Различия автоматической и полуавтоматической сварки
По тому, как стали популярны сварочные вращатели, нетрудно догадаться, что изготовление металлоконструкций при помощи сварки очень распространено. И с каждым годом объемы выпуска продукции возрастают. Вообще, сложно найти более надежный способ соединения двух металлических заготовок, чем сварка. С тех пор, как данный процесс был открыт, прошло уже много лет, но он по-прежнему не теряет актуальности.
Конечно, со временем сварка усовершенствовалась, и сегодня она делится на несколько видов. Наибольшее распространение в промышленности получили два вида:
- Полуавтоматическая;
- Автоматическая.
Что же касается ручной дуговой, то она менее применима в крупном производстве, так как производительность ее намного ниже, чем у указанных выше других типов.
Если сказать коротко, чем отличаются автоматическая сварка от полуавтоматической, то разница в следующем. При автоматической сварке оператору не нужно формировать шов, тот формируется сам, отсюда и название сварки. При полуавтоматической сварщику требуется удерживать горелку и формировать шов, в зависимости от положения сварки, типа стыков заготовок и других факторов. Однако это слишком упрощенный ответ. Чтобы полностью понять разницу, следует рассмотреть особенности каждого из описанных видов сварки.
При полуавтоматической сварщику требуется удерживать горелку и формировать шов, в зависимости от положения сварки, типа стыков заготовок и других факторов. Однако это слишком упрощенный ответ. Чтобы полностью понять разницу, следует рассмотреть особенности каждого из описанных видов сварки.
ОСОБЕННОСТИ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Работа на полуавтомате более сложная, требует соответствующих навыков и знаний. Необходимо не просто вести горелку, а следить при этом, чтобы шов формировался равномерным, герметичным, без каких-либо дефектов в виде непроваров или пор. Поэтому может сложиться впечатление, что полуавтоматическую сварку лучше заменить автоматической. Однако это не так. У полуавтомата есть свои достоинства:
- Сварка возможна в любом положении – горизонтальном, вертикальном, потолочном;
- Можно выполнять самые разные соединения – стыковые, внахлест, тавровые, угловые и т.д.;
- Аппарат, в том числе и баллон с защитным газом, более мобильны, их можно транспортировать в любую часть цеха или в иное помещение.


Именно из-за возможности работать в любом положении, полуавтоматическая сварка никогда не уйдет. Сварщик может выставить горелку так, как того требует ситуация, даже достать ею в труднодоступном месте, обрабатывать, как большие детали, так и маленькие. Ну а навыки и опыт приобретаются со временем, научиться варить на полуавтомате достаточно легко, многое зависит от настроек аппарата – если они выставлены правильно, то формирование шва в горизонтальном положении сможет выполнить даже новичок.
ОСОБЕННОСТИ АВТОМАТИЧЕСКОЙ СВАРКИ
Автоматическая сварка получила свое название за счет того, что в процессе работы не требуется участие человека. То есть, оператор один раз настроил аппарат согласно определенным задачам, и все, на этом его работа практически закончена, разве что, периодически нужно будет засыпать флюс. Таким образом, шов формируется самим аппаратом, и в этом состоит одно из главных преимуществ автоматической сварки. Исключается человеческий фактор, риск испортить заготовку, сделать шов с дефектом и т. д. Все получается равномерно, герметично и надежно.
д. Все получается равномерно, герметично и надежно.
Стандартный аппарат для автоматической сварки представляет собой тележку на колесах, на которой размещены:
- Электрооборудование;
- Емкость для флюса;
- Присадочный материал;
- Неплавящийся электрод;
- Система настроек.
Однако в этом и заключается главный минус автоматической сварки – аппарат может варить только в горизонтальном положении стыковые соединения. Вертикальный шов он уже не сможет сделать, поэтому до сих пор и остаются актуальными ручная дуговая и полуавтоматическая сварка.
Сварка автомат и полуавтомат чем отличаются
Автоматы, равно как и полуавтоматы, создают точные качественные сварные соединения различных материалов любой толщины. Из-за этого они востребованы на разных производственных площадках. Однако стоит подчеркнуть, что есть существенная разница в работе полуавтоматического агрегата и полностью автоматизированной установки.
СОДЕРЖАНИЕ
- Виды и принцип работы полуавтомата
- Техника сваривания металлов полуавтоматом
- Сварка в среде защитного газа
- Технология работы с алюминием
- Сварка с проволокой
- Правила выполнения сварочных работ
Виды и принцип работы полуавтомата
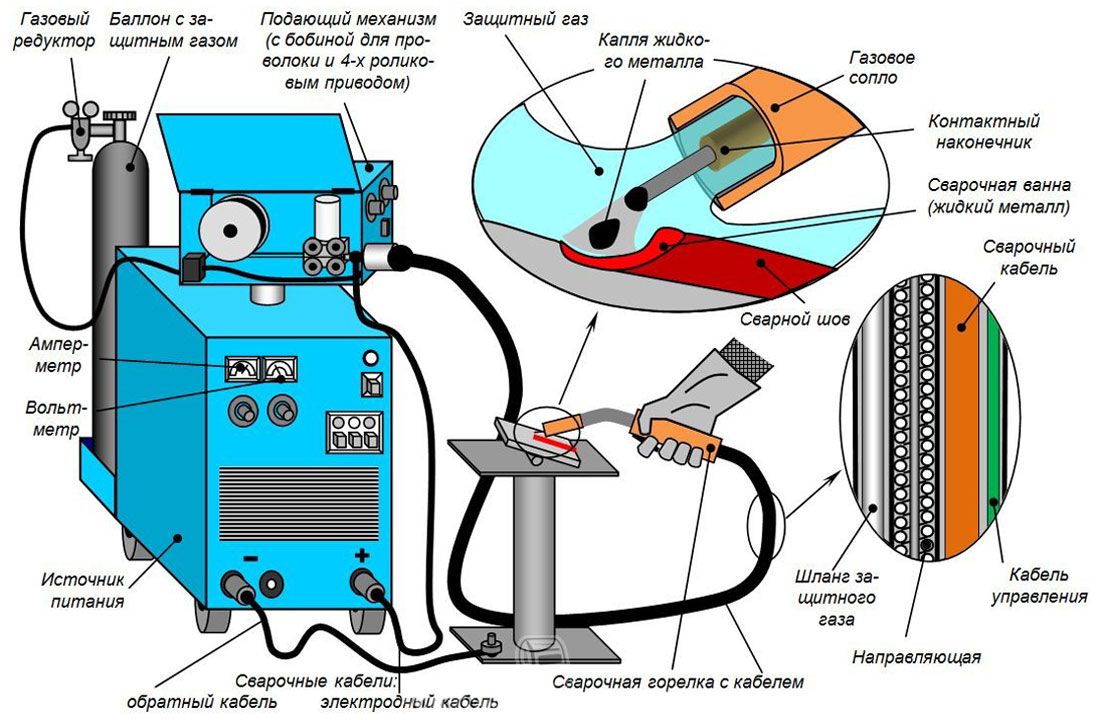
Основные компоненты сварочного аппарата:
- панель управления;
- механизм и рукав для подачи проволоки;
- бухта расходного материала;
- горелка;
- кабель энергоснабжения;
- шланг и редуктор подачи газа;
- газовый баллон;
- система управления;
- выпрямитель и нагреватель.

Подобное оборудование представлено в широком ассортименте, который упорядочен по возможностям и упорядочен по видам. Согласно общепринятой классификации сварочное оборудование делится на ручное, автоматическое и полуавтоматическое.
Самый простой тип – ручные сварки – идеально подходит для бытового использования, мастерских и других небольших производств. Автоматы и полуавтоматы характеризуются высокой производительностью и точностью обработки. Они являются составной частью производственных линий на больших и средних предприятиях. Помимо скорости работы они обеспечивают качественное соединение заготовок.
Читайте также: Плюсы ручной дуговой сварки
В силу объективных причин автоматическое оборудование стоит на порядок дороже по сравнению с установками бытового или полупрофессионального уровня. Системы комфортны в эксплуатации, поскольку требуется минимальное участие человека. Помимо этого, они отличаются более обширными функциональными возможностями и рассчитаны на длительный срок использования.
Лучше оценить достоинства автоматического оборудования позволяет понимание принципов его работы:
- внутри корпуса заключена бобина с намотанной на нее проволокой. Это расходный материал, заменяющий привычный электрод дуговой ручной сварки. Подается проволока в автоматическом режиме;
- расходный материал подводится к соплу газовой горелки, где плавится и становится элементом соединения металлических заготовок;
- стабильность дуги обеспечивается автоматической системой, которая поддерживает горение и синхронную подачу проволоки;
- оператор выбирает оптимальную скорость подачи расходного материала на основании скорости перемещения горелки и вида обрабатываемого металла.
Сварка автомат и полуавтомат имеют сходные принципы работы. Но есть и существенное отличие: в автомате буквально все процессы выполняются исключительно механизмами и контролируются системой управления. В полуавтоматах некоторые операции требуют вмешательства человека.
Полуавтоматическое сварочное оборудование делится на несколько видов в зависимости от эксплуатационных характеристик. Относительно способа защиты сварочного шва отличают полуавтоматы для работы под флюсом и в защитной газовой среде. По источнику питания они могут быть:
- однофазными. Для подключения достаточно обычной сети питания напряжением 220 Вольт. Важно, чтобы поддерживалось стабильное напряжение. Если оно будет «скакать», то сварочное соединение будет иметь дефекты;
- трехфазными. Обеспечивается высокое качество и беспроблемная работы оборудования.
Техника сваривания металлов полуавтоматом
Технология соединения металлов с использованием полуавтоматической установки очень важна с точки зрения качества выполнения работ. Важно добиться того, что с течением времени шов не утратит своих первоначальных характеристик. Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Работа с полуавтоматом существенно отличается от технологических особенностей эксплуатации ручной дуговой сварки.
Ниже рассмотрены основные приемы и техники выполнения сварочных работ с использованием полуавтомата.
Сварка в среде защитного газа
При необходимости в работе полуавтоматических установок может использоваться защитный газ. Это необходимо для того, чтобы отсечь атмосферный воздух от области сваривания и предотвратить окисления шва. При таком подходе значительно повышается прочность сварного соединения.
Для сварочных работ применяются разные инертные газы, но чаще всего востребованы углекислый и гелий. Выбор обуславливается их сравнительно невысокой стоимостью и небольшим расходом в процессе выполнения работы.
В случае использование углекислого газа важно добиться высокого качества подготовки рабочей поверхности. Чем тщательней будет очищена поверхность, тем меньше вероятность того, что где-то останется пыль, грязь, ржавчина или остатки краски. Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Зачищают кромки наждачной бумагой, металлической щеткой или болгаркой.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Существует несколько технологических приемов выполнения сварочных работ полуавтоматом в защищенной среде:
- непрерывное сваривание . Требует навыков и является одним из наиболее сложных вариантов. Подразумевается, что горелка продет от начала до конца сварного шва без пауз и остановок;
- точечная автоматическая сварка. Заготовки соединяются с помощью большого количества сварных соединений, выполненных в виде точек, а не сплошным швом;
- коротким замыканием. Выбирается в большинстве случаев, когда требуется соединить два тонких стальных листа. Металл расплавляется импульсами, которые генерируются в результате спровоцированного короткого замыкания в сварочном аппарате. Расплав двух заготовок после остывания образует одну конструкцию.
При работе полуавтоматической установкой в среде защитного газа многие специалисты отдают предпочтение режиму переменного тока. Прежде всего, нужно правильно настроить параметры оборудования, учитывая тип и толщину металла. Расход газа определяется режимом сварки, а проволока расходуется со скоростью 4 см за минуту рабочего времени. Точнее выбрать оптимальные настройки можно с помощью таблиц ГОСТа.
После завершения подготовительных работ, можно приступать к сварке. Включается подача газа, затем подключается питание для возбуждения электрической дуги (инициируется прикосновением проволоки к поверхности заготовок). Затем нажимается кнопка пуска, которая включает механизм подачи расходного материала в зону выполнения сварочных работ.
Для получения высококачественного шва необходимо учесть некоторые очень важные нюансы:
- подача проволоки должна осуществляться строго прямо, но не вплотную к шву. Нужно сохранить беспрепятственный обзор сварочной ванны;
- между кромками свариваемых заготовок оставляется небольшой интервал;
- зазор определяется в зависимости от толщины заготовки. 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
 1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.
1 мм – если изделие имеет стенки толщиной около 1 см. Если стенки толще, то зазор должен составлять примерно 10% от этой величины.Технология работы с алюминием
Полуавтомат обладает широким спектром возможностей, что позволяет сваривать разные металлы, включая и алюминий. В силу его особых свойств следует придерживаться специальных требований, чтобы получить хороший результат:
- на поверхности алюминия есть тонкий слой амальгамы, температура плавления которой существенно выше по сравнению с самим металлом. Поэтому для плавления требуется защитный газ;
- плавится алюминий очень быстро и обладает высокой текучестью. Желательно использовать подложку, которая позволит избежать многих неприятных моментов;
- для работы с алюминием лучше всего подходит режим обратной полярности с постоянным током. На горелке устанавливается положительный заряд, а на детали отрицательный.
Придерживаясь этих рекомендаций, сварщик быстро разрушит амальгаму и получит хорошего качества расплав. В итоге будет создан качественный сварной шов.
В итоге будет создан качественный сварной шов.
Сварка с проволокой
Полуавтомат позволяет работать как в газовой среде, так и без таковой. Можно сварить заготовки под флюсом. Но данный вариант больше подходит для промышленности и мало приемлем в быту из-за высокой стоимости флюса. Чтобы понять специфику метода, нужно обратить внимание на основные характеристики флюса – порошка, размещенного в средней части расходника.
Не рекомендуется применять самозащитные электроды в сочетании с полуавтоматической сваркой в случаях, когда требуется соединение тонких листов металла или же предстоит работа с среднеуглеродистой сталью. В противном случае не исключено образование дефектов – горячих трещин.
Повысить температуру дуги целесообразно для того, чтобы добиться полного расплавления порошка внутри защитного электрода. Достигается это за счет обратной полярности.
Правила выполнения сварочных работ
При выполнении серийных операций на промышленном производстве применяются автоматические или полуавтоматические сварочные установки. Основная разница между ними заключается в следующем:
Основная разница между ними заключается в следующем:
- в автомате подача расходных материалов и движение дуги механизировано;
- полуавтомат лишен автоматического перемещения сварочной дуги: она подается оператором.
Новичкам для работы на полуавтоматическом оборудовании потребуются практические навыки его использования. Стать мастером и постоянно получать качественный результат только после изучения всех тонкостей работы оборудования и отработки приемов на практике.
Важно не забывать о требованиях техники безопасности. В обязательном порядке следует использовать защитную маску и форму, чтобы избежать ультрафиолетового ожога. Ни в коем случае нельзя пренебрегать требованиям ГОСТов и правил, которые помогут предотвратить травмы.
Для того, чтобы исключить вероятность случайного брака, специалисты рекомендуют перед началом работ всегда делать пробный шов. Таким нехитрым способом можно убедиться в том, все ли настройки подобраны правильно. И всегда нужно помнить о том, что полуавтоматы не могут работать в режим «нон стоп».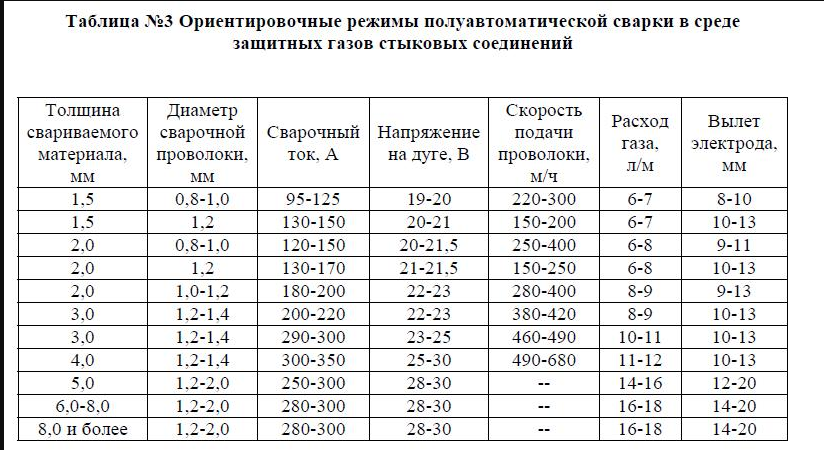 Периодически нужно делать технологические паузы.
Периодически нужно делать технологические паузы.
Читайте также: Сварочный инвертор для начинающих – какой выбрать
Чем отличается сварка автомат от полуавтомата
Оцените, пожалуйста, статью
12345Всего оценок: 44, Средняя: 3
Ручная сварка против роботизированной сварки
В эпоху развития робототехники и совершенствования технологий предприятия часто предпочитают рентабельность роботизированного труда ручной работе. Однако в результате готовая продукция может не иметь ремесленного эффекта. Кроме того, какую технику следует чаще использовать промышленному или сварочному предприятию? В приведенном ниже содержании мы сравниваем плюсы и минусы, оценивая ручную сварку и роботизированную сварку. Изучение различий в процессах изготовления металлов поможет вам принять правильное решение в соответствии с вашими производственными потребностями.
Роботизированная сварка
Роботизированная сварка — это еще одно название автоматизированной сварки, которое включает один из двух процессов: полностью автоматизированный и полуавтоматический. Полностью автоматизированные сварочные процессы работают с машинами, направляющими лист металла на протяжении всего процесса сварки, от начала до конца. При полуавтоматической сварке оператор вручную загружает металл и удаляет его после завершения процесса сварки.
Полностью автоматизированные сварочные процессы работают с машинами, направляющими лист металла на протяжении всего процесса сварки, от начала до конца. При полуавтоматической сварке оператор вручную загружает металл и удаляет его после завершения процесса сварки.
Три важных преимущества
Независимо от процессов, включающих полностью или полуавтоматическое программирование, роботизированная сварка имеет три преимущества:
Более высокая точность
Автоматизированные процессы роботизированной системы сварки позволяют оператору поддерживать целостность сварного шва с помощью электронных контроллеров процесса сварки. Кроме того, автоматизированное сварочное приложение может сохранять высокую точность и согласованность даже после многократного повторения одного и того же приложения. Автоматическая роботизированная сварочная система, способная работать круглосуточно и без выходных, никогда не устанет и не отвлечется, в отличие от сотрудников, выполняющих ручную сварку.
Повышенная производительность и повышенная безопасность
Естественно, роботизированные системы имеют запрограммированную способность работать в постоянном и быстром темпе в течение всего дня без потери точности или выносливости. В результате они не испытывают усталости и не нуждаются в перерывах и выходных, если только система не требует ремонта или обновления программы.
Кроме того, когда роботизированная сварочная система выполняет большую часть опасных задач, повышается безопасность ваших рабочих. Повышая безопасность на рабочем месте, вы снижаете риск получения травм.
Снижение производственных и трудовых затрат
Как упоминалось выше, автоматизированная обработка может выполнять повторяющиеся сварочные процессы в течение продолжительных периодов времени с минимальной рабочей силой. Выполняя рутинные и повторяющиеся сварочные проекты с помощью роботизированной сварки, ваши общие производственные и трудовые затраты постепенно снижаются.
Хотя для процессов полуавтоматической сварки необходимы сотрудники, это требует меньше времени и усилий, чем ручная сварка того же проекта. Кроме того, при внедрении приложения для роботизированной сварки вам не нужно будет рассчитывать затраты на оплату труда, связанные с травмами, оплатой сверхурочных, отпусков по болезни и текучестью кадров.
Кроме того, при внедрении приложения для роботизированной сварки вам не нужно будет рассчитывать затраты на оплату труда, связанные с травмами, оплатой сверхурочных, отпусков по болезни и текучестью кадров.
Три недостатка, которые следует учитывать
Отсутствие гибкости
Хотя роботизированная сварка может многократно выполнять одни и те же задачи, становится трудно, когда вам нужно сделать что-то другое. Чтобы изменить функцию робота-сварщика, его необходимо перенастроить, что будет стоить вам времени и производительности. Поэтому, если вы обнаружите, что ваши проекты часто бывают разнообразными, ручная сварка может оказаться более практичным решением.
Сопутствующие затраты и расходы
Автоматическая сварка требует значительных инвестиций для покупки, установки, программирования и обслуживания. Хотя в долгосрочной перспективе применение роботизированной сварки может сэкономить деньги вашего бизнеса на затратах на оплату труда. Однако, если ваш бизнес не предполагает использовать его на регулярной основе, приобретение автоматизированной сварочной системы может оказаться нецелесообразным.
Риск зависимости
Последним недостатком роботизированной сварки является зависимость от вашей технологии. Компании, которые по-прежнему зависят только от роботизированной сварки, могут закрыться на несколько часов или даже дней, если оборудование выйдет из строя. Тем не менее, если вы регулярно практикуете ручную сварку, ваш бизнес не пострадает от неисправности роботизированной сварки.
Ручная сварка
При ручной сварке изготовление выполняется людьми, а не машинами. Этот тип изготовления довольно популярен для определенных нужд на современном рынке, особенно для индивидуальных заказов.
Три ценных преимущества
Великолепное качество
Это почему ремесленник никогда не будет полностью заменен. Несмотря на достижения в области технологий, ручная сварка по-прежнему популярна. В отличие от механических, роботизированных готовых изделий, превосходное качество и детали ручной работы могут быть достигнуты с помощью квалифицированной ручной ручной сварки.
Повышенная гибкость
Как только сотрудник поймет основы сварки и узнает ваши бизнес-процессы, он сможет приспособиться к любому проекту. В отличие от системы роботизированной сварки, требующей перенастройки для каждого проекта, над проектами ручной сварки можно работать сразу же.
Кроме того, ваш бизнес не пострадает из-за неполадок, если большинство ваших сварочных проектов будет выполняться вручную. Если один из ваших сварщиков однажды не сможет работать, вы можете просто попросить другого взять на себя выполнение проекта. Однако, если ваш роботизированный сварочный аппарат выходит из строя, многие процессы останавливаются до тех пор, пока не будет произведен эффективный ремонт.
Осведомленность
Когда квалифицированный сварщик постоянно работает над проектом, он быстро заметит, если что-то пойдет не так на производственном участке. Часто работник-человек увидит проблему раньше, чем робот-сварщик, поскольку он обычно продолжает работать, если что-то не вызывает неисправности. В результате ваш ручной сварщик может спасти проект от повреждения или коллегу от риска получить травму.
В результате ваш ручной сварщик может спасти проект от повреждения или коллегу от риска получить травму.
Одно важное соображение
Риск безопасности
Если сотрудник получает травму на работе, это может привести к тому, что он или она на некоторое время потеряет работу. В результате может сильно пострадать производство вашего бизнеса. Однако, если большинство ваших сварочных проектов выполняются роботизированными процессами, безопасность сотрудников значительно восстанавливается. Если что-то пойдет не так с роботом-сварщиком, ему потребуется простой ремонт.
Найдите мастерское качество с помощью фурнитуры RW
Изготовление высококачественных комплектов фурнитуры для любых дверей и петель не должно быть сложным. Поэтому наши сложные методы сварки помогают обеспечить как оптимальную функциональность, так и долговечность продукта.
В RW Hardware мы предоставляем все необходимые компоненты для любых ваших предпочтений и потребностей в отношении дверей и защелок. Мы здесь, чтобы помочь вам в выборе правильных защелок для дверей киоска и ответить на любые ваши вопросы.
Мы здесь, чтобы помочь вам в выборе правильных защелок для дверей киоска и ответить на любые ваши вопросы.
Если вы хотите узнать больше о комплектах оборудования, которые мы предлагаем, свяжитесь с нами сегодня!
Роботизированная сварка по сравнению с ручной сваркой
Роботизированная сварка по сравнению с ручной сваркойДомашняя страница/блог/Роботизированная сварка по сравнению с ручной сваркой
вернуться назад31-января-2022
Промышленность, сварка
В металлургической промышленности очень важно знать преимущества и недостатки роботизированной сварки и ручной сварки. При принятии решения следует хорошо взвесить все «за» и «против», чтобы сделать выбор, который будет для вас наиболее выгодным.
РОБОТИЗИРОВАННАЯ СВАРКА
Роботизированная сварка — это другое название автоматизированной сварки, включающее один из двух процессов. Первый вариант — это полностью автоматизированная сварка, при которой машины полностью контролируют производственный процесс от начала до конца. С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
С другой стороны, при полуавтоматической сварке оператор управляет загрузкой и выгрузкой материала по окончании машинного цикла.
Преимущества роботизированной сварки
- Качество сварки: Автоматизация гарантирует качество сварки благодаря электронным контроллерам процесса. Кроме того, результаты гораздо более стабильны, чем при ручной сварке.
- Более высокая эффективность: эффективность робота постоянна, в то время как эффективность ручной сварки снижается в течение рабочего дня из-за износа оператора.
- Меньше отходов: благодаря высокой точности роботизированной сварки образуется гораздо меньше брака и отходов.
- Более низкие производственные затраты: хотя для процессов полуавтоматической сварки требуются люди, требуется еще меньше рабочих, чем для ручной сварки.
Недостатки роботизированной сварки
- Стоимость: первоначальные инвестиции не представляют собой значительных расходов, хотя они легко окупаются по сравнению с соотношением затрат на инвестиции и экономии на заработной плате.
- Отсутствие гибкости: хотя роботизированная сварка может выполнять одни и те же задачи снова и снова, когда требуется что-то другое, ее необходимо переконфигурировать, а это требует времени и денег.

РУЧНАЯ СВАРКА
Ручная сварка выполняется людьми, а не машинами. Этот тип процесса по-прежнему широко используется в определенных секторах рынка, таких как крупномасштабное судостроение.
Преимущества ручной сварки
- Большая гибкость: сварщикам не нужно проходить переподготовку каждый раз, когда им поручают другой тип сварочных работ.
- Простота замены: если один сварщик не может сварить в определенный день, другой сварщик может взять на себя выполнение проекта. Это на тот случай, если у вас большая бригада сварщиков. Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.
- Способность к распознаванию: квалифицированных сварщика могут интерпретировать сигналы сварки и определять, если что-то идет не так, например, если есть признаки загрязнения материала или избытка оксида, которые повреждают сварной шов.
 Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.
Однако из-за нехватки квалифицированной рабочей силы эта замена уже не так проста.Недостатки ручной сварки
- Риск: если с работником случится несчастный случай на работе, он может оказаться на больничном несколько дней или даже месяцев. Робота, если что-то пойдет не так, просто нужно починить.
- Скорость: роботы быстрее и маневреннее людей во время всего процесса сварки компонента и без перерывов в движении между сварными швами.
- Эффективность: вряд ли две детали будут изготовлены с одинаковым уровнем точности.
АВТОМАТИЗИРУЙТЕ ПРОИЗВОДСТВО СЕЙЧАС
Независимо от того, рассматриваете ли вы возможность сварки алюминия или любого другого металла, роботизированная сварка становится все более предпочтительным вариантом для многих компаний, несмотря на все преимущества, которые она дает.