Электросварка для начинающих или как стать сварщиком
Автор этой статьи – сварщик самоучка. Поэтому профессионалов прошу отнестись к данной статье весьма скептически. С другой стороны, тем, кто только начинает пробовать себя в электросварке, постараюсь показать, что ничего страшного в том, чтобы научиться дуговой сварке, нет. Не боги горшки обжигают. Лучший учитель – практика, практика и практика. Сварка – это соединение деталей путем расплавления материала самих соединяемых деталей. Как правило с добавлением дополнительного однородного материала.
Оборудование – сварочный трансформатор, вырямитель или инвертер. К счастью, сейчас в продаже их превеликое множество. Делать ли самому самодельный сварочный аппарат – решать каждому. На мой взгляд – не стоит. Научитесь варить – он в 99% случаев перестанет вас удовлетворять, вы все равно придете к необходимости купить нормальную технику. Советую купить его сразу. Надо сказать, что однажды научившись сваривать металл, вы сможете решать огромное количество проблем, возникающих у дачника в процессе освоения вверенного ему участка.
Какой сварочный аппарат покупать? Для начинающих лучше всего подойдет тот сварочный аппарат, что имеет плавную регулировку сварочного тока. Дело в том, что для зажигания и поддержания сварочной дуги большое значение имеет сила тока в электроде. А поскольку и электроды разных производителей разные (согласно допускам их ТУ) и влажность флюса на электроде может быть разной, и масса свариваемых деталей разная, и диаметр электродов разный, то лучше иметь возможность плавно подбирать сварочный ток для каждого случая сварки.
Что еще потребуется? Разумеется, защитная маска или щиток сварщика. При сварке электрическая дуга от души излучает жесткое ультрафиолетовое излучение в таком количестве, что любой солярий отдыхает. И если посмотреть на такую дугу подольше, то можно «наловить зайчиков». Научным языком – обжечь роговицу глаза. При этом глаз так начнет себя чувствовать, словно в него насыпали пригрошню песку. Страдания можно облегчить путем наложения холодного компресса или пасты из сырой картошки на глаза. Но пару дней вы проведете в горизонтальном положении точно.
Но пару дней вы проведете в горизонтальном положении точно.
Еще потребуется халат или куртка, брюки из плотного материала и такие же перчатки. Желательно из толстой кожи или брезентовые. Так как искры от электрической дуги брызжут во все стороны и тонкие х/б перчатки ими прожигаются насквозь. И не надейтесь варить «на вытянутой руке», чтоб искра не долетела… Обязательно долетит и попадет в такое место, что забудете, что варили. Да! Еще нужен молоток в 200-300 граммов с острым концом, что бы сбивать окалину со сварочного шва. Это необходимо, потому что шов покрыт шламом и не всегда видно, насколько надежно произведена сварка.
Лучше всего начинать учиться варить, на мой взгляд, с электрода диаметром 2,5 – 3 мм. Это самые ходовые электроды в “бытовых” условиях. Более тонкими электродами варят очень тонкий металл, и вообще, в этих случаях лучше использовать сварочные полуавтоматы с газовым обдувом места сварки. А электроды в 4-5 мм применяются довольно редко. Да и для сварки ими требуется мощная электросеть, которая не всегда доступна в дачных условиях.
Первые упражнения. Не стремитесь сразу сварить что-то «полезное». Вы только испортите заготовки. Потренируйтесь сначала на куске никчемного металла. Весьма кстати будет наличие поблизости ведра воды. Поскольку по незнанию вы можете попытаться начать варить и на деревянном верстаке… В радиусе одного метра не должно быть ничего горючего! Даже просто остаток использованного электрода может что-нибудь зажечь!
Зажим “массы” надежно прикрепите к детали, а в держатель электродов заправьте электрод. Установите на сварочном аппарате ток, соответствующий диаметру электрода. Учиться, кстати, лучше на совершенно новых электродах, чтобы понять суть процесса. Потому что старые электроды очень нестабильны и могут навсегда отбить охоту учиться сварке.
Зажигание дуги. Представьте, что электрод – это карандаш. Установите его под углом примерно 60-70 градусов по отношению к заготовке, то есть почти вертикально, но все же под углом. Со скоростью 5-10 см/сек проведите электродом по заготовке . Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Сноп искр и треск. Отлично! Теперь примерно под тем же углом прикоснитесь к заготовке и тут же приподнимите электрод так, чтобы зазор составил 3-5 мм. Дуга зажжется и будет гореть, расплавляя металл как заготовки, так и дуги. Старайтесь поддерживать этот зазор по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону , оторвите и снова зажгите дугу. Прилипание электрода или отсутствие дуги длиной менее 2-3 мм говорит о слабой силе тока. Немного увеличьте его. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между концом электрода и деталью.
Не думайте, что вы научитесь варить “за один электрод”. Ну разве что вы прирожденный сварщик, доселе закапывавший свой талант. Тогда быстрее бросайте все и бегите устраиваться сварщиком – они в большой цене… Рассчитывайте на пару пачек электродов как минимум. Электроды стоят не очень дорого, считайте это платой за обучение.
Итак, вы научились зажигать и устойчиво поддерживать дугу . Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Ну хотя бы 3-4 раза на один электрод, не более. Теперь попробуем наплавить валик. Для этого зажигаем дугу и начинаем плавно перемещать электрод по горизонтали (по шву сварки). При этом совершаем колебательные движения с амплитудой 2-3 мм, как бы «подгребая» расплавленный металл к кратеру дуги. Тогда и образуется тот самый красивый шов с легкими едва заметными волнами наплавленного металла. Сплошной и надежный.
Удаление шлака. Но тот самый шов как правило, покрыт слоем шлака, который образуется при сгорании флюса, которым покрыт электрод. Что бы убедиться в надежности шва, после его остывания постучите по нему молотком. Тогда шлак отлетит и откроется собственно шов электросварки, блестящий чистым металлом.
Вот после того, как вы научитесь делать валик длиной 2-3 см, можно приступать и к деловой сварке, варить какие то реальные детали и инструмент.
Купите сварочный аппарат или сварочный инвертер, потратьте несколько часов на самостоятельное обучение сварке и откройте для себя огромные возможности ее применения в дачном строительстве.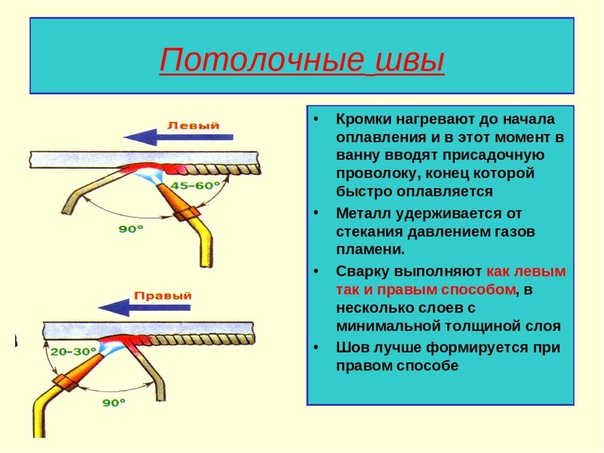 Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла таких как при замене батарей, хвс и гвс. Вам станут так же доступны, как рытье ямы при помощи лопаты.
Ремонт и изготовление новых садовых инструментов, монтаж различных конструкций, сварка деталей из металла таких как при замене батарей, хвс и гвс. Вам станут так же доступны, как рытье ямы при помощи лопаты.
Сварочные работы- обучение сварке, основы сварочного дела
Как стать опытным сварщиком или сварочные работы для начинающих
Иногда возникают ситуации, когда нужно что то приварить в гараже, доме или на даче. Постоянно искать сварщиков и к тому же постоянно платить им за услуги не очень удобно, так как стоимость сварочного аппарата относительно не большая и выполнение сварочных работ не является столь сложным делом, как кажется.
Прежде всего необходимо узнать как правильно производить сварочные работы: первым делом нужно купить сварочный аппарат, желательно с плавным регулированием тока, что даст возможность регулировать нужную силу тока для конкретной сварки, в зависимости от объема свариваемых деталей и диаметров электродов.
Также нужен сварочный щиток или защитная маска. Желательно купить брезентовые брюки, куртку, перчатки, которые будут защищать от искр.
Желательно купить брезентовые брюки, куртку, перчатки, которые будут защищать от искр.
Выполняя сварочные работы своими руками не нужно забывать о технике безопасности, согласно которой нужно расчистить рабочий участок в радиусе 1 метра, убрать все горючие материалы, приготовить ведро с водой, установить сварочный аппарат в таком месте, где будет постоянный приток воздуха, можно усилить охлаждение, установив дополнительный вентилятор, следить за чтобы никакие влажные пары и пыль не достали до прибора.
Электроды желательно покупать диаметром 2,5-3 мм, большего диаметра электроды будут давать значительную нагрузку на электросеть. Выполнение сварочных работ требует упорства, поэтому следует купить побольше электродов и запастись терпением.
Приступая к работе первым делом нужно прикрепить «массу» с свариваемой детали, прикрепить электрод в держатель, выставить на сварочном аппарате ток, что соответствует диаметру электрода.
Выставив электрод под углом 65-70 градусов медленно провести по металлу.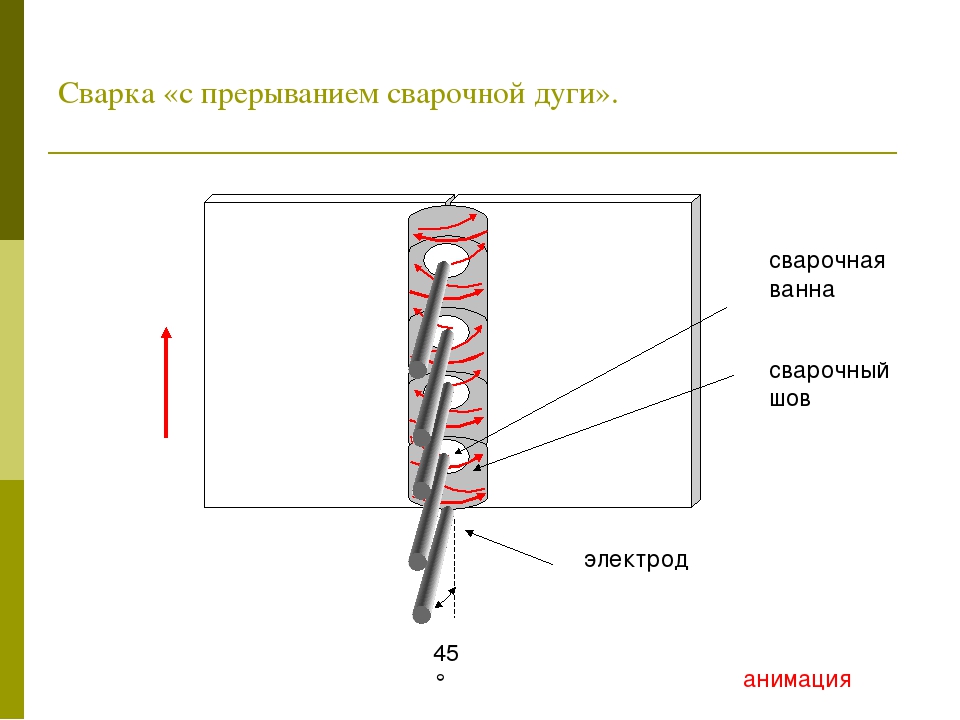 После прикосновения стоит на несколько миллиметров приподнять электрод, создавая дугу, которая плавит и сваривает металл. Нужно хорошенько потренироваться чтобы держать нужное расстояние. Далее нужно вести электрод по горизонтали создавая сварной шов.
После прикосновения стоит на несколько миллиметров приподнять электрод, создавая дугу, которая плавит и сваривает металл. Нужно хорошенько потренироваться чтобы держать нужное расстояние. Далее нужно вести электрод по горизонтали создавая сварной шов.
Существует легкий способ создания шва – это рисовать восьмерку, начиная снизу вверх. Для удобства можно “прихватить” свариваемую деталь в нескольких местах и потом доваривать весь стык, начиная снизу вверх, вырисовывая цифру восемь, не забывая сбивать шлак специальным молотком сварщика. После чего следует просмотреть шов на наличие пробелов, которые нужно проварить еще раз. Если электрод прилип к детали нужно его оторвать качая с стороны в сторону, прилипание означает что на сварочном аппарате выставлена слабая сила тока.
Немного поработав со сварочным аппаратом становится ясно, что сварочные работы своими руками это вполне реально и удобно.
Курс электрогазосварщик обучение в Ижевске в УКЦ «Эксперт»
Сварщик – одна из самых востребованных и высокооплачиваемых рабочих специальностей.
Учебно-консультационный центр «Эксперт» предлагает пройти полный курс обучения профессии сварщика.
| Обучение с нуля | Профессиональная переподготовка | Повышение квалификации |
Обучение длится 4 месяца и включает 224 часов теории и 352 часов практики. Курс полезен как начинающим специалистам, так и опытным сварщикам, которые планируют повысить разряд.
Направления обучения
Электрогазосварщик
Электродуговая и газовая сварка и резка металлов
Газорезчик
Кислородная и воздушно-плазменная резка металлических деталей
Аргоновая сварка
Аргонодуговая сварка в среде инертного газа аргона
Сварщик полуавтоматом
Подготовка сварщиков частично механизированной сварки плавлением
Содержание курса
Форма обучения – очная /очно-заочная. Теоретический блок можно пройти очно или дистанционно (через интернет), практику и экзамен – только на базе обучающего центра в Ижевске. График занятий формируется с учётом пожеланий группы. Возможно вечернее обучение.
Теоретический блок можно пройти очно или дистанционно (через интернет), практику и экзамен – только на базе обучающего центра в Ижевске. График занятий формируется с учётом пожеланий группы. Возможно вечернее обучение.
По окончании обучения выдается удостоверение установленного образца. Данные вносятся в архив и реестр учебного заведения, что позволяет в любой момент подтвердить полученный квалификационный разряд и восстановить документы.
Обучение проводится в оборудованной мастерской.
Стоимость курса
В стоимость входят теоретические и практические занятия. По окончанию обучения сдаётся экзамен и выдаются документы о получении образования.
Возможна рассрочка платежа на весь период обучения. Подробности о стоимости и обучении по телефону 47-19-30, Евгений.
Преимущества обучения в УКЦ «Эксперт»
- Собственная мастерская с оборудованными сварочными постами.
- Опытные преподаватели.
- Возможность выполнить свой проект.

- Рассрочка на период обучения.
- Заключение договора по почте.
- Трудоустройство (количество мест ограничено).

Консультации по телефону 47-19-30.
Записаться
Приемы сварки для начинающих, чтобы улучшить качество шва
Приемы сварки для начинающих, чтобы улучшить качество шваЧтобы научиться варить сваркой нужно огромное терпение и труд. Важно уметь анализировать собственные ошибки и исправлять их в процессе обучения.
Подчас начинающим сварщикам тяжело освоить электросварку в виду отсутствия необходимых знаний. Поэтому в данной статье были собраны важные советы, которые помогут облегчить такое непростое, но столь интересное увлечение, как сварка.
Для новичков сварка всегда должна начинаться с безукоризненного выполнения техники безопасности. Во время проведения сварочный работ на сварщика воздействует сразу три отрицательных фактора: яркий свет, едкий дым, высокая температура.
Во время проведения сварочный работ на сварщика воздействует сразу три отрицательных фактора: яркий свет, едкий дым, высокая температура.
Очень важно защититься от этих негативных воздействий, используя маску для сварки, спецодежду, а также, естественную вентиляцию помещения. Всегда нужно помнить о том, что никакой сварочный шов не достоин вашего здоровья.
Приемы для начинающих сварщиков, чтобы улучшить качество шва
Когда опытный сварщик уже набил руку и шишки, он прекрасно понимает, как действовать в той или иной ситуации. Сырые электроды? Пожалуйста, опытный сварщик проведёт электродом вдоль поверхности металла, чтобы хорошенько прогреть его.
Начинающему же сварщику очень сложно в виду отсутствия опыта и знаний. Поэтому первый совет, относится к технике инициализации сварочной дуги. Как вы, наверное, уже знаете, зажечь электрод можно двумя способами — легким постукиванием о металл и чирканьем.
Новичкам в сварке предпочтительно использовать именно второй способ розжига, который позволит и прогреть электрод, и легче зажечь сварочную дугу.
Если электроды никак не хотят варить, то попробуйте поменять полярность на сварочном аппарате. Возможно дело именно в настройках инвертора: слабый ток, прямая полярность подключения или неподходящие электроды.
Метод короткого электрода
Практически все начинающие сварщики сталкиваются в процессе обучения с такой проблемой, когда кончик электрода сильно виляет в стороны и дёргается. В результате этого становится сложно удержать сварочную дугу, она все время гаснет, а электрод прилипает к поверхности металла.
На первых порах важно научиться удерживать и вести электрод вдоль шва. Для этого можно посоветовать две техники: уменьшить длину электрода или намотать кабель электрододержателя на руку, чтобы он не свисал вниз и не мешал тем самым.
И тот, и другой способ позволяет удержать стабильную дугу и исключить виляние электрода в стороны. Ну а поскольку это очень важно на первом этапе обучения, то уже через несколько дней практики, таким образом, можно научиться сваривать короткие швы.
Шлак и металл при сварке
Также во время обучения важно разобраться, где шлак, а где металл. Почему это важно? В первую очередь для того, чтобы получить чистый и красивый шов, без шлаковых включений. Во время сварки нужно всегда следить за тем, чтобы шлак не попадал в сварочную ванну, а оставался снаружи.
Здесь можно посоветовать один старый способ, который позволит наверняка разглядеть, где шлак, а где металл. Просто нужно взять электрод и счистить с него обмазку через определённое расстояние. Таким образом, при сварке данным электродом можно будет увидеть шлак.
Поделиться в соцсетях
Несколько советов по сварке инвертором для начинающих
Электросварка для начинающих
Сварка является наиболее распространённым методом соединения двух отдельных металлических деталей между собой. На первый взгляд кажется, что сварка – это простое и интуитивное занятие. Однако работа сварщика достаточно непростая. Необходимо многое учесть и много чему научиться прежде, чем всерьёз браться за выполнение сложных задач.
Как бы там не было, начинать с чего-то нужно. Сегодня многие самообучаются сварочной работе из статей в интернете. В этой статье также будет рассмотрена сварка инвертором для начинающих.
Почему инвертор?
На данный момент на рынке можно встретить различные сварочные приспособления, а также различного рода аппараты. Инвертор (аппарат электродуговой сварки) считается наиболее лёгким в управлении, поэтому он отлично подойдёт для обучения. К тому же, стоимость данных сварочных аппаратов невысока. Рекомендуем вам сварочные инверторы серии MASTER производства завода РУСЭЛКОМ.Теория дуговой сварки
Какие процессы наблюдаются при соединении двух металлических деталей между собой?Ответом на этот вопрос послужит следующее:
• Электричество, подведённое к плавящемуся электроду и свариваемым деталям, образует дугу вследствие замыкания электрода с металлом;
• Дуга создаёт на поверхности огромную температуру (вплоть до 7000 градусов), которая способна расплавить любой металл на планете;
• При расплавлении электрода и кромок металлических деталей, две поверхности сплавляются между собой;
• Процесс заканчивается.
Электроды для сварки
Электрод служит очень важную роль – он состоит из стержня (определённого металла), а на его поверхности располагается специальный порошковый состав. Как известно, во время сварки на качество сварного шва очень сильно влияет окружающий воздух (он окисляет шов, что становится причиной его порчи). Поверхность электрода предназначена для того, чтобы не подпустить воздух ко шву. Таким образом, сварная ванна (место расплавления металла и электрода) остаётся защищённой от окисления. Кроме того, порошок поддерживает нормальное горение дуги.
Сваривать металл можно, как постоянным, так и переменным током. Говоря о сварке первым способом, следует также иметь в виду, что при данном методе существует прямая и обратная полярность.
Прямая – это когда ток на электроде отрицательный, а на свариваемой детали положительный. Такой метод обычно (и чаще всего) применяется для быстрого сваривания. В этом случае нагревается металл, а электрод остаётся холодным.
Обратная – наоборот, на электроде плюс, а на детали минус. Электрод сильно греется, а металл остаётся холодным. Используется данный метод редко.
Сварка инвертором для начинающих – трудоёмкий процесс
Маска с защитным стеклом
Для начала необходимо обзавестись светофильтром (маской с защитным стеклом). Электрическая дуга создаёт очень мощные световые лучи, с которыми не сравниться даже солнце. При взгляде на них без защиты можно заполучить «зайчик» (когда в глазах долгое время наблюдается белое пятно) либо вообще ослепнуть.
Основной проблемой любого новичка является зажигание дуги. Электрод постоянно «прилипает» к металлу, при этом дуги, как таковой, не наблюдается. Чтобы такого «прилипания» не возникало, электрод необходимо чиркать словно спичкой об поверхность, а не просто опускать его в неё.
Чиркать необходимо по тому направлению, по которому будет идти шов. Как только дуга возникнет, следует держать электрод на расстоянии в 3-4 мм над поверхностью, чтобы она не погасла.
Теперь необходимо прогреть металл. Для этого понемногу вращают электрод по кругу – 2-3 оборота достаточно. Как только металл прогрет, а на свариваемой поверхности образовалась небольшая ванночка, электрод начинают двигать по направлению предполагаемого шва.
Важным моментом при формировании шва является соблюдение постоянного зазора в 3-4 мм между электродом и поверхностью – это, пожалуй, самое сложное, чему необходимо учиться. Электрод постоянно плавиться, поэтому его нужно аккуратно и постепенно опускать.
Общие советы по формированию правильного шва
Правильный сварочный шов
Даже научившись зажигать дугу и держать постоянный зазор, сформировать хороший шов зачастую бывает сложной задачей. Это зависит от множества факторов:
• Скорость и форма (зигзагообразно, вперёд-назад и т.д.) движения электродом;
• Сила тока;
• Угол наклона электрода;
В зависимости от свариваемого металла и выбранных электродов техника сварки меняется. Электрод можно вести быстрее, можно медленнее. Чем толще свариваемый металл, тем сильнее должен быть ток. Сила тока также варьируется в зависимости от показателя свариваемости металла (это способность металла поддаваться свариванию) – эти данные можно найти в различной справочной литературе. От угла наклона электрода зависит направление и толщина шва.
Именно через такие сложности предстоит пройти всем начинающим сварщикам. Чтобы научиться хорошо варить, нужно много практиковаться и иметь терпение, однако сваривать несложные детали под силу каждому.
Сегодня в интернете можно найти массу советов от профессионалов на тему того, как должна происходить сварка инвертором. Мы же можем порекомендовать качественную сварочную продукцию завода РУСЭЛКОМ г. Кострома.
Курсы сварщиков в учебно-сертификационном центре «Гармония»
Учебный центр «Гармония» приглашает пройти обучение и получить удостоверение сварщика. У нас вы можете получить специальность газосварщика либо электросварщика, оформить повышение квалификации и повысить свой разряд, а также пройти ежегодную аттестацию. Стоимость обучения на сварщика указана в прайс-листе.
Курсы электросварщиков и курсы газосварщиков проходят в несколько этапов:
Первый этап – теоретическое обучение. Вы изучите устройство сварочных аппаратов, методы испытания сварных швов, дефекты швов и способы их устранения, механические свойства свариваемых металлов, чтение чертежей металлоконструкций, наплавление сложных узлов, инструментов и деталей.
Второй этап – практическое обучение. Прохождение практики под руководством ответственного лица, отвечающего за сварочные работы на предприятии.
Третий этап – итоговая аттестация. После прохождения курса электрогазосварщика выдается удостоверение сварщика по соответствующему направлению подготовки.
Обучение проводится на основании профессионального стандарта, утвержденного Приказом Минтруда России от 28.11.2013 №701н.
В соответствии со стандартом при прохождении первичного обучения на сварщика у нас вам присваивается 2-3 разряд по сварке. Для повышения уровня квалификации и разряда мы приглашаем вас пройти курсы по повышению квалификации сварщика.
|
Название программы |
Кол-во часов |
Содержание |
|
Электросварщик |
186 |
|
|
Газосварщик |
212 |
|
|
Электрогазосварщик |
256 |
|
|
ИТР, ответственный за сварочные работы |
72 |
|
Курсы газосварщика
При прохождении обучения на газосварщика вы научитесь сваривать металлические детали (чаще это цветные металлы и их сплавы) с помощью газовой сварки, а также удалять трещины в металле методом наплавки.
Курсы электросварщиков
При прохождении обучения на электросварщика вы научитесь сварке металлических изделий с помощью сварочной дуги, освоите полуавтоматическую и ручную дуговую сварку – узнаете, как правильно определить источник питания дуги и сварочные материалы для получения качественных сварных швов.
Курсы электрогазосварщиков
При прохождении обучения на электрогазосварщика вы научитесь как методам газовой сварки, так и методам электросварки.
Программа обучения на электрогазоварщика включает следующие аспекты:
- подготовка деталей и механизмов к сварочным работам, установка необходимого режима оборудования;
- стыковка/резка деталей, ремонт изделий, имеющих брак/дефект;
- виды сварных соединений и типы швов, строение сварного шва;
- способы подбора марок электродов в зависимости от марок сталей, технологические свойства свариваемых металлов, а также металла, наплавленного электродами различных марок, и отливок, подвергающихся строганию;
- технологии сварки ответственных изделий в камерах с контролируемой атмосферой;
- способы контроля и испытания ответственных сварных швов;
- правила чтения чертежей сложных сварных пространственных металлоконструкций.
Обучение руководителей и специалистов, ответственных за сварочные работы
Сотрудник, назначенный ответственным за проведение сварочных работ и организацию работы бригады сварщиков, должен обладать необходимыми знаниями об оборудовании и материалах сварки, о правилах безопасного проведения работ, порядке проведения инструктажей с сотрудниками и правилах ведения необходимой документации.
В соответствии с Приказом Минтруда РФ от 11.12.2020 N 884н «Об утверждении Правил по охране труда при выполнении электросварочных и газосварочных работ» обучения по программе «Правила охраны труда при выполнении электросварочных и газосварочных работ» проходят:
- Руководители и специалисты, осуществляющие организацию, руководство и проведение электросварочных и газосварочных работ на рабочих местах и в производственных подразделениях.
- Руководители и специалисты, осуществляющие контроль и технический надзор за проведением электросварочных и газосварочных работ.
- Работники профессии «Электрогазосварщик» (сварщики и помощники сварщиков).
В процессе обучения вы узнаете:
Требования охраны труда при организации проведения работ (производственных процессов).
Требования охраны труда, предъявляемые к производственным помещениям (производственным площадкам) и организации рабочих мест.
Требования охраны труда при осуществлении технологических процессов, эксплуатации оборудования и инструмента.
АНО УСЦ «Гармония» оказывает помощь в предаттестационном обучении и прохождении аттестации сварщиков НАКС (в Национальном агентстве контроля и сварки):
- уровень 1 — сварщик;
- уровень 2 — мастер-сварщик;
- уровень 3 — технолог-сварщик;
- уровень 4 — инженер-сварщик.
Цены на прохождение курсов сварщиков для аттестации указаны в прайсе учебного центра, курсы в обязательном порядке проходят специалисты сварочных работ 2-4 уровня, к которым относятся:
- 2 уровень — сотрудники, отдающие письменные или устные распоряжения для непосредственного исполнения сварщиками при выполнении соответствующих сварных работ — мастера, прорабы;
- 3 уровень — руководители отдельных подразделений предприятия, которые имеют право подписи на документах, определяющих технологию сварочных работ;
- 4 уровень — руководители службы сварки предприятия, имеющие право подписи нормативных документов по непосредственному выполнению различных видов сварочных работ для последующего утверждения руководством предприятия (главные сварщики, их заместители).
Узнать, сколько стоит обучение на сварщика, а также записаться на курсы сварщиков вы можете по телефону 8 (495) 987-11-54 или направить заявку на почту [email protected]
процесс обучения в домашних условиях
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая , с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная , осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Видео — ручная дуговая сварка для начинающих
Сварка – это одна из достаточно сложных, но крайне востребованных технологий работы с металлами. Куда не кинешь взгляд – обязательно используются сварные соединения. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Незаменимой становится сварка и при строительстве и благоустройстве собственного жилья.
Но вот проблема – сварные работы требуют определенной подготовленности. Можно, конечно, при необходимости обращаться к мастерам сварщикам по объявлениям, или к своим знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как научиться работать электросваркой самостоятельно, чтобы не быть ни от кого зависимым. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, умение проводить такие работы, особенно для собственника индивидуального жилья – неоценимый плюс, так как множество проблем просто перестанет существовать.
Но прежде всего необходимо разобраться с основными понятиями электросварки и приобрести и снаряжение. Сварка – это такой технологический процесс, где от оснащенности рабочего места напрямую зависит и качество работы.
Какие виды электросварки существуютСама суть электросварки заключается в следующем. Силовая установка вырабатывает мощный сварочный ток, который по кабелям подводится к рабочему посту. Между электродом и поверхностью свариваемого металла создается электрическая сварочная дуга – устойчивый разряд, характеризующийся высочайшими температурными показателями. Это приводит к плавлению металла и присадочного материала. Образуется так называемая сварочная ванна – область расплава, контролируя и направляя которую сварщик формирует шов. После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализуется в нескольких сварочных технологиях:
- Самой распространенной является ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру ММA (от английского названия «Mаnuаl Metаl Arс »). Главная особенность – использование плавких электродов со специальной обмазкой. Преимущества – не требуется особо сложного технического обеспечения , газобаллонного оборудования. Недостаток – возможность сварных работ только с черными металлами или нержавейкой.
В подавляющем числе случаев, если рассматривается сварка на бытовом уровне, то имеется в виду именно эта технология.
- Сварка по технологии ТIG позволяет работать с легированными сталями и некоторыми цветными металлами. Термин «Tungstеn Inеrt Gаs » говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и неплавким вольфрамовым электродом, а в качестве заполнения вводится присадочный пруток того или иного типа. Одновременно через сварочную горелку с жаростойким керамическим соплом постоянно подается защитный инертный газ, который обеспечивает чистоту шва.
Сварка по по добной технологии имеет массу достоинств, но требует и специального оборудования, и высокой квалификации работника.
- Мetаl
Inert Gаs
– Metаl Aсtive Gаs )
– одна из самых передовых современных технологий, которая все чаще используется и домашними мастерами. Процесс с
варки проходит также в среде инертных или активных газов с автоматической подачей присадочного материала (сварочной проволоки) которая играет роль электрода.
Эта технология позволяет выполнять швы высокого качества в любой плоскости и с очень большой производительностью. В какой-то мере она даже проще, чем М МА , но требует сложного и достаточно громоздкого оборудования – самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки с со специальным рукавом, через который полается проволока и защитный газ.
- Существует еще и точечная электросварка – SPOT, которая находит широчайшее применение в частности , на кузовных участках предприятий автосервиса. Она тоже потребует особого сложного оборудования, и в домашних условиях практически не применяется.
Любой новичок всегда начинает с освоения приемов именно ручной дуговой сварки (MMА ), поэтому все рассматриваемые ниже вопросы будут посвящены именно ей.
Чтобы начать самостоятельно практиковаться, необходимо подготовить определённое оборудование, оснащение и расходные материалы.
Сварочный аппарат для дуговой сваркиДля проведения сварочных работ по технологии ММА используется один из трех типов аппаратов:
- Сварочный трансформатор – один из простейших видов оборудования. Принцип работы элементарен – сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, порядка 25 – 50 В , но за счет этого резко возрастает значение силы тока.Достоинства такой схемы – ее простота, высокая надежность и простота в обслуживании, высокие показатели мощности. Подобные аппараты недороги, что, наверное, во многом и предопределяет их распространённость.
Недостатков же у трансформатора гораздо больше – сварочная дуга от переменного тока не отличается стабильностью, нередки случаи залипания электродов, большое разбрызгивание металла, швы не отличаются аккуратностью. Помимо этого, потребуются специальные электроды именно для «переменки». Сварочные трансформаторы весьма зависимы от сетевого напряжения, а сами в процессе работы могут серьезно «просаживать» сеть. Не отличаются они компактностью и легкостью . Одним словом, начинать обучение с таким оборудованием – нежелательно. Как правило, для работы на подобных аппаратах потребуются хорошие навыки.
- Сварочные ММА-выпрямители отличаются от т рансформаторов тем, что дают на выходе постоянный ток. Работать с ними намного легче, так как «постоянная» дуга намного стабильнее, и швы получаются более аккуратными.
Однако, недостатки остаются – та же массивность и габаритность , даже побольше, нежели у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка на сеть. По цене они дороже, чем трансформаторные аппараты.
- Без преувеличения можно сказать , что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сетевое переменное напряжение 220 В с частотой 50 Гц проходит целый каскад частотных и амплитудных трансформаций, и на входе получается требуемый постоянной ток с высочайшей степенью стабилизации. Всеми процессами управляет микропроцессорная сборка, что позволяет проводить требуемые регулировки с высокой степенью точности.
Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Оборудование спокойно переносит достаточно серьезные колебания м=сетевого напряжения, что особо бывает важно в загородных поселках , где подобные проблемы — весьма частое явление.
— Вместе с этим, у инверторов, по сравнению с другими аппаратами, минимальное потребление энергии — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять точные и аккуратные швы. Разбрызгивание практически отсутствует.
— Аппарат отличается компактностью и малыми весом.
Выпускается широкий ассортимент подобных аппаратов – от инверторов бытового класса до профессионального оборудования. Для начинающих сварщиков – это самое оптимальное решение.Цены на качественные инверторы достаточно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, подобная разовая покупка полностью себя оправдает. А продаже появилось немало и недорогих аппаратов весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — нужно обязательно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если аппарат планируется применять в условиях домашнего хозяйства, то, как правило, останавливаются на моделях с величиной 150 – 200 А. этого вполне достаточно для работы с электродами диаметров до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25 % .
- Инвертор должен иметь систему принудительного охлаждения, работающую постоянно при включенном питании, или же оснащенную автоматикой, запускающую вентиляцию при определенном значении температуры радиаторов.
- Не следует забывать о потребляемой мощности аппарата – она может быть порядка 2 ÷ 3 кВт у небольших моделей, но может достигать и более значительных величин у аппаратов полупрофессионального или профессионального класса.
- То, о че м м ногие просто не знают: параметр, определяющий допустимую длительность сварочного процесса – продолжительность включения (ПВ). Никакой аппарат не может работать без перерывов, и в параметрах обязательно указывается ПВ, выраженное в процентах от общей длительности работы оборудования. У моделей бытового класса это обычно составляет порядка 40% — ничего не поделаешь, такова плата за компактность аппарата. На практике это означает, что период «отдыха», в данном случае, в 1,5 раза дольше, нежели время сварки, например, 1 минута непрерывной работы потребует затем не менее, чем полутора минутной паузы.
- Для начинающих сварщиков будут очень удобно, если в схеме аппарата реализованы некоторые полезные функции:
— «НotStаrt » существенно облегчает первоначальный розжиг сварочной дуги. Электроника автоматически импульсно повышает значение тока в момент розжига.
— «АrcFоrce » поможет справиться с извечной проблемой новичков – залипанием электрода к металлической поверхности. При уменьшении требуемого зазора между электродом и металлом повышается ток, предотвращая эту неприятность.
— «AntiStick» — функция, которая предотвратит перегрев автомата, если залипания избежать все же не удалось. В этом случае питание просто автоматически отключится.
Еще один важный совет. «Ахиллесовой пятой» инверторов является определенная сложность проведения ремонтных работ в случае выхода схемы из строя. При выборе аппарата лучше отдать предпочтение моделям с многоплатной компоновкой электронной схемы. Покупать подобные аппараты немного дороже, но диагностика поломок становится проще, ремонтопригодность — намного выше.
Видео: как выбрать сварочный инвертор
Цены на популярные сварочные инверторы
Сварочные инверторы
Сварочные провода, держатель электродов, зажим массыСварочные инверторы, как правило, уже укомплектованы проводами, держателем электродов и зажимом массы. Однако, при покупке на эти элементы тоже стоит обратить пристальное внимание – иногда можно нарваться на некачественные изделия.
- Сварочные провода должны быть в гибкой резиновой изоляции, иметь надежные латунные контактные вилки, подходящие к разъемам конкретного аппарата. Сечение кабеля должно быть не менее 16 мм², если аппарат рассчитан на ток до 150 А , 25 мм² – при 200 А и даже 35 мм², если предполагается работа с токами 250 А и выше. Не следует гнаться за большой длиной проводов или самостоятельно удлинять их – это может привести к перегрузке электроники и выходу инвертора из строя.
- Электрододержатель – важнейший элемент экипировки сварщика, так как именно им мастер манипулирует в процессе работы. Не стоит использовать для работы самодельные «вилки» — это достаточно опасно в плане получения световых ожогов глаз или поражения током. Самыми распространенными и удобными на сегодняшний день являются держатели пассатижного типа – «прищепки». Одни удобны, позволяют легко и быстро произвести замену электрода, хорошо изолированы со всех сторон и обеспечивают должную безопасность.
Одни из самых распространенных — держатели-«прищепки» пассатижного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать из не только перпендикулярно, но и под углом 45 º. Нужно не полениться и проверить материал контактной части – там должна быть медь или латунь, но никак не омедненная сталь. Это – явный признак дешевой подделки, который легко выявить с помощью маленького магнитика. Необходимо проверить надежность фиксации электродов, особенно малого диаметра (2 мм) – с этим нередко бывают проблемы у некачественных держателей пассатижного типа.
Важным фактором является и удобность держателя, его сбалансированность, «развесовка » – работа с ним не должна вызывать быстрой усталости рук. Он должен иметь достаточно длинную рукоятку, позволяющую принять наиболее удобное положение руки, рифленую поверхность, чтобы исключить проскальзывание в ладони, одетой в рукавицу. Не забываем и о том, что для держателей также определено максимальное значение сварочного тока.
- Зажим для подключения массы должен иметь мощную пружину, надёжное соединение с проводом, латунные контакты для обжима металлической заготовки, соединенные медной шиной.
Оснащение сварщика
- Прежде всего, для сварочных работ потребуется маска или щиток. Щитки часто идут в комплекте инверторов, но у них есть неудобство – его необходимо удерживать свободной рукой, а это далеко не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки предохраняет глаза от световых ожогов, прикрывает лицо от попадания брызг металла или искр, а органы дыхания, в определенной степени, от поднимающихся газов. Вместе с тем , светофильтр должен обеспечивать хорошую видимость накладываемого шва при зажигании дуги — подбор производится индивидуально. Светофильтр должен быть прикрыт защитным стеклом.
Сама маска изготавливается из термостойкого пластика. Она не должна быть тяжелой и громоздкой, вызывающей быструю усталость. Необходимо проверить удобство наголовника и его фиксацию в нужном положении, возможность регулировки под требуемый размер.
Большой популярность стали пользоваться маски — «хамелеоны», оснащенные специальными жидкокристаллическими светофильтрами, мгновенно меняющими светопроводимость в момент зажигания дуги. Удобство бесспорное – нет необходимости постоянно откидывать маску для визуального контроля исполненного шва, упрощается и процесс розжига дуги. Такие маски имеют определенные степени регулировки быстроты срабатывания и степени затемнения – это еще одно их значимое преимущество. Недостаток у них – достаточно высокая цена.
- Для работы потребуется специальная одежда, сшитая их прочной плотной такни , исключающей моментальное проплавление или прожиг при попадании искр (например, брезент) Категорически запрещены накладные карманы на куртке или штанах.
Обувь должна быть кожаная, полностью закрытая, ее верх должен надежно прикрываться штанинами. Руки необходимо защитить кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястья.
- Для производства сварочных работ, кроме того, понадобится специальный молоток для скалывания шлака – секач , железная щетка для зачистки поверхности металла. Нарезка заготовок и разделка деталей (снятие фаски и т.п .) потребует машинки-«болгарки» с отрезным и шлифовальным кругами.
Электрод представляет из себя стальной стержень, покрытый слоем обмазки. Стержень является и проводником для сварочного тока, и присадочным материалом. Обмазка при воздействии высоких температур создает защитный слой шлаков и газа, предохраняющий сварной шов от мгновенного окисления кислородом и азотом воздуха.
Очень важно — правильно подобрать электроды
Случаются ситуации, когда и оборудование хорошее, и все вроде делается по правилам, но сварной шов не получается. Возможно, причина кроется в неправильной подборке электродов. Увы, но многие начинающие мастера подбирают их, ориентируясь лишь на толщину сечения стержня, выпуская из виду остальные характеристики. А между тем , классификация электродов достаточно сложна и многообразна. Конечно, можно получить консультацию при покупке, если конечно сам продавец в этом понимает. Но можно попытаться разобраться с некоторыми вопросами и самостоятельно.
Для примера – электрод Э42 A-У OHИ -13/45— 3,0-УД (ГOСТ 9966— 75) или E-432(5) – Б 1 0 (ГOСТ 9967— 75). О чем могут рассказать цифры и буквы?
- Э42 A– специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характеристика, больше требующаяся для инженерных расчетов .
- УOHИ -13/45 – здесь зашифрована марка изделия. которая присвоена ему производителем.
- 3,0 – диаметр металлического стержня – 3 мм.
- Буква «У» говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей – то, что чаще всего требуется в домашних условиях. Можно встретить обозначения «Л», «Т», «В» — это электроды для легированных и ин струментальных сталей различного типа, а «Н» — для создания наплавочного слоя на поверхности металла.
- Буква «Д» в данном примере говорит о толстой обмазке. Тонкий слой будет обозначен «М» , средний – «С» и очень толстый – «Г». Предпочтение следует отдать толстой обмазке.
По следующему ГОСТУ расшифровка такова:
- E-432(5) – информация для специалистов о физико-химических свойствах наплавляемой присадки.
«Б» — это классификация обмазочного покрытия. В приведенном примере – основное. Кроме того можно встретить такие обозначения:
— «А» — покрытие кислого типа , подходит и для постоянки , и для переменки, для любых типов швов, но дает сильное разбрызгивание.
— «Б» — основное, применяется для сварки мощных толстых деталей с использованием обратной полярности.
— «Р» — рутиловая обмазка – одна из самых распространённых, отлично подойдет для начинающего сварщика и для работ в домашних условиях.
— «Ц» — обмазка с целлюлозной составляющей. Очень удобна при работах большого масштаба, но требует особой квалификации сварщика, так как не терпит перегрева.
— «РЦ », «РЦЖ » — комбинированный тип. Буква «Ж», помимо этого, говорит о включении в состав железного порошка. В основном используется квалифицированными специалистами для особого вида работ.
- Следующая цифра говорит о пространственном расположении швов, которые можно исполнять данным электродом.
— «1» — универсальные;
— «2» — все, кроме вертикальных сверху-вниз ;
— «3» — недопустимы «потолок» и вертикаль, так же, как в п.2;
— «4» — электрод может выполнять исключительно нижние швы.
- Последняя цифра маркировки – индекс, говорящий о параметрах требуемого сварочного тока. Данные сведены в специальную таблицу, учитывающие и тип тока, и величину напряжения холостого хода аппарата, и нужную полярность. Чтобы не углубляться в подробности – только несколько слов о том, что необходимо учитывать. Всего градаций десять, от «0» до «9» . Для переменного тока могут применяться любые, кроме «0» . При «постоянке » полярность подключения не будет иметь значения для индексов «1», «4», «7» . Электроды «2», «5» и «8» — исключительно для прямой полярности, а «0», «3», «6» , и «9» — только для обратной.
Диаметр электродов подбирается в зависимости от толщины свариваемых деталей. Упрощенно можно ориентироваться на следующие параметры:
— Для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2.5 мм;
— 3 мм – Ø 3.0;
— 4 ÷ 5 мм – Ø 3.0 ÷ 4.0;
— 6 ÷ 12 мм – Ø 4.0 ÷ 5.0;
— свыше 12 мм – Ø 5.0.
Видео: классификация электродов для ручной дуговой сварки
Цены на электроды для сварки
Электроды для сварки
Подготовка рабочего местаЧтобы приступить к практическим занятиям, необходимо подготовить себе рабочее место:
- Работать лучше всего на свежем воздухе и открытом пространстве – исключается вероятность возгорания конструкций здания, меньше воздействие токсичных испарений.
- Около рабочего места не должно быть никаких легковоспламеняющихся материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения – воду, трудновоспламеняемую накидку из плотной ткани, песок. При этом применять для тушения пламени воду можно только при полном обесточивании аппарата.
Оптимальное решение — металлический сварочный верстак
- Работать лучше всего на металлическом верстаке. Следует продумать вопрос фиксации заготовок (тиски, струбцины и т.п .)
- Удлинитель должен иметь сечение кабеля, отвечающее пиковой потребляемой мощности сварочного аппарата.
- Перед началом работы необходимо предусмотреть меры, чтобы исключить появление посторонних людей, а в особенности – детей.
Если все готово, можно переходить к практическим действиям. Для начала лучше всего приготовить лист металла, зачищенный от грязи и ржавчины – первые шаги лучше отрабатывать на нем , не торопясь сразу сваривать какие-либо детали.
К заготовке присоединяется зажим массы. Очень важен хороший контакт в месте соединения – его следует зачистить металлической щеткой
Начинать обучение лучше всего с электродами Ø 3 мм – с ними легче «набить руку». Величина сварочного тока в этом случае будет порядка 80 – 100 А. электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги. Для этого, после включения аппарата и опускания маски, нужно либо чиркнуть электродом по по верхности металла, либо несколько раз постучать по одному месту. Обязательно должна появиться искра, и теперь самое важное – удержать горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода – примерно 30 º от перпендикуляра к поверхности.
Нормальным зазором считается такой, которые примерно равен толщине стержня электрода – это называется короткой дугой. При инверторной сварке с использованием качественных и сухих электродов обычно со стабильностью дуги проблем не возникает. При увеличении зазора до 4 – 5 мм получается длинная дуга, которая уже качественного шва не даст. Чрезмерное приближение электрода к поверхности может окончиться его залипанием . В этом случае следует сразу же качнуть держатель в сторону, пока не начался перегрев стержня.
При поддерживании дуги следует помнить, что электрод постоянно выгорает, и нужно корректировать его положение относительно поверхности металла.
- Теперь нужно четко разобраться со структурой расплавляемого металла в области дуги. В начале нагрева появляется красное жидкое пятно – это еще не металл , а расплавившаяся обмазка электрода, которая создала защитный слой. Через 2— 3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким дрожанием или рябью на своей поверхности – это и есть сварочная ванна, область расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну – от этого будет зависеть и качество накладываемого шва.
- Как только ванна сформировалась, начинаем пробовать осуществить ее перемещение, плавно перемещая электрод, не меняя при этом зазора. Капля металла всегда перемещается в область повышенной температуры, поэтому и ванна будет стремиться за дугой. Со своей стороны, давление дуги несколько отталкивает ванну в противоположном направлении. Поработав практически и поняв этот принцип, можно попробовать сформировать валик наплавленного металла на поверхности листа.
- Для некоторого усложнения задачи лучше всего наметить на поверхности металла линию, которую выдерживать при создании сварного валика. Электрод будет перемещаться вдоль линии с небольшими колебательными движениями в стороны – так как показано на схеме.
После наложения этого «шва» необходимо дать ему остыть, а затем сколоть слой шлака, чтобы визуально оценить качество. Возможно, потребуются корректировки силы тока. Это, например, будет заметно по непроваренным участкам – ток явно недостаточен. Повышенное значение может привести к прожигу листа. Все это определяется только экспериментальным путем , какие-либо четкие рекомендации давать сложно.
Первое упражнение — создание ровных валиков
Не допускается пористости швов, включения в металлическую структуру частиц шлака – это соединение не отличается прочностью.
В ходе практики можно будет определиться какое направление сварки будет наиболее удобным – на себя или от себя, протягивая ванну за электродом или наоборот , толкая ее вперед . Многие мастера советуют все же проводить сварку если ровные и качественные валики начали получаться, можно переходить к следующему этапу – свариванию двух заготовок.
- Сварные швы по пространственному положению бывают нижними, на вертикальной плоскости (горизонтальные или вертикальные) и потолочными. Начинать, конечно, нужно с нижних – умение выполнять остальные придет далеко не сразу, по мере накопления опыта.
- По расположению сопрягаемых деталей швы подразделяют на стыковые, угловые, тавровые и нахлесточные . Каждый из них имеет свои особенности наложения, движения электрода, разделки и выставления заготовок.
- Сварку двух деталей начинают с прихваток, которые обеспечат стабильное положение деталей при наложении основного шва. Обычно для прихватки ток вставляют на 20— 30% больше, работая при этом на короткой дуге. При этом прихватки не должны быть ближе 10 мм от края заготовок или вблизи от от верстий. После наложения прихваток есть возможность проконтролировать правильность положения деталей и внести необходимые корректировки.
- Вначале следует научиться накладывать однослойные швы на тонких, 3— 4 мм заготовках. Более сложные варианты, с корневой проваркой и заполнением, могут быть освоены, года с простейшими приемами будут достигнуты устойчивые навыки.
Не следует пугаться вот таких первых неудач — опыт обязательно придет
Одним словом, все остальное будет зависеть только от старания и регулярных практических тренировок начинающего сварщика. Хорошо, если будет возможность обратиться к специалисту, чтобы он смог оценить получаемые результаты. Если нет – можно сравнить итоги своей работы с демонстрируемыми в интернете видеороликами с мастер-классами по дуговой сварке. Опыт, твердость руки, умение правильно выбирать параметры и уверенность в своих силах обязательно придут.
Видео: мастер-класс по ручной дуговой сварке
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Перед началом любого обучения необходимо домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала .
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток . Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
У любого домашнего мастера часто возникают ситуации, когда без применения электросварки не обойтись. Ранее в таких ситуациях чаще всего приходилось обращаться к профессионалам в мастерские, поскольку сварочный аппарат мог себе позволить далеко не каждый любитель. И дело вовсе не в дороговизне (хотя это тоже немаловажный фактор), а в том, что традиционные трансформаторные аппараты очень требовательны к электросети. Подключив его в бытовую сеть, скорее всего, получите «выбитые» автоматы или сгоревшие предохранители.
Что представляет собой инвертор
Сейчас есть широкий ассортимент инверторных сварочных аппаратов , которые гораздо менее требовательны к электросети, обладают малым весом и компактными размерами. К тому же они отличаются довольно демократичной ценой. Но купить – это только полдела, главное, научиться самостоятельно варить. Аппарат инверторной сварки производит двухэтапное преобразование обычного переменного тока электросети.
Сначала преобразование в ток с высокочастотными характеристиками, а после – в постоянный ток, при этом коэффициент полезного действия (КПД) достигает около 90%. Практически все инверторные аппараты предназначены для бытового применения и рассчитаны на напряжение в 220 В. Ими лучше всего варить электродами диаметром от 2 мм до 4 мм. Немаловажным плюсом такой дуговой сварки для начинающих является сравнительная простота розжига и удержания дуги.
Основа для чайника в вопросах работы ручного сварочного аппарата – понимание, как образовывается шов. Электрическая дуга возникает при взаимодействии сердцевины электрода и металлической поверхности. Загорается обмазка, и она начинает плавиться, переходит в жидкое состояние, выделяется газ. Этот газ окружает место сварки (сварочная ванна) и препятствует проникновение к нему воздуха.
Расплавленный металл из сердечника переходит на сварочную ванну, частично смешивается с расплавленными металлом из нее и застывает, образуется шов. Обмазка, которая ранее перешла в жидкое состояние, застывая, образует шлак, его нужно после сваривания удалять. Можно пойти на уроки сварки для начинающих или практиковаться самому.
Необходимое оборудование и экипировка
Прежде чем постигать на практике основы электродуговой сварки, необходимо подготовить все необходимое:
Не забудьте также подготовить свое рабочее место – убрать все мешающие и легковоспламеняющиеся предметы. Желательно иметь под рукой огнетушитель , на случай возникновения нештатной ситуации. На случай ожога сетчатки глаз («нахвататься зайчиков») нужно купить специальные глазные капли или воспользоваться народными методами.
Как правильно сваривать металл
Итак, все готово и можно постигать технику электросварки для начинающих. Курс обучения лучше всего начать со сваривания двух отрезков металла или трубы толщиной около 5 мм. В первую очередь необходимо зачистить место сваривания от ржавчины и грязи при помощи обычной щетки по металлу. Если этого не сделать, то будет трудно зажечь электрод, да и соединение будет с дефектами.
Чтобы сварить детали указанной толщины, следует воспользоваться электродом ф3 мм. Для такого электрода на инверторном аппарате следует выставить ток около 100 А. Чаще всего регулировочная шкала на инверторе врет и необходимо подкручивать «по ситуации», если металл недостаточно прогревается добавить, если горит – уменьшить.
Работа по свариванию начинается с розжига дуги, для этого необходимо постучать концом электрода по металлу или чиркнуть, как спичкой. С первого раза, скорее всего, не получится , но здесь тот случай, когда необходимо пробовать, а не смотреть. После розжига дуги электрод необходимо проводить вдоль линии шва на расстоянии около 2 мм, при этом «выписывая» фигуры, как бы сшивая свариваемые детали. Благодаря этому шов становится прочнее и шире.
Теперь по поводу длины дуги, 2 мм это оптимальное расстояние в большинстве случаев, при большем расстоянии дуга не стабильна, место сварки не прогревается в достаточной мере и соединение получается очень слабое. Если выдерживать слишком маленькое расстояние, шов получается очень выпуклым, площадь сварки недостаточная, как следствие – непрочное соединение. В зависимости от условий и предпочтений сварщика, есть три метода ведения электрода вдоль шва:
После сваривания деталей легким постукиванием молотком следует отделить шлак и проконтролировать полученный шов. Не стоит ожидать, что все получится уже с первого раза. Чтобы начать более или менее правильно варить, добиваться желаемого результата и чувствовать процесс сварки, нужно выварить не один десяток килограмм электродов.
Главное – практика, но она должна быть подкреплена теоретическими знаниями. Если вы начинающий сварщик, вам для обучения пригодится самоучитель. Также можно посмотреть видеоурок в интернете.
Сварка в наши дни является самым распространенным способом соединения вместе двух металлических отдельных деталей. Со стороны кажется, что варить – это просто и несложно, но на самом деле профессия сварщика достаточно сложная и требующая наличия определенных навыков. Необходимо много чему научиться и многое учесть прежде, чем браться за процесс сварки.
Для начинающих сварщиков и для профессионалов, работающих на высоте, поступили в продажу компактные современные аппараты для электродуговой сварки – инверторы.
Аппараты для сварки
Сварочный аппарат выполняет работы с помощью источника питания и электродов.
Существует два типа аппаратов:
- инверторный;
- трансформаторный.
Аппараты трансформаторного типа просты в эксплуатации, но имеют большой вес и большие размеры, прочные и выносливые, а также очень надежные. Для работы необходим переменный ток. Для сварки используют фтористо-кальциевые или рутиловые плавящиеся электроды. Агрегат обладает малым коэффициентом полезного действия , а сварочный шов, выполненный с помощью трансформаторного устройства, получается среднего качества. При работе с данным типом электросварки требуется высокая квалификация сварщика.
Инвертор – это электросварочный аппарат, который работает на постоянном токе , в отличие от трансформаторного. На входе схемы аппарата поступающее напряжение преобразуется из постоянного в переменное, которое затем поступает в трансформатор. Главное отличие этого типа сварки заключается в следующем:
- малый вес;
- мобильность;
- компактность;
- хорошо зарекомендованный аппарат в полевых условиях;
- независимость от входного напряжения;
- экономичность.
Инверторы очень экономичные, при использовании устройства потери электроэнергии в десятки раз меньше , чем при работе трансформаторных моделей. Аппарат имеет коэффициент полезного действия от 85 до 90 процентов.
С помощью инвертора можно соединить как мелкие, так и крупные металлические изделия. Инверторы в наше время стали большим прорывом в области сварочных агрегатов, старые громоздкие трансформаторы постепенно вытесняются с обихода из-за своих габаритов и сложностей в применении. Инвертор доступен как по цене, так и по классификации любому сварщику, достаточно для работы знать основы и принципы самого сварочного процесса.
Электроэнергия, которую потребляет этот небольшой сварочный аппарат, идет исключительно на работу самой дуги, которая и осуществляет непосредственно сварочный процесс.
Основы работы инвертора
Сварочные аппараты инверторного типа очень удобны в эксплуатации и максимально экономичны, это важно для начинающих, неимеющих опыта сварщиков. Для начала необходимо понимать, что инвертор является электронным сварочным аппаратом , поэтому основная нагрузка при работе с ним пойдет на вашу электрическую сеть.
Для сравнения: старый трансформаторный сварочный аппарат, при включении производил максимальный и сильный толчок электроэнергии, из-за чего происходило отключение электричества в сети вашего дома. Инвертор, напротив, обладает конденсаторами накопительного действия, которые сначала накапливают электроэнергию, а затем обеспечивают, бесперебойную работу вашей электросети и мягко разжигают электрическую дугу.
Вы можете в доступной форме освоить и самостоятельно изучить уроки сварки инвертором. Мы со своей стороны можем дать вам несколько полезных и нужных предложений, если у вас возникнут вопросы. В статье мы расскажем, на что сначала необходимо обратить ваше внимание перед началом сварки.
Важным моментом, который необходимо усвоить, является тот факт, что потребление электроэнергии инвертором напрямую зависит от диаметра вашего электрода. Чем больше диаметр применяемого вами электрода, тем больше он потребует электроэнергии. Поэтому перед началом работы вы должны рассчитать примерное максимальное значение потребляемой вашим аппаратом электроэнергии , чтобы не сжечь проводку или бытовую технику в вашем доме.
Кроме этого, для каждого применяемого вами диаметра электрода необходима минимальная рекомендуемая сила тока, то есть если вы захотите уменьшить показатель силы тока, то шов у вас не получится.
Если вы захотите поэкспериментировать и увеличить силу тока, то сам шов получится, при этом электрод может очень быстро сгорать или прилипать. Как вы уже поняли, важным элементом для сварочного процесса является правильный подбор электрода и тока работы аппарата.
Конструктивно электрод состоит из металлического стержня, на который напылен порошковый специальный состав. Порошковое напыление – необходимая преграда для доступа к сварному шву окружающего воздуха. Окружающая среда негативно влияет на формирование сварного шва , окисляя его, что ухудшает качество шва. Порошковое напыление также необходимо для поддержания нормального процесса горения дуги.
Для сварки инвертором используют электроды УОНИ, МР, АНО, ОЗС. Качество покупаемых электродов во многом зависит от транспортировки и условия их хранения. Диаметр необходимого электрода варьируется в пределах от 2 до 5 мм. Все зависит от материала и толщины свариваемых деталей.
Пошаговая инструкция для начинающих при применении инвертора
Длина дуги
Это расстояние, которое образуется между металлом и электродом в процессе сварки. Важно во время сварки выдерживать постоянное правильное расстояние.
Небольшой промежуток
Наличие небольшого промежутка приведет к тому, что металл не успеет полностью прогреться , при этом шов выйдет выпуклым и не сплавленным по бокам.
Большой промежуток
Наличие большого промежутка приведет к скачку дуги, что помешает провару, а значит, наплавляемый раскаленный металл будет неровно ложиться.
Необходимый правильный промежуток
Обеспечение правильного постоянного расстояния приведет к хорошему провару и формированию отличного шва.
С опытом вы сможете правильно управлять длиной дуги , которая обеспечит вам оптимальный результат. Дуга формирует сварочную ванну, при проходе через зазор, плавя при этом основной металл. Она же обеспечивает попадание в ванну расплавленного металла.
Правильно сформированный сварочный шов и его дефекты
В процессе сварки, при поспешном движении электрода, формируется дефектный шов. Линия ванны располагается ниже, чем линия поверхности основного металла. Если зажженная дуга глубоко и интенсивно проникает в свариваемый металл, она выталкивает ванну назад и формирует шов. Поэтому в процессе необходимо следить, чтобы сварочный шов находился на уровне свариваемого металла.
Идеальный сварочный шов помогут образовать зигзагообразные и круговые движения. Выполняя движения по кругу, необходимо следить за швом, равномерно распределяя ванну.
При движении электрода в разные стороны зигзагом формируется хороший шов , при этом необходим контроль за образованием шва. В процессе образовываем шов сначала с левого края, потом по центру ванны, затем с левого бока и т. д. Нужно запомнить, что ванна идет за теплом.
Подрез формируется, когда недостаточно металла электрода, при заполнении ванной полностью и во время движения поперек. Чтобы не произошло образование подреза, необходимо соблюдать наружные границы шва, тщательно наблюдать за ванной и, если необходимо, сделать ее тоньше.
Чтобы управлять ванной применяют напряжение дуги, расположенную на конце стержня электрода. Во время наклона стержня ванна не тянется, а толкается. Запомните, чем вертикальней в процессе сварки располагается электрод, тем сварной шов формируется менее выпуклым.
Когда вы держите электрод вертикально, ванна вдавливается вниз, так как над ней сконцентрировано все тепло. Она при этом хорошо распространяется вокруг и проплавляется.
Когда ваш электрод слегка под углом, вся сила стремится назад и шов всплывает (приподнимается). Когда электрод имеет большой угол, сила прикладывается по вектору шва, что не дает возможности управлять раскаленной ванной.
Если необходимо сдвинуть ванну назад или получить плоский шов, применяют наклоны электрода под разными углами. Работа электрода начинается с угла от 45 градусов до 90, так как этот угол позволяет контролировать ванну и нормально производить сварку.
Обратная и прямая полярность при сварке инвертором
При обратной полярности происходит сниженный ввод тепла в изделие. Зона расплавления неглубокая, хоть и достаточно широкая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
При прямой полярности происходит сниженный ввод тепла в металл. Зона расплавления глубокая, в то же время – узкая.
Процесс сварки инвертором тонкого металла
Инвертор хорош для начинающих сварщиков, так как имеет ряд функций, а именно:
- hotstart – помогает при начальном формировании сварочной дуги;
- arcforce – для предотвращения залипания электрода, когда тот находится на близком расстоянии от свариваемой детали. Функция увеличивает сварочный ток;
- anti-stick – предотвращает перегрев устройства отключением напряжения.
Все эти функции включаются автоматически во время непредвиденной критической ситуации, что дает новичкам производить сварочные работы на хорошем уровне.
Для того чтобы сварочный шов на тонком металлическом листе образовывался хорошего качества и на сварных листах не получались прожоги, необходимо следить за тем, чтобы во время сварочного процесса вы видели шов.
Электрод необходимо выбирать меньшего диаметра и располагать его максимально близко к металлу. Затем ждем, когда начнет формироваться красное пятно, под ним образуется капелька металла, которая соединит между собой тонкие металлические заготовки.
Медленно ведя электрод по поверхности тонких металлических деталей, образуются металлические капли, которые соединяют между собой заготовки, образуя при этом сварочный шов.
После прочтения нашей статьи вы научитесь правильно работать электросварочным инвертором. Надеемся, процесс сварки покажется для вас легким и увлекательным занятием. Прежде, чем приступать к процессу сварки, почитайте инструкцию инвертора и рекомендации от завода-производителя, чтобы уберечь не только сварочный аппарат, но и ваше имущество от поломок.
| Онлайн | Сварка | 650 | Сварка | 650100 | Что такое кислородная сварка? 100 | Этот класс описывает основные концепции кислородно-топливной сварки, включая то, какое оборудование и газы необходимы для сварки. Кроме того, в нем описаны различные другие процессы, для которых может использоваться кислородная горелка. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640010 | Основы безопасности при сварке 101 | Курс «Основы безопасности при сварке» предоставляет широкий обзор тем, касающихся безопасности при различных сварочных процессах. Курс описывает общие правила техники безопасности, такие как электробезопасность, пожарная безопасность, безопасность цилиндров и дыма, которым должны следовать сварщики.На занятии также представлен обзор организаций, устанавливающих правила, таких как OSHA и ANSI. Предотвращение несчастных случаев имеет решающее значение для любого сварщика или сварочной организации. Проблемы безопасности ставят под угрозу персонал, снижают качество и производительность и наносят ущерб деятельности любой организации. После прохождения курса «Основы безопасности при сварке» сварщики будут подготовлены к соблюдению правил техники безопасности при сварке и будут проинформированы о стандартах безопасности, важных для сварочной отрасли, что позволит создать продуктивное рабочее место. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 650105 | Безопасность при кислородно-топливной сварке 105 | Этот класс охватывает основные процедуры безопасности при обращении с оборудованием для кислородной сварки, включая средства индивидуальной защиты, вентиляцию и пожарную безопасность. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640020 | СИЗ для сварки 111 | PPE for Welding знакомит с назначением и использованием средств индивидуальной защиты (PPE) для сварщиков. Опасности при сварке включают поражение электрическим током, воздействие дыма и газа, излучение дуги, а также пожар и взрыв.Сварщики чаще всего получают ожоги кожи или глаз. OSHA и ANSI издают стандарты для СИЗ. Во избежание травм сварщики должны носить соответствующие СИЗ, чтобы покрыть все открытые участки кожи, включая защитные очки или защитные очки, сварочный шлем, средства защиты органов слуха, сварочные перчатки и кожаные высокие ботинки. Сварочные СИЗ должны быть огнестойкими, защищать глаза от вредного света, удобно сидеть и обеспечивать адекватную защиту. Работодатели должны обучать сотрудников правильному использованию СИЗ и проводить оценку опасностей.Надлежащие СИЗ не только защищают рабочих от травм, но и помогают предотвратить потерю производительности из-за больничных часов и обеспечивают соответствие рабочих мест требованиям OSHA. После прохождения этого курса пользователи должны уметь описывать СИЗ, необходимые для безопасного выполнения сварочных работ. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640030 | Безопасность сварочных дымов и газов 121 | Курс по безопасности при сварке с использованием дыма и газов помогает учащимся понять опасность образования дыма и газов при сварке.Шлейф дыма, видимое облако дыма, поднимающегося из расплавленного металла, состоит из сложных оксидов металлов и частиц, образованных из расходуемого и основного металла. Защитные газы, используемые при сварке, также могут выделять потенциально вредные пары. Воздействие паров можно контролировать с помощью технических средств контроля, вентиляции, надлежащих средств индивидуальной защиты и соблюдения пределов воздействия, установленных OSHA или другими организациями. После прохождения этого курса ученик поймет потенциальную опасность сварочного дыма и газов, а также острые и хронические симптомы, которые могут развиться после чрезмерного воздействия.В этом классе обсуждается, как методы рабочего места и технические средства контроля могут быть использованы для контроля воздействия, в дополнение к приведенным ниже допустимым пределам воздействия и использованию респираторов с подачей воздуха, когда это необходимо. | Начинающий | Английский | (650115) Безопасность дуговой сварки 115 |
| Онлайн | Сварка | 650 | Сварка | 640040 | Электробезопасность при сварке 131 | «Электробезопасность при сварке» знакомит пользователей с опасностями, связанными с электричеством при дуговой сварке, и методами их снижения.Для дуговой сварки требуется электрическая цепь под напряжением, что представляет несколько потенциальных угроз безопасности. Электричество может вызвать ожоги, возгорание и поражение электрическим током. Существует два типа поражения электрическим током: удар первичным напряжением и удар вторичным напряжением. Чтобы предотвратить риски, связанные с электричеством, сварщики должны убедиться, что оборудование правильно установлено, заземлено и обслуживается. Сварщики также должны использовать необходимые СИЗ и изоляцию для предотвращения травм. После прохождения этого курса пользователи будут хорошо понимать основные опасности, связанные с электричеством, и меры предосторожности, которые минимизируют эти риски.Эти знания позволяют пользователям более безопасно и эффективно работать с электрооборудованием, которое требуется для всех процессов дуговой сварки. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640060 | Введение в сварку 141 | Введение в сварку дает базовые знания о сварке и сварочных процессах, на которых строятся знания о конкретных процессах и более полное понимание сварки в целом.Курс знакомит с различными сварочными процессами, а также с их общими атрибутами и приложениями. Кроме того, в нем рассматриваются соединения и типы сварных швов, охватываются измерения, относящиеся к сварке, обсуждаются спецификации процедуры сварки и, наконец, предоставляется информация пользователю о новых методах сварки и их влиянии на практику сварки и экономику. базовые знания, необходимые для образовательного развития любого сварщика. Кроме того, он знакомит пользователя с концептуальными идеями теории сварки и менее распространенными методами сварки, такими как лазерная сварка. | Начинающий | Английский | (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 640070 | Введение в сварочные процессы 151 | Introduction to Welding Processes дает исчерпывающий обзор наиболее часто используемых сварочных процессов, включая кислородную сварку, газовую дуговую сварку металлическим электродом, газовую вольфрамовую дуговую сварку, дуговую сварку порошковой проволокой и дуговую сварку в среде защитного металла.Кроме того, он продолжает развивать понимание учащимися измерений при сварке и охватывает спецификацию процедуры сварки от написания до тестирования и, наконец, использования. Этот класс продолжает развивать общее понимание сварки, начатое во введении в сварку, с более полным обзором каждого из них. наиболее распространенных сварочных процессов. В нем рассматриваются параметры сварки и подробно рассматриваются нарушения сплошности сварки, которые продолжаются в разделе «Обзор дефектов сварных швов». | Начинающий | Английский | (650120) Процессы дуговой сварки 120; (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 650160 | Введение в дуговую сварку под флюсом 160 | Этот класс описывает процесс сварки под флюсом, а также его преимущества и ограничения. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640080 | Основы математики для сварки 161 | Класс «Основы математики для сварки» охватывает основные арифметические операции, используемые при сварке, такие как сложение, вычитание, умножение и деление.В этом классе обсуждается концепция округления целых и десятичных чисел до или после вычисления проблемы. «Основы математики для сварки» также дает обзор дробей, которые используются в сварочных измерениях и чертежах вместе с десятичными знаками. Знание основных математических концепций является неотъемлемой частью понимания сварщиком сварочных измерений и проектирования соединений. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640085 | Основы геометрии для сварки 171 | Курс «Основы геометрии для сварки» обучает студентов использованию геометрии в сварке.Фундаментальное понимание геометрии и геометрических концепций – необходимый навык для сварки. В этом классе обсуждаются линии и углы, которые являются основными строительными блоками геометрии. Этот класс учит пользователей, как определять части круга и как определять различные типы треугольников на основе их сторон и углов. Кроме того, в этот класс включены уроки о том, как найти площадь круга или треугольника. Связь между линиями и углами может использоваться для чтения и интерпретации сварочных чертежей, а также настроек машины.После этого занятия пользователи смогут понимать основные строительные блоки геометрии и работать с ними. Пользователи также смогут рассчитать площадь и длину окружности круга и площадь треугольника. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640100 | Испытания материалов для сварки 201 | «Тесты материалов для сварки» знакомит пользователей с типами и целями испытаний сварочных материалов.Сварочные материалы проходят испытания для оценки их свойств, проверки на наличие разрывов и обеспечения соответствия проекта спецификациям сварочных норм. Тестирование может быть разрушающим или неразрушающим. Тестирование также может использоваться для классификации металлов по содержанию углерода. Этот класс включает уроки по методам неразрушающего контроля, таким как визуальный осмотр, радиографические, ультразвуковые, проникающие и магнитопорошковые испытания. Пользователи также ознакомятся с методами разрушающего контроля, такими как испытание на макротравление, испытание на разрыв углового шва, испытание на управляемый изгиб и испытание на поперечное растяжение.После завершения этого курса пользователи смогут определить общие испытания материалов, практическое применение разрушающих и неразрушающих методов, а также преимущества и недостатки каждого метода. | Промежуточный | Английский | (650200) Сварка черных металлов 200; (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640110 | Сварка черных металлов 211 | Сварка черных металлов дает определение черных металлов, описывает общие формы черных металлов и обсуждает передовые методы сварки для каждого из них.Каждый тип черного металла имеет разные механические, физические и химические свойства. Хотя все черные металлы содержат железо, их различный состав требует различных подходов к сварке. Черные металлы являются наиболее распространенными металлами, с которыми могут встретиться сварщики. Знание типов, состава черных металлов и передовых методов сварки имеет решающее значение. После прохождения этого курса сварщики должны уметь определять различные черные металлы, их свойства и лучшие методы сварки для каждого типа. | Промежуточный | Английский | (650200) Сварка черных металлов 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640115 | Сварка цветных металлов 212 | Сварка цветных металлов дает определение цветных металлов, описывает ряд цветных металлов и их свойства, а также обсуждает передовые методы сварки для каждого типа.Этикетка из цветных металлов охватывает широкий спектр металлов с различными механическими и физическими свойствами, каждый из которых требует различных подходов при сварке. Цветные металлы, хотя и менее распространены, чем черные металлы, используются в широком диапазоне применений, требующих сварки. Понимание цветных металлов и процессов их сварки необходимо любому сварщику. После прохождения этого курса пользователь сможет идентифицировать различные цветные металлы, объяснять их свойства и описывать наилучший подход к сварке для каждого типа металла. | Промежуточный | Английский | (650200) Сварка черных металлов 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640120 | Обзор типов сварных швов 221 | Класс «Обзор типов сварных швов» предоставляет обзор различных соединений и типов сварных швов, а также их применения.Обсуждаются общие типы сварных швов, такие как угловые и канавочные, а также комбинированные, электрозаклепочные, щелевые, точечные и шовные. Кроме того, рассматриваются различные части сварного шва и различные положения сварки. Наконец, класс покрывает требования к различным соединениям. Также включен краткий урок по неоднородности сварных швов, чтобы познакомить пользователя с этой концепцией. Обзор типов сварных швов помогает создать прочную основу для передовых методов сварки, а также дает более подробные обзоры конкретных сварочных процессов.После прохождения курса пользователи должны иметь хорошее общее представление о названиях и функциях различных соединений, типах сварных швов, положениях сварки и требованиях к соединениям. | Средний | Английский | (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 640125 | Обзор дефектов сварных швов 222 | Обзор дефектов сварных швов дает исчерпывающее представление о наиболее распространенных разновидностях несплошностей и деформаций сварных швов.Он иллюстрирует причины каждой из двадцати различных несплошностей и дефектов сварных швов и предлагает эффективные решения. Кроме того, в нем представлен обзор шести различных видов трещин и показано, как предотвратить растрескивание и деформацию готового сварного шва. Этот урок особенно важен для начинающих сварщиков, у которых еще нет навыков или знаний, чтобы избежать многих ошибок, которые класс иллюстрирует. Начинающим сварщикам этот класс будет особенно полезен, поскольку он определяет причины, по которым могут возникать дефекты или нарушения целостности, а также способы их устранения сварщиками. | Средний | Английский | (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640130 | Символы и коды сварки 231 | Сварочные символы и коды описывает, как сварочные чертежи представляют требования к сварке. Сварной шов представлен на чертеже с помощью символа сварки.Сварочные символы, созданные Американским сварочным обществом, включают в себя контрольную линию, элемент стрелки, символ или символы сварного шва, хвостовую часть и размеры сварного шва. При необходимости на символе сварки также могут быть дополнительные символы и символы отделки. Символ сварки включает в себя различные компоненты на контрольной линии, чтобы показать характеристики сварного шва и предоставить сварщику конкретные инструкции. После прохождения этого курса пользователи должны быть в состоянии объяснить многие типы сварочных символов и их характеристики, а также коды и спецификации сварки, используемые в сварочной промышленности. | Средний | Английский | (650130) Обзор типов сварных швов 130; (650250) Обозначения и коды для дуговой сварки 250 |
| Онлайн | Сварка | 650 | Сварка | 640160 | Процесс изготовления 232 | Производственный процесс описывает процедуры, которым должен следовать планировщик проекта при создании продукта от начала до конца.Проект изготовления может быть таким простым, как сборка шкафа, или сложным, как сборка мотоцикла. Придумав идею проекта, разработчик должен перечислить все требования, включая материалы, безопасность и бюджетные проблемы. Если все требования могут быть выполнены, проектировщик должен исследовать объекты, похожие на идею проекта, и разработать дизайн. Затем планировщик создает план проекта, а также спецификацию материалов. После принятия решения о порядке операций, которые приведут к завершению проекта, планировщик должен выполнить план шаг за шагом, чтобы завершить проект.При любом процессе изготовления необходимо учитывать множество важных факторов. После этого занятия пользователи смогут разработать план изготовления и завершить проект. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640140 | Электроэнергия для дуговой сварки 241 | «Электроэнергия для дуговой сварки» объясняет основные принципы работы с электричеством и влияние электричества на процессы дуговой сварки.Электричество передается по замкнутым цепям. Базовая схема состоит из источника, пути, нагрузки и управления. Ток – это поток электричества. Напряжение – это сила, проталкивающая ток через цепь. Сопротивление препятствует прохождению тока, но также позволяет электричеству выполнять работу. Электромонтажные работы называются мощностью. В сварочных цепях сопротивление дуги преобразует электричество в свет и тепло, которые плавят основные металлы. После прохождения этого курса пользователи будут иметь базовое понимание электричества, электрических переменных и того, как электричество используется при дуговой сварке.Это подготовит пользователей к сварке, поскольку каждый сварщик должен понимать основные электрические концепции работы с дугой и сварочным оборудованием, которое создает дугу. | Средний | Английский | (650140) Электроэнергия для дуговой сварки 140 |
| Онлайн | Сварка | 650 | Сварка | 640152 | Введение в GMAW 251 | Введение в GMAW дает исчерпывающий обзор процесса газовой дуговой сварки (GMAW) и его оборудования.GMAW – это полуавтоматический или автоматический процесс, в котором используются расходный электрод и защитный газ. Оборудование GMAW включает источник питания, проволочный электрод, механизм подачи проволоки, защитный газ и сварочную горелку. GMAW обычно использует источник постоянного напряжения и положительную полярность электрода постоянного тока (DCEP). В GMAW используются три основных режима переноса металла: короткое замыкание, шаровидная сварка и осевое распыление. GMAW – один из самых популярных процессов дуговой сварки. Поскольку он является полуавтоматическим или автоматическим, он также является одним из самых простых в освоении.После прохождения этого курса пользователи будут знакомы с оборудованием GMAW и различными режимами переноса металла. Эта информация обеспечивает основу, необходимую для того, чтобы научиться выполнять GMAW. Хорошее понимание GMAW также полезно при изучении связанных типов сварки, таких как дуговая сварка вольфрамовым электродом в газовой среде (GTAW). | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650220) GMAW Applications 220; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 640150 | Введение в SMAW 252 | Введение в SMAW охватывает основные теории и практики дуговой сварки в защитном металлическом корпусе (SMAW), а также общие рабочие процедуры.SMAW – это сварочный процесс, в котором используется экранирование для защиты сварного шва от загрязнения. SMAW – один из наиболее распространенных процессов дуговой сварки в мире из-за его простоты, универсальности, доступности и пригодности для большинства применений. SMAW требует специального оборудования, специальных электродов и знания ряда мер безопасности. После прохождения этого курса пользователи будут знать, как безопасно обращаться, готовить и эксплуатировать оборудование SMAW. У них также будет базовое понимание того, как выполнять сварку методом SMAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650210) Приложения 210 SMAW; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650255 | Применение SAW 255 | Этот класс описывает сварку под флюсом и сварку под флюсом. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640155 | Введение в FCAW 261 | Введение в FCAW дает исчерпывающий обзор процесса дуговой сварки порошковой проволокой (FCAW) и соответствующего оборудования. FCAW делится на два типа: дуговая сварка порошковой проволокой с самозащитой (FCAW-S) и дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G).И FCAW-S, и FCAW-G используют расходуемый трубчатый электрод, заполненный флюсовыми материалами. Оборудование FCAW включает источник постоянного напряжения, проволочный электрод, механизм подачи проволоки, сварочную горелку и, при необходимости, защитный газ. Понимание базовой теории и процесса FCAW имеет важное значение для его успешного использования. После прохождения этого курса пользователи будут знакомы с оборудованием FCAW и смогут различать различные методы FCAW. Пользователи также смогут определять рабочие характеристики, эксплуатационные требования и свойства готовой сварки FCAW-электродов.Эта информация обеспечивает основу, необходимую для успешного и безопасного выполнения FCAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650230) Приложения FCAW 230; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 640157 | Введение в GTAW 262 | Введение в GTAW описывает газо-вольфрамовую дуговую сварку (GTAW), инструменты и оборудование, которые она использует, а также различные факторы, которые следует учитывать при ее использовании.GTAW – это точный процесс сварки, в котором используется неплавящийся вольфрамовый электрод и инертный защитный газ. GTAW может использоваться для самых разных металлов и может выполняться вручную, полуавтоматически или автоматически. GTAW дает сварщику повышенный контроль над сварным швом, что позволяет выполнять более прочные и качественные сварные швы. Процесс может быть сложным, но улучшенное качество сварки жизненно важно для определенных областей применения. После прохождения этого курса пользователи будут знакомы с GTAW и будут готовы изучить более подробные технические аспекты этого процесса. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650240) Приложения для GTAW 240; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650270 | Выбор электрода 270 | Этот класс описывает характеристики электродов для четырех основных процессов дуговой сварки и объясняет, как выбрать подходящий электрод для конкретного сварочного применения. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640170 | Обзор пайки 271 | Обзор пайки определяет пайку, описывает инструменты, используемые при пайке, и обсуждает различные процессы пайки. Пайка – это процесс соединения с низким нагревом, используемый в приложениях, где теплота сварки или пайки будет слишком большой или где требуется точный контроль.Существует ряд ручных и автоматических процессов пайки. Пайка особенно полезна в производстве электроники и ювелирных изделий, а также для создания воздухо- и водонепроницаемых уплотнений в водопроводных и других системах. После этого занятия пользователи смогут определять пайку, определять важные инструменты, используемые при пайке, перечислять проблемы безопасности при пайке и описать различные процессы пайки. Любому оператору, от которого может потребоваться пайка материалов, важно понимать основное паяльное оборудование, процессы и методы. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640175 | Обзор термической резки 281 | «Обзор термической резки» дает исчерпывающее представление о четырех наиболее распространенных промышленных процессах термической резки. При кислородной резке используется пламя топливного газа, смешанного с чистым кислородом.При резке воздушно-угольной дугой используется тепло, выделяемое электрической дугой. Плазменная резка ионизирует мощный поток газа для создания плазменной дуги. При лазерной резке металл разрезается с помощью высококонцентрированного и сфокусированного лазерного луча. Знание основных теорий, лежащих в основе четырех широко используемых методов термической резки, необходимо для их успешного использования. После прохождения этого курса пользователи смогут различать различные методы термической резки, а также определять оборудование, используемое для каждого из них. Пользователи также смогут определить рабочие характеристики и соображения безопасности для этих процессов термической резки.Эта информация предоставляет необходимую информацию для успешного и безопасного выполнения методов термической резки. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640185 | Применение кислородной резки 282 | Oxyfuel Cutting Applications предоставляет обзор процесса кислородной резки и его требований безопасности, компонентов оборудования и рабочих процедур.Перед выполнением кислородной резки важно правильно настроить кислородное оборудование и выполнить необходимые проверки безопасности. После зажигания газокислородной горелки оператор должен контролировать соотношение газа для получения нейтрального режущего пламени. Во время процесса резки оператор должен контролировать определенные переменные, включая высоту наконечника, расход газа, скорость перемещения и углы резака. Понимание этих переменных вместе с правильными процедурами резки поможет произвести качественную кислородно-топливную резку. Информация в этом классе помогает подготовить пользователей к кислородной резке, популярному процессу термической резки с множеством применений.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в кислородную резку, которая имеет важное значение для безопасного и успешного производства качественной резки. | Средний | Английский | (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640180 | Плазменная резка 283 | Plasma Cutting описывает оборудование для плазменной резки и обсуждает этапы настройки и операций для плазменной резки, строжки и прошивки.Плазменная резка – это точный и эффективный метод резки, который использует ионизированную струю газа для создания высокотемпературной режущей дуги и может выполняться вручную или с использованием станка с ЧПУ. Плазменная резка становится все более доступным и популярным методом резки металла. Плазменная резка уравновешивает более низкую стоимость методов резки, таких как кислородное топливо, с более высоким качеством методов лазерной резки. После этого курса пользователи смогут определять плазменную резку, определять инструменты, используемые при плазменной резке, и описывать различные приложения и процессы резки.Понимание основных функций и процессов плазменной резки важно для пользователей, чтобы выполнять точные и точные разрезы безопасно и эффективно. | Промежуточный | Английский | (650265) Плазменная резка 265 |
| Онлайн | Сварка | 650 | Сварка | 640190 | Введение в автоматизацию 291 | Введение в автоматизацию дает исчерпывающий обзор технологий автоматизации, используемых в процессах сварки и термической резки.Автоматизация – это использование станков с ЧПУ или роботизированных систем как для питания, так и для выполнения одного или нескольких процессов. Автоматизация предлагает производителям несколько преимуществ, таких как минимизация производственных затрат и отходов, сокращение времени цикла детали и занимаемой площади на рабочем месте, а также повышение качества деталей и надежности процесса. необходим для выполнения любого процесса автоматической сварки или термической резки. После прохождения этого курса пользователи будут знакомы с автоматизированным оборудованием, эксплуатационными требованиями и мерами безопасности.Эта информация обеспечивает основу, необходимую для успешной и безопасной работы с автоматизированным оборудованием. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640210 | Приложения GMAW 301 | GMAW Applications предоставляет исчерпывающий обзор того, как выполнять газовую дуговую сварку (GMAW), важные переменные, которые следует учитывать, и способы предотвращения распространенных дефектов.Перед началом GMAW важно подготовиться, очистив неблагородные металлы и выбрав подходящий электрод. Во время GMAW сварщик контролирует ориентацию электрода и скорость перемещения. Сварщики также должны быть осведомлены о многих переменных, таких как сила тока, напряжение, защитный газ и их влияние. Понимание этих переменных помогает предотвратить несплошность и дефекты сварного шва, включая пористость, поднутрение, непровар и неполное плавление. Информация в этом классе подготавливает пользователей к выполнению GMAW, чрезвычайно распространенного процесса сварки.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в GMAW. Хорошее понимание этих концепций помогает предотвратить получение сварщиками нерегулярных или дефектных сварных швов. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 640215 | Расширенные приложения GMAW 302 | Advanced GMAW Applications предоставляет обзор различных специализированных процессов GMAW.При выполнении GMAW для нержавеющей стали или алюминия сварщики должны учитывать несколько факторов. Во многих сложных процессах используются источники питания, которые предлагают различные типы управления, такие как управление формой волны, адаптивное управление и синергетическое управление. Усовершенствованные процессы GMAW включают передачу импульсов, прецизионный импульс, перенос поверхностного натяжения и импульс алюминия переменного тока. GMAW также хорошо подходит для автоматизации. Роботизированная сварка в среде защитного газа – одна из самых популярных форм автоматической сварки. После прохождения этого курса пользователи будут готовы научиться выполнять более специализированные и продвинутые процессы сварки GMAW.Эти процессы становятся все более популярными, поскольку они обеспечивают неизменно качественные сварные швы без тех же недостатков, что и традиционные методы. Понимание передовых и специализированных процессов GMAW важно для сохранения конкурентоспособности в современной сварке. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 650310 | Дуговая сварка алюминиевых сплавов 310 | Этот класс описывает сварочные характеристики алюминия и объясняет, как его свойства влияют на каждую переменную в процессе сварки. | Продвинутый | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640200 | Приложения SMAW 311 | SMAW Applications подробно описывает процесс подготовки оборудования SMAW к сварке и основные шаги, которые должен предпринять сварщик, чтобы выполнить успешную сварку SMAW. Сварщики должны уметь определять различные типы электродов, которые можно использовать для SMAW, и выбирать электрод для конкретного применения.Затем сварщик должен выбрать метод зажигания дуги и пропуска валика, а также должен знать, как эффективно разорвать и повторно запустить дугу, когда это необходимо. SMAW не является идеальным процессом, и этот класс охватывает различные дефекты, которые сварочный шов может содержать в результате различных ошибок оператора или других причин. Чтобы быть опытным и квалифицированным сотрудником, сварщик должен знать основные базовые методы процесса сварки. . SMAW Applications обучает сварщиков основным компонентам процесса дуговой сварки в среде защитного металла, а также тому, как выявлять и избегать типичных нарушений непрерывности. | Продвинутый | Английский | (650210) Приложения SMAW 210 |
| Онлайн | Сварка | 650 | Сварка | 640220 | Приложения FCAW 321 | FCAW Applications предоставляет исчерпывающий обзор того, как выполнять процессы FCAW. Перед началом FCAW важно подготовить стык и выбрать подходящий электрод.Во время FCAW сварщик контролирует ориентацию электрода и скорость его перемещения. Сварщики также должны знать о многих переменных, связанных с FCAW, таких как сила тока, напряжение и защитный газ, а также о влиянии таких переменных. Понимание переменных помогает предотвратить разрывы и дефекты сварки FCAW, такие как чрезмерное разбрызгивание, пористость и включение шлака. После прохождения этого класса пользователи будут знакомы со многими соображениями и переменными, которые входят в использование процессов FCAW, что важно для обеспечения качества сварные швы и предотвращение разрывов и дефектов сварного шва.Способность распознавать типичные проблемы при сварке и избегать их позволяет сократить количество бракованных деталей и повысить качество. | Продвинутый | Английский | (650230) Приложения FCAW 230 |
| Онлайн | Сварка | 650 | Сварка | 640230 | Приложения GTAW 331 | GTAW Applications содержит обзор практических применений процесса дуговой сварки вольфрамовым электродом.Он охватывает все части процесса, включая средства индивидуальной защиты, источники питания, полярность, силу тока, электроды, защитный газ, колпачки, зажигание дуги, присадочный металл, методы сварки, возможные дефекты, а также профессиональные и промышленные применения. для любого сварщика, которому требуется глубокое понимание GTAW. Его ориентация на применение расширяет Введение в GTAW до практической сферы, открывая путь к практическому обучению сварке GTAW. | Продвинутый | Английский | (650240) Приложения GTAW 240 |
Развивайте свои сварочные навыки | Решения LFCC для персонала
Поделиться:Новичок в сварке и хотите изучить основы?
С небольшим опытом или без опыта, начните свои навыки с базовых сварочных работ
Базовая сваркаВы заинтересованы в изучении нескольких сварочных процессов? Если да, то это занятие для вас.Изучите несколько различных процессов сварки, включая дуговую сварку, кислородно-топливную сварку, сварку MIG и TIG. Изучите многие основы сварки, создания дуги и рисунков дуги. Получите базовое представление об электроде и важности его выбора. Изучите основы ленточной пилы, сварочные валики и множество различных способов сварки стыков. И, как всегда, на протяжении всего курса изучайте сварку и безопасность топлива. Если вам меньше 17 лет, см. Введение в сварку для молодежи.
Базовый курс по сварке Преимущества:
- Практическое обучение
- Опытный инструктор
- Воспользуйтесь нашей современной сварочной лабораторией
- Изучите множество различных сварочных процессов в одном классе
- Повысьте возможности трудоустройства
Посмотреть нашу сварочную лабораторию
Сварочный цех MIG Сварку
MIG иногда называют «горячим клеевым пистолетом» в мире сварки.Это удивительный процесс использования электричества для плавления и соединения кусков металла. Выполняйте качественные сварочные швы MIG на стали и алюминии, используя надлежащие методы и процедуры. В этом практическом курсе рассматриваются вопросы безопасности, выбора проволоки и защитного газа, настроек машины, размеров сварных швов и многого другого.
Мастерская TIG-сваркиСварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс смешения химически активных металлов, таких как магний и алюминий. Мастерство сварки TIG заключается в том, чтобы добиться одновременного формирования сварочной ванны на обоих кусках металла.Выполняйте качественные сварочные швы TIG на стали и алюминии, используя надлежащие методы и процедуры. В этом практическом курсе рассматриваются вопросы безопасности, выбора стержня и вольфрама, настроек машины, размеров сварных швов и многого другого.
Подготовка и экзамен для сертификации сварочного оборудования AWSПрисоединяйтесь к нам, чтобы подготовиться к экзамену на сертификацию AWS Welding Certification. Наш CWI объяснит, какие варианты сертификации доступны, и проведет вас через практические занятия по сварке, чтобы подготовить вас к успеху.
Позвольте нашему сертифицированному инспектору сварки (CWI) помочь вам подготовить и сдать плоский или вертикальный сертификат AWS в следующих областях: SMAW, GMAW или FCAW.Он шаг за шагом проведет вас через процедуры, а затем проверит вашу сварную пластину. Вы узнаете результаты своего теста в ту же ночь. Официальные документы AWS будут отправлены по почте в течение двух недель. Не упустите возможность доказать свои сварочные навыки при поиске работы! Обратите внимание: для регистрации на этот курс необходимо быть опытным сварщиком или пройти двухдневный курс подготовки к сертификации.
БЕСПЛАТНЫЕ информационные сеансы сертификации сварки AWS
Вы хотите пройти сертификацию AWS Welding? Если да, посетите БЕСПЛАТНУЮ 1-часовую информационную сессию с нашим CWI (Certified Welding Inspector), чтобы узнать, что необходимо для получения сертификата.
Если у вас нет опыта или вы не знакомы с различными типами сварочных процедур / операций, настоятельно рекомендуется пройти Базовый курс сварки перед тем, как начинать какие-либо отдельные курсы сварки. Щелкните здесь, чтобы просмотреть Справочник студента-сварщика, что надеть, что не надевать и что взять с собой в класс.
Наша программа сварки разработана в соответствии со стандартами Американского общества сварщиков (AWS) и подготавливает студентов к сертификации AWS. Она идеально подходит для начинающих сварщиков и тех, кто хочет повысить квалификацию сварщика.Пройдите наши объединенные серии или индивидуальные занятия, чтобы улучшить свои сварочные навыки.
Включенных курсов- Сварка Basic
- Сварка МИГ
- Сварка TIG
- Класс подготовки по сварке AWS
- Экзамен по сварке AWS
- Практическое обучение
- Опытные инструкторы
- Современное оборудование и оборудование
- Подготовка к сертификационным испытаниям с сертифицированным инструктором по сварке
- Возможность национальной сертификации
Математика для чтения и изготовления чертежей для сварщиков
Каждый сварщик должен знать основы чтения чертежей, производить производственную математику и уметь читать символы сварки, чтобы добиться успеха в полевых условиях.Фундаментальные навыки, которым вас обучают в классе, незамедлительно найдут применение по мере того, как вы будете практиковаться в лаборатории. Даже малейшая ошибка при измерении, резке, размещении или сварке изделия может привести к его списанию или потребовать дорогостоящей переделки. Эти навыки ценны для каждого сварщика, и вы не захотите упустить тот фундамент, который у вас уже есть! Если у вас уже есть сертификат AWS, зарегистрируйтесь сегодня!
Продвинутая сварка
У вас уже есть сертификат AWS и вы хотите получить более продвинутые навыки? Если да, то этот урок для вас! В этом классе у вас будет возможность изучить сварные швы вне положения, включая вертикальные, потолочные и открытые корневые швы.Эти должности – сложные, но полезные навыки. Обладая этими навыками, вы сможете сваривать в самых разных условиях и проектах. Студентам также предлагается пройти обучение по чтению чертежей и математике изготовления для сварщиков. Повысьте свой набор навыков сегодня!
Подписка на электронные уведомления о предстоящих программах сварки
Рабочий сварочного производства – Учебный центр Детройта
тем
Дуговая сварка металла Smaw SHIELDED, базовая –Дуговая сварка защищенного металла, также известная как ручная дуговая сварка металлом или дуговая сварка под защитным флюсом, представляет собой процесс, в котором используется покрытый электрод для формирования сварного шва.Когда электричество проходит через электрод, флюс образует газ, который защищает электрическую дугу в пространстве между электродом и свариваемым металлом, предотвращая загрязнение сварного шва атмосферными газами.
Torch Cutting
В рамках этого курса основное внимание будет уделено наконечнику резака, который основан на характеристиках пламени используемого горючего газа, а также на резке материала. Наконечники для резки резака бывают двух видов: цельные и состоящие из двух частей. В этом курсе студенты узнают вводную информацию о резке резаком.
Torch Cutting Advanced Class
Основное внимание в этом курсе будет уделяться наконечнику резака, который основан на характеристиках пламени используемого топливного газа, а также на резке материала. Наконечники для резки резака бывают двух видов: цельные и состоящие из двух частей. Студенты изучают оба в этом курсе.
Введение в сварку MIG
В процессе газовой дуговой сварки (GMAW / MIG) используется электрическая дуга, возникающая между плавящимся проволочным электродом и заготовкой.GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариациями процесса, является преимуществом во многих приложениях. GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика.
Введение в дуговую сварку
Процесс газовой вольфрамовой дуговой сварки (GTAW) – это очень универсальный процесс сварки во всех положениях, который широко используется для соединения сплавов на основе никель / кобальта.В GTAW тепло для сварки генерируется электрической дугой, возникающей между неплавящимся вольфрамовым электродом и заготовкой. GTAW может выполняться вручную или адаптироваться к автоматическому оборудованию и может использоваться как в производстве, так и в ремонтных сварочных ситуациях. Это процесс, который обеспечивает точный контроль температуры сварки и поэтому обычно используется для сварки тонкого основного металла и наплавки корневых проходов швов более толстого сечения.
ЗАРАБОТАННЫЕ УЧАСТНИКИ
● Квалификация сварщика AWS
● OSHA 10
● Лицензия на оказание первой помощи / CPR
● Сертификат безопасности оператора вилочного погрузчика
Курсы сварки
градусов
Сварочная техника
Сертификаты
Сварка 108
Ацетилено-дуговая сварка
Ранее: Сварка 008, Ацетилено-дуговая сварка
Шт. : 3.0
Часы занятий: 16 Лекций, 96 лабораторий, всего 96.
Технические знания и базовые навыки, необходимые для профессиональных процессов и применений кислородно-ацетиленовой и дуговой сварки. Студенты должны предоставить средства защиты. (То же, что и Automotive Technology 108 и Diesel 108). CSU
Сварка 125A
Промежуточная дуговая сварка Уровень I
Ранее: Сварка 025A, промежуточная дуговая сварка, уровень I
Шт. : 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительное условие : Сварка 108 с минимальной оценкой C.
Этот курс разработан для улучшения ранее приобретенных студентом навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 (SMAW).CSU
Сварка 125B
Промежуточная дуговая сварка Уровень II
Ранее: Сварка 025B, промежуточная дуговая сварка, уровень II
Шт. : 3,0
Часы занятий : 16 Лекций, 96 Всего лабораторий.
Пререквизиты: Сварка 108 и Сварка 125A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс разработан для улучшения ранее полученных студентом навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Студент знакомится с приготовлением 1-дюймовой пластины. Этот курс познакомит студентов с лицензионным классом D1.1. правила и положения Департамента строительства и безопасности города Лос-Анджелеса. Особое внимание уделяется сварке в вертикальном и потолочном положениях и подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 (SMAW).
Сварка 129A
Продвинутая дуговая сварка, уровень I
Ранее: Welding 029A, Advanced Arc Welding Level I
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по дуговой сварке
Этот курс разработан, чтобы помочь студентам улучшить ранее приобретенные навыки дуговой сварки и подготовить их к сдаче сертификационного экзамена по сварке.Обеспечивает передовые навыки манипуляции и технические знания, необходимые для прохождения теста на изгиб пластин с направлением 1 дюйм, необходимого для сертификации конструкционной стали. CSU
Сварка 129B
Продвинутая дуговая сварка, уровень II
Ранее: Welding 029B, Advanced Arc Welding Level II
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 129A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот курс разработан для развития ранее приобретенных студентами навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом (SMAW) E-7018 в соответствии с правилами и положениями D1 Американского общества сварки.1 Кодовая книга. CSU
Сварка 129C
Продвинутая дуговая сварка, уровень III
Ранее: Welding 029C, Advanced Arc Welding Level III
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 129B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Этот курс предназначен для улучшения и овладения ранее приобретенными студентами навыков дуговой сварки до продвинутого уровня и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 в соответствии с правилами и положениями Американского общества сварки. Учащиеся сдают сертификационный тест D1.1 на этом уровне. CSU
Сварка 129D
Продвинутая дуговая сварка, уровень IV
Ранее: Welding 029D, Advanced Arc Welding Level IV
Шт. : 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 129C с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот курс содержит инструкции первого уровня по принципам, оборудованию, методам сварки, режиму операций и безопасности дуговой сварки порошковой проволокой (FCAW), используемой для конструкционной стали. Он также предназначен для улучшения ранее приобретенных студентом навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке D1.1. Особое внимание уделяется сварке в вертикальном и верхнем положении и подготовке испытательных пластин (сталь 1 дюйм) с использованием проволоки FCAW 2/32 (дуговая сварка под флюсом). CSU
Сварка 139A
Сварка в среде инертного газа, уровень I
Ранее: Сварка 039A, Сварка в инертном газе, уровень I
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования : Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс познакомит слушателей с дуговой сваркой вольфрамовым электродом (GTAW) и сваркой в среде защитного газа (MIG) алюминия, низкоуглеродистой и нержавеющей стали. CSU
Сварка 139B
Сварка в среде инертного газа, уровень II
Ранее: Сварка 039B, сварка в инертном газе, уровень II
Шт. : 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 139A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по сварке в инертном газе, проводимого инструктором по сварке SAC. Этот курс предназначен для развития у студентов навыков дуговой сварки вольфрамовым электродом (GTAW) и сварки в среде инертного газа (MIG). Особое внимание уделяется горизонтальному положению алюминия, низкоуглеродистой и нержавеющей стали.CSU
Сварка 139C
Сварка в среде инертного газа, уровень III
Ранее: Сварка 039C, сварка в инертном газе, уровень III
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 139B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по сварке в инертном газе, проводимого инструктором по сварке SAC.
Это расширенный курс по сварке с использованием процесса дуговой сварки вольфрамовым электродом (GTAW). Этот курс предназначен для того, чтобы дать студентам навыки, необходимые для прохождения сертификационного экзамена по сварочным процессам GTAW и MIG. Студент должен освоить горизонтальное и вертикальное положение при сварке вверх. CSU
Сварка 140A
Сварка Сертификация Уровень подготовки I
Ранее: Сварка 040A, сертификация по сварке, уровень I
Шт. : 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке. Взаимодействие с другими людьмиЭто продвинутый курс, в рамках которого будут проводиться лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в защитном металлическом корпусе (SMAW), а также дуговой сварки под давлением
(FCAW).Студент сосредоточится на сварке в вертикальном и верхнем положении, а также на подготовке испытательных пластин. CSU
Сварка 140B
Обучение сварке, уровень II
Ранее: Сварка 040B, сертификация по сварке, уровень II
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 140A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Это продвинутый курс, который будет включать лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в экранированном металле
(SMAW), а также дуговой сварки под давлением (FCAW) в вертикальном и верхнем положении.Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 1G и 2G с использованием электрода E6010. CSU
Сварка 140C
Сварка Сертификация Уровень подготовки III
Ранее: Сварка 040C, Сертификат подготовки по сварке, уровень III
Шт. : 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 140B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Это продвинутый курс, который будет включать лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в экранированном металле
(SMAW), а также дуговой сварки под давлением (FCAW) в вертикальном и верхнем положении.Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 5G и 6G с использованием электрода E6010. CSU
Сварка 141A
Сертификационный экзамен по сварке Уровень подготовки I
Ранее: Сварка 041A, уровень подготовки I к аттестационному экзамену по сварке
Шт. : 3.0
Часы занятий: 48 Всего лекций.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот практический курс предназначен для продвинутых студентов-сварщиков. Инструкция будет охватывать дизайн, предварительно прошедшую квалификацию основу / материал наполнителя, процедуры / квалификацию сварщика, основы изготовления и испытания, как указано Американским сварочным обществом (AWS) D1.1. Спецификации структурного кодекса, ведущие к получению сертификатов сварочных работ в Лос-Анджелесе или AWS. CSU
Сварка 141B
Сертификационный экзамен по сварке Уровень подготовки II
Ранее: Сварка 041B, Подготовка к экзамену по сварке, уровень II Единицы (и): 3,0
Часы занятий: 48 Всего лекций.
Пререквизиты: Сварка 141A с минимальной оценкой C.
Этот курс предназначен для продвинутых студентов, изучающих сварку. Инструктор расскажет о предварительно проверенных материалах основы / наполнителя, процедуре / квалификации сварщика и испытаниях в соответствии с требованиями Американского общества сварки (AWS). Спецификации структурного кодекса D1.1 приводят к получению сертификатов сварочных работ в Лос-Анджелесе или AWS. CSU
Сварка 153A
Математика / Blue Print Reading для сварщиков
Ранее: Welding 053, Math / Blue Print Reading for Welders
Шт. : 3.0
Часы занятий: Всего лекций 48.
Этот класс разработан, чтобы познакомить студентов-сварщиков с математикой и чертежами, а также их приложениями для сварщиков, связанных с отраслью сварки. Упор будет сделан на практические проблемы математических (для сварщиков) измерений, приборов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит студентам читать и интерпретировать заводские и полевые чертежи и печатные издания, относящиеся к сварочной промышленности.CSU
Сварка 153B
Математика / Чертежи для сварщиков
Шт. : 3,0
Часы занятий: Всего лекций 48.
Это продвинутый курс, разработанный, чтобы позволить студентам работать на более высоком уровне математики, чтения чертежей и их приложений для сварщиков, связанных со сварочной отраслью.Акцент будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
треугольника, объемы, окружности окружностей и периметр. Студент сможет читать и интерпретировать заводские и полевые чертежи, а также печатные издания, относящиеся к сварочной промышленности. CSU
Сварка 154A
Начало работы с трубами Основы
Ранее : Сварка 054A, основы трубопровода
Шт. : 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 125A с минимальным классом прочности C.
В отрасли сварки труб требуется сварщик с более высокой квалификацией. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на листе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018.Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности. CSU
Сварка 154B
Сварка промежуточных труб
Ранее: Сварка 054B, Сварка промежуточных труб
Единицы: 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 154A с минимальным классом прочности C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на трубе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности.Студенты познакомятся с технологией орбитальной сварки. CSU
Сварка 154C
Усовершенствованная сварка труб
Ранее: Welding 054C, Advanced Pipe Welding
Единицы: 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 154B с минимальным классом прочности C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на трубе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности.Студенты установят и будут использовать аппарат орбитальной сварки. CSU
Сварка 155A
Начало изготовления металла
Шт. : 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 125A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке. Изготовителю в сварочной отрасли требуется высококвалифицированный сварщик / слесарь.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации торгового оборудования, сварке, подгонке, металлическим профилям и различным методам строительства и сборки.CSU
Сварка 155B
Производство металла промежуточного звена
Единицы: 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 155A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться правильной эксплуатации торгового оборудования, сварке, подгонке, металлическим профилям и различным методам строительства и сборки. Например, аэрокосмический, военный или специальный инструмент, который может помочь выдерживать жесткие допуски, требуемые инженером. Студенты изучат терминологию изготовления и надлежащие методы, используемые в различных отраслях промышленности. Этот курс разработан для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков в дополнение к навыкам сварки.CSU
Сварка 156A
Начало роботизированной сварки
Ранее: Сварка 056A, Начало роботизированной сварки
Шт. : 3.0
C lass Часы: 32 Лекционных, 48 Лабораторных всего.
Предварительные требования: Сварка 108 с минимальной оценкой C. Одновременное зачисление на Сварку 157A. Этот курс представляет собой базовый курс программирования, который учит студентов, как безопасно управлять роботом с помощью правильного использования контроллера робота и обучающей подвески. Этот курс также знакомит студентов с процессом дуговой сварки металлов и порошковой проволоки.Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов, различным методам сварки, а также идентификации основного и наполняющего металла. Этот курс представляет собой введение в робототехнику / лазерную технику для начинающих. (То же, что и Engineering 156A). CSU
Сварка 156B
Роботизированная сварка промежуточного уровня
Ранее: Welding 056B, Intermediate Robotic Welding
Единицы: 3.0
Часы занятий: 32 лекций, 48 лабораторных всего.
Предварительные требования: Сварка 156A и Сварка 157A с минимальным баллом C. Одновременное зачисление на курс Сварка 157B. Курс роботизированной сварки учит студентов, как безопасно манипулировать роботом с помощью правильного использования роботизированного контроллера и обучающего пульта. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Студенты смогут вводить процедуры сварки, поворотные рамы, круговые движения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Engineering 156B). CSU
Сварка 156C
Продвинутая роботизированная сварка
Ранее: Welding 056C, Advanced Robotic Welding
Единицы: 3.0
Часы занятий: 32 лекций, 48 лабораторных всего.
Предварительные требования: Сварка 156B с минимальной оценкой C. Одновременное зачисление на курс Сварка 157C. Продвинутый курс роботизированной сварки учит студентов, как безопасно манипулировать роботом посредством правильного использования контроллера робота и обучающей подвески. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Студенты смогут создавать программы по безопасности роботизированной сварки, управлению TPP, кадрам USER, скоординированному движению, TAST, TAST-RPM, регистрам положения и смещениям, касанию и распознаванию, а также действиям, связанным с процессом роботизированной сварки. (То же, что и Engineering 15). CSU
Сварка 157A
Базовое программирование роботов
Единицы: 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 108 с минимальным баллом C. Параллельная запись на курс Сварка 156A.Это базовый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера.Темы включают безопасные методы эксплуатации, линейные перемещения, системы координат, обучение программированию с помощью подвесного пульта и интеграцию программного и аппаратного обеспечения. (То же, что и Engineering 157A). CSU
Сварка 157B
Промежуточное программирование роботов
Единицы: 3.0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на курс Сварка 156B. Этот курс представляет собой курс программирования, который учит студентов, как безопасно управлять промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, круговые движения, настройку робота, расширенное программирование и функции Teach Pendant, а также вспомогательное оборудование.(То же, что и Engineering 157B). CSU
Сварка 157C
Расширенное программирование роботов Сварка
Единицы: 3,0
Часы занятий: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 156B и Сварка 157B с минимальной оценкой C. Параллельная запись на Сварку 156C.
Это продвинутый курс программирования, который учит студентов, как безопасно управлять промышленным роботом с помощью правильного использования контроллера. Темы включают методы безопасной эксплуатации, логические команды и системы координат, расширенное программирование Teach Pendant, сетевая интеграция, моделирование и интеграция программного и аппаратного обеспечения.(То же, что и Engineering 157C). CSU
Сварка 160
Введение в валидацию и проверку процесса лазерной сварки: уровень 1
Штатная (ые): 3.0
Часы занятий: 18 Лекций, 108 Всего лабораторий.
Этот курс предназначен для ознакомления студентов с валидацией лазерной сварки и развитием производственных возможностей с использованием оборудования для волоконной лазерной сварки. CSU
Сварка 161
Планирование валидации и проверка процесса лазерной сварки: уровень 2
Штатная (ые): 3.0
Часы занятий: 18 Лекций, 108 Всего лабораторий. Предварительные требования: Сварка 160 с минимальной оценкой C
Этот курс предназначен для ознакомления студентов с процессом лазерной сварки, сосредоточенным на трех основных направлениях: план квалификации установки (IQ), план эксплуатационной квалификации (OQ) и план квалификации производительности (PQ). ) в соответствии с MVP.CSU
готовит людей без опыта сварки к работе начального уровня в области базовой сварки и изготовления.
Минимальные кредиты: 18
Продолжительность: 1-2 семестра
Карьерные возможности:
- Помощник сварщика начального уровня: 20 800–24 960 долл. США Рост рабочих мест: 4% с 2014 по 2024 год
- * Рост средней заработной платы рабочих мест по стране по состоянию на 2015 год. BLS.gov
Подразделение: Служба персонала
Контакты: 434.797.6437
Карьерные требования: Хорошая моторика имеет решающее значение в карьере сварщика.Работодатели сварщиков стремятся к хорошей зрительно-моторной координации и зрению. Сила и выносливость также являются необходимыми качествами. Сварщики должны поднимать до 100 фунтов и нести 50 фунтов и могут часами наклоняться, вставать на колени, ползать, ходить и стоять. Кроме того, сварка может потребовать работы на улице, в плохую погоду или в ограниченном пространстве.
Результаты программы
Выпускники данной программы смогут:
- Получите возможность получить сертификат AWS.
- Продемонстрировать базовые знания терминов и определений сварки.
- Продемонстрировать базовые навыки сварки металлической дугой / MIG / TIG.
- Продемонстрировать навыки чтения макета и чертежей.
Последовательность курса
| Первый семестр | Лекционные часы | Лабораторные часы | часов в классе | Кредиты |
|---|---|---|---|---|
| WEL 120 Введение в сварку | 1 | 3 | 4 | 2 |
| WEL 31 Введение в газо-вольфрамовую дуговую сварку (GTAW) | 2 | 3 | 5 | 3 |
| WEL 32 Введение в газо-дуговую сварку (GMAW) | 2 | 3 | 5 | 3 |
| Итого | 5 | 9 | 14 | 8 |
| Второй семестр | Лекционные часы | Лабораторные часы | часов в классе | Кредиты |
|---|---|---|---|---|
| WEL 121 Дуговая сварка | 1 | 3 | 4 | 2 |
| WEL 122 Сварка II (электрическая дуга) | 1 | 3 | 4 | 2 |
| Сварочный чертеж и интерпретация WEL 150 | 3 | 0 | 3 | 3 |
| WEL 160 Газовая дуговая сварка металла | 2 | 3 | 5 | 3 |
| Итого | 12 | 18 | 30 | 18 |
Описание курса см.