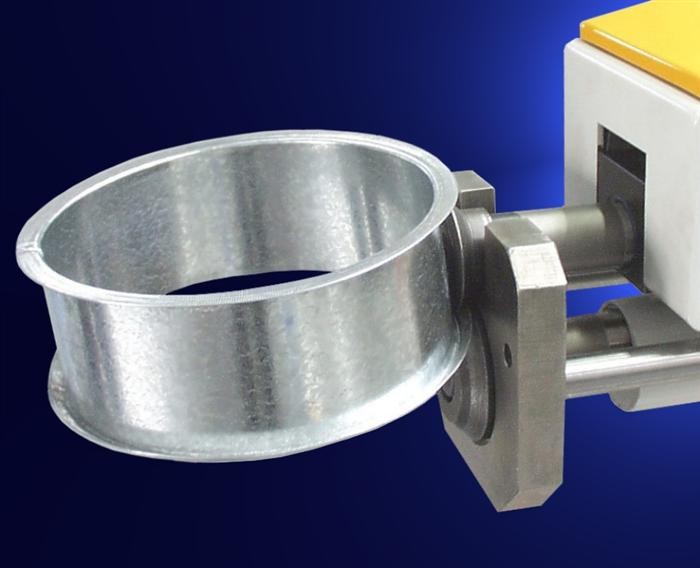
Приведенные ниже советы идеально подходят для создания различных типов компонентов из листового проката для грузовиков и других автомобилей.
- Регулировка грузовых панелей тележки с роликовым бортом: При создании панелей для открытой грузовой зоны в задней части грузовиков панели должны располагаться на прямой линии.Ролик с бортиком позволяет производителю обеспечить прямолинейность линий, а также легкость прокатки. Обычно край бортового ролика состоит из 6-дюймовых пластин, которые упираются в листовой металл. Это поможет вам полностью выпрямить металл. Если вы хотите, чтобы бусины были дальше друг от друга, вы можете добавить трубку коробки к лицевой стороне роликовой направляющей борта. Это выведет направляющую дальше, позволяя создавать бусинки, расстояние между которыми составляет более четырех дюймов.
- Считайте свои обороты: Большинство производителей захотят создавать бусинки одинаковой формы и глубины. Для этого вам потребуется правильное натяжение и расстояние между плашками бортового ролика. Простой способ добиться этого – выполнить определенное количество поворотов, чтобы получить правильный результат. Подсчитайте количество оборотов, которые штампы делают, пока вы выполняете операцию прокатки. Если у вас проблемы с запоминанием поворотов, вы можете их записать.
 Для этого вам потребуется правильное натяжение и расстояние между плашками бортового ролика. Простой способ добиться этого – выполнить определенное количество поворотов, чтобы получить правильный результат. Подсчитайте количество оборотов, которые штампы делают, пока вы выполняете операцию прокатки. Если у вас проблемы с запоминанием поворотов, вы можете их записать.
Для этого вам потребуется правильное натяжение и расстояние между плашками бортового ролика. Простой способ добиться этого – выполнить определенное количество поворотов, чтобы получить правильный результат. Подсчитайте количество оборотов, которые штампы делают, пока вы выполняете операцию прокатки. Если у вас проблемы с запоминанием поворотов, вы можете их записать.- Изгиб – это хорошо: Многие изготовители полагают, что если листовой металл прогнется, это будет проблемой во время операции прокатки валика.Дело в том, что большинство деталей из листового металла будут иметь некоторый прогиб. Валики для борта помогают устранить изгиб и сделать детали жесткими и прочными. Кроме того, поскольку листовой металл проходит между штампами для создания валика, изгиб не влияет на процесс прокатки валика. После того, как деталь из листового металла подверглась одной операции прокатки бортов, она медленно достигнет максимального прогиба, а затем изгиб прекратится. Просто приложите немного давления к металлу, когда вы проталкиваете его через плашки бортового ролика.
 Просто приложите немного давления к металлу, когда вы проталкиваете его через плашки бортового ролика.
Просто приложите немного давления к металлу, когда вы проталкиваете его через плашки бортового ролика.- Очистка и смазка ролика: Ухоженный бортовой ролик всегда обеспечивает плавную и эффективную работу. Обязательно регулярно чистите валик для борта, особенно после завершения крупного проекта. Сначала удалите все мелкие металлические осколки, которые могут оказаться между роликами. Используйте рекомендованную производителем чистящую жидкость, чтобы избавиться от грязи на роликах и штампах. Если вы обнаружите, что ролики не двигаются плавно, вы можете нанести небольшое количество смазки, чтобы облегчить движение.Эти моменты гарантируют, что вам никогда не придется иметь дело с переделками.
- Выполните тестовый прогон: Когда вы работаете с большими деталями из листового металла, всегда было бы хорошей идеей выполнить тестовый прогон, прежде чем фактически работать с окончательными деталями. Вы можете определить, какое давление требуется для получения нужного вам бусинки. Вы также можете увидеть, какой зазор потребуется, когда вы поворачиваете листовой металл для стыковки другого края панели. Это поможет вам создать макет бисероплетения перед тем, как приступить к окончательной работе, а также поможет вам легко работать с большими металлическими деталями.
 Вы можете определить, какое давление требуется для получения нужного вам бусинки. Вы также можете увидеть, какой зазор потребуется, когда вы поворачиваете листовой металл для стыковки другого края панели. Это поможет вам создать макет бисероплетения перед тем, как приступить к окончательной работе, а также поможет вам легко работать с большими металлическими деталями.
Вы можете определить, какое давление требуется для получения нужного вам бусинки. Вы также можете увидеть, какой зазор потребуется, когда вы поворачиваете листовой металл для стыковки другого края панели. Это поможет вам создать макет бисероплетения перед тем, как приступить к окончательной работе, а также поможет вам легко работать с большими металлическими деталями.Связанные ролики для бусин и фильеры для бусинок Сообщения в блоге:
- Типы валиков для роликов
- 5 способов повысить эффективность бисерного ролика
Умирающее искусство … бусинки
В мире хот-родов и нестандартных сборок нет недостатка в высочайшем мастерстве и артистизме. Благодаря эффектным малярным работам, сложной работе с металлом, потрясающей тонкой полосе и аэрографии мастера этого дела демонстрируют творческие навыки, которых мы очень жалеем.К сожалению, многие из этих нишевых форм искусства еще больше отдаляются от публичного доступа – отсюда и эта колонка. Мы стремимся выделить некоторые из умирающих искусств автомобильного мира и воздать им должное. И сегодня мы сосредоточимся на лечении, которое заслуживает каждый дикий кастом или хот-род: катании шариков.
Мы стремимся выделить некоторые из умирающих искусств автомобильного мира и воздать им должное. И сегодня мы сосредоточимся на лечении, которое заслуживает каждый дикий кастом или хот-род: катании шариков.
Что такое валик?
Бисероплетение – отличный пример того, как сделать что-то практичное и красивым. Проще говоря, строители часто используют бортовые ролики, чтобы добавить жесткие линии на листовой металл, чтобы укрепить его.«Бусинки» придают поверхности прочность, предотвращая деформацию или вибрацию. Однако самое интересное в том, что не существует установленного шаблона для оптимальной прокатки борта. Следовательно, любой дизайн – это честная игра. Это позволяет этой технике добавить дополнительный уровень индивидуализации и яркости к транспортному средству.
Традиционно бортовые ролики используются при ремонте панелей, поэтому их можно найти в любом цехе по изготовлению листового металла с хорошей отделкой. Они бывают разных форм и размеров, но в конечном итоге состоят из головок и головок, которые прижимаются друг к другу, создавая изгибы и выступы в стали.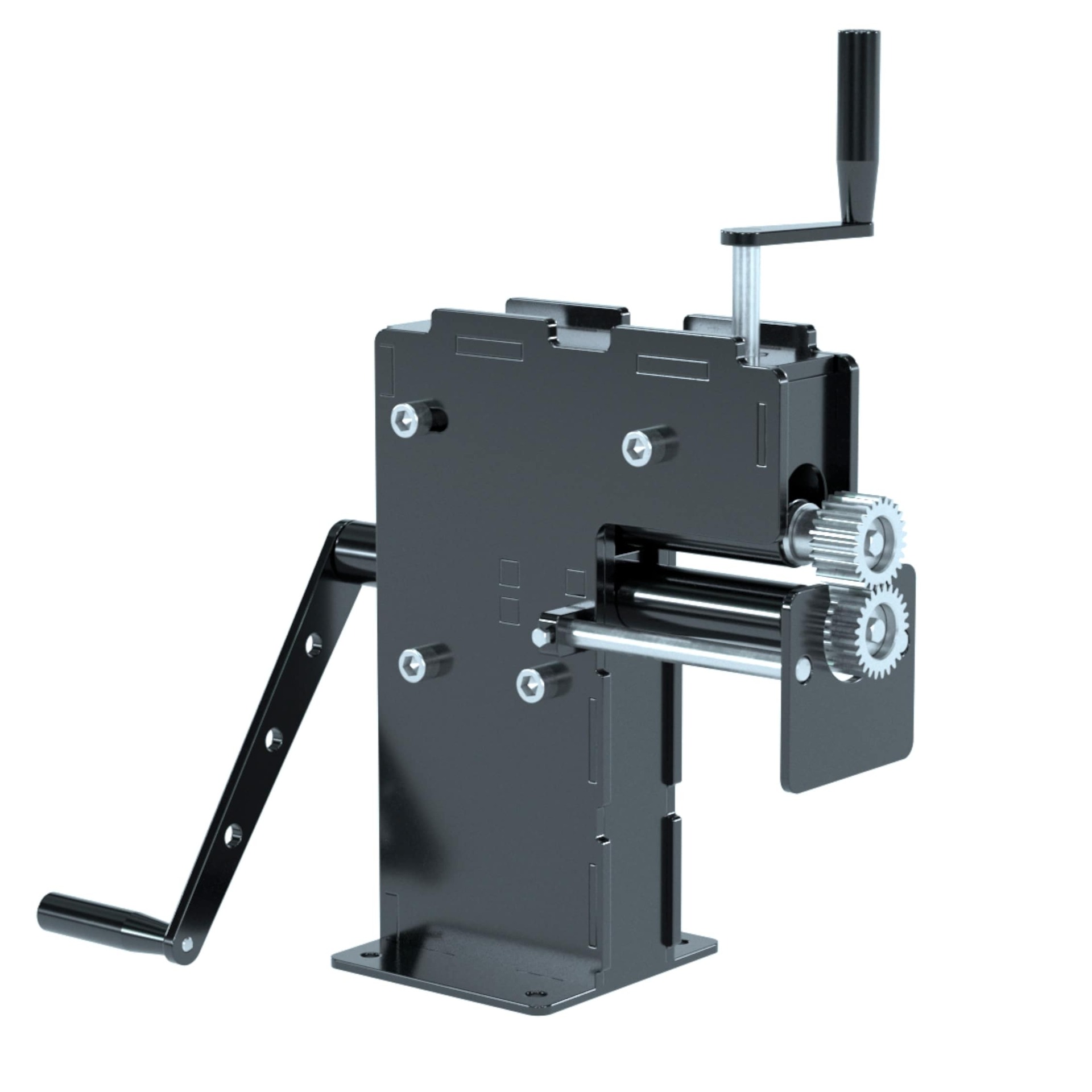 Это можно сделать либо с помощью электрического устройства высокого класса, либо с помощью ручного устройства, которое просто зажимается в тисках. Шестерни и кривошип на одном конце вращают матрицу на другом конце, которая разбивает сталь. Такой инструмент отлично подойдет, если вы работаете с автомобилем, который сильно поврежден ржавчиной. Часто исправление панели может быть невозможным. Вальцовка борта позволяет не только укрепить заменяемый листовой металл, но и соответствовать оригинальному стилю или создать что-то совершенно новое.
Это можно сделать либо с помощью электрического устройства высокого класса, либо с помощью ручного устройства, которое просто зажимается в тисках. Шестерни и кривошип на одном конце вращают матрицу на другом конце, которая разбивает сталь. Такой инструмент отлично подойдет, если вы работаете с автомобилем, который сильно поврежден ржавчиной. Часто исправление панели может быть невозможным. Вальцовка борта позволяет не только укрепить заменяемый листовой металл, но и соответствовать оригинальному стилю или создать что-то совершенно новое.
Традиционная вальцовка бисера
Структурная целостность, добавленная прокаткой стали, делает ее идеальным процессом для изготовления сидений в стиле бомбардировщиков.Помимо дверных панелей и отделки, это исключительно распространенное применение искусства в изготовлении хот-родов по индивидуальному заказу. Сиденья в стиле бомбардировщиков имитируют сиденья самолетов Второй мировой войны. Традиционно они очень простые, с отверстиями в корпусе сиденья и рельефными выступами для повышения прочности. Если это звучит просто, не обманывайтесь. Даже самые простые конструкции – о которых большинство опытных валиков-валиков говорят выше – требуют практики и точности, чтобы овладеть ими. Однако тяжелая работа окупается, поскольку они добавляют невероятно убийственный вид.
Если это звучит просто, не обманывайтесь. Даже самые простые конструкции – о которых большинство опытных валиков-валиков говорят выше – требуют практики и точности, чтобы овладеть ими. Однако тяжелая работа окупается, поскольку они добавляют невероятно убийственный вид.
Hot Rod Network объясняет, что сиденья в стиле бомбардировщиков появляются в хот-родах почти столько же, сколько они появляются в военных самолетах. Фактически, многие пришли с излишков и были перепрофилированы амбициозными строителями. «Их всегда считали« крутыми », и не зря; они практичны, легки и придают автомобилю особый вид с привкусом самолета », – продолжает сайт.
Современная прокатка бисера
И хотя многие хотродеры любят утилитарный стиль традиционных сидений бомбардировщиков, современные методы накатки борта открыли двери для значительно более сложных дизайнов. Такие художники, как Джейми Джордан, владелец компании Handmade Seat Company, используют свои ролики для бусинок для создания шедевральных работ для классических аттракционов. Если вы когда-нибудь задумывались, насколько красивым может быть кресло-бомбардировщик, обратите внимание на онлайн-портфолио Джордана. Каждое изделие отличается от предыдущего, демонстрируя свой уникальный дизайн. Некоторые имеют простые геометрические формы, а другие – черепа и якоря. Некоторые из них даже имитируют вышивки в роскошных интерьерах!
Такие художники, как Джейми Джордан, владелец компании Handmade Seat Company, используют свои ролики для бусинок для создания шедевральных работ для классических аттракционов. Если вы когда-нибудь задумывались, насколько красивым может быть кресло-бомбардировщик, обратите внимание на онлайн-портфолио Джордана. Каждое изделие отличается от предыдущего, демонстрируя свой уникальный дизайн. Некоторые имеют простые геометрические формы, а другие – черепа и якоря. Некоторые из них даже имитируют вышивки в роскошных интерьерах!
А если вам понравился «роскошный интерьер», загляните в магазин Jalopy Shop Rotten Leonard в Льюистоне, штат Иллинойс.В магазине представлен прекрасный комплект сидений-бомберов в традиционном стиле и красивая плиссированная обивка, сочетающая комфорт и строгий стиль. Это идеально подходит для энтузиастов, которые регулярно ездят на своих классических аттракционах, как откровенно заявляет Роттен Леонард на своем веб-сайте: «Это дает вам стиль сиденья бомбардировщика, но с более удобной поездкой – оригинальные сиденья бомбардировщика отстойны после того, как просидели в них несколько сотен миль. . »
. »
Бисероплетение – это талант, который привлекает как ремесленников, так и искусства.От функционального ремонта до оригинального стиля – это умение, которое легко объединяет оба мира. По мере того, как любительский хот-родинг продолжает расти, а люди постоянно ищут что-то уникальное и красивое, мы надеемся, что это умирающее искусство вдохнет в него новую жизнь.
Нравится:
Нравится Загрузка …
СвязанныеРоликовый борт из листового металла – PTC Community
Я тоже хотел бы знать об этом, и я знаю только, как это сделать с помощью формы.
Мне нравятся наброски форм, но это просто слив, если я не ошибаюсь …. верно?!?!? В качестве решения типа одного щелчка, набросанная форма довольно приятна, экономит массу времени, объединяя все действия смещения и слияния, но есть ли способ сделать тонкую или как-то развернуть ее как шар? Пожалуйста, поделитесь своим методом здесь, моя техника, вероятно, восходит к Pro 17.
У меня есть консервные банки для всех видов листовых деталей для повышения жесткости, но я обычно использую отдельный инструмент формы. Поскольку раунды и интерфейсы тоже могут быть дурацкими, я обычно помещаю эти формы на форму и заставляю их успешно регенерировать на ударе, а затем позволяю ему распространяться.Думаю, мне больше повезло, что я сходил с ума от формы, чтобы получить правильную форму, потому что, когда она стабильна, кажется, что она остается на месте и ведет себя.
Я не запускаю PDM здесь, но когда я проделал тот же танец на клиентских сайтах, кажется, что зависимость обнаруживается, и часть формы просто проверяется вместе с остальными частями, как обычно. Может быть, это настройка администратора где-то, я не знаю, но лично у меня никогда не было проблемы, когда форма терялась, не прикреплялась или еще что-то.
В любом случае, здесь три формы, нарисованная в основном образует раковину, а не деформацию кольцевого шара, которая, кажется, является ОП. Я добавил к этому дополнительные раунды и даже немного конуса, просто чтобы разогнать его. Две другие формы в углу имеют одну форму: одна представляет собой прямую окружность, другая – дугу, поэтому раунды работают, но вы можете видеть обе траектории, потому что они слились. Картинки ниже, так как их намного легче отслеживать.
Я добавил к этому дополнительные раунды и даже немного конуса, просто чтобы разогнать его. Две другие формы в углу имеют одну форму: одна представляет собой прямую окружность, другая – дугу, поэтому раунды работают, но вы можете видеть обе траектории, потому что они слились. Картинки ниже, так как их намного легче отслеживать.
tl; dr – хотел бы знать, как сделать кольцевую деформацию шара, пожалуйста
эскизный профиль формы
эскизные варианты формы, как показано, эскиз представляет собой прямоугольник с замкнутым контуром с круглыми скруглениями (8 объектов)
инструмент формы (старая школа?)
вид в разрезе форм
три формы, два нажатия, одна форма, одна замкнутая петля, ни одна из них точно не делает роликовый шарик, как показано на видео выше
ролик мяч похож на деформацию формы, но это не совсем уровень джедая….
Листогибочные станки для обработки листового металла
Листогибочные станки – один из самых универсальных инструментов, который идеально подходит для обработки кромок и обработки деталей на панелях из листового металла. Они известны под разными названиями – валики для валиков, листогибочные машины, настольные машины, роторные машины, Jennies и обжимные машины, – но все они имеют одну отличительную особенность: пара круглых штампов, которые используются для прокатки различных форм в панели из листового металла.
Они известны под разными названиями – валики для валиков, листогибочные машины, настольные машины, роторные машины, Jennies и обжимные машины, – но все они имеют одну отличительную особенность: пара круглых штампов, которые используются для прокатки различных форм в панели из листового металла.
Доступен широкий спектр машин, как ручных, так и механических, по цене от менее 200 долларов, а цены на некоторые высокопроизводительные машины превышают 7000 долларов. С таким широким спектром предложений, как вы решить, какая машина вам подходит? В этой статье мы рассмотрим несколько различных машин, исследуем их особенности и продемонстрируем ряд процессов, в которых эти универсальные машины превосходны.
Для многих покупателей цена является важным фактором. С минимальными вложениями вы можете начать работу с машиной, которая будет делать бусинки и ступеньки – две функции, для которых эти машины используются чаще всего.Убедитесь, что у вас есть машина, которая работает с металлом той толщины, которую вы будете использовать, и убедитесь, что глубина горловины машины соответствует вашему применению. Машина с 24-дюймовым горлом достигнет центра 48-дюймового куска металла, что позволит вам изготавливать полноразмерные половицы, и должна быть достаточно большой для почти любого автомобильного проекта. Если вы не планируете изготавливать такие большие панели, вам может подойти машина с меньшим горлом.
Машина с 24-дюймовым горлом достигнет центра 48-дюймового куска металла, что позволит вам изготавливать полноразмерные половицы, и должна быть достаточно большой для почти любого автомобильного проекта. Если вы не планируете изготавливать такие большие панели, вам может подойти машина с меньшим горлом.
Использование машины с электродвигателем дает некоторые важные преимущества.Это уменьшает усилие, прилагаемое к ручному проворачиванию машины, но, что более важно, позволяет держать работу обеими руками, что чрезвычайно важно для деликатной работы. Купленные в магазине машины с электродвигателем обычно стоят более 1000 долларов, но умный строитель может легко адаптировать двигатель к существующей машине. Очень желательно иметь регулятор скорости двигателя. У некоторых машин есть циферблат для управления скоростью, но еще лучше иметь ножную педаль, которая может регулировать скорость «на лету», чтобы вам не приходилось отрывать руки от работы.
Если у вас есть токарный станок, вы можете делать свои собственные штампы, но, конечно, гораздо удобнее покупать готовые штампы. По этой причине вам следует внимательно оценить штампы, доступные для любой рассматриваемой вами машины. Большинство штампов изготовлено из стали, но для некоторых операций могут быть предпочтительны пластиковые штампы. Один из примеров – работа с мягкими металлами, такими как алюминий. Пластиковые штампы гораздо реже оставляют отметки на алюминиевых панелях, так что имейте это в виду, делая покупки. В недавней разработке бисероплетения используется плоский мягкий уретановый штамп (например, колесо для скейтборда), который идеально подходит для определенных целей, например для тиснения.
По этой причине вам следует внимательно оценить штампы, доступные для любой рассматриваемой вами машины. Большинство штампов изготовлено из стали, но для некоторых операций могут быть предпочтительны пластиковые штампы. Один из примеров – работа с мягкими металлами, такими как алюминий. Пластиковые штампы гораздо реже оставляют отметки на алюминиевых панелях, так что имейте это в виду, делая покупки. В недавней разработке бисероплетения используется плоский мягкий уретановый штамп (например, колесо для скейтборда), который идеально подходит для определенных целей, например для тиснения.
Заточный станок является ключевым элементом оборудования во многих магазинах уличных удилищ, и я поражен тем, как умные строители разрабатывают новые конструкции раскатанных бусин шаблонов, а также открывают новые процессы и инструменты. В этой статье вы увидите несколько типов необычных инструментов, таких как простое приспособление, которое позволяет катать кольца из труб или листового металла.
В то время как функция определяет многие приложения бисероплетения, очень часто вы можете включить отличительный элемент дизайна в свою работу, и некоторые свободно мыслящие люди создают потрясающие произведения искусства с помощью этих универсальных машин.Позвольте вашему воображению взлететь, когда вы планируете будущие проекты для бисероплетения, и я хотел бы видеть любые инновации, которые вы разрабатываете.
Посмотреть все 2 фотоХарактеристики вторичного листового металла: выемки, вырез и бортик
Последними элементами листового металла, о которых мы говорили, были косынки и жалюзи. Это функции, для которых не нужны эскизы. Сегодня мы поговорим о Ямочке и Рисованном вырезе, которые с по требуют эскизов. Давай сделаем ямочку.
DIMPLE
Dimple требует двух вещей: панели из листового металла и эскиза замкнутого контура (или какой-либо другой области).
Интерфейс для Dimple имеет CommandBar, показанный справа, и диалоговое окно Dimple Options, показанное ниже. Все эти настройки довольно просты для понимания и не требуют пояснений. Обратите внимание, что эти диаграммы, иллюстрирующие размеры, выполнены лучше, чем диаграммы на косынке.
Все эти настройки довольно просты для понимания и не требуют пояснений. Обратите внимание, что эти диаграммы, иллюстрирующие размеры, выполнены лучше, чем диаграммы на косынке.
Есть кое-что, что нужно понять.Вы не можете использовать вложенные циклы (один замкнутый цикл внутри другого – поэтому нельзя использовать два концентрических круга), но если вы хотите сделать многоуровневую ямку, вы можете сделать вторую ямку поверх первой. В моих экспериментах регионы часто было сложно выбрать по какой-либо причине.
Кроме того, в отличие от жалюзи, похоже, вы можете довольно легко изменить направление ямочки. Чтобы отредактировать Ямочку, дважды щелкните элемент Ямочка на панели Обработки контуров. Это позволяет редактировать эскиз (профиль), направление или глубину.
При работе с элементами из листового металла «пуансон» является меньшей частью инструмента, а «штамп» добавляет толщину листа материала между ним и пуансоном. Хотя, если вы делаете детали из листового металла, вы, вероятно, знаете это лучше, чем я.
Эта возможность редактирования, которая включает редактирование профиля для синхронной функции, кажется немного странной. Я только привыкал к синхронному избавлению от скетчей. Во всяком случае, это кажется логичным и хорошо работает.
Помните также, что Solid Edge не утончает материал для этого типа элементов, как это делалось бы в реальных частях мира, особенно на более глубоких ямках или нарисованных элементах.
Ямочки на щеках довольно просты, если помнить об их ограничениях.
Drawn Cutout
На самом деле я делаю это не для того, чтобы критиковать программное обеспечение, но мне все равно нужно называть это так, как я его вижу. Нарисованный вырез очень прост для ямочки, но у него открытая грань. CommandBar для нарисованного выреза находится справа.Единственная интерактивная часть интерфейса – это кнопка для опций. Разве не имеет смысла поместить все эти параметры прямо в CommandBar? Он просто делает еще один щелчок и еще одно неудобное диалоговое окно.
В общем, мелочь, потому что функционал неплохой.
«Чертежный вырез» снова требует панели из листового металла и эскиза замкнутого контура. Используйте стрелку, чтобы определить направление материала.
Кстати, почему бы вам не использовать стрелку для определения глубины материала? Моя естественная склонность заключалась в том, чтобы щелкнуть стрелку и потянуть, чтобы сделать стену выше.
Еще одна вещь возбудила мое любопытство. После того, как вырез был создан, окно выреза все еще можно было выбрать, и казалось, что оно несколько затенено, а не просто окрашено, как фон.
BEAD
Последняя особенность, которую мы рассмотрим в этом посте, – это Bead. Бусина похожа на выступ на панели из листового металла. Для этого требуется, чтобы у вас была по крайней мере одна панель из листового металла в активной части, а также эскиз с разомкнутым или замкнутым контуром.
The Bead – еще одна функция, которая имеет только кнопку для параметров на панели CommandBar.
Эта функция настолько превосходит то, что было доступно в SolidWorks, что все параметры вызывают у меня головокружение. Конечные условия, в частности, очень приятны. Вы можете заставить Works сделать это, но для этого вам потребуется настроить некоторые довольно сложные функции библиотеки.
В любом случае параметры в этом диалоговом окне снова выглядят довольно очевидными.
Единственное, что здесь выглядит немного странно, это то, что V-образный бусинка больше похож на U, а U-образный бусинка больше на V.Просто странное наблюдение.
Все эти инструменты являются очень долгожданным дополнением к набору инструментов Solid Edge для листового металла. Они как бы заставляют меня пожалеть, что я был дизайнером листового металла. Очень классная штука.
Численный анализ гибких роликовых отбортовок
J. Manuf. Матер. Процесс. 2019, 3, 19 14 из 15
Вклад авторов: Концептуализация, Т. Ван и П. Гроче; методология, Т. Ванга; программное обеспечение, Т. Ван;
Ван;
валидация, Т. Ван; формальный анализ Т. Ванга; расследование, Т.Ванга; ресурсы, П. Гроче; data curation, T.
Wang; письмо – подготовка оригинального черновика, T. Wang и P. Groche; написание – просмотр и редактирование, P. Groche и
T. Wang, визуализация, T. Wang, супервизия, P. Groche, администрация проекта, P. Groche; финансирование приобретения,
П. Гроче.
Финансирование: Исследование финансировалось Немецким исследовательским фондом (DFG), номер гранта GR1818_53-1
«Производство разнонаправленных расширенных профилей».
Выражение признательности:
Конфликт интересов: Авторы заявляют об отсутствии конфликта интересов. Спонсоры не участвовали в разработке исследования
; при сборе, анализе или интерпретации данных; при написании рукописи или в решении
опубликовать результаты.
Список литературы
1. Шваб К. Четвертая промышленная революция; Crown Business: New York, NY, USA, 2017.
2. Yang, D.Y .; Бамбах, М.; Cao, J .; Duflou, J.R .; Groche, P .; Кубоки, Т .; Sterzing, A .; Теккая, А.Е .; Ли,
Yang, D.Y .; Бамбах, М.; Cao, J .; Duflou, J.R .; Groche, P .; Кубоки, Т .; Sterzing, A .; Теккая, А.Е .; Ли,
C.W. Гибкость в обработке металлов давлением. В CIRP Annals – Технология производства; Elsevier Ltd: Амстердам,
Нидерланды, 2018; С. 743–762.
3. Mehrabi, M.G .; Ulsoy, A.G .; Корен, Й .; Хейтлер П. Тенденции и перспективы гибких и реконфигурируемых производственных систем
. J. Intell. Manuf. 2002, 13, 135–146.
4. Оллвуд, Дж. М. Сталь и алюминий в низкоуглеродистом будущем.В материалах 10-й Международной конференции по технологии пластичности
, ICTP 2011, Ахен, Германия, 25–30 сентября 2011 г .; С. 27–42.
5. Broer, G .; Мартин-Буллманн, Р. Кальтпрофиль; Verlag Stahleisen mbH: Дюссельдорф, Германия, 1993.
6. Groche, P .; Von Breitenbach, G .; Jockel, M .; Зеттлер, А. Новые концепции инструментов для будущего применения в профилировании валков
. В трудах ICIT, 4-й Международной конференции по промышленным инструментам, Целе, Словения,
, 10–12 декабря 2003 г . ; стр.121-126.
; стр.121-126.
7. Ona, H .; Sho, R .; Nagamachi, T .; Хоши К. Разработка гибкой профилегибочной машины для холодной прокатки под управлением
PLC. Steel Research Int .; ВИЛИ-ВЧ: Вайнхайм, Германия, 2010 г .; С. 182–185.
8. Lindgren, M .; Ингмарссон, Л.-О. Трехмерное профилирование шляпного профиля с переменной глубиной и шириной. In
Proceedings 1-го Международного конгресса по роллформингу, Бильбао, Испания, 14-15 октября 2009 г .; С. 1–8.
9. Седлмайер, А.; Dietl, T .; Харрассер, Дж. 3D-профилирование в автомобильной промышленности. В материалах 5-й Международной конференции
по стали в легковых и грузовых автомобилях, Амстердам, Нидерланды, 18–22 июня 2017 г.
10. Groche, P .; Storbeck, M .; Ван, Т. Непрерывное формование шариков с переменной высотой гибкими роликами.
J. Adv. Manuf. Technol. На рассмотрении.
11. Berner, S .; Storbeck, M .; Гроче, П. Исследование точности гибких рулонных формованных изделий с помощью FEA
и экспериментальных испытаний. В трудах 14-й Международной конференции ESAFORM по формированию материалов
В трудах 14-й Международной конференции ESAFORM по формированию материалов
, Материалы конференции AIP, Королевский университет, Белфаст, Северная Ирландия, 27–29 апреля 2011 г .;
с. 345–350.
12. Groche, P .; Zettler, A .; Berner, S .; Шнайдер, Г. Разработка и проверка одношаговой модели для конструкции гибких гнутых деталей
. Int. J. Mater. Форма. 2011, 4, 371–377.
13. Park, J.C .; Yang, D.Y .; Cha, M.H .; Ким, Д.ГРАММ.; Нам, Дж.Б. Исследования нового инкрементального счетчика
, формирующего гибкую профилировку, для изготовления точных профилей с переменным поперечным сечением. Int. J. Mach.
Производство инструментов. 2014, 86, 68–80.
14. Kiuchi, M .; Коудабаши Т. Система автоматизированного проектирования оптимальных профилей валков для холодной прокатки. В
Труды 3-й Международной конференции по вращающимся процессам металлообработки, Киото, Япония, 8–10
сентябрь 1984 г .; стр.423–436.
15. Rebelo, N .