прокатный станок своими руками, трубогиб профилегиб
Содержание:
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.

Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.

Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.
Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
trubaspec.com
Вальцы для профильной трубы своими руками
Так называемые вальцы, используемые для работы с металлическими заготовками, представляют собой станок особого класса, посредством которого вы сможете получать гнутые профили любой степени сложности.
Основным функциональным узлом такого механизма являются валки, выполненные в виде вращающихся цилиндров, в промежутке между которыми и осуществляется формовка исходной трубной заготовки. У различных моделей вальцов число таких цилиндров может быть различным (обычно их устанавливается от 3-х до 5-ти штук).
Виды валковых механизмов
 Вальцы ручные
Вальцы ручные
Известно несколько моделей механизмов этого класса, различающихся как по виду привода, так и по своим рабочим характеристикам. Это следующие устройства:
- вальцы ручного типа;
- электрические вальцы;
- валковые механизмы, оснащённые гидравлическим приводом.
 Вальцы с гидравлическим приводом
Вальцы с гидравлическим приводом
Ручные вальцы для профильной трубы своими руками удобны, практичны в применении и имеют сравнительно небольшие размеры. У хорошего хозяина, который решит приобрести этот инструмент, скорее всего, не возникнет проблем с его установкой или обслуживанием. Вальцы состоят обычно из следующих частей:
- Массивное основание (станина).
- Подающие и приёмные вальцы, соединённые между собой посредством цепной передачи.
- Комплект специальных струбцин.
Ручное приспособление оборудуется специальной трубой, служащей направляющей для изгибаемой заготовки. Человек, обращающийся с таким механизмом, должен обладать «недюжей» физической силой. Вот почему подобные станки больше всего подходят для работы с небольшими трубными изделиями, производимыми в минимальных количествах.
 Вальцы электрические
Вальцы электрические
Электрические аналоги обладают заметно большей производительностью, так как исполнительный механизм, протягивающий трубу через вальцы, приводится во вращение при помощи электрического мотора. Результативность автоматической протяжки заметно повышается, так что такое оборудование используется очень часто на производствах, ориентированных на выпуск больших количеств изделий.
Что касается механизмов с гидравлическим приводом, то они отличаются от всех представленных выше приспособлений повышенной мощностью и могут быть отнесены к разряду капитального промышленного оборудования.
Вальцы домашней сборки
 Изготовленные самостоятельно
Изготовленные самостоятельно
В том случае, если вы решили заняться самостоятельными ремонтными работами – без так называемого «трубогиба» вам вряд ли удастся обойтись. Это утверждение относится в основном к тем бытовым операциям, которые напрямую связаны с использованием гнутых трубных профилей.
Самостоятельная сборка вальцов в принципе возможна; причём главное здесь – это придерживаться определенных инструкций. Кроме того, сама процедура монтажа механизмов потребует от исполнителя определённых навыков в проведении механических работ и не всем новичкам будет под силу.
Перед началом сборочных процедур вам следует подготовить все комплектующие изделия, в качестве которых допускается использовать различные запчасти, всегда имеющиеся в наличии почти у каждого заботливого хозяина.
Порядок сборки
 Изготовление вальцов чертеж
Изготовление вальцов чертеж
Порядок поэтапной сборки этого бытового механизма выглядит примерно следующим образом:
- В первую очередь собирается основание (станина), для монтажа которой можно использовать трубчатый каркас или швеллер подходящего типоразмера.
- Вертикальная опора изготавливается из каркаса, имеющего обычный П-образный профиль, в верхней открытой части которого устанавливается деформирующий элемент вальцового механизма. Следует отметить, что для её крепежа вам потребуется специальная струбцина, оснащённая подходящей резьбой. При подобном способе монтажа вертикальной опоры её нижняя часть закрепляется непосредственно под станиной; при этом деформационное усилие получается за счёт направленного давления на расположенные по краям вальцы подачи.
- Для реализации механизма подачи вальцов для профилированных труб своими руками вам потребуется специальная передаточная цепь (её роль может исполнить старая цепь от велосипеда). При наличии последней вам нужно будет подобрать две звездочки от старых велосипедов и закрепить их на подающем и ведомом валах. После установки цепи на звёздочки следует должным образом натянуть её, а затем (после проверки на лёгкость хода) перейти к монтажу ручки подачи.
- В качестве материала для изготовления самих вальцов рекомендуем вам воспользоваться обычной закалённой сталью.
 Комплект деталей для вальцов
Комплект деталей для вальцов
В готовом валковом механизме должна быть предусмотрена так называемая радиальная регулировка, посредством которой вы сможет изменять величину зазора между рабочими валками. Помимо этого, неплохо было предусмотреть и возможность осуществления угловой (осевой) регулировки.
Видео
Секреты работы с использованием вальцового механизма:
kakpravilnosdelat.ru
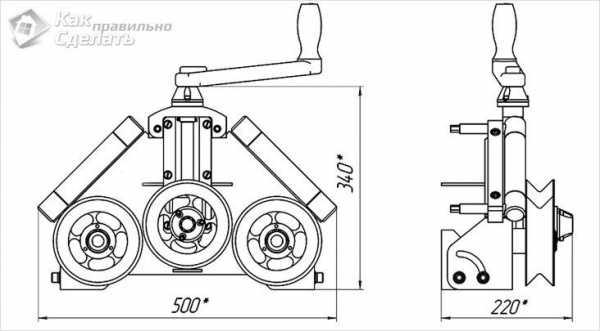
чертеж и инструкция по сборке
Зачастую в домашнем хозяйстве во время проведения всевозможных ремонтных работ необходимо особым образом выгнуть кусок трубы, и в этом случае нужно подумать о том, как изготовить своими руками вальцы для профильной трубы. Естественно, проще всего купить профессиональные вальцы в строительном магазине, но не у каждого найдутся лишние деньги на это устройство.Сделать так, чтобы материал трубы принял нужную форму можно и при помощи обычной горелки. Этот способ не редко практикуется, но мастер сталкивается с некоторыми сложностями:
- получить изделие ровным почти невозможно, это объясняется неправильным распределением усилий и неточностью движений;
- необходим упор и, как результат, много физической силы;
- возникает необходимость в наличии большого рычага, чтобы изменить форму.
Чтобы получить качественный результат, нужно использовать вальцы. При помощи них профильную трубу можно легко преобразить своими руками.
Обычные вальцы представляют собой конструкцию, которая имеет специальный рычаг, приводящая в работу несколько стальных валов, проходя сквозь которые металлическая труба получает необходимую изогнутую форму. Чтобы сделать вальцы своими руками в домашних условиях, нужно иметь под рукой необходимые чертежи и досконально знать принцип устройства. Самодельные вальцы для изгиба профильных труб будут иметь хорошую производительность и достойное качество, если будет точно соблюдена техника их сборки.
Виды вальцов и особенности работы
Самыми популярными являются вальцы с приводом ручного типа. Это универсальное устройство чаще всего имеет относительно небольшой вес и компактные размеры. У мастера не должно появиться вопросов с их размещением их в домашней мастерской.
Ручные вальцы
Ручные вальцы используют для гибки разных профильных заготовок, они не имеют электропривода, а соответственно, могут работать почти в любых условиях. Как правило, это ручное устройство изготавливается из прочной металлической станины и подающих валец, сделанных в форме небольших цилиндров.Вальцы соединены друг с другом цепной передачей, она и приводит их в движение. Помимо этого, на вальцах находятся небольшие струбцины. Чтобы вальцы могли производить нужную деформацию профиля, их дополнительно оснащают специальной передающей трубкой.
Чтобы сделать необходимую работу на этом станке, мастеру нужно приложить некоторое физическое усилие, потому на больших предприятиях они не применяются. Удобней всего работать на вальцах, оборудованных электроприводом. Металлическая труба, которую нужно согнуть, протягивается через рабочую зону с помощью мощного электрического двигателя. По внешнему виду станки отдаленно похожи на ручные модели, отличие только в том, что в специальном отсеке установлен электрический двигатель. Как правило, электрические вальцы применяются в промышленном производстве.
Гидроприводные вальцы
Следующий тип вальцов для гибки труб, который устанавливается на производственных предприятиях, оборудован специальным гидроприводом. Эти станки имеют довольно большие размеры и обладают достаточной мощностью, что дает возможность производить работу почти с любым видом металлов. Гидроприводные вальцы выполняют большой объем работы за довольно короткое время.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
Начинать изготовление вальца своими руками нужно с каркаса. Он обязан получиться максимально жестким и прочным. Для его сборки желательно использовать трубчатый металл, но подходит и швеллер необходимого сечения.Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
Рекомендации профессионалов
Чтобы изготовить самостоятельно устройство, при помощи которого можно будет довольно легко делать деформацию металлической трубы, не нужно иметь какими-то особые знания. Любой домашний мастер, имеющий даже небольшой опыт в строительстве, может это выполнить за небольшой промежуток времени.Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные.
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности. Помимо этого, сам станок не должен представлять какой-то опасности. При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы. В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.
Оцените статью: Поделитесь с друзьями!stanok.guru
заводские и самодельные для трубогиба своими руками, чертежи ручных вальцов
Содержание:
Вальцы для профильной трубы – это инструмент, который известен далеко не всем. Что же он представляет собой и для чего нужен?

Немного о профильной трубе
Традиционные круглые трубные изделия более привычны для обывателя. Они используется для систем водоснабжения, водоотведения, в качестве кабельной оболочки и много другого. Профильная труба имеет не совсем обычную форму.

Профиль трубного изделия может иметь разную форму, однако наибольшей популярностью пользуются следующие виды:
- Овал. Изделия такого профиля встречается в радиаторных системах и в качестве элементов декоративных конструкций.
- Квадрат или прямоугольник. Такой профиль находит применение при строительстве несущих конструкций. Объясняется это большой прочностью изделий при поперечной нагрузке. Вес, при котором обычная труба сгибается, профильная труба прямоугольной или квадратной формы выдерживает без изменения формы.
Способы монтажа несущих конструкций
При монтаже несущих конструкций состыковка элементов выполняется двумя способами:
- С помощью сварки. Соединение элементов сваркой отличаются прочностью и долговечностью. Особенно это важно в тех местах, где на соединение оказывается большое давление.
- С помощью болтов. Такое соединение более выгодно, так как не у всех найдется сварочный аппарат. Болтами могут соединяться элементы теплиц, навесов и стеллажей.
Несущие части, на которые планируется большая нагрузка, лучше выполнять с использованием двутавров или швеллеров. Эти элементы не так красивы, но имеют высокую прочность по сравнению с профильной трубой.
Создание криволинейных поверхностей
В несущих конструкциях профильная труба играет роль горизонтальной, вертикальной или наклонной опоры для балконов, перекрытий или крыши. А вот для навесов, козырьков или теплиц необходимо создать криволинейную поверхность.
Объясняется это несколькими причинами:
- Эстетическое восприятие. На зрение и психику человека округлые формы оказывают успокаивающее воздействие.
- Ветер и осадки. Обтекаемая форма не служит препятствием ветру, поэтому при сильных порывах округленной поверхности практически ничего не угрожает. Помимо этого на круглые формы не задерживают осадки в виде дождя и снега.

Для создания криволинейной поверхности необходимо согнуть материал. Выполнить это действие можно при нагревании отдельных участков газовой горелкой.
Это самый простой способ изгиба, но у него есть некоторые недостатки:
- Во-первых, для его выполнения требуется большой рычаг, крепкий упор трубного изделия и огромные физические усилия.
- Во-вторых, таким способом невозможно добиться равномерного изгиба.
Создать ровный сектор окружности можно с помощью вальцов.
Виды вальцов
Для производства профильной трубы и ее изгиба в домашних и заводских условиях требуются совершенно разные инструменты.
Заводское производство
Вальцевание – это главная технологическая операция в процессе изготовления профилированных трубных изделий.
Весь цикл выглядит следующим образом:
- Плоские заготовки сворачиваются в цилиндр, место соединения сваривают.
- Полученное изделие прокатывают через вальцы, где под большим давлением происходит формирование нужного профиля.
- Выполняется проверка качества швов.
- Изделия прокаливают для снятия остаточных напряжений от деформации.

Для изготовления больших объемов заводы используют соответствующее оборудование. Например, на полноценном прокатном стане крупного предприятия вальцы для трубогиба имеют вес в несколько десятков тонн, а прилагаемое на них усилие может достигать нескольких сотен тонн. При этом здесь используется не ручной привод, а оборудование с электроприводом.
Домашнее производство
Выполненные своими руками вальцы для трубогиба должны отвечать совсем другим требованиям:
- Легкость. Оборудование должно перемещаться без особых усилий.
- Компактность. В небольшом помещении крупные габариты станка только усложнят рабочий процесс.
- Экономичность. Для быстрого проката заготовок можно использовать мощные электромоторы. Однако такое потребление электричества требует больших затрат на его оплату. Помимо этого для работы на таком оборудовании необходимо иметь соответствующую проводку, которая может выдержать высокую мощность.
В домашних условиях используют два вида вальцов: электроприводные (с моторами мощностью до 1.5 кВт) и ручные.
Ручные вальцы для профильной трубы – это самый простой вариант. Такое приспособление состоит из трех стальных валиков, два из которых расположены на одной горизонтали, а третий валик опускается между ними по принципу струбцины с помощью винтового механизма. К одному из валиков, лежащих на одной линии, прикреплена ручка, которая приводит его в движение. Принцип работы такого механизма также прост, как и его устройство: на два валика укладывается профильная труба, сверху она прижимается третьим валиком, который под давлением изгибает трубу. Вращением рукоятки на одном из валиков труба прокатывается через вальцы. В результате по всей длине получается ровный изгиб.
Если на самодельных вальцах для профильной трубы сделать поперечные желоба, то можно будет гнуть круглую не профилированную трубу.
Сделанные своими руками вальцы для профильной трубы можно использовать для изготовления элементов теплиц и навесов в небольшом объеме. Для производства большого количества конструкций такое приспособление не подходит.
Гнуть трубу профильную на вальцах с электроприводом намного легче. Протяжкой и деформацией трубы занимается несложный механизм, состоящий из электромотора небольшой мощности и редуктора. Большой коэффициент передачи на редукторе обеспечивает работу механизма с мотором малой мощности.
Используя различные чертежи вальцов для профильной трубы, можно не искать подходящее оборудование, а сделать его своими руками.
trubaspec.com
Прокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.
Рекомендуем ознакомиться
Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.
Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
trubaspec.com
Прокатный станок для профильной трубы в производстве и дома + видео
Металлические конструкции всегда пользуются большой популярностью благодаря их прочности, вследствие чего прокатный станок для профильной трубы ни на одном заводе простаивать не будет, да и дома не помешает.
1 Каким бывает прокатный стан для производства профильной трубы
Красивый современный стеллаж, алюминиевая стремянка, теплица в загородном хозяйстве, козырек над дверью – все это чаще всего изготавливается из металлических профилей. Они могут иметь вид прямоугольный (включая квадрат), многоугольный и овальный, не говоря уже о трубах круглого сечения. Выпускаются эти стальные и алюминиевые изделия на специальных прокатных станах. Независимо от формы поперечного среза и калибра, производство профилей может выполняться полным циклом, то есть начиная с сырья и заканчивая готовой продукцией или же только холодным обжатием обычной круглой трубы.
Рекомендуем ознакомиться
Технология формирования изделий из слитка или даже с предварительным литьем осуществляется на крупных промышленных линиях, где заготовка проходит несколько этапов обработки. В таком производстве бывают задействованы литейно-прокатные станы, реверсивные одноклетевые либо многоклетевые, непрерывные линии, а также станы холодной прокатки. В одном промышленном комплексе могут быть задействованы все перечисленные агрегаты или только некоторые из них. Если в начале технологического процесса не предусматривается литье, в качестве сырья используются металлические слитки.
Многие металлические конструкции не требуют особой прочности, и профили для них необязательно изготавливать с заранее заданными свойствами вроде большой степени упругости или высокого сопротивления на разрыв. В этом случае изделия из стали и алюминия достаточно будет получить путем холодной прокатки в валках из трубы круглого сечения. Подобную линию можно собрать в небольшом помещении, а для изделий небольших размеров отдельный стан легко установить в домашней мастерской на загородном участке. Главное, чтобы поблизости не было жилых помещений, поскольку шум от обработки металла обжатием довольно сильный.
2 Как работает прокатный станок для профильной трубы
Рассмотрим разные последовательности обработки заготовки до ее превращения в готовый профиль. Начнем литейно-прокатного процесса, когда сразу следом за машиной для непрерывного центробежного литья толстостенной заготовки устанавливают стан с валками, которые начинают формировать пустотелый цилиндр отливки по мере его поступления из кристаллизатора. Данная технология предусматривает использование высокой остаточной температуры изделия. Такие линии называются блюмингами, с них сходят заготовки для дальнейшей, более точной обкатки, предварительно разрезающиеся до нужных размеров механическими ножницами или пилами.
Непрерывный прокатный станок для производства профильной трубы бесшовного типа представляет собой линию из ряда агрегатов, в которую подается в качестве сырья слиток или стальной круг, размеры которого заранее внесены в чертежи. Путем использования поперечно-винтовых валков на прошивном стане в заготовке создают полость, в итоге получается промежуточный продукт – гильза. В ней формируется равномерный внутренний диаметр посредством насадки на калибровочную оправку с прерывно-периодической внешней обкаткой на фасонном стане.

Еще один способ изготовления труб – печное сваривание их из металлической ленты. Изначально скрученная в рулон, она разматывается при поступлении в производственную линию, приваривается к концу предыдущей, уже задействованной в техническом процессе и отправляется в стан через газовую печь. Там лента сворачивается в трубу, проходя 12 валков, каждая пара которых объединена с калибром. Когда кромки витков соединяются, металл, разогретый в печи до 1350 градусов, самостоятельно сваривается. Механические пилы делят готовое изделие на отрезки, которые калибруются и отправляются в очередной стан с вальцами, уминающими стенки до образования нужного профиля.
Наиболее простой вариант – холодный прокат из уже готовых труб круглого сечения. По сути, это отдельно задействованный последний этап описанного ранее технического процесса, с той лишь разницей, что в качестве сырья изначально закупаются готовые металлические трубы с кольцевой формой среза. Валки с соответствующей формой выемки устанавливаются рядами попарно, причем каждый ряд крутится в противоположном направлении. В целом такой агрегат занимает немного места, и самые маломощные модели могут быть установлены в домашней мастерской.
Для прокатного стана в первую очередь необходимо надежное основание, прикрученное к тяжелому верстаку или прямо к бетонному полу, чтобы в процессе работы механизм не сдвигался с места.
3 Валки для профильной трубы в домашней мастерской
В домашних условиях обычную алюминиевую или стальную трубу довольно сложно превратить в квадратный или многоугольный профиль, даже если у вас есть небольшая кузница. Ударами молотка невозможно получить одинаковые грани, да и дефектов будет предостаточно. Если вы профессионально занимаетесь металлоконструкциями, например, козырьками или теплицами, а то и мебелью, гораздо эффективнее – использовать станок для холодной ковки, такие продаются сегодня на 220 V. Валки там установлены один над другим и насадки меняются довольно легко, так что не будет особо сложно поставить другие ролики, с выемкой под квадрат.

Как правило, такие станки бывают только открытого типа, то есть, оси, на которых вращаются обжимочные вальцы, выходят наружу из корпуса. Соединены они с электромотором цепной передачей, реже – ременной. Как минимум один вал из пары должен двигаться в вертикальном направлении, с тем, чтобы подгонять зазор под разные калибры заготовок и обеспечивать сильный прижим в процессе протяжки. В электрических станках это регулируется специальными червячными узлами, а в механических – прижим можно обеспечить с помощью постепенно закручивающегося винта, к которому крепится платформа с верхними вальцами. Проворачивая штурвал, вы таким образом поднимаете или опускаете станину с роликами, которые самостоятельно не смогут изменить положение.
Удобнее всего использовать для вальцевания круглого профиля обычный трубогибочный станок, чертежи сборки которого в изобилии встречаются на просторах интернета. Сам по себе этот механизм для проката профильной трубы непригоден, он просто согнет в дугу заготовку. Потребуется небольшая доработка, а именно вместо одного верхнего вальца нужно будет установить два, каждый из которых составит пару одному из нижних. Для этого следует раздвинуть раму так, чтобы вертикальные стойки находились не между нижними роликами, а за ними. Если в качестве основы используются металлические пластины, достаточно просто сделать их более широкими. В остальном все будет работать так же, как в трубогибе, – штурвалом поворачиваем винт и опускаем верхние валки, нижние же, соединенные цепной передачей через зубчатые колеса, можно вращать специальной рукояткой, чтобы продвигать профиль.
tutmet.ru
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.

Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
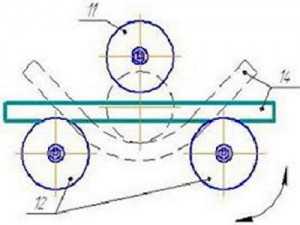
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.

Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.
При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.

Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
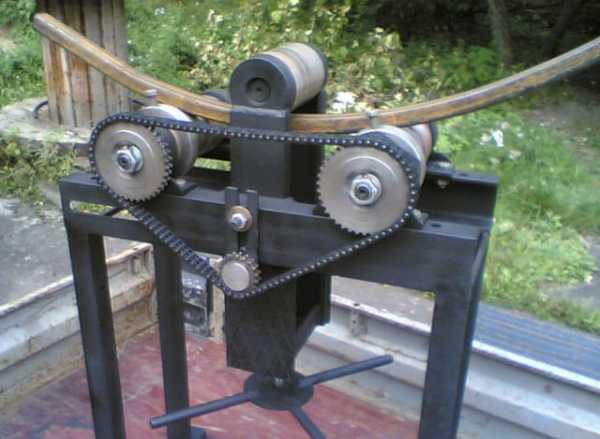
- Чтобы привести в действие такой гибочный механизм, используется цепная передача. Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
- Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
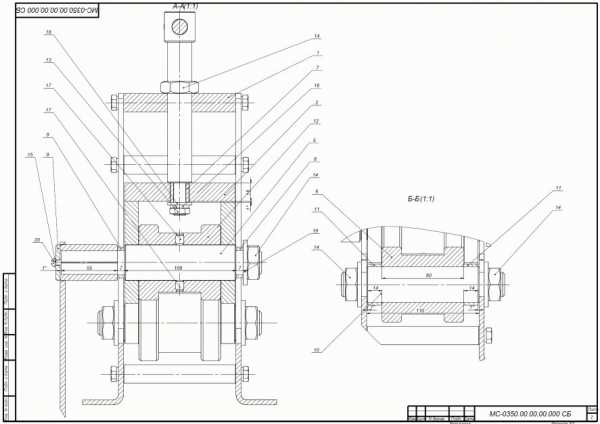
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.
- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.
Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.

Трубогиб для профильных труб в готовом и покрашенном виде
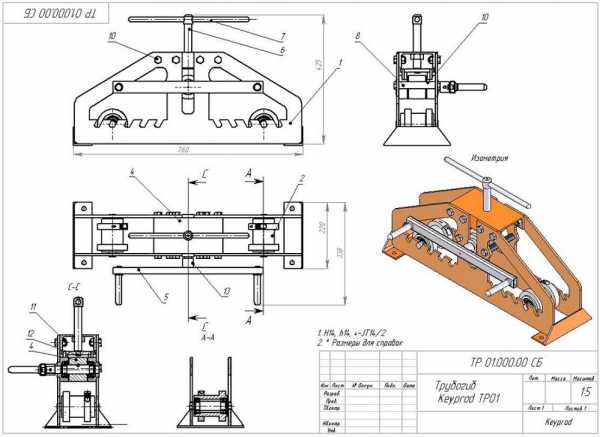
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью. При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
- Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.

Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика. Вместо прижимного винта в таких трубогибах нередко используется домкрат.
- Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
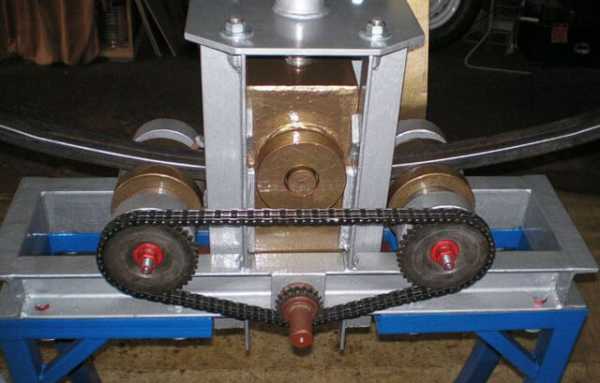
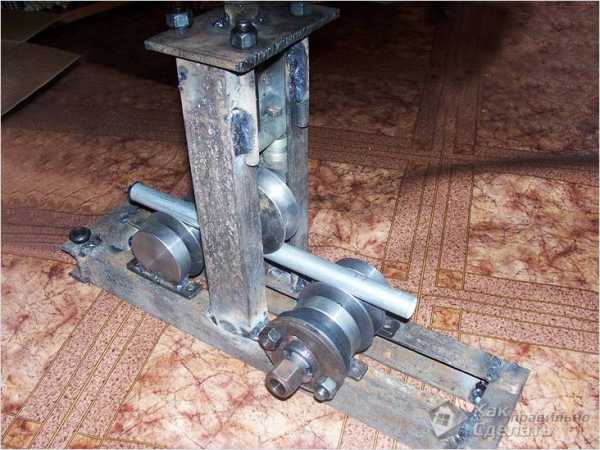
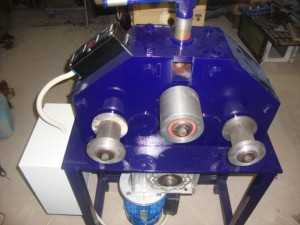
Небольшой прокаточный станок для профильной трубы. – Законченные проекты
Предлагают не большую сварочную работу где нужны будут гнутые профильные трубы , пробежался по городу , трое станков в нерабочем состоянии (сгорел двигатель,не подключен , вообще закрыли предприятие ) , в общем решил сделать небольшой станок с минимальными затратами , потратил около трёх дней.
Каркас из 12 швеллера , пара уголков и полосовое железо 100 Х 10. Из трат ,купил сверло ( и зря,плохо померил, нужное было в наличии ),остальное дома подобрал.
Ролики проточил из 60 трубы под подшипники , ведущий ролик просверлил , вставил вал,обварил и проточил в размер,что-бы не буксовал сделал накатку.Была идея резину натянуть ,но потом передумал. Ведомые ролики легко меняются,так что можно выточить любого профиля , и вообще ,думаю что можно было и без подшипников обойтись, оси сделал с упорами от проворота что-бы не вынашивались отверстия в корпусе вальцов. Ролики можно переставить в 9 положений ,как удобнее, пришлось правда отрезать одну проушину .приварил несоосно.
Попробовал на куске трубы ,ничего не буксует , чего опасался . Сделал ручку для мелких работ , если большие дуги делать приспособил дрель , решил попробовать на уже согнутом куске в обратную сторону ,тут меня чуть не закрутило :crazy: , чуть дрель бросил, решил сделать помедленнее .поставил промежуточный редуктор с тормозной трещётки , в общем теперь три режима ,вручную , медленно ,быстро . Ну если дрелью крутить на постоянку думаю придётся сделать тягу под ручку,что-бы не выворачивало с рук , можно вообще-то поставить переключатель с плавной регулировкой ,но это будет видно в процессе.
Ролик поджимается домкратом ,рядом приварил ушко , будет поставлена регулировочная тяга ,для повторяемости гибов.
Изменено пользователем rogatkawww.chipmaker.ru