Принцип работы сварочного инвертора: что полезно знать?
Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.
Ближе к сути
Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку.
Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров.
Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях.
Структурная схема
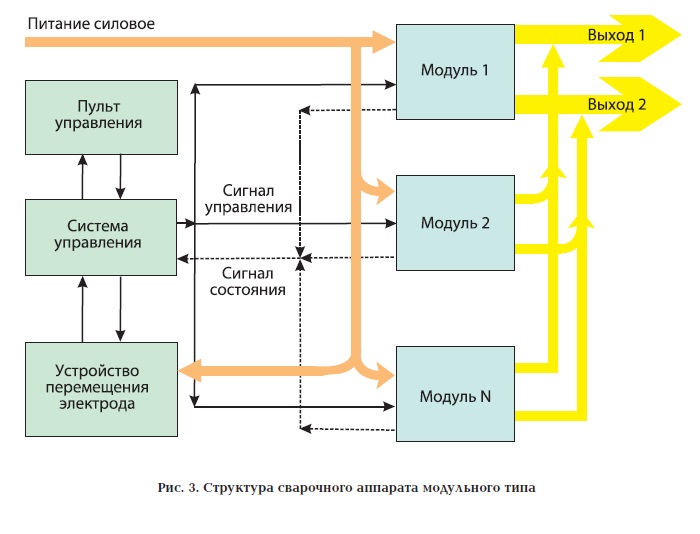
Рисунок состоит из трех основных блоков:
- На входе схемы располагается выпрямитель с ёмкостью, которая подключена параллельно. Относительно роли конденсаторов схемы, то они служат в качестве накопителей, с помощью которых появляется возможность поднимать напряжение постоянного тока до показателя 300В;
- Модуля рассматриваемого аппарата, посредством которого постоянный ток преобразуется в высокочастотный переменный;
- Выходного выпрямительного блока, преобразующего переменный ток после аппарата в постоянный рабочий параметр.


Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы.
Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом.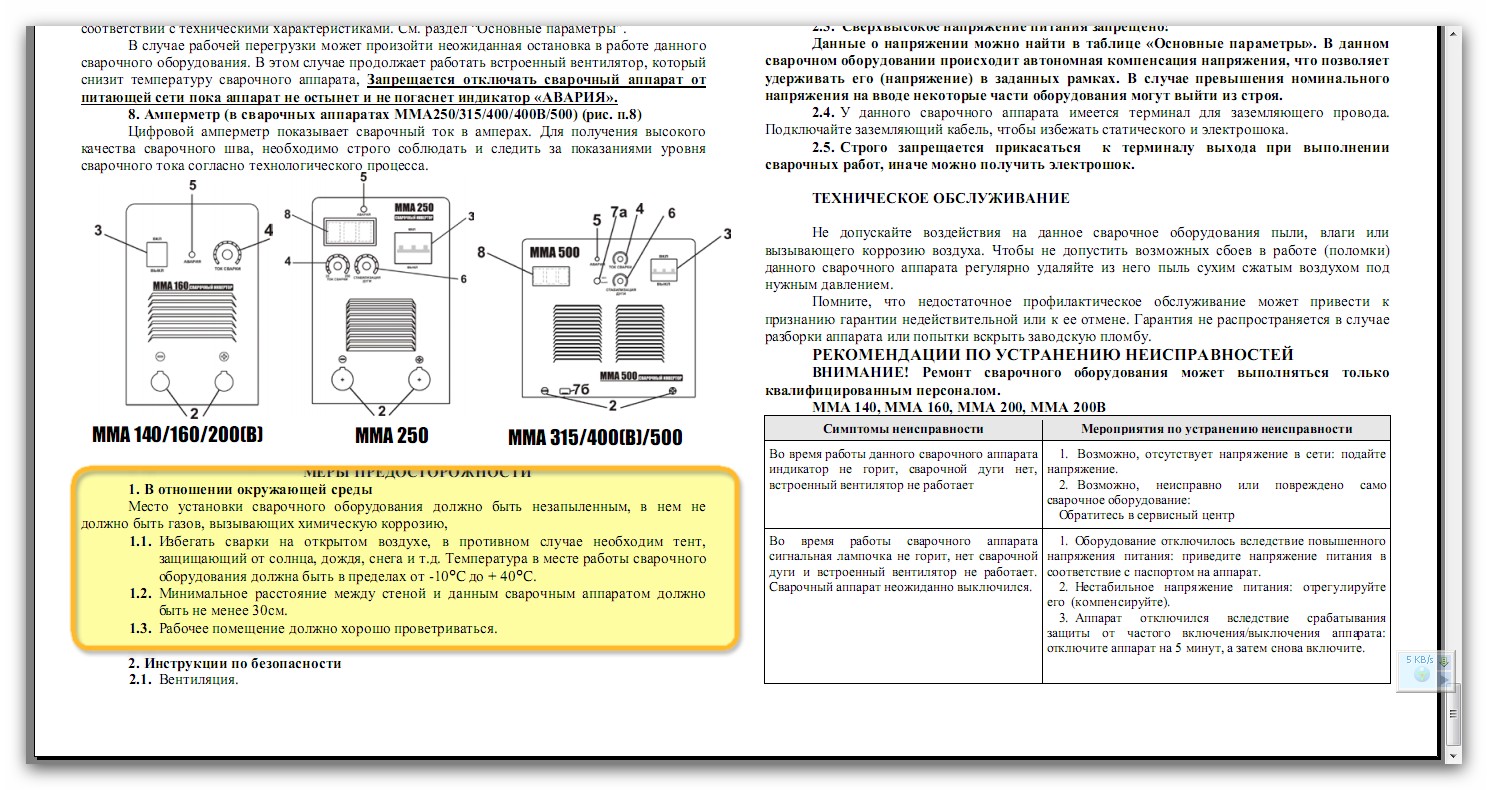
Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
Похожие статьиПринцип работы сварочного инвертора
Работа сварочного инвертора заключается в преобразовании переменного тока 220 или 380В с частотой 50Гц в постоянный ток сварки с соответствующими параметрами
 Но принцип работы сварочного инвертора существенно отличается от сварочных выпрямителей, основанных на диодномостовой схеме выпрямления. Если на обычных выпрямителях происходит однократное выпрямление переменного тока после понижающего силового трансформатора, то у инвертора используется многократное преобразование по частоте, напряжению и выпрямлению. Естественно, что качественные характеристики выпрямленного тока получаются выше, особенно в части пульсации.
Но принцип работы сварочного инвертора существенно отличается от сварочных выпрямителей, основанных на диодномостовой схеме выпрямления. Если на обычных выпрямителях происходит однократное выпрямление переменного тока после понижающего силового трансформатора, то у инвертора используется многократное преобразование по частоте, напряжению и выпрямлению. Естественно, что качественные характеристики выпрямленного тока получаются выше, особенно в части пульсации.Принцип работы сварочного инвертора можно разобрать на основе работы последовательно инвертора. Структурная схема изображена на схеме.
В представленной схеме нагрузочные сопротивления и коммутационные элементы (индукционные и емкостные) включены в последовательную цепь. Управляющий модуль построен на работе двух тиристоров. Первичный сетевой выпрямитель преобразует переменный ток и подает на фильтр постоянный ток, не меняя напряжения. Постоянный ток сглаживается сетевым фильтром, для уменьшения пульсации, и подается на частотный преобразователь для преобразования его в переменный ток высокой частоты.
Работа любого инвертора, включая сварочный преобразователь, лежит в области использования импульсного резонанса. Это новое направление в развитии электротехники позволило уменьшить габариты многих громоздких устройств основанных на классической электротехнике. Следует заметить, что сварочные устройства на инверторном принципе преобразования тока остаются намного дороже испытанных выпрямителей и трансформаторов силового плана. Сложные схемы преобразования и управления снижают их надежность, но все остальные плюсы работы инверторов перевешивают во многих отраслях связанных со сварочными работами. На промышленном уровне использования, им нет равноценной замены для автоматической и полуавтоматической сварки.
На промышленном уровне использования, им нет равноценной замены для автоматической и полуавтоматической сварки.
Читайте также
- Сварка сварочным инвертором
В чем достоинства и недостатки сварки с помощью инвертора, а так-же основные типы работ данный устройством, вы узнаете из данной статьи. …
- Самодельный сварочный инвертор
Описание простейшего самодельного сварочного инвертора, который займет достойное место в небольшой домашней мастерской, вы найдете в данной статье. …
- Ремонт сварочных инверторов своими руками
В данной статье вы найдете всю необходимую информацию для того, чтобы понять тип неисправности сварочного инвертора, и возможно осуществить ремонт …
Схема сварочный инвертор. Самодельный сварочный аппарат (инвертор) — конструкция, изготовление
Сварочный инвертор своими руками
Содержание:- Устройство, принцип работы и схема сварочного инвертора
- Намотка проводников трансформатора
- Другие конструктивные элементы
- Настройка систем инвертора
- Видео
Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.
В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки. Такие аппараты имеют большие габариты и массу.
Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.
С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.
Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.
Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.
 youtube.com/embed/GxuzyHOp28U”/>
youtube.com/embed/GxuzyHOp28U”/>
electric-220.ru
Стандартный инвертор представляет собой систему или прибор для создания переменного напряжения при подключенном постоянном напряжении. Его основная функция прямо противоположна выпрямлению тока. Таким образом, с помощью выпрямителей, переменное напряжение преобразуется в постоянное, и, наоборот, инверторы позволяют осуществлять обратный процесс превращения постоянного напряжения в переменное. Принцип работы и устройство сварочного инвертораИнверторная схема используется, практически, во всех современных сварочных аппаратах. Это позволяет существенно снизить их массу и габариты. Для силовых элементов переключения используются полевые транзисторы большой мощности. Принцип действия такой аппаратуры, в целом, одинаковый, отличия в моделях совершенно незначительные. Стандартный аппарат, по сути, является источником постоянного тока с защитными функциями от перегрева и коротких замыканий. Сам трансформатор состоит из провода в шелковой изоляции, намотанного прямо на сердечник. Возле него расположен дроссель, последовательно включаемый в первичную обмотку трансформатора. Выпрямитель на выходе имеет двухтактную схему. В каждом его плече находится две диодных сборки, монтируемых на отдельных радиаторах. В состав выпрямителя, подающего питание к преобразователю, входит мост и шесть электролитических конденсаторов, подключенных параллельно. Общая схема работы сварочного инвертораВ работе сварочного инвертора используется мягкое включение, основой которого является специальное реле. В качестве исполнительного элемента применяется электромагнитное реле, на которое замыкается резистор большой мощности. Принципиальная схема сварочного инвертора, отвечающая за управление, состоит из таких элементов, как блок питания, сама система мягкого включения, блок конденсаторов и схема, управляющая преобразователем. Передняя панель устройства, обычно оборудуется платой с сигналами индикации, выключателем и регуляторами тока. |
 Для самого преобразователя использована полномостовая схема, с частотой до 100 килогерц. Ток регулируется с помощью изменения скважности импульсов, осуществляющих управление с постоянной частотой тока. В преобразователе, каждый из четырех ключей размещается на отдельном радиаторе. В каждом ключе параллельно подключены четыре полевых транзистора.
Для самого преобразователя использована полномостовая схема, с частотой до 100 килогерц. Ток регулируется с помощью изменения скважности импульсов, осуществляющих управление с постоянной частотой тока. В преобразователе, каждый из четырех ключей размещается на отдельном радиаторе. В каждом ключе параллельно подключены четыре полевых транзистора.
Самодельный сварочный инвертор: как изготовить
Сделать самодельный сварочный инвертор несложно, особенно если вы ладите с электроникой. Главное, чтобы у вас было свободное время (5-6 часов) и желание выполнить эту работу. Данный аппарат пригодится всем хозяевам. Сварочные инверторы — это новые современные сварочные аппараты, которые выходят сейчас на первый план.
Устройство инверторного сварочного аппарата.
На рынке можно найти много различных видов инверторов. Но прибор, сделанный самостоятельно, может получиться качественнее и инвертор своими руками обойдется дешевле, чем покупка нового аппарата.
Немного информации о сварочных аппаратах
Сейчас очень трудно представить себе какую-нибудь конструкцию, для которой бы не потребовалась сварка. Для этой работы применяют различные напряжения. В зависимости от него сварочные аппараты делятся на две группы: аппарат постоянного тока и переменного. На постоянном токе разрешается варить электропроволокой без покрытия и электродами. Чтобы придать горения дуге на маленьких токах, обязательно нужно иметь на обмотке увеличенное напряжение холостого хода до 70 В. Сварочный аппарат постоянного тока лучше в употреблении, применяют его для тонколистовых металлов, в особенности для автомобильной и кровельной стали. Сварочная дуга стабильна на данном этапе, поэтому сварка идет и на прямой, и на обратной полярности напряжения, которое подают.
Классификация сварочных инверторов.
Из чего состоит сварочный аппарат? В основной состав сварочного устройства входят:
- трансформатор — главная деталь;
- первичная и вторичная катушки;
- корпус для сварочного аппарата;
- вентиляторы;
- канцелярская бумага или моток из кассового аппарата;
- медная полоска;
- медная лента.
Вернуться к оглавлению
Как изготовить самодельный сварочный аппарат
Самой важной частью в работе над инвертором является схема. Начинают изготовление сварочного устройства с подборки трансформатора, на который наматывается медная полоска жести (длина 40 мм, толщина 0,3 мм). Еще нужна термопрослойка, в качестве которой подойдет канцелярская бумага или моток из кассового аппарата. Она должна быть прочной и при намотке не разрываться. Толстым проводом не наматывайте, т.к. данный прибор будет работать на высоких частотах, что приведет к перегреву трансформатора.
Чтобы этого не случилось, возьмите медную ленту — это будет вторая обмотка из трех полосок меди. Они будут отделяться фторопластовой прослойкой. Для второй обмотки снова возьмите бумагу, как и при первой. Правда, бумага будет темнеть, но от цвета она свойства не потеряет. Не забудьте в трансформатор поставить вентилятор, чтобы обмотка не нагревалась и охлаждалась. Можете взять кулер из своего компьютера на 220 В и на 0,15 А. Схема поможет вам понять суть.
Электросхема сварочного инвентора.
Далее продолжаете изготовление инвертора на основании вашей схемы. Следующим шагом должна быть система охлаждения, которая защищает от перегревания сварочный аппарат. Взять ее лучше из компьютерного процессора. Всего потребуется 6 таких вентиляторов, 3 из них должны быть направлены в сторону обмотки двигателя. Не забудьте установить заборщики воздуха напротив кулеров.
После этого нужно установить силовой косой мост. Он будет находиться на двух радиаторах. Верхний край моста будет на одной стороне, а нижний стоит прикрепить через прокладку на другой мост. Диоды нужно вывести и разместить навстречу транзисторам. Чтобы понизить выбросы, на плату следует припаять конденсаторы (14 штук по 0,15 мк и 630 В), раздать их нужно на всю линию питания.
Для того чтобы выплески усилились, а утраты IGBT стали наименьшими, в цепочку стоит вставить снабберы, в составе которых находятся конденсаторы С15, С16. IGBT открываются скорее, а противоположный процесс длительнее по времени. И в этот момент С15 и С16 начнут получать заряд через диод, который установили. Все это делается для того, чтобы снаббер взял на себя всю силу и уменьшил расход тепла в 4-5 раз.
Вернуться к оглавлению
Как подключить сварочный инвертор своими руками
Сделать данное устройство не так тяжело, как его настроить. Это займет больше времени. Поможет последовательная схема подключения:
Способы подключения сварочного инвертора.
- Следует подключить сварочный инвертор к электросети. Вы услышите громкие звуки, это блок начнет передавать ток. Электричество подается на вентилятор, благодаря чему сварочный аппарат работает тише и уменьшается его нагревание.
- Далее следует замкнуть резистор. Для этого после зарядки конденсаторов нужно подсоединить реле. Скачки тока при включении уменьшаются.
- Обратите внимание, без резисторной детали производить подключение трансформатора нельзя, так как может произойти взрыв. Чтобы узнать уровень сварочного аппарата, нужно включить прибор на режиме амперметра, приходящие импульсы должны быть равны 44%.
- С помощью усилителя и оптрона, которые передают сигнал к блоку, вы можете проверить саму сварку. Амплитуда должна быть равна 15 В.
- С помощью осциллографа можно проверить работу сварочного аппарата. Если импульсы, которые будут поступать от разных обмоток, будут одинаковые, то работа инвертора выполнена правильно.
- В конце нужно проконтролировать трансформатор инвертора под управлением конденсаторов. Для этого увеличьте уровень пропуска до 200 Вт, подключите осциллограф и наблюдайте за звуковыми сигналами, который будет издавать коллектор-эмиттер.
Вернуться к оглавлению
Меры безопасности при работе со сварочным инвертором
Сварка — это очень опасный и травматичный вид работы. А электросварка может ударить сварщика электрическим током. Поэтому все оборудование, то есть сварочный аппарат, с которым работает сварщик, должно быть заземлено качественно. Это помогает защититься от электрических травм.
Следующая опасность для здоровья человека — это ультрафиолетовый спектр электрической дуги. Он может нанести вред органам зрения, кожным покровам и вызвать сильные ожоги. Поэтому люди, которые работают со сварочным аппаратом, должны обязательно пользоваться специальной одеждой и маской, предназначенными для сварки. Желательно ограждать других людей от сварки, т.к. если просто смотреть на работу сварщика, то тоже можно получить ожоги глаз.
При соблюдении правил безопасности сварочные работы не принесут вреда жизни и здоровью человека.
Сварочный инвертор имеет много плюсов, главный из которых — это его маленький вес.
В нем вы можете использовать электроды и переменного, и постоянного тока.
moiinstrumenty.ru
схема для самостоятельной быстрой и качественной сборки
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Строение самодельного инвертора
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм , и длиной 10 мм .
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы.
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
- Медные провода;
- Хлопчатобумажная ткань;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит.
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм ;
- Вторичная первая – 15 витков, ПЭВ 1 мм ;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм ;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм .
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см , к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой. Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика. Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2. Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм . Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм . Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см. Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм . На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
- Паяльник;
- Пылесос;
- Отвертка;
- Тестер;
- Кисточка.
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом. Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
Оцените статью: Поделитесь с друзьями!elektro.guru
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора – его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Схема: разобранный сварочный инверторВес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
www.asutpp.ru
Сварочный инвертор своими руками – схемы и инструкции по ремонту
У большинство сварочных аппаратов строят по инверторной схеме, где в качестве силовых переключателей используются мощные полевые транзисторы. Ее применение предоставляет возможность уменьшить массу с габаритами конструкции.
На рынке предлагается широкое разнообразие инверторных сварочных аппаратов, но у всех их очень схожий принцип действия. Чтобы смастерить инвертор сварочный своими руками или починить его, необходимо понять, как функционируют в нем внутренние схемы.
Сварочный инвертор своими руками схемы
Собираемый сварочный инверторный аппарат будет состоять из следующих элементов:
- Драйвера силовых ключей
- Блок питания
- Силовая часть
Постараемся разобрать, как самостоятельно смастерить сварочный инвертор со следующими характеристиками:
- Ток сварки – до 250 А
- Напряжение сети – 220 В
- Потребляемый максимальный ток – 32 А
Такой аппарат сможет без труда варить электродом 5-ой с длиной дуги до 1 см. Уровень КПД не меньше, чем у магазинных инверторов.
Видео, китайский сварочный инвертор изнутри — основные плюсы и минусы
Схема сварочного инвертора
Ниже приведена схема блока питания агрегата, которая должна помочь людям, хорошо разбирающимся в электронике.
Чтобы стабилизировать напряжение, необходимо делать обмотки по всей ширине каркаса. Всего их будет четыре:
- Первичная – ПЭВ 0.3 мм, 100 витков
- Вторичная (2) – ПЭВ 1 мм, 15 витков
- Вторичная (3) – ПЭВ 0.2 мм, 15 витков
- Вторичная (4) – ПЭВ 0.3 мм, 20 витков
Монтировать плату, на которой располагается блок питания, нужно отдельно. От силовой части она будет отделяться металлическим листом, который подсоединяется к корпусу сварки электрически.
Проводники, которые предназначаются для управления затворками, припаиваются как можно поближе к транзисторам, при этом они должны скручиваться между собой попарно. Сечение не является существенным, однако длина проводников не должна быть свыше 150 мм.
Изготавливая сварочный инвертор своими руками схемы для понимающего человека играют самую важную роль. Ниже приведена еще одна из них, на которой изображена силовая часть.
Блок питания будет представлять собой классический флайбэк. Первичная обмотка трансформаторного блока накрывается экранирующей обмоткой из того же провода. При этом наложенные витки должны в полном объеме перекрывать первичные и совпадать по направлению. Между ними должна быть изоляция из малярного скотча или лакоткани.
Чтобы настроить блок питания, необходимо подобрать сопротивление таким образом, чтобы напряжение, которое подается на питание реле, равнялось 20-25 В.
Все особенности силовой части показаны на схеме, приведенной немного выше. Самое важное – для входных выпрямителей подобрать мощные и надежные радиаторные элементы. Прекрасно подойдут модели, которые устанавливались в старых ПК с процессорами Pentium 4 и Alton 64. Купить их на рынке вторичных комплектующих можно по 4-5 долларов.
В схеме управления приводится только один термический датчик. Он должен помещаться внутрь корпуса радиатора, температура нагревания которого максимальна.
Для блока управления нужно найти на вторичном рынке ШИМ-контроллер модели TL494. У него задействован только один канал регулирования, через который происходит стабилизация тока в дуге. Конденсатор C1, приведенный на схеме, будет определять напряжение ШИМ, от которого зависит величина тока сварки.
Ремонт сварочного инвертора своими руками
Прежде чем начать ремонт сварочного инвертора своими руками, необходимо разобраться с основными неисправностями подобных устройств. Начать рекомендуется с визуального просмотра. В местах, которые визуально имеют плохой контакт, отсоединяются, зачищаются и вновь соединяются.
Одним из самых слабых мест инвертора является колодка клеммы, к которой подключается сварочный кабель. Большое значение тока и весьма ненадежный контакт ведет к критическому повышению температуры на проводах в местах соединения, которое разрушается и выходит из строя.
Среди других наиболее распространенных неисправностей выделяют:
- Чрезмерное потребление тока в условиях отсутствующей нагрузки
- Обрывы сварочной дуги
- Сварочный ток плохо отрегулирован
- Значение сварочного тока недостаточное для работы
- Увеличенная шумность трансформатора
- Самопроизвольное отключение
Основные виды неисправностей
Методы борьбы с каждой из неисправностью известны и, как правило, легко устранимы.
Если в сети отсутствует нагрузка, но при этом аппарат продолжает потреблять большое количество тока, на катушках наверняка замкнулись витки. Устранить такого рода неисправность легко перемоткой или наладкой изоляционного слоя.
Если сварочная дуга стала часто пропадать, однако зажечь ее повторно не получается, сопровождаясь мелкими искрами, наверняка произошел пробой обмотки и на сварочную цепь подается слишком высокое напряжение.
Часто проблемы инверторных аппаратов связаны с некорректной регулировкой сварочного тока. В различных аппаратах регулирование тока происходит по разному, поэтому для устранения проблемы необходима подробная схема, описывающая устройство конкретной модели. Чаще неисправность заключена в винте, который регулирует ток, иногда возможны замыкания на зажимах, в дроссельной катушке и тому подобное. Чтобы устранить неисправность, придется демонтировать кожух для исследования механизма.
Если сварочный ток имеет низкое значение, причина может крыться в падении напряжения непосредственно в электрической сети. Вторая распространенная проблема – все тот же неисправный регулятор.
Встречаются ситуации, когда аппарат начинает чрезмерно греться. Самые распространенные причины подобного явления – значение сварочного тока установлено выше допустимого, слишком продолжительная беспрерывная работа и применение слишком толстых электродов, для работы с которыми инвертор не рассчитан.
Когда аппарат сильно нагревается, на катушках начинает сгорать изоляция и, как следствие, происходит короткое замыкание, последствия которого будут намного серьезнее, вплоть до полного сгорания устройства. Исправить ситуацию чаще моно путем восстановления изоляции, но иногда приходится осуществлять перемотку катушек.
Когда наблюдается слишком чрезмерное гудение аппарата, оно может сопровождаться последующим его перегревом. Среди распространенных причин выделяют ослабление креплений, которые стягивают части магнитопровода, неисправное крепление механизмов перемещения или сердечника катушек. Если произошло замыкание между сварочными проводами, также увеличивается гул. Исправить ситуацию можно подтяжкой болтов, восстановлением крепления, изоляции на сварочном кабеле.
Если инвертор начал самопроизвольно отключаться, скорее всего произошло замыкание в цепи и сработали механизмы защиты. Нужно прозвонить электрическую цепь, найти поврежденный участок и произвести его восстановление.
Видео по ремонту сварочного инвертора
В заключении
В данной статье рассмотрены самые важные элементы, которым нужно уделить внимание при построении сварочного инвертора своими руками, а также распространенные неисправности подобного оборудования и методы их ликвидации.
Но браться за ремонт сварочных инверторов самому стоит только тогда когда присутствует уверенность в своих силах и хорошие знания в области электроники. Иначе рекомендуется обратиться к специалисту, чтоб не ухудшить ситуацию.
boldproject.ru
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу. Современная элементарная база позволяет создавать сварочные инверторы очень компактными и оснащенными всеми необходимыми функциями. Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 – 200 А.
При сварке металлов с помощью инвертора, электрическая дуга возникает между электродом, диаметром 1-5 мм, который часто изготовлен из того же материала, что и соединяемый материал и свариваемым материалом. Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Хочу представить вашему вниманию сборник принципиальных схем промышленных аппаратов сварочных инверторов, собранных “с миру по нитке”. Кому-то эти схемы понадобятся для ремонта, а кто и сам захочет повторить одну из схем. Ведь цена на готовое заводское устройство обычно лежит в пределах 300 – 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
На нашем сайте имеются в наличии для скачивания такие файлы:
- – Электрическая схема сварочного инвертора САИ;
- – Электрическая схема сварочного инвертора MOS;
- – Электрическая схема сварочного инвертора TELWIN;
- – Электрическая схема сварочного инвертора NEON;
- – Электрическая схема сварочного инвертора Inverter TOP DC;
- – Электрическая схема сварочного инвертора Prestige;
- – Электрическая схема сварочного инвертора ВДУЧ;
- – Электрическая схема сварочного инвертора ThermalArc;
- – Электрическая схема сварочного инвертора MARC;
- – Электрическая схема сварочного инвертора Maxstar;
- – Электрическая схема сварочного инвертора РУСЬ;
- – Электрическая схема сварочного инвертора DC250;
- – Электрическая схема сварочного инвертора Форсаж;
- – Электрическая схема сварочного инвертора Invertec V.
Все принципиальные схемы выложены в разделе КНИГИ и доступны для скачивания всем пользователям, по прямой ссылке с сервера сайта, без всяких депозитов и летитбитов.
Если у вас имеется ещё какая-либо схема сварочного инвертора – можете поделиться ей с посетителями нашего сайта прислав схему на почту.
ФОРУМ по сварочным инверторам.
Поделитесь полезной информацией с друзьями:
elwo.ru
что собой представляет, особенности применения
Инверторные сварочные аппараты – это сварочные агрегаты, удобные и простые в использовании, что позволяет им занимать лидирующие позиции среди всех видов подобных инструментов.
Сварочные аппараты существенно отличаются от сварок других видов особенностями электрической схемы, по которой они создаются. Основой таких приборов являются полупроводниковые диоды, транзисторы и тиристоры.
Принцип работы такого аппарата основан на технологии контролированного сдвига напряжения в сторону определенных показателей.
Работа устройства основана на выполнении таких последовательных процессов:
- Преобразование переменного тока, который поступает из обычной бытовой розетки, в постоянный.
ыполнение такого процесса обеспечивает диодный мост, который является обязательным блоком аппарата. - Далее уже измененный ток направляется на другой инвертор, который в этом конкретном случае выполняет функцию генератора высокочастотных импульсов.
- В транзисторной системе происходит обратное преобразование постоянного тока в переменный с повышенными параметрами частоты для обеспечения достаточной мощности прибора.
- После этого ток передается на трансформатор небольших размеров, который осуществляет снижение его напряжения и одновременно обеспечивает повышение его силы. Параметры такого важного и обязательного компонента позволяют создавать сварочные аппараты с минимальными габаритами и весом.
- Последним этапом преобразования тока является его возвращение в переменный для дальнейшей подачи его на выпрямитель. После этого ток снова преобразовывается в постоянный и подается для непосредственного выполнения сварочных работ.
Такой принцип работы и прохождение преобразовательных этапов гарантируют дугу со стабильными параметрами и равномерное поддержание таких характеристик для нормальной сварки деталей без прожогов металла или залипания электродов.
Несмотря на необходимость проводить большое количество процессов, инверторная сварка потребляет меньше электрической энергии и абсолютно безопасна для сети и бытовой техники.
Безопасно использовать инверторный сварочный аппарат можно с обязательным соблюдением таких простых правил:
- следить за состоянием и целостностью проводов, которые пропускают ток большой силы;
- обеспечивать надежную фиксацию клемм на устройстве для предотвращения возможности поражения мастера и других людей током;
- перед началом работы нужно проверить исправность всех компонентов – если конструкция охлаждается с применением вентилятора, то нужно убедиться, что он работает;
- проверить обязательное наличие средств индивидуальной защиты для сварщика;
- организовывать работу нужно только в благоприятных условиях, без превышения уровней допустимого температурного режима или влажности;
- точно соблюдать рекомендации и правила производителя.
Достоинства применения сварочного инвертора и минусы использования
Положительными характеристиками, которыми обладают такие виды оборудования для сварки металлических компонентов, являются:
- компактные размеры и небольшой вес, что позволяет удобно, без лишних проблем и трудностей перевозить или хранить прибор;
- универсальность устройств – можно обеспечивать эффективную работу с разными электродами и качественную обработку металлических поверхностей деталей из разного вида сплавов;
- при касании электрода к месту шва редко возникают моменты его залипания, что позволяет работать оперативно без лишних затрат времени и сил мастера;
- высокая эффективность работы с минимальными потерями энергии, и ее точное направление на создание дуги;
- во время использования устройства наблюдаются минимальные показатели разбрызгивания раскаленных частиц металла, что обеспечивает комфорт и безопасность работы сварщика;
- возможность создавать аккуратные, красивые швы без брака или недочетов;
- можно применять специальные электроды для работы с компонентами, которые сложно обрабатывать обычными инструментами – цветными металлами и изделиями с повышенным уровнем устойчивости к возникновению коррозий;
- удобные способы точно и быстро регулировать параметры тока, которые подаются на устройство для выполнения конкретного вида сварочных работ;
- наличие деталей регулировки стабильного состояния дуги и другие защитные функции позволяют использовать оборудование такого типа как профессиональными мастерами, так и новичками, у которых нет большого опыта работы с таким инструментом;
- минимальные показатели воздействия на электросеть, что обеспечивает максимальный уровень безопасности бытовой техники, которая включена во время сварочного процесса.
Негативными моментами, которые могут затруднять применение устройств, могут стать следующие нюансы:
- недостаточный уровень защиты от пыли и других загрязнений, которые могут негативно сказываться на работе и сроке нормального использования устройства длительное время без необходимости периодически чистить детали конструкции;
- требования для применения устройств при минимальных показателях минусовых температур внешней среды существенно ограничивают возможность использования сварки зимой на открытой местности;
- высокие показатели стоимости по сравнению с другими видами сварочных аппаратов.
Несмотря на указанные недочеты, использование таких приборов обеспечивает выполнение качественного и надежного соединения металлических деталей с ровными, аккуратными швами без сложных процессов работы и с возможностью использования как опытными мастерами, так и новичками.
Характеристики приборов, которые необходимо учитывать при выборе
Для того чтобы инверторный сварочный аппарат прослужил многие годы без поломок и смог в полной мере удовлетворить потребности в сварке определенного качества и эффективной обработке деталей, изготовленных из различных металлических сплавов, важно его правильно выбрать.
Перед покупкой таких инструментов важно обязательно учитывать такие параметры:
- Толщина металлических деталей, которые нужно соединять между собой. Необходимо учитывать для того, чтобы использовать устройство без перегревов и перегрузов в условиях превышения допустимых уровней нагрузки. Важно соблюдать параметры, на которые рассчитан агрегат. Такие требования производитель в обязательном порядке указывает в инструкции к прибору. Для того чтобы не переживать о таких моментах, достаточно обеспечить дополнительный запас мощности.
- Параметры напряжения сети. Универсальные сварочные аппараты могут использоваться от обычной бытовой розетки с сетью в 220 В. Устройство оборудовано надежной системой защиты, которая позволяет выдерживать скачки напряжения, которые часто случаются в домашних сетях электрических линий, и создавать условия для нормального выполнения сварочных процессов.
- Количество и качество печатных плат в устройстве. Эти детали – основа сварки такого типа. Покупка дешевого устройства приведет к выходу из строя такого компонента, а ремонт зачастую предполагает полную замену этого дорогостоящего элемента. Для того чтобы уточнить подобные характеристики, можно изучить описание устройства на товарных карточках или уточнить такую информацию у продавцов.
- Диапазон допустимых температур внешней среды, при которых можно без риска поломки применять прибор. Использование сварочного аппарата в более суровых условиях приведет к выходу из строя электроники устройства.
- Процесс ремонта устройств, в случае поломки какой-либо детали, выполнить собственными усилиями будет достаточно сложно.
Выбор и применение сварочного инверторного аппарата необходимо проводить с учетом уровня собственных навыков, цели применения, финансовых возможностей и личных предпочтений каждого мастера.
Сварочный инвертор – это инструмент, который имеет сложную конструкцию и состоит из нескольких блоков, что требует аккуратного использования и точного соблюдения всех требований и рекомендаций производителей. Такой подход обеспечит отличную службу агрегата и выполнение разных этапов обработки металлических конструкций.
Сварочные инверторы. Отличия от традиционных сварочных аппаратов. Преимущества инверторов
Сварочные инверторы..Иногда их по ошибке называют инвекторами, или даже инвентором.. Как часто мы слышим эту фразу, но чем же инверторы принципиально отличаются от обычной трансформаторной сварки?
Сварочные аппараты инверторного типа созданы для ручной электродуговой сварки металлов и металлоконструкций из чёрной стали. Данные инверторы характеризуются удобным использованием при работе, простотой в обслуживании и портативными размерами. Более того, в силу конструкции инверторы не “просаживают” сеть, и могут работать в условиях нестабильной сети.
Сварочный инвертор обычно скомплектован из выпрямителя, преобразователя, трансформатора, выходного выпрямителя и схемы контролирующей управление.
Для начала немного теории. Принцип работы сварочного инвертора заключается в одном из законов электротехники, который гласит: Чем больше частота напряжения, тем должны быть меньше габаритные размеры и масса трансформатора для передачи того же количества энергии. Так, при повышении частоты электрического тока в 1000 раз, размеры уменьшаться в 10 раз. Активные разработки с области инверторной сварки начались в начале 20-века, а узнаваемый облик они получили начиная с 90-х годов прошлого века., когда начали активно внедряться специальные силовые транзисторы. С их помощью удалось поднять частоту тока до больших высот, при этом уменьшая размеры аппаратов.
Так, например, сварочный инвертор тсс саи-200 работает на частоте 100 кГц обладая при этой массой всего в 7 кг. Для сравнения , у обычных аппаратов характеристика ,показывающая отношение сварного тока к массе аппарата , колеблется в пределах 1–1,5 А/кг, то у современных инверторов, эта величина добралась уже до 4–5 А/кг/
Сварочные инверторы завоевали лидерские позиции на рынке сварочного оборудования, благодаря своим отличным техническим характеристикам, удобству транспортировки и надежности при эксплуатации. Самыми главными преимуществами инверторы являются:
– Небольшой вес сварочного оборудования;
– Низкое потребление электроэнергии; (относительно трансформаторных сварочных аппаратов)
– Уменьшена зона разбрызгивания искр при сварке;
– Возможность регулирования силы сварочного тока;
– Возможность работы с момента включения;
– Высокое качество сварного шва.
Более того, инвертор – это самый безопасный и наиболее простой в эксплуатации аппарат среди всех приспособлений, предназначенных для сварки разнообразных металлов.
При работе с инверторами достаточно соблюдать несколько простых рекомендаций, выполняя которые вы существенно продлите срок эксплуатации вашего сварочного аппарата:
– Не ставьте инвертор в пыльные помещения. При работе на улице, во избежание попадания пыли установите его на подставку.
– В процессе эксплуатации не перегружайте инверторы. В инструкции по эксплуатации к каждому аппарату указана специальная характеристика “ПВ”. Она показывает, сколько процентов времени инвертор может работать в максимальном режиме. Расчет этого параметра обычно идет для 10 минут.
– После окончания сварочных работ, дайте инвертору немного остынуть. При отключении питания останавливается вентилятор, охлаждающий радиодетали, и если его заглушить сразу, то некоторые элементы схемы могут перегореть и выйти из строя.
Что такое сварочный инвертор – принцип действия
Сварочный инвертор (инверторный источник сварочного тока – ИИСТ) – это один из видов источника питания сварочной дуги. Инверторные источники сварочного тока для всех видов сварки устроены одинаково. Отличие состоит лишь в формируемой вольт-амперной характеристике. Поэтому возможен выпуск универсальных ИИСТ, пригодных для различных видов сварки (MMA, TIG, MIG/MAG).
Принцип действия инверторного источника сварочной дуги
- Работает от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Инверторный источник сварочного тока состоит из таких частей:
- выпрямитель,
- инвертор, собранный из транзисторов,
- трансформатор, который понижает напряжение,
- установленный на выходе выпрямитель.
Преимущества инверторного источника питания сварочной дуги:
– Главным достоинством инвертора является минимальный вес (из-за малых размеров трансформатора).
– Имеет широкий диапазон регулировки сварочного тока.
– Легко варит достаточно толстые металлические детали (благодаря высокому току и низкому напряжению).
– Электрод не прилипает к поверхности металла (функция «Arc Force»).
– Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы (функция Hot Start).
– При коротком замыкании сварочный ток снижается до минимума, что не позволяет электроду залипать при соприкосновении с деталью (функция «Anti-Sticking»). Это оберегает аппарат от выхода из строя.
Недостатки ИИСТ:
– Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
– Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
– Высокий (а зачастую – опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением, так называемой, улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях.
Использование инверторных технологий привело к уменьшению габаритов и массы сварочных аппаратов, улучшению качественного показателя сварочной дуги, повышению КПД, минимальному разбрызгиванию при сварке, позволило реализовать плавные регулировки сварочных параметров.
Сварочные инверторы – это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Дизельные сварочные генераторы Shindaiwa гарантируют стабильность напряжения на выходе генератора, вследствие чего отлично справляются с электропитанием сварочных аппаратов инверторного типа (DG45MK, DG25MK).
Дата публикации: 01 01 1970 г. ✎
Дата последнего изменения: 01 01 1970 г.
Сварочные инверторы – принцип работы, виды, выбор
История создания сварочных аппаратов прошла большой путь от сваривания с помощью аккумуляторов постоянного тока до инверторной сварки.
Принцип работы инверторных аппаратов
Выпрямительный блок конвертирует переменное сетевое напряжение в постоянное. Фильтром напряжение сглаживается. Далее напряжение реорганизуется в высокочастотное переменное однофазное, понижается с помощью трансформатора и выпрямляется. Затем напряжение сглаживается высокочастотным фильтром. В таком виде оно подаётся на дугу.
Инвертор – это преобразователь тока постоянного в переменное высокочастотное напряжение. Регулировка режима сварки может производиться тиристорным блоком. В сварочных инверторах могут использоваться амплитудное, частотное или широтное регулирование режима. Сварочные характеристики выпрямителей с инвертором значительно лучше, чем трансформаторных аппаратов, что обусловлено большим быстродействием устройства. В инвертирующем блоке ток преобразуется 4 раза, но, тем не менее оборудование весьма экономично.
Так как устройство преобразует напряжение в высокочастотное, то понижающий трансформатор будет легче традиционного во много раз. Практически такое оборудование может быть легче традиционного в 15 раз! Правда, эти устройства дороже обычных, но они имеют малые размеры и массу, очень экономичны – их КПД доходит до 0,9.
Конечно, инверторы имеют довольно сложную конструкцию, что несколько снижает их наработку на отказ. При сварке появляется характерный повышенный шум от высокочастотного трансформатора и выходного фильтра. Стоит отметить, что приборы с частотой тока более 20 кГц решают эту проблему, так как такие частоты нашим ухом не воспринимаются.
В инверторных установках используются мощные транзисторы. Это наиболее «чувствительные» элементы прибора. Ранее их изготавливали на тиристорах. Тиристоры более надёжны, но требуют введения в схему дополнительных больших ёмкостей конденсаторов. Кроме того, такие продукты работали в частотном диапазоне до 20000 Гц. В то же время необходимо отметить, что с появлением новых конструкций тиристоров опять можно увидеть это оборудование, работающее на этих полупроводниковых приборах.
Типы оборудования
Все установки для сварки принято разделять на 3 категории:
- Бытовые недорогие установки (однофазные) – сила тока до 200 ампер, питаются от сети 220 В с частотой до 50 герц.
2. Полупрофессиональные (однофазные и трёхфазные) – величина тока 200-300 ампер, зачастую питаются от сети 380 В с частотой до 50 герц.
3. Профессиональная техника, то есть промышленные (трёхфазные) образцы – сварочный ток от 300 ампер, питание от сети 380 В.
Выбор аппарата зависит от конкретных нужд. Покупая простой сварочный инвертор для дачи и дома, важно обратить внимание на его питание. При подборе преобразователя для сварки необходимо правильно рассчитать ток, который вам будет необходим для работы. Если требуется сваривание толстого металла, то предпочтение должно быть отдано мощным трёхфазным агрегатам. Это даст возможность долгое время использовать сварочник без остановок. Качество шва будет зависеть от вашего мастерства и типа аппарата.
На сегодняшний день однофазные и трёхфазные инверторные приборы стали очень популярны среди непрофессионалов и профессионалов. Это объясняется приемлемой ценой таких сварочников, небольшими размерами, лёгкостью в настройке аппарата и его многофункциональностью. Тонкая настройка инвертора, а также микропроцессор дают возможность работать с металлами любой толщины.
Производители и выбор конкретной модели
На сегодняшний день предложение моделей самых различных производителей довольно широко. Диапазон цен не менее обширен – есть множество модификаций с довольно низкой ценой, доступной практически любому, однако, несмотря на это, они имеют достаточно хорошие технические характеристики. Такое оборудование может с успехом применяться в быту и ему вполне по силам практически любая работа по сварке и резке металла, которая может потребоваться в домашнем хозяйстве.
Многие устройства (и довольно качественные) собираются в Китае. Именно их низкая стоимость привела к общему снижению цен на эту технику. Отечественные компании также предлагают немалый ассортимент таких устройств. Кроме того, в продаже имеется множество моделей разных зарубежных фирм. Чтобы сориентироваться в этом многообразии и не разочароваться впоследствии при отборе «своего» образчика нужно изучить технические характеристики устройств. Наиболее важные параметры:
– сила тока;
– диапазон изменения тока;
– вес механизма;
– гарантия и возможность ремонта.
С последними двумя пунктами всё ясно. Параметры напряжения на выходе и диапазон их изменения определяют мощность сварочного инвертора и силу его сварочной дуги. Например, при силе тока в 200 ампер, можно резать металл с толщиной до 5 миллиметров. Здесь нужно исходить из своих потребностей – более мощная сварка, конечно, и стоит дороже.
При выборе фирмы производителя многие специалисты рекомендуют выбирать отечественные модели – это позволит избежать головной боли в случае необходимости гарантийного обслуживания и ремонта.
IRJET – Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает доклады из различных инженерных и технологических дисциплин для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, Сентябрь 2021 Публикация в процессе …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своего Система контроля качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 9 (сентябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 9, сентябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
(PDF) Проектирование и исследование мощности инвертора GMAW на основе DSCCS
Procedure Engineering 15 (2011) 1098 – 1102
1877-7058 © 2011 Опубликовано Elsevier Ltd.
doi: 10.1016 / j.proeng. 2011.08.203
Доступно на сайте www.sciencedirect.com
Доступно на сайте www.sciencedirect.com
Разработка процедур 00 (2011) 000–000
Процедуры
Engineering
www.elsevier.com/locate/ Процедура
Продвинутый уровень техники управления и информатики
Разработка и исследование мощности инвертора GMAW на основе DSCCS
Chuntian Li
a
, Changhua Du
a
, Huibin Xu
, Huibin Xu
a
a,
a *
a
Колледж материаловедения и инженерии, Технологический университет Чунцина,
No.69 HongGuang Road, Ba’nan District, Chongqing, and, 400054, P.R. Китай
Реферат
Основываясь на эффективной и динамической адаптируемости процесса сварки GMAW (газовая дуговая сварка), основная цепь питания GMAW
подключена к инвертору промежуточной частоты и полному мосту IGBT.
удачно разработан в статье, и для использования методов управления PCF (параллельная и составная обратная связь),
методы сумматора для исчисления и отношения, а также теория преобразования Лапласа, модель соответствующего математического
функция между динамическими сигналами построена точно.При дальнейшем размышлении, DSCCS (система управления замкнутым циклом цифрового сигнала
) обнаруживается на основе блока DSP и PCF. С помощью корреляционного сварочного испытания
проанализировали теорию управления и механизм формы волны сварочного тока от DSCCS. Объективно оценена технологичность сварочной техники
.
Ключевые слова: инверсия мощности для GMAW, PCF, DSCCS, управляющий механизм
1. Предисловие
Качество сварного соединения зависит от соотношения теплоты сварочной дуги Ea и теплоты сопротивления Es, соотношение
велико, стабильная ванна с жидкостью, плавная и равномерная передача капель, равномерность и усиление сварного шва
небольшое, проплавление большое, соединение плоской формы, гладкое и красивое.В противном случае усиление сварного шва
большое, а проплавление небольшое, формовка идет вверх и вниз. На этапе короткого замыкания
теплота сопротивления зависит в основном от тока короткого замыкания, времени короткого замыкания и удлинения
настоящей проволоки, тепловая энергия дуги небольшая, в основном из-за момента затухания дуги. ; на стадии горения дуги
теплота сопротивления зависит в основном от тока и времени горения дуги, а на удлинении
настоящей проволоки теплота дуги зависит в основном от плотности тока и времени горения дуги
и т. д.Таким образом, регулирование и управление формой волны сварочного тока для GMAW в разное время, чтобы
найти оптимальное соотношение Ea и Es, может заставить сварочную мощность адаптироваться к динамическим и циклическим характеристикам
«короткой дуги».
[1] [2]
С этой целью успешно спроектирована система DSCCS на основе PCF для мощности GMAW инвертора,
включая общую конструкцию схемы управления мощностью, конструкция дискретизации сигнала ФКВ
* Корреспондент.Тел .: +8602362563718; факс: +8602362563719
Электронный адрес: [email protected]
Открытый доступ по лицензии CC BY-NC-ND.
© 2011 Издано Elsevier Ltd.
Выбор и / или экспертная оценка под ответственностью [CEIS 2011]
Открытый доступ по лицензии CC BY-NC-ND.
Принцип работы и применение сварочного трансформатора
Принцип работы и применение сварочного трансформатора
Введение
В этой статье мы узнали о работе и применении сварочного трансформатора.
Основная идея сварочного трансформатора
Сварочный трансформатор – это понижающий трансформатор, который имеет тонкую первичную обмотку с большим количеством витков, а его вторичная обмотка имеет большую площадь поперечного сечения и меньшее количество витков, что обеспечивает меньшее напряжение и очень высокий ток во вторичной обмотке. Сварочный трансформатор снижает напряжение от источника до более низкого напряжения, подходящего для сварки. Обычно от 15 до 45 вольт. Вторичный ток достаточно высокий и обычно может составлять от 200 до 600 А, но может быть намного выше.Вторичная обмотка может иметь несколько отводов для регулировки вторичного напряжения для управления сварочным током. Ответвители обычно подключаются к нескольким сильноточным розеткам или к сильноточному переключателю. Один конец вторичной обмотки подсоединен к сварочному электроду, тогда как другой конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к свариваемым деталям. контактное сопротивление между электродом и свариваемыми деталями.Вырабатываемое тепло расплавляет электрод, и зазор между двумя частями заполняется. Фиггер показывает простой сварочный трансформатор.Полное сопротивление сварочного трансформатора может быть выше, чем полное сопротивление трансформатора общего назначения. Импеданс сварочного трансформатора может играть роль в процессе создания дуги и управления током. Сварочные трансформаторы большой мощности, скорее всего, будут рассчитаны на трехфазный ввод. Есть много трансформаторов меньшего размера, которые рассчитаны на однофазный ввод.
Сварочный трансформатор постоянного тока
Для сварки постоянным током (DC) выпрямитель подключается ко вторичной обмотке трансформатора. Также может быть дроссель фильтра или индуктор для сглаживания постоянного тока. весь узел трансформатора и выпрямителя можно назвать источником сварочного тока. Обмотка сварочного трансформатора очень реактивна. В противном случае может быть добавлен отдельный реактор последовательно со вторичной обмоткой.Управление сварочным трансформатором ARC
Для управления дугой используются различные реакторы со сварочными трансформаторами.Ниже приведены некоторые методы управления дугой.Реактор с отводом
С помощью отводов на реакторе регулируется выходной ток. Это ограниченное количество текущих настроек.Реактор с подвижной катушкой
Реактор с подвижной катушкой – это реактор, в котором реактивное расстояние между первичной и вторичной обмотками регулируется. Ток становится меньше, если расстояние между катушками велико.Перемещающийся шунтирующий реактор
Подвижный шунтирующий реактор – это реактор, в котором можно регулировать положение центрального магнитного шунта.Изменение выходного тока достигается за счет регулировки шунтируемого потока.Реактор бесступенчатого действия
Непрерывно регулируемый реактор – это реактор, в котором высота реактора постоянно изменяется. Большее реактивное сопротивление получается из-за большей вставки сердечника и, следовательно, выходной ток меньшеНасыщаемый реактор
Для регулировки реактивного сопротивления реактора требуемый постоянный ток s, если постоянный ток возбуждения больше. Следовательно, изменения тока получаются за счет изменения реактивного сопротивления
. Принцип работы аппарата для точечной сварки_Shanghai Sanyu Industry Co., ООО
Процесс точечной сварки заключается в открытии охлаждающей воды; поверхность сварка очищается, и сборка аккуратно выносится в пространство между верхним и нижним электродами, и прикладывают давление, чтобы контакт хорошо; при подаче питания контактные поверхности двух заготовки нагреваются и частично оплавляются. Самородок; поддерживать давление после выключить питание, так что охлаждение самородка затвердевает под давлением, образуя припой. суставы; снимаем давление, снимаем заготовку.Параметры точечной сварки, такие как сварочный ток, давление электрода, время включения и работа электрода размер поверхности имеет большое влияние на качество сварки.
В аппарате точечной сварки используется высокотемпературная дуга, генерируемая положительным и отрицательные полюса при мгновенном коротком замыкании, чтобы расплавить свариваемый материал между электроды для достижения цели их объединения. Структура Аппарат точечной сварки очень прост. Проще говоря, это мощный трансформатор, преобразующий переменный ток 220 В в низкое напряжение.Сильноточная мощность питание может быть либо постоянным, либо переменным током. Сварочный трансформатор имеет свои особенности, то есть имеет резкое падение вольт-фарадных характеристик.
После зажигания сварочного прутка напряжение падает, и рабочий напряжение сварочного аппарата регулируется. Помимо напряжения 220/380 преобразование за один раз, вторичная обмотка также имеет напряжение переключателя ответвлений, и также есть регулируемый сердечник с сердечником. Электросварочный аппарат в основном трансформатор большой мощности, выполненный по принципу индуктивности.Индуктивность вызывает большое изменение напряжения при включении и выключении, и использует дугу высокого напряжения, генерируемую коротким замыканием положительного и отрицательные полюса, чтобы расплавить припой на электроде. Для достижения цели объединяя их.
Точечная сварка – это сварное соединение, зажатое между двумя электроды, использование тепла сопротивления для плавления основного металла, образование метод контактной сварки припоя.Для соединения используется точечная сварка. тонких пластин, таких как обшивка самолетов, пламя авиационных двигателей и кабина автомобиля корпуса. Трансформаторы для точечной сварки – это приборы для точечной сварки, и вторичный имеет только одну петлю. Верхний и нижний электроды и электрод Рукав служит как для проведения сварочного тока, так и для передачи энергии. Охлаждение воды через трансформатор, электроды и другие детали, чтобы Избегайте тепловой сварки, сначала следует пропустить охлаждающую воду, а затем включить выключатель.Качество электрода напрямую влияет на процесс сварки, качество и производительность сварки. Материал электродов обычно изготавливается из медь, кадмиевая бронза, хромовая бронза и др. Форма электрода различны и в основном определяются формой сварного шва. Когда Устанавливая электрод, следует отметить, что верхний и нижний электроды поверхности остаются параллельными; поверхность электрода должна быть чистой, часто используется для шлифовки наждачной бумагой или шпателем.Сварочные циклы для Точечная сварка и сварка выступом состоят из четырех основных этапов ( точечная сварка процесс ):
(1) Стадия предварительного сжатия – электрод опускается до включенного состояния. этап, чтобы убедиться, что электрод прижимает заготовку так, чтобы давление между заготовками.
(2) Время сварки – сварочный ток проходит через заготовку и выделяется тепло, чтобы сформировать самородок.
(3) Время выдержки – сварочный ток отключается и электрод давление поддерживается до тех пор, пока самородок не затвердеет до достаточной прочности.
(4) Время отдыха – электрод начинает подниматься, пока электрод не начнет подниматься. снова упадет, и начнется следующий цикл сварки.
Для улучшения характеристик сварных соединений иногда необходимо добавить к основному циклу одно или несколько из следующего:
(1) Увеличьте предварительное давление, чтобы устранить зазор между толстыми заготовками. и сделайте их плотно подогнанными.
(2) Улучшите пластичность металла с помощью импульса предварительного нагрева, чтобы заготовка легко приклеивается и не разбрызгивается; это может сделать множественные неровности равномерно соприкасаются с плоской пластиной перед сваркой, чтобы гарантировать постоянный нагрев в каждой точке.
Сварка TIG – детали, работа, применение, плюсы и минусы.
Сварка TIG | Принцип, работа, применение, преимущества и недостаткиЗдесь мы предоставим информацию о том, что такое сварка TIG, как она работает, принципах, преимуществах и недостатках.Полная форма сварки TIG – это сварка вольфрамовым электродом в среде инертного газа или также известная как сварка вольфрамовой дугой. В процессе сварки TIG для образования сварного шва требуется тепло, которое обеспечивается интенсивной электрической дугой, которая образуется между вольфрамовым электродом и заготовкой. Там используется неплавящийся электрод и он не плавится. Как правило, при этой сварке не требуется присадочный материал, и при необходимости сварочный стержень подается непосредственно в зону сварки, и он плавится с основным металлом. Сварка TIG широко используется для сварки алюминиевых сплавов.
Читайте также: Различные виды сварки ПринципПринцип сварки TIG такой же, как и у дуговой сварки. При сварке вольфрамовым электродом дуга высокой интенсивности образуется между вольфрамовым электродом и заготовкой. При сварке TIG заготовка подключается к положительной клемме, а электрод – к отрицательной клемме. Дуга производит огромную тепловую энергию, которая используется для соединения металлических пластин. Используется защитный газ, который защищает поверхность шва от окисления.
Что используется при сварке TIG?Источник питания
Основная часть сварки – это источник питания. Для сварки TIG требуется источник сильноточного тока. В этой сварке используются источники питания как переменного, так и постоянного тока. Постоянный ток используется для нержавеющей стали, мягкой стали, меди, титана, никелевого сплава и т. Д. Переменный ток используется для алюминия, алюминиевого сплава и магния. В источнике питания есть трансформатор, выпрямитель и электронное управление.Ток 10-35 В и 5-300 А, необходимый для образования дуги.
Горелка TIG
Горелка TIG очень важна для сварки TIG. Горелка состоит из трех основных частей: вольфрамового электрода, цанг и сопла. Горелка имеет водяное или воздушное охлаждение. Цанга удерживает вольфрамовый электрод. Они доступны в различных диаметрах в зависимости от диаметра вольфрамового электрода. Дуга и защитные газы поступают в зону сварки через сопло. Поперечное сечение сопла небольшое, что дает высокую интенсивную дугу.Сопло необходимо время от времени заменять, так как оно повреждается сильной искрой для повышения производительности.
Защитный газ
Обычно в качестве защитного газа используются аргон и другие инертные газы. Важность защитного газа заключается в том, что он защищает сварной шов от окисления. Защитный газ защищает зону сварки от кислорода и других газов из атмосферы. В зависимости от металла используются разные инертные газы. Система регулирует подачу защитных газов на сварку.
Наполнитель
Для сварки тонких листов присадочный материал не используется, но используется толстый присадочный материал.Присадочный материал используется в виде стержней и подается непосредственно во время сварки вручную.
Как работает сварка TIG?Принцип работы сварки TIG описан ниже.
В процессе работы – высокое напряжение низкого напряжения, подаваемое источником питания на сварочный или вольфрамовый электрод. Электрод подключается к отрицательной клемме, а заготовка – к положительной клемме.
Подаваемый ток образует искру между вольфрамовым электродом и заготовкой.Вольфрам – это неплавящийся электрод, который дает очень интенсивную дугу. Эта дуга выделяет сильный жар и расплавляет основной металл, который образует сварной шов.
Защищенные газы, такие как аргон, гелий, через клапан давления и регулирующий клапан подают на сварочную горелку. Защитные газы образуют экран вокруг сварного шва и не пропускают кислород и другие химически активные газы. Кроме того, эти экранированные газы создают плазму, которая увеличивает нагревательную способность дуги для лучшей сварки.
При сварке тонкого материала присадочный материал не требуется, но для создания толстых швов требуется некоторый присадочный материал в виде стержня, который сварщик вручную подает при сварке.
Читайте также: Сварка MIG ПриложенияСварка TIG широко применяется для сварки алюминия и алюминиевых сплавов.
Он также используется для сварки нержавеющей стали, сплава на основе углерода, сплава на основе меди, сплава на основе никеля и т. Д.
Также используется для сварки разнородных металлов.
СваркаTIG широко используется в авиакосмической промышленности.
Преимущества сварки TIG- Сварка TIG обеспечивает более прочное соединение по сравнению с дуговой сваркой в защитной оболочке.
- Соединение, выполненное сваркой TIG, устойчиво к коррозии и является пластичным.
- С помощью этой сварки можно формировать самые разные конструкции стыков.
- Этот вид сварки не требует флюса.
- Процесс автоматизирован.
- Подходит для тонких листов.
- Обеспечивает отличную отделку поверхности, так как на нем почти нет брызг металла.
- Безупречный шов может образоваться из-за неплавящегося электрода.
- Сварщик имеет больший контроль над сваркой, чем другие типы сварки.
- Он работает как от переменного, так и от постоянного тока в качестве источника питания.
- Может сваривать до толщины около 5 мм.
- Требует высококвалифицированного труда.
- По сравнению с дуговой сваркой, он имеет высокие начальные затраты или затраты на настройку.
- Это медленный процесс сварки.
Это информация о том, что такое сварка TIG, ее принципах, применении, работе, преимуществах и недостатках.
🔔 Надеемся, эта информация вам поможет.Для получения дополнительной информации нажмите кнопку уведомления и получайте регулярные обновления от Unbox Factory .
Теперь, если вы найдете эту информацию полезной, поделитесь ею со своими друзьями, семьей и коллегами.
Если вам понравился этот пост, дайте нам знать в комментариях ниже, если вы хотите добавить дополнительную информацию по этой теме, прокомментируйте информацию. Рассмотрим информацию, если она актуальна.
Спасибо за внимание.
Как работает инверторный сварочный аппарат?
Инверторные сварочные аппаратыподходят для всех процессов дуговой сварки, таких как MIG / MAG, электродная и плазменная сварка.В зависимости от выходной мощности инверторные сварочные аппараты подключаются к электросети с одной или тремя фазами. Основной принцип инвертора соответствует принципу импульсного источника питания.
Больше комфорта с инверторными сварочными аппаратами
Как работает инверторный сварочный аппарат?
Инверторные сварочные аппараты – это особый тип аппаратов для сварки в инертном газе, но инверторные сварочные аппараты работают таким же образом. Инверторные сварочные аппараты имеют то преимущество, что они намного легче обычных сварочных аппаратов и работают очень безопасно.
В отличие от обычных сварочных аппаратов в среде защитного газа, которым для запуска требуется дополнительный трансформатор, инверторные сварочные аппараты не нуждаются в нем, потому что тяжелый трансформатор заменен полупроводниковой технологией, а управление осуществляется с помощью небольшого потенциометра, который управляет электроникой инверторного сварочного аппарата.
Сварочные аппаратыс инвертором работают с постоянным током, преимущество которого заключается в более медленном плавлении материалов с большей мощностью, несмотря на ту же силу тока.
Сварка постоянным током
Поскольку инверторные сварочные аппараты работают на постоянном токе, можно сваривать все типы электродов. Благодаря электронной регулировке сварочного тока инверторные сварочные аппараты также обладают лучшими сварочными свойствами и могут использоваться для обработки многих металлов. Благодаря компактной конструкции и небольшому весу инверторные сварочные аппараты в основном используются на строительных площадках и в коммерческих целях, поскольку они обеспечивают большую мощность при меньшем весе.
Легко транспортировать
В отличие от обычных сварочных аппаратов MIG, MAG и TIG, инверторные сварочные аппараты дороже в приобретении, но их намного проще транспортировать.Кроме того, эффективность инверторных сварочных аппаратов выше, чем у других источников сварочного тока.
Различные специальные функции благодаря последним техническим инновациям
Как работает инверторный сварочный аппарат?
Благодаря более высокой рабочей частоте инверторных сварочных аппаратов, высокодинамичные сварочные процессы можно регулировать гораздо точнее, благодаря чему могут быть реализованы различные комфортные функции, такие как функция горячего старта, которая предотвращает слипание стержневого электрода из-за короткого замыкания. временное наложение сварочного тока и более быстрый прогрев начала сварочного шва или функция защиты от прилипания.
, при котором система выдает максимальный ток незадолго до короткого замыкания, что предотвращает отжиг или прилипание электрода. Кроме того, можно использовать инверторный сварочный аппарат для электронного регулирования дуги, так что установленное значение тока непрерывно автоматически увеличивается, как только дуга укорачивается.
Это позволяет поддерживать почти постоянную длину дуги.
Принцип инверторной сварки: описание, схема и устройство
Традиционные сварочные аппараты с неизмененными трансформаторами огромных размеров постепенно уходят в прошлое.Вместо этого сейчас появились компактные сварочные инверторы. Они просты в использовании, ими могут пользоваться даже новички. Для того, чтобы узнать, что это за устройство, нужно рассмотреть устройство и работу сварочного инвертора.
О конструкции
Устройство отличается от традиционного и более привычно каждому сварщику трансформаторов.
В инверторе процессы преобразования рабочего тока происходят по-разному. Эти процессы идут пошагово с помощью небольшого трансформатора, размер которого немного больше пачки сигарет.Еще одно отличие – электронная система управления. Это облегчает сварку. Благодаря электронной системе образуются качественные швы. Вот как работает инверторный сварочный аппарат. Отзывы об этой технике в основном положительные. Многие используют его из-за компактности и качества шва.Общий принцип работы
Вначале входные токи с напряжением 220 вольт переменной частоты протекают через выпрямитель и затем преобразуются в постоянные. Кроме того, ток сглаживается фильтром.Часто используется как традиционная схема на основе электролитических конденсаторов. Далее постоянное напряжение и ток проходят через полупроводниковый модулятор, где снова преобразуются в переменный, но с более высокими частотами. В разных моделях этот показатель различается, но не превышает 100 кГц. Затем ток снова выпрямляется, и напряжение снижается до значения, необходимого для сварки металлов. Принцип инверторной сварки основан на высокочастотных преобразователях. Наличие этих узлов позволяет использовать небольшие трансформаторы, за счет чего масса агрегата значительно уменьшилась.Например, чтобы сделать инверторный сварочный аппарат, способный выдавать ток 160 ампер, трансформатор должен весить не более 250 граммов. Чтобы достичь того же результата при использовании традиционного устройства, трансформатор должен иметь минимальную массу 18 кг. Это очень неудобно.
Блок управления – главное преимущество инверторных сварочных аппаратов
Очень важную роль в работе этого оборудования играет электроника. Благодаря этому предоставляется обратная связь. Это помогает полностью контролировать электрическую дугу, при необходимости корректировать или поддерживать ее параметры на желаемом уровне.
Малейшее отклонение характеристик дуги мгновенно считывается с помощью микропроцессоров. Такой принцип работы инверторного сварочного аппарата и наличие электронного блока управления гарантируют электрическую дугу с наиболее стабильными характеристиками. Это со временем повышает качество сварочных работ.Принципиальная схема
В выпрямителе переменный ток 50 Гц и напряжение 220 вольт проходит через мощный диодный мост. Пульсации тока с переменной частотой сглаживаются наличием в цепи электролитических конденсаторов.В процессе работы диодный мост подвержен перегреву, поэтому радиаторы устанавливаются на диоды. Кроме того, инвертор оснащен тепловым предохранителем. Работает, если диоды нагреть до 90 градусов. Термопредохранитель надежно защищает диоды. Возле диодного моста можно увидеть довольно большие конденсаторы. Их емкость может составлять от 140 до 800 мкФ. Также в схеме обязательно присутствуют фильтры, не допускающие каких-либо помех при работе. Мы рассмотрели принцип сварки сварочного инвертора.
Схема подразумевает и другие элементы. Рассмотрим их ниже.Инвертор: что это такое
Сам инвертор построен на двухосферном шине. Это мощные транзисторы. У них очень жаркое свойство, поэтому они оснащены радиатором. Такие полупроводниковые элементы решают проблему коммутации токов, проходящих через импульсный трансформатор. Рабочие частоты здесь могут превышать несколько тысяч кГц. В результате генерируется ток высокой переменной частоты. Транзисторы должны быть устойчивы к перепадам напряжения.Производители оснащают устройства специальными схемами защиты. Часто их собирают по схеме на резисторах и конденсаторах. Далее в корпус входит вторичная обмотка понижающего трансформатора. Имеет небольшие напряжения – до 70 вольт. Но сила тока может быть 130-140 Ампер.
Выходной выпрямитель
Чтобы на выходе формировался постоянный ток и напряжение, используйте надежные выходные выпрямители. Схема собрана на основе двойных диодов, имеющих общий катод.Эти элементы отличаются высокой скоростью работы, мгновенно открываются и быстро закрываются. Время реакции таких диодов составляет около 50 наносекунд. Эта скорость очень важна.
Диоды должны работать с токами высокой частоты, обычные полупроводниковые элементы с такой проблемой не справляются. Им просто не хватало скорости при переключении. В случае ремонта, даже зная устройство сварочного инвертора, принцип работы, эти диоды рекомендуется заменить на элементы с такими же характеристиками.Устройство и работа электронной системы
Питается от стабилизаторов напряжения, рассчитанных на 15 вольт. Эти элементы устанавливаются на радиаторы отопления. Напряжение питания на плату поступает от главного выпрямителя. При подаче напряжения сначала заряжаются конденсаторы. Напряжение в этот момент нарастает. Для защиты диодной сборки используется ограничивающая схема с мощным резистором. Когда конденсаторы будут полностью заряжены, сварочный аппарат приступит к работе. Контакты реле замкнуты, и резистор больше не будет участвовать в процессе.
Дополнительные узлы и системы
Устройство и принцип работы сварочного инвертора подразумевают наличие других систем и компонентов, обеспечивающих прибору такие высокие характеристики. Итак, можно выделить систему управления, а также драйверы. Основным элементом здесь является микросхема контроллера ШИМ. Он обеспечивает контроль за действием мощных транзисторов. Также в приборе есть различные управляющие, а также регулирующие схемы. В этом случае основным элементом является трансформатор.Это нужно для контроля мощности и других характеристик тока после выходного трансформатора.
Принцип работы сварочного инвертора также подразумевает наличие системы контроля напряжения и характеристик токов на выходе в питающей сети. Этот блок состоит из операционного усилителя на микросхеме. Основное назначение системы – включение режима аварийной защиты в случае крайней необходимости. Также он предназначен для контроля работы и исправности электронного блока.СВАРОЧНЫЕ МАШИНЫ ДЛЯ СВАРКИ TIG
Сварка металлов в среде инертного газа на сегодняшний день является одним из самых популярных методов ручной сварки. Работа с использованием аргона обеспечивает высокое качество стыков за счет полной теплоизоляции ванны. Таким образом можно работать с любыми металлами, даже с алюминием, магнием, титаном и их сплавами. Принцип работы сварочного инвертора на аргоне не отличается от обычного инвертора. Основное отличие в том, что в процессе используется не только источник сварочного тока, но и специальная горелка.Сварка TIG предполагает постоянный нагрев рабочей зоны с помощью электрической дуги, которая создается с помощью тугоплавкого вольфрамового электрода. Многим интересно узнать, как работает инверторный сварочный аппарат такого типа. Давайте разберемся.
Устройство сварочного аппарата TIG
Аппарат для аргонно-дуговой сварки представляет собой источник тока и специальную горелку.
Первый нужен для генерации электрической дуги, а также поддержания ее значения в нормальных параметрах. Огромное количество металлов и сплавов, с которыми можно работать таким образом, требует множества корректировок.Сегодня для этого используются полупроводниковые инверторные блоки. Это инвертор для сварки TIG. Принцип работы не отличается от обычного инвертора, но выход такого устройства совмещен. Постоянный ток применяется для работы с нержавеющими сталями, медными сплавами. Переменная также подходит для магния, алюминия и других подобных сплавов. Режим работы при подаче прерывистых токов используется для сварки тонких деталей. Также в конструкции присутствует горелка. Что это такое? Это специальное устройство, в котором устанавливается вольфрамовый электрод.Имеет форсунку, через которую подается аргон. В отличие от традиционных полуавтоматов, подача газа в сварочной горелке TIG начинается до зажигания дуги.