Как сделать аппарат для сварки алюминия своими руками?
Аппарат для сварки алюминия является весьма необходимой вещью сегодня, поскольку область применения такого востребованного металла довольно широка в бытовом обиходе и часто применяется в сфере промышленности. Объясняется это тем, что алюминий обладает уникальнейшими свойствами, такими как легкость, высокая отражательная способность и теплопроводность, пластичность, эластичность, мягкость, прочность. Но благодаря своей структурной схожести с азотом, водородом, кислородом на его поверхности может возникать процесс окисления с выделением вредных газов, которые проникают в сам материал. Используя всеми привычную стандартную электродуговую сварку, можно так и не добиться желаемого результата. Поэтому во время данного процесса следует использовать иное устройство с применением специальной технологии, которая не навредит металлу.
Схема сварочного аппарата.
Как сделать сварочный аппарат самостоятельно?
Идеальным является аппарат, который будет работать на аргоновой основе.
Читайте также:
Как применяется холодная сварка для металла высокотемпературная водостойкая.
Вернуться к оглавлению
Из чего стоит трансформатор?
В целом трансформатор будет состоять из таких частей, как:
Схема сварочного трансформатора.
- Корпус трансформатора. Перед его эксплуатацией необходимо убедиться, что корпус имеет заземление.
 Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита. - Зажим (цанга).
- Ручка, изготовленная из стального прута.
- Магнитопровод. Суть его работы первоначально заключается в создании для магнитного потока замкнутого пути, который будет обладать наименьшей силой магнитного сопротивления. Именно поэтому магнитопровод изготавливают из тех материалов, которые при переменных магнитных полях не теряют свойство магнитной проницательности. К таким материалам относят сплавы железа и никеля или же сплавы железа, никеля с кобальтом.
- Рукоятка.
- Рымболт.
- Шкала.
- Крышка трансформатора, изготовленная из чугуна или стали.
- Вертикальный винт.
- Ходовая гайка для вертикального винта.
- Обмотки. Проводятся в два этапа. Первичная обмотка трансформатора должна состоять из 250-600 витков. Вторичная – от 60 до 75 витков. Желательно делать ее из медной шины с сечением не меньше 0,35 см в диаметре. Обмотку следует выполнять только по изолированному стержню в одинаковом направлении. Каждый последующий шаг обмотки необходимо изолировать при помощи стеклоткани или подобного вида изолятора. Каждый вывод обмотки залуживают и маркируют. А на каждый конец сетевой части закрепляют кембрик.
- Выпрямитель. Его функция заключается в переработке переменного тока в постоянный.
- Электроды. Для аргонодуговой сварки рекомендуется использовать вольфрамовые электроды, поскольку вольфрам легко выдерживает постоянный ток прямой и обратной полярности или же переменный ток. Во время работы электрод необходимо подносить максимально близко к основе детали. С помощью этой технологии образовавшаяся дуга будет обладать малыми параметрами, что необходимо при сварке алюминия. Электрод должен выступать на 2-5 мм от корпуса горелки, а вокруг надевается керамическое сопло.
- Осциллятор. Его действие заключается в подаче высокочастотных и высоковольтных импульсов.
 Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.
Кабель заземления должен иметь сечение не меньше 0,25 см и быть присоединен к клемме, которая подает импульс к рабочей поверхности сварочного аппарата. Сам трансформатор во время работы необходимо установить на изолирующую поверхность. Лучше всего для этих целей подойдет подставка из дюралюминия (толщиной не больше 0,03 см) или текстолита.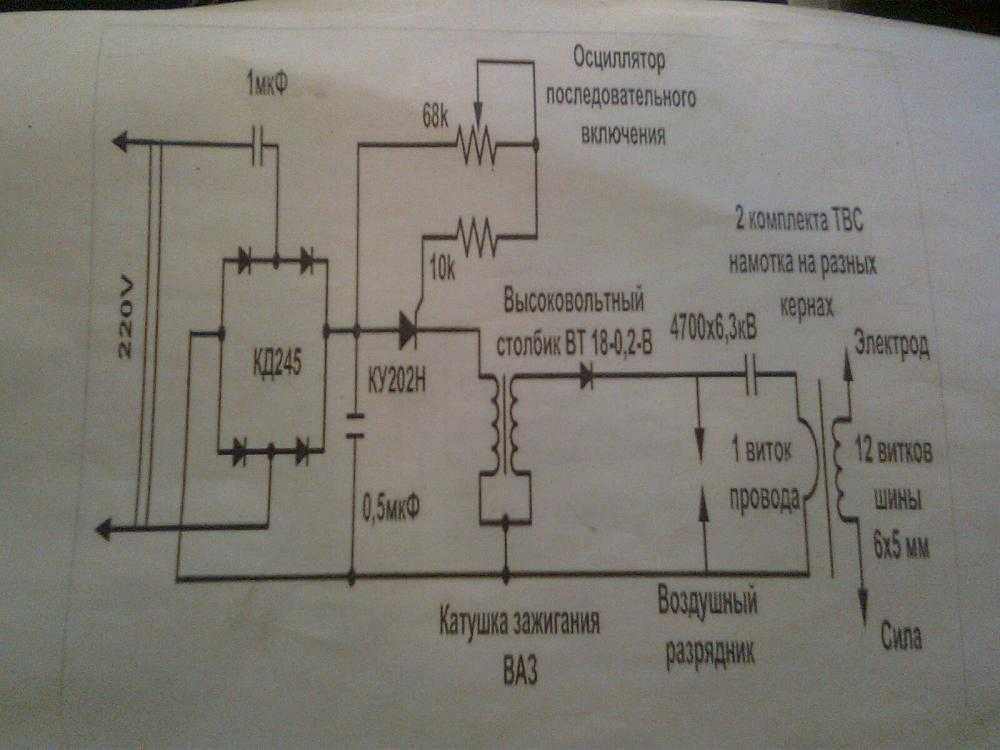

Схема сварки алюминия полуавтоматом.
Еще одной необходимой вещью является горелка. Подбирается зажим (цанга) диаметром 0,2 см. Далее к обратному направлению зажима следует прочно припаять медную трубку диаметром 0,6 см, которая будет отвечать за подачу газа (в данном случае аргона) и напряжение к электроду. Во время припаивания трубки следует использовать высокие температуры.
К другому концу горелки необходимо прикрепить изготовленную из керамики или же кварца трубку, длиной в 5 см и диаметром 0,8 см, которая будет выполнять рабочую функцию. Необходимо позаботиться о том, чтобы трубка сохранила подвижность и могла сниматься. Поскольку иногда необходимо будет перенаправлять проволоку. В середину трубки будет устанавливаться дугообразный электрод.
Трубка-держатель обязательно должна быть покрыта изолирующим материалом. Лучше всего для этого использовать стеклоткань. Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Ею нужно обернуть трубку в несколько прослоек, используя между ними герметики из силикона. После изоляции к трубке устанавливается выключатель.
Сама горелка подсоединяется к газовому баллону при помощи трубки (диаметром от 0,6 см до 0,8 см), и дополнительно подсоединяется два провода, один из которых проводится от клапана к выключателю на трубке-держателе, второй предназначен для напряжения в трансформаторе. Сама подача газа выполняется примерно за 20 секунд до начала процесса сварки.
Вернуться к оглавлению
Плюсы и минусы аргоновой технологии
Схема аргоновой сварки плавящимся электродом.
При использовании во время сварки алюминия аргонодуговой технологии можно выделить целый ряд преимуществ:
- Низкий уровень накаливания металла. Это дает возможность без повреждений первоначальных форм сваривать конструкции с любым уровнем сложности.
- Во время воздействия аргона на сварочный шов обеспечивается прочное соединение материалов.
- С помощью высокотемпературной дуги сварочную работу можно провести быстро.
На появление недостатков при использовании данной технологии может повлиять лишь неопытность человека, проводящего сварочную работу,и оборудование, то есть точность его настройки. Также стоимость самого аргона и электродов с вольфрамовым покрытием существенно бьет по карману.
Во время аргонодуговой сварки для качества выполненной работы следует использовать чистый вид аргона.
Но поскольку он является дорогим газом, можно прибегнуть к некоторым хитростям:
- Самостоятельно настроить параметры газовой струи.
- Если в сам сварочный аппарат установить электромагнитный клапан, можно регулировать количество подачи аргона во время сварки.
При аргонодуговой сварке можно применять гелий в соотношении 30% аргона к 70% гелия, используя постоянную силу тока.
Вернуться к оглавлению
О чем следует помнить во время работы с аргоном?
Химические свойства алюминия.
Работа с применением аргона во время сварки алюминия требует выполнения некоторых мер предосторожности:
- Каждый работник должен знать в совершенстве все принципы работы сварного аппарата, правила его эксплуатации, виды сварных швов и способы соединений, какими свойствами обладают используемые виды металлов и сплавов, как между собой взаимодействуют все детали конструкции.
- Необходимо обладать базовыми навыками оказания медицинской помощи при всех видах электротравм, термотравм и отравлении газами.
- В обязательном порядке следует пользоваться всеми средствами индивидуальной защиты во время сварки. Лицо, глаза, руки, ноги, туловище должны быть облачены в защитную спецодежду, которая поможет избежать не только электротравм, но и сохранит жизнь.
- Полное соблюдение всех норм пожарной безопасности, так как работы проводятся с использованием воспламеняющихся и взрывоопасных средств. Необходимо иметь исправный огнетушитель и уметь им воспользоваться в случае надобности.
- Необходимо обеспечить постоянную вентиляцию помещения, в котором проводятся сварочные работы с применением газа во избежание отравлений данным веществом.
- Неисправность хотя бы одного из механизмов сварочного аппарата не допускает его дальнейшей эксплуатации без устранения поломки.


Таким образом, можно убедиться в том, что сварочный аппарат для сварки алюминия можно вполне сделать своими руками, затратив при этом не так много времени и материалов.
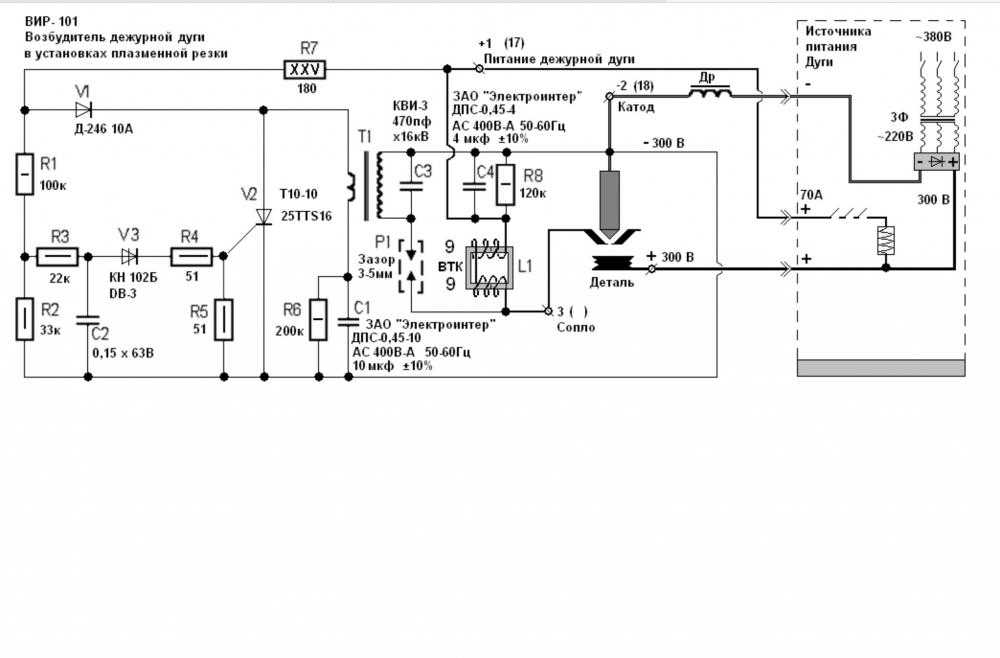
Схема осциллятора для сварки алюминия своими руками
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц. Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
 youtube.com/embed/ToozvSUtsY8″ frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/ToozvSUtsY8″ frameborder=”0″ allowfullscreen=”allowfullscreen”> Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе. Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
- Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
 Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Импульсный осциллятор подключается параллельно к основному сварочному аппарату.Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели. Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
Газовая сварка алюминия – можете ли вы это сделать, как и методы
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Алюминий окружает нас повсюду. Вы найдете его в маленьких кусочках вплоть до объектов значительной ценности. Я сам занимался сваркой алюминия в свое время и до сих пор. Говорить вам правду не становится легче, но это все равно более чем полезно, если вы делаете это правильно.
Когда дело доходит до сварки алюминия, методы TIG и MIG по-прежнему остаются лучшими. Но есть не один способ содрать шкуру с кота и больше вариантов сварки алюминия. Правильно, газовая сварка является одним из них. К счастью, газовая сварка алюминия или кислородно-ацетиленовая сварка значительно облегчают задачу.
Газовая сварка немного облегчает задачу, особенно когда речь идет об уникальных свойствах алюминия. Например, алюминий имеет большую проводимость, но низкую температуру плавления. Приложив немного усилий и много практики, даже новичок сможет быстро освоить газовую сварку алюминия.
Просто делай то же, что и я, и все будет готово.
Можно ли сваривать алюминий газом?
Наиболее надежными методами соединения алюминия являются газовая сварка (кислородно-ацетиленовая) и сварка ВИГ на переменном токе, если речь идет о алюминии.
Оба метода имеют свои преимущества и недостатки, но самые большие из них связаны с надежностью.
Газовая сварка алюминия повышенной плотности шва. С другой стороны, обычные алюминиевые сварные швы TIG подвержены пористости, если они выполнены неправильно. Это авария, которая может произойти, если сварной шов загрязнится.
Сварка алюминия газом и водородом — это процесс, которому может легко научиться даже начинающий сварщик. Во время Великой Отечественной войны газовая сварка применялась для крепления боевых узлов. Сегодня кислород и ацетилен имеют широкое применение и подходят даже для хромомолибденовой стали 4130.
Подпишитесь: Получите БЕСПЛАТНО 30-страничную таблицу символов сварки в формате PDF с примерами применения каждого символа!
Необходимые инструменты и материалы
Газовая сварка алюминия с кислородно-топливной горелкой требует использования хорошего флюса. Основная задача флюса — предотвратить окисление в сварочной ванне. Кроме того, он очищает сварной шов от любых загрязнений и улучшает течение присадочного металла. К сожалению, когда флюс горит, он испускает оранжевые натриевые блики, что затрудняет видимость сварочной ванны.
Основная задача флюса — предотвратить окисление в сварочной ванне. Кроме того, он очищает сварной шов от любых загрязнений и улучшает течение присадочного металла. К сожалению, когда флюс горит, он испускает оранжевые натриевые блики, что затрудняет видимость сварочной ванны.
Лучшее решение для сварщиков, позволяющее четко видеть сварочную ванну и защищать свои глаза, — использовать зеленые линзы с затемнением 5 или кобальтово-синие линзы с затемнением 6. Помимо этого, самодельный лоток для флюса, плоскогубцы для удержания заготовки, щетка из нержавеющей стали и надлежащее защитное оборудование — все это полезные инструменты, которые пригодятся.
Алюминиевый сварочный стержень
Одним из основных шагов является поиск подходящего стержня. Обычно электрод для сварки TIG работает нормально, поскольку он имеет высокую чистоту, что обеспечивает качественные сварные швы. Имейте в виду, что также можно использовать алюминиевые сварочные электроды с флюсовой сердцевиной, так как они богаты флюсом.
Присадочный стержень 1100 является хорошим выбором для мягкого применения, особенно если требуется сгибание или придание формы. Напротив, присадочный стержень 4043 является хорошим выбором для жестких условий, если основной металл не должен изгибаться.
Выбор диаметра сварочной проволоки — это игра в угадайку. Но я бы посоветовал вам начать с стержня диаметром 2 мм (5/64 дюйма) и при необходимости уменьшить его размер.
Алюминиевый сварочный флюс и безопасность при сварке
Целью использования флюса является удаление пленки оксида алюминия и защита сварочной ванны от кислорода. Используемый флюс обычно поставляется в виде порошка, смешанного с водой, чтобы получить жидкую пасту.
Перед началом сварки необходимо нанести флюс как на основной материал, так и на присадочный стержень. Флюс плавится из-за тепла сварки и образует защитный слой на верхней части ванны. Покрытие разрушает оксид, предотвращает окисление и замедляет процесс охлаждения сварного шва.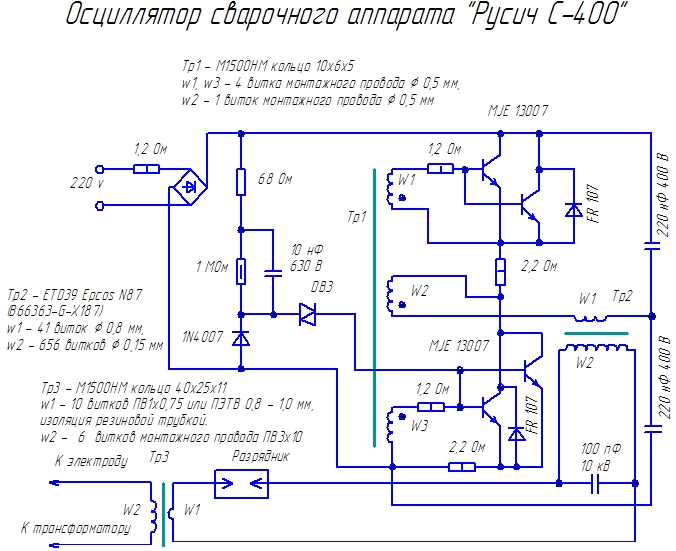
После того, как вы закончите, необходимо полностью удалить флюс. Однако используемый раствор кислоты токсичен и вызывает коррозию. Работать с раствором необходимо в защитных очках, резиновом фартуке и перчатках. Само собой разумеется, что вы должны избегать вдыхания паров.
Если вы пролили раствор на тело или одежду, немедленно смойте его холодной водой и обязательно обратитесь к врачу. Ни в коем случае нельзя наливать воду в кислоту при приготовлении раствора. Вместо этого сделайте наоборот и медленно перемешайте. Обязательно делайте это в хорошо проветриваемом помещении.
Подготовка сварных швов и кромок
Подготовка всегда имеет ключевое значение. Даже если вы применяете флюс, необходима очистка как основного металла, так и рабочей поверхности. Используйте проволочную щетку из нержавеющей стали для очистки зоны сварки и протрите поверхность чистой тряпкой. Толщина соединительного материала 1/4″ потребует от вас скосить края для хорошего проникновения.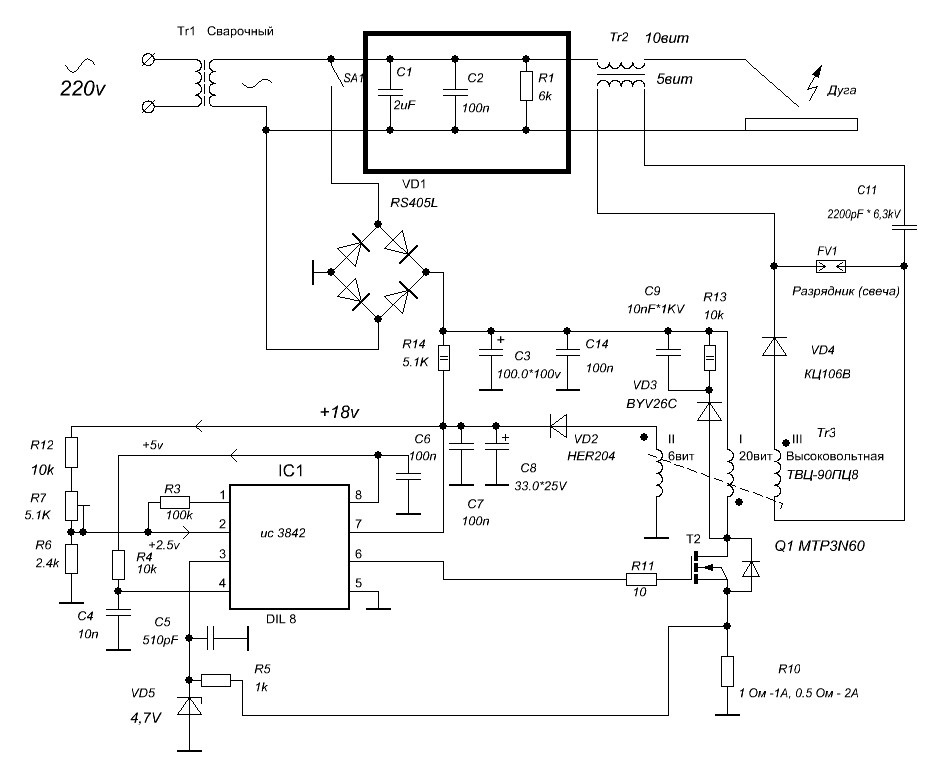 В частности, овцы и края тарелок должны быть хорошо подготовлены.
В частности, овцы и края тарелок должны быть хорошо подготовлены.
Края имеют ту же подготовку, что и сталь. Тем не менее, металлы толщиной 1/16 дюйма (1,6 мм) могут быть сформированы с фланцем под углом 90 градусов, чтобы предотвратить нежелательную деформацию и коробление. Работа без присадочного стержня подходит только для чистых алюминиевых сплавов, потому что растрескивание происходит в высокопрочных сплавах.
Предварительный нагрев соединения
Перед началом процесса необходимо предварительно нагреть алюминий. Тем не менее, значительное количество металлов меняет цвет после воздействия тепла, но не алюминий. Итак, вот несколько советов, которые помогут вам распознать, что материал готов:
- Потрите конец деревянной палочки о металл. Если палка обугливается, значит, достигнута необходимая температура.
- Отметьте предварительно нагретые металлы синим столярным мелом.
- Ударьте по металлу ручным молотком. Если вы заметили отсутствие кольца, значит, правильная температура достигнута.
- Науглероживание поверхности металла путем его полного прокаливания. Затем, когда вы подадите тепло от факела, сажа исчезнет.

Выбор сварочного пламени
Наилучшим выбором для газовой сварки является нейтральное или слегка науглероживающее пламя. Окислительное пламя создает оксид алюминия, что может привести к дефектам сварных швов и плохому сплавлению.
Метод газовой сварки алюминия
Лучший способ начать – сначала пройти пламя, перемещая горелку по кругу, пока флюс не расплавится. Присадочный электрод следует царапать на поверхности с интервалом в три-четыре секунды, при этом стержень каждый раз должен отрываться от пламени. Соскоб удаляет оксиды и обнажает алюминий.
Расплавьте основной металл перед нанесением присадочного электрода. Я рекомендую использовать предварительную сварку, так как пламя предварительно нагревает область сварки. При сварке тонкого материала достаточно двигать горелку только вперед. Однако для материалов толщиной 5 мм (3/16 дюйма) и более рекомендуется равномерное боковое перемещение.
При сварке тонкого материала достаточно двигать горелку только вперед. Однако для материалов толщиной 5 мм (3/16 дюйма) и более рекомендуется равномерное боковое перемещение.
Позволяет распределить металл шва по всему шву. Легкое движение вперед и назад помогает флюсу удалить оксид. Время от времени погружайте присадочный электрод в ванну и вытягивайте его назад движением вперед. Этот метод перетаскивания закроет лужу и предотвратит пористость.
Послесварочная обработка
После завершения работы необходима послесварочная обработка. Флюсы содержат фториды и хлориды, которые при воздействии влаги разрушают основной металл. Поэтому любой оставшийся флюс необходимо удалить.
Детали, которые нельзя хорошо очистить щеткой или горячей водой, можно обработать кислотой и промыть холодной или горячей водой. Я рекомендую погрузить его на 30 минут в 10-процентный раствор серной кислоты в холодной воде или примерно на 10 минут в 5-процентный раствор серной кислоты в горячей воде при температуре 65ºC (150ºF).
Я рекомендую погрузить его на 30 минут в 10-процентный раствор серной кислоты в холодной воде или примерно на 10 минут в 5-процентный раствор серной кислоты в горячей воде при температуре 65ºC (150ºF).
Заключение
Как видите, этот тип сварки может быть лучшим выбором для новичка, который хочет сваривать алюминий. Его намного легче выучить, но все же есть некоторые детали, которые необходимо изучить и освоить.
Но если вы сможете следовать приведенным выше инструкциям, у вас не возникнет проблем. Удачи и да пребудет с вами факел.
Адам Мейсон
Сварщик по профессии более десяти лет. Сейчас также веб-дизайнер и владелец блога. Делать обзоры продуктов и вести блоги о сварочном деле, плюсах и минусах работы сварщиком.
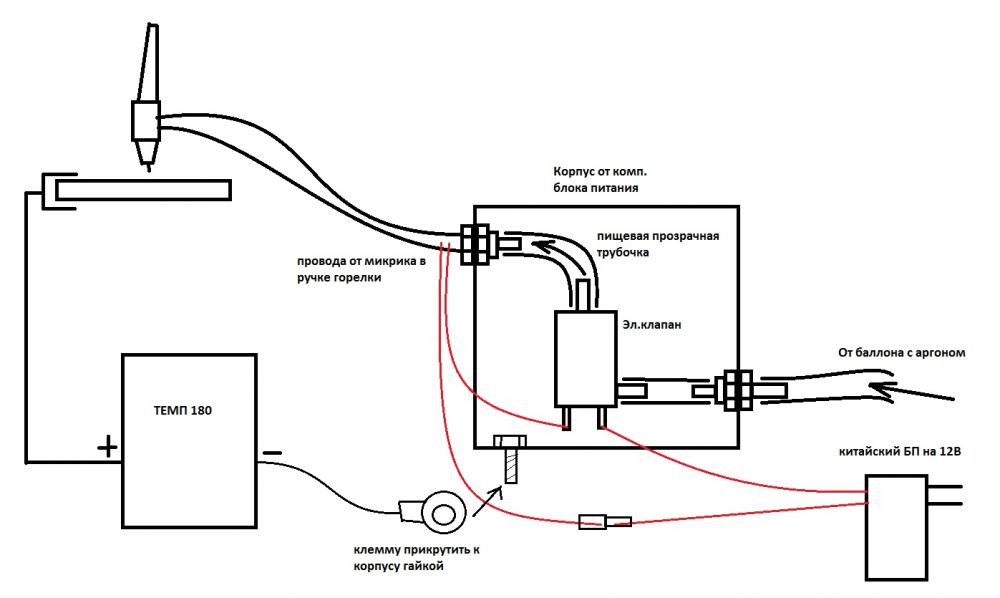
Сварка алюминия без аргона своими руками
Привет друзья! Покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен, как и при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого метода можно легко отремонтировать алюминиевые детали или узлы дома, не прибегая к дорогостоящему оборудованию для аргонной сварки.
С помощью этого метода можно легко отремонтировать алюминиевые детали или узлы дома, не прибегая к дорогостоящему оборудованию для аргонной сварки.
Требуется
- Инвертор постоянного тока мощностью 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом думаю все понятно, а вот про электрод нужно пояснить. Оказывается, не так давно в продаже появились специализированные электроды для сварки алюминия обычной сваркой без среды аргона.
Их марки могут быть другими, поэтому спрашивайте в магазинах. В любом случае их можно без проблем купить в интернете.
Имеют ту же структуру, что и электрод для стали: сердечник с толстым покрытием. Здесь все то же самое, только у электрода другая цветовая палитра: сердцевина блестящая, так как состоит в основном из алюминия, покрытие белое.
Такие электроды предназначены не только для алюминия, но и для его сплавов: силумин, дюралюминий.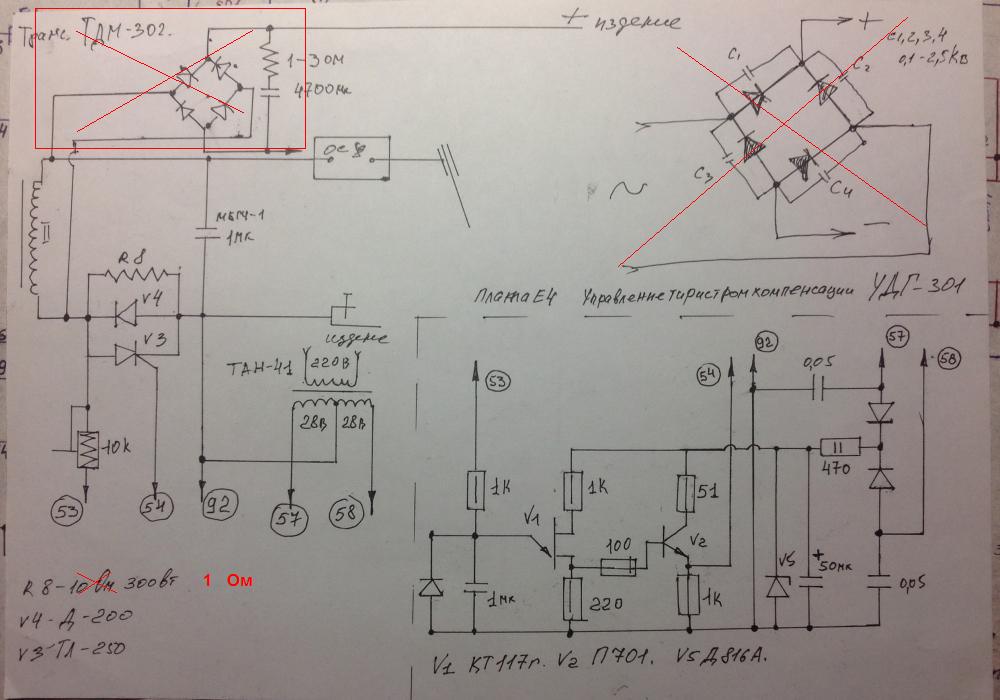 Поэтому их можно легко приготовить.
Поэтому их можно легко приготовить.
Что нужно знать, чтобы сделать качественный шов?
Хотя способ почти ничем не отличается от обычной дуговой сварки, следует учитывать следующее:
- Сварочный ток должен быть около 70-100 А
- Сварка ведется короткой дугой.
- Угол наклона электрода при сварке должен быть 90 градусов.
- Электрод прогорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы никогда раньше этим не занимались, советую обязательно потренироваться, что и я сделаю.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт – сварка этого металла в среде без аргона. Я сварю толстые пластины. Фиксируем детали струбцинами. Минус подключается к нижней пластине. Плюс к электроду.
Изначально рекомендую выставить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода очень сложно поймать, особенно с непривычки.
Привыкание уже получается держать дугу стабильно.
Как после обычной сварки отбиваем окалину молотком.
И чистим.
Строго не судите, для первого раза тренируюсь, думаю это хороший результат.
Особенно учитывая, насколько это трудоемко и необычно после обычной сварки стали.
Рекомендации по качественной сварке
- Почистите металл сварного шва, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- Во время сварки быстрее вести электрод, так как он прогорает примерно в 3 раза быстрее.