Ручная сварка для начинающих – самоучитель по сварке
В данный момент необходимость сварочных работ имеется практически в любой отрасли промышленности. И сложно вспомнить хотя бы одну отрасль, где не применялся бы труд сварщика. Сварочные работы проводятся на стройплощадках, в нефтеперерабатывающей промышленности, энергетике, кораблестроении, сельском хозяйстве и т. п.
Легко ли научиться варить? Обучение сварке видео может дать только теоретическую информацию и некоторые навыки, учиться всё же необходимо на своём личном опыте. От сварщика в первую очередь требуется подготовка оборудования и выявление всевозможных неисправностей. В целом же, сварщик должен в совершенстве владеть технологией сварочных работ, начиная от подготовительных работ и заканчивая зачисткой сварочного шва.
Обучение сварочным работам, как показывает практика, не совсем простое. Сложность заключается в том, что изменение любых параметров во время сварки (скорость работы, сила тока, скорость подачи проволоки или электрода, напряжение и т.
Профессиональные же сварщики знают, как обращаться с различными видами металла (стали, сплавы, цветные металлы) и с помощью ручной дуговой сварки могут сваривать любые самые сложные металлоконструкции.
Как научиться варить ручной электросваркой?
Если нет желания или возможности проходить обучение в профессионально-технических училищах, можно научиться варить сваркой, видео или печатная информация помогут в этом. Ведь самое главное – разобраться, как правильно пользоваться ручной электросваркой и научиться основным приёмам работы.
Прежде всего, начинающему сварщику понадобится сварочный аппарат и электроды. Электродов желательно купить как можно больше (для начинающих лучше использовать электроды диаметром 3 мм), так как их будет испорчено достаточное количество до тех пор, пока начнёт получаться.
Сварка самоучитель – ход выполнения работ:
- Заранее необходимо подготовить ведро воды, так как даже небольшие остатки электрода могут вызвать воспламенение.

- Необходимо закрепить зажим с заземлением на свариваемой детали.
- Проверить, чтобы кабель был надёжно вставлен в держатель и хорошо изолирован.
- Выставить значение силы тока на панели управления сварочного аппарата (мощность тока должна соответствовать диаметру применяемого электрода).
- Пробовать зажечь дугу, установив электрод под углом примерно 60о к изделию.
- Провести электродом медленно по поверхности, а после того, как появится искра, необходимо приподнять электрод примерно на 5 мм от поверхности металла.
- Зазор в 5 мм нужно держать на протяжении всего времени сварочных работ.

ВАЖНО: нужно стараться получить устойчивую дугу в 3-5 мм между концом электрода и металлическим изделием. Если не удаётся зажечь дугу в 2-3 мм, можно попробовать увеличить силу тока на панели управления сварочного агрегата.
Сварка обучающее видео также может помочь научиться наплавлять валик. Дугу при этом нужно плавно перемещать по горизонтали с помощью колебательных движений.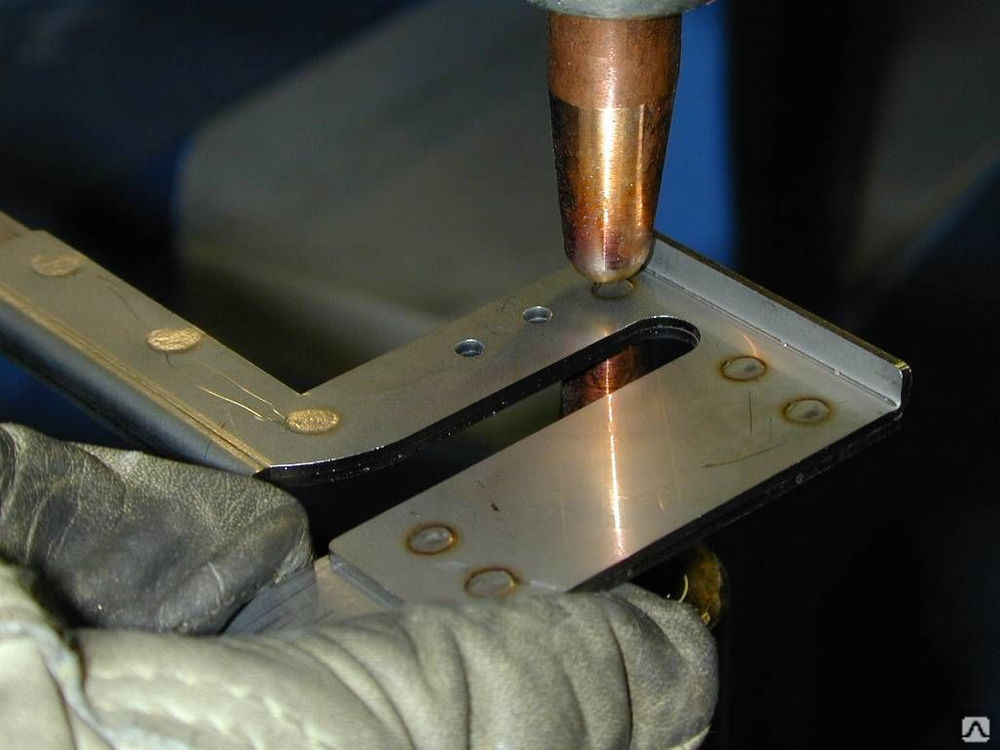 Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Если получится расплавленный металл всё время направлять в центр дуги, то должен получиться в итоге красивый ровный шов.
Технология ручной дуговой сварки
Благодаря поступлению сварочного тока от источника питания к электроду, образуется электрическая дуга. Ручная сварка для начинающих может происходить как с подключением положительного полюса к изделию, так и с подключением отрицательного.
Металлический стержень электрода за счёт действия электрической дуги плавится, и электродный металл, покрытый шлаком, попадает в сварочную ванну, после чего происходит его смешивание с металлом изделия. Так происходит образование сварочного шва.
Величина сварочной ванны обычно составляет 10-30 мм в длину, 8-15 мм в ширину и до 6 мм в глубину. Так как мы только учимся сварке, то такой разброс в значениях объясняется разными показателями: скоростью перемещения дуги на поверхности металла, конструкцией сварного изделия, выбранного режима сварки, формой и размерами кромок и т.
 п.
п.Обучение сварке (видео) объясняет, куда девается воздух при плавлении электрода. Около дуги и над сварочной ванной образуется газовая атмосфера, из которой впоследствии и вытесняется воздух из сварочной зоны. После удаления сварочной дуги от ванны металл начинает кристаллизироваться, после чего образуется шов, а его поверхность покрывается застывшим шлаком.
Преимущества и недостатки ручной дуговой сварки
Преимущества:
- простота, лёгкая транспортабельность сварки;
- возможность исполнения сварочных работ в труднодоступных местах;
- возможность быстрого перехода от одной операции к другой;
- возможность сварки практически в любом пространственном положении;
- возможность сварки любых разновидностей сталей.
Недостатки:
- низкий уровень производительности и КПД;
- вредные условия сварочного процесса;
- зависимость качества шва от навыков сварщика.
 youtube.com/embed/NnaJTrs2qQA?feature=oembed” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/NnaJTrs2qQA?feature=oembed” frameborder=”0″ allowfullscreen=””/>
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Клеенки вместо крыш постелили жителям затопленных домов в Волгограде
Клеёнки вместо крыш после случившегося неделю назад потопа натянули в многоквартирных домах в поселке Мирный в Краснооктябрьском районе Волгограда, где уже несколько месяцев идет капремонт. Как сообщили ИА “Высота 102” жители пострадавших квартир, процесс ликвидации последствий сильного дождя, затопившего квартиры, и возмещения ущерба собственникам жилья идет очень медленно. Фонд капремонта сразу после ЧП сообщил, что подрядная организация ООО “МЕ” обязана в течение трех рабочих дней заключить соглашения о возмещении стоимости ущерба имущества волгоградцев, которые вынуждены жить без крыши, или устранить дефекты собственными силами.
 Сегодня стало известно, что эти сроки увеличили до 15 рабочих дней. Жильцы сообщили, что подрядная организация не спешит устранять последствия потопа. Ситуация усугубляется еще и тем, что фонд капремонта еще до затопления принял решение о расторжении в одностороннем порядке договоров с ООО «МЕ» из-за нарушения сроков работ. Однако после этого подрядчик все равно продолжит работы и демонтировал крыши, а через некоторое время пошел сильный дождь. Отмостку вокруг домов также демонтировали. Люди боятся, что с наступлением холодов их дома промерзнут окончательно.
Сегодня стало известно, что эти сроки увеличили до 15 рабочих дней. Жильцы сообщили, что подрядная организация не спешит устранять последствия потопа. Ситуация усугубляется еще и тем, что фонд капремонта еще до затопления принял решение о расторжении в одностороннем порядке договоров с ООО «МЕ» из-за нарушения сроков работ. Однако после этого подрядчик все равно продолжит работы и демонтировал крыши, а через некоторое время пошел сильный дождь. Отмостку вокруг домов также демонтировали. Люди боятся, что с наступлением холодов их дома промерзнут окончательно.
Жильцы пострадавших квартир рассказали, как во время дождя они своими силами попытались хоть как-то закрыть дырявую крышу. “Все диваны были мокрые, ребенка некуда было положить спать. С мужем пришлось лезть на крышу, чтобы хоть как-то шифером прикрыть дырки. В отчаянии мы звонили в службу спасения 112, спрашивали, что нам делать? Нам ответили – сушите», – рассказала жительница дома №17 Наталья Клеймилова. Жители затопленных домов ждут компенсации за испорченное имущество, но пока этот вопрос остается нерешенным.
Жители затопленных домов ждут компенсации за испорченное имущество, но пока этот вопрос остается нерешенным.
В фонде капремонта подтвердили, что в течение 15 рабочих дней ООО “МЕ” должно произвести оценку ущерба в квартирах жителей и возместить ущерб, или восстановить все своими силами. Как сообщили жильцы пострадавших домов, на следующей неделе станет известно, какая организация по итогам аукциона продолжит работы по капремонту многострадальных двухэтажек в поселке Мирный. До тех пор люди будут жить под временными клеенчатыми крышами.
Международные расследователи заподозрили украинских олигархов в причастности к взрывам за границей
Спустя год после мощнейшего взрыва в Бейруте, разнесшего половину города, международная группа расследователей OCCRP (является иностранным агентом) вышла на предполагаемых виновников трагедии. Ими оказались два украинца – Владимир Вербоноль и Николай Алисеенко. Столица Ливана до сих пор лежит в руинах, а местные жители находятся на грани социального взрыва. Для них новость о появлении козла отпущения – как бальзам на душу. Вот только доказать вину украинских бизнесменов будет непросто.
Ими оказались два украинца – Владимир Вербоноль и Николай Алисеенко. Столица Ливана до сих пор лежит в руинах, а местные жители находятся на грани социального взрыва. Для них новость о появлении козла отпущения – как бальзам на душу. Вот только доказать вину украинских бизнесменов будет непросто.
Несмотря на то что ряд СМИ называют Вербоноля и Алисеенко известными на Украине людьми, в самой республике о них практически ничего неизвестно. Про первого сообщают, что он родился в 1959 году в Днепропетровске. В 1990-х работал заместителем известного украинского профсоюзного деятеля Михаила Волынца, а также сотрудничал с Денисом Дзендзерским, бывшим депутатом Верховной рады от партий «Батькивщина» и «Народный фронт», который сейчас находится под российскими санкциями и в международном розыске. Николай Алисеенко тоже из Днепропетровска, приходится Вербонолю тестем. Известен своим строительным бизнесом.
В 2000-х годах они занимались поставками химикатов и удобрений в страны Африки. До 2011 года они активно рекламировали свои услуги, а затем решили свернуть всю публичную деятельность. Вербоноль даже обратился к Internet Archive (эта структура хранит архивные версии сайтов) с просьбой удалить информацию о двух своих компаниях.
До 2011 года они активно рекламировали свои услуги, а затем решили свернуть всю публичную деятельность. Вербоноль даже обратился к Internet Archive (эта структура хранит архивные версии сайтов) с просьбой удалить информацию о двух своих компаниях.
Украинский политический аналитик Тарас Козуб заявил «МК», что ничего удивительного в этом нет. «Люди занимались транспортировкой сотен тонн аммиачной селитры, которую используют при создании взрывчатки, боеприпасов и так далее. Обычно такие предприниматели стараются не привлекать к себе лишнего внимания», – отмечает эксперт.
Кроме того, по словам Козуба, на Украине вообще почти не обратили внимания на новость о причастности двух сограждан к событиям в Бейруте. То ли дело в самом Ливане, где уже давно власти ищут возможность свалить на кого-нибудь ответственность за трагедию.
Напомним, трагедия произошла 4 августа 2020 года. В порту Бейрута во время ремонтных работ взорвались 2750 тонн аммиачной селитры. Незадолго до этого власти приказали закрыть несанкционированные проходы на склад, где хранилась взрывчатка.
Сразу же возник вопрос, кто и зачем хранил такое количество селитры в порту Бейрута? Выяснилось, что химикат был произведен на грузинской фабрике «Руставиазот», а в Ливан его привезли на корабле под молдавским флагом, который принадлежал российскому бизнесмену Игорю Гречушкину. Все это произошло в 2014 году. В Бейруте Гречушкин отказался платить портовый сбор, поэтому судно было арестовано. Так как бизнесмен помимо прочего еще зарплату команде корабля не платил, моряки продали все имеющееся в их распоряжении топливо, наняли себе адвоката и, в конце концов, смогли добраться до дома. При этом селитру они выгрузили в Бейруте под ответственность министерства транспорта Ливана. Что до корабля, то он через какое-то время утонул.
Во всей этой истории целый год было неизвестно лишь то, кому принадлежала селитра, которую изначально должны были отвезти из Батуми в Мозамбик. И вот журналисты OCCRP наконец вышли на компанию Savaro Limited и ее владельцев Владимира Вербоноля и Николая Алисеенко. Они входят в международный конгломерат, который занимается поставками аммиачной селитры, необходимой для производства взрывчатки. Примечательно, что сами бизнесмены отчаянно не хотят светиться на публике, поэтому скрыли свои личности за десятком подставных лиц и офшоров в Англии, Шотландии, карибских и тихоокеанских островных государствах, Украине и США. Впрочем, их начали подозревать почти сразу, но из-за запутанной схемы Вербоноль первоначально смог отвести от себя подозрения. По данным OCCRP, эти люди как минимум трижды поставляли аммиачную селитру в Мозамбик.
Как стало известно OCCRP, представители Savaro пытались вернуть свой груз еще до того, как его передали властям Ливана. В одном из писем, оказавшемся в распоряжении журналистов, говорится о том, что компания пыталась найти ливанского предпринимателя, готового помочь в переговорах. При этом в Savaro объясняли проблему тем, что перевозчик постоянно завышал цену транзита, отказываясь выполнять свои обязательства по контракту.
При этом в Savaro объясняли проблему тем, что перевозчик постоянно завышал цену транзита, отказываясь выполнять свои обязательства по контракту.
Тем не менее, ассоциации юристов Бейрута и жертв взрыва в порту в августе 2021 года обратилась в лондонский суд с иском к Savaro. Истцы считают, что украинцы специально создали запутанную сеть компаний, чтобы уйти от ответственности за хранение селитры в столице Ливана. Правда, они пока не называют сумму компенсации, которую собираются потребовать с ответчика. В свою очередь обвиняемые отказываются признавать свою причастность к трагедии, сваливая всю вину на власти страны. Себя же они называют не торговцами компонентами для производства взрывчатки, а специалистами в сфере IT и интернет-маркетинга. В середине 90-х годов Владимир Вербоноль и впрямь создал некую «Корпорацию Атлантис», которая работала в сфере интернет-коммуникаций, которая даже имела статус сертифицированного партнера компании Мicrosoft (Microsoft Certified Partner). За эту деятельность в 2003 году Вербоноль получил от Всемирного Конгресса украинцев золотой рыцарский крест с тризубом. Но после решил сосредоточиться на продаже «удобрений»: именно так назывались поставки аммиачной селитры в страны Африки.
Но после решил сосредоточиться на продаже «удобрений»: именно так назывались поставки аммиачной селитры в страны Африки.
В самом Ливане продолжается суд по делу о взрыве в порту Бейрута. Обвиняемыми являются 30 человек, среди которых бывший директор порта и начальник таможенной службы. Ожидается, что к суду могут привлечь исполняющего обязанности премьер-министра Хасана Диаба, двух экс-министров, которые сейчас являются депутатами, и нескольких силовиков. Их могут обвинить в халатности, проявленной при хранении аммиачной селитры.
7 основных советов по сварке TIG для начинающих
В то время как TIG (вольфрамовый инертный газ) является одним из наиболее распространенных методов сварки, используемых сегодня, процесс получения чистых высококачественных сварных швов не так прост, потому что существует множество факторов, учитываемых при контроле нагрева, используемой технологии. , вплоть до мастерства сварщика. Короче говоря, сварка TIG может быть сложной задачей для начинающих сварщиков.
Итак, если вы испытываете трудности с правильной сваркой TIG или вам нужна помощь в получении сертификации по сварке TIG, то вы попали в нужное место, потому что в этой статье мы рассмотрим 7 основных советов по сварке для начинающих и отточите свои навыки в производстве сварных швов высокой чистоты.
Используйте минимальную мощностьОдин из основных советов по сварке TIG, который следует помнить, заключается в том, что слишком большая мощность может вызвать прожиг сварного шва. Поэтому используйте минимальную мощность как можно больше (или, по крайней мере, настройку мощности, которую вы можете поддерживать), чтобы вы могли придумать технику лужения, достаточную для создания прочного и прочного сварного шва.
Угол факела Горелка должна располагаться на расстоянии не менее 15-20 градусов от материала поверхности (и пути движения), чтобы обеспечить легкий доступ к присадочному материалу и улучшить видимость свариваемой детали.
Металлы должны быть чистыми для получения сильной сварочной дуги. Для алюминия и нержавеющей стали рекомендуется использовать тонкую щетку для каждого типа металла. Несколько минут могут иметь большое значение для достижения лучшего результата.
Не растапливайте присадочный стержень напрямуюВсегда помните, как работает сварка TIG: основной металл плавится горелкой, а присадочный материал плавится расплавленной лужей.Избегайте прямого плавления материала, так как это приведет только к слабому сварному шву.
Защитное снаряжениеВольфрамовые электроды излучают низкий уровень излучения. Поэтому обязательно наденьте респиратор для защиты носа и рта. Кроме того, мы также рекомендуем вам практиковать сварку TIG в хорошо вентилируемом помещении, чтобы пыль не ухудшала качество выполняемой вами работы.
Precision Fabricating & Cleaning – инновационная высококвалифицированная компания с уникальными возможностями для оказания широкого спектра услуг по промышленной уборке, специализирующаяся на Гидростатические испытания, Кислородный сервис, Криогенные испытания, Мобильная уборка поля, Пассивирующий, Очистка высокой чистоты, Ультразвуковая чистка, и многое другое. Используйте правильный тип вольфрама
Используйте правильный тип вольфрама Для работы с разными металлами необходимо использовать вольфрам правильного типа. Для алюминиевых поверхностей рекомендуется как можно больше использовать зеленый вольфрам. А для стальных металлов рекомендуется использовать красный вольфрам. По мере того, как вы пойдете дальше, вы также обнаружите, что другие типы металлов хорошо сочетаются с разными видами вольфрама.
Работа с нержавеющей стальюИ, наконец, один из основных советов по сварке TIG, который следует помнить, – это осторожность при чрезмерном нагреве при работе с нержавеющей сталью.Вы можете сделать это, просто наблюдая за цветом сварного шва.
Если в результате окрашивания получается цвет от золотистого до лососевого, то приложенного тепла достаточно. Но если цвет сварного шва от темного до грязно-серого, значит, используется чрезмерный нагрев, и материал может деформироваться.
Чтобы предотвратить проблемы при сварочных работах в будущем, мы рекомендуем снизить силу тока и увеличить скорость движения. Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить на умеренном огне.
Начало работы с MIG-сваркой: основы
Сварка – важный навык для заядлых и даже умеренных энтузиастов. Гайки и болты могут только вас увести. В конце концов, если вы серьезно относитесь к настройке и изготовлению, вам придется научиться сваривать. Этот полезный навык откроет новые возможности изготовления ваших проектов, которые раньше могли казаться невозможными.
Хотя посещение занятий или семинаров – это хорошая идея, правда в том, что с практикой, терпением и надлежащим оборудованием вы можете научиться сварке MIG в своем гараже самостоятельно.Мы собрались вместе с нашими друзьями из Lincoln Electric, чтобы узнать, что вам следует знать, чтобы начать работу в мире сварки MIG.
Что такое сварка MIG?
В этой статье мы рассмотрим основы сварки MIG. Хотя вы, возможно, знаете немного об общих идеях сварки или, возможно, знакомы с некоторыми из терминов, мы начнем с самого начала и расскажем всем.
MIG (металлический инертный газ) более правильно называть GMAW (газовая дуговая сварка металла), но для простоты в этой статье мы будем использовать сварку MIG.MIG – это наиболее часто используемый сварочный процесс в мире по многим причинам: он быстрый, недорогой, а сварщиков можно легко обучить качественной работе.
При правильной настройке и знаниях даже небольшой сварщик MIG сможет справиться с большинством ремонтных и базовых потребностей в производстве. Эта машина станет незаменимым инструментом для всего, от ремонта детского велосипеда до сварки новых напольных панелей и ремонта панелей на вашем проектном автомобиле.
Газ или флюс
Использование правильного газа и провода
Мы уже говорили о выборе подходящего защитного газа.Однако, если вы хотите добиться наилучших результатов, он не повторится. Также важно выбрать проволоку, соответствующую материалу, который вы свариваете:
- Для углеродистой стали вы хотите использовать смесь 75% аргона и 25% CO2, это в промышленности также известно как 75/25. Для этого приложения вы также будете использовать стальную проволоку.
- Для достижения наилучших результатов при обработке нержавеющей стали вам нужно использовать так называемый газ Tri-Mix. Это смесь аргона, CO2 и гелия. Вам также понадобится проложить в машине нержавеющую проволоку.
- При работе с алюминием рекомендуется использовать 100% аргон. Вы также проложите алюминиевый провод. В этом случае катушечный пистолет является хорошим вариантом, поскольку он помещает проволоку прямо за пистолетом и снижает риск повреждения или застревания тонкой алюминиевой проволоки при подаче из машины.
 Для этого приложения вы также будете использовать стальную проволоку.
Для этого приложения вы также будете использовать стальную проволоку. В процессе также создается небольшое электромагнитное поле, которое также может притягивать загрязнения к сварному шву. Загрязнение сварного шва может быть или не быть видимым невооруженным глазом после завершения сварки. Таким образом, сварной шов может выйти из строя или показать признаки разрушения в более позднее время. У вас есть два варианта контроля загрязнения: использование газа или проволока с флюсовым сердечником.
Загрязнение сварного шва может быть или не быть видимым невооруженным глазом после завершения сварки. Таким образом, сварной шов может выйти из строя или показать признаки разрушения в более позднее время. У вас есть два варианта контроля загрязнения: использование газа или проволока с флюсовым сердечником.
Многие сварочные аппараты MIG, которые продает Lincoln Electric, позволяют использовать любой тип защиты. Использование газа немного дороже по сравнению с начальными инвестициями, оно требует, чтобы вы сначала предоставили газоснабжение или сварочную станцию, чтобы обеспечить вас надлежащей смесью газа, которая обычно представляет собой смесь аргона и CO2 для сварки углеродистой стали MIG, также известная как низкоуглеродистая сталь.
Сварочная проволока с флюсовым сердечником содержит внутри защитное вещество для защиты сварного шва. Преимущество здесь – лучшая портативность, так как нет тяжелого бензобака, который можно было бы возить со сварщиком. Недостатком является беспорядок, так как при сварке сердечника из флюса остается больше брызг. Если вы работаете над сельскохозяйственным орудием в поле, вас это может не волновать. Однако на участке проекта, который будет виден зрителям или судьям автосалона, брызги необходимо удалить.
Если вы работаете над сельскохозяйственным орудием в поле, вас это может не волновать. Однако на участке проекта, который будет виден зрителям или судьям автосалона, брызги необходимо удалить.
Безопасность прежде всего
Безопасность всегда должна быть вашим приоритетом номер один в вашем магазине, независимо от того, являетесь ли вы профессиональным строителем или обычным энтузиастом, ломающим голову в своем гараже.Поездки в скорую помощь не доставляют удовольствия, а поездки в похоронное бюро – еще хуже. Так что не экономьте на своей безопасности, безопасности своей семьи и друзей во имя экономии нескольких долларов.
Может ли ваш гараж / магазин обрабатывать продукцию?
Трудно наслаждаться плодами своего труда, если ты их не видишь. Защитите глаза и лицо качественным сварочным шлемом.
Даже небольшие сварочные аппараты 110 потребляют большую силу тока. Имея это в виду, вы должны быть уверены, что ваши розетки и проводка соответствуют поставленной задаче. Не полагайтесь на автоматический выключатель как на свою спасительную милость. Мы видели дома и гаражи магазинов, которые загорелись, потому что проводка нагрелась до того, как сработал выключатель, что привело к возгоранию изоляции и деревянного каркаса. Это может быть больше, чем плохой день, пожар – это, возможно, худшее, что может случиться с автомобильным парнем и его семьей.
Не полагайтесь на автоматический выключатель как на свою спасительную милость. Мы видели дома и гаражи магазинов, которые загорелись, потому что проводка нагрелась до того, как сработал выключатель, что привело к возгоранию изоляции и деревянного каркаса. Это может быть больше, чем плохой день, пожар – это, возможно, худшее, что может случиться с автомобильным парнем и его семьей.
Вы можете приобрести оборудование для тестирования вашей системы 110 в большинстве хозяйственных магазинов. Если вы все еще не уверены или планируете использовать сварочную систему с еще большей мощностью, потратьте деньги на то, чтобы профессиональный электрик все проверил, чтобы узнать, пришло ли время для обновления.Специальная розетка для вашего сварщика может быть не самым дешевым вариантом для установки, но это будет дешевле, чем замена сгоревшей проводки, поврежденной панели предохранителей или всего гаража.
Что надеть
Это еще одна область, где мы видим, как парни все время экономят. Мы знаем, что сварочные маски недешевы, как и сварочные куртки. Вы постоянно видите, как парни в шоу по кабельному телевидению закрывают глаза и поражаются сварным швом. Это действительно неправильная идея, свет от сварочного аппарата MIG ярче солнца.Это может не только навсегда повредить ваши глаза, но и привести к мигрени и другим серьезным проблемам.
Мы знаем, что сварочные маски недешевы, как и сварочные куртки. Вы постоянно видите, как парни в шоу по кабельному телевидению закрывают глаза и поражаются сварным швом. Это действительно неправильная идея, свет от сварочного аппарата MIG ярче солнца.Это может не только навсегда повредить ваши глаза, но и привести к мигрени и другим серьезным проблемам.
Lincoln продает все необходимое оборудование для обеспечения безопасности в разных комплектах.
Тогда есть брызги. В прошлый раз, когда мы проверяли, никто не любит обжигаться или травмироваться. Защитите глаза, лицо, руки и остальную часть тела хорошим шлемом, парой качественных перчаток, рубашкой для сварщиков, курткой или фартуком, кожаными туфлями или ботинками, а также толстыми штанами или сварочными швабрами.
Избегайте дыма
Сварочный дым может представлять серьезную опасность для здоровья. Мы говорим не только о том, чтобы вызвать у вас головокружение, легкое головокружение или тошноту. Продолжительное воздействие газов и паров, образующихся при сварке, может иметь постоянные физические и неврологические побочные эффекты. Вам необходимо работать в хорошо проветриваемом помещении. Должен быть достаточный воздушный поток, чтобы обеспечить вас свежим воздухом, однако воздушный поток не должен быть таким, чтобы он вытягивал или отталкивал весь ваш защитный газ.Вы можете использовать систему вентиляции с высоким вакуумом и малым объемом воздуха. Lincoln и другие компании предлагают их для производства сварочного оборудования и компаний. Мы просто предлагаем, чтобы ваше рабочее место было открытым, чтобы в нем было немного движущегося воздуха. Если вы заметили скопление дыма, сделайте перерыв и на время расчистите место, открыв больше дверей или окон и / или включив вентиляторы.
Оборудование
Если вы новичок или опытный профессиональный сварщик, у Lincoln есть машина для удовлетворения ваших потребностей в сварке. Мы представили отличную статью по этой теме, чтобы помочь вам выбрать подходящую машину. В этой статье мы хотели бы упомянуть сварочные аппараты Lincoln серий POWERMIG 140c и POWERMIG 180. Том Майерс, инженер по применению в Lincoln Electric, рассказал нам об этой истории, чтобы глубже понять, что можно и чего нельзя делать при сварке MIG.Если у вас в гараже нет розетки 230C, 140c отлично подходит для того, что большинство парней будет делать дома.Однако, имея 230, вы откроете для себя все возможные варианты. -Tom Myers
Майерс сказал нам: «Если у вас в гараже нет розетки 230C, то 140c отлично подходит для того, что большинство парней будет делать дома. Однако, имея 230, вы откроете для себя все возможные варианты ». Любой из них будет хорошим выбором для новичка, оба предлагают простое управление и контроль, и оба могут использоваться с проволокой с флюсовым сердечником или с газом. Также важно отметить, что, как и все инструменты и оборудование, вы получаете то, за что платите. На рынке есть более дешевое оборудование, но есть и более дешевые автомобили, более дешевые автомобильные запчасти и более дешевые ручные инструменты.Качественное оборудование может сэкономить ваше время, головную боль и деньги в долгосрочной перспективе.
Такие машины, как POWERMIG 140c и POWERMIG 180 – это не только отличное оборудование начального уровня, но и рабочие лошадки, которые удовлетворят большинство производственных потребностей тех из нас, кто работает в домашних гаражах.
Другие товары, о которых вы можете подумать, помимо того, о чем мы уже говорили:
- Шлифовальный станок для снятия фаски с кромок или очистки действительно неприятных вещей.
- Набор проволочных щеток для очистки вашей работы перед началом работы.
- Хороший набор сварочных клещей.
- Сварочная тележка для размещения сварщика. Вы также можете построить эту тележку, если вы настолько склонны и изобретательны, что это может стать хорошим первым проектом для изучения.
- Крышка или шкаф для хранения сварочного аппарата и специальных сварочных инструментов.
- Сварочный стенд или стол для работы над проектами, которые еще не прикреплены к автомобилю или чему-то еще большему. Опять же, вы можете построить это как проект самостоятельно.
Подготовительные работы
Беседуя с Томом Майерсом из Lincoln, мы узнали, что MIG Welding похож на многие другие автомобильные проекты – качественные подготовительные работы необходимы для достижения желаемого результата при сварке.Есть шутка, что покраска автомобиля – это 80% подготовительных работ и 20% покраски. Это справедливо и для сварки. Чтобы добиться эффективных и долговечных сварных швов, необходимо правильно подготовить материалы для сварки.
Эта рама была отремонтирована сварочным аппаратом MIG. Обратите внимание на чистоту металла в том месте, где проводился ремонт.
Это включает обеспечение того, чтобы свариваемые поверхности были чистыми, без краски, ржавчины, жира, грязи или других материалов. При очистке и подготовке к работе пригодятся такие вещи, как шлифовальная машина, проволочная щетка и сжатый воздух.Вы хотите работать с чистым, голым металлом. Еще одно замечание: не используйте химические растворители для подготовки и очистки, если вы не уверены, что они не разлагаются с образованием вредных газов.
Многие растворители, такие как очистители тормозов и т. Д., Широко используются для очистки поверхностей при ремонте автомобилей. Однако некоторые из этих чистящих средств содержат химические вещества, которые остаются в виде небольших следов. Эти небольшие следы химикатов затем могут быть разрушены в процессе сварки, потенциально превращаясь в чрезвычайно вредные газы.
Следует также отметить, что не только область, которую вы будете сваривать, должна быть чистой, но также и область, в которой будет зажат сварочный провод. Вы также должны убедиться, что независимо от того, какой сварочный провод (часто неправильно называемый заземлением) зажат, он имеет достаточную емкость, чтобы выдерживать нагрузку по электрическому току. Здесь может пригодиться работа на сварочном столе. Стальной сварочный стол может помочь обеспечить необходимую площадь поверхности для сварочного кабеля, если вы работаете с мелкими деталями.
Сварка
Сварка – это как и любой другой навык: вы, вероятно, не смогли бы восстановить карбюратор, установить время на двигателе или даже выполнить простую тормозную работу, когда вы в первый раз повернули машину. Чтобы овладеть им, нужно время, терпение и практика.
Худшее, что вы можете сделать, – это позволить себе рассердиться или расстроиться. Наберитесь терпения, и вскоре вы начнете воплощать в жизнь эти новые проектные идеи, и ваши друзья, вероятно, будут умолять вас помочь и им.
Настройка машины
Таблица на внутренней стороне POEWRMIG 140c и 180 поможет вам выбрать правильные настройки для материала, который вы свариваете.
10 лучших советов по сварке от профессионалов Lincoln
- Контролируйте свою скорость. Слишком быстрое или медленное движение влияет на все аспекты сварного шва.
- Практика делает сварщика хорошим. Во время обучения обратите внимание на то, что вы сделали правильно, а что – неправильно.
- Повторите движение, изображающее строчную букву «e» или «u», во время сварки, чтобы контролировать свою скорость и поддерживать течение лужи.
- Достань книгу. Храните справочник в гараже со своим сварочным оборудованием (или распечатайте это руководство).
- Держите пистолет на постоянном расстоянии от лужи (примерно полдюйма).
- Расправьте сварные швы, чтобы контролировать нагрев и напряжение на тонких металлических листах, например панелях кузова.
- Толкайте пистолет вместо того, чтобы тянуть его, особенно во время обучения.
- Используйте две руки и стабилизируйте свое тело, опираясь на что-нибудь.
- Следите за потоком газа. Если уровень газа падает при нажатии на спусковой крючок, отрегулируйте настройки.
- Не бери слишком много. Сварка первого дня должна быть чем-то простым, только для практики.
То же самое касается типа проволоки (как мы перечислили выше), если вы свариваете низкоуглеродистую сталь, вам нужно будет использовать стальную проволоку, нержавеющую сталь, нержавеющую проволоку и алюминиевую проволоку.Это гарантирует, что ваша проволока имеет температуру плавления, максимально приближенную к вашему рабочему материалу, и максимально соответствует ей с металлургической точки зрения.
Сила тока и скорость провода также вызывают беспокойство, которые необходимо правильно настроить для каждого проекта. К счастью, сварщики Lincoln позаботились об этом. Под крышкой корпуса сварщика вы найдете полезную таблицу. Используя информацию в таблице, вы можете правильно установить скорость подачи проволоки и электрическую мощность / силу тока в зависимости от материала, который вы свариваете, и типа сварного шва (MIG или Flux).
Процесс
Когда все настроено правильно, пора приступать к сварке. Линкольн всегда рекомендует потренироваться на металлоломе, пока вы не овладеете средствами управления и техникой. Одна из идей, которые мы увидели, – это купить несколько полосок металлолома толщиной 3/8 или 1/4 дюйма, чтобы на них попрактиковаться. Начните с тренировки бусинок на этих полосках, прежде чем даже попытаетесь соединить два куска металла. Просто сделайте несколько проходов по самой короткой части полосы.
Используя передовой опыт и 10 лучших советов от Lincoln (слева) – вы можете начать более комфортно пользоваться своей техникой сварки и использованием аппарата.Поиграйте с методами и настройками сварочного аппарата, чтобы найти оптимальное место. Это фундаментальная сварка 101, и, как и многие другие навыки, прочность и качество ваших сварных швов будут зависеть от того, насколько вы хороши в основах.
Хороший, плохой, уродливый – что делает сварной шов хорошей и плохой?
На видео выше Линкольн демонстрирует нам некоторые очень важные методы устранения неисправностей для создания хорошего сварного шва.Плохие сварные швы могут быть результатом любого количества причин. Крупные сварочные компании проводят контроль качества, чтобы обеспечить хорошие сварные швы.Новички склонны двигаться слишком быстро и держать оружие слишком далеко. Если вы путешествуете слишком быстро, вы получите бусину, похожую на веревку.
Как любители, мы не можем позволить себе позволить инспектировать нашу работу инженером, поэтому используйте свое суждение, основываясь на том, что вы видите и слышите во время и после. Ниже мы привели несколько примеров хороших и плохих сварных швов. Мы также включили видео выше, в котором рассматриваются многие из этих и других ошибок, чтобы вы могли увидеть и услышать, что происходит с каждой из них.
Хорошая сварка
Вот пример хорошего шва с равномерной скоростью и проплавлением.
Работая с профессионалами Lincoln, мы смогли выяснить, что можно и чего нельзя делать. Для наглядности давайте начнем с хорошего сварного шва MIG. Когда все работает правильно, вы заметите минимальное количество брызг и искр. Вы также услышите ритмичное потрескивание, возникающее при определенной температуре. и настройки. Этот звук – почти то, что вам нужно услышать лично, чтобы понять. Хороший сварной шов имеет чистый внешний вид, что указывает на минимальное загрязнение или его отсутствие. Обесцвечивание рабочего материала также сведено к минимуму.Он должен быть твердым, без пористости и кратеров. Хорошие сварные швы, как правило, выглядят как «пачка монет».
Неправильная скорость подачи проволоки
Здесь показаны настройки скорости подачи проволоки: слишком быстро (слева) или слишком медленно (справа).
На фотографии выше показаны два примера проблем со скоростью подачи проволоки. Левый валик – это слишком высокая скорость подачи проволоки. Когда это произойдет, вы услышите очень быстрый звук изгиба или потрескивания. Это вызвано тем, что из пистолета выходит слишком много провода для заданного напряжения.На валике справа установлена слишком низкая скорость подачи проволоки. Когда это происходит во время сварки, дуга издает тихий медленный треск. Вы заметите, что этот сварной шов сильно обесцвечивается из-за высокой скорости вращения и большой силы тока, вызывая обесцвечивание, а также может вызвать деформацию металла.
Неправильная скорость движения
Это иллюстрирует неправильную скорость движения: слишком низкая скорость (слева) или слишком высокая (справа).
Скорость движения сварного шва – еще одна область, где у новичков часто возникают проблемы.Фотография выше демонстрирует слишком низкую скорость движения слева и слишком высокую скорость движения справа. Когда ваша скорость движения слишком низкая, вы обычно почти не слышите треск, почти как устойчивый шум дуги, а не ритмичный пульс, который вы обычно слышите. Бусина будет толстой (из-за слишком большого скопления лужи и скопления), будет иметь тусклый вид, а также на ней могут быть кратеры. С помощью этого шарика вы также можете увидеть, что обрабатываемый материал нагревается из-за обесцвечивания и потускнения металла.
Борт справа на этой фотографии – это то место, где скорость движения слишком высока. Это полная противоположность медленного путешествия. Этот сварной шов также не сильно трескается из-за слишком высокой скорости движения, но валик имеет тонкий и почти веревочный вид. Он также не обладает достаточным количеством тепла, чтобы вызвать надлежащее сплавление или проплавление (тепловые кольца вокруг сварного шва) между сварными швами.
Неправильный вылет
Иллюстрация расстояния вылета провода: слишком далеко (слева) или слишком близко (справа).
Несоблюдение необходимого расстояния вылета проволоки 3/8 дюйма (расстояние, на котором проволока выходит из пистолета в начале сварки) также является частой причиной плохих сварных швов у начинающих. Выше мы видим примеры слишком далеко или слишком близко. Когда «вылет» слишком велик, входное напряжение фактически падает, это приводит к меньшему проникновению, но также вызывает повышение тепла, что проявляется в обесцвечивании. Сварочный валик также будет иметь очень выпуклую форму и быть загнутым вверх. Когда вылет слишком мал, вы не можете видеть лужу или хорошо следить за сварным швом.Вы также рискуете снова обжечься сварочной горелкой или даже оставить вмятины или воронки на сварном шве, ударившись горелкой о расплавленную лужу.
Слишком мало защитного газа
Низкий уровень защитного газа или его отсутствие указывает на загрязнение.
Когда вы столкнетесь с низким уровнем защитного газа или его отсутствием, как показано на двух фотографиях выше, вы заметите несколько вещей. Во-первых, в процессе сварки вы заметите много брызг и услышите гораздо больше потрескивания, чем обычно. Вот тогда действительно начнут лететь искры.Вы также заметите, что ваши сварные швы очень жидкие, на них может быть много отверстий или кратеров. Также будет присутствовать загрязнение. Обычно, когда вы видите бусину, подобную той, что изображена слева, есть две возможные причины: первая – отсутствие защитного газа, вторая – загрязненный материал.
Последнее слово
Мы рассмотрели только основы сварки MIG, чтобы вместе начать осваивать эти методы. Очевидно, есть целые книги и учебные программы, посвященные этому предмету, но работая с профессионалами в Lincoln – эти советы инсайдеров помогут вам быстро освоиться.Вам не нужен диплом колледжа, чтобы начать работу, и не нужно быть инженером, чтобы понять, как настроить машину. Сварка MIG – это, пожалуй, самый простой вид сварки, поскольку он также является наиболее универсальным.
Вам не нужно тратить целое состояние, чтобы начать работу, небольшое устройство, такое как PowerMIG 140C, выполнит много работы, особенно для автомобильного листового металла. От ремонта панели до измельчения верха – это умение и стоимость оборудования окупятся как в долларах, сэкономленных на оплате работы кому-то другому, так и в том удовлетворении, которое вы получите, зная, что вы выполнили эту работу самостоятельно.При наличии терпения и некоторой практики каждый может научиться сварке MIG в своем домашнем гараже и применить этот ценный навык в своих собственных проектах.
Следите за обновлениями части 2, пока мы углубимся в мир сварки TIG!
Руководство по сварке для начинающих 101
В некотором смысле открытие искусства сварки – противоречивый опыт.
Поначалу кажется просто.
В конце концов, большинство людей знает, что сварка – это просто соединение двух металлических частей вместе, верно?
Но вы начинаете больше читать о предмете, и тогда он оказывается намного сложнее, чем вы думали вначале.
Существует так много типов, приложений, соединений и машин, что весь проект начинает становиться непосильным.
И это еще до того, как вы фактически перейдете к ремонту этого автомобильного крыла (или того, что вы хотите сварить).
Это полное руководство по сварке покажет вам, что этот процесс не так сложен, как некоторые видео, книги и блоги могут заставить вас поверить.
Как только вы поймете процесс и различные типы, это на самом деле довольно просто.
Итак, читайте дальше и узнайте все, что вам нужно знать об этом процессе, называемом сваркой.
Что такое сварка 101?
Как я уже упоминал, сама концепция сварки проста.
Фактически, это соединение двух (или более) металлических частей вместе. Фактически, чтобы затем они могли действовать как одно целое.
Подумайте о шасси вашего автомобиля. Рама состоит из отдельных горизонтальных, боковых и диагональных стальных труб и коробов, сваренных вместе.Они не двигаются и не вращаются – это одна прочная конструкция.
Обычно сварка включает нагревание соединяемых материалов. При этом происходит плавление, которое соединяет две части вместе, когда металл снова охлаждается. Часто для увеличения прочности соединения добавляют наполнитель.
Однако для тех, кто кричит: «Это не совсем так!», Есть несколько исключений:
- Это не обязательно должен быть металл. – некоторые термопласты можно соединить в процессе сварки.
- Тепло не всегда требуется – некоторые методы сварки, такие как ультразвуковая сварка и сварка давлением, можно выполнять в холодном состоянии
Какова история сварки?
Даже если вы очень мало разбираетесь в сварке, я уверен, что вы знакомы с популярным изображением.
Вы знаете, что это обычно мужчина или женщина в маске, держащая раскаленный добела факел с искрами, летящими по воздуху.
Но это лицо современной сварки; он существует гораздо дольше.
Вот краткий исторический обзор (не откладывайте, интересно).
Бронзовый и железный века
Примеры золотых шкатулок бронзового века, которые были сформированы сваркой давлением, до сих пор существуют.
Предполагается, что эти старые конструкции (от 1000 до 500 г. до н.э.) были забиты молотком, чтобы создать связь.
Кроме того, Геродот писал в «Истории», что Главк Хиосский единолично изобрел сварку железа.
Не упоминается, что он сделал, и сомнительно, что он подавал заявку на патент. Однако это, вероятно, самое раннее письменное упоминание о сварке.
Средневековье
Помните ли вы из школьных текстов или увлекаетесь Игрой престолов, вы наверняка видели изображение кузнеца, бьющего молотком по раскаленному металлу.
В средние века эта кузнечная сварка расцвела.Металлы нагревали до высоких температур, а затем кузнечными ударами склеивали.
Поскольку большая часть истории средневековья, кажется, состоит из людей, пронзающих друг друга мечами, следует предположить, что у кого-то, кто искусен в сварке, был прибыльный бизнес.
XIX век
Хэмфри Дэви открыл электрическую дугу в 1800 году, но прошло более 80 лет, прежде чем был создан первый настоящий метод дуговой сварки.
Разработан Николаем Бенардосом и Станиславом Ольшевским.
В 1881 году они нашли способ соединить металл с помощью угольных электродов по принципу дуги.
ХХ век
Метод дуги непрерывно совершенствовался и развивался вплоть до начала Первой мировой войны.
В годы войны закономерно вырос спрос на сварные машины и вооружение.
В послевоенное время это привело к развитию автоматической сварки – более быстрого и эффективного процесса.
Дальнейший прогресс включал сварку вольфрамовым электродом в газе в 1941 году, плазменную сварку в 1957 году и электрогазовую сварку в 1961 году.
Почему сварка важна для промышленного производства?
Вам не нужно далеко смотреть с того места, где вы сейчас сидите, чтобы увидеть, как применяется сварка. Это везде.
Кофейники, дверные ручки шкафов, плиты, даже карнизы для штор. Скорее всего, если он состоит из более чем одного куска металла, значит, он был сварен. Промышленность и производство полагаются на этот процесс.
Это связано с тем, что:
- Создает самую прочную связь между двумя кусками металла с аналогичными температурами плавления
- Это на дешевле и быстрее, чем другие методы соединения, такие как болты или клепки
- В В некоторых случаях сварка может быть автоматизирована – это может снизить затраты на рабочую силу, увеличить производство и привести к более стабильному качеству. Ваш кофейник не сломается и не покроет вас горячими жидкостями
- Два куска металла, сваренные вместе, часто оказываются сильнее, чем попытки нагреть и придать им необычную форму – это может вызвать напряжение в металле, вызывая слабые места
Из-за этих факторов, Сварка чаще всего применяется в следующих отраслях:
- Производство – только в США работает более 270 000 человек.
- Индустрия транспорта. stry
- Строительство
- Ремонт и обслуживание
В чем разница между пайкой, пайкой и сваркой?
Пайка, пайка и сварка имеют одну общую черту – они предназначены для соединения двух или более металлических частей вместе.Но есть отличия.
Пайка
Этот метод предполагает использование присадочного металла для создания соединения.
В отличие от сварки, он не плавит основные металлы для соединения .
Пылающая горелка нагревает присадочный металл вокруг стыка. Благодаря капиллярному действию этот наполнитель проникает во все труднодоступные места, создавая прочную связь.
Поскольку основные металлы не требуется плавить, это практическое решение для соединения металлов с разными температурами плавления.
Пайка
Этот метод очень похож на пайку, но с одним отличием – задействованными температурами.
Наплавленный металл при пайке обычно называют просто припоем (сплав олова и свинца). Вообще говоря, припой плавится около 390 градусов по Фаренгейту.
При пайке используются температуры выше 800 градусов. Пайка чаще всего используется в электронных связях, таких как печатные платы.
Какие бывают виды сварки?
Как писал Себа Смит в книге The Money Diggers (1840), « Есть больше способов снять шкуру с кошки. ”
Я не эксперт по кошачьим, поэтому не могу комментировать это утверждение. Тем не менее, я могу с уверенностью сказать вам, что есть более чем один способ сваривать металл.
Вот основные типы:
Кислородная сварка
Иногда называемый газовой сваркой, это один из старейших методов, разработанный еще в 1903 году.
Название просто относится к механизму создания пламени. сварочный процесс. Это действительно просто.
Горелка подключена к двум разным газовым баллонам: один содержит чистый кислород, а другой – газовое топливо.Следовательно, кислородное топливо.
Чаще всего этим «другим» топливом является ацетилен, что дало этому методу другое название – кислородно-ацетиленовая сварка.
Какое бы топливо ни использовалось, это та часть, которая горит и создает пламя.
Стопроцентный кислород повышает температуру этого пламени примерно до 6332 градусов по Фаренгейту.
Достаточно горячий, чтобы расплавить металл в ванне и создать сварной шов.
Несмотря на свою простоту, этот метод практически исчез из промышленного использования и был заменен дуговой сваркой (все обсуждается ниже).При этом его иногда используют любители или небольшой домашний бизнес.
Плюсы газокислородной сварки
- Электричество не требуется – вы можете находиться посреди поля или пустыни и при этом иметь возможность сваривать
- Очень просто в использовании
- Оборудование часто дешевле, чем сварка MIG или TIG
- Приспособляемость к «резке» металлов, а также к соединению
Минусы газокислородной сварки
- Шероховатый внешний вид – эти сварные швы менее эстетичны после завершения и могут потребовать «отделки», чтобы они были видны
- Нагревает окружающую среду больше, чем дуговая сварка, что может повлиять на целостность металла.
- Ограниченное применение металла – может эффективно использоваться только для низкоуглеродистой и мягкой стали.
Дуговая сварка экранированного металла (сварка палкой)
Электродуговая дуга в экранированном металле Сварка (SMAW) также известна как дуговая сварка под защитным флюсом (FSAW) или ручная дуговая сварка металлом (MMAW).
Однако, если вы не присутствуете на отраслевой конференции, вы нечасто услышите, что это называется таковой. В общем, «знающие» называют это сваркой стержнем .
Следовательно, мы будем называть это именно так.
Вместо сварочной горелки используется электрод, который выглядит как длинная палка (отсюда и название).
Этот электрод покрыт другим материалом или «экраном». Представьте себе, что вы берете карандаш и погружаете его в краску: карандаш – это электрод, краска – это щит.
Электрод расходный. То есть по мере сварки он становится короче и поэтому в какой-то момент требует замены.
Электрод подключен к источнику питания (переменного или постоянного тока, не имеет значения), который обеспечивает возникновение дуги .
Палка касается свариваемого металла, а затем вынимается, образуя дугу. Сила тока обычно регулируется ножной педалью.
При возникновении дуги происходят три вещи:
- Обрабатываемая область начинает плавиться в ванну
- Капли электрода падают под действием тепла в сварочную ванну, образуя наполнитель
- Защитное покрытие разрушается и образует газ
Первые два шага создают фактический сварной шов, третий обеспечивает защитный слой.Когда экран разрушается, образующиеся газы предотвращают воздействие кислорода на сварной шов. В противном случае это может привести к повреждению или нарушению целостности сварного шва.
Кроме того, часть этого экрана (или флюса) образуется в виде шлака на сварном шве, снова защищая его от кислорода. После того, как сварной шов остынет и затвердеет, этот слой шлака можно удалить, чтобы обнажить сварной шов под ним.
Этот метод по-прежнему популярен в промышленности, но из-за времени, необходимого для его выполнения, он заменяется другими процессами.Обычно он используется при сварке чугуна и стали.
Плюсы сварки штангой
- Оборудование недорогое
- Дополнительные защитные газы не требуются, все в электроде
- Если это делается снаружи, на него меньше влияет ветер, чем другие методы
- Можно использовать для герметичных или узкие зоны сварки
- Хотя обычно используется для чугуна и стали, он также полезен для алюминия и медных сплавов.
Недостатки сварки штангой
- Поскольку это ручной метод, требуемый метод «погружения» трудно воспроизвести точно путем механизации
- Требуются навыки – электрод должен располагаться под правильным углом, чтобы он не «прилипал» к сварному шву
- Требуется много времени – сварка погружением, замена электрода и удаление шлака требует времени
- Может вызвать много «брызг» – что означает грязный сварной шов, который необходимо очистить.
- Дорогой – хотя оборудование дешевое, указанная выше проблема времени может привести к увеличению затрат на сварку. ts для промышленного использования
Дуговая сварка вольфрамовым электродом (TIG Welding)
Помните, как в начале статьи я упоминал, что сварка всегда кажется слишком сложной? Даже если на самом деле это довольно просто?
На мой взгляд, во многом это связано с чрезмерно объясняющими «собственными» названиями процесса сварки.
В данном случае газовая дуговая сварка вольфрамом (GTAW). Все типы сварки имеют эти удлиненные номенклатуры.
К счастью, два моих любимых метода имеют короткие названия – TIG и MIG. Что легче сказать и запоминается.
MIG обсуждается ниже, но газовая дуговая сварка вольфрамом также известна как TIG (сварка вольфрамовым электродом в среде инертного газа) – и это то, что я буду называть.
Процесс был усовершенствован в 1941 году Расселом Мередитом. Хотя на первый взгляд это может показаться немного техническим, по сути это довольно просто .
В одной руке сварщик держит сварочную горелку с вольфрамовым наконечником. В отличие от сварки штучной сваркой, этот наконечник не является расходным материалом из-за его способности выдерживать высокие температуры.
Эта сварочная горелка выполняет две функции:
- Она подключается к сварочному аппарату (обычно работает по тому же принципу, что и катушка Тесла) для создания дуги и, следовательно, искры.
- Она подает инертный газ (часто аргон). к сварному шву, чтобы действовать как защитный газ
После создания дуги сварщик должен перемещать горелку круговыми движениями, образуя сварочную ванну.Здесь в игру вступает другая рука сварщика.
Присадочный металл добавляется в сварной шов с помощью стержня, который «погружается» в сварной шов для добавления в ванну.
Это делается поочередно – сварочная горелка входит, присадочный стержень выходит, и наоборот. После небольшой практики это действие становится второй натурой.
Помните об одном. Заполняющий стержень не следует вынимать полностью, он должен оставаться внутри газового «экрана», чтобы предотвратить его окисление.
Сварка TIG и сварка MIG (см. Ниже), на мой взгляд, являются двумя наиболее удовлетворительными методами сварки – как с точки зрения удовольствия, так и с точки зрения конечных результатов.
Если вам нужен хороший пример сварки TIG, посмотрите фильм «Инопланетяне» – , где персонажи защищаются от Ксеноморфов, приваривая дверь.
Хотя, пожалуйста, примите больше мер безопасности, чем они (в том числе не отправляйтесь в зараженную инопланетянами космическую колонию).
Плюсы сварки TIG
- Очень точный процесс
- Чрезвычайно прочные сварные швы
- Чистые, аккуратные сварные швы, подходящие для видимого дисплея
- Удовлетворение после освоения техники огромно
- Используется для самых разных материалы, включая алюминий, магний, сталь и сплавы меди
- Доступный и эффективный
Минусы сварки TIG
- Медленнее, чем при использовании метода MIG ниже
- Требуется немного времени, чтобы разработать правильную технику
- Включает две руки для сварки и лапка для регулировки силы тока.
Дуговая сварка металла в газовой среде (MIG Welding)
Вы уже знаете, что я собираюсь сказать.Я собираюсь называть дуговую сварку металлическим электродом в газовой среде (GMAW) другим названием – сварка MIG (сварка в среде инертного газа).
Я уже признался, что TIG и MIG – мои любимые методы.
Как объяснялось выше, мне нравится TIG из-за его аккуратности и удовольствия от двуручной техники.
Что касается MIG, меня привлекает одно – это так просто . Его часто считают одним из лучших методов сварки для начинающих, потому что он намного проще по сравнению с другими методами.
Я слышал, как некоторые люди сравнивают использование сварочного аппарата MIG с использованием клеевого пистолета. Хорошо, это не совсем так просто, но не за горами. Вот что делает сварку MIG идеальным выбором для новичков.
Если честно, единственный сложный аспект сварки MIG – это оборудование.
Не то, чтобы их было сложно использовать, но внутренняя работа довольно сложна, что снимает нагрузку с пользователя.
Я всегда думал об этом как о своем ноутбуке. Он может творить удивительные вещи, и я считаю его простым в использовании.Я имею в виду, что с помощью какой-то магии я пишу эту статью, чтобы ее читали во всем мире. Я не могу объяснить внутренние процессы, но меня это не волнует, пока они выполняют свою функцию.
К счастью, я знаю, как работает сварочный аппарат MIG. Вероятно, это потому, что я несколько одержим этим. Это вызывает привыкание. Итак, вот мое краткое объяснение.
Сварочный пистолет – это то место, где происходит «волшебство». Сопло на конце пистолета содержит сплошную электродную проволоку. Когда он касается основного металла, образуется дуга.
Этот электрод является расходным материалом: он образует присадочный металл для сварочной ванны. По мере того, как электрод израсходован, он непрерывно подается в сопло пистолета; никакой другой руки не требуется, чтобы кормить его.
Кроме того, защитный газ также проходит через сопло сварочной горелки, защищая сварной шов от окисления или поглощения водяного пара.
Все эти действия контролируются «спусковым крючком» на самом сварочном пистолете. Нет необходимости использовать три ветви, как при сварке TIG. Вы можете сделать это одной рукой.Его также можно установить в автоматический режим.
При этом я часто свариваю MIG двумя руками – я считаю, что достигаю большей точности, лучше контролирую и получаю лучшие результаты.
Хотя сварочная горелка делает все, вам по-прежнему нужен аппарат для подачи тока, электродная проволока, газ и, естественно, вам необходимо защитное оборудование.
Сварка МИГ – это наиболее распространенный вид промышленной сварки, подходящий для большинства металлов. Однако, поскольку для этого требуется защитный газ, его не часто используют на улице.
Плюсы сварки MIG
- Это, вероятно, самый простой вид сварки для начинающих
- Быстрее, чем многие другие типы
- Горелка обеспечивает защиту и флюс
- Часто имеет автоматическую функцию
- Низкая стоимость – относительно дешево пуск и потери во время использования незначительны
- Может легко создавать непрерывные сварные швы
Минусы сварки MIG
- Сложное оборудование иногда приводит к большим сбоям в работе
- Иногда могут оставлять отложения, которые могут ржаветь
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой во многих отношениях представляет собой нечто среднее между сваркой MIG и сваркой штучной сваркой.
Как и MIG, в нем используется электрод, который непрерывно подается через сопло для создания дуги и обеспечения присадочного металла .
Как и при сварке штучной сваркой, электрод при сгорании создает собственный защитный газ для защиты сварного шва.
В этом отличие от сварки MIG, при которой через сопло должен подаваться отдельный защитный газ.
Это делает сварку порошковой проволокой легко транспортируемой.
Поскольку требуется меньше работы, сварочный аппарат обычно меньше, чем для MIG, и газовые баллоны не требуются.
В определенных обстоятельствах для эффекта «двойного экрана» к сварному шву может подаваться внешний газ для повышения защиты.
Но в целом это не так. Если требуется такая защита, можно использовать альтернативный метод сварки.
Дуговая сварка порошковой проволокой не рекомендуется для тонких материалов, в идеале не менее 20 калибра (0,0359 дюйма).
В то время как сварка MIG может использоваться для более тонких металлов. Следовательно, при работе с небольшими моделями или объектами порошковая обработка не является идеальным методом.
Плюсы дуговой сварки порошковой проволокой
- Может использоваться достаточно эффективно за пределами
- Не требует дополнительного защитного газа
- Высокая портативность
- Требуется мало навыков
Минусы порошковой сварки
- Иногда возникают проблемы с механизмом подачи проволоки.
- Во время работы образуется много дыма.
- Является ли гибридом других методов.
Что такое наука, стоящая за сваркой?
Нет, не время отключаться.Знание того, как работает сварка, не только весьма интересно, но и поможет вам получить больше удовольствия от сварки и добиться лучших результатов.
Я расскажу вам о простом пошаговом процессе сварки и познакомлю вас с наукой, лежащей в основе этого процесса.
Как мы уже видели, существует множество различных методов сварки, но все они работают по очень похожим принципам. Для этого обзора я воспользуюсь методом TIG, предотвращающим появление инородных тел.
Сварка для начинающих: процесс
Дуга
Как говорит Тим Карри на выставке Rocky Horror Picture Show , вам нужно «…. этот неуловимый ингредиент, эта … искра. “
В большинстве современных сварочных работ, за исключением кислородно-топливной, для выработки тепла используется искра или, скорее, электрическая дуга. .
Для этого вам нужна мощность источник (сварочный аппарат) для обеспечения самой энергии. Один провод работает как «земля» и прикреплен к сварочному материалу. Другой присоединяется к ручному пистолету.
Электричество всегда пытается замкнуть цепь – что-то вроде «Ракеты» Рик Мирс в Indy 500. Сварочная горелка имеет токопроводящий наконечник, в случае сварки TIG, сделанный из вольфрама.
Вольфрам быстро нарезается на основной металл, а затем немного отводится. Это создает дугу – электроны в воздухе ионизируются, когда электричество борется за замыкание цепи.
Дуги создают феноменальное количество тепла и света (следовательно, необходимы меры безопасности, обсуждаемые ниже). Чем больше тока проходит от источника питания, тем выше температура дуги.
Расплав
Из-за высокой температуры дуги (около 11 000 градусов по Фаренгейту) соединяемые основные металлы начинают плавиться.Важно, чтобы дуга двигалась круговыми движениями для создания сварочной ванны.
По мере плавления двух (или более частей) происходит процесс, известный как сварочное плавление. Это позволяет двум расплавленным кускам фактически стать одним.
Поэтому сварка считается самым надежным способом соединения.
Следует отметить, что две соединяемые детали должны иметь одинаковую температуру плавления. В противном случае один из них расплавится намного раньше, чем другой, что приведет либо к повреждению сварного шва, либо к потрескиванию.
Наполнитель
При сварке TIG наполнитель добавляется отдельно, как только «расплав» начался (в MIG, если вы помните, он стекает по соплу).
Теоретически, если два соединяемых металла имеют одинаковый состав и очень плотно прилегают друг к другу, наполнитель может не потребоваться.
Однако «лучше перестраховаться, чем сожалеть» – это всегда хорошая поговорка, особенно при сварке. Использование присадочного стержня не ослабит соединение, а только укрепит его.
Присадочный пруток при сварке TIG «погружается» в сварочную ванну, оставляя небольшое количество металла.Это создает более прочную связь и заполняет любые промежутки или промежутки между двумя частями.
Важно, чтобы этот стержень имел такой же состав, что и соединяемые металлы – существует множество вариантов, чтобы гарантировать, что у вас есть правильный материал.
The Shield
По мере завершения этапов плавления и наполнения действует еще один важный фактор.
Для дуговой сварки требуется экран.
Как следует из названия, защищает сам сварной шов. Но поскольку вы не можете использовать металлический экран (он может быть прикреплен к сварному шву), используются газы.
Эти газы в случае TIG и MIG пропускаются на сварной шов через сварочный пистолет.
Они предотвращают загрязнение сварочной ванны азотом, водородом, кислородом и водяным паром.
Попадание этих нежелательных элементов может привести к образованию отверстий (ослабление соединения) и «брызгам» металла.
Главное качество этих газов – их инертность. По сути, они не вступают в реакцию с другими веществами. По сути, не является легковоспламеняющимся – в противном случае вы лично присоединитесь к сварочной ванне.
Наиболее часто используемые газы – это гелий, аргон и диоксид углерода. Их использование зависит от стоимости, подготовки и типа сварного шва. В целом:
- Гелий – обычно используется с цветными металлами, стоит дорого
- Аргон – самый чистый внешний вид и уменьшает разбрызгивание, используется с магнием, алюминием и титаном
- Диоксид углерода – один из самых распространенный и дешевый, пригодный для толстого металла
Кроме того, для получения идеального результата сварки вышеуказанные газы можно комбинировать в различные смеси.
The Cool
Как вы знаете из школы, материя существует в виде твердого тела, жидкости или газа.
На самом деле, на всякий случай, если это читают ученые, это не совсем так. Есть еще два состояния – плазма и конденсат Бозе-Эйнштейна (просто избавляет меня от необходимости отвечать на гневные электронные письма в будущем).
При сварке металл переводится в жидкую фазу, чтобы обеспечить сварочное плавление. По мере охлаждения он снова возвращается в твердую фазу, чтобы сформировать одну твердую деталь.
Некоторые сварщики после завершения охлаждают сварной шов водой, что называется «закалкой». Я всегда советую: «Если не надо, не надо».
Я понимаю, что если время поджимает, а сварка не является «критической» (т. Е. Если она выйдет из строя, кто-то умрет), то возможна закалка.
В противном случае дайте ему остыть естественным путем. Слишком быстрое снижение температуры может привести к тому, что он станет хрупким из-за теплового удара.
Сварной шов затвердеет уже через несколько минут (но не прикасайтесь к нему пальцами, чтобы проверить).Пока остывает, всегда есть чем заняться. Уберитесь, упакуйте свое оборудование или выпейте кофе.
The Clean
Не похоже на науку, но это так.
Исследования показали, что в некоторых случаях красоту можно измерить.
Очистка сварного шва улучшает его внешний вид и позволяет как вам, так и другим людям ценить время и усилия, которые вы потратили .
Более того, если поверхность должна быть окрашена, наличие чистой и гладкой основы позволит покрытию лучше склеиться.
Как работает подводная сварка?
До того, как я начал заниматься сваркой, я всегда задавался вопросом, как «огонь» может работать под водой, чтобы сваривать металл. К счастью, теперь я знаю. Это не огонь, а электрические токи.
Есть два типа подводной сварки.
Сухая подводная сварка
Этот метод включает создание герметичной «камеры» вокруг области сварки. Затем он заполняется газовой смесью, необходимой для дыхания на этой глубине.
Таким образом, сварщику не нужно носить водолазное снаряжение.
В этом сценарии, хотя сварочный аппарат находится глубоко под водой, он все еще работает при давлении, близком к поверхностному (поскольку в камере находится давление).
Это делает сварку на такой глубине практически такой же процедурой, как и на поверхности. Самым большим ограничением является отсутствие места для работы.
Сварка под водой в мокром состоянии
На мой взгляд, это чудо науки. Как упоминалось ранее, никакого «пожара» здесь нет. Вместо этого это просто электрическая дуга, сделанная из воды.
Однако есть несколько существенных отличий. Во-первых, поскольку электричество и вода не самые лучшие друзья, электрод, необходимый для дуги, является водонепроницаемым. Как обсуждалось ранее, наиболее распространенным методом является сварка штучной сваркой.
Во-вторых, под водой происходит нечто удивительное. Я знаю, о чем вы думаете, неужели дуге и сварному шву мешает вся окружающая вода? К счастью, это не так. Вода создает собственную защиту.
В начале сварки в процессе плавления образуется диоксид углерода.Это создает пузырь вокруг сварного шва, который предотвращает попадание воды на зону сварки.
Подводные сварщики – одни из самых высокооплачиваемых в сварочной отрасли из-за требуемых навыков и связанных с этим опасностей.
Что такое сварка под флюсом?
Как ни странно, это не другое название для подводной сварки, о которой говорилось выше. Это делается на суше.
«Погруженная» часть относится к фактическому сварному шву. Перед началом работы свариваемая область покрывается гранулированным флюсом, следовательно, она погружается в воду.
Затем в этот флюс проталкивают непрерывно подаваемый электрод, чтобы начать сварку .
Поскольку сварной шов покрыт гранулами (обычно кремнеземом или известью), он защищен от загрязнений.
Кроме того, он устраняет брызги, искры и ультрафиолетовый свет. Обычно дугу невозможно даже увидеть, поскольку она находится под покровом потока.
Этот тип сварки обычно используется в промышленности. Чаще всего это автоматизированный или полуавтоматический метод, выполняемый машиной.
Есть случаи, когда ручная сварка возможна, хотя и довольно редко.
Какие бывают типы сварных соединений?
Неудивительно, что соединение представляет собой соединение двух металлических частей, образующих одну деталь.
Я знаю, что постоянно упоминаю об этом, но сварка – это просто. На самом деле настолько просто, что существует всего пять типов суставов. Вот и все. Я перечислю их ниже, но продолжайте читать, чтобы узнать больше о каждом из 5:
- Стыковое соединение
- Нахлесточное соединение
- Угловое соединение
- Кромочное соединение
- Тройник
Стыковое соединение
Это, пожалуй, самый распространенный тип сварного соединения.
Это когда два куска металла соединяются бок о бок. Это включает сварку вместе отрезков трубы одинакового диаметра.
Это не только обычное дело, но и самый простой из всех соединений. Это делает его идеальным стартовым местом для новичков. Его также называют сварным швом с квадратной канавкой, но большинство людей называют его просто стыковым швом.
Соединение внахлест
Это соединение используется, когда два куска материала «перекрывают» друг друга.
Подумайте об этом так.Возьмите две квадратные подставки для напитков и поставьте одну поверх другой. Теперь просто сдвиньте верхнюю подставку примерно на дюйм вправо, оставив другую в неподвижном состоянии. Они встречаются в коленях.
Если требуется дополнительная прочность, эти два металла можно сваривать как сверху, так и снизу.
Подобное соединение часто используется там, где две поверхности имеют разную толщину, что затрудняет стыковое соединение .
Если вы здоровый человек и часто ходите в спортзал (в отличие от меня), проверьте рамы силовых тренажеров – у них часто есть суставы на коленях.
Угловой шарнир
Углы оборудования часто подвергаются наибольшему «наказанию» в течение всего срока службы. Поэтому нет ничего необычного в том, что эти соединения часто ремонтируются или заменяются.
Соединение выполнено так, что два металла сдвинуты вместе, образуя прямоугольную или L-образную форму.
При сварке сварной шов идет снаружи соединения, а не внутри. Обычно это соединение используется для создания коробов и квадратных рам.
Торцевое соединение
Чаще всего используется, когда одна из металлических деталей имеет кромки с отбортовкой.Представьте, что вы кладете никель ребром на плоский кусок стали.
Для подобных соединений часто требуется присадочный металл, чтобы они оставались максимально прочными. Это связано с отсутствием поверхности, на которой две части фактически встречаются.
Тройник
Как следует из названия, соединение, если смотреть сбоку, выглядит как Т-образный. Например, возьмите два одинаковых куска стали размером 2 дюйма в высоту и 1 дюйм в ширину.
Положите одну деталь на рабочую поверхность плоской стороной 2 дюйма.Возьмите другой кусок и положите его сверху так, чтобы сторона в 2,5 см прилегала к нему.
Какие материалы используются при сварке?
Как мы видели, сварка требует использования других материалов, помимо сварочного оборудования и металла.
Вот три наиболее распространенных типа:
Покрытый электрод
Это стальные электродные стержни, окруженные флюсом.
Этот электрод создает дугу и действует как присадочный металл.
Покрытие из флюса реагирует с теплом, создавая газовый экран. Покрытый электрод используется при сварке штучной сваркой.
GMAW Solid Wire
Используемая при сварке MIG, эта проволока имеет небольшой диаметр и непрерывно подается в сварочную горелку.
Поставляются на катушках для дома и малого бизнеса или на больших барабанах для промышленных работ.
Поскольку они не содержат защитного флюса, при их использовании требуется внешний подвод защитного газа.
SAW Flux
Ранее мы обсуждали сварку под флюсом.Флюс под ПАВ представляет собой гранулированный материал, который обеспечивает «покров» на сварном шве. Чаще всего они поставляются в виде большого мешка.
Доступны различные типы, в зависимости от используемого тепла и / или склеиваемого металла.
Как проверить качество сварного шва?
После того, как вы закончите сварку, вы осмотрите его, и да, два металлических куска определенно соединены вместе. Вопрос в том, так ли и останется?
Если вы только что прикрепили руку к своей металлической статуе Росомахи, и через месяц она отвалится, то проблем нет (ну, кроме Росомахи).
Однако, если вы заменили металлическую перекладину лестницы, и она не сработала при прикреплении рождественских огней к вашему дому, это более серьезно.
Я всегда рекомендую проверять качество сварного шва, даже если это не опасно для жизни .
Вы хотите, чтобы ваша работа прослужила долго. Отсюда проверка качества.
Вообще говоря, существует три типа гарантии качества: визуальная, неразрушающая и, как вы уже догадались, разрушающая.
Если вы не работаете в отрасли, вы вряд ли будете проводить какие-либо другие проверки качества, кроме визуальной. Однако я включил краткие сведения о двух других. Знание – сила, правда?
Visual
Многие проблемы можно обнаружить, просто осмотрев сварной шов. Или, если сварку за вас делал кто-то другой, еще важнее изучить его работу.
Визуальная проверка – это самый простой способ проверки качества, не требующий оборудования. Вот то, на что вам следует обратить внимание.
Наличие отходов
Насколько «чистый» сварной шов? На нем не должно быть посторонних материалов. Во-первых, шлака быть не должно.
Даже если немного образовалось во время сварки, его можно легко удалить с помощью отслаивания или жесткой щетки.
Если другие элементы очевидны (грязь, металлическая стружка, мелкие животные), это означает, что металл не был достаточно очищен перед сваркой. Грязный сварной шов – это слабый сварной шов.
Распределение сварного шва
В стыке должно быть равномерное распределение сварочного материала без комков, неровностей или зазоров.
Пористые отверстия
Если в сварном шве образовались небольшие отверстия, должен прозвучать сигнал тревоги. Это известно как «пористость».
Это радикально снизит прочность сварного шва, и если вы его заметите, то от него следует отказаться. Обычно это вызвано отсутствием или недостаточным количеством защитного газа во время процесса сварки. Это означает, что кислород и вода попали в сварочную ванну.
Зазоры
Место стыка металлов должно быть плотным и без видимых зазоров.Воздушные пространства создают слабые места.
Обычно это вызвано плохой подготовкой и неправильным закреплением металлов на этапе сварки.
Утечка?
Если сварка была сделана на элементе, который (не обязательно по конструкции) может удерживать жидкость, проверьте герметичность.
Смешайте немного мыльного моющего средства с водой и нанесите на свариваемый объект. Если видны вода или пузырьки, значит сварной шов недостаточно.
Неразрушающий контроль
Это способы проверки целостности сварного шва, которая позволяет использовать его после использования. Эти методы требуют использования специального оборудования .
- Радиографический – с использованием рентгеновских лучей, которые могут обнажить дефекты под поверхностью сварного шва
- Магнитная частица – электрический ток пропускается через сварной шов, магнитный порошок показывает любые точки, где происходит утечка электричества, т. Е. дефект в сварном шве
- Проникающая жидкость – окрашивающая жидкость помещается на одну сторону стыка и остается на несколько минут – в случае утечки капиллярное действие переместит краситель в другую часть сварного шва
Разрушающий контроль
Как следует из названия, этот тест доводит сварной шов до точки разрушения.
Сначала это может показаться немного странным. Если сварной шов выходит за предполагаемый предел, это был хороший сварной шов – к сожалению, теперь он сломан и становится бесполезным.
Следовательно, этот метод используется только в определенных областях, в основном:
- Испытание образцов – сварщик может предоставить пример своей работы для конкретного применения, а заказчик проверяет целостность сварного шва – надеюсь, успешно ведущая к будущей работе сварщика
- Квалификация – некоторые сварочные осмотры могут включать в себя проверку прочности сварного шва, чтобы позволить сварщику получить квалификацию
- Исследование – если авария произошла из-за неудачного сварного шва, аналогичные сварные швы один и тот же сварщик / компания могут быть проверены, чтобы определить, виноваты ли они.
Испытания по этим причинам включают:
- Угловой разрыв – используется для сварных швов, которые были соединены только с одной стороны; к несваренной кромке прикладывают давление, чтобы увидеть, какое давление требуется для ее разрушения
- Поперечный разрыв – сварные швы разводятся в стороны для проверки целостности
- Разрыв – сварной шов сгибают до разрушения
Какое оборудование используется при сварке?
Если вы похожи на меня, то все дело в оборудовании.
Естественно, это важно, без него не было бы сварки.
Но нет ничего более приятного, чем зайти в свой гараж или мастерскую и увидеть целую кучу оборудования.
Вот самые важные детали для сварщика:
Сварочные аппараты
Теоретически можно использовать автомобильный аккумулятор в качестве источника питания, хотя я бы никогда не рекомендовал это. Вместо этого сварочные аппараты обеспечивают источник питания для процесса сварки.
Подключенные к электросети, эти аппараты преобразуют входную мощность в низкое напряжение и большой ток, пригодный для сварки.
Многие из них преобразуют переменный ток в постоянный через инвертор.
Постоянный ток может вызывать меньше брызг при сварке, однако для алюминия требуется переменный ток.
Дополнительно можно купить сварочные генераторы. Они могут подавать правильный ток и напряжение с помощью бензинового двигателя внутреннего сгорания.
Они особенно удобны при отсутствии сетевого питания, например, посреди поля.
Кроме того, некоторые сварочные аппараты оснащены системой подачи проволоки.Это обеспечивает сварочную горелку плавящимся электродом для создания дуги и подачи присадочного металла (например, при сварке MIG).
Регуляторы
Если вам нравится готовить летом на газовом гриле, скорее всего, вы уже знаете, что такое регулятор.
Мы уже рассмотрели важность защитного газа при сварке. Однако, если вы подключите газовый баллон непосредственно к фонарику и включите поток, весь газ будет использован примерно за 15 секунд.
Регулятор снижает давление до приемлемого уровня, обеспечивая постоянный поток выбранного вами газа для защиты сварного шва.
Во многих случаях регулятор имеет два манометра. Один показывает давление в баллоне (т. Е. Сколько газа остается), а другой – расход на сварочную горелку. Скорость потока можно изменить, просто повернув циферблат.
Это позволяет вам установить правильную норму для вашей работы. Для толстой проволоки и плотного металла требуется больше защитного газа, и наоборот.
Сварочные материалы
Расходные материалы – это материалы, которые расходуются в процессе сварки.
Обычно эти расходные материалы образуют источник тепла, действуют как присадочный металл и в некоторых случаях могут защищать сварной шов защитным газом.
К ним относятся покрытые электроды (для сварки штангой) и сплошная проволока (для MIG) .
Их можно использовать с помощью сварочного пистолета (в случае MIG) или как отдельную деталь (как при сварке штучной сваркой).
Выбор правильных расходных материалов зависит от:
- Типа сварки – TIG, MIG, Stick и т. Д.
- Используемый металл
- Прочность, необходимая для сварки
Сварочные горелки
Иногда используются сварочные горелки как «пушки».Это стало довольно обычным явлением, и теперь термины в значительной степени взаимозаменяемы.
Однако обычно пистолеты отличаются тем, что у них есть спусковой крючок для управления процессом сварки.
Сварочная горелка выполняет множество функций, в том числе:
- Зажигание и поддержание электрической дуги
- Создание и «придание формы» сварному шву
- Подача защитного газа при определенных методах сварки
Выбор подходящей горелки зависит от области применения.Возможные варианты:
- Тип сварки (TIG, MIG и т. Д.)
- Ток, используемый при сварке
- Размер используемых электродов
- Форма газовой защиты
Неудивительно обнаружить, что эти во время использования горелки могут нагреваться. За счет этого их обычно охлаждают либо воздухом, либо циркулирующей водой.
Защитное оборудование
Во всяком случае, защитное оборудование, вероятно, является одним из наиболее важных факторов, которые следует учитывать при сварке.Настолько, что я выделил этой теме отдельный раздел ниже.
Безопасность при сварке
Скажу честно.
Держать в руке фонарик, способный генерировать температуру до 11000 градусов, вероятно, не самое безопасное, что вы когда-либо делали.
Однако, если вы разумны, нет причин, по которым это должно быть опаснее, чем вождение автомобиля.
Более того, я нахожу кое-что в этой «теоретической опасности» весьма привлекательной.
Идея сделать что-то, что другие люди никогда бы не подумали, вызывает у меня немного шума.
При этом сварка может быть сопряжена с некоторыми опасностями и, следовательно, с возможными травмами, если ее не выполнять должным образом. Наиболее частые случаи:
- Arc eye – в основном солнечный ожог роговицы глаза из-за воздействия ультрафиолетового света от сварочной горелки, известной как welders eye .
- Горючие ожоги – одежда может загореться, что приведет к ожогам
- Респираторные проблемы – вдыхание химикатов и паров может вызвать хронические условия дыхания и, в худшем случае, идиопатическую болезнь Паркинсона
- Поражение электрическим током – когда две части соприкосновение с недрагоценными металлами
Несмотря на вышесказанное, ношение надлежащего защитного оборудования при сварке может предотвратить большинство, если не все, из вышеперечисленных рисков.
Сварочное защитное снаряжение
Перечисленные ниже элементы необходимы при сварке. Никогда не начинайте свой проект, пока они не установлены. Вы также можете прочитать наш контрольный список средств защиты, если вам нужен специальный ресурс.
Одежда для сварщиков
Дело не только в том, чтобы выглядеть профессионально, но и в том, чтобы вести себя как профессионал. Правильная сварочная одежда – самый простой способ защитить себя от обычных ожогов.
Поскольку сварка – это определенно процесс, который согреет вас, может возникнуть соблазн разделиться до шорт и футболки, чтобы не замерзнуть.Не делайте этого.
Открытая кожа может обжечься от жары, огня или просто от воздействия ультрафиолетового света. Полное прикрытие – лучший способ обезопасить себя.
По крайней мере, если у вас нет специальной одежды для сварщиков, наденьте негорючую одежду – например, джинсы из денима и толстую хлопковую рубашку с плотным переплетением.
Однако в идеале вам следует приобрести соответствующую огнестойкую одежду для сварщиков. В отличие от продуктов прошлого, многие из них теперь легкие и позволяют телу «дышать», сохраняя прохладу.
Поищите хотя бы куртку, брюки и перчатки. Многие компании теперь предлагают «готовые упаковки», включающие все необходимые предметы одежды в одной коробке.
Очки для сварки
Эти очки защищают глаза от ультрафиолетового и инфракрасного света, а также от любого мусора, который может попасть в глаза.
Боковые экраны могут препятствовать проникновению света из углов, что может повредить зрение.
Эти очки содержат очень темные фильтры.Они позволяют сварщику четко видеть сварной шов во время работы, сохраняя при этом безопасность.
Часто стекла предназначены для определенных видов сварки. Поэтому, если вы занимаетесь дуговой сваркой, не используйте те, которые предназначены для газокислородной сварки.
Часто очки надевают под сварочную маску.
Сварочные маски
Сварочные маски обеспечивают полную защиту лица, в отличие от очков для защиты глаз.
К ним также относятся фильтры, которые предотвращают попадание ультрафиолетового и инфракрасного света в глаза, а также снижают риск разлетающихся искр или химических веществ.Их часто комбинируют с кожаными колпачками, если сварка происходит над головой.
Возможно, вы видели, как сварщики обычно «кивают», опуская козырек шлема на лицо. Это сделано потому, что козырек слишком темный, чтобы его можно было увидеть для подготовки сварного шва, его можно увидеть только во время сварки.
Чтобы противостоять этому, некоторые компании теперь предоставляют прозрачные козырьки, которые автоматически затемняются при возникновении дугового света. Это позволяет сначала подготовить сварной шов с опущенной маской.
В США рекомендуется, чтобы сварочная маска соответствовала отраслевому стандарту ANSI Z87-1.Поэтому я предлагаю вам проверить, соответствует ли ваш шлем этому стандарту.
Сварочные респираторы
Большинство людей знают об опасности смотреть на сварочную дугу, меньше понимают опасности, связанные с вдыханием дыма.
Теперь мы все понимаем опасность курения, но многие сварщики часто игнорируют тот факт, что вдыхание сварочного дыма может создать еще большие проблемы.
Из всех ошибок, которые делают сварщики, наиболее распространенной является отказ от респиратора.
Он может вызывать не только краткосрочные побочные эффекты, такие как кашель и проблемы с дыханием, но и долгосрочные эффекты могут быть фатальными .
Респираторы варьируются от самых простых (одноразовых) до продвинутых (респираторы с подачей воздуха) и многих других. Требование зависит от типа выполняемой сварки.
Многие из этих респираторов предназначены для ношения под полной сварочной маской.
Сварка – хороший вариант карьеры?
Если вы не любите жару, бесполезны с руками и мечтаете о карьере в уютном офисе, то сварщик, вероятно, ужасный выбор карьеры.
Однако, если вам нравится быть «практическим», вам нужна работа с хорошими перспективами трудоустройства и удовлетворение от создания вещей, которые могут сделать лишь немногие избранные, тогда это может быть идеальная карьера.
В одних только США прогнозируется нехватка около 270 000 сварщиков к 2020 году. Это означает, что найти доступную вакансию не будет слишком сложно.
Каковы плюсы сварочной карьеры?
Заработная плата
Как сказал Марко Рубио в 2015 году, «Нам нужно больше сварщиков и меньше философов. С точки зрения доходов он, вероятно, был прав.
Я не знаю богатого философа, но знаю очень удобных сварщиков. Сварщик – это карьера с хорошими перспективами оплаты труда.
Работающие или самостоятельно работающие
Сварщик – это карьера, которую можно сделать как в корпорации, так и самостоятельно.
Многие сварщики, работающие не по найму, могут работать так, как им удобно, и выбирать область, в которой они хотят специализироваться.
И наоборот, другие сварщики предпочитают «корпоративную» среду с преимуществами и карьерным ростом, которые она может предложить.
Разнообразие работ
Сварка используется во многих отраслях, а это означает, что никакие две сварочные работы не могут быть одинаковыми. Например, сварка используется в:
- Вооруженных силах
- Строительство
- Автомобильной промышленности
- Нефтегазовой отрасли
- Производство
- Подводный мир
- Освоение космоса
Таким образом, вполне возможно объединить интересы в сварка с отраслью, которая вас интересует.
Делаем то, что любишь
Многие люди никогда не работают сварщиками, но это их хобби.
Что касается времяпрепровождения, я считаю его одним из самых полезных .
Если вы любите сварку, то нет ничего лучше, чем получать деньги за то, что вам действительно нравится.
Каковы недостатки сварочной карьеры?
Comfort
Сварка не для всех. Может быть шумно, жарко и грязно. Кроме того, это может означать работу в неудобном положении или на улице в сырую или холодную погоду.
Травмы
Даже при том, что безопасность превыше всего, могут произойти несчастные случаи. Мало того, что травма сама по себе неприятна, она может помешать вам какое-то время работать.
Рабочее время
Поскольку работа в срок часто является особенностью сварки, это может занять много времени. Кроме того, в зависимости от отрасли, это может означать и рабочие ночи.
Как мне стать сварщиком?
Если вы планируете стать сварщиком-любителем, есть несколько вариантов, в том числе:
- Найдите местного сварщика и посмотрите, готовы ли они дать вам некоторое время – оплачиваемое или неоплачиваемое – чтобы научить вас основам сварки.
- Просмотрите одобренные онлайн-учебные пособия
- Ознакомьтесь с доступными курсами в местных университетах и общественных колледжах
Однако, если вы рассматриваете сварку как профессию, вот мои рекомендации, чтобы подняться по служебной лестнице.
Средняя школа
Брать уроки математики, магазина и естествознания; в некоторых школах есть даже классы сварки.
Пройдите обучение
Некоторые работодатели могут обучать вас «на рабочем месте», в то время как другие предлагают полное ученичество.
Колледжи, университеты, лучшие технические училища и военные могут предложить программы сварки. У вас больше шансов получить работу, если вы пройдете формальное обучение в качестве основы.
Получить сертификат
Некоторые работодатели имеют свои собственные программы сертификации и обучения, но они могут быть полезны только для работы с этой конкретной компанией.
Чтобы максимально использовать возможности, постарайтесь получить аккредитацию Американского общества сварщиков.
Этот сертификат открыт для всех, независимо от текущего уровня образования.
В этом экзамене проверяется ваша способность выполнять сварочные работы, необходимые в нефтяной, листовой и химической промышленности.
Кроме того, некоторые отрасли предоставляют свои собственные сертификаты в зависимости от требуемой работы.Двумя крупнейшими из них являются:
- Американский институт нефти – с упором на материалы, связанные с поставкой и переработкой газа и нефти.
- Американское общество инженеров-механиков
Какова средняя заработная плата сварщика?
Согласно исследованию, проведенному PayScale, средняя заработная плата сварщика в США составляет 17,50 долларов в час, что составляет 44 000 долларов в год.
Если вы новичок, начальная зарплата составляет около 35 000 долларов.Однако карьерный рост и специализация могут привести к гораздо более высокой заработной плате.
Например, если подводное плавание – ваша ниша, то подповерхностная сварка может приносить вам в среднем 65 000 долларов в год, а 10% лучших получают более 100 000 долларов.
Роботы возьмутся за мою сварочную работу?
Мы все слышали о достижениях в области искусственного интеллекта и видели фильмы, в которых роботы захватывают мир.
Кажется, есть уверенность в том, что чем бы мы ни занимались, сваркой или нет, нас заменит машина.
Однако перспективы могут быть не такими мрачными. Честно говоря, роботы уже широко используются в производстве.
Они используются с 1980-х годов в автомобилестроении, в основном для точечной сварки.
В настоящее время, по оценкам, в США для сварки используется около 60 000 роботов по сравнению с 500 000 человек .
Итак, мы по-прежнему выигрываем по количеству ставок.
Действительно, у роботов есть свои преимущества. Им не нужны перерывы или отпуска, они могут работать на высокой скорости и пока не скучают от повторений.
Но, несмотря на достижения в области технологий, во многих случаях люди все еще лидируют.
- Инновации и творчество – роботы не могут «думать на работе» или импровизировать для решения проблемы
- Адаптивность – автомобильный робот может делать только одно, точечную сварку автомобиля – люди могут адаптировать свои навыки к большинству сварочные работы
- Гибкость – много раз я оказывался в практически невозможной позе йоги, пытаясь дотянуться до сварного шва, роботы были слишком негибкими для этого
Лично я не стал бы беспокоиться о роботах, которые захватят сварочную промышленность .Пока что.
Заключение
Итак, это все (почти) все, что вам нужно знать о сварке.
Надеюсь, это полное руководство по сварке оказалось полезным. Я бы рекомендовал использовать ссылки на сайте, чтобы получить более подробную информацию по областям, которые вас интересуют больше всего.
В любом случае это доставит вам удовлетворение и ощущение хорошо выполненной работы.
Всегда ставьте безопасность на первое место и не торопитесь. Сварка – это не работа, которую нужно торопить. Чем дольше вы будете уделять время и больше внимания, тем лучше результаты и тем больше удовольствия вы получите.
Сварка 1: Технический колледж Эмили Гриффит
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 10/11/2021
Инструктор: Мэтью Сарторио
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 01.11.2021
Инструктор: Трина Тенорио
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 31.01.2022
Инструктор: Джессика Ланка
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 23.05.2022
Инструктор: Мэтью Сарторио
WEL 101 Сопутствующие процессы резания
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки. Этот курс также предоставит введение в чтение чертежей.
Дата начала: 14.10.2021
Инструктор: Мэтью Сарторио
WEL 101 Сопутствующие процессы резания
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки. Этот курс также предоставит введение в чтение чертежей.
Дата начала: 10.11.2021
Инструктор: Трина Тенорио
WEL 101 Сопутствующие процессы резания
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки. Этот курс также предоставит введение в чтение чертежей.
Дата начала: 02.03.2022
Инструктор: Джессика Ланка
WEL 101 Сопутствующие процессы резания
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки. Этот курс также предоставит введение в чтение чертежей.
Дата начала: 31.05.2022
Инструктор: Мэтью Сарторио
WEL 103 Базовая экранированная металлическая дуга I
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 31.01.2022
Инструктор: Мэтью Сарторио
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 06.06.2022
Инструктор: Трина Тенорио
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 05.05.2022
Инструктор: Джессика Ланка
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 16.02.2022
Инструктор: Мэтью Сарторио
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 24.05.2022
Инструктор: Джессика Ланка
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 05.04.2022
Инструктор: Мэтью Сарторио
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 22.09.2021
Инструктор: Трина Тенорио
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 08.03.2022
Инструктор: Мэтью Сарторио
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 14.06.2022
Инструктор: Джессика Ланка
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 24.03.2022
Инструктор: Мэтью Сарторио
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 30.06.2022
Инструктор: Джессика Ланка
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 18.04.2022
Инструктор: Мэтью Сарторио
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 11.03.2021
Инструктор: Мэтью Сарторио
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 10.01.2022
Инструктор: Трина Тенорио
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 23.02.2022
Инструктор: Джессика Ланка
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 16.06.2022
Инструктор: Мэтью Сарторио
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 25.01.2022
Инструктор: Мэтью Сарторио
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 23.05.2022
Инструктор: Трина Тенорио
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 05.02.2022
Инструктор: Джессика Ланка
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 01.05.2022
Инструктор: Мэтью Сарторио
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 13.04.2022
Инструктор: Трина Тенорио
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 12.04.2022
Инструктор: Джессика Ланка
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 11.09.2021
Инструктор: Мэтью Сарторио
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки под флюсом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 20.01.2022
Инструктор: Трина Тенорио
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки под флюсом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 01.03.2022
Инструктор: Джессика Ланка
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки под флюсом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 22.06.2022
Инструктор: Мэтью Сарторио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 02.12.2021
Инструктор: Мэтью Сарторио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 01.03.2022
Инструктор: Трина Тенорио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 17.03.2022
Инструктор: Джессика Ланка
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: Нет доступных запусков.
WEL 101 Сопутствующие процессы резания
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки. Этот курс также предоставит введение в чтение чертежей.
Дата начала: Нет доступных запусков.
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: Нет доступных запусков.
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: Нет доступных запусков.
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: Нет доступных запусков.
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: Нет доступных запусков.
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: Нет доступных запусков.
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: Нет доступных запусков.
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: Нет доступных запусков.
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: Нет доступных запусков.
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: Нет доступных запусков.
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки под флюсом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: Нет доступных запусков.
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: Нет доступных запусков.
Магазин сварщиков
Вы будете получать оригинальные запчасти от двух моих любимых американских производителей:
- 7 чашек Furick
- 9 CK Worldwide Чашки из глинозема
- Все необходимое оборудование. Это универсальный магазин для всех ваших потребностей в принадлежностях для сварки TIG!
Требуется пройти чашу по сантехнической нержавеющей трубке? Для этого отлично подходят газовые колпачки CK большого диаметра.Необходимо выполнить кластерную сварку трубок из хромомолибденовой стали 4130 с вылетом 1 дюйм? Для этого идеально подходят Furick Ceramic Fupa 12 или Jazzy 10. А как насчет внешнего угла алюминиевой пластины протектора 3/16 ”3003? Стандартная чашка № 5, № 8 Furick pro или газовая линза № 6 CK отлично подходят для этого.
Возможности продолжаются! Вытяжной коллектор на inconel 625? Керамика Jazzy 10 – отличный выбор! Титановые куски пирога? Толстушка Furick правила для этого. Все, что угодно, от стандартной чашки № 5 для тонкого алюминия до больших чашек с газовыми линзами для ходьбы чашки по трубе, этот комплект подходит для множества ситуаций.
В общем, это супер удобный способ иметь каждую чашку для любого применения в одной коробке для снастей.
Фактор БЕСПЛАТНОЙ ДОСТАВКИ по США!
Этот комплект, который позволяет сэкономить более 100 долларов США, состоит из одних из лучших колпачков и запчастей для сварки TIG, представленных сегодня на рынке!
Вот подробное описание того, что входит в комплект Weldmonger TIG PRO:
Чашки Furick:
- # 8 Профессиональная чашка
- # 10 Jazzy 10 чашек
- # 12 FUPA (прозрачный)
- # 12 FUPA (керамика)
- # 14 Чашка на кончик лося
- BBWSG-19 чашка
- Керамическая чашка BBW
- Furick 3/32 Цанга клиновая
- Furick 3/32 Газовая линза без уплотнительного кольца
- 18CG-20 Линза теплозащитного газа
- 4GHS Газовая линза Heastshield серии 4 MS1066
- + дополнительные красные уплотнительные кольца 5/8
Запчасти CK по всему миру:
- # 5 2a5 Чашка глинозема CK
- 4CB332 3/32 Корпус цанги
- 4C332 Цанга клиновая 3/32
- # 4 2AG4 CK Чашка из глинозема
- # 5 2AG5 CK Чашка из глинозема
- # 6 2AG6 CK Чашка из глинозема
- # 7 2AG7 CK Чашка глинозема
- # 8 2AG8 CK Чашка глинозема
- 4GL116 Газовая линза для 1/16 “1.6 мм
- 4GL332 Газовая линза для 3/32 дюйма 2,4 мм
- 4GL418 Газовая линза для 1/8 “3,2 мм
- 4C116 Цанга для внешней ссылки 1/16 “1,6 мм: 10N23S MS1156
- 4C332 Цанга для внешней ссылки 3/32 “2,4 мм: 10N24S MS1156
- 4C418 Цанга для внешней ссылки 1/8 “3,2 мм: 10N25S MS1156
- 57Y04 Короткая задняя крышка (с уплотнительным кольцом) xref: 300S
- Задняя крышка средняя, 300 м (с уплотнительным кольцом) xref: 34015
- 57Y02 Задняя крышка длинная (с уплотнительным кольцом) xref: 300L
- 4GHS Газовая линза Heastshield серии 4 MS1066
- 18CG-20 Линза теплозащитного газа
- 3/32 2% лантенированный вольфрам – синий молотый
- 1/16 2% лантенированный вольфрам – синий молотый
- 1 / 8- 2% лантенированный вольфрам – синий молотый
Lg Диаметр детали:
- # 17,18, 26 Style – фонари 3 серии
- # 6 3AG6LD (57N75) Чаша из глинозема большого диаметра
- # 8 3AG8LD (57N74) Чаша из глинозема большого диаметра
- # 10 3AG10LD (53N88) Чашка из глинозема большого диаметра
- # 12 3AG12LD (53N87) Чашка из глинозема большого диаметра
- 3GL332LD Газовая линза большого диаметра 3/32
- 3GL418LD Газовая линза большого диаметра 1/8
- 3C332GS Цанга клиновая 3/32
- 3C418GS Цанга клиновая 1/18
- 3GHSLD Тефлоновый изолятор
2 серии (# 9 / # 20): резаков включают резаки 9, 20, 100, 110, 130, 200, 230FL2L, CKM230, CWh330, WCM230 и другие популярные резаки Weldcraft, Lincoln, WeldTec и Profax с аналогичными модели.
3 серии (# 17 / # 18 / # 26): резаков включают 17, 18, 26, 150, 210, 300, 510, Trimline, FL3L, CKM350, CWHTL300, CWh450, CWM350 и другие популярные резаки Weldcraft , Lincoln, WeldTec и Profax с аналогичными моделями.
Если вам нужна дополнительная помощь, чтобы узнать, какой у вас фонарик, свяжитесь с нами сегодня по телефону (833) -308-7018
Управление сварными швами алюминия от подготовки поверхности до чистовой обработки
Теперь доступны распылители, которые покрывают поверхности сварочных сопел и предотвращают прилипание брызг и засорение сопел.Это позволяет защитным газам течь свободно, а проволоке – равномерно. По сравнению с обычными продуктами на гелевой основе, эти применения доказали свою долговечность и сокращают замену форсунок, затраты на обработку и трудозатраты на удаление брызг.
Как и все материалы, алюминий, «металл с крыльями», имеет свои преимущества и недостатки.
Высокое соотношение прочности и веса алюминия давно сделало его очевидным выбором в автомобильной и аэрокосмической отраслях, прежде всего потому, что он легкий и устойчивый к коррозии.Хотя алюминий не самый прочный из металлов, его легирование с другими металлами, такими как медь, магний, олово и цинк, помогает увеличить его прочность, долговечность и массу.
Алюминиевые сплавы легко обрабатываются, но, как и любой производственный материал, имеют свои преимущества и недостатки. С одной стороны, изделия из литого алюминия относительно дешевы из-за низкой температуры плавления алюминия. С другой стороны, они имеют более низкую прочность на разрыв. Кроме того, алюминиевые сплавы деформируются при высоких температурах.У них более низкий предел выносливости, чем у стали, и они ослабевают при повторяющихся нагрузках, поэтому алюминиевые сплавы редко используются в приложениях с высокими допусками на усталость, таких как фермы в строительстве и на железных дорогах.
Проблемы в цехе
Хотя промышленные преимущества алюминия впечатляют (помимо перечисленных выше преимуществ, он пригоден для вторичной переработки, долговечен и энергоэффективен), он может создавать уникальные проблемы для металлистов.
Что касается проблем до или после сварки, алюминий имеет некоторые общие черты со сталью, но не всегда.Алюминий проводит тепло в шесть раз быстрее, чем сталь, и имеет низкую температуру плавления, что делает его очень восприимчивым к короблению и прожогу. Алюминиевая проволока имеет относительно низкую прочность на разрыв, что может вызвать проблемы с подачей проволоки и привести к дефектам сварки, если не используется правильное оборудование. Распространенными дефектами сварных швов алюминия являются разбрызгивание, пористость, растрескивание и отсутствие плавления.
Пористость возникает, когда водород попадает в сварочную ванну во время плавления, а затем захватывается сварным швом во время затвердевания.Защитный газ защитит расплавленную сварочную ванну от окружающей атмосферы, которая может загрязнить сварной шов, но необходимо соблюдать другие передовые методы, такие как правильная скорость потока газа и циклы продувки. Также следует учитывать использование газов с низкой точкой росы.
Сварочные брызги или шлак – это капли расплавленного металла или неметаллических материалов, которые разбрызгиваются во время процесса сварки. Эти крошечные кусочки горячего материала могут прилипать к основному материалу и любому окружающему металлическому материалу. Основными причинами этих недостатков обычно являются плохая подготовка поверхности и неправильная настройка оборудования.Для слесарей разбрызгивание, которое обычно возникает из-за нарушений в сварочной ванне, является ненужной и дорогостоящей неприятностью.
При несоблюдении целого ряда передовых методов присутствие копоти, особенно при газовой вольфрамовой дуговой сварке (GTAW), практически неизбежно при сварке алюминия. Все сварные швы, независимо от того, были ли они произведены GTAW или газовой дуговой сваркой (GMAW), должны быть яркими и блестящими. Голова имеет черный цвет, поэтому многие сварщики считают, что это нагар или сажистый загрязнитель. Фактически, рентгеновский анализ доказал, что грязь сварного шва представляет собой комбинацию алюминия и магния.
Обесцвечивание и загвоздка возникают, когда оксиды алюминия или магния собираются на основном материале и свариваются. Поскольку температуры кипения алюминия и магния ниже, чем температуры сварочной дуги, алюминий и магний в присадочном металле сварного шва фактически испаряются во время сварки и конденсируются на более холодном основном металле, если не защищены надлежащим образом защитным газом.
Что касается очистки алюминия, произошел отход от традиционных проволочных щеток и агрессивных химических чистящих средств.Сегодня возможно использование эффективных, экологически чистых электрохимических технологий. Эти устройства не повреждают поверхности из алюминия или нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который закачивается непосредственно на очищаемую поверхность, а динамический контроль электрического тока предотвращает микропиттинг на поверхностях сварных швов.
«Горячий крекинг» – это химический вопрос. Напряжение или «холодное растрескивание» является результатом механических напряжений. Тем не менее, маленькая или большая трещина – это дефект, который может привести к неудачной проверке сварного шва, потому что со временем трещина может привести к разрушению сварного шва.Предотвращение образования горячих трещин возможно за счет использования высококачественных присадочных металлов с меньшей чувствительностью к растрескиванию. Холодное растрескивание (во время охлаждения сварного шва) может произойти в течение суток после сварки, обычно из-за захваченного в сварном шве водорода через сварочную ванну. Если во время затвердевания присутствуют чрезмерные усадочные напряжения, вызванные вогнутым профилем валика, слишком низкой скоростью перемещения или впадиной в конце сварного шва (кратерная трещина), возникнут трещины под напряжением.
Прожог вызван воздействием слишком большого количества тепла на алюминий и прожиганием в нем зазора.Поскольку сварка требует достаточного количества тепла для правильного плавления металлов, прожог происходит, когда сварщик не может сбалансировать тепло и скорость. Чтобы предотвратить прожог в алюминиевой GTAW, оператор должен выполнять сварку при низкой силе тока с длинным концом на электроде. В режиме GMAW сварщику следует использовать импульсный пистолет (это хорошая практика для алюминия толщиной 1/8 дюйма и более). Электрические импульсы обеспечивают достаточный нагрев и охлаждение с определенными интервалами, чтобы предотвратить прогорания. Если сваривается толстый алюминий, сила тока должна быть достаточно высокой, чтобы обеспечить достаточное проникновение в сварное соединение: например, 250 ампер для сварки на дюйма.для толстого материала и 350 ампер для сварки материала толщиной ½ дюйма. В смесь защитного газа можно добавить гелий, поскольку он обеспечивает более горячую и проникающую дугу на более толстых участках.
Отсутствие плавления или «холодная притирка» является распространенным дефектом алюминиевых сварных швов и часто вызывается присутствием оксида алюминия (который не растворяется в расплавленном алюминии) на поверхностях сварных швов. Плохая техника сварки также может препятствовать сварке. Это происходит при слишком низком напряжении или скорости подачи проволоки или при слишком высокой скорости движения сварочного аппарата.Поскольку алюминий проводит тепло быстрее, чем сталь, он склонен к недостаточному плавлению в начале сварного шва до тех пор, пока в сварной шов не будет вложено достаточно энергии. Некоторое сварочное оборудование решает эту проблему автоматически, увеличивая ток в начале сварки, а затем понижая его, чтобы избежать перегрева. Чрезмерно широкий сварной шов также может препятствовать плавлению, но его можно решить, сузив шов или направив сварочную дугу к боковой стенке опорной плиты.
Создание чистой рабочей поверхности
Технологии нанесения керамических покрытий являются одними из последних инструментов в арсенале металлистов.Как и в случае со сталью, сварочные брызги могут быть проблематичными при сварке алюминия. Если горячие брызги попадают на сварочные сопла и наконечники, возникающее засорение препятствует свободному течению защитного газа. Плохой поток газа может вызвать пористость, непоследовательные сварные швы или сварные швы, которые потребуют полной доработки.
Теперь доступны распылители, которые покрывают поверхности сварочных сопел и предотвращают прилипание брызг и засорение сопел. Это позволяет защитным газам течь свободно, а проволоке – равномерно. По сравнению с обычными продуктами на гелевой основе, эти применения доказали свою долговечность и сокращают замену форсунок, затраты на обработку и трудозатраты на удаление брызг.
Помимо сопел горелки, детали также можно защитить от брызг, чтобы обеспечить не только чистоту сварных швов, но и исключить дорогостоящие переделки. Эмульсии, предотвращающие разбрызгивание, защищают детали от брызг. Одна такая эмульсия, совместимая с алюминием, нержавеющей сталью и сталью, предназначена для того, чтобы помочь сварщикам выполнять сварные швы без пористости и предотвратить растрескивание сварных швов. Он не содержит летучих органических соединений, растворителей, силикона и поддается биологическому разложению. Важно отметить, что эмульсия втягивается под воздействием тепла, оставляя участки сварки свободными от жидкости.
Хотя технологии керамического покрытия и эмульсии, предотвращающие разбрызгивание, очень эффективны, существуют и другие меры для оптимизации условий обработки алюминия. Ценность предварительной очистки алюминия перед сваркой невозможно переоценить. Плохой защитный газ или плохая проволока могут вызвать пористость, но может и недостаточная очистка перед сваркой. Здесь необходимо выполнить два шага: во-первых, очень важно удалить все масла, смазки, смазочные материалы, растворители и другие углеводороды из основного материала в области сварного шва алюминия. Эти загрязнения содержат водород.Если они попадают в сварочную дугу, они вызывают пористость сварного шва.
Обезжиривающие средства премиум-класса удаляют загрязнения из зоны сварного шва, а некоторые из них специально разработаны для алюминия и других чувствительных сплавов. Некоторые из них поддаются биологическому разложению, что означает отсутствие дополнительных затрат на утилизацию.
Во-вторых, важно удалить оксиды со всех свариваемых поверхностей. Это можно сделать с помощью механической щетки из нержавеющей стали с мелкой щетиной, но следует использовать легкое прикосновение – чрезмерное давление фактически приведет к полировке оксидов и попаданию их на алюминиевую поверхность.
Обработка после сварки
Проблемы после сварки, такие как обесцвечивание, загвоздка и тепловой оттенок в зонах термического влияния, также должны быть решены.
Что касается очистки алюминия, произошел отход от традиционных проволочных щеток и агрессивных химических чистящих средств. Проволочные щетки работают быстро, но могут поцарапать алюминий и изменить отделку. Сильные химические вещества (травильные пасты) могут очищать сварные швы, но, в зависимости от их типа, могут вызывать повреждение поверхности. Также в игру вступают риски для здоровья и дорогостоящая утилизация.
Сегодня возможно использование эффективных, экологически чистых электрохимических технологий. Эти устройства не повреждают поверхности из алюминия или нержавеющей стали, а в некоторых используется раствор электролита с нейтральным pH, который закачивается непосредственно на очищаемую поверхность, а динамический контроль электрического тока предотвращает микропиттинг на поверхностях сварных швов. Он может обрабатывать металлы со скоростью от 3 до 5 футов в минуту, в зависимости от области применения.
Для сравнения, травление включает сильнокислые растворы азотной и плавиковой кислот.Сварщики должны нанести пасту, подождать час, чтобы она подействовала, а затем смыть ее с металла. Дорогостоящие меры по соблюдению экологических требований вступают в игру, если требуются специальные методы удаления сточных вод, обычно с использованием токсичных кислот. Некоторые производители платят до 8 долларов за литр за утилизацию травильной пасты и сопутствующих жидкостей.
Резка, шлифовка, смешивание и чистовая обработка
Когда дело доходит до смешивания или чистовой обработки алюминиевых сплавов, цехам необходимо помнить о производительности и безопасности.
При шлифовании или резке алюминия важно использовать высокопроизводительное оборудование, которое не добавит лишних шагов к работе. Магазины захотят использовать шлифовальные и отрезные круги, которые не забиваются и не покрываются лаком при работе с алюминием и другими цветными металлами. Они также хотят убедиться, что колеса прослужат много раз.
Работа с алюминиевыми сплавами может вызвать всевозможные проблемы в цехе – будь то предварительная или послесварочная сварка. Для производителей, стремящихся предотвратить дефекты сварных швов, доступны инновационные инструменты.Для слесарей, которым нужны безопасные и эффективные методы удаления теплового оттенка и изменения цвета при GMAW, GTAW и точечной сварке, технологии электрохимической очистки и полировки предлагают выдающиеся подходы к исправлению дефектов сварных швов экологически безопасным способом.
Что касается резки, смешивания и полировки алюминиевых сплавов, технологии продолжают развиваться с каждым годом. Производителю следует проконсультироваться со своим поставщиком о том, как сделать магазин более эффективным с помощью правильных инструментов.
Джонатан Дувилль, инж., PMP, старший менеджер по продукции, R&D International, в Walter Surface Technologies, 5977 TransCanada Highway West, Pointe-Claire, Que., H9R 1C1, 514-630-2800, www. walter.com/en. Изображения любезно предоставлены Walter Surface Technologies .
Пьер Школьный округ № 32-2
T.F. Средняя школа Риггса,
Заявление о миссии T.F. Riggs High School призвана «дать учащимся необходимые знания, навыки и отношения, чтобы они могли учиться на всю жизнь и продуктивно участвовать в жизни общества.”В миссию включены следующие убеждения:
- Каждый студент – ценный человек с уникальными физическими, эмоциональными и интеллектуальными потребностями; поэтому учебная практика должна включать учебные мероприятия, учитывающие различия в стилях обучения.
- Студенты учатся лучше всего, когда у них есть соответствующие возможности для успеха и они активно участвуют в учебном процессе.
- Самоуважение студента повышается за счет позитивных отношений и взаимного уважения между студентами и преподавателями.
- Школа должна способствовать обучению учащихся, обеспечивая безопасную и физически комфортную среду.
- Персонал школы, родители и сообщество разделяют ответственность за поддержку миссии школы.
Ожидается, что все учащиеся смогут реализовать свой потенциал, и для этого им предоставляется множество возможностей.
Т.Ф. Riggs High School предлагает разнообразные возможности обучения для учащихся любого уровня способностей.Т.Ф. Riggs High School – это школа для индивидуальных занятий с планшетами, в которой всем учащимся предоставляется планшетный компьютер Fujitsu.
Посредством курсов с двойным зачетом и курсов Advanced Placement учащиеся, желающие получить высшее образование, имеют возможность заработать как средние, так и послесредние кредиты по музыкальной оценке, психологии, продвинутым компьютерным приложениям, алгебре в колледже и всем курсам медицинских наук, предлагаемым через Lake Партнерство регионального технического института с университетским центром Капитолия.Предлагаемые курсы AP: AP-химия, AP-психология, AP-исчисление, AP-история США и AP-биология.
Учащиеся, у которых есть проблемы с обучением, могут получить кредит средней школы на курсах, доступных на их уровне способностей.
Предлагаемые здесь курсы включают: фундаментальную физику, базовую биологию, базовую алгебру I, базовую геометрию, экологию и курсы английского языка, посвященные восстановлению чтения. Кроме того, студенты, не прошедшие семестровый курс, могут воспользоваться возможностью пополнить счет в Riggs Academy, где курсы восстановления кредита доступны через Edgenuity, среду онлайн-обучения и через бумажные / карандашные учебные программы для студентов, которые в этом нуждаются. тип индивидуализации.
Студенты, заинтересованные в практических занятиях, могут выбирать из множества курсов в области профессионального и технического образования. К ним относятся следующие курсы: сварка, автомобилестроение, стажировка для молодежи, компьютеры, столярное дело, кулинария и черчение, а также сельское хозяйство, дикая природа и рыболовство.