Возвращаем к жизни никель-кадмиевые аккумуляторы – как восстановить батарею шуруповерта
Ваши никель-кадмиевые аккумуляторы больше не держат заряд или вовсе не хотят заряжаться? Можно ли восстановить аккумулятор шуруповерта?
Что вы делаете с аккумуляторами, когда они умирают? Просто выбрасываете в мусорное ведро (что наносит вред окружающей среде), или сдаете их в переработку?
Лучшим решением будет вернуть разряженные батарейки к жизни, что спасет вас от лишних трат, а окружающую среду от загрязнения.
Один из способов восстановления никель-кадмиевых аккумуляторов – с помощью сварочного аппарата. Но не у всех есть такой аппарат… Поэтому, нам нужно выбрать другой способ как отремонтировать аккумулятор шуруповерта в домашних условиях.
ВНИМАНИЕ!
Вам придется вскрывать устройство, имеющее опасное напряжение 300 вольт. Поэтому вы должны быть очень осторожны и соблюдать меры безопасности во время ремонта АКБ шуруповерта своими руками.
Шаг 1: Итак, почему же выходят из строя никель-кадмиевые аккумуляторы?
Почему «умирают» Ni-Cd аккумуляторы, как перебрать их и раскачать?
Проблема заключается в образовании дендритов (кристаллов) металлического кадмия и других факторов, вызванных:
- перезарядкой аккумулятора;
- хранением аккумулятора долгое время в разряженном состоянии;
- эффектом памяти;
- воздействием высокой температуры.


Дендриты начинают расти внутри аккумулятора и, в конечном итоге, касаются обоих электродов, что приводит к внутреннему замыканию элемента.
Эти кристаллы могут быть легко разрушены путем пропуска через аккумулятор высокого импульсного тока. После этого батарея снова будет как новая!
Шаг 2: Что потребуется для восстановления батареи
Для восстановления рекомендуется использовать конденсаторы, так как они дают мощный импульсный разряд. Другие источники питания, такие как автомобильные аккумуляторы или сварочные аппараты, являются не очень хорошим вариантом, так как они выдают ток постоянно, что может привести к перегреву элемента и даже его взрыву. Конечно, вы можете использовать и автомобильный аккумулятор или сварочный аппарат, но в этом случае вам придется соблюдать осторожность.
Нужный нам конденсатор должен иметь емкость около 100000 мкФ и рассчитан на напряжение 60 В. К сожалению, деталь с такими характеристиками стоит очень дорого.
Чтобы не тратиться на высокоемкостной конденсатор, используем вместо него конденсатор от фотовспышки. Такой конденсатор отлично подойдет для импульсной разрядки. Но он опаснее…
Такой конденсатор отлично подойдет для импульсной разрядки. Но он опаснее…
Итак, что вам потребуется:
- Старый фотоаппарат со встроенной вспышкой (или одноразовая флэш-камера).
- «Убитые» никель-кадмиевые аккумуляторы.
- Провода.
- Одинарный батарейный отсек для элемента питания типа AA, AAA, C или D, в зависимости от того, аккумулятор какого типоразмера вы будете восстанавливать.
- Маленький ползунковый (или другого типа) переключатель.
- Кнопочный выключатель, рассчитанный на высокое напряжение.
Из инструмента вам понадобятся:
- Паяльник (если вы будете скручивать провода между собой, то паяльник не потребуется).
- Кусачки.
- Инструмент для зачистки проводов.
- Плоская отвертка.
- Плоскогубцы.
Итак, приступаем к работе!
Шаг 3: Ломаем камеру
Этот шаг является довольно опасной частью проекта. Нужно быть очень осторожным, чтобы не получить удар током от заряженного конденсатора.
(Конденсатор, установленный в камере – это большой черный цилиндр; он используется для работы вспышки).
Вскройте корпус камеры с помощью отвертки. Будьте осторожны, чтобы не получить удар током.
После того, как корпус будет разобран, разрядите конденсатор, прикоснувшись одновременно к двум его контактам отверткой с изолированной ручкой. Вы увидите (и услышите) мощную искру, и конденсатор разрядится (от такого разряда на отвертке может остаться отметина, поэтому используйте инструмент, которого вам не жалко).
Опасный шаг пройден (некоторые считают, что это самая забавная часть проекта, так как они лицезрят мощную громкую искру при разряде конденсатора).
Шаг 4: Удаляем и добавляем переключатель
Выньте плату из фотоаппарата. Теперь нужно убрать встроенный в плату выключатель заряда, и припаять внешний выключатель. Он сделает управление работой устройства более удобным и обезопасит вас от случайного прикосновения к токоведущим частям.
Оторвите верхнюю часть встроенного переключателя. Его будет не слишком сложно удалить.
Его будет не слишком сложно удалить.
Затем припаяйте два провода к обоим его контактам. К другим концам проводов припаяйте новый переключатель.
Шаг 5: Припаиваем батарейный отсек и кнопку
- Далее припаяйте батарейный отсек через кнопку высокого напряжения к выводам конденсатора.
- Черный провод от батарейного отсека припаивается к минусовому выводу конденсатора.
- Красный провод батарейного отсека, через кнопку, припаивается к плюсовому выводу конденсатора.
- В этот батарейный отсек будет устанавливаться неисправный никель-кадмиевый аккумулятор для восстановления.
Шаг 6: Изолируем высокое напряжение
Почти закончили! Все, что вам осталось сделать, это изолировать все части устройства с высоким напряжением.
Можете установить плату в красивую коробку, а можете просто заклеить все металлические детали и дорожки платы липкой лентой.
Все готово!
Шаг 7: Разряд!
Чтобы вернуть к жизни нерабочий Ni-Cd аккумулятор, поместите его в батарейный отсек, а рабочий щелочной элемент питания – в отсек на плате камеры.
Включите выключатель зарядки и подождите, пока лампочка не загорится. Как только она загорится, нажмите кнопку, и вы услышите громкий звук «ПОП». Это нормально, так и должно быть. Это означает, что аккумулятор был «мертв», и теперь вы «оживили» его! Для большей уверенности, что дендриты разрушены и АКБ удалось реанимировать пропустите разряд через батарею еще раз.
После восстановления, зарядите полностью аккумулятор в предназначенном для этого зарядном устройстве.
Вот и все. Пользуйтесь!
Ремонт аккумуляторов для шуруповерта. Как реанимировать аккумулятор шуруповерта в домашних условиях.
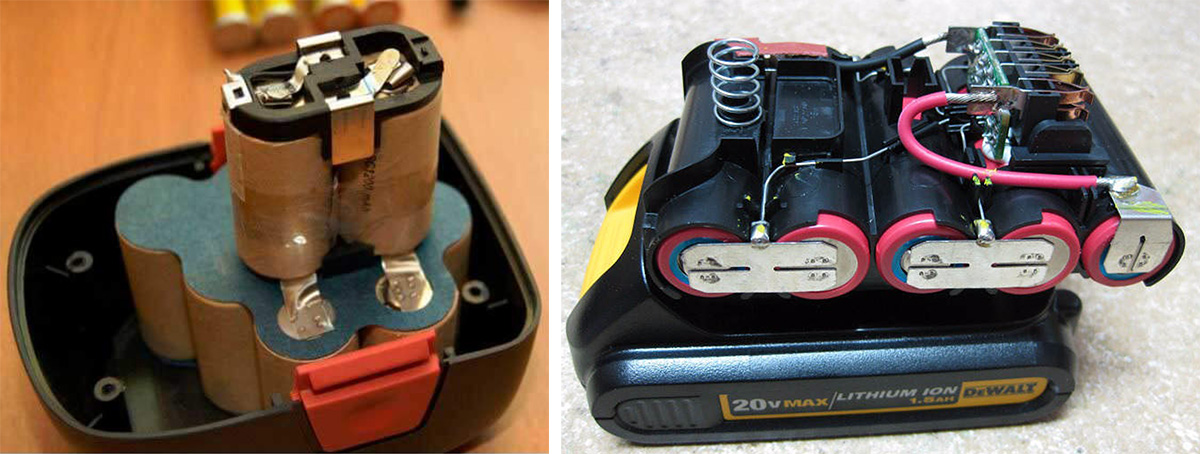
Аккумулятор для шуруповерта
Стоит отметить, что аккумуляторы практически для всех марок шуруповертов, независимо, в какой стране они производятся, имеют схожее устройство. Но каждый тип батарей имеет свои определенные свойства.
Если аккумулятор разобрать, то можно увидеть, что его устройство состоит из отдельных элементов, подключенных в общую цепь последовательно. Многие должны помнить еще со школьной скамьи, что у зарядных элементов, подключенных последовательно в одну электрическую цепь, увеличивается общая мощность.
Многие должны помнить еще со школьной скамьи, что у зарядных элементов, подключенных последовательно в одну электрическую цепь, увеличивается общая мощность.
Виды батарей
Никель-гидридная батарея
Имеет довольно высокую емкость, благодаря чему одной полной зарядки может хватить на 1500 циклов работы. Но при этом, ему требуется постоянная зарядка. Также этот тип батарей не рекомендуется использовать при низкой температуре воздуха.
Никель-кадмиевые батареи
Практически самые дешевые аккумуляторы с номинальным напряжением 12,5 V. У них небольшая емкость, поэтому разрядка происходит довольно быстро. Но их нельзя подзаряжать. Поэтому для продления срока работы этих батарей, их рекомендуется перед зарядкой, полностью разрядить. Достоинство никель-кадмиевых батарей – быстро заряжаются, при правильном уходе довольно долго эксплуатируются и хорошо работают при низкой температуре.
Литий-ионные батареи
Они имеют большую емкость, быстро заряжаются. Можно в любой период свободно делать подзарядку аккумулятора, но нельзя доводить его до полной разрядки. Также не рекомендуется использовать при низких температурах. Не переносят долгого хранения без периодичной разрядки и подзарядки (через определенное время хранения рекомендуется аккумулятору давать нагрузку).
Также не рекомендуется использовать при низких температурах. Не переносят долгого хранения без периодичной разрядки и подзарядки (через определенное время хранения рекомендуется аккумулятору давать нагрузку).
Корпус аккумулятора
На корпусе аккумулятора имеется два контакта, обозначенных как плюс/минус для питания шуруповерта и 2 контакта для зарядки. К одному из зарядных контактов подключен термистор, в обязанность которого входит защита аккумуляторной батареи от перегревания во время зарядки. Термистор полностью отключает или понижает силу зарядного тока при нагреве батарей до температуры 50-60 градусов. Нагрев батарей часто происходит при интенсивной, так называемой «быстрой» зарядке.
Причины неисправности
Выход аккумуляторной батареи из строя возможен по разным причинам. Поэтому перед тем как попытаться ее восстановить, следует убедиться в целесообразности этого действия. Может случиться так, что трудоемкость и понесенные затраты на ее ремонт обойдутся дороже новой покупки.
Например, частым источником проблем, из-за которой батарея перестает работать – это ее длительный срок службы. У некоторых видов аккумуляторов, через некоторый период времени, снижается емкость батарей, и они при работе быстро разряжаются. Естественно, что в этом случае, скорее всего, восстановить их работоспособность не удастся.
Также существуют и некоторые другие неисправности:
- повреждена контактная пайка между батареями;
- выход из строя термистора;
- выход из строя некоторых батарей аккумулятора.
Проверка и диагностика аккумуляторной батареи шуруповерта
Причина плохой работы шуруповерта может быть не в аккумуляторе, а в неисправностях мотора, редуктора, блока питания. Надежный способ определить источник проблемы – поставить вместо старой батареи такую же, которая обычно идет в комплекте вторым экземпляром. Прежде чем браться за вскрытие корпуса аккумулятора шуруповерта, его нужно зарядить до максимума. В случае с Ni-Cd устройствами требуется их сначала разрядить в ноль во избежание эффекта памяти. Для проверки и диагностики аккумуляторной батареи шуруповерта применяют 2 способа.
Для проверки и диагностики аккумуляторной батареи шуруповерта применяют 2 способа.
С помощью мультиметра
После того, как аккумулятор шуруповерта полностью заряжен, нужно его разобрать. Верхняя крышка блока обычно зафиксирована либо шурупами, либо клеем.
Здесь крышка приклеена
В первом случае понадобится отвертка, а клееный шов лучше аккуратно разделывать канцелярским ножом. Можно дополнительно вставлять еще какой-то острый предмет – ту же отвертку или саморез. Когда верхняя крышка освободится от склейки, ее будет нетрудно снять. Но нельзя забывать, что после ремонта корпус аккумулятора шуруповерта предстоит заново склеивать, а это не так просто и быстро, как закрутить шурупы.
После снятия крышки можно увидеть все банки, соединенные воедино. Цель – внимательно перебирать их, чтобы определить не исправные.
Так выглядит разобранный АКБ
Иногда испорченную банку аккумулятора шуруповерта выдают визуальные признаки – деформации, окисление и т.д. Может быть видно нарушение целостности соединительных пластин. Впрочем, это не отменяет главного: протестировать на выходное напряжение необходимо каждую банку.
Впрочем, это не отменяет главного: протестировать на выходное напряжение необходимо каждую банку.
Для этого применяется мультиметр. Каждая банка аккумуляторной батареи шуруповерта аккуратно извлекается из корпуса, и проводятся замеры. Мультиметр нужно переключить в режим постоянного тока, и подвести черный провод к минусовому контакту банки, а красный – к плюсу. Показатели нормального выходного напряжения составляют 1,2 – 1,4 В для никель-кадмиевых и никель-металлгидридных батарей, 3,6 – 3,8 В – для литий-ионных. Полученные от мультиметра значения надо зафиксировать на бумаге или в электронном виде, а еще лучше – написать на каждой батарейке ее значение маркером, это не причинит вреда.
Тестирование батареек мультиметром
Если есть 2 мультиметра, задача немного упрощается: один будет работать как амперметр, второй как вольтметр. Если же прибор только один, его надо настроить в режим измерения напряжения, а в роли амперметра использовать простой провод от мультиметра до источника питания.
Подключение такое:
- два тонких провода (0,25 мм кв) от вольтметра к источнику питания;
- чуть более толстые провода от аккумулятора к амперметру и источнику питания, а также от амперметра к вилке.
Тестирование мультиметром
Если вольтметр выдает номинальное напряжение, а ток заряда на амперметре не дотягивает до 1 А, то, скорее всего, дело в неисправности какого-то элемента батареи. Тут не получится реанимировать аккумулятор шуруповерта самому в домашних условиях – надо нести в ремонт. Если разряженная АКБ имеет суммарное напряжение 16,8 В, это указывает либо на короткое замыкание, либо на естественное разряжение. Для заряженного аккумулятора шуруповерта упомянутый показатель напряжения означает короткое замыкание элемента: восстановление – не выход, только замена.
Важно! Показатели нормальной работы аккумулятора шуруповерта при зарядке – сила тока больше 1 А и постепенное увеличение напряжения. В конце заряда оно должно стать чуть больше номинального (например, 1,3 В при номинале 1,25 В).
 Такая батарейка не требует ремонта.
Такая батарейка не требует ремонта.Проверка методом нагрузки
Для этого варианта проверки не надо разбирать аккумулятор шуруповерта. Потребуются автомобильные лампочки. Они служат индикатором силы тока.
Проверка делается так:
- Полностью зарядить АКБ шуруповерта.
- Дать на него номинальную нагрузку. Она рассчитывается делением мощности шуруповерта на номинальное напряжение аккумулятора. Чтобы в цепи появилась необходимая нагрузка, надо подключить автолампочки.
- Если отдача тока от батареи шуруповерта длится несколько минут, напряжение чуть ниже номинального, а яркость ламп не снижается, то аккумулятор в норме. Преждевременное ослабевание тока аккумуляторной батареи шуруповерта типа ni-cd – проявление эффекта памяти. Тогда требуется восстановление.
Диагностика с автолампочкой
Как определить, возможен ли ремонт
Инструкция, изложенная в предыдущей части, актуальна лишь для никелевых батарей, но не для литий-ионных. Частой причиной поломки таких батареек служит разложение лития или неисправность схемы управления. В первом случае нужно заменить батарейки на новые, во втором — сменить схему управления.
Частой причиной поломки таких батареек служит разложение лития или неисправность схемы управления. В первом случае нужно заменить батарейки на новые, во втором — сменить схему управления.
Для проверки схемы на элемент питания подаётся напряжение в 4 вольта с силой тока в 200 мА. Если конечное напряжение возросло до 3,6 вольта — батарейка исправна, проблема решается сменой схемы управления.
Если проблемой является потеря ёмкости в Ni-Cd, её решение описано выше. При этом перепрошивка не помогает, если выкипел электролит, и в данном случае спасёт лишь покупка новой АКБ.
Возможно, в результате перегрева испарилась дистиллированная вода. Долейте её в нерабочий элемент при помощи медицинского шприца и оставьте на сутки. Далее следует собрать детали в связку (3-4 шт.) и зарядить батарею. В течение недели повреждённый аккумулятор трогать не рекомендуется.
Если не работает пусковая кнопка, разберите её и почистите контакты.
Если отказал двигатель, возможно, причина в стирании угольных щёток. Как итог, потребуется их замена.
Как итог, потребуется их замена.
Какие инструменты нам понадобятся
При восстановлении батареи аккумуляторов для шуруповерта потребуются:
- отвертка;
- мультиметр;
- олово;
- специальный флюс;
- паяльник, желательно мощностью не меньше 100 Вт.
На заводе для соединения контактов с минимальным нагревом применяется точечная сварка. Поэтому при пайке требуется высокая скорость, чтобы не испортить элемент аккумуляторной батареи.
Основные способы восстановления
Несколько методик помогут справиться с вопросом, как можно реанимировать аккумулятор шуруповерта в домашних условиях. Поэтапное выполнение рекомендаций позволит продлить срок службы агрегата.
Пользователи должны помнить, что процесс проходит с предельной осторожностью, а после завершения манипуляций все детали нужно вернуть в первоначальные места.
Как разобрать корпус АКБ
Аккумуляторная батарея большинства шуруповертов имеет разборный корпус. Но некоторые производители для предотвращения самостоятельной замены элементов делают корпуса АКБ неразборными. Тем самым они вынуждают владельца приобрести новый фирменный АКБ. В этом случае разобрать корпус без его необратимых повреждений будет очень затруднительно.
Но некоторые производители для предотвращения самостоятельной замены элементов делают корпуса АКБ неразборными. Тем самым они вынуждают владельца приобрести новый фирменный АКБ. В этом случае разобрать корпус без его необратимых повреждений будет очень затруднительно.
Соединение деталей корпуса может быть выполнено с помощью винтов, защелок или клея. В первом случае разделить части корпуса можно, просто выкрутив винты с помощью отвертки.
Если детали корпуса склеены, необходимо осторожно с помощью ножа, раздвинуть детали, просунув в него лезвие. Затем надо расклинить стык, вставив в образовавшийся промежуток любой твердый предмет, подходящий по размеру. После нужно продвигаться по всему периметру корпуса. После того как корпус будет разобран, его детали нужно будет снова посадить на клей.
Находим неисправные ячейки
После того как корпус будет открыт, можно увидеть, что элементы аккумуляторной батареи между собой соединены последовательно. Для того чтобы отремонтировать аккумулятор для шуруповерта, потребуется определить неисправный элемент – обычно это один или два элемента – и произвести замену.
Длительную пайку применять нельзя, так как можно испортить элемент, если его нагреть. Особенно чувствительны к нагреву литий-ионные аккумуляторы. Если нет опыта пайки таких аккумуляторов, можно приобрести на AliExpress аккумуляторы с уже приваренными контактами.
В интернете пишут, что никель-кадмиевые аккумуляторы со временем высыхают и элемент (банку) можно восстановить — просверлить отверстие в ней и с помощью шприца залить внутрь воды. Но данный способ восстановления может привести к повреждению элемента и даже к травме, поэтому рассматривать его не будем.
Для того чтобы найти неисправные элементы, требуется проверить, какое напряжение выдает каждый элемент батареи по отдельности.
Для произведения точных замеров нужно, чтобы аккумуляторная батарея была полностью заряженной.
Нужно извлечь содержимое корпуса и разложить все элементы на ровной поверхности. Произвести замер напряжения будет намного проще, если обеспечить свободный доступ к каждому контакту элемента аккумуляторной батареи.
Для удобства следует нарисовать на листе бумаги схему и отмечать на ней напряжение каждого элемента. Замер напряжения производим с помощью мультиметра, предварительно выбрав режим измерения постоянного напряжения с низким пределом измерения.
Уровень напряжения для каждого никель-кадмиевого элемента должен составлять от 1,2 до 1,4 В, а для литий-ионных элементов – от 3,6 до 3,8 В.
Затем следует разрядить батарею. Для этого можно подключить к ней нагрузку. Например, лампу накаливания большой мощности или можно собрать батарею и работать шуруповертом до тех пор, пока она не разрядится.
После этого батарея разбирается снова и производится замер напряжения. Если на элементах ранее были определены потери напряжения, при повторном замере показания мультиметра будут еще ниже. Следует заменить элементы, где разность показаний напряжения будет существенной: до 0,5 или 0,7 В для кадмиевых и меньше 2,5 вольт для литиевых.
Мнение эксперта Алексей Бартош Специалист по ремонту, обслуживанию электрооборудования и промышленной электроники. Задать вопрос Если батарея сильно изношена, то даже после длительной зарядки на отдельных аккумуляторах напряжение будет значительно ниже, чем на остальных (иногда и вовсе близко к 0 вольт). Их нужно менять, восстановить их вряд ли получится.
Задать вопрос Если батарея сильно изношена, то даже после длительной зарядки на отдельных аккумуляторах напряжение будет значительно ниже, чем на остальных (иногда и вовсе близко к 0 вольт). Их нужно менять, восстановить их вряд ли получится.
Устранение эффекта памяти
Не всегда восстановление АКБ шуруповёрта требует каких-то радикальных действий. Часто восстановить ёмкость аккумулятора помогает попеременная полная зарядка (до погасшей лампочки зарядки) и полный разряд батареи. Этот метод называют ещё «раскачать аккумулятор».
Как стереть эффект памяти аккумулятора
Он связан с так называемым «эффектом памяти» и свойственен аккумуляторам шуруповёрта на основе никеля. И особенно сильно он проявляется в никель-кадмиевых. Он возникает, когда разряженный до нуля аккумулятор не полностью заряжается и начинает эксплуатироваться или наоборот. Это приводит к укрупнению кристаллов активного вещества, что уменьшает площадь его активной поверхности.
Соблюдайте рекомендации завода изготовителя для режимов заряда и разряда.
Удалить этот эффект или значительно снизить его помогает так называемая «тренировка» аккумулятора. Она заключается в повторении циклов полного заряда и разряда.
Для этого восстанавливаемую батарею полностью разряжают, используя, например, лампочку. Затем полностью заряжают и снова подвергают разрядке. Повторить процесс раз 5 и если отдельные элементы АКБ исправны, характеристики вернутся к норме или близко к ней.
Замена банок полная или частичная
Если восстановить аккумулятор шуруповёрта «слёту» не получилось, придётся менять батарейки. Любая аккумуляторная батарея шуруповёрта представляет собой цепочку из последовательно соединённых аккумуляторных банок. При таком типе соединения при «проседании» одного элемента весь аккумулятор имеет пониженный заряд и быстро разряжается. Причём характеристики ухудшаются настолько, насколько «просела» самая неисправная банка.
Причём характеристики ухудшаются настолько, насколько «просела» самая неисправная банка.
Как восстановить батарею шуруповерта: полная или частичная замена банок
Так что восстановить аккумулятор можно двумя способами. Первый — найти те самые «просевшие» элементы и заменить их. Второй — менять «всё скопом». Второй вариант более накладный по деньгам, но более «долгоиграющий». При первом варианте остальные, пока исправные банки, в скором времени тоже просядут. Нужно будет снова ремонтировать аккумуляторную батарею. Так что желательно выбрать второй способ.
Долив дистиллированной воды
Восстановление аккумулятора шуруповерта с доливом должно происходить с полностью разряженной батареей. Ни-Кд АКБ обтянуты бумагой. Если было испарение, то на поверхности будут заметные следы.
После замера напряжения, нужно полностью разрядить все банки с помощью 12 вольтовой лампочки. После этого еще раз измеряется вольтаж. Те элементы, где он упал до 0,7 – неисправны.
Чтобы залить дистиллированную воду, нужно сделать отверстие в боку банки. Очень тонким сверлом (0,5-0,7 мм) делается паз. Нужно следить, чтобы оно не ушло внутрь и не повредила пластины.
Шприцем с тонкой иглой заливается небольшое количество воды. После этого, пробой нужно закрыть с помощью эпоксидной смолы или герметика.
Теперь аккумулятор можно раскачать. Каждый блок нужно еще раз разрядить в ноль, присоединив к ним лампочки на 1,5 вольт. Когда процедура закончится, АКБ собирается и необходимо провести 5 циклов зарядки и разрядки.
Метод заморозки
Не стоит забывать про ещё один интересный, а порой и очень эффективный метод.
Реанимация с помощью заморозки подходит только для никель-кадмиевых элементов.
Сам процесс довольно простой в плане проведения реанимационных действий:
- полностью разрядите источник питания;
- положите устройство в полиэтиленовый пакет и плотно закройте, желательно герметично;
- поставьте в морозильную камеру;
- через 10 часов достаньте и подключите к зарядному устройству;
- обнулите заряд с помощью нагрузки;
- снова поместите в морозилку;
- повторите процедуру 2-3 раза.

Важно понимать, что даже при условии строгого выполнения всех инструкций, далеко не всегда шуруповёртные аккумуляторы подлежат восстановлению.
Любая реанимация элементов питания — это потенциальный риск. Вся ответственность за возможные последствия ложится на вас. Если не хотите рисковать, то просто купите новые АКБ и используйте их по назначению.
Выпуск газа из Li-ion аккумуляторов
В результате неправильной эксплуатации Li-ion элементов (злоупотребление переразрядом) возможно вздутие. В результате разложения солей выделяется кислород и создает высокое давление в корпусе герметизированного элемента. Эти газы выпускаются с помощью специальных клапанов, но в небольших элементах их может не быть.
ВНИМАНИЕ! Принудительно выпускать газ из вздувшихся Li-ion аккумуляторов, путем разрушения их корпуса, категорически запрещается любой инструкцией по их эксплуатации, это грубое нарушение пожарной безопасности!
Последствия такого вскрытия можно посмотреть на этом видео:
 youtube.com/embed/UU9jAYA5LTk” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/UU9jAYA5LTk” frameborder=”0″ allowfullscreen=”allowfullscreen”> Проверяем аккумулятор после ремонта
После замены элементов АКБ нужно провести выравнивание потенциалов всех элементов батареи. Для этого поставьте последнюю заряжаться на длительное время. Затем, по окончании заряда АКБ шуруповерта нужно оставить примерно на сутки для восстановления.
Разрядить АКБ можно поработав шуруповертом до полного разряда или подключив к нему нагрузку. Например, лампу накаливания, рассчитанную на соответствующее напряжение. Для выравнивания заряда АКБ цикл заряда и разряда следует повторить два раза.
Приобретение новых Ni-Cd элементов
В данном случае речь идет о полной замене аккумуляторных элементов и о так называемом «стирании эффекта памяти» с новых батареек в целях обеспечения их более продуктивной работы. Эффект памяти заключается в том, что батарея «помнит» все возможные циклы зарядки, которым она теоретически может подвергаться на производстве до попадания в чьи-то руки. Чем больше в ее «памяти» таких циклов, тем вероятней становится то, что емкость начнет уменьшаться значительно раньше, чем ожидается. Также никель-кадмиевые аккумуляторы любят подобные процессы «раскачки». Если их проводить непосредственно перед использованием, работать они будут гораздо лучше.
Чем больше в ее «памяти» таких циклов, тем вероятней становится то, что емкость начнет уменьшаться значительно раньше, чем ожидается. Также никель-кадмиевые аккумуляторы любят подобные процессы «раскачки». Если их проводить непосредственно перед использованием, работать они будут гораздо лучше.
Нужное количество аккумуляторов можно заказать в Интернете, к примеру, на Ali-Express. Нужно иметь в виду, что они уже имеют определенный заводской заряд, который желательно «снять» для того, чтобы «сэкономить» силы аккумуляторов во время эксплуатации. Сделать это можно, используя то же зарядное устройство Imax B6, в меню которого несложно разобраться.
Допустим, батарея шуруповерта должна состоять из 10 элементов с такими показателями: выходное напряжение каждого — 1,2 В, а емкость 1200 мАч, что в общей сумме составляет 12 В. Преимуществом полной замены аккумуляторной батареи с последующим «стиранием» заводского «эффекта памяти» является то, что в любом интернет-магазине можно заказать элементы с более высокими показателями емкости, чем старые. Например, 1800 мАч. И аккумулятор будет работать на порядок дольше. Конечно, такие батарейки будут стоит дороже. Но цена их всегда себя оправдывает.
Например, 1800 мАч. И аккумулятор будет работать на порядок дольше. Конечно, такие батарейки будут стоит дороже. Но цена их всегда себя оправдывает.
Вначале мультиметром проверяется напряжение на каждой «банке». Это сразу поможет определить, каким качеством обладают новые батарейки и не имеет ли место непорядочность продавцов, которые могли вместо новых продать старые элементы. Уровень напряжения на каждой батарейке должен составлять примерно 1,3 В.При замерах важно не путать клеммы.
Далее «стирание памяти» проводится с каждым элементом поочередно. На зарядном устройстве выставляются следующие параметры заряда: если емкость 1800мАч, ее можно выставить чуть больше — 1900, немного с запасом. Затем следует перейти в режим заряда никель-кадмиевых аккумуляторов. Параметры заряда должны быть такими: показатель тока 0,9 А (половина от емкости 1800).
Каждый новый элемент подвергается тренировке по принципу «заряд-разряд», чтобы убрать заводские параметры. При токе в 1А все АКБ поочередно разряжаются до напряжения в 1 В (минимально допустимое напряжение, чтобы не убить батарейку).
Затем следует перейти в режим цикла «заряд-разряд» и запустить его кнопкой «старт».
После разрядки и снятия заводской памяти уложить аккумуляторы обратно в блок, ориентируясь на то, как раньше туда были уложены старые. Поэтому при разборке пластмассового корпуса нужно запомнить, как батарейки лежали раньше.
Таким образом, существует много способов восстановления аккумулятора шуруповерта своими руками. Каждый из них имеет определенные нюансы, недостатки и преимущества, которые следует учитывать в зависимости от того, как вы восстанавливаете емкость. Иногда следует постараться, чтобы приобрести тот или иной инструмент или необходимый ингредиент (например, дистиллированную воду) для того, чтобы восстановление прошло максимально успешно. Но именно это поможет вам избежать дополнительных расходов в связи с приобретением нового шуруповерта или полностью готового аккумулятора.
Источники
- https://LivePosts. ru/articles/home-garden/tool/kak-vosstanovit-akkumulyator-shurupoverta-i-ego-neispravnosti
- https://myinstrumenty.ru/elektroinstrument/kak-vosstanovit-akkumulyator-shurupoverta/
- https://shurupovertov.com/kak-reanimirovat-akb/
- https://Acums.ru/akkumulyatory/bytovye/remont-akkumulyatora-shurupoverta
- https://DomZastroika.ru/instrumenty/kak-vosstanovit-ni-cd-akkumulyator-ot-shurupoverta-v-domashnikh-usloviyakh.html
- https://elektroznatok.ru/tools/vosstanovlenie-akkumulyatora-shurupoverta
- https://kakpravilnosdelat.ru/kak-otremontirovat-akkumulyator-dlya-shurupoverta-v-domashnih-usloviyah/
- https://spec-mashines.ru/tools/vosstanovlenie-akkumulyatora-shurupovyorta.html
- https://2lzz.ru/elektroinstrument/shurupovert/kak-vosstanovit-akkumulyator
- https://batteryk.com/vosstanovlenie-akkumulyatora-shurupoverta
 ru/articles/home-garden/tool/kak-vosstanovit-akkumulyator-shurupoverta-i-ego-neispravnosti
ru/articles/home-garden/tool/kak-vosstanovit-akkumulyator-shurupoverta-i-ego-neispravnosti
Как вам статья?
Павел
Бакалавр “210400 Радиотехника” – ТУСУР. Томский государственный университет систем управления и радиоэлектроники
Написать
Пишите свои рекомендации и задавайте вопросы
Ni-Cd Nickel Cadmium Recovery Method in Scrap Batteries
Table of Contents
В рамках постоянных усилий по максимальному извлечению металла из отечественных вторичных ресурсов Горное управление исследовало процесс восстановления металлической части лома щелочных батарей. Пирометаллургический метод извлечения никеля и кадмия из лома никель-кадмиевых аккумуляторов, ранее разработанный в лабораторных масштабах, был масштабирован до 25- и 43-фунтовых зарядов. В этом методе использовалось восстановление и/или разложение в реторте с использованием не менее 2,5% углерода в качестве восстановителя. Металлический кадмий перегоняли при атмосферном давлении и не менее 900°С. Чистота извлеченного кадмия составляла минимум 99,8%, а никель-железный остаток содержал менее 0,02% кадмия.
Пирометаллургический метод извлечения никеля и кадмия из лома никель-кадмиевых аккумуляторов, ранее разработанный в лабораторных масштабах, был масштабирован до 25- и 43-фунтовых зарядов. В этом методе использовалось восстановление и/или разложение в реторте с использованием не менее 2,5% углерода в качестве восстановителя. Металлический кадмий перегоняли при атмосферном давлении и не менее 900°С. Чистота извлеченного кадмия составляла минимум 99,8%, а никель-железный остаток содержал менее 0,02% кадмия.
Производство и использование никель-кадмиевых щелочных батарей приобрело относительную известность в конце 1950-х годов. В период с 1966 по 1971 год примерно 3 процента спроса на первичный кадмий в Соединенных Штатах приходилось на производителей аккумуляторов. С 1971 по 1975 год спрос вырос с 3 до 13 процентов. По оценкам производителей аккумуляторов, к 1981, 2,2 миллиона фунтов или более 20 процентов спроса США на кадмий будет потребляться аккумуляторной промышленностью. Соединенные Штаты зависят от Канады, Мексики и Австралии более чем на 60 процентов от поставок первичного кадмия.
Практически весь лом Ni-Cd аккумуляторов, как сообщается, экспортируется за границу, где он перерабатывается и возвращается в эту страну в виде очищенных металлов. Несколько торговцев металлоломом разбивают аккумуляторные элементы и вручную отделяют положительные и отрицательные пластины. Положительные пластины, содержащие от 1 до 2 процентов кадмия, выплавляются в Соединенных Штатах в сплав с высоким содержанием ферроникеля или используются для производства сплавов с высоким содержанием никеля. Дым оксида кадмия от этой операции плавки должен контролироваться, чтобы соответствовать стандартам выбросов EPA. Отрицательные пластины с высоким содержанием кадмия в настоящее время экспортируются за границу.
До этого исследования были известны только следующие три метода переработки лома никель-кадмиевых аккумуляторов: гидрометаллургический метод, разработанный Горным бюро в 1971 году, сернокислотный выщелачивающий и электролитический метод и пирометаллургический метод, запатентованный во Франции. для которого не было никаких подробностей. Исследования Горного бюро привели к разработке пирометаллургического метода извлечения металлического кадмия и железоникелевого остатка с низким содержанием кадмия. Максимальная концентрация кадмия 0,1 процента разрешена для эффективной переработки железоникелевого остатка.
для которого не было никаких подробностей. Исследования Горного бюро привели к разработке пирометаллургического метода извлечения металлического кадмия и железоникелевого остатка с низким содержанием кадмия. Максимальная концентрация кадмия 0,1 процента разрешена для эффективной переработки железоникелевого остатка.
Никель-кадмиевые батареи состоят из следующих основных частей: сетки, пасты, активных материалов, сепараторов, электролита и корпусов элементов. Материал сетки представляет собой проволочную сетку или перфорированный металлический лист. Проволочная ткань обычно из чистого никеля, но также использовалось никелированное железо. При использовании перфорированного металлического листа основной материал покрывается никелем. Порошок никеля наносится на материал сетки в виде пасты и спекается при температуре от 800° до 1000° C. В результате получается пористый материал, который поглощает активные материалы для формирования положительных и отрицательных электродов (пластин). Положительные пластины пропитаны раствором Ni(NO3)2, отрицательные — раствором Cd(NO3)2. Обжиг и погружение в щелочной раствор дает активные материалы Ni(OH)2 и Cd(OH)2, которые поляризуются, образуя заряженный или активный электрод. Цикл пропитки повторяют четыре-пять раз, что приводит к увеличению веса на 1,1 г Ni(OH)2/см3 и 1,6 г Cd(OH)2/см3 объема пластины соответственно. Обычно ячейки спеченного типа заполнены электролитом из чистого КОН с плотностью от 1,25 до 1,30 г/мл. Однако некоторые производители также добавляют в электролит LiOH (от 15 до 30 г/л) для увеличения емкости положительных пластин. Таким образом, в пластинах аккумуляторов обычно используются материалы Ni, Ni(OH)2, Cd, Cd(OH)2 и материал сетки Ni или Fe. Основная реакция (2) Ni-Cd элемента при разрядке и зарядке:
Положительные пластины пропитаны раствором Ni(NO3)2, отрицательные — раствором Cd(NO3)2. Обжиг и погружение в щелочной раствор дает активные материалы Ni(OH)2 и Cd(OH)2, которые поляризуются, образуя заряженный или активный электрод. Цикл пропитки повторяют четыре-пять раз, что приводит к увеличению веса на 1,1 г Ni(OH)2/см3 и 1,6 г Cd(OH)2/см3 объема пластины соответственно. Обычно ячейки спеченного типа заполнены электролитом из чистого КОН с плотностью от 1,25 до 1,30 г/мл. Однако некоторые производители также добавляют в электролит LiOH (от 15 до 30 г/л) для увеличения емкости положительных пластин. Таким образом, в пластинах аккумуляторов обычно используются материалы Ni, Ni(OH)2, Cd, Cd(OH)2 и материал сетки Ni или Fe. Основная реакция (2) Ni-Cd элемента при разрядке и зарядке:
2βNiOOH + Cd° + 2h3O ↔ 2Ni(OH)2 + Cd(OH)2………………………………..(1)
При воздействии атмосферы пластины аккумулятора и электролит KOH поглощают CO2 с образованием основного карбоната никеля [NiCO3·NiO], CdCO3 и K2CO3 или KHCO3. Несколько аккумуляторных элементов были полностью разобраны, случайным образом взяты образцы с положительных и отрицательных пластин и проанализированы на содержание кадмия и никеля. Анализ материала аккумуляторной пасты, извлеченного из этих пластин, показан в таблице 1.
Несколько аккумуляторных элементов были полностью разобраны, случайным образом взяты образцы с положительных и отрицательных пластин и проанализированы на содержание кадмия и никеля. Анализ материала аккумуляторной пасты, извлеченного из этих пластин, показан в таблице 1.
Когда пластины собраны, между каждой положительной и отрицательной пластиной используется разделитель. Большинство материалов для сепараторов представляют собой пластмассы, обычно в виде тонких пористых листов. Нейлон и полипропилен являются двумя наиболее распространенными пластиковыми сепараторами, используемыми сегодня. Пластик также является наиболее распространенным материалом корпуса батареи для открытых спеченных элементов. Полистирол используется для всех коммерческих аккумуляторов, а нейлон — для некоторых военных аккумуляторов.
Стендовые испытания Аккумуляторная паста использовалась для небольших испытаний (150-250 грамм). Пасту удаляли с пластин либо шаровой мельницей, либо измельчением в молотковой мельнице с решетками диаметром ½ дюйма. Измельченный в шаровой мельнице материал просеивали на сите 80 меш. Пастообразный материал из молотковой мельницы просеивали через сито 10 меш. Магнитные материалы, состоящие из пластин на железной основе, удалялись ручным магнитом. Типичные анализы головок показаны в таблице 2.
Измельченный в шаровой мельнице материал просеивали на сите 80 меш. Пастообразный материал из молотковой мельницы просеивали через сито 10 меш. Магнитные материалы, состоящие из пластин на железной основе, удалялись ручным магнитом. Типичные анализы головок показаны в таблице 2.
В ходе стендовых испытаний изучались различные условия. К ним относятся влияние углерода, давления и температуры на перегонку и извлечение кадмия. Результаты этих испытаний показали, что кадмий можно эффективно перегонять из аккумуляторного скрапа при атмосферном давлении. Около 99,8% кадмия было извлечено в виде высокочистого конденсата. Оптимальные результаты были получены при 900°С в течение 2 часов с использованием 2,5% углерода в шихте. Кокосовый уголь был источником углерода во всех тестах. Подробности этих испытаний были опубликованы ранее.
Взрыв конденсатов кадмия Стендовые испытания показали, что конденсаты кадмия могут стать взрывоопасными, если заряд уменьшить и перегнать при низком вакууме 400 микрон и 950°C. Точная причина так и не была установлена, но конденсаты кадмия которые взорвались или искрили, содержали более 10 процентов калия, тогда как невзрывоопасные конденсаты содержали менее 2 процентов калия. Поскольку эффективное восстановление и перегонка могут быть осуществлены при атмосферном давлении, а также ввиду потенциальной опасности взрыва при вакуумной перегонке, последнее не рекомендуется.
Точная причина так и не была установлена, но конденсаты кадмия которые взорвались или искрили, содержали более 10 процентов калия, тогда как невзрывоопасные конденсаты содержали менее 2 процентов калия. Поскольку эффективное восстановление и перегонка могут быть осуществлены при атмосферном давлении, а также ввиду потенциальной опасности взрыва при вакуумной перегонке, последнее не рекомендуется.
Более крупномасштабные испытания проводились в реторте с газовым обогревом. В зависимости от размера тигля, используемого в качестве реторты, емкость загрузки составляла до 50 фунтов. Общая конструкция и расположение газовой реторты
и конденсатора показаны на рис. 1. Оценки, проведенные с этой ретортой, включали: материалы реторты, конструкцию конденсатора, выбросы, анализ продукта, плавление остатка и распределение тепла. Во время этих испытаний потребовался ряд модификаций, таких как перемещение перегородки в конденсаторе, изоляция конденсатора и изменение систем сбора воды и выбросов. Окончательная конструкция печи включала 50-фунтовую реторту из глины и графита. Эта конструкция печи и конденсатора показана на рис. 2. Мокрый скруббер, используемый для сбора выбросов конденсатора, показан слева от реторты.
Окончательная конструкция печи включала 50-фунтовую реторту из глины и графита. Эта конструкция печи и конденсатора показана на рис. 2. Мокрый скруббер, используемый для сбора выбросов конденсатора, показан слева от реторты.
Два типа материала были испытаны на пригодность в качестве огнеупора для реторты для пирометаллургического процесса: Рефракс 20 и глинистый графит. Refrax 20, карбид кремния, связанный нитридом кремния, был первоначально рекомендован, поскольку неизвестны реакции с компонентами батареи и заряда флюса при температурах до 2200°F (1204°C) в восстановительной атмосфере. Однако во время первоначальных испытаний этот материал показал чрезмерную пористость, позволяющую парам кадмия выходить через реторту. Глиняно-графитовые тигли впоследствии использовались для реторт и прекрасно служили, хотя сплавление аккумуляторного лома с глазурованной поверхностью реторты происходило при температурах выше 1000°С. Легкое сплавление скрапа с поверхностью реторты также происходило при температурах 9от 00° до 1000°C.
Конденсатор (рис. 1) состоял из железной трубы диаметром 3 дюйма, снабженной резьбовой крышкой на конце для облегчения удаления конденсата металлического кадмия. . Позже была добавлена заглушка, чтобы можно было выпускать расплавленный кадмий из конденсатора. Перегородки были размещены в конденсаторе во многих местах, чтобы свести к минимуму выбросы кадмия из выпускного отверстия. Наиболее эффективной компоновкой оказались четыре перегородки из листового металла в задней части конденсатора, расположенные на расстоянии ½ дюйма друг от друга. Изоляция использовалась снаружи конденсатора, чтобы обеспечить конденсацию кадмия в виде жидкости для облегчения извлечения путем выпуска непосредственно из конденсатора. Испытания проводились с изоляцией и без нее, чтобы определить оптимальные уровни температуры внутри конденсатора. С изоляцией снаружи конденсатора температура на конце реторты поднялась почти до 600°C, а на холодном конце – от 300° до 500°C. При снятой изоляции максимальная температура на конце реторты составила 500°C, холодный конец, 270°C. Эти испытания показали, что предпочтительнее работать со снятой внешней изоляцией, особенно потому, что такое расположение минимизирует выбросы кадмия. По завершении каждого испытания к конденсатору подавали внешнее тепло для расплавления и выпуска конденсата кадмия.
При снятой изоляции максимальная температура на конце реторты составила 500°C, холодный конец, 270°C. Эти испытания показали, что предпочтительнее работать со снятой внешней изоляцией, особенно потому, что такое расположение минимизирует выбросы кадмия. По завершении каждого испытания к конденсатору подавали внешнее тепло для расплавления и выпуска конденсата кадмия.
Выбросы кадмия были обнаружены в выхлопных газах из конденсатора, когда температура реторты достигла приблизительно 500°C (температура плавления кадмия 321°C). Выбросы вызваны выделением водяного пара и окиси углерода, которые действуют как газы-носители. Вода и окись углерода образуются в результате следующих реакций в приблизительном диапазоне температур от 100° до 1000° C:
Cd(OH) 2 → CdO + h3O……………………………………………… ………(2)
Ni(OH)2 → NiO + h3O……………………………………………………..(3)
CdCO3 → CdO + CO2………………………………………………………..(4)
2CdO → 2 Cd + O2………………………………… …………………………(5)
CdO + C → Cd + CO………………………………………………………. (6)
(6)
2C + O2 → 2CO……………………………………………………………….(7)
Воды также способствовала загрузка реторты, которая содержала некоторое количество поглощенной влаги и не была преднамеренно высушена перед к тестированию. Исходя из 10-фунтовой загрузки, содержащей 15 процентов кадмия, в соответствии с уравнениями 5, 6 и 7 может быть произведено максимум 119 литров газообразного CO. Были предприняты попытки конденсировать водяной пар и кадмиевую пыль с помощью конденсатора и/или упакованная колонка. Возникли засоры, вызвавшие обратное давление в системе реторта-конденсатор, что привело к утечкам оксида кадмия (CdO). Конденсировалось в среднем 480 мл воды и собиралось от 1,8 до 22,8 г кадмия. Проблема сбора смеси паров воды, углекислого газа и пыли кадмия была решена за счет использования мокрого скруббера (Mystain), оснащенного сетчатым пластиковым фильтром для удаления влажных частиц кадмия. Доступны другие типы фильтров или скрубберов, которые можно использовать.
Подготовка материала батареи Тестовый материал для всех крупномасштабных испытаний готовили, сначала разбивая пластиковые корпуса батарей, затем удаляя пластины и давая им просохнуть и частично высохнуть на воздухе.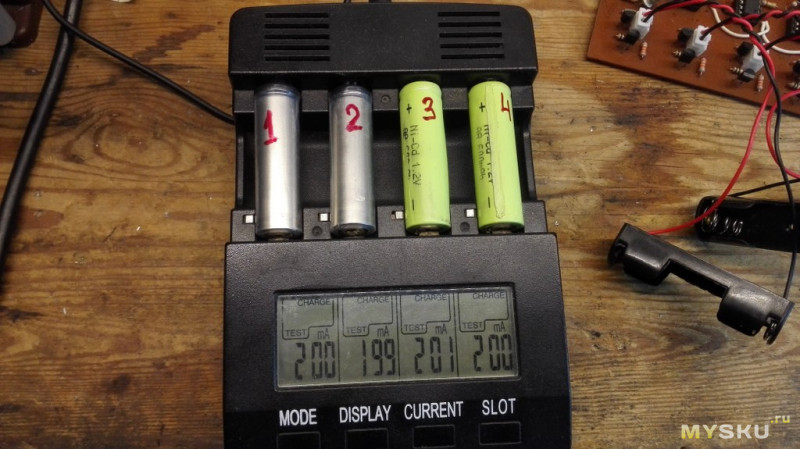 Очень мало электролита KOH вытекает из корпуса или пластин батареи. Нейлоновые сепараторы были сняты, а пластины с соединительных штырей батареи срезаны или оторваны. Пластины измельчали в молотковой мельнице с отверстиями в решетке диаметром ½ дюйма. Наблюдения во время измельчения показали, что требуется оптимальное количество влаги, чтобы избежать проблем с пылью, не вызывая неблагоприятного слеживания внутри мельницы. Содержание влаги от 5 до 10 процентов было сочтено достаточным для удовлетворения этих требований. После измельчения примерно 80-85% материала проходило через сито с размером ячеек 10 меш. Материал минус 10 меш почти полностью состоял из пасты с примерно 5-10 процентами сетчатого материала, тогда как материал плюс 10 меш в основном состоял из сетчатого материала (проволока и стальная перфорированная пластина) с небольшим количеством прилипшей аккумуляторной пасты.
Очень мало электролита KOH вытекает из корпуса или пластин батареи. Нейлоновые сепараторы были сняты, а пластины с соединительных штырей батареи срезаны или оторваны. Пластины измельчали в молотковой мельнице с отверстиями в решетке диаметром ½ дюйма. Наблюдения во время измельчения показали, что требуется оптимальное количество влаги, чтобы избежать проблем с пылью, не вызывая неблагоприятного слеживания внутри мельницы. Содержание влаги от 5 до 10 процентов было сочтено достаточным для удовлетворения этих требований. После измельчения примерно 80-85% материала проходило через сито с размером ячеек 10 меш. Материал минус 10 меш почти полностью состоял из пасты с примерно 5-10 процентами сетчатого материала, тогда как материал плюс 10 меш в основном состоял из сетчатого материала (проволока и стальная перфорированная пластина) с небольшим количеством прилипшей аккумуляторной пасты.
В газовой реторте для 10-фунтовых испытаний использовали глиняно-графитовый тигель № 40 вместимостью от 10 до 15 фунтов. Все тесты проводились при 900°С или выше в течение 2 часов с 10 фунтами материала. Кокосовый уголь был источником углерода во всех тестах. Во всех испытаниях использовали измельченный пластинчатый материал, за исключением испытания 10, в котором использовались целые пластины. Результаты сведены в таблицу 3. Все испытания с содержанием углерода 2,5 или 5,0% привели к тому, что в остатке осталось только от 0,006 до 0,046% кадмия. Все конденсаты кадмия анализировали спектрографически. Никель, железо и медь были единственными обнаруженными примесями и, таким образом, по разнице показали минимальную чистоту 9.9,8 процента. Источник меди неизвестен, но считается, что он связан с покрытием из никелевых и железных сеток, используемых для изготовления некоторых пластин батареи.
Все тесты проводились при 900°С или выше в течение 2 часов с 10 фунтами материала. Кокосовый уголь был источником углерода во всех тестах. Во всех испытаниях использовали измельченный пластинчатый материал, за исключением испытания 10, в котором использовались целые пластины. Результаты сведены в таблицу 3. Все испытания с содержанием углерода 2,5 или 5,0% привели к тому, что в остатке осталось только от 0,006 до 0,046% кадмия. Все конденсаты кадмия анализировали спектрографически. Никель, железо и медь были единственными обнаруженными примесями и, таким образом, по разнице показали минимальную чистоту 9.9,8 процента. Источник меди неизвестен, но считается, что он связан с покрытием из никелевых и железных сеток, используемых для изготовления некоторых пластин батареи.
Испытание 10 показало самое низкое содержание остаточного кадмия, 0,006%. Основное отличие этого теста от предыдущих заключалось в использовании целых тарелок вместо измельченных. Непрореагировавший углерод был относительно высоким (2,7% остатка), а степень плавления в остатке оказалась очень высокой по сравнению с другими тестами. Слияние может иметь коммерческое значение, если оно достаточно обширно, чтобы помешать удалению остатков для дальнейшей обработки. Объемная плотность неизмельченных пластин была заметно ниже, чем у измельченных пластин, что вызывало трудности с загрузкой всего 10 фунтов загрузки в реторту. Объемная плотность непосредственно не измерялась, но грубые оценки показывают от 55 до 65 фунтов/фут³ и от 40 до 50 фунтов/фут³ для измельченных и неизмельченных плит соответственно. Оценки были основаны на оценке приблизительного объема, занимаемого полной ретортой после выбора данного веса тарелок. Для относительной информативности в испытаниях 2, 8, 9 использовался газовый счетчик., и 10 для определения топлива, использованного во время полного испытания. Используемый газ (показан в таблице 3) включает период нагрева до температуры испытания.
Слияние может иметь коммерческое значение, если оно достаточно обширно, чтобы помешать удалению остатков для дальнейшей обработки. Объемная плотность неизмельченных пластин была заметно ниже, чем у измельченных пластин, что вызывало трудности с загрузкой всего 10 фунтов загрузки в реторту. Объемная плотность непосредственно не измерялась, но грубые оценки показывают от 55 до 65 фунтов/фут³ и от 40 до 50 фунтов/фут³ для измельченных и неизмельченных плит соответственно. Оценки были основаны на оценке приблизительного объема, занимаемого полной ретортой после выбора данного веса тарелок. Для относительной информативности в испытаниях 2, 8, 9 использовался газовый счетчик., и 10 для определения топлива, использованного во время полного испытания. Используемый газ (показан в таблице 3) включает период нагрева до температуры испытания.
Следующая серия испытаний была проведена с номинальными 25-фунтовыми зарядами. Реторта была снабжена глиняно-графитовым тиглем № 100 с емкостью загрузки до 50 фунтов. Температуру измеряли в передней, центральной и задней частях заряда. Двухчасовой период выдержки начинался, когда средняя температура достигала 900°С или выше. Среднее изменение температуры между самой холодной и самой горячей областями загрузки составляло 245°С. Условия испытаний и результаты показаны в таблице 4. Содержание кадмия в остатке варьировалось от 0,007 до 0,056 процента, а чистота конденсата кадмия составляла примерно 99,9 процента. Добавление углерода для трех 25-фунтовых тестов составило 2,5 процента.
Реторта была снабжена глиняно-графитовым тиглем № 100 с емкостью загрузки до 50 фунтов. Температуру измеряли в передней, центральной и задней частях заряда. Двухчасовой период выдержки начинался, когда средняя температура достигала 900°С или выше. Среднее изменение температуры между самой холодной и самой горячей областями загрузки составляло 245°С. Условия испытаний и результаты показаны в таблице 4. Содержание кадмия в остатке варьировалось от 0,007 до 0,056 процента, а чистота конденсата кадмия составляла примерно 99,9 процента. Добавление углерода для трех 25-фунтовых тестов составило 2,5 процента.
Масштаб обработки был дополнительно увеличен в финальном тесте с использованием 43 фунтов измельченных пластин. Чтобы обеспечить достаточное количество углерода для восстановления, использовали 5-процентный углерод. Время нагрева до температуры испытания составляло примерно 5,5 часов по сравнению с временем нагрева от 1,5 до 2 и от 2 до 3 часов для испытаний на 10 и 25 фунтов соответственно. Распределение тепла во время этого испытания было плохим, о чем свидетельствуют большие колебания температуры для трех мест расположения термопар, приблизительно в передней, средней и задней частях заряда. Во время периода испытаний в трех местах средняя температура составляла 883°C, но варьировалась от 800°C в передней части до 1121°C в задней части заряда. Первоначально испытание прекращали после 2-часового периода выдержки при температуре. Как показано в таблице 5 (испытание 1), остаток все еще содержал 0,595 процентов кадмия. После анализа этот остаток перезагружали в реторту без дополнительного угля. Период выдержки не начинали до тех пор, пока средняя температура в трех местах не достигла минимума 900°C. Среднее значение для 2-часового испытания (период выдержки) составило 975°С. Повышенная температура вызвала заметное приплавление части шихты к глиняно-графитовому тиглю. Таким образом, часть тигля была удалена с остатком, что привело к более высокому анализу углерода, чем в начале этого второго периода испытаний (испытание 1а).
Распределение тепла во время этого испытания было плохим, о чем свидетельствуют большие колебания температуры для трех мест расположения термопар, приблизительно в передней, средней и задней частях заряда. Во время периода испытаний в трех местах средняя температура составляла 883°C, но варьировалась от 800°C в передней части до 1121°C в задней части заряда. Первоначально испытание прекращали после 2-часового периода выдержки при температуре. Как показано в таблице 5 (испытание 1), остаток все еще содержал 0,595 процентов кадмия. После анализа этот остаток перезагружали в реторту без дополнительного угля. Период выдержки не начинали до тех пор, пока средняя температура в трех местах не достигла минимума 900°C. Среднее значение для 2-часового испытания (период выдержки) составило 975°С. Повышенная температура вызвала заметное приплавление части шихты к глиняно-графитовому тиглю. Таким образом, часть тигля была удалена с остатком, что привело к более высокому анализу углерода, чем в начале этого второго периода испытаний (испытание 1а). Анализ остатка после завершения теста 1а показал, что концентрация кадмия снизилась до 0,010%, что значительно ниже 0,10%, которые, как сообщается, необходимы для обеспечения эффективной рециркуляции. Конденсат кадмия, показанный в таблице 6, имел высокую чистоту, примерно 99,8 процента с незначительными концентрациями Ni, Fe, Ca, Pb и Sn. Во время повторного запуска (испытание 1а) заряду потребовалось дополнительно 237 фут3 газа в течение 190-минутного периода для достижения тестовой температуры и 149 фут3 в течение 2-часового периода выдержки. Добавление 149 фут3 к 490 фут3, израсходованным для теста 1, дает 639 фут3, расчетное общее потребление газа, если бы испытание 1 продолжалось еще 2 часа вместо прерывания для анализа, а затем повторного нагрева.
Анализ остатка после завершения теста 1а показал, что концентрация кадмия снизилась до 0,010%, что значительно ниже 0,10%, которые, как сообщается, необходимы для обеспечения эффективной рециркуляции. Конденсат кадмия, показанный в таблице 6, имел высокую чистоту, примерно 99,8 процента с незначительными концентрациями Ni, Fe, Ca, Pb и Sn. Во время повторного запуска (испытание 1а) заряду потребовалось дополнительно 237 фут3 газа в течение 190-минутного периода для достижения тестовой температуры и 149 фут3 в течение 2-часового периода выдержки. Добавление 149 фут3 к 490 фут3, израсходованным для теста 1, дает 639 фут3, расчетное общее потребление газа, если бы испытание 1 продолжалось еще 2 часа вместо прерывания для анализа, а затем повторного нагрева.
Выбросы кадмия были вызваны небольшими утечками, которые иногда происходили в системе, и незначительными количествами из выпускного отверстия конденсатора Cd. Образцы дымовой пыли были взяты для анализа на кадмий с использованием модифицированной системы отбора проб EPA. Устройство состояло из зонда для отбора проб, стеклянного фильтра, импинджеров, измерителя для влажных испытаний и вакуумного насоса. Изокинетические пробы отбирали во время испытания. В фильтрующем узле использовались фильтры из стекловолокна, способные удерживать 99,98% частиц размером до 0,3 микрона. Первые два импинджера содержали 100 мл 8N-HNO3, третий импинджер был пуст, а последний импинджер содержал осушитель из активированного оксида алюминия. Анализы тестовых растворов 8N-HNO3 и контрольного раствора показали отсутствие кадмия в растворах. Весь кадмий эффективно улавливался фильтрами из стекловолокна. Контрольный тест был проведен без загрузки реторты, и в дымовых газах было обнаружено 1,58 мг/м³. По-видимому, выбросы кадмия были вызваны остаточным кадмием в главном топке, окружающем реторту, который отложился из-за предыдущих утечек и треснувших тиглей. Выбросы кадмия в таблице 7 были скорректированы путем вычитания выбросов кадмия, полученных во время контрольного испытания.
Устройство состояло из зонда для отбора проб, стеклянного фильтра, импинджеров, измерителя для влажных испытаний и вакуумного насоса. Изокинетические пробы отбирали во время испытания. В фильтрующем узле использовались фильтры из стекловолокна, способные удерживать 99,98% частиц размером до 0,3 микрона. Первые два импинджера содержали 100 мл 8N-HNO3, третий импинджер был пуст, а последний импинджер содержал осушитель из активированного оксида алюминия. Анализы тестовых растворов 8N-HNO3 и контрольного раствора показали отсутствие кадмия в растворах. Весь кадмий эффективно улавливался фильтрами из стекловолокна. Контрольный тест был проведен без загрузки реторты, и в дымовых газах было обнаружено 1,58 мг/м³. По-видимому, выбросы кадмия были вызваны остаточным кадмием в главном топке, окружающем реторту, который отложился из-за предыдущих утечек и треснувших тиглей. Выбросы кадмия в таблице 7 были скорректированы путем вычитания выбросов кадмия, полученных во время контрольного испытания. В настоящее время не существует стандартов выбросов кадмия из источников Агентства по охране окружающей среды. Номера испытаний соответствуют трем 25-фунтовым испытаниям в таблице 4 и последнему 43-фунтовому испытанию. Пробы окружающего воздуха в рабочей зоне были ниже рекомендованного нового стандарта NIOSH, составляющего 40 мкг Cd/м³.
В настоящее время не существует стандартов выбросов кадмия из источников Агентства по охране окружающей среды. Номера испытаний соответствуют трем 25-фунтовым испытаниям в таблице 4 и последнему 43-фунтовому испытанию. Пробы окружающего воздуха в рабочей зоне были ниже рекомендованного нового стандарта NIOSH, составляющего 40 мкг Cd/м³.
Потребление природного газа, показанное в таблицах 3, 4 и 5, сравнивалось на основе размера заряда и общего времени испытаний. Эти данные приведены в таблице 8. Общее время испытания включает время нагрева и время выдержки при температуре испытания. Во время промышленной переработки, даже при периодических операциях, печи будут загружаться горячими, чтобы свести к минимуму расход топлива.
Эффективность использования топлива была значительно выше для 25- и 43-фунтовых испытаний по сравнению с 10-фунтовыми испытаниями. Эти данные не указывают на дополнительную экономию топлива за счет дальнейшего увеличения масштаба реторты в настоящей конструкции. Другими словами, расход газа на фунт заряда при температуре испытаний был одинаковым как для 25-фунтовых, так и для 43-фунтовых испытаний. В этом исследовании конструкция горелки и реторты не изучалась для оптимизации расхода топлива и производительности загрузки. Эти данные о потреблении топлива включены только как относительное указание на повышение эффективности использования топлива при увеличении загрузки печи для конкретных используемых реторт.
Другими словами, расход газа на фунт заряда при температуре испытаний был одинаковым как для 25-фунтовых, так и для 43-фунтовых испытаний. В этом исследовании конструкция горелки и реторты не изучалась для оптимизации расхода топлива и производительности загрузки. Эти данные о потреблении топлива включены только как относительное указание на повышение эффективности использования топлива при увеличении загрузки печи для конкретных используемых реторт.
Различная степень слияния происходила при использовании цельных и измельченных пластин. По-видимому, большая плоская поверхность цельных пластин обеспечивает лучший контакт между поверхностями, вызывая сильное плавление, тогда как частицы измельченных пластин имеют зазубрины и имеют только «точечный» контакт. Необходимы дополнительные исследования для определения влияния концентрации КОН, размера частиц, количества и типа углерода, степени упаковки образца в реторте и добавления добавок на причину плавления. Хотя количество синтеза, наблюдаемое во время этих испытаний, не вызывает серьезной озабоченности, дополнительные данные о средствах минимизации синтеза должны помочь в коммерческом проектировании такой системы.
Хотя количество синтеза, наблюдаемое во время этих испытаний, не вызывает серьезной озабоченности, дополнительные данные о средствах минимизации синтеза должны помочь в коммерческом проектировании такой системы.
Хотя газовая печь является самой простой в эксплуатации, она может быть не лучшим типом для этого материала из-за плохой теплопередачи или теплопроводности. На это указывали медленные периоды нагрева и избыточные температуры на периферии образца. Индукционная печь должна давать более равномерный нагрев из-за лучшей связи между образцом и индукционной катушкой. Другой тип материала тигля может способствовать передаче тепла. Материал из карбида кремния обеспечивает превосходную теплопередачу, но в восстановительной атмосфере никель будет восстанавливаться и вступать в реакцию с карбидом кремния, если температура достигнет 1200°C. Можно провести дополнительную работу над типом материала реторты.
Конденсатор кадмия
Чтобы устранить или уменьшить выброс кадмия из конденсатора, можно внести несколько модификаций.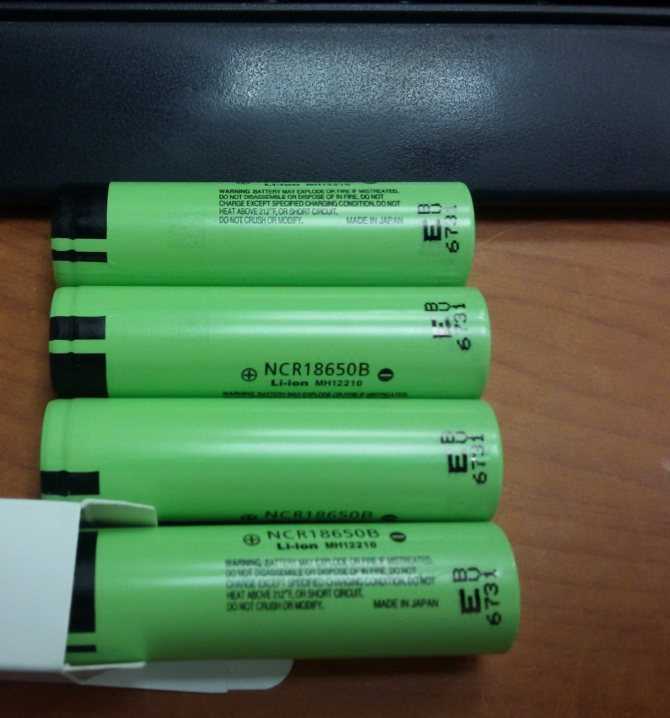 Во-первых, следует использовать конденсатор большего размера, который позволил бы осесть мелким частицам кадмия. Конденсатор большего размера уменьшит скорость углекислого газа и водяного пара, которые действуют как газы-носители. Во-вторых, конденсатор должен находиться в вертикальном положении, чтобы обеспечить осаждение частиц. В-третьих, не следует использовать изоляцию. Это снижает температуру, что, в свою очередь, снижает давление паров кадмия. В-четвертых, образец должен быть сухим, чтобы удалить часть воды, которая действует как газ-носитель. В-пятых, правильная конструкция перегородки также уменьшит выбросы кадмия.
Во-первых, следует использовать конденсатор большего размера, который позволил бы осесть мелким частицам кадмия. Конденсатор большего размера уменьшит скорость углекислого газа и водяного пара, которые действуют как газы-носители. Во-вторых, конденсатор должен находиться в вертикальном положении, чтобы обеспечить осаждение частиц. В-третьих, не следует использовать изоляцию. Это снижает температуру, что, в свою очередь, снижает давление паров кадмия. В-четвертых, образец должен быть сухим, чтобы удалить часть воды, которая действует как газ-носитель. В-пятых, правильная конструкция перегородки также уменьшит выбросы кадмия.
Одним из основных недостатков системы было цементное уплотнение между конденсатором и ретортой. Выбранный цемент (Fiberfrax) обладал хорошими изоляционными свойствами, но был слегка пористым. Если в выхлопной системе возникали какие-либо засоры, кадмий немедленно просачивался через цемент, вызывая пары оксида кадмия. Следует попробовать другие виды цемента.
Схема процесса переработки показана на рис. 3.
Результаты по загрузке реторты в диапазоне от 10 до 43 фунтов показали, что из лома никель-кадмиевых аккумуляторов можно получить два товарных продукта. На основании данных и визуальных наблюдений были определены следующие оптимальные условия:
- Загрузку реторты необходимо нагревать минимум до 900°C в течение 2 часов для получения остатка с содержанием кадмия менее 0,02%.
- Для эффективной дистилляции и удаления кадмия из шихты требуется минимум 2,5 процента углерода.
- Пластины аккумуляторной батареи должны быть измельчены, чтобы уменьшить сплавление остатков.
- Восстановительную перегонку можно проводить при атмосферном давлении, вакуум не требуется и не рекомендуется.
Не проводились восстановительные испытания клемм подключения аккумуляторной батареи. На них осталось лишь небольшое количество материала сетки и пасты, и считается, что столбы можно было переплавить для получения изделия из нержавеющей стали. Корпуса батарей можно было фрагментировать, мыть и продавать как пластиковые.
Корпуса батарей можно было фрагментировать, мыть и продавать как пластиковые.
Дальнейшая работа над пирометаллургическим дизайном позволила бы лучше определить параметры для оптимизации процесса переработки.
Как извлечь кадмий и никель из старых батарей
СОДЕРЖАНИЕ СОДЕРЖАНИЕ
- Пластины аккумулятора были промыты для удаления электролита КОН. Плохая промывка приводит к использованию большого количества кислоты для стадии нейтрализации выщелачивателя после осаждения CdCO3.
- Обжиг при минимальной температуре 550°C требовался для разложения солей Ni и Cd и полного окисления металлических Cd и Ni. Этот шаг важен, так как выщелачивание будет селективным и ни один из реагентов не будет израсходован.
- Сильный выщелачивающий раствор 4 М Nh5NO3 с начальным рН 3 для каждого цикла выщелачивания давал извлечение кадмия более 94 процентов.
- Углекислый газ при манометрическом давлении 10 фунтов на кв. дюйм осаждал от 98 до 99 процентов выщелоченного кадмия из раствора в виде CdCO3 с содержанием примесей 0,14 процента никеля и 0,12 процента кобальта.
- CO2 быстро удаляли из выщелачивателя путем доведения pH до 5,0 или ниже, нагревания до 50°C и вакуумирования системы до 0,66 атмосферы.
- Выщелоченный никель в выщелачивателе экстрагировали, доводя рН до 6,5 и используя стадию экстракции растворителем 1 н. нафтеновая кислота-керосин. Полное удаление никеля из раствора не требуется, но его следует поддерживать на уровне 2 г/л или меньше.
- Остаток, состоящий в основном из NiO и железа, можно переплавить для получения продукта, содержащего 78,2% Ni, 1,6% CO, 20,2% Fe и не обнаруживаемые количества Cd.
1
быстрыми темпами в конце 1950-х гг. Батареи нашли применение в самых разных бытовых приборах, электронных устройствах, промышленном оборудовании, устройствах связи и космических приложениях. Министерство обороны США является крупнейшим потребителем никель-кадмиевых элементов. Важность разработки метода извлечения никеля и особенно кадмия стала очевидной, когда об этом сообщили в 1919 г.63, производители батарей потребляют от 300 000 до 400 000 фунтов кадмия в Соединенных Штатах. Это составляет примерно 3 процента от общего объема первичного и вторичного производства кадмия в Соединенных Штатах за этот год.
В рамках своей программы исследований вторичных металлов Горное управление включило это исследование, которое привело к разработке гидрометаллургического процесса селективного выщелачивания кадмия из аккумуляторных пластин с использованием выщелачивающего раствора аммиачной селитры. Металлолом никель-кадмиевых щелочных аккумуляторных батарей был получен от Национального бюро стандартов Министерства торговли США, которое провело некоторые предварительные испытания методов восстановления для Бюро морских вооружений, но прекратило работу, поскольку скорейшее решение не было видно.
Извлечение кадмия из вторичных источников составляет небольшую часть общего производства кадмия. Методы, которые были разработаны для извлечения вторичного кадмия в Горном бюро, включали вакуумную перегонку и электролиз амальгамы. На момент проведения данного исследования не было известных способов извлечения кадмия и никеля из лома аккумуляторных батарей. Ценность этих металлов требовала более дорогостоящих методов извлечения, чем те, которые в настоящее время используются на заводах по производству вторичных металлов, а также использования более высококвалифицированного рабочего персонала.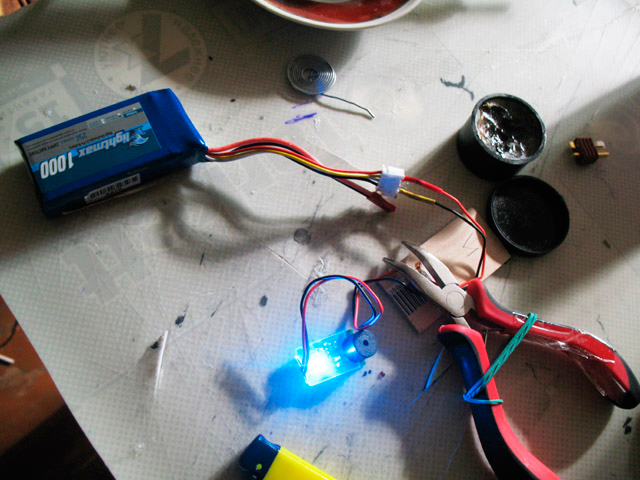
Аккумуляторная батарея, используемая в этом исследовании, была произведена несколькими американскими фирмами и по большей части имела аналогичную конструкцию. Они использовались в самолетах и весили около 80 фунтов. Батареи различались по типу материала, используемого для корпуса, корпусов элементов и материала сетки. Корпус батареи был сделан из стали или алюминия, а в некоторых случаях между элементами были прокладки из стекловолокна. Каждая батарея содержала 19ячейки в пластиковом или нержавеющем корпусе. Три разные батареи одинаковой конструкции и веса были выбраны случайным образом и разобраны для определения их конструкции и состава. Результаты, показанные в таблице 1, дают диапазон основных компонентов, основанный на среднем весе батареи 78,9 фунтов.
Несколько аккумуляторных элементов были полностью разобраны, образцы были взяты случайным образом с положительных и отрицательных пластин и проанализированы на содержание кадмия и никеля. Материал сетки представлял собой либо тонкий никелевый экран, либо никелированную перфорированную листовую сталь. Анализ материала аккумуляторной пластины показан в таблице 2.
Материал сетки представлял собой либо тонкий никелевый экран, либо никелированную перфорированную листовую сталь. Анализ материала аккумуляторной пластины показан в таблице 2.
Как извлечь кадмий и никель из отходов аккумуляторных батарей
Были рассмотрены два метода извлечения металлов из пластин аккумуляторных батарей. Один метод включал вакуумную перегонку, при которой металлический кадмий улетучивался и конденсировался, а остаток пластины плавился для извлечения никеля. Другой метод представлял собой процесс гидрометаллургического выщелачивания, при котором один из металлов выборочно выщелачивался из пластин аккумуляторной батареи.
Исследовательские испытания методом вакуумной перегонки показали, что 99 процентов доступного металлического кадмия можно извлечь из аккумуляторных пластин. Извлеченный кадмий имел чистоту 99,9%, при этом цинк был единственной существенной примесью. Кадмий легко перегонялся при температуре 650—800°С при давлении около 0,1 мм рт.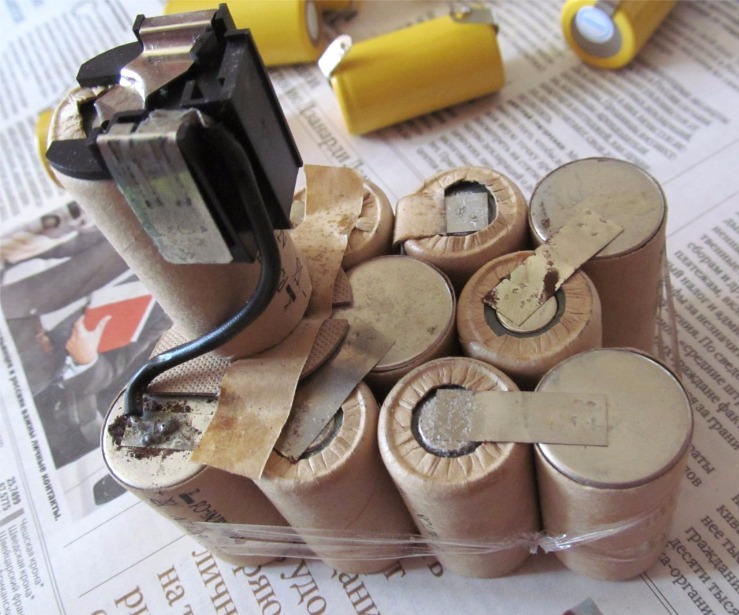 ст. в течение 60—120 мин. Содержание металлического кадмия составляло от 16 до 20% по массе отрицательных пластин и 1,0-1,5% положительных пластин. Остаток кадмия (таблица 2) представлен в виде оксида кадмия. Эти проценты будут варьироваться, поскольку соотношение металла и оксида зависит от состояния заряда батареи.
ст. в течение 60—120 мин. Содержание металлического кадмия составляло от 16 до 20% по массе отрицательных пластин и 1,0-1,5% положительных пластин. Остаток кадмия (таблица 2) представлен в виде оксида кадмия. Эти проценты будут варьироваться, поскольку соотношение металла и оксида зависит от состояния заряда батареи.
Были проведены предварительные испытания с использованием солей, кислот, газов и/или комбинации этих химических веществ для определения скорости растворения и селективности по отношению к металлическому кадмию и никелю. Наиболее перспективными реагентами оказались аммиачная селитра и хлорид аммония. Эти два раствора были опробованы на CdO и NiO. Было обнаружено, что нитрат аммония является лучшим реагентом, поскольку он легко растворяет металлический кадмий и оксид кадмия, но не оказывает значительного воздействия на никель или оксид никеля.
Кадмий образует хорошо растворимый комплекс [Cd(Nh4)4]++ с гидроксидом аммония и солями аммония. Различные комбинации Nh5NO3 и Nh5OH использовались для определения оптимальной концентрации выщелачивателя для селективного выщелачивания только кадмия из аккумуляторных пластин. Наилучшее извлечение кадмия происходило с 4 М растворами Nh5NO3 и всеми испытанными концентрациями Nh5OH. Однако более высокие концентрации Nh5OH выщелачивали все большее количество никеля. Оптимальным выщелачивающим раствором был выбран 4 М Nh5NO3 с 1 молярным или менее Nh5OH.
Наилучшее извлечение кадмия происходило с 4 М растворами Nh5NO3 и всеми испытанными концентрациями Nh5OH. Однако более высокие концентрации Nh5OH выщелачивали все большее количество никеля. Оптимальным выщелачивающим раствором был выбран 4 М Nh5NO3 с 1 молярным или менее Nh5OH.
Были исследованы температуры выщелачивания. Небольшое преимущество дает выщелачивание при температурах выше комнатной. Извлечение кадмия начинает снижаться при температурах выше 45°C.
ОбжигОбычно в пластинах аккумуляторов содержатся Ni, Ni(OH)2, Cd и Cd(OH)2. Основная реакция никель-кадмиевого элемента при заряде и разряде:
2β NiOOH + Cd° + 2h3O = 2 Ni(OH)2 + Cd(OH)2.
При контакте с атмосферой пластины аккумулятора и электролит с гидроксидом калия поглощают CO2 с образованием основного карбоната никеля [NiCO3·NiO] и CdCO3. Дюваль приводит кривые разложения для Cd(OH)2, CdCO3, Ni(OH)2 и NiCO3·NiO, как показано на рисунке 1. Кривые относятся к влажным осадкам, поэтому первая часть кривой соответствует удалению абсорбированной воды. из осадка и первое плато представляет собой безводный осадок. Эти кривые показывают, что все соединения разлагаются при низкой температуре, за исключением CdCO3. Превращение CdCO3 в CdO завершается при 488°C9.0003
из осадка и первое плато представляет собой безводный осадок. Эти кривые показывают, что все соединения разлагаются при низкой температуре, за исключением CdCO3. Превращение CdCO3 в CdO завершается при 488°C9.0003
Пластины аккумуляторных батарей подвергали обжигу в диапазоне температур 140–550°C. При повышении температуры наблюдалось заметное снижение содержания растворимого никеля в выщелачивающих растворах. Количество выщелоченного никеля уменьшалось до минимального значения при 500°С, но не влияло на растворимость кадмия.
Металлический кадмий поглощает выщелачивающий реагент, как показывает следующая реакция:
Cd° + 2 Nh5NO3 = Cd++ + 2 Nh4 + NO + h3O.
Результатом этой реакции будет потеря 0,71 грамма Nh5NO3 на каждый грамм растворенного металлического кадмия. Если бы кадмий был окислен перед выщелачиванием, реакция была бы простым процессом сольватации в соответствии со следующей реакцией:
CdO + 4 Nh5NO3 = Cd(Nh4)4(NO3)2 + 2 HNO3 + h3O.
Таким образом, обжиг имеет двойное преимущество: он уменьшает количество выщелачиваемого никеля и снижает потребление Nh5NO3, так что раствор можно использовать повторно с исходной или близкой к ней прочностью. Чтобы свести к минимуму опасность паров оксида кадмия из-за улетучивания или выгорания металлического кадмия,
Чтобы свести к минимуму опасность паров оксида кадмия из-за улетучивания или выгорания металлического кадмия,
, для непрерывного обжига аккумуляторных пластин была сконструирована небольшая вращающаяся печь с трубой из нержавеющей стали диаметром 2 дюйма. В печи этого типа пластины можно было предварительно медленно нагревать до желаемой температуры обжига. В выхлопных газах не было обнаружено заметного количества CdO.
Извлечение продукта Было исследовано несколько методов извлечения выщелоченного кадмия из выщелачивателя. Цементация с помощью цинковой пыли и электролиза оказались неудовлетворительными. Метод осаждения с использованием диоксида углерода обеспечивает простой и чистый метод извлечения без чрезмерного загрязнения экстрагирующего выщелачивателя. Газообразный диоксид углерода, пропускаемый через выщелачиватель при атмосферном давлении и комнатной температуре, дает белый осадок, который был идентифицирован с помощью рентгеновской дифракции и влажного химического анализа. анализ как чистый CdCO3. Полное осаждение кадмия может быть достигнуто при минимальном давлении углекислого газа от 5 до 10 фунтов на квадратный дюйм при комнатной температуре. Энергичное перемешивание было важным фактором скорости осаждения. В первые 7 минут 9Как показано в таблице 3, было осаждено 9,9% кадмия.
анализ как чистый CdCO3. Полное осаждение кадмия может быть достигнуто при минимальном давлении углекислого газа от 5 до 10 фунтов на квадратный дюйм при комнатной температуре. Энергичное перемешивание было важным фактором скорости осаждения. В первые 7 минут 9Как показано в таблице 3, было осаждено 9,9% кадмия.
Спектрографический анализ карбоната кадмия показал, что единственными основными примесями были никель и калий в концентрациях менее 0,2%. Было обнаружено, что загрязнение никелем продукта CdCO3 линейно зависит от концентрации никеля в растворе фильтрата CdCO3. Анализ никеля, полученный в ходе трех крупномасштабных испытаний циклического выщелачивания, показан на рис. 2.
Lixiviator Regeneration Для регенерации выщелачивателя для повторного использования необходимы две следующие стадии: (1) удаление CO2 для предотвращения осаждения кадмия на пластинах во время цикла выщелачивания и (2) удаление никеля из выщелачивателя для предотвращения никелевое загрязнение продукта CdCO3.
Факторами, изучаемыми для удаления CO2, были pH, температура и давление. Было обнаружено, что наибольшее влияние оказывает рН. Использовали 30-минутное время реакции при перемешивании. Путем подкисления выщелачивателя до рН 4,5 и нагревания до 50°С при давлении 0,66 атмосферы содержание диоксида углерода было снижено до 0,09грамм на литр. Эта концентрация диоксида углерода оказалась достаточно низкой, чтобы предотвратить осаждение CdCO3 во время последующих циклов выщелачивания.
Удаление никеля Несмотря на то, что во время каждого цикла выщелачивания растворяется лишь небольшое количество никеля, это количество является кумулятивным и будет появляться как загрязнитель в продукте CdCO3, если его не удалить. Методы цементации, осаждения и электролиза не увенчались успехом для удаления никеля из выщелачивателя. Недостатком ионообменного метода было то, что для полного цикла регенерации смолы требовалось слишком много времени. Метод экстракции растворителем дал наилучшие результаты.
Метод экстракции растворителем дал наилучшие результаты.
Экстракция ряда наиболее распространенных металлов, включая никель, из растворов сульфатов с использованием нафтеновой кислоты (N.A.), растворенной в керосине, была описана Флетчером и Уилсоном. Чтобы определить влияние Nh5NO3 на экстракцию никеля, были приготовлены выщелачивающие растворы и доведены до различных уровней pH перед экстракцией растворителем 1N-нафтеновая кислота-керосин. Результаты в таблице 4 показывают, что при рН выше 7,0 растворимость Н.А. в водной фазе быстро увеличивается. При рН 7,0 извлекается только 78,6% никеля. Однако нет необходимости удалять весь никель во время регенерации выщелачивателя, а только поддерживать его низкую концентрацию. Поэтому рН 7,0 был выбран в качестве оптимального уровня. Никель удаляли из растворителя нафтеновая кислота-керосин с помощью 1N HNO3.
Циклическое выщелачивание обожженных аккумуляторных пластин Настольный циклический выщелачивающий аппарат После определения оптимальных условий для выщелачивания, осаждения и извлечения кадмия, удаления CO2 и регенерации раствора, устройство для полного процесса был собран, как показано на рисунке 3.
Предварительное испытание было проведено для проверки работы всего устройства. Никаких серьезных проблем не возникало до третьего цикла стадии экстракции растворителем, когда было замечено, что регенерированный выщелачиватель становился желтым после отделения от органической фазы. Спектрографический анализ двух фаз показал, что водная фаза содержала небольшие
количества кальция и магния, а органическая фаза содержала высокую концентрацию калия. Калий был приписан неполному удалению КОН во время стадии промывки. Синтетические растворы, содержащие кальций, магний и калий, также обрабатывали растворителем нафтеновая кислота-керосин. Обработанные синтетические растворы полностью повторяли регенерированный выщелачиватель в том, что раствор становился желтым, а в органической фазе обнаруживался калий. Калий губителен для органической фазы, так как расходует нафтеновую кислоту. Чтобы удалить основное количество КОН, пластины необходимо промывать до тех пор, пока рН промывной воды не станет примерно от 10,5 до 11.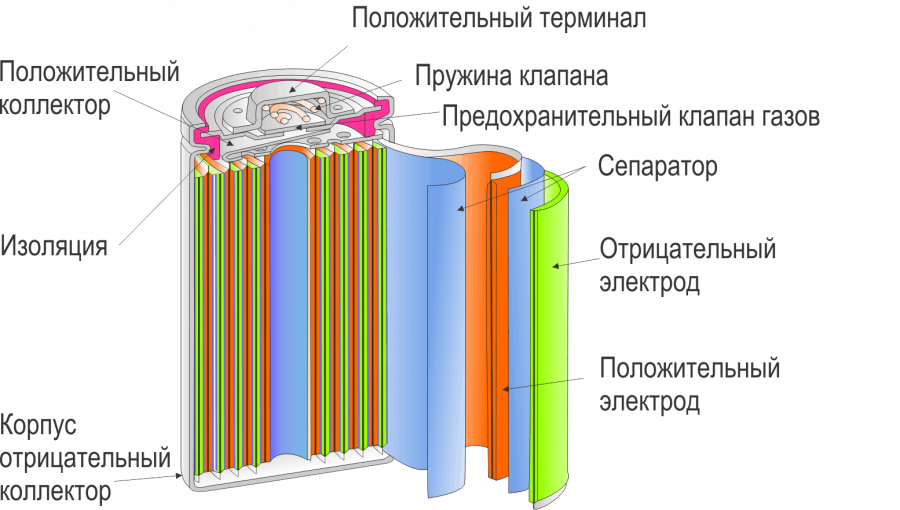 Потребовалось приблизительно семь циклов промывки с использованием от 14 до 15 галлонов воды на 100 фунтов аккумуляторных пластин. Использовался 30-минутный цикл стирки.
Потребовалось приблизительно семь циклов промывки с использованием от 14 до 15 галлонов воды на 100 фунтов аккумуляторных пластин. Использовался 30-минутный цикл стирки.
Эффект удаления KOH был очевиден, когда раствор фильтрата CdCO3 подкисляли для удаления CO2. В предыдущих тестах, в которых KOH отсутствовал в выщелачивателе, во время регулировки pH происходило интенсивное выделение CO2. В этих испытаниях такого газообразования не произошло, и потребовались большие объемы HNO3 для доведения pH до 4,5 из-за образования и нейтрализации K2CO3.
Эффект кислотного выщелачивания по сравнению с основным Тесты циклического выщелачивания проводились при pH 5,0 и 8,0 для сравнения влияния pH на извлечение кадмия и наблюдения за накоплением никеля в растворе и продуктом CdCO3. Для этих испытаний все пластины обжигали при 450°С в течение 1 часа. За цикл использовали тысячу граммов обожженных пластин и 1700 мл 4N Nh5NO3. Результаты в таблице 5 показывают, что извлечение кадмия составило 87,0% при рН 5. Накопление никеля в растворе и в CdCO3 было низким, поскольку при рН 5 малое количество никеля выщелачивалось из пластин батареи. Поскольку концентрация никеля в растворе фильтрата была низкой, стадию экстракции растворителем не использовали.
Накопление никеля в растворе и в CdCO3 было низким, поскольку при рН 5 малое количество никеля выщелачивалось из пластин батареи. Поскольку концентрация никеля в растворе фильтрата была низкой, стадию экстракции растворителем не использовали.
Следующий тест был проведен при pH 8,0. Результаты (таблица 5) показывают, что щелочной раствор (pH 8) Nh5NO3 будет выщелачивать большее количество никеля, чем кислый раствор. Стадия экстракции растворителем использовалась после второго цикла выщелачивания, поскольку концентрация никеля в растворе фильтрата превышала 2 мг/мл. Извлечение кадмия составило 84,9%. Количество реагентов, необходимое для корректировки pH для удаления CO2 и нейтрализации до pH 7 на этапе экстракции растворителем, было примерно в 3-4 раза больше, чем в испытаниях циклического выщелачивания, проведенных при pH 5. Хотя испытания при pH 5 и 8 дали приблизительно при одинаковом извлечении кадмия эти тесты показывают, что при более высоком значении pH из пластин выщелачивается дополнительное количество никеля. Регулировка рН выщелачивателя в кислую сторону имеет несколько преимуществ. Они (1) сводят к минимуму количество солюбилизированного никеля, (2) сводят к минимуму количество реагентов, необходимых для полного цикла выщелачивания, (3) требуют меньшего регулирования рН выщелачивателя после этапа экстракции растворителем и (4) сведение к минимуму вероятности поглощения CO2 раствором, вызывающего осаждение Cd на пластинах во время цикла выщелачивания.
Регулировка рН выщелачивателя в кислую сторону имеет несколько преимуществ. Они (1) сводят к минимуму количество солюбилизированного никеля, (2) сводят к минимуму количество реагентов, необходимых для полного цикла выщелачивания, (3) требуют меньшего регулирования рН выщелачивателя после этапа экстракции растворителем и (4) сведение к минимуму вероятности поглощения CO2 раствором, вызывающего осаждение Cd на пластинах во время цикла выщелачивания.
17-кратное испытание на выщелачивание было проведено с целью повысить эффективность извлечения кадмия, изучить накопление примесей, определить потери органических реагентов и оценить процесс в целом. Процедура и условия были немного изменены следующим образом: (1) небольшое положительное давление гелия поддерживалось везде, где это возможно, чтобы предотвратить абсорбцию CO2 в систему, (2) стадия экстракции растворителем была исключена, если концентрация никеля в фильтрате CdCO3 раствор был менее 2,0 мг на мл, и (3) рН выщелачивателя доводили до 6,5 в начале каждого цикла выщелачивания.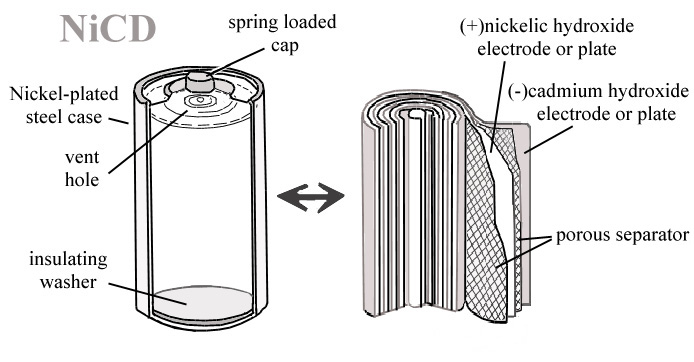
Для каждого цикла использовалась загрузка приблизительно 1100 грамм пластин, обжаренных при температуре от 450° до 500°C. Пластины много раз промывали холодной водопроводной водой для удаления электролита КОН перед обжигом. Использовали начальный объем 1700 мл 4N Nh5NO3 (320 г/л). Планшеты трижды выщелачивали согласно схеме на рис. 4. После окончательного выщелачивания каждую партию планшетов извлекали из системы, промывали 1500 мл H3O + 10 мл концентрированного Nh5OH и ополаскивали горячей водой.
Результаты в таблице 6 показывают, что было извлечено 84,6% кадмия и что продукт CdCO3 содержал в среднем 0,065% никеля. Средний рН выщелачивателя составлял 6,4. Объем HNO3, необходимый для удаления CO2, был на 50 процентов меньше, чем объем, необходимый в предыдущем испытании при pH 8,0. Анализ растворителя нафтеновая кислота-керосин показал, что за девять циклов, в которых использовалась стадия экстракции растворителем, потери нафтеновой кислоты составили 3,9 частей на тысячу за цикл.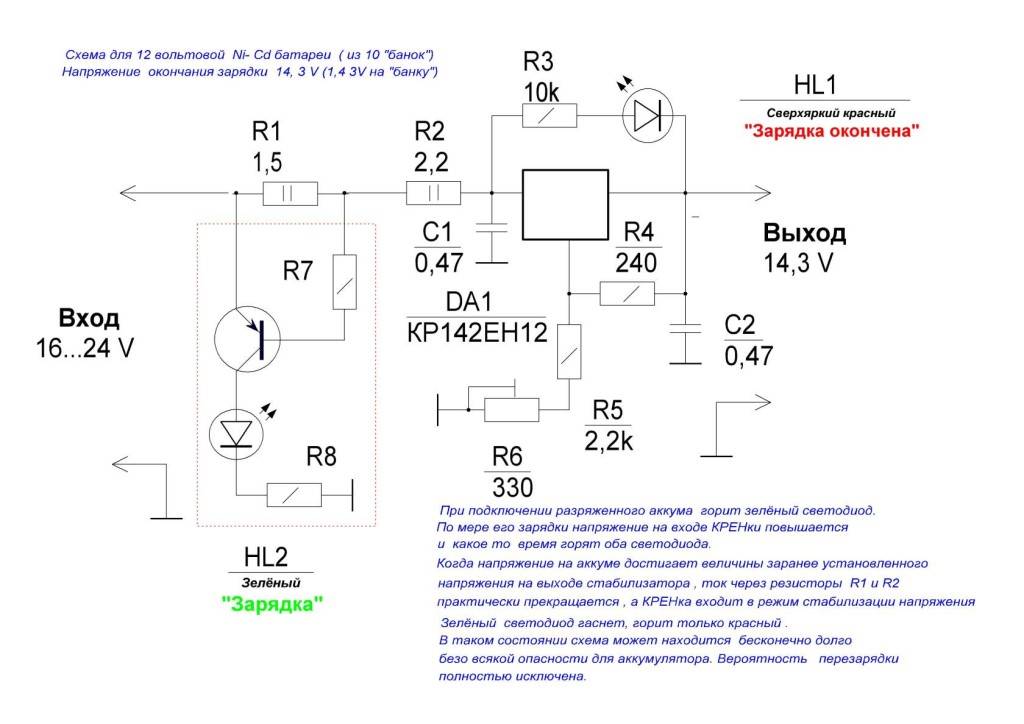 В течение 17 циклов выщелачивания не возникло никаких трудностей.
В течение 17 циклов выщелачивания не возникло никаких трудностей.
Максимальное извлечение кадмия для предыдущих циклических испытаний на выщелачивание из пяти или более циклов составило 87 процентов. Данные были переоценены, чтобы определить, какие факторы могут увеличить извлечение кадмия. Чтобы предотвратить поглощение раствором CO2 и осаждение CdCO3, выщелачиватель Nh5NO3 доводили до pH 3 с помощью HNO3. Чтобы гарантировать адекватный обжиг, температуру обжига для последнего испытания поддерживали на уровне не менее 550–600°С.0 процентов были достигнуты при соотношении раствор-твердое вещество 12 к 1 или выше. В крупномасштабных испытаниях соотношение составляло примерно 5 к 1. Таким образом, вес выщелачиваемых за цикл пластин аккумуляторных батарей был уменьшен примерно до 800 граммов, и был добавлен четвертый этап выщелачивания, на котором раствор раствор-твердый. использовалось соотношение примерно 8 к 1. Схема конечного процесса показана на рис. 4. Условия, выбранные для окончательного испытания, были следующими: (1) обжиг при температуре от 550° до 600°C, (2) использование 800 г аккумуляторных пластин, (3) 1700 мл 4 N Nh5NO3 на выщелачивание, (4) добавление четвертого выщелачивания за цикл и (5) доведение выщелачивателя до pH 3 перед началом каждого цикла выщелачивания.
Схема конечного процесса показана на рис. 4. Условия, выбранные для окончательного испытания, были следующими: (1) обжиг при температуре от 550° до 600°C, (2) использование 800 г аккумуляторных пластин, (3) 1700 мл 4 N Nh5NO3 на выщелачивание, (4) добавление четвертого выщелачивания за цикл и (5) доведение выщелачивателя до pH 3 перед началом каждого цикла выщелачивания.
Результаты в таблице 7 показывают, что среднее извлечение составило 94,2% для полного теста. В течение первых шести циклов рН выщелачивателя доводили до 3, прежде чем его перенесли в первый выщелачивающий сосуд с аккумуляторными пластинами. Средняя экстракция за первые шесть циклов составила 96,3 процента. Во время выщелачивания продукты реакции повышают рН выщелачивателя. Начиная с седьмого цикла, в чашки сначала добавляли выщелачиватель и пытались поддерживать рН выщелачивателя на уровне от 4 до 5 в течение периода выщелачивания. Поддержание pH на уровне от 4 до 5 требует больших количеств кислоты из-за сильного буферного действия раствора. Результаты показывают, что после седьмого цикла извлечение кадмия начало снижаться, а примесь никеля в CdCO3 начала увеличиваться. При рН менее 5 кадмий трудно осадить.
Результаты показывают, что после седьмого цикла извлечение кадмия начало снижаться, а примесь никеля в CdCO3 начала увеличиваться. При рН менее 5 кадмий трудно осадить.
В растворе не было значительного накопления примесей. Кальций и калий достигли максимальной концентрации примерно 0,13 и 0,45 г на литр соответственно и не имели тенденции к увеличению сверх этого значения. Единственными примесями, обнаруженными в продукте CdCO3, были кобальт и никель, как показано в таблице 7.
Анализ органической фазы после 10 циклов показал общую потерю массы нафтеновой кислоты 3,89% или 0,39% за цикл. Это соответствует 0,55 г нафтеновой кислоты на 13000 мл водного раствора.
Плавка остатка Выщелоченные остатки первых четырех циклов заключительного испытания использовали для плавки до металлического металла при 1420°С. Загрузка состояла из 2134 граммов выщелоченных плит и 78 граммов измельченного графита. Выщелоченные пластины содержали приблизительно 75 процентов пасты (82,2 процента Ni в виде NiO и металлического Ni и 0,72 процента Cd) и 25 процентов металлического железа в качестве материала сетки. Материал выплавляли в глиняно-графитовом тигле с использованием индукционной печи. Во время начального нагревания наблюдались коричневые пары, предположительно принадлежащие CdO. Отбирали пробы расплавленного металла и литого металла после охлаждения. Анализ показан в таблице 8. Спектрографический анализ образцов не показал наличия примесей, кроме тех, которые указаны в таблице 8.
Материал выплавляли в глиняно-графитовом тигле с использованием индукционной печи. Во время начального нагревания наблюдались коричневые пары, предположительно принадлежащие CdO. Отбирали пробы расплавленного металла и литого металла после охлаждения. Анализ показан в таблице 8. Спектрографический анализ образцов не показал наличия примесей, кроме тех, которые указаны в таблице 8.
Результаты показали, что из вторичных аккумуляторных отходов можно извлечь два товарных продукта. Ниже приведены основные этапы процесса циклического выщелачивания и регенерируемых продуктов:

Был опробован метод определения нафтеновой кислоты (N, A.
Разработана модифицированная методика определения количества N.A., обнаруженного в водной фазе нитрата аммония. Известный объем водной фазы переносили в химический стакан и подкисляли HCl до pH 3,5. Содержимое переносят в чистую делительную воронку и встряхивают со 100 мл безводного эфира. После разделения фаз эфирный слой переносили в колбу Эрленмейера, содержащую равный объем этилового спирта.