Дуговая сварка для начинающих
Где лучше хранить электроды
Качество сварочных работ во многом зависит от качества электродов. Варить сырыми электродами тяжело, поскольку они всё время прилипают к металлу. Поэтому после приобретения остро возникает вопрос, где лучше хранить электроды. Хорошо если купил электроды и израсходовал их за один раз. Однако чаще всего происходит не так и какое-то количество электродов всё же остаётся. При неправильном […]
Читать
Каким током варить тонкий металл
Если вы стали счастливым обладателем сварочного инвертора, то наверняка бросились варить, что глаза видят. Как правило, сначала в ход идут старые лопаты с граблями, затем баки и мангалы для шашлыков. Но именно со сваркой тонкого металла инвертором чаще всего и происходят различные сложности. Связано это с тем, что допускается ряд ошибок ещё на момент выбора […]
Читать
Как снять сетку со смесителя и не поломать при этом
Со временем на смесителе накапливается большое количество известкового налёта, простыми словами говоря, отложений. Это не только портит эстетичный вид смесителя, но и затрудняет его обслуживание. В частности, хоть изредка, но нужно снимать сетку со смесителя для того, чтобы её почистить. Из-за низкого качества воды сетка сильно загрязняется, из-за чего происходит значительное уменьшение напора воды. Так […]
Это не только портит эстетичный вид смесителя, но и затрудняет его обслуживание. В частности, хоть изредка, но нужно снимать сетку со смесителя для того, чтобы её почистить. Из-за низкого качества воды сетка сильно загрязняется, из-за чего происходит значительное уменьшение напора воды. Так […]
Читать
Сварка электродом для чайников
Если вы устали просить соседа что-либо приварить или вам время от времени нужна сварка, то ничего лучшего кроме её освоения и не придумаешь. Наверняка вы даже уже присмотрели себе сварочный аппарат, узнали, сколько стоят электроды, остаётся дело за малым. Итак, с чего же начать варить? Какой инвертор для сварки купить, и какие электроды к нему […]
Читать
Сушка электродов или что нужно знать
Срок годности электродов для сварки практически ничем неограничен, если правильно были соблюдены их условиях хранения. Понятное дело, что хранить электроды нужно в сухом месте. При этом температура хранения не столь важна, как влажность воздуха в помещении. При хранении в условиях повышенной влажности (более 60%) обмазка электродов начинает интенсивно вбирать в себя влагу. Если это происходит […]
При хранении в условиях повышенной влажности (более 60%) обмазка электродов начинает интенсивно вбирать в себя влагу. Если это происходит […]
Читать
Из-за чего прогорает металл при сварке
Сварку MMA инвертором или полуавтоматом проволокой усложняют одни и те же проблемы связанные с прожогами и непроварами. И если при непроварах достаточно увеличить на 20-30% ток сварки, то вот для того, чтобы избавиться от прожогов, таких простых манипуляций будет просто недостаточно. И если вы не можете сварить мангал по причине того, что электрод прожигает металл, […]
Читать
Клеймо сварщика: назначение, кому и как присваивается
Профессия сварщик является очень ответственной профессией, от которой нередко зависят жизни других людей. Сварщики варят различные металлоконструкции, трубопроводы и технику, которой мы так привыкли пользоваться на сегодняшний день. За качеством сварочного шва должна следить специальная комиссия. Своевременно выявленная ошибка или дефекты в сварочном соединении позволят избежать многих проблем в дальнейшем. Поэтому со временем было разработано […]
Поэтому со временем было разработано […]
Читать
Какие электроды лучше для инвертора
Для MMA сварки инвертором применяются электроды с обмазкой. Однако в природе существуют и электроды без обмазки, так называемые неплавящиеся вольфрамовые электроды. Плавящиеся электроды представляют собой стальной пруток, на который в процессе производства наносится тонкий слой специального вещества. Данное вещество обладает особой функцией: при сгорании обмазка выделяет газ, который защищает сварочную ванну от окисления. Какой бывает […]
Читать
Зайчики от сварки. Чем лечить глаза
Ежедневная сварка по шесть часов занятие малоприятное. Это поначалу может быть всё интересно и увлекательно, но не потом, когда всё уже знаешь. И если на первых порах зайчиков ловишь практически каждый день, то вот со временем глаза начинают просто уставать от нагрузки. Однако в данной статье https://dugasvarka.ru/ речь пойдёт не о том, как снять усталость, […]
Читать
Горит лицо после сварки, что делать
Кожа человека одинаково чувствительна, как к солнечному загару, так и к сварочному.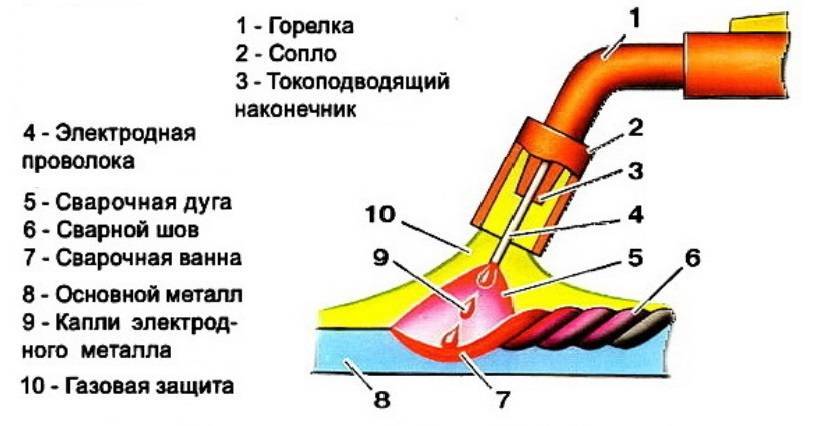 С последним у начинающих сварщиков возникает масса проблем из-за незнания и несоблюдения техники безопасности. В результате воздействия ультрафиолета от сварочной дуги, незащищённые участки рук и лица сварщика получают ожог. Он, конечно же, не остаётся навсегда и сходит через время, однако оказывает негативное воздействие […]
С последним у начинающих сварщиков возникает масса проблем из-за незнания и несоблюдения техники безопасности. В результате воздействия ультрафиолета от сварочной дуги, незащищённые участки рук и лица сварщика получают ожог. Он, конечно же, не остаётся навсегда и сходит через время, однако оказывает негативное воздействие […]
Читать
Дуговая сварка, советы для начинающих
Подробности- Подробности
- Опубликовано 22.01.2017 09:46
- Просмотров: 2255
Дуговая сварка – это метод широко используется во многих отраслях промышленности для плавления металлов. В этой статье будут освещены некоторые полезные советы для начинающих.
Дуговая сварка является металлургическим процессом сплавления двух металлов путем применения сильной жары на стыке фьюжна. Он назван так, потому что тепло используемое для расплавления металла в стыке присоединения, возникает от электрической дуги. Эта дуга создается механически управляемым электродом, который проводит ток между зондом и синтезом.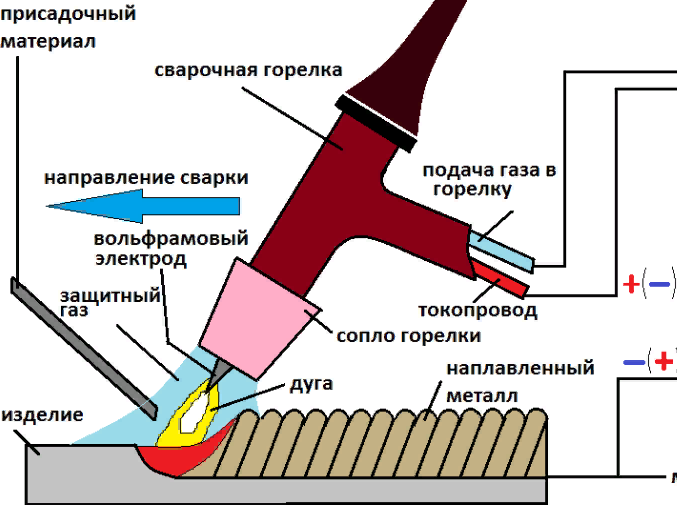
Советы для начинающих
Меры безопасности
Безопасность всегда должна предшествовать работе. Перед началом любого сварочного процесса, необходимо в первую очередь принять соответствующие меры безопасности. Глаза и кожа должны быть защищены от УФ-света, излучаемого от электродов. Таким образом, ношение шлемов при дуговой сварке является обязательным. Самозащита необходима для уменьшения риска ожогов и поражения электрическим током. Поэтому перед началом дуговой сварки, убедитесь, что у вас есть ведро песка, сварочный шлем и сварочные перчатки.
Выбор электродов и регулировка сварочной дуги
Это является наиболее чувствительной и важной частью этой процедуры. Если вы начинаете дуговую сварку впервые, то лучше попробовать на ржавой поверхности, так как сварочная дуга более устойчива именно на ржавой поверхности. Если ваша заготовка это 6 мм мягкая сталь, возьмите 3,2 мм (7024) электрод (убедитесь, что он хорошего качество). Текущее значение должно быть правильным. Сварочной установки в 110 ампер будет достаточно. Если вы используете электрод 2.55 мм, то 80 ампер тока вполне достаточно. Кроме того, параметры полярности должны быть скорректированы. Параметр полярности таков, что стержень является положительным, а земля отрицательным. Другие параметры, которые необходимо учитывать перед началом – это угол электрода, длина дуги, длина движения дуги и сварочные движения. Угол положения электрода должен быть примерно на 10-20 ° от вертикали вдоль направления дуги. Длина дуги – расстояние между сварочной ванной и электродом, который в идеале должен быть коротким, в результате чего произойдет резкий треск, когда электрод коснется металла рабочей среды.
Текущее значение должно быть правильным. Сварочной установки в 110 ампер будет достаточно. Если вы используете электрод 2.55 мм, то 80 ампер тока вполне достаточно. Кроме того, параметры полярности должны быть скорректированы. Параметр полярности таков, что стержень является положительным, а земля отрицательным. Другие параметры, которые необходимо учитывать перед началом – это угол электрода, длина дуги, длина движения дуги и сварочные движения. Угол положения электрода должен быть примерно на 10-20 ° от вертикали вдоль направления дуги. Длина дуги – расстояние между сварочной ванной и электродом, который в идеале должен быть коротким, в результате чего произойдет резкий треск, когда электрод коснется металла рабочей среды.
Начало дуговой сварки
Включите сварочный аппарат. Когда электрод (пруток) сварочной машины коснется заготовки на этапе синтеза, электрическая цепь замкнется и зажжется электрическая дуга. Наиболее распространенные методы, используемые для генерации электрической дуги, являются “активное начало” и “начало с нуля”. Это позволит удалить излишки флюса от кончика электрода, делая тем самым электрический контакт для создания дуги. Кран не должен быть слишком медленным и тяжелым, иначе электрод не будет придерживаться рабочей среды. Помните, что не нужно оказывать давление на электрод при стартовом способе, так как существует высокая вероятность, того что штанга может застрять на рабочей поверхности.
Это позволит удалить излишки флюса от кончика электрода, делая тем самым электрический контакт для создания дуги. Кран не должен быть слишком медленным и тяжелым, иначе электрод не будет придерживаться рабочей среды. Помните, что не нужно оказывать давление на электрод при стартовом способе, так как существует высокая вероятность, того что штанга может застрять на рабочей поверхности.
Подготовка швов
Убедитесь в том, что свариваемый металл лишен примесей, таких как грязь, которая может изменить электрическую проводимость. Очень важно подготовить места соединений. Электрическая дуга плавит металл рабочей среды, создавая кратер, т. е. сварочную ванну. При дуговой сварке на рабочую поверхность может быть нанесен пломбировочный материал. Это подходящий способ избежать случаев прилипания электродов по нержавейке, а также помогает в создании более сильного соединения.
Лучше понять основы сварки до начала дуговой сварки. С практикой, можно получить правильное суждение о технических деталях, таких как длина дуги, угол электрода, методе зажигания дуги, потребляемом токе и т. д.
д.
Добавить комментарий
13 советов по сварке электродом: улучшите свои навыки сварки электродом
Для сварки электродом изучите протоколы техники безопасности, выберите правильный электрод, очистите рабочие поверхности, отрегулируйте параметры силы тока, освойте зажигание дуги, контролируйте скорость перемещения, поддерживайте правильную длину дуги и угла стержня, используйте соответствующую подготовку шва и отрабатывайте различные положения сварки, чтобы улучшить свои навыки.
Как и любой процесс сварки, сварку электродами можно усовершенствовать с помощью практики. Вот несколько советов, которые помогут вам начать работу:
Содержание
Переключатель1. Возможность видеть, что вы свариваете
Если вы используете сварочную маску или шлем с грязными или поцарапанными линзами, вероятно, пришло время их заменить. Если вы держите под рукой дополнительный набор сменных линз, вы, скорее всего, замените неисправные линзы, когда придет время.
Но, если вы, как я, не держите запасной комплект линз, мы более склонны думать, что можем сделать еще одну работу с этими старыми второсортными линзами, а затем поклясться, что возьмем новый комплект позже.
Затем мы, как правило, надеваем шлем, когда закончим, и забываем о нем до следующего сварочного проекта.
Возможно, пришло время полностью обновить ваш сварочный шлем. Вы начали с дешевого или, может быть, более старого стиля? Если это так, вы должны испытать качественный шлем с большей площадью обзора, автоматическим затемнением и регулируемой функцией затемнения.
Если ваше зрение уже не то, что раньше, убедитесь, что на вашем шлеме установлена увеличительная линза.
Ниже приведены три лучших сварочных маски, которые я настоятельно рекомендую вам проверить
| Изображение | Характеристики | Оценка | Цена | ||
|---|---|---|---|---|---|
900 47 Лучший комбинезон | Сварочная маска Lincoln Electric Viking с автоматическим затемнением
| 9,3 | Узнать последнюю цену на AmazonПроверить последнюю цену в Walmart | 8,9 | Проверить последнюю цену на AmazonПроверить последнюю цену в Walmart |
Лучшее в бюджете | Сварочная маска YESWELDER с автоматическим затемнением на солнечных батареях
| 7. | Проверить последнюю цену на AmazonПроверить последнюю цену на Yeswelder |
 дюймов
дюймов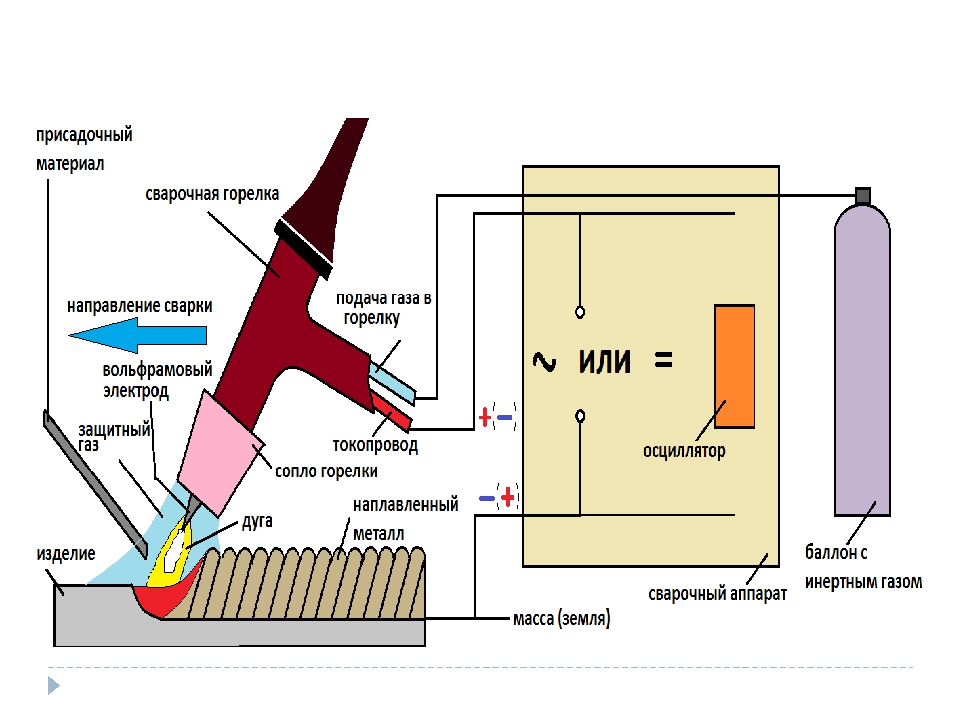 4
4СОВЕТ: Подробнее читайте в моем посте: 10 лучших сварочных масок для начинающих.
2. Знайте свой аппарат
Если ваш аппарат предназначен только для сварки на переменном токе, у вас нет другого выбора полярности. Если у вас есть сварочный аппарат переменного/постоянного тока, ознакомьтесь с плюсами и минусами каждой настройки.
При постоянном токе, также известном как постоянный ток, вы можете сваривать как с прямой, так и с обратной полярностью. Это означает, что электроны в токе будут течь только в одном направлении. Никогда оба пути одновременно, как с переменным током, также известным как переменный ток.
Итак, из трех вариантов полярности, какой из них лучше всего подходит для работы?
Ниже вы можете увидеть три моих лучших варианта.
| Изображение | Характеристики | Оценка | Цена | ||
|---|---|---|---|---|---|
90 047 Best Stick Welder | Amico 200 Amp Stick/TIG Welder
| 9. | Проверить последнюю цену на Amazon | ||
Best for Advanced Users | Комплект рукоятей ESAB MiniArc
| 8.7 | Узнать последнюю цену на AmazonПроверить последнюю цену в Walmart Сварочный аппарат на 205 А
| 8.4 | Проверить последнюю цену на AmazonПроверить последнюю цену на Yeswelder |
 1
1ПРИМЕЧАНИЕ. сам меняет полярность 60 раз в секунду - 60 Гц
3 Знайте, когда переменный ток является лучшим выбором
Опять же, если переменный ток является вашим единственным выбором, просто убедитесь, что вы используете стержни специально для сварки на переменном токе.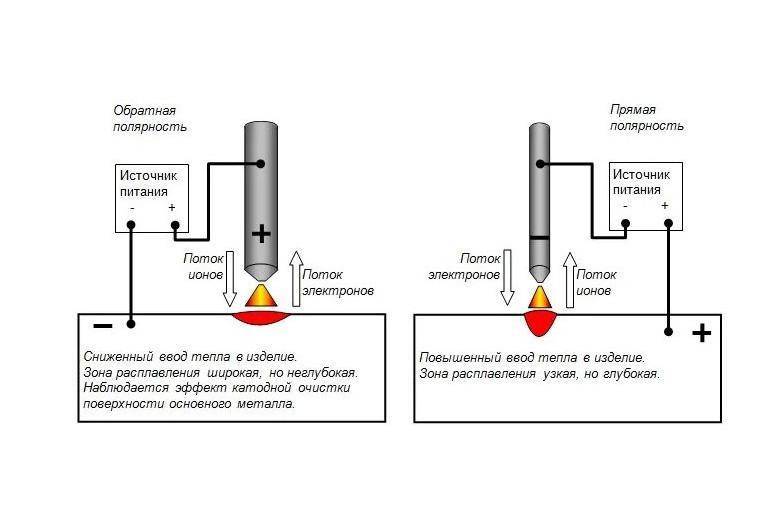 Если у вас есть выбор между переменным и постоянным током, вы можете использовать настройку переменного тока только при сварке намагниченного металла.
Если у вас есть выбор между переменным и постоянным током, вы можете использовать настройку переменного тока только при сварке намагниченного металла.
Хорошим примером намагниченного металла являются трубы и стержни в воде или нефтяной скважине, перекачиваемой штангами. Трение между стержнями и трубкой, когда стержни совершают движения вверх и вниз несколько раз в минуту, быстро намагничивает сталь.
Когда металл расплавляется в сварочной ванне, намагниченная сталь имеет тенденцию выдувать или выталкивать расплавленный металл из ванны. Это лучше контролируется при сварке на переменном токе.
В противном случае большинство сварщиков с опцией будут выполнять 90% или более своей работы при сварке на постоянном токе. Легче зажечь дугу, поддерживать дугу в рабочем состоянии, сварка получается более гладкой и стабильной, меньше разбрызгивания.
4. Знайте, какая полярность постоянного тока лучше и почему
Поскольку ток течет либо в одном, либо в другом направлении в зависимости от настройки постоянного тока, довольно легко понять, что на самом деле происходит при сварке. Некоторых может немного сбить с толку тот факт, что в отрасли используются два набора терминов для описания двух параметров.
Некоторых может немного сбить с толку тот факт, что в отрасли используются два набора терминов для описания двух параметров.
Прямая и обратная — это один из способов различать полярность. Другая – положительная и отрицательная полярность. Последнее описание может быть менее интуитивным из двух.
Прямой и Положительный описывают то же направление полярности, что и Обратный и Отрицательный. Поскольку циферблаты большинства машин DC отмечены символами + и –, мы будем придерживаться терминов «положительный» и «отрицательный», чтобы определить настройки по мере продолжения.
Большинство людей будут выполнять большую часть сварки на DC+. Это означает, что ток течет от машины к основному металлу, затем к электроду и обратно к машине, замыкая цепь.
Следствием того, что ток сначала протекает через основной металл, является то, что примерно 65-70% генерируемого тепла будет создаваться в основном металле. Это помогает добиться большего проникновения.
Наоборот, когда ток реверсируется на значение постоянного тока, ток будет течь от машины через электрод к основному металлу и обратно к машине, замыкая цепь.
С этой настройкой на этот раз электрод получит больше тепла. Это приводит к меньшему проникновению. Это также заставляет электрод прогорать с большей скоростью, создавая больше наплавки и облегчая сварку более тонких металлов с меньшим прожогом.
5. Знайте, какая настройка силы тока/силы лучше всего подходит для вашего электрода
Продано больше сварочных прутков диаметром 1/8 дюйма, чем любого другого размера. Так. Давайте используем этот размер стержня, чтобы найти наилучшую отправную точку для нашей настройки силы тока. Если стержни не указаны, эмпирическое правило составляет один ампер на 0,001 диаметра стержня.
Стержень 1/8 дюйма имеет диаметр 0,125 дюйма. Таким образом, хорошая настройка усилителя для начала — 125 ампер. Регулируйте шагами 5-10 ампер, пока не будет найдено желаемое значение.
6. Знайте правильную длину дуги
Длина дуги — это расстояние между кончиком стержня и сварочной ванной. Опять же, используя в нашем примере стержень 1/8 дюйма, эмпирическое правило предполагает сохранение длины дуги на уровне 1/8 дюйма, на том же расстоянии, что и диаметр стержня.
ВНИМАНИЕ: Диаметр стержня – это диаметр стальной части за вычетом флюса.
Если длина дуги слишком короткая, стержень будет плохо сваривать и чаще прилипать. Если слишком долго, вы создадите больше брызг и меньше отложений на сварном шве.
7. Знайте правильный угол наклона стержня
Для сварки в горизонтальном или потолочном положении держите стержень под углом примерно десять градусов, верхняя часть стержня наклонена в направлении сварки. Это также известно как техника перетаскивания или удара слева.
При сварке вертикально и в гору наклоните стержень на те же десять градусов, но в направлении, противоположном движению. Этот метод известен как передний или толкающий метод.
Чтобы оценить угол в десять градусов, представьте себе соломинку, лежащую сбоку от вашего стакана с чаем, угол которого должен быть близок к +/- десяти градусам.
8. Знайте, как правильно перемещать наконечник стержня
Существует несколько способов маневрирования наконечником стержня и, следовательно, сварочной ванны во время сварки. Для металла толщиной ¼ дюйма или менее, вероятно, лучше всего будет использовать устойчивое сопротивление без бокового движения наконечника.
Для металла толщиной ¼ дюйма или менее, вероятно, лучше всего будет использовать устойчивое сопротивление без бокового движения наконечника.
Использование движений в форме полумесяца или буквы L при выполнении Т-образного шва иногда может быть полезным. Это будет маневрированием удилища вверх по вертикальной части, слегка потянув лужу вперед, когда вы опускаете кончик удочки к горизонтальной части.
Затем слегка двигайте кончиком вверх и назад, вниз и вперед. Это будет необходимо только при сварке более толстых металлов. Будьте осторожны, чтобы не повредить основные металлы.
Некоторые делают Z-образный или полукруглый узор с наконечником стержня на более толстом плоском металле, чтобы сделать сварной шов немного шире. Другой метод – это техника колебания и сопротивления, удерживающая кончик стержня на одной линии со сварным швом без бокового смещения.
9. Обратите внимание на скорость сварки.
Скорость передвижения очень важна. Слишком быстрое перемещение приведет к плохому проникновению и возможному образованию точечных отверстий или пористости. Валик также будет слишком узким, наплавка будет неадекватной, а основные металлы часто будут подрезаться.
Валик также будет слишком узким, наплавка будет неадекватной, а основные металлы часто будут подрезаться.
Нахлест, также известный как холодный нахлест, происходит из-за слишком медленного движения. Это формируется в результате чрезмерного осаждения и отсутствия проникновения. Сварной шов располагается поверх основного металла, а не становится его частью.
Другими словами, врезка на краях сварного шва может быть не гладкой и неравномерной.
10. Держите электроды сухими
Стержни, пропитавшиеся влагой из окружающего воздуха, плохо свариваются. Влажные стержни могут привести к тому, что дуга будет неровной и неустойчивой. Если у вас правильная полярность и вы выполняете сварку в рекомендуемом диапазоне силы тока для используемого электрода, а ваш электрод не горит ровно и равномерно, ваши электроды могут быть влажными.
Чтобы решить эту проблему, всегда храните стержни в герметичном контейнере, когда они не используются.
Выбрасывайте электроды, если флюс становится хлопьевидным и легко отделяется от стали. Многие сварщики хранят свои электроды в старом выброшенном холодильнике.
Многие сварщики хранят свои электроды в старом выброшенном холодильнике.
Помогает предотвратить попадание влаги на электроды. Также удобно хранить все, что вы хотите сохранить в сухом и защищенном от пыли месте. Если у вас нет сухих стержней, чтобы закончить работу, попробуйте на несколько секунд приклеить стержень к основному металлу.
Это приведет к очень быстрому нагреву стержня, что может способствовать испарению влаги, содержащейся во флюсе. Стержень раскалится докрасна всего за несколько секунд. Поэтому делайте это только в крайнем случае и с осторожностью.
11. Очистите основные металлы перед сваркой
Чтобы убедиться, что в сварном шве не будет пор, тщательно очистите свариваемую поверхность от прокатной окалины, ржавчины, грязи, влаги, жира и масла. Это можно сделать с помощью проволоки, лепестка или шлифовального круга на угловой шлифовальной машине.
Проволочная щетка может справиться с работой, если она не так уж плоха. Если по какой-то причине вы не можете очистить металл, обязательно используйте стержни Е6011.
При сварке менее чистых основных металлов уменьшите скорость сварки и немного увеличьте размер сварочной ванны, чтобы дать больше времени для выхода дополнительных пузырьков газа.
12. Выполните пробный прогон
Пробный прогон электрода перед сваркой может оказаться очень полезным, особенно если сварной шов находится в ограниченном пространстве.
При выключенном питании проверьте, куда должны быть направлены ваши руки и не будут ли видны препятствия при движении вокруг предполагаемого сварного шва. Определите области, в которых вы, возможно, свариваете не в том положении и где возникают проблемы с соблюдением правильного угла наклона стержня.
Возможно, вам будет лучше стратегически остановить сварку, чтобы изменить свое положение, более подходящее для сохранения надлежащего зрения и техники. Эти места лучше определить заранее.
До того, как вы доберетесь до них во время фактической фазы сварки.
13. Получайте удовольствие
Гордитесь своей работой. Вещи, сделанные из стали, будут существовать еще долгое время. Будьте в состоянии сделать шаг назад, восхититься своей работой и гордиться тем, что вы построили что-то, чем будут восхищаться другие в течение долгого времени.
Вещи, сделанные из стали, будут существовать еще долгое время. Будьте в состоянии сделать шаг назад, восхититься своей работой и гордиться тем, что вы построили что-то, чем будут восхищаться другие в течение долгого времени.
Читать далее
- Разница между сварочными электродами 7018 и 6010
- Почему мой электрод прилипает при сварке электродами?
- Можно ли прикоснуться к сварочному электроду во время сварки электродом?
- Почему мой стержень прилипает при сварке электродом?
- Вертикальные сварочные наконечники
- Каковы причины сварочных брызг?
- Что нужно для начала сварки?
Дуговая сварка: определение, процесс, типы, области применения, материалы и преимущества
Дуговая сварка является широко распространенным, универсальным и достаточно доступным методом соединения металлов. Различные типы дуговой сварки подходят для соединения различных металлов и различной геометрии. Дуговая сварка обычно распознается по яркой вспышке света, генерируемой дугой.
Что такое дуговая сварка?
Дуговая сварка представляет собой использование электрической дуги для нагрева и расплавления металла, чтобы его можно было соединить вместе. Принцип дуговой сварки заключается в том, что электрод подносится близко к соединяемому металлу, а электрическое напряжение подается для создания дуги. Интенсивное тепло, выделяемое электрической дугой в зазоре между электродом и заготовкой, расплавляет металлы, так что их можно сплавить вместе. Существует ряд вариаций процесса дуговой сварки: плавящиеся или неплавящиеся электроды, направление протекания тока, выбор защитного газа и способ подачи нового материала для заполнения зазора между соединяемыми металлическими деталями. Эти различные подходы адаптированы к конкретным сочетаниям металлов и геометрии соединения для обеспечения прочности и долговечности сварного шва.
Что такое другой термин для дуговой сварки?
Существует множество вариантов дуговой сварки, каждый из которых имеет свое название. Один из широко используемых методов называется «сварка стержнем». «Палочка» представляет собой расходуемый электрод в виде короткого жесткого стержня. Дуга зажигается между кончиком сварочного стержня и заготовкой. Он вручную подается в зону сварки, где плавится. Покрытие флюса на внешней стороне сварочного стержня создает газовую защиту вокруг сварочной ванны по мере его расходования.
Один из широко используемых методов называется «сварка стержнем». «Палочка» представляет собой расходуемый электрод в виде короткого жесткого стержня. Дуга зажигается между кончиком сварочного стержня и заготовкой. Он вручную подается в зону сварки, где плавится. Покрытие флюса на внешней стороне сварочного стержня создает газовую защиту вокруг сварочной ванны по мере его расходования.
Сварка электродом является наиболее доступным видом дуговой сварки (требующим минимального специального оборудования), поэтому его иногда используют в качестве другого термина для обозначения дуговой сварки. Однако это только один тип дуговой сварки — четыре других типа дуговой сварки включают: сварку вольфрамом/инертным газом (TIG), сварку металлом/инертным газом (MIG), дуговую сварку с флюсовой проволокой (FCAW) и дуговую сварку под флюсом ( ПИЛА).
Каково происхождение дуговой сварки?
Дуговая сварка началась в 1887 году с патента на угольный электрод для дуговой сварки русскими Николаем Бернардосом и Станиславом Ольшевским. Процесс, разработанный оттуда, с металлическим электродом, запатентованным в США в 189 г.0, а затем электроды с покрытием в 1900 году. Оборудование, использующее переменный ток, было представлено в 1911 году, но стало популярным только позже.
Процесс, разработанный оттуда, с металлическим электродом, запатентованным в США в 189 г.0, а затем электроды с покрытием в 1900 году. Оборудование, использующее переменный ток, было представлено в 1911 году, но стало популярным только позже.
Каково основное применение дуговой сварки?
Дуговая сварка используется для соединения и ремонта металлических компонентов, что находит применение во многих отраслях промышленности. Некоторые примеры секторов, которые в значительной степени зависят от соединения металлических деталей, включают автомобилестроение, промышленные трубопроводы, судостроение и монтаж металлоконструкций. Из-за универсальности металлических материалов они широко используются в современном производстве, поэтому дуговая сварка (как обычный инструмент для изготовления металлов) также широко применяется.
Как работает процесс дуговой сварки?
Процесс дуговой сварки основан на использовании электрической дуги для расплавления металла. Дуга создается путем подачи напряжения на два отдельных проводящих электрода (один из которых является заготовкой) до тех пор, пока через воздушный зазор между ними не будет создан электрический путь. Один проводящий электрод является заготовкой из основного металла; другой электрод перемещается либо вручную, либо автоматически. Электрическая дуга, проходящая через воздух между двумя электродами, имеет высокую температуру более 3000 °C. Таким образом, эта дуга нагревает свариваемый металл до точки плавления, образуя ванну расплавленного металла в конце дуги. Кромки двух металлов расплавляются, как правило, вместе с присадочным материалом из расходуемого электрода, и они объединяются, образуя единую расплавленную смесь. По мере движения дуги ванна расплава охлаждается, и металл затвердевает, образуя прочный сварной шов.
Один проводящий электрод является заготовкой из основного металла; другой электрод перемещается либо вручную, либо автоматически. Электрическая дуга, проходящая через воздух между двумя электродами, имеет высокую температуру более 3000 °C. Таким образом, эта дуга нагревает свариваемый металл до точки плавления, образуя ванну расплавленного металла в конце дуги. Кромки двух металлов расплавляются, как правило, вместе с присадочным материалом из расходуемого электрода, и они объединяются, образуя единую расплавленную смесь. По мере движения дуги ванна расплава охлаждается, и металл затвердевает, образуя прочный сварной шов.
Каков температурный диапазон процесса дуговой сварки?
Температура электрической дуги в процессе дуговой сварки может находиться в диапазоне от 3500 °C до более чем 20 000 °C! Хотя температура очень высока, она сосредоточена на очень небольшой площади поверхности металла. Высокая температура дуги означает, что точка плавления свариваемого металла достигается очень быстро. Температура самой сварочной ванны достигает диапазона от 2000 до 2500 °C.
Температура самой сварочной ванны достигает диапазона от 2000 до 2500 °C.
Какие электроды используются при дуговой сварке?
Тип электрода, используемого для процесса дуговой сварки, выбирается в соответствии с особенностями конкретного метода. Электроды для дуговой сварки можно разделить на две большие категории: неплавящиеся и плавящиеся, как описано ниже:
- Неплавящиеся: шва и не расходуются в процессе сварки. при сварке TIG (вольфрам в инертном газе), например, электрод на основе вольфрама направляется вдоль сварного шва, чтобы завершить дугу, плавящую металл, но если для завершения сварного шва требуется присадочный металл, его необходимо подавать в шов. как отдельный провод с соответствующим химическим составом.
- Расходные материалы: Многие электроды для дуговой сварки являются плавящимися, что означает, что они вплавляются в сварной шов при возникновении дуги между электродом и заготовкой. Некоторые электроды голые, без покрытия.
 Примером может служить проволочный электрод с непрерывной подачей для сварки MIG (металл в среде инертного газа). Электроды также можно слегка покрыть тонким слоем раскислителя (часто это медь, но доступны различные химические соединения). Это покрытие помогает стабилизировать дугу, возникающую между плавящимся электродом и заготовкой. Для создания защитной оболочки из инертного газа вокруг дуги можно использовать более тяжелое покрытие электрода. Это не только помогает улучшить стабильность дуги, но также помогает предотвратить образование оксидов или нитридов в сварном шве.
Примером может служить проволочный электрод с непрерывной подачей для сварки MIG (металл в среде инертного газа). Электроды также можно слегка покрыть тонким слоем раскислителя (часто это медь, но доступны различные химические соединения). Это покрытие помогает стабилизировать дугу, возникающую между плавящимся электродом и заготовкой. Для создания защитной оболочки из инертного газа вокруг дуги можно использовать более тяжелое покрытие электрода. Это не только помогает улучшить стабильность дуги, но также помогает предотвратить образование оксидов или нитридов в сварном шве.
 Примером может служить проволочный электрод с непрерывной подачей для сварки MIG (металл в среде инертного газа). Электроды также можно слегка покрыть тонким слоем раскислителя (часто это медь, но доступны различные химические соединения). Это покрытие помогает стабилизировать дугу, возникающую между плавящимся электродом и заготовкой. Для создания защитной оболочки из инертного газа вокруг дуги можно использовать более тяжелое покрытие электрода. Это не только помогает улучшить стабильность дуги, но также помогает предотвратить образование оксидов или нитридов в сварном шве.
Примером может служить проволочный электрод с непрерывной подачей для сварки MIG (металл в среде инертного газа). Электроды также можно слегка покрыть тонким слоем раскислителя (часто это медь, но доступны различные химические соединения). Это покрытие помогает стабилизировать дугу, возникающую между плавящимся электродом и заготовкой. Для создания защитной оболочки из инертного газа вокруг дуги можно использовать более тяжелое покрытие электрода. Это не только помогает улучшить стабильность дуги, но также помогает предотвратить образование оксидов или нитридов в сварном шве.Как выбрать электроды для использования?
Наиболее важным параметром при выборе правильного электрода для сварочных работ является свариваемый материал. Например, есть электроды для сварки нержавеющей стали 308 и разные электроды для сварки нержавеющей стали 316. Электроды можно классифицировать в соответствии с системой, установленной Американским обществом сварщиков. Эти коды начинаются с буквы «Е» для «электрода», а затем имеют четыре или пять завершающих цифровых цифр для предоставления информации о прочности на растяжение наплавленного материала, составе флюса и источнике питания, который будет использоваться с электродом.
Другим фактором, который может повлиять на выбор электрода, может быть геометрия сварного шва, который вы хотите создать. Некоторые электроды подходят для любой геометрии, включая вертикальную, но некоторые электроды подходят только для горизонтальных швов. Это указано в коде электрода.
Какие существуют типы дуговой сварки?
Некоторые из различных типов дуговой сварки включают:
- Дуговая сварка защитным металлом (SMAW): SMAW (иногда называемая «сварка электродом») является наиболее распространенным и доступным типом дуговой сварки. В нем используется расходуемый ручной электрод («палка»). Этот электрод покрыт флюсом, который плавится на кончике электрода и образует защитный газ, а также шлаковый продукт, предохраняющий сварной шов от окисления при сварке.
- Дуговая сварка с флюсовой проволокой (FCAW): Похожа на сварку SMAW, но является полуавтоматической. Используемый расходуемый электрод содержит флюс и подается непрерывно.
- Сварка в среде инертного газа (MIG): В этом методе сварки используется защитный газ для защиты расплавленных металлов от атмосферы. Металлический расходуемый электрод имеет машинную подачу.
- Сварка вольфрамовым электродом в среде инертного газа (TIG): В этом методе сварки используется неплавящийся электрод из вольфрама, поэтому для сварки требуется подача присадочной проволоки. Нужен защитный газ.
- Дуговая сварка под флюсом (SAW): Эта стратегия используется в процессах автоматической сварки, когда свариваемое соединение полностью погружается в флюс. Флюс является проводящим в расплавленном состоянии, и сварка завершается под слоем флюса.
Какой процесс дуговой сварки обеспечивает самые прочные сварные швы?
ВИГ (сварка вольфрамовым электродом в среде инертного газа) обычно используется для получения наиболее прочных дуговых сварных швов, поскольку при этом возникают очень высокие температуры и низкая скорость охлаждения. Это вызывает превосходное сплавление между двумя кусками металла, обеспечивая самую прочную связь. Однако не все так просто, так как прочность любого сварного шва зависит от ряда внешних факторов, таких как навыки сварщика, подготовка заготовок, правильность использования наполнителя или электрода, а также длина и глубина сварного шва. Таким образом, ни один тип дуговой сварки не будет стабильно прочнее всех других типов дуговой сварки.
Это вызывает превосходное сплавление между двумя кусками металла, обеспечивая самую прочную связь. Однако не все так просто, так как прочность любого сварного шва зависит от ряда внешних факторов, таких как навыки сварщика, подготовка заготовок, правильность использования наполнителя или электрода, а также длина и глубина сварного шва. Таким образом, ни один тип дуговой сварки не будет стабильно прочнее всех других типов дуговой сварки.
Каковы различные области применения дуговой сварки?
Дуговая сварка применяется во многих отраслях промышленности. Некоторые примеры приведены ниже.
- Техническое обслуживание и ремонт: Дуговая сварка является универсальным методом ремонта металлических компонентов. Его можно использовать не только для ремонта трещин или приклеивания заплат, но также для создания нового материала в местах чрезмерного износа.
- Судостроение: Дуговая сварка является основным методом строительства, используемым для соединения листового металла с водонепроницаемым соединением.
- Промышленные трубопроводы: Дуговая сварка используется в мастерских и в полевых условиях для изготовления промышленных трубопроводов из различных материалов.
- Сборка автомобилей: Крупные автоматизированные заводы по сборке автомобилей используют дуговую сварку (обычно сварку MIG) для соединения различных частей рамы автомобиля и других компонентов вместе.
Какие материалы можно использовать при дуговой сварке?
Дуговая сварка универсальна и может применяться для различных металлов. Некоторые распространенные применения дуговой сварки в металлах обсуждаются ниже, каждое из которых имеет свои соображения и предпочтительный подход к дуговой сварке:
1. Магний
Магний можно сваривать дугой, но для этого требуется специальное оборудование. Обычно магниевая сварка используется для ремонта отливок путем нанесения нового материала на изношенную или сломанную поверхность. Используемый электрод не должен содержать хлорида натрия, чтобы избежать коррозии. Невероятно яркий свет от магния также должен быть защищен.
Невероятно яркий свет от магния также должен быть защищен.
2. Алюминий
Алюминий обычно подвергается дуговой сварке, обычно сваркой MIG или TIG. Алюминий плохо поддается сварке из-за его высокой теплопроводности и поверхностного оксидного слоя, который имеет более высокую температуру плавления, чем чистый алюминий. Однако дуговая сварка способна преодолеть эти трудности. Для получения дополнительной информации см. наше руководство по алюминиевому материалу.
3. Нержавеющая сталь
Нержавеющая сталь легко сваривается более чем одним типом дуговой сварки. Сварка нержавеющей стали стержнем возможна, но не дает эстетически привлекательного шва. Сварка MIG обеспечивает большую скорость и прочность, чем сварка нержавеющей стали, но эстетика не всегда очень хороша. Если сварной шов должен быть визуально приятным, то необходима сварка TIG. TIG — лучшая сварка нержавеющей стали благодаря прочности шва и красивой отделке, но она не всегда применяется, так как является сложной и требует от сварщика очень высокого уровня квалификации. Для получения дополнительной информации см. Наше руководство по металлу из нержавеющей стали.
Для получения дополнительной информации см. Наше руководство по металлу из нержавеющей стали.
4. Сталь
Сталь является наиболее распространенным материалом для дуговой сварки и была основой большей части раннего развития процесса. Сварка стержнем (SMAW) легко применяется к стали для получения качественных сварных швов. Однако каждый из других видов дуговой сварки также может применяться в зависимости от конкретной потребности.
5. Титан
Титан обычно сваривается методом TIG, но также может быть сварен методом MIG. Он легко сваривается, но особое внимание необходимо уделять чистоте металлических деталей, а также обеспечению полной защиты от окружающей среды защитным газом — эта инертная атмосфера критична при дуговой сварке титана.
6. Чугун
Чугун можно сваривать дугой, но это сложный материал для сварки из-за высокого содержания углерода. При сварке чугуна очень важно контролировать нагрев материала. Поскольку он не пластичен, существует высокий риск растрескивания под напряжением из-за термических напряжений от локального нагрева. Как правило, чугун необходимо предварительно нагревать перед сваркой, а охлаждение после сварки следует контролировать.
Как правило, чугун необходимо предварительно нагревать перед сваркой, а охлаждение после сварки следует контролировать.
7. Медь и латунь
Медь и латунь (а также бронза) легко свариваются дугой. Медные сплавы можно сваривать электродуговой сваркой, но более качественную обработку можно получить с помощью сварки MIG или TIG. Свариваемость некоторых конкретных сплавов может быть низкой, но подавляющее большинство из них легко свариваются. Для получения дополнительной информации см. Наше руководство «Каковы свойства меди».
8. Никелевые сплавы
Никелевые сплавы могут подвергаться дуговой сварке с использованием аналогичного подхода к сварке других металлов с высокими эксплуатационными характеристиками, таких как нержавеющая сталь и титан. TIG является предпочтительным методом, но также возможны сварка MIG и сварка электродами (SMAW).
Каковы преимущества дуговой сварки?
Дуговая сварка имеет многочисленные преимущества по сравнению с другими распространенными видами сварки плавлением. К ним относятся:
К ним относятся:
- Дуговая сварка может использовать относительно простое и портативное оборудование, что делает его пригодным для использования в полевых условиях.
- Дуговая сварка более универсальна, чем лазерная сварка. Его можно наносить на множество различных металлов с различными свойствами, в том числе на те, которые обладают высокой отражающей способностью.
- Дуговая сварка допускает неточную подгонку свариваемых компонентов и, как правило, терпима к неидеальным условиям. Это преимущество перед такими методами, как лазерная сварка.
- Принимая во внимание сварку стержнем как отправную точку, дуговая сварка доступна. Оборудование относительно дешевое (доступное даже для любителей), и большинству людей можно научиться. Это отличается от некоторых методов сварки, таких как лазерная сварка, для которых требуется узкоспециализированное оборудование.
Каковы недостатки дуговой сварки?
Существуют некоторые ограничения и недостатки дуговой сварки.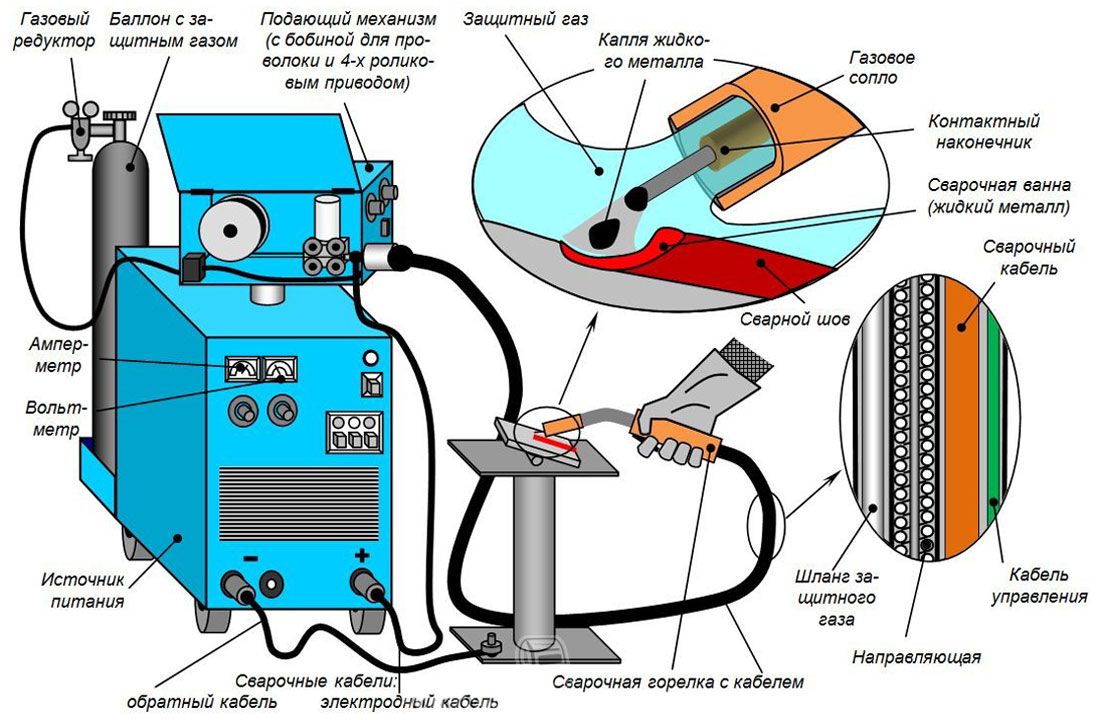 Некоторые из них перечислены ниже:
Некоторые из них перечислены ниже:
- Дуговая сварка требует квалифицированного сварщика, особенно если сварной шов должен выдерживать значительную нагрузку или соответствовать эстетическим критериям.
- Из-за высокой тепловложения основного металла при дуговой сварке существует риск коробления. В околошовной зоне изменение микроструктуры металла может привести к снижению прочности и коррозионной стойкости сварного шва.
- Дуговая сварка не подходит для сварки тонких листов металла — вообще все, что тоньше 2 мм, очень сложно. Дуга стремится расплавить края тонких листов.
- Дуговая сварка, в отличие от лазерной, предназначена только для сварки металлов и не может использоваться для сварки пластмасс.
- При различных вариантах дуговой сварки, для которых требуется флюс, обычно образуется некоторое количество дыма, что требует безопасной вентиляции.
Какое оборудование необходимо для дуговой сварки?
В зависимости от типа дуговой сварки необходимо различное оборудование. Все процессы дуговой сварки требуют использования одинаковых средств индивидуальной защиты, таких как сварочная каска / забрало, огнестойкая шапка, сварочные перчатки, кожаный комбинезон или покрытие, а также защитные ботинки со стальным носком. Наиболее распространенный тип дуговой сварки, электродуговая сварка электродом или электродуговая сварка в среде защитного газа (SMAW), требует электросварочного аппарата, электродного зажима, зажима заготовки и расходуемых электродов.
Все процессы дуговой сварки требуют использования одинаковых средств индивидуальной защиты, таких как сварочная каска / забрало, огнестойкая шапка, сварочные перчатки, кожаный комбинезон или покрытие, а также защитные ботинки со стальным носком. Наиболее распространенный тип дуговой сварки, электродуговая сварка электродом или электродуговая сварка в среде защитного газа (SMAW), требует электросварочного аппарата, электродного зажима, зажима заготовки и расходуемых электродов.
Для сварки MIG и TIG дополнительное оборудование включает баллоны с защитным газом, таким как аргон или двуокись углерода. Для сварки TIG электроды неплавящиеся, поэтому также требуется присадочная проволока.
Как обеспечить безопасность при дуговой сварке?
Чтобы обеспечить безопасность при дуговой сварке, необходимо выполнить следующие шаги. Во-первых, важно убедиться, что у вас чистое рабочее место. Это означает, что на полу нет мусора и нет опасности споткнуться; отсутствие разливов или мокрых пятен, которые могут вызвать скольжение или провести электричество; и помещение хорошо проветривается. Во-вторых, убедитесь, что вы носите правильные средства индивидуальной защиты и что все они в хорошем состоянии. Сюда входят сварочный козырек и сварочные перчатки, а также кепка, комбинезон и сапоги. В-третьих, осмотрите свое оборудование, чтобы убедиться в отсутствии электрических неисправностей или повреждений газовых линий или зажимов. В-четвертых, всегда важно иметь правильные меры пожаротушения при дуговой сварке, в случае искр, брызг или падения расплавленного металла. Это может включать в себя наличие поблизости специального огнетушителя или катушки со шлангом, присутствие второго человека для оказания помощи и выявления любого риска возгорания или влажные одеяла на земле внизу при сварке на высоте на строительных лесах или трубном мосту.
Во-вторых, убедитесь, что вы носите правильные средства индивидуальной защиты и что все они в хорошем состоянии. Сюда входят сварочный козырек и сварочные перчатки, а также кепка, комбинезон и сапоги. В-третьих, осмотрите свое оборудование, чтобы убедиться в отсутствии электрических неисправностей или повреждений газовых линий или зажимов. В-четвертых, всегда важно иметь правильные меры пожаротушения при дуговой сварке, в случае искр, брызг или падения расплавленного металла. Это может включать в себя наличие поблизости специального огнетушителя или катушки со шлангом, присутствие второго человека для оказания помощи и выявления любого риска возгорания или влажные одеяла на земле внизу при сварке на высоте на строительных лесах или трубном мосту.
Насколько сложна дуговая сварка?
Ручная дуговая сварка, обеспечивающая получение прочных, эстетичных швов, требует навыков. Тем не менее, научиться основам дуговой сварки довольно легко. Некоторые материалы, такие как нержавеющая сталь, сложнее сваривать, чем дуговую сварку. Кроме того, геометрия сварного шва может добавить сложности. Круговой стыковой шов, требующий, например, сварки участка под трубой, требует высокого уровня навыков.
Кроме того, геометрия сварного шва может добавить сложности. Круговой стыковой шов, требующий, например, сварки участка под трубой, требует высокого уровня навыков.
Дуговая сварка для начинающих?
Нет, дуговая сварка вообще не для новичков. Дуговая сварка обычно требует квалифицированного оператора. Однако электродуговая сварка электродуговой сваркой в среде защитного газа (SMAW)) более щадящая, поэтому ее часто используют для начального обучения новых сварщиков. Новички должны практиковаться в некритическом ремонте или проектах, развивая ловкость и контроль над электродом и дугой. Набравшись опыта, сварщик при необходимости переходил к более сложным видам дуговой сварки.
Как улучшить навыки дуговой сварки?
Двумя ключевыми аспектами повышения квалификации сварщика являются обучение и опыт. Во время формального обучения сварщик получает представление о процессе дуговой сварки, чтобы понять, как его действия и корректировки влияют на процесс сварки. Формальное обучение по-прежнему необходимо для опытных сварщиков, если они хотят получить квалификацию по новой процедуре сварки. Сварщик должен быть обучен этой конкретной процедуре с конкретными материалами и типами сварных швов.
Формальное обучение по-прежнему необходимо для опытных сварщиков, если они хотят получить квалификацию по новой процедуре сварки. Сварщик должен быть обучен этой конкретной процедуре с конкретными материалами и типами сварных швов.
Однако опыт, пожалуй, самый важный фактор в повышении квалификации сварщика. Практика сварки в различных условиях и с различной геометрией соединения улучшит возможности сварщика. Обучающиеся сварщики должны получать обратную связь от более опытных сварщиков, а также к результатам тестов контроля качества, таких как металлографические срезы сварных соединений, или неразрушающих методов, таких как рентгенография или ультразвуковой контроль. Если сварщик должен быть сертифицирован для определенной процедуры сварки, он должен будет пройти испытания в присутствии третьей стороны. Сварщик должен иметь опыт работы с этой процедурой сварки, чтобы соответствовать критериям и быть квалифицированным.
Сколько стоит дуговая сварка?
Дуговая сварка будет стоить по-разному в зависимости от свариваемых материалов и конкретного типа используемой дуговой сварки.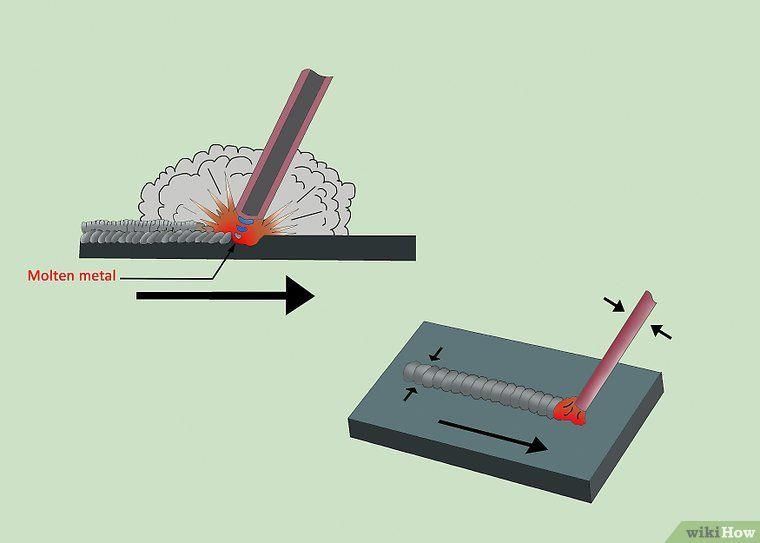 Самой дешевой является сварка электродами (SMAW), а другие виды дуговой сварки, такие как сварка TIG, являются более дорогими. Далее на стоимость труда и материалов будет влиять место проведения работ (какая страна и штат) и текущая динамика рынка.
Самой дешевой является сварка электродами (SMAW), а другие виды дуговой сварки, такие как сварка TIG, являются более дорогими. Далее на стоимость труда и материалов будет влиять место проведения работ (какая страна и штат) и текущая динамика рынка.
При сварке электродом затраты будут включать в себя стоимость сварочного аппарата, поставку электроэнергии для питания аппарата, расходуемые электроды и, конечно же, оплату труда сварщика. В случае сварки TIG стоимость будет включать в себя аппарат и блок питания, вольфрамовый электрод, защитный газ, присадочную проволоку (если она используется) и работу сварщика. Примерная стоимость дуговой сварки, включая все вышеперечисленное, находится в пределах 20-40 долларов в час.
Чем дуговая сварка отличается от других сварочных процессов?
Дуговая сварка отличается от других сварочных процессов механизмом нагрева и расплавления свариваемого металла. При дуговой сварке электрическая дуга используется для создания высокой температуры.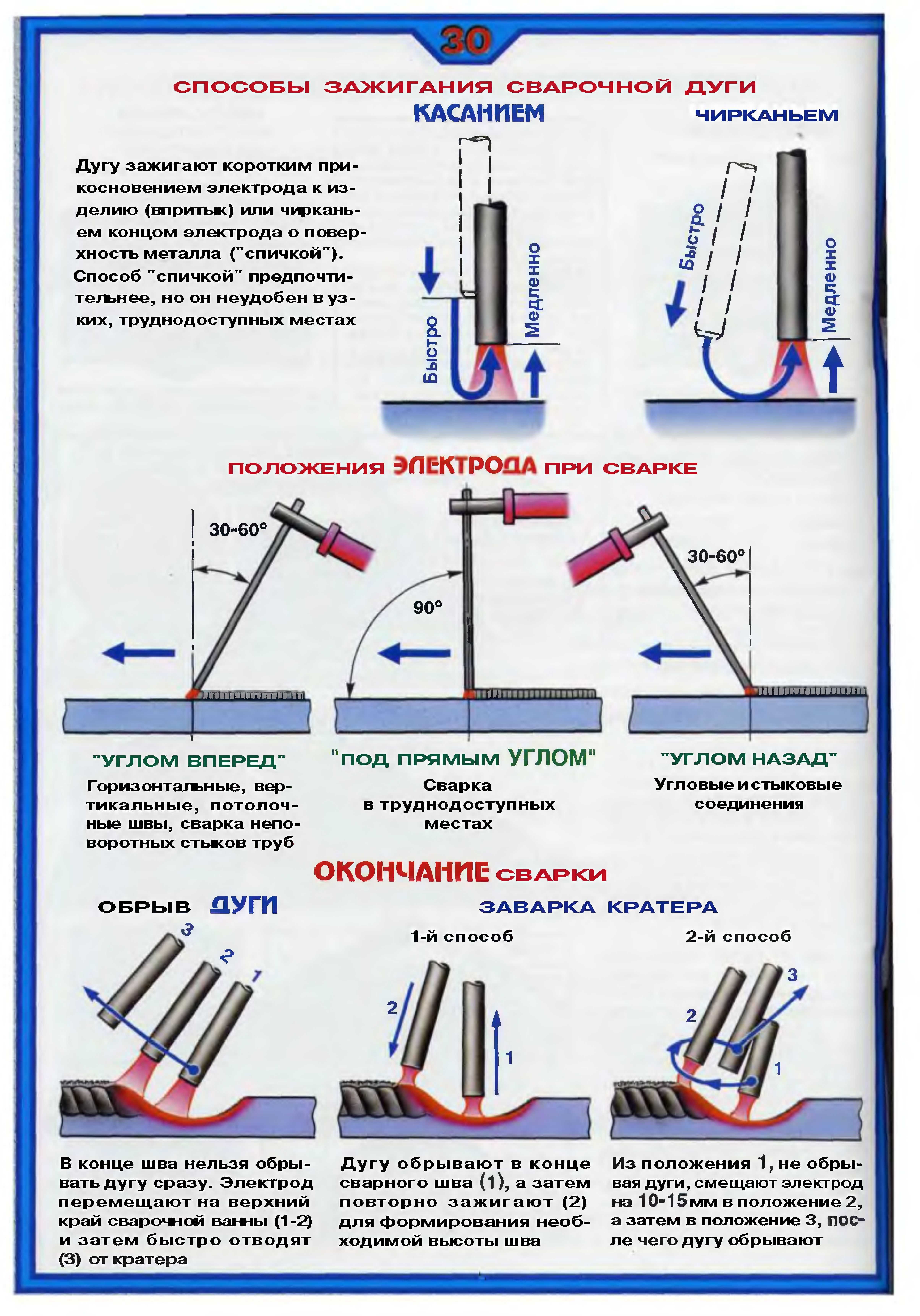 Другие процессы сварки плавлением включают газовую (оксиацетиленовую) и лазерную сварку. При газовой сварке горение кислородно-ацетиленовой смеси обеспечивает тепло для плавления металла, а при лазерной сварке для формирования ванны расплава используется сфокусированная оптическая энергия.
Другие процессы сварки плавлением включают газовую (оксиацетиленовую) и лазерную сварку. При газовой сварке горение кислородно-ацетиленовой смеси обеспечивает тепло для плавления металла, а при лазерной сварке для формирования ванны расплава используется сфокусированная оптическая энергия.
Способ подачи тепла к металлу является фундаментальным различием между этими типами сварки, но это приводит к другим практическим различиям, таким как необходимое оборудование, металлы и толщина материала, на которые он может быть нанесен, и наполнитель используемый материал.
Дуговая сварка все еще используется?
Да, дуговая сварка по-прежнему широко используется во многих отраслях промышленности. Фактически, это, вероятно, наиболее широко используемый метод сварки во всем мире. Он широко используется по ряду причин: его можно применять к целому ряду различных металлов, это довольно надежный процесс, и по сравнению с другими типами сварки его можно выполнять с помощью довольно простого оборудования и ограниченных навыков оператора.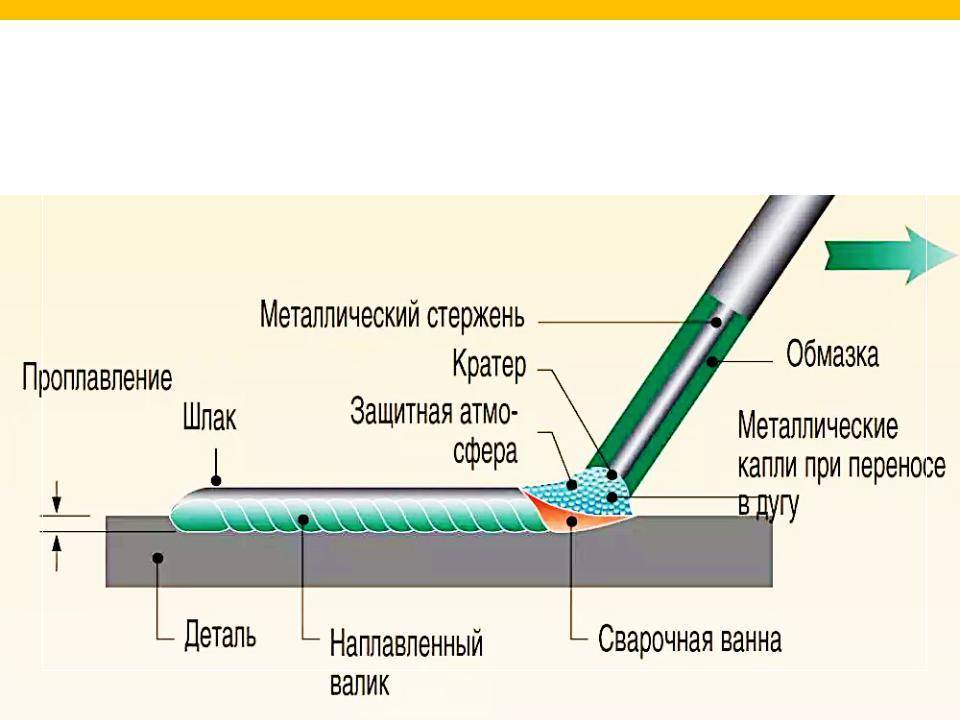
Является ли дуговая сварка такой же, как сварка электродом?
Да, по сути дуговая сварка может быть такой же, как сварка электродом, но это упрощение. Сварка стержнем, или, точнее, дуговая сварка защищенным металлом (SMAW), является одной из форм дуговой сварки. Это самый распространенный тип. Однако дуговая сварка также включает в себя другие подходы к сварке, такие как сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). При сварке TIG вольфрамовый электрод не расходуется, а присадочный материал не покрывается флюсом, что принципиально отличается от сварки электродом. Поэтому, хотя сварка электродом является разновидностью дуговой сварки, неправильно говорить, что вся дуговая сварка такая же, как сварка электродом.
Дуговая сварка прочнее газовой?
Да, дуговая сварка обычно дает более прочные сварные швы, чем газовая. Основная причина этого заключается в том, что электрическая дуга создает температуру около 6000 °C, тогда как кислородно-ацетиленовая горелка, используемая для газовой сварки, достигает температуры около 3600 °C.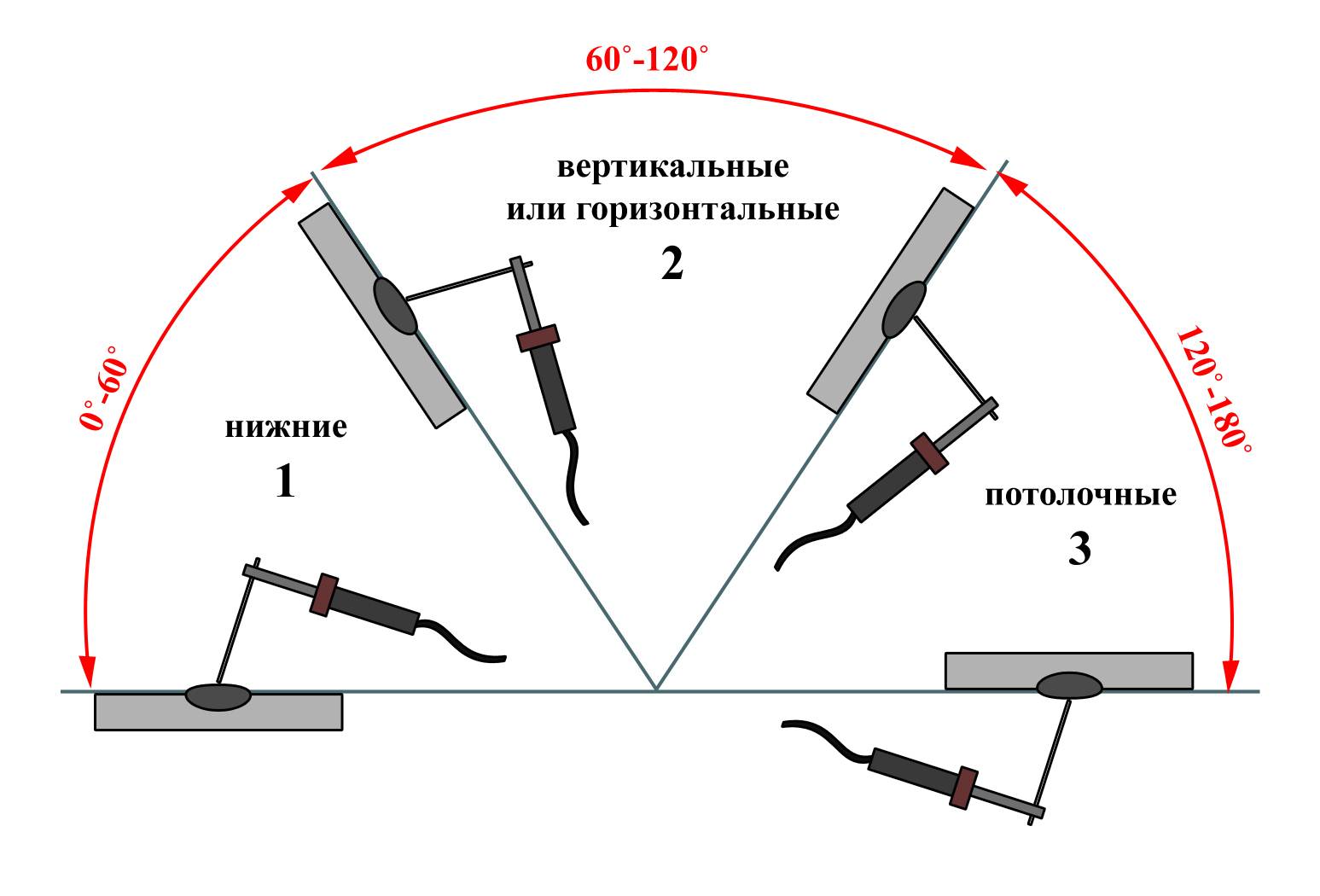 Более высокая температура, создаваемая электрической дугой, означает, что требуется меньше времени для плавления основного материала и, следовательно, для завершения сварки. Это сокращение времени нагрева до плавления приводит к уменьшению зоны термического влияния (ЗТВ) и меньшей деформации основного металла. Зона термического влияния вокруг сварного шва влияет на его долговечность и ограничивает его долговечность, поэтому, как правило, меньшая ЗТВ приводит к более прочному сварному шву.
Более высокая температура, создаваемая электрической дугой, означает, что требуется меньше времени для плавления основного материала и, следовательно, для завершения сварки. Это сокращение времени нагрева до плавления приводит к уменьшению зоны термического влияния (ЗТВ) и меньшей деформации основного металла. Зона термического влияния вокруг сварного шва влияет на его долговечность и ограничивает его долговечность, поэтому, как правило, меньшая ЗТВ приводит к более прочному сварному шву.
Дуговая сварка лучше лазерной?
Лучше ли дуговая сварка, чем лазерная, зависит от области применения. Лазерная сварка лучше, чем дуговая, когда соединяемые куски металла относительно тонкие, поскольку энергии сфокусированного лазерного луча будет достаточно для достижения желаемого проплавления сварного шва. Однако лазерная сварка подходит не для всех комбинаций материалов. Дуговая сварка лучше подходит, чем лазерная, когда соединяемые куски металла относительно толстые, когда материалы требуют присадочного материала для создания прочного сварного шва, когда требуется ремонт или сварка на месте, а также при работе с отражающими материалами.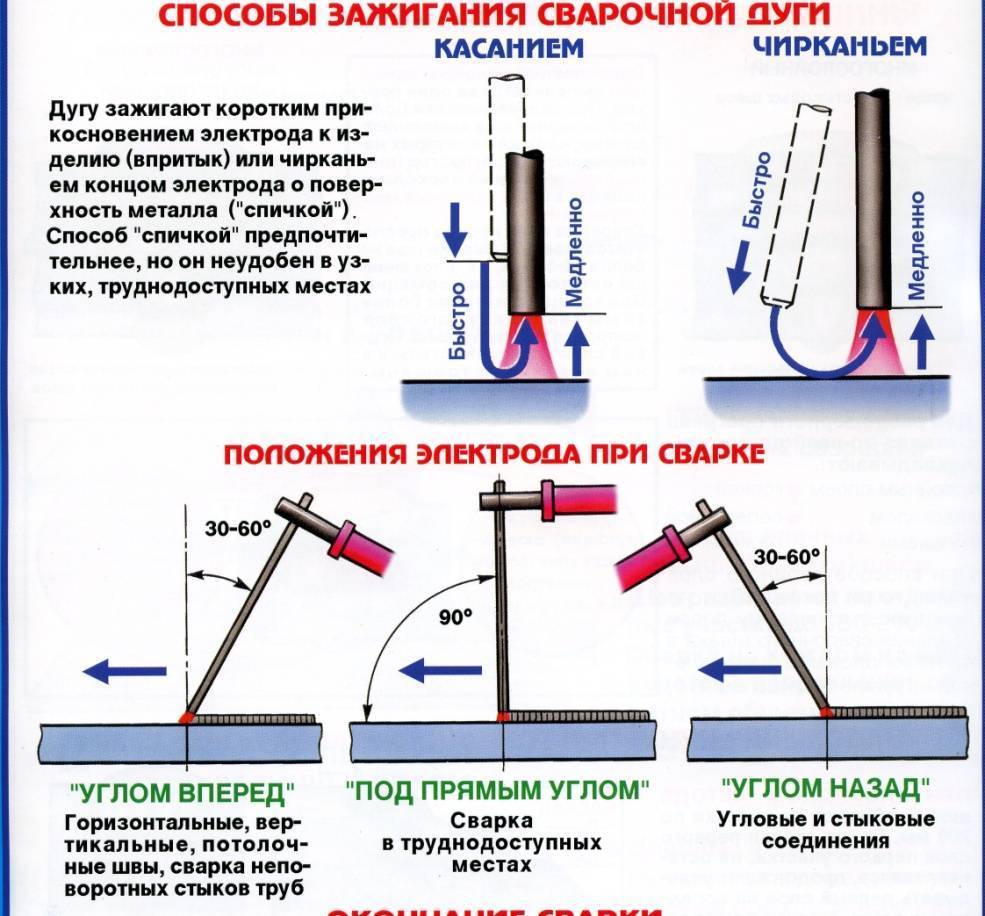
В чем разница между дуговой сваркой и лазерной сваркой?
Основное различие между дуговой сваркой и лазерной сваркой заключается в том, что при дуговой сварке используется электрическая дуга для обеспечения тепла, необходимого для расплавления металла для соединения, тогда как при лазерной сварке используется оптическая энергия в сфокусированном лазерном луче для нагрева и расплавления металла. Еще одно отличие состоит в том, что при дуговой сварке необходимо использовать присадочный материал, тогда как лазерная сварка представляет собой прямое плавление двух соседних кусков металла.
Резюме
В этой статье представлена дуговая сварка, объяснены ее процессы, рассмотрены ее типы и различные области применения. Чтобы узнать больше об дуговой сварке, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая резку листов и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве.