Зубофрезерные станки
История отечественных станков для зубообработки насчитывает более 250 лет. Первый зуборезный станок был создан в России выдающимся изобретателем Андреем Нартовым в 1721 г. Однако промышленный выпуск зубообрабатывающих станков в России был начат только в годы Советской власти.
Так, в 1932 году на Станкостроительном заводе «Комсомолец» (г. Егорьевск) был изготовлен первый зубофрезерный станок модели 532. Станок предназначался для обработки цилиндрических прямозубых и косозубых колес внешнего зацепления диаметром до 750 мм и модулем до 8 мм, а также для изготовления червячных колес.
В 1933 году на Московском станкостроительном заводе «Красный Пролетарий» им. А.И. Ефремова был изготовлен первый зубодолбежный станок станок модели 512 для обработки цилиндрических колес внешнего и внутреннего зацепления с прямыми и косыми зубьями диаметром до 180 мм и модулем до 4 мм.
В 1935 году на Саратовском заводе зубострогальных станков, СЗЗС был изготовлен первый станок для нарезания конических зубчатых колес.
С этого периода началось интенсивное пополнение парка отечественных зубообрабатывающих станков и, таким образом, в Советском Союзе производились все типы станков, применяемые в практике зубообработки. Большое разнообразие типов и конструкций зубообрабатывающих станков диктуется разнообразием форм и размеров зубчатых колес, используемых в народном хозяйстве страны.
На зубообрабатывающих станках возможно изготовить практически все детали, имеющие равномерно расположенные зубья, в том числе цилиндрические зубчатые колеса внешнего и внутреннего зацепления с прямыми, косыми и шевронными зубьями, конические зубчатые колеса с прямыми, тангенциальными и круговыми зубьями, червячные колеса, шлицевые валы, храповые колеса, звездочки цепных передач и т. д.
Из таблицы видно, что номер модели зубодолбежных станков начинается цифрами 51, зуборезных станков для конических колес — цифрами 52 и т. д.
В шифрах новых моделей зубофрезерных станков после первых двух цифр стоит буква, обозначающая порядок освоения станка, и далее цифры, характеризующие параметр обработки по наибольшему диаметру.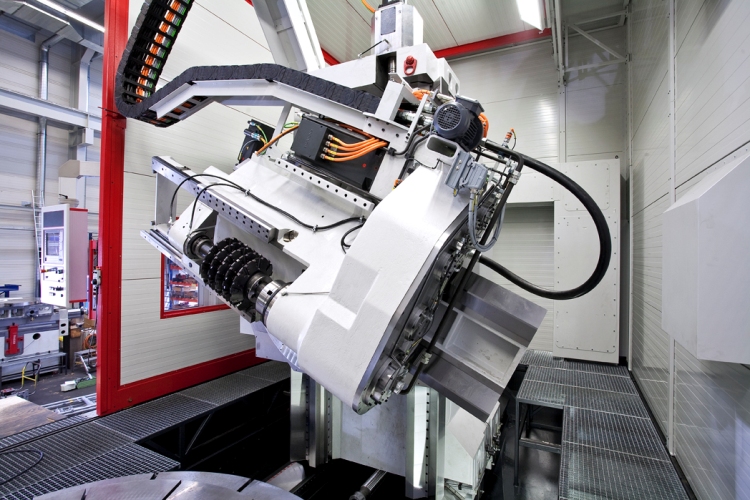
Классификация металлорежущих станков
Все металлорежущие станки, изготавливаемые в СССР, имеют шифр, обозначающий модель станка. Шифр состоит из нескольких цифр, а иногда с добавлением букв. Первые две цифры берутся из классификационной таблицы, разработанной ЭНИМС, по которой все станки разбиты на девять групп, а каждая группа еще на девять типов. В группы входят следующие станки:
- Станки токарные
- Станки сверлильные и расточные
- Станки шлифовальные и полировальные
- Станки комбинированные
- Станки зубообрабатывающие и резьбообрабатывающие
- Станки фрезерные
- Станки строгальные, долбежные и протяжные
- Станки разрезные
- Станки разные
Типы зубообрабатывающих и резьбообрабатывающих станков
- Станки зубострогальные для цилиндрических колес
- Станки зуборезные для конических колес
- Станки зубофрезерные для цилиндрических колес и шлицевых валиков
- Станки зубофрезерные для червячных колес
- Станки для обработки торцов зубьев колес
- Станки резьбофрезерные
- Станки зубоотделочные
- Станки зубошлифовальные и резьбошлифовальные
- Станки разные зубообрабатывающие и резьбообрабатывающие станки
Например, станок модели 53А20 относится к зубофрезерным для цилиндрических зубчатых колес (цифры 53), модель является первой разработкой (буква А), наибольший диаметр обработки 200 мм (цифра 2) и станок является универсальным (цифра 0).
Если станок будет предназначен для использования в крупносерийном и массовом производстве с ограниченной возможностью переналадки (такие станки носят название продукционных), то в конце шифра вместо нуля будет стоять цифра 3, например 53А23.
В зависимости от уровня точности обработки металлорежущие станки, согласно ГОСТ 8—77 «Станки металлорежущие. Общие условия испытания станков на точность» делятся на пять категорий.
- Н – нормальной точности
- П – повышенной точности
- В – высокой точности
- А – особо высокой точности
- С – особо точные
Зубообрабатывающие станки класса С предназначаются для обработки зубчатых колес различных точных механизмов, эталонных колес и червячных передач, установленных на шпинделях изделия и инструмента зубообрабатывающих станков. Такие червячные передачи называют делительными.
Среди однородных по типу станков, например зубодолбежных, зубофрезерных, зубошлифовальных и др. , различают станки по наибольшему диаметру обработки. В Советском Союзе для зубообрабатывающих станков установлен следующий ряд наибольших обрабатываемых диаметров: 80, 125, 200, 320, 500, 800, 1250, 2000, 3150 и 5000 мм.
, различают станки по наибольшему диаметру обработки. В Советском Союзе для зубообрабатывающих станков установлен следующий ряд наибольших обрабатываемых диаметров: 80, 125, 200, 320, 500, 800, 1250, 2000, 3150 и 5000 мм.
Для каждого типа станков основные размеры регламентируются соответствующими ГОСТами. Например:
- ГОСТ 6852—71 – Станки зубофрезерные вертикальные. Основные параметры и размеры
- ГОСТ 8000—78 – Станки зуборезные для конических колес с круговыми зубьями. Основные размеры
- ГОСТ 16471—70 – Станки зубошлифовальные для цилиндрических колес. Основные размеры
- ГОСТ 6818—77 – Станки зубошлифовальные для цилиндрических колес. Основные размеры
- ГОСТ 19167—73 – Станки зубозакругляюшие. Основные размеры
Зубофрезерные станки для нарезания цилиндрических и червячных зубчатых колес
Зубофрезерные станки для нарезания цилиндрических зубчатых колес изготовляют в нескольких вариантах конструктивного исполнения, называемых компоновками.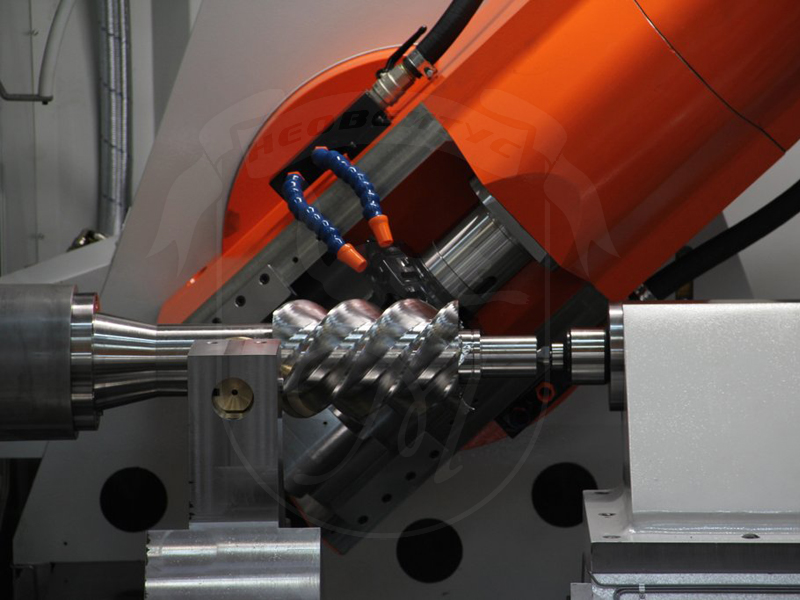
Компоновка зубофрезерных станков
На рис. 50 показаны вертикальное и горизонтальное исполнения зубофрезерных станков, определяемые положением оси нарезаемого зубчатого колеса 5. Зубофрезерные станки состоят из следующих основных частей, называемых сборочными единицами: станины 1, стойки 2, фрезерного суппорта 3, контрподдержки 4 и стола 6. Станина обычно служит основанием станка, на которое крепятся неподвижные сборочные единицы и перемещаются подвижные. В некоторых конструкциях станков стойка 2 перемещается по горизонтальным направляющим станины (рис. 50, а) для установки инструмента на заданное межосевое расстояние от заготовки. В других конструкциях (рис. 50, б ) стойка неподвижно крепится к станине, а установку инструмента на межосевое расстояние производят перемещением стола 6. Контрподдержка 4 служит для удержания оправки с заготовкой 5 в положении, соосном со шпинделем стола. Контрподдержка в станках вертикального исполнения обычно крепится на столе и составляет с ним одно целое.
Стол 6 может перемещаться и в вертикальном направлении (рис. 50, в). В этом случае установка инструмента на межосевое расстояние от заготовки производится перемещением суппорта 3.
В зубофрезерных станках горизонтального исполнения (рис. 50, г) ось заготовки 5 располагается горизонтально. Эти станки также могут быть особенно эффективны при нарезании зубчатых колес, изготовляемых за одно целое с валом (вал—шестерня).
В зависимости от наибольшего диаметра обрабатываемого зубчатого колеса, ширины зубчатого венца и наибольшего обрабатываемого модуля, зубофрезерные станки имеют различные габаритные размеры, массу и мощность приводов шпинделей инструмента и стола (табл. 12).
- 532 – Ø 750, Егорьевск
- 5Д32 – Ø 800, Егорьевск
- 5Е32 – Ø 800, Егорьевск
- 5К32 – Ø 800, Егорьевск
- 5К324 – Ø 500, Егорьевск
- 5К32А, 5К324А – Ø 800, Егорьевск
- 5К301п – Ø 125, Вильнюс
- 5К310 – Ø 200, Витебск
- 5К328А – Ø 1250, Егорьевск
- 53А11 – Ø 1250, Егорьевск
- 53А30П – Ø 320, Витебск
- 53А50 – Ø 500, Егорьевск
- 53А80 – Ø 800, Егорьевск
- 53В30П – Ø 320, Витебск
- 5310 – Ø 200, Егорьевск
- 5A370 – Ø 500
- 5B370 – Ø 500
- 5B373 – Ø 500
- 5B375 – Ø 800
- 542 – Ø 320
- 543 – Ø 800
- 544M – Ø 2000
- 546M – Ø 5000
- Сильвестров Б.
 Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979. Стр. 40.
Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979. Стр. 40. - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965.
- Гальперин Е.И. Наладка зуборезных станков, 1960.
- Козлов Д.Н. Зуборезные работы, 1971.
- Кучер А.М., Киватицкий М.М., Покровский А.А., Металлорежущие станки (Альбом общих видов, кинематических схем и узлов), 1972.
- Лоскутов В.В., Ничков А.Г. Зубообрабатывающие станки, 1978.
- Малахов Я.А. Зубообрабатывающие и резьбофрезерные станки и их наладка, 1972.
- Мильштейн М.З. Нарезание зубчатых колес, 1972.
- Овумян Г.Г., Адам А.И. Справочник зубореза, 1983.
- Птицин Г.А., Кокичев В.Н. Зуборезные станки, 1957.
- Шавлюга Н.И. Расчет и примеры наладок зубофрезерных и зубодолбежных станков, 1978.
- Руководящий материал для конструкторов, проектирующих технологическую оснастку. Основные данные и посадочные места металлорежущих станков. НИИМАШ, 1968.
Станки зубофрезерные для цилиндрических колес с вертикальной компоновкой
Станки с горизонтальной компоновкой
Станки для нарезания червячных зубчатых колес
Список литературы по зубообработке
 Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979. Стр. 40.
Н., Захаров И.Д. Конструкция и наладка зуборезных и резьбофрезерных станков, 1979. Стр. 40.
Рубикон, 2018
Станок зуборезный полуавтомат. Видеоролик.
Связанные ссылки. Дополнительная информация
P600 и P600/800 – Универсальные зубофрезерные станки для крупных зубчатых колёс
Серия P – Универсальные зубофрезерные станки для зубчатых колёс средних размеров
Зубофрезерные станки Gleason P400, P600 и P600/800 – современной, модульной конструкции могут быть легко сконфигурированы под индивидуальные требования заказчика.
| Диаметр заготовки, макс. | 800 мм |
| Модуль, макс. | 16 мм |
Осевое перемещение, макс. |
1,000 мм |
Специальные предложения
Дополнительные привода и интервалы скоростей позволяют достигать требуемых требований, и расширяет диапазон обрабатываемых деталей и материалов.
Станки с хорошими рекомендациями
Серия станков P является эталоном универсального оборудования – она работает безупречно работает как в мелкосерийном производстве, так и в массовом, в глобальном масштабе.
Автоматизация
Для быстрой загрузки и выгрузки деталей станки возможно оснастить различными системами автоматизации.
Аналогичная продукция
Аксессуары
Please check this to prove you are human
Please leave this unchecked
Чтобы связаться с одним из наших сотрудников, заполните следующую форму. Все размеры должны быть в мм.
Поля отмеченные * обязательны для заполнения.
Компания *
Gender * Выберите…FemaleMaleNon-binaryUnspecified
Обращение * Выберите…Mrs.Mx.господингоспожа
Фамилия *
E-mail *
Телефон
Страна * Выберите…Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinThe Republic of TürkiyeTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа – Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
Город *
Республика / Область *
Почтовый индекс *
Заготовка
Тип
Выберите.
Модули Если деталь имеет более одного зубчатого венца, пожалуйста сообщите нам об этом.
Высота зуба
Длина заготовки
Диаметр заготовки
Интересующий продукт
Продукция
Автоматическая/Ручная-загрузка
Выберите. ..АвтоматизированныйРучная загрузкаДругое
..АвтоматизированныйРучная загрузкаДругое
Оснастка Выберите…ОбычнаяБыстрое изменение
Базовый набор инструментов
Ваши технические требования
Установить Страну * Выберите…Bonaire, Sint Eustatius and SabaCuraçaoFaroe IslandsFrench GuyanaMacaoNorfolk IslandsNorthern Mariana IslandsRussian FederationSaint MartinThe Republic of TürkiyeTrinidad and TobagСШАЧадКот-д’ИвуарШри-ЛанкаСан-МариноГанаГуамИракКипрЛаосМалиОманПеруСабаТогоЧилиСент-Китс и НевисСент-ЛюсияСант-КроиксСент-Винсент и ГренадиныАлжирАрубаБелизБенинБутанГабонГаитиДанияИндияЙеменКатарКенияКонгоЛиванЛивияЛитваНауруНепалНигерПалауСамоаТонгаТунисФиджиПапуа – Новая ГвинеяЮжная АфрикаНовая ЗеландияНовая КаледонияКорея, ЮгКитай, Народная РеспубликаКонго, Демократическая РеспубликаКоста-РикаАнголаБрунейГайанаГамбияГвинеяГернсиГрецияГрузияДжерсиЕгипетЗамбияИталияКанадаКувейтЛатвияЛесотоМалавиМальтаМонакоМьянмаПанамаПольшаРуандаСербияТувалуУгандаШвецияЯмайкаЯпонияБосния и ГерцеговинаОстров Кабо-ВердеПуэрто-РикоГвинея-БисауСьерра-ЛеонеАвстрияАлбанияАнгильяАндорраАрменияБахрейнБельгияБоливияБонайреБурундиВануатуВенгрияВьетнамГонконгГренадаДжибутиИзраильИспанияКамерунЛиберияМайоттаМароккоМексикаНамибияНигерияРеюньонРумынияСенегалСуринамТаиландТайваньУкраинаУругвайФранцияЭквадорЭритреяЭстонияЭфиопияАнтигуа и БарбудаОстрова КукаОстрова Теркс и КайкосОстрова Уоллис и ФутунаЧешская РеспубликаБуркина-ФасоБарбадосБолгарияБотсванаБразилияГерманияГондурасДоминикаЗимбабвеИорданияИсландияКирибатиКолумбияМаврикийМалайзияМальдивыМозамбикМолдавияМонголияНорвегияПакистанПарагвайСингапурСловакияСловенияТанзанияХорватияИрландия, РеспубликаАвстралияВенесуэлаГваделупаГватемалаГибралтарИндонезияКазахстанКамбоджиаМартиникаМонсерратНикарагуаСальвадорСвазилендФилиппиныФинляндияШвейцарияМакедония (БЮРМ)Восточный ТиморБагамские островаКаймановы островаКоморские островаАргенитинаБангладе́шБелоруссияГренландияКыргызстанЛюксембургМавританияМадагаскарНидерландыПортугалияУзбекистанЧерногорияСаудовская АравияБермудские островаМаршалловы островаСоломоновы островаВиргинские острова СШАБританские Виргинские островаМикронезия, Федеративные ШтатыЦентрально-Африканская РеспубликаАзербайджанЛихтенштейнТаджикистанГосударство ВатиканСейшельские островаФранцузская ПолинезияТуркменистанАмериканское СамоаОбъединенные Арабские ЭмиратыДоминиканская РеспубликаВеликобританияЭкваториальная Гвинея
Приложение
Пожалуйста загрузите файл вашего проекта (не более 10 Мб).
Сообщение
Заявление об ограничении ответственности *
Я согласен с политикой конфиденциальности и общими положениями и условиями этого веб-сайта.
Проверка безопасности *
Please check this to prove you are human
Please leave this unchecked
Зубофрезерная служба: введение, работа и применение
Зубчатые колеса являются одной из важных частей промышленных машин, оборудования, автомобилей и т.д. Это связано с тем, что они облегчают регулировку скорости и контролируемое движение независимо от типа движения, такого как вращательное, линейное и т. д. Учитывая их огромное значение, шестерни должны быть изготовлены точно и приведены в движение, чтобы получить желаемую скорость. Сегодня в производстве зубчатых колес используется несколько процессов механической обработки, таких как зубодолбление. Зубофрезерование является наиболее популярным и широко предпочтительным процессом обработки для изготовления зубчатых колес. В этой технике зуб шестерни обрабатывается совместным и повторяющимся движением заготовки и режущего инструмента. И заготовка, и фреза непрерывно вращаются синхронно. Вы заинтригованы, чтобы узнать больше о зубофрезерном деле?
д. Учитывая их огромное значение, шестерни должны быть изготовлены точно и приведены в движение, чтобы получить желаемую скорость. Сегодня в производстве зубчатых колес используется несколько процессов механической обработки, таких как зубодолбление. Зубофрезерование является наиболее популярным и широко предпочтительным процессом обработки для изготовления зубчатых колес. В этой технике зуб шестерни обрабатывается совместным и повторяющимся движением заготовки и режущего инструмента. И заготовка, и фреза непрерывно вращаются синхронно. Вы заинтригованы, чтобы узнать больше о зубофрезерном деле?
Что такое зубофрезерный станок и как работает зубофрезерный станок?
Зубофрезерная обработка помогает сформировать зубья шестерни с помощью вращающегося режущего инструмента. Это непрерывный процесс, выполняемый путем установки необходимой скорости вращения. Формирование зубьев может быть выполнено на заготовке зубчатого колеса с помощью вращающейся фрезы, называемой фрезой, на зубофрезерных станках с ЧПУ. Зубофрезерный станок — это специальное фрезерное оборудование, широко используемое в производстве зубчатых колес. Скорость и скорость вращения должны быть синхронизированы с заготовкой зубчатого колеса для формирования зубьев. В этом методе заготовка зубчатого колеса подается к ряду зубчатых колес до тех пор, пока не будет достигнута желаемая глубина. Этот процесс повторяется до тех пор, пока все зубы не будут полностью сформированы. Варочные поверхности можно выбрать в зависимости от требований применения. Они доступны в различных типах, таких как шпора, фаска, ролик, позвоночник и многое другое. При нарезании цилиндрических зубчатых колес ось фрезы устанавливается параллельно оси вращения заготовки зубчатого колеса. При червячной фрезе зубья фрезы устанавливаются под заданным углом, а для червячных передач зубья фрезы устанавливаются под прямым углом к заготовке шестерни.
Зубофрезерный станок — это специальное фрезерное оборудование, широко используемое в производстве зубчатых колес. Скорость и скорость вращения должны быть синхронизированы с заготовкой зубчатого колеса для формирования зубьев. В этом методе заготовка зубчатого колеса подается к ряду зубчатых колес до тех пор, пока не будет достигнута желаемая глубина. Этот процесс повторяется до тех пор, пока все зубы не будут полностью сформированы. Варочные поверхности можно выбрать в зависимости от требований применения. Они доступны в различных типах, таких как шпора, фаска, ролик, позвоночник и многое другое. При нарезании цилиндрических зубчатых колес ось фрезы устанавливается параллельно оси вращения заготовки зубчатого колеса. При червячной фрезе зубья фрезы устанавливаются под заданным углом, а для червячных передач зубья фрезы устанавливаются под прямым углом к заготовке шестерни.
Преимущества зубофрезерной обработки
Услуги зубофрезерной обработки принесли OEM-производителям несколько преимуществ. Ниже приведены некоторые важные преимущества этой техники.
Ниже приведены некоторые важные преимущества этой техники.
- Этот метод изготовления зубчатых колес является относительно быстрым по сравнению с другими процессами. Кроме того, зубофрезерный станок прост в эксплуатации и не требует внимания на рабочем уровне.
- Как обсуждалось ранее, зубофрезерная обработка выполняется на зубофрезерных станках с ЧПУ. Это обеспечивает точность, которую не может обеспечить ни один другой станок. Он работает почти в автоматическом режиме, а компьютерная программа, относящаяся к конструкции и технологии, помогает уменьшить человеческие ошибки и производить высококачественные шестерни, ориентированные на производительность, даже в больших объемах.
- С помощью этого метода можно изготовить широкий спектр зубчатых колес, пригодных для различных применений. Зубофрезерная обработка позволяет создавать любое количество зубьев без ущерба для качества.
- Этот метод подходит для партий различных размеров.
- Различные заготовки зубчатых колес, установленные на одной оправке, могут обрабатываться одновременно.

Зубофрезерные станки
Зубофрезерный станок может использоваться для изготовления следующих типов готовых зубчатых колес:
- Звездочки
- Цилиндрические шестерни
- Циклоидные шестерни
- Косозубые шестерни
- Шлицы
- Червячные шестерни
- Эвольвентные шестерни
- Храповые механизмы
2 Познакомьтесь с различными аспектами шестеренки. Если для вашего предстоящего автомобильного промышленного применения требуются стандартные или индивидуальные коробки передач, убедитесь, что вы обращаетесь к ведущему в отрасли поставщику, который полностью понимает ваши требования и предлагает соответствующие решения. Кроме того, убедитесь, что поставщик сертифицирован EASA. Motor & Gear Engineering выделяется среди своих конкурентов. Компания является одним из ведущих игроков отрасли, который специализируется на предоставлении качественных услуг по ремонту и восстановлению коробок передач нескольких брендов. В компании работают высококвалифицированные и опытные специалисты в сегменте коробок передач. Они хорошо известны тем, что предлагают возможности индивидуальной обработки и надежные решения для различных отраслей.
В компании работают высококвалифицированные и опытные специалисты в сегменте коробок передач. Они хорошо известны тем, что предлагают возможности индивидуальной обработки и надежные решения для различных отраслей.
Оригинальный зубофрезерный станок – Evolvent Design
Эндрю Престридж | 4 мая 2020 г.
Шестерни заставляют мир двигаться
Шестеренки повсюду: в вашем автомобиле их много в трансмиссии, двигателе, задней части и других механизмах, ваш старый механический электросчетчик имеет зубчатую передачу, похожую на часы, чтобы отслеживать электроэнергию, которую вы использовали каждый месяц, велосипеды имеют цепи и звездочки представляют собой особую форму шестерни, и этот список можно продолжить. Часто шестерни скрыты от глаз из соображений смазки, безопасности и по другим причинам. Для неподготовленного глаза это просто шестерни, но в конструкции современных передач есть множество инноваций в геометрии, материалах, конструкции, вибрации, смазке и многом другом. Современный мир требует, чтобы трансмиссии, полные передач, были легче, тише, меньше, надежнее и дешевле, чем их предыдущие модели.
Современный мир требует, чтобы трансмиссии, полные передач, были легче, тише, меньше, надежнее и дешевле, чем их предыдущие модели.
Что такое зубофрезерование?
Подавляющее большинство зубчатых колес изготавливается методом зубофрезерной обработки, поскольку он очень эффективен и недорог по сравнению с другими методами. Шестерня начинается как металлический пончик, называемый заготовкой шестерни. Режущий инструмент называется фрезой, и он удаляет материал между зубьями шестерни. Зубофрезерный станок удерживает заготовку шестерни и фрезу в правильной геометрии, и для каждого оборота заготовки шестерни фреза должна вращаться Х раз, чтобы образовалась шестерня с Х-образным зубом. Фреза проходит по поверхности заготовки зубчатого колеса, удаляя материал, пока оба вращаются.
Первый патент на зубофрезерную машину
Г-н Кристиан Шиле из Ланкастера, Англия, зарегистрировал британский патент № 2896 в декабре 1856 года.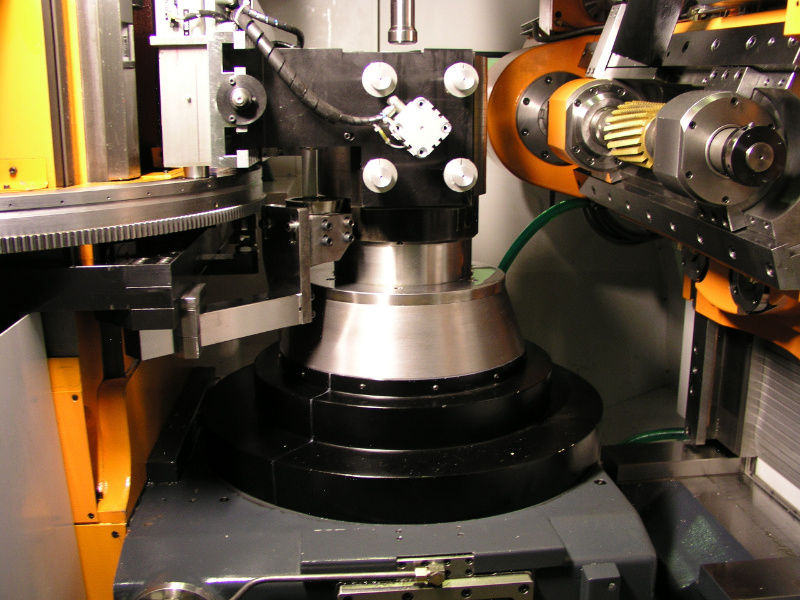 Эта работа вошла в историю как первый патент на зубофрезерный станок. Если вы читали патент, то похоже, что зубофрезерный станок был добавлен в конце, что-то вроде секции с болтовым креплением; редактирование в последнюю минуту. Процесс зубофрезерования для изготовления зубчатых колес все еще используется сегодня, и подавляющее большинство промышленных зубчатых колес до сих пор изготавливаются таким образом.
Эта работа вошла в историю как первый патент на зубофрезерный станок. Если вы читали патент, то похоже, что зубофрезерный станок был добавлен в конце, что-то вроде секции с болтовым креплением; редактирование в последнюю минуту. Процесс зубофрезерования для изготовления зубчатых колес все еще используется сегодня, и подавляющее большинство промышленных зубчатых колес до сих пор изготавливаются таким образом.
Ранние машины, как правило, были настольными или небольшими машинами «гостиного типа» с деревянными ножками, как декоративная мебель для гостиной. Позже, когда машинам стало доступно больше лошадиных сил, а силы увеличились, потребность в жесткости также возросла. Машиностроители быстро изменили дизайн с богато украшенного и почти изящного дерева на большой и прочный чугун.
Чертеж оригинального зубофрезерного станка Шиле с жесткими анкерами
Загрузить патент на оригинальный зубофрезерный станок Schiele Патентный чертеж на листе 2 ясно показывает конструкцию зубофрезерного станка, гораздо более жесткого, чем стул для гостиной с четырьмя ножками из углового железа, прикрученными к полу, с большим колесом посередине. Но хотя машина Шиле преодолела ограничения доильного зала, ее конструкция все еще далека от той жесткости, которую можно было бы ожидать от современной машины. Что еще более важно, на чертеже показана варочная панель и все части функциональной зубофрезерной машины.
Но хотя машина Шиле преодолела ограничения доильного зала, ее конструкция все еще далека от той жесткости, которую можно было бы ожидать от современной машины. Что еще более важно, на чертеже показана варочная панель и все части функциональной зубофрезерной машины.
В патенте утверждается, что станок может изготавливать зубья на «зубчатых колесах» (цилиндрические зубчатые колеса) и «косых колесах» (конические зубчатые колеса). Роберт Герман Пфаутер, доминировавший на рынке производства зубчатых колес со своим универсальным зубофрезерным станком в начале 1900-х годов, открыто ссылался на патент Шиле как на первый патент на зубофрезерный станок. К сожалению, рисунок — это все, что у нас есть от усилий Шиле, поскольку не существует прототипа или физической реликвии .
Кристиан Шиле, изобретатель и коллекционер патентов Шиле жил в Ланкастере, когда подал патент, но он был родом из Франкфурта, Германия. Записи показывают, что он прибыл сюда еще в 1847 году, за девять лет до регистрации своего патента на зубофрезерный станок. Судя по всему, он приехал в Великобританию, чтобы участвовать в промышленной революции и «собирать патенты». В этом отношении он преуспел как изощренный изобретатель и получил более дюжины патентов, охватывающих механические темы, от насосов и вентиляторов до двигателей и вентиляторов.
Записи показывают, что он прибыл сюда еще в 1847 году, за девять лет до регистрации своего патента на зубофрезерный станок. Судя по всему, он приехал в Великобританию, чтобы участвовать в промышленной революции и «собирать патенты». В этом отношении он преуспел как изощренный изобретатель и получил более дюжины патентов, охватывающих механические темы, от насосов и вентиляторов до двигателей и вентиляторов.
Интерьер Большой выставки произведений промышленности всех наций
Будучи предпринимателем, он имел механический цех, полный водяных насосов и других работ, чтобы финансировать сбор патентов. Его интерес к технологиям побудил его выступить на Великой выставке Промышленных произведений всех наций (Великая выставка), проходившей в лондонском Гайд-парке в 1851 году, где он, возможно, видел принца Альберта и, безусловно, побывал в Хрустальном дворце. Несколько лет спустя он представил на французской выставке Exposition Universelle, проходившей на Елисейских полях в Париже в 1855 году. Он был в редкой машиностроительной компании на обоих мероприятиях, где также был представлен Джозеф Уитворт, известный стандартизацией винтовой резьбы. Витворт специализировался на резьбе, Шиле — на шестернях. Дружеские отношения мужчин известны и упоминаются историком Робертом Вудбери.
Он был в редкой машиностроительной компании на обоих мероприятиях, где также был представлен Джозеф Уитворт, известный стандартизацией винтовой резьбы. Витворт специализировался на резьбе, Шиле — на шестернях. Дружеские отношения мужчин известны и упоминаются историком Робертом Вудбери.
В конце концов Шиле не смог преобразовать Патент в физическую машину или монетизировать идею. Он объявил банкротом в 1865 году и вернулся в Германию, где и умер в 1869 году.
Лист 2 из патента Шиле 1856 года. Благодаря помощи Руперта Ли из БРИТАНСКОЙ БИБЛИОТЕКИ за этот рисунок, апрель 2019 г.
плита
«Резак», как его называет Шиле, сегодня называется «варочной панелью». Хотя он показан на листе 2, он не имеет номера рисунка или даже буквенной выноски, такой как «a» или «b». Кроме того, в патенте этому уделяется мало внимания, может быть, только одно предложение. Как мы знаем сегодня, варочная поверхность несет в себе ДНК современной геометрии зубьев шестерни. Она называется эвольвентной формой и обладает особым качеством.
Она называется эвольвентной формой и обладает особым качеством.
Перемотка вперед
Первым производителем зубофрезерных станков был Герман Пфаутер. В своей книге Герман полностью отдает должное Шиле за его патент как предшествующий уровень техники. [5] Патент Пфаутера появился через 31 год после смерти Шиле. Часть резюме Пфаутера включала работу на заводе Reinecker, где существовали ручные и однозубчатые зубофрезерные станки для изготовления шестерен для их шлифовальных станков. Знание процессов зубофрезерования и шлифования сослужило Герману хорошую службу в станкостроении и в создании его не менее удивительных режущих инструментов.
Прототип зубофрезерного станка Pfauter
Hermann значительно усовершенствовал зубофрезерный станок, сделав его более универсальным и позволяющим изготавливать шестерни с любым числом зубьев, прямозубые и косозубые, а также червячные передачи. Истинная любовь к своей работе проявляется в мастерстве его машин. У него было стремление продавать машины в Соединенных Штатах, но его безвременная смерть перенесла эту мечту на будущее поколение. Его сын Герман Пфаутер создал Pfauter-American и добился больших успехов в 70-х годах, прежде чем привлек внимание Gleason Corporation. Компания Gleason, базирующаяся в Рочестере, штат Нью-Йорк, наиболее известна своими станками с коническими зубчатыми колесами и технологиями режущего инструмента.
У него было стремление продавать машины в Соединенных Штатах, но его безвременная смерть перенесла эту мечту на будущее поколение. Его сын Герман Пфаутер создал Pfauter-American и добился больших успехов в 70-х годах, прежде чем привлек внимание Gleason Corporation. Компания Gleason, базирующаяся в Рочестере, штат Нью-Йорк, наиболее известна своими станками с коническими зубчатыми колесами и технологиями режущего инструмента.
Зубофрезерный станок Gleason HCD 400 (снятие фаски и заусенцев)
Gleason — одна из тех компаний, которые гордятся своей историей, и приобретение Pfauter было больше похоже на брак двух семей, чем на корпоративное поглощение. Технологии, автоматизация, долгая история инноваций, высококачественное оборудование и инструменты сегодня принадлежат компании Gleason.
Ссылки1) Патент Шиле 1856 г. (включает полный лист 2)
2) Патент Pfauter 1900
3) Великая выставка 1851 года British
4) Exposition Universelle 1855
5) Pfauter, Hermann, Pfauter-Wälzfräsen (Pfauter Hobbing) .