Газовая сварка и резка металлов: технология и материалы
Газовая сварка и резка металлов позволяют соединять между собой детали металлических конструкций в промышленности и быту. Это такой технологический процесс, при котором горючее газовое вещество с чистым кислородом под влиянием высоких температур сцепляет кромки поверхностей. Расстояние между ними заливают расплавленным материалом, источником которого является присадочная проволока.
Содержание
- Преимущества и недостатки газовой сварки
- Виды используемых газов
- Материалы, подходящие для газовой сварки
- Необходимое оборудование для газосварки
- Газовые резаки
- Технологический процесс газовой резки
- Техника безопасности
Преимущества и недостатки газовой сварки
Газовая сварка – довольно простая технология, имеющая много положительных аспектов:
- Возможность проводить сварочные работы в автономном режиме. Для этого не нужен мощный источник энергии.

- Наличие простого негабаритного оборудования, которое легко поддается транспортировке.
- Процесс сварки регулируемый. Газовая горелка позволяет варьировать рабочую высокую температуру, скорость нагрева и угол наклона огня.
А также большие возможности использования: обработка применяется для соединения элементов изделий из углеродистой стали, свинца, меди, чугуна, латуни, бронзы, силумина, алюминия и его сплавов.
Есть и недостатки при проведении сварочных работ:
- Большая площадь нагрева, создающая условия для деформации соседних элементов.
- Газосварочный процесс относится к работам повышенной опасности. Сжатый кислород, и горючие смеси требуют соблюдения мер предосторожности.
- Газовая сварка предназначена для металлов толщиной до 5 мм.
- Отсутствие автоматизации газовой горелки.
- Высокие требования к профессии сварщика.
Газовая сварка металлов и труб
Виды используемых газов
Газовая сварка и резка металлов направлены на локальное плавление участка детали.
 В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.
В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Ацетилен – один из самых распространенных газов
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам.
Природный газ
Используют на основе метана, добываемый из недр Земли.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.
Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.
Материалы, подходящие для газовой сварки
Фото устройства горелок для газовой сварки
Газовая сварка незаменима в промышленности, строительстве, сельском хозяйстве. Она позволяет скреплять большое количество металлов.
Она позволяет скреплять большое количество металлов.
Сварка чугуна необходима для устранения дефектов, трещин, распавшихся частей изделия. Газовая горелка при этом должна быть с небольшим пламенем, чтобы избежать зернистости сварочного шва.
Пайка бронзы предполагает использование восстановительного пламени. В работе используют проволоку, идентичную свариваемому материалу.
Обработка меди не предусматривает наличия зазора между краями. Это обусловлено текучестью материала, что может затруднять газосварочный процесс.
Углеродистые стали можно соединять разными методами сварки. Швы становятся крупнозернистыми благодаря использованию стальной проволоки с низким уровнем углерода.
Необходимое оборудование для газосварки
Газосварочное оборудование применяется с целью соединения или резки металлических элементов под действием высокой температуры. Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
Оно предполагает использование разных видов приборов и аксессуаров, в зависимости от вида проводимых работ. Для обработки металла используются несколько компонентов.
Водяной, или жидкостный затвор
Защищает части устройств от обратного удара сварочного пламени. Это может случиться тогда, когда скорость подачи газа меньше скорости возгорания, или в случае засорения каналов мундштука горелки. Таким предохранительным устройством оснащены все генераторы.
Баллоны с газом
Специальные цилиндрические резервуары с вентилями для хранения и транспортировки химического вещества. Определить, какой в них содержится вид, можно по цвету.
Баллоны с газом для сварки
Редуктор
Снижает давление газа или держит его на определенном уровне. Устройство бывает прямого и обратного действия. Это важный элемент газобаллонного оборудования, который определяет работоспособность всей системы. Есть разные виды устройств, среди которых – кислородный редуктор. Он приспособлен к агрессивной среде и имеет голубую маркировку.
Для газовой сварки, как правило, используются простейшие однокамерные редукторы
Газовый шланг
Обеспечивает подачу горючих жидкостей. Он сделан по особой технологии. Это многослойное изделие, выдерживающее агрессивную среду, с внутренним диаметром не больше 16 мм. В зависимости от категории, шланги маркируют красным, желтым и синим цветом.
Газовые рукава
Газовая горелка
Является основной частью сварочного оборудования. Она образует пламя, необходимо для нагревания и плавления металла. По конструкции изделие бывает двух видов: инжекторного и безинжекторного. Газовая горелка работает на разных мощностях. Выбор зависит от количества газа, подаваемого в единицу времени.
Схема устройства газовой горелки
Специальный стол
Повышает удобство работы сварщика, так как выполняет несколько функций:
- фиксирует рабочие заготовки;
- хранит вспомогательный инструмент;
- является контуром заземления.
В конструкции может быть поворотная или статичная столешница.
Схема стола для сварки
Газовые резаки
Демонтаж металлоконструкции и раскрой проката невозможен без газового резака. Модели такого устройства имеют одинаковый принцип работы, но отличаются между собой размерами, конструкцией, наличием дополнительных деталей. С помощью газового резака можно выполнять работы с заготовками большой толщины. Резка происходит за счет того, что температура горения меньше температуры плавления.
Процесс условно разделяется на периоды:
Резак газовый
- Обрабатываемая зона разогревается до нужной температуры. Для получения факела пламени кислород смешивают с горючим веществом в определенной дозировке.
- Кислород способствует раскислению металла, продукты горения удаляются из рабочей зоны.
Конструкция газового резака бывает двух видов:
- Инжекторная – двухтрубная, когда технический кислород разделяется на два потока.
- Безинжекторная, или трехтрубная, при которой кислородный и газовый поток движется по разным трубкам, смешиваясь внутри головки.
Технологический процесс газовой резки
При изготовлении металлических конструкций используется не только газовая сварка, но и резка металлов. Она позволяет работать с такими заготовками:
Газовая резка
- диски, кольца;
- контурные элементы, сочетающие прямые и изогнутые линии из стали толщиной до 200 мм:
- детали сложной конфигурации;
- листы толщиной более 4 мм;
- швеллеры от №16;
- двутавровые балки от №20.
Чтобы получить высококачественный рез, поверхность металла предварительно очищается от грязи, краски, масла или ржавчины. Резка металлов – это термический способ обработки, разделенный на этапы:
- Нагреватель доводит температуру до 1100 0С.
- Газовая горелка подает в рабочую зону кислород.
- Струя, соприкасаясь с металлом, воспламеняется. Ядро пламени должно располагаться на расстоянии от 1 до 1,5 мм от обрабатываемой поверхности.
- В условиях стабильной подачи газа поток легко разрезает заготовку. Скорость струи зависит от химического состава разрезаемого материала.
 Скорость струи зависит от химического состава разрезаемого материала.
Скорость струи зависит от химического состава разрезаемого материала.Способы сварки
Техника безопасности
Газовая сварка и резка не обходятся без соблюдения правил техники безопасности. Во время работы сварщик подвергается всевозможным потенциальным опасностям. Меры предосторожности комплексные:
От поражения электротоком нужна такая защита:
Инструкции по технике безопасности
- Заземление аппарата.
- Изоляция токопроводящих частей оборудования.
- Сухая, неповрежденная одежда.
- Исключение работ в мокрую погоду.
Защита зрения требует использования специальной маски со светофильтрами.
Газовая сварка – это угроза ожогов, взрывов пожаров. Избежать аварийной ситуации помогут:
- Экипировка в спецодежду.
- Отсутствие в местах проводимых работ открытых горючих, легковоспламеняющихся веществ.
- Наличие средств пожаротушения.
- Соблюдение технологического режима.
Против отравления ядовитыми парами используют:
- Респираторы.
- Эффективную вентиляцию в помещении.
- Маски, схожие с противогазами.

Видео по теме: Работа резака и обучение резки металла
в чем ее суть и преимущества
Вопросы, рассмотренные в материале:
- Что такое газовая сварка
- В чем преимущества и недостатки газовой сварки
- Каковы основные технологии газовой сварки
- Какое оборудование нужно для газовой сварки
Сварка является надежным способом соединения элементов металлических конструкций. На данный момент используются разные типы такой обработки, в том числе и позволяющие работать с разными видами металла, однако технология газовой сварки относится к наиболее популярным из них.
На данный момент используются разные типы такой обработки, в том числе и позволяющие работать с разными видами металла, однако технология газовой сварки относится к наиболее популярным из них.
Суть технологии газовой сварки
Может показаться невероятным, но сварка использовалась еще в древнем Египте. Человек научился сваривать, спаивать металлы практически в то же время, когда освоил другие технологии обработки металлов. Нет смысла сравнивать древние методики с современными по эффективности, однако многие конструкции, сваренные многие сотни лет назад, до сих пор не утратили своих качеств. Так, большая часть памятников архитектуры Возрождения опирается именно на сварные конструкции.
Сначала люди открыли электросварку, и только в 1903 году французские ученые создали аппарат для газовой сварки. Он работал на основе ацетилена и кислорода, и с тех пор его конструкция и принцип действия в целом остались прежними. Безусловно, с течением времени система совершенствовалась: изменения коснулись вспомогательного оборудования, кислородных баллонов, редукторов, материалов прокладок, пр.
Суть технологии газовой сварки состоит в использовании газового пламени, которое нагревает кромки заготовок и часть присадочного материала (электродов).
Под действием температуры металл становится жидким, образуя сварочную ванну. Последняя защищена от воздействия воздуха за счет не только пламени, но и газовой среды. Расплавленный металл медленно остывает и твердеет, формируя сварной шов.
У технологии газовой сварки есть ряд особенностей, о которых важно помнить в процессе работы с соответствующим оборудованием. Многие сварщики говорят о том, что главным достоинством данного метода является возможность накладывать швы в любых пространственных положениях.
Газовая сварка позволяет работать не со всеми металлами, чаще всего ее используют для обработки:
- жести и тонколистовой стали, если толщина листа не превышает 5 мм;
- цветных металлов;
- чугуна;
- инструментальной стали.
Перечисленные металлы имеют одно сходство: для работы с ними необходим мягкий и плавный нагрев. Именно такие условия обеспечивает технология газовой сварки.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Соединение и резка металлов при помощи газов активно используется во многих отраслях промышленности и даже в быту. Постепенный нагрев детали позволяет избежать сильной деформации, поэтому данная технология считается наиболее подходящей для тонких металлов. В этом случае основная задача сварщика состоит в том, чтобы верно настроить подачу газа и мощность пламени. Для этого открываются вентили кислорода и ацетилена и поджигается горелка. Регулировку осуществляют вентилем ацетилена при полностью открученном кислороде.
Плюсы и минусы технологии газовой сварки металлов
Газовая технология, как и все остальные виды сварки, имеет свои плюсы и минусы.
Достоинства технологии газовой сварки:
- Возможность отказаться от сложного дорогостоящего оборудования и использования дополнительного источника электроэнергии. Все это позволяет применять данный метод даже в чистом поле. Отметим, что при строительстве всех нефтепроводов с 1926 по 1935 гг. использовалась именно газовая технология. Сегодня она помогает осуществлять ремонт металлических конструкций в разных частях зданий и даже в удаленных областях и регионах.
- Возможность варьировать мощность пламени в очень широких пределах, за счет чего удается сваривать металлы с разными температурами плавления.
- Возможность работать с такими материалами, как чугун, медь, свинец, латунь.
- Возможность получать швы высокого качества при условии грамотного выбора марки присадочной проволоки, мощности и вида пламени. Отметим, что газоацетиленовый метод использовался на наиболее ответственных производственных участках.
- Постепенный нагрев и остывание обрабатываемых поверхностей.
- Удобное изменение температуры пламени. Дело в том, что изменение угла наклона пламени относительно свариваемой поверхности влияет на его температуру. Максимальная температура достигается, когда пламя расположено по нормали.
- Более высокая прочность швов по сравнению с получаемыми за счет электродуговой технологии с использованием низкокачественных электродов.
- Возможность при помощи одной технологии сваривать, резать, закалять металлы.
 Отметим, что газоацетиленовый метод использовался на наиболее ответственных производственных участках.
Отметим, что газоацетиленовый метод использовался на наиболее ответственных производственных участках.Недостатки технологии газовой сварки:
- Большая область нагрева, из-за чего могут пострадать находящиеся рядом с рабочей зоной термически неустойчивые элементы.
- При увеличении толщины материала снижается производительность. Технология газовой сварки становится экономически неоправданной, когда приходится работать с металлами толщиной более 5 мм. В таких ситуациях стараются использовать электродуговой метод.
- Данный подход не применяется, когда требуется соединение внахлест металлов толщиной более 3 мм. В таком случае возникает напряжение в металле, что может вызвать деформацию и даже разрушение шва.
- Подобная обработка предполагает использование достаточно опасных веществ, образующих взрывные смеси в сочетании с содержащимся в воздухе кислородом (водород, ацетилен, пр.). Поэтому используемые в процессе работы газовые баллоны устанавливаются на максимальном расстоянии от органических веществ, то есть жиров, масел, углеводородов. При несоблюдении техники безопасности можно спровоцировать пожар или взрыв.
- Нагрев и остывание поверхностей, подвергаемых обработке, происходит довольно медленно.
- Данная технология практически не может быть механизирована, чего нельзя сказать об электродуговой сварке.
- Невозможно легировать наплавляемый металл. Качество швов, получаемых электродуговой обработкой, во многом зависит от выбранных электродов и специальной обмазки.
- Газовая сварка не подходит для обработки высокоуглеродистых сталей.
 В таких ситуациях стараются использовать электродуговой метод.
В таких ситуациях стараются использовать электродуговой метод.
Интересно, что низкая скорость нагревания и остывания встречается как среди преимуществ, так и в перечне недостатков. Если рассматривать это качество как достоинство, то нужно понимать, что многие металлы и сплавы требуют мягких условий при сваривании. Иными словами, им необходимо постепенное повышение температуры. Поэтому газовая сварка лучше всего подходит для работы с цветными металлами и рядом инструментальных сталей.
Основные технологии газовой сварки
Специалисты называют газовую сварку царицей среди методов, используемых при работе с металлами. И это понятно, ведь количество ее достоинств просто поражает: технология простая, используется недорогое оборудование, расходуется мало электроэнергии. Кроме того, газовая обработка может вестись в любом измерении.
Существует огромное количество способов газовой сварки, поговорим о наиболее распространенных.
- Технология левой газовой сварки.
Она используется мастерами чаще всего, вне зависимости от их квалификации. С ее помощью удается соединять металлические заготовки с тонким краем, а также работать с металлами, отличающимися невысокой температурой плавления.
- Технология правой газовой сварки.
Такой подход является полной противоположностью «левому» методу, поэтому применяется для заготовок толщиной больше 3 мм, обладающих высокой теплопроводностью. В этом случае получается более качественный сварочный шов, так как металл лучше защищен пламенем. Тепло пламени расходуется экономичнее, а скорость работы возрастает почти на 20 %. Еще одним немаловажным достоинством является сниженный на 10 % расход газов.
При выборе присадочной проволоки нужно учитывать, что ее диаметр должен быть в два раза меньше толщины металлической заготовки. В целом не допускается использование проволоки толще 8 мм.
- Технология с использованием сквозного валика.
В данном случае сварщик постепенно перемещает пламя, плавя верхнюю кромку отверстия в заготовке и накладывая на его нижний край слой расплавленного металла.
Прежде чем приступать к работе, металлические листы закрепляют в вертикальном положении таким образом, чтобы между ними сохранялся зазор, равный половине толщины заготовки. В процессе соединения деталей формируют шов в форме валика. Он должен быть плотным, без пор и остатков шлака.
- Технология сварки с помощью ванночек.
Суть метода состоит в формировании новых ванночек по ходу шва. Как только образовывается первая, в нее вводится конец присадочной проволоки, плавится, после чего перемещается в восстановительный участок огня горелки.
Мундштук сопла передвигается дальше вдоль шва на следующий участок. В этом случае есть одно условие: каждая новая ванночка должна перекрывать предыдущую на одну треть диаметра проволоки.
При помощи данного подхода скрепляют тонкие листы, если требуется сделать стыковые или угловые швы. Такая технология прекрасно подходит для газовой сварки труб из низколегированной стали или сплавов с низким содержанием углеродов.
- Технология многослойной газовой сварки.
Данный метод используют во время выполнения наиболее ответственных работ. Дело в том, то он имеет низкую производительность, а также требует большого расхода сварочных газов. Последнее приводит к повышению цены обработки.
Суть технологии состоит в отжиге нижних слоев при наплавке последующих. Это обеспечивает отличную проковку каждого слоя перед формированием следующего шва, за счет чего возрастает качество металла шва.
Работают на коротких участках. Также отметим, что особенно тщательно очищают поверхность каждого слоя, прежде чем наложить следующий.
- Технология сварки окислительным пламенем и раскислением.

Таким образом соединяют заготовки из малоуглеродистых стальных сплавов. В данном случае пламя имеет резко-окислительный характер, за счет чего в сварочной ванне формируются окислы железа. А когда происходит окисление, не обойтись без процесса, который называют «раскисление».
Для него используют специальную присадочную проволоку, содержащую в себе большую долю марганца и кремния. По мнению специалистов, данный подход очень хорош и имеет производительность на 10 % выше, чем остальные.
- Технология газопрессовой сварки.
При таком методе происходит нагревание металла до пластичного состояния за счет сварочной адетилено-кислородной горелки. Когда достигнута требуемая степень нагрева, заготовки сдавливаются и свариваются.
Существует две разновидности данной технологии: соединение в пластичном состоянии с защитой шва и сваривание оплавлением. В первом случае к элементам, которые будут свариваться, прикладывается осевое давление, затем разжигается горелка. Далее детали нагреваются и параллельно сдавливаются. Сразу после того как образуется утолщение, прекращают нагрев и устраняют давление.
Далее детали нагреваются и параллельно сдавливаются. Сразу после того как образуется утолщение, прекращают нагрев и устраняют давление.
Вторая разновидность предполагает фиксацию заготовок с учетом зазора. Когда эта операция выполнена, можно разжигать горелку, нагревать и оплавлять концы деталей. На завершающем этапе к заготовкам прикладывают осевое давление, после чего их сваривают.
Технологическое оборудование, используемое для газовой сварки
Технология газовой сварки не может использоваться без определенного оборудования, в состав которого входят:
- Водяной затвор.
Данный элемент обеспечивает защиту всех элементов оборудования, например, генератора ацетилена, труб от обратной тяги огня из горелки. Данный затвор играет защитную роль, если установлен между газовой горелкой и генератором ацетилена, а вода в нем находится на определенном уровне.
- Баллон с газом.

Баллоны окрашиваются в разные цвета, используемые для обозначения конкретного газа. При этом не трогают верхнюю часть баллона, чтобы избежать реакции его содержимого с компонентами краски. Немаловажно, что на баллоны для хранения ацетилена нельзя устанавливать вентили из меди, поскольку такое соседство может спровоцировать взрыв газа.
- Редуктор.
Он позволяет снизить давление газа, выходящего из баллона. Такие устройства могут быть прямого или обратного действия, при работе со сжиженным газом применяют модели с оребрением, так как они позволяют избежать его вымерзания при выходе.
- Шланги.
Технология газовой сварки требует использования специальных шлангов, позволяющих работать с газом и горючими жидкостями. Всего есть три категории подобных шлангов, все они имеют свою маркировку: красная полоса – для давления до 6 атм, желтая полоса – для подачи горючих жидкостей, синяя полоса – для давления не более 20 атм.
- Горелка.
Данный элемент обеспечивает смешивание газов и их горение и может быть инжекторного и безынжекторного типа. Сегодня встречаются горелки разной мощности – именно она определяет количество газа, пропускаемого за единицу времени. Бывают горелки большой, средней, малой и микромалой мощности.
- Проволока и флюс.
Именно они обеспечивают надежность сварного шва. На проволоке не может быть краски, масла, коррозии, а порог ее плавления должен совпадать или быть ниже порога плавления материала изделия. Если под рукой не оказалось проволоки, ее можно заменить тонкой полоской обрабатываемого металла.
- Специальный стол.
Любые работы производят в специальном месте, которое принято называть постом. Это стол с поворотной либо фиксированной столешницей, оснащенный вытяжной вентиляцией и местами для хранения вспомогательных инструментов. В целом такая конструкция значительно упрощает работу сварщика.
В целом такая конструкция значительно упрощает работу сварщика.
Виды пламени и применяемых газов в данном способе сварке
От пламени в процессе газовой обработки зависит температура нагрева и возможность работы с разными металлами. В пламени выделяют три зоны: ядро, где распадается ацетилен, восстановительную зону, в которой окисляется углерод и водород, а также факел или область полного сгорания газов.
Существует три вида пламени, каждый из которых зависит от соотношения ацетилена и кислорода.
«Нормальным» называют восстановительное пламя, при котором скорости окисления и восстановления металла одинаковы. Чаще всего именно такое пламя используют в процессе работы. Для обработки бронзы и других сплавов, имеющих в своем составе олово, подходит исключительно восстановительный огонь.
Для получения окислительного пламени в газовой смеси повышают содержание кислорода. Именно такое пламя используют в процессе соединения латуни и пайки твердым припоем. Дело в том, что окислительное пламя позволяет увеличить скорость газовой обработки.
Дело в том, что окислительное пламя позволяет увеличить скорость газовой обработки.
Однако все не так просто – для получения хорошего результата придется использовать специальную присадку, имеющую в составе раскислители, то есть марганец и кремний. Если применять в качестве присадочной проволоки материал, аналогичный материалу заготовок, шов выйдет хрупким, с множеством пор и каверн. Но отметим, что это правило не распространяется на проволоку из латуни.
Пламя с повышенной долей горючего газа подходит для наплавки на одну деталь другой, из более твердого сплава. Кроме того, на его использовании базируется технология газовой сварки алюминия и чугуна.
Обычно газопламенную обработку производят при помощи специфического газа ацетилена (C2H2). Он имеет достаточно резкий запах, его получают в промышленных условиях за счет реакции карбида кальция с водой. Этот газ горит при +335 °C и выше, однако при сочетании с кислородом температура воспламенения понижается до +297 °C.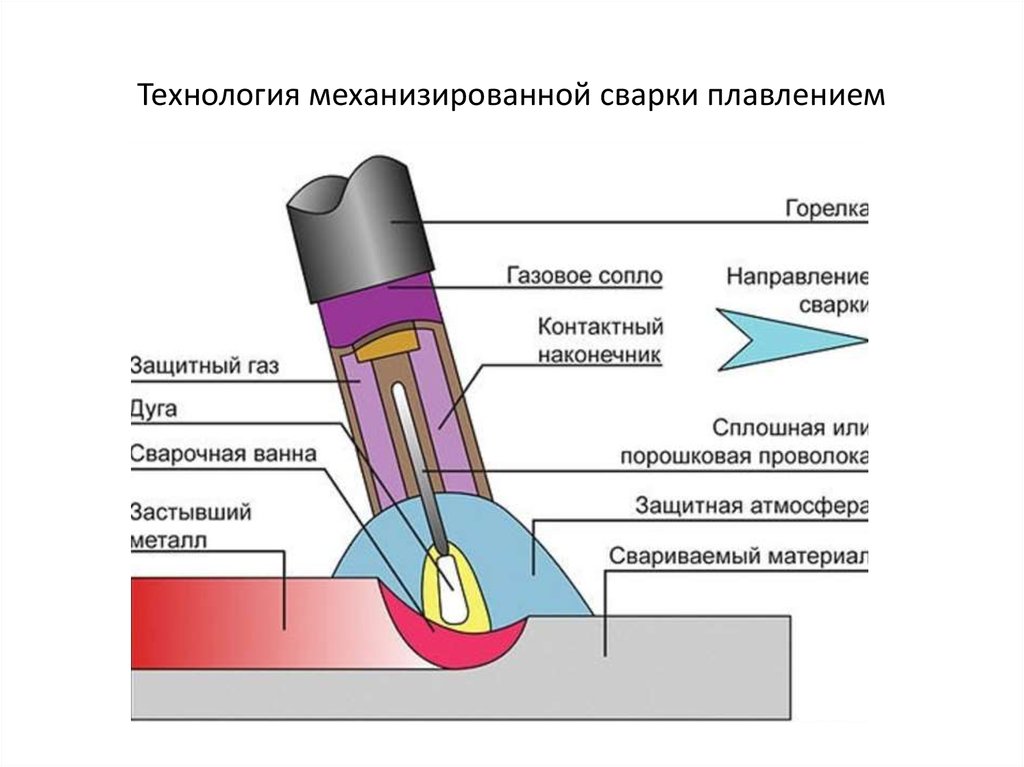
Для газопрессового метода чаще всего используют кислород, в равных долях смешанный с C2H2. Предприятия поставляют О2 в баллонах синего цвета. Перед началом работ с помощью шланга к горелке подключают кислород и подают его при низком давлении, не более 4 атм. В соседнее отверстие подключается C2H2. В горелке предусмотрено устройство, позволяющее смешивать газы, поэтому через наконечник выходит готовый концентрат.
При обработке металлов, чья температура плавления ниже, чем у стали, нередко используют газы-заменители, такие как пропан, метан, водород.
Пропан – технический бесцветный газ с резким запахом, тяжелее воздуха. При работе с металлами применяют смесь пропана и бутана, в которой доля бутана находится в пределах 5–30 %. Отметим, что температура пропан-кислородного пламени достигает +2400 °С.
Смесь метана и кислорода практически не имеет запаха, а температура пламени составляет +2100…+2200 °С. По этой причине данный состав стараются использовать не так часто.
По этой причине данный состав стараются использовать не так часто.
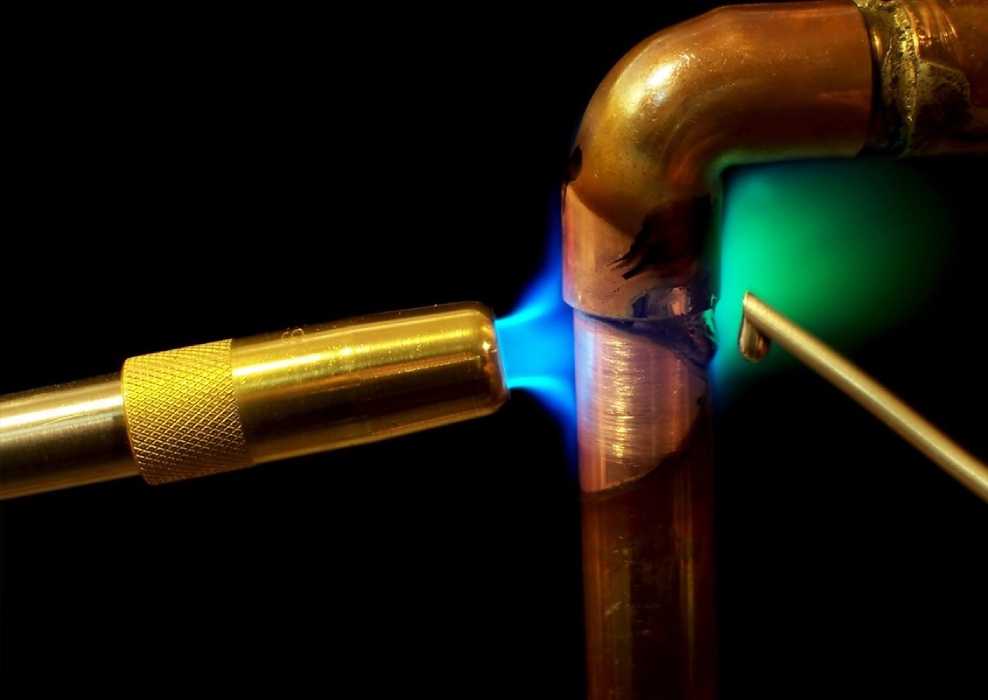
Водородом называют легкий горючий газ без запаха и цвета. При сочетании с кислородом и воздухом в определенных пропорциях он способен образовать взрывоопасную смесь, поэтому во время работы с ним очень важно помнить о технике безопасности. Водород поставляют на предприятия в газообразном состоянии в стальных зеленых баллонах. Водородно-кислородное пламя отличается синим оттенком, при этом имеет нечеткие контуры зон, что значительно осложняет его регулировку.
Для газопламенного метода обработки стальных изделий метаном или пропаном применяют проволоку с повышенным содержанием марганца и кремня.
Техника и технология газовой сварки
Газовая сварка позволяет выполнять нижние, горизонтальные, вертикальные и потолочные швы. Самыми трудными считаются потолочные, поскольку сварщик поддерживает и распределяет в пределах шва жидкий металл за счет давления газов пламени. Чаще всего такую сварку применяют для стыковых соединений, несколько реже этим способом выполняются угловые и торцовые швы. Не стоит использовать данную технологию для тавровых соединений и внахлест, поскольку такая работа сопряжена с интенсивным нагревом металла, что вызывает повышенное коробление изделия.
Чаще всего такую сварку применяют для стыковых соединений, несколько реже этим способом выполняются угловые и торцовые швы. Не стоит использовать данную технологию для тавровых соединений и внахлест, поскольку такая работа сопряжена с интенсивным нагревом металла, что вызывает повышенное коробление изделия.
Сварку отбортованных соединений тонкого металла осуществляют без использования присадочной проволоки. В этом случае используют прерывистые и непрерывные, однослойные и многослойные швы. Прежде чем приступать к работе, с кромок удаляют следы масла, краски, ржавчины, окалины, влаги и всевозможных загрязнений.
Очень важным вопросом является способ перемещения горелки. Ее пламя направляют на свариваемый металл таким образом, чтобы кромки заготовки оказались в восстановительной зоне, на расстоянии 2–6 мм от конца ядра. Соприкосновение жидкого металла с концом ядра спровоцирует науглероживание металла ванны. Конец присадочной проволоки должен располагаться в восстановительной зоне либо его можно погрузить в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл под действием газов слегка раздувается в стороны, из-за чего в сварочной ванне формируется углубление.
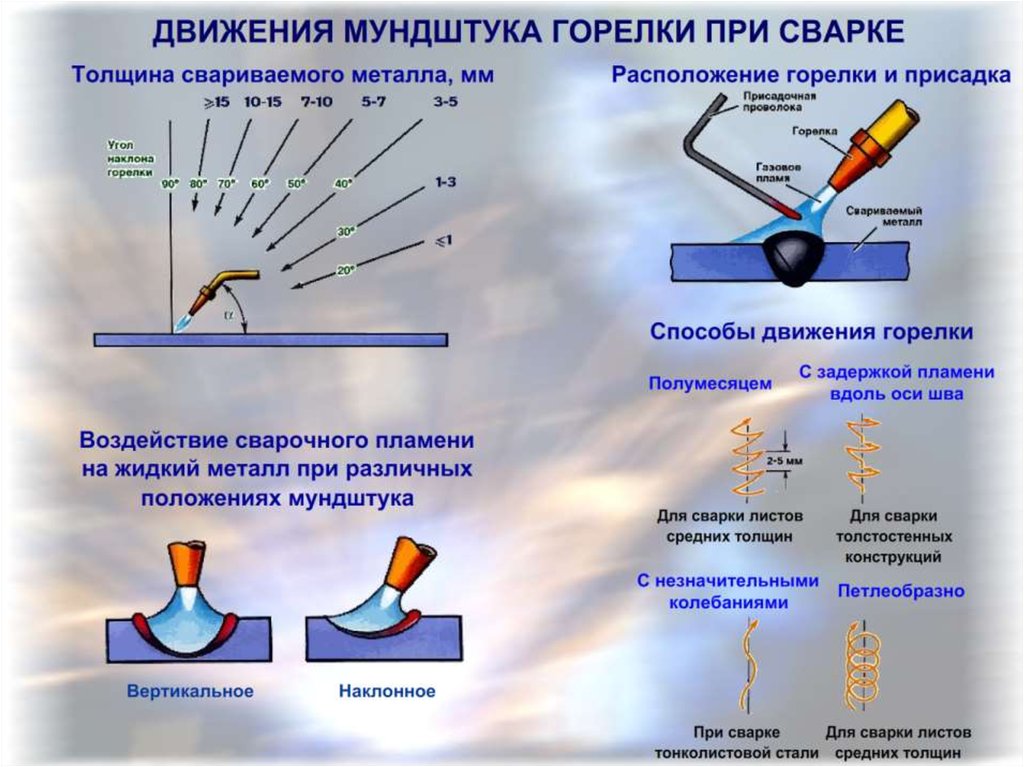
Скорость нагрева металла регулируется за счет изменения угла наклона мундштука относительно поверхности обрабатываемой заготовки. Чем больше угол, тем больше тепла получает от пламени металл, а значит, быстрее нагревается. Технология газовой сварки красной меди как хорошо проводящего тепло металла, а также толстых металлов предполагает использование большего угла наклона мундштука, чем при сварке тонкого материала либо с низкой теплопроводностью.
Основным движением, которым пользуется в процессе работы сварщик, является перемещение мундштука вдоль шва. Также в качестве вспомогательных могут использоваться поперечные и круговые движения – они позволяют регулировать скорость прогрева и расплавления кромок. Кроме того, они формируют необходимую конфигурацию шва.
Во время работы металл ванны должен быть постоянно защищен от соприкосновения с окружающим воздухом – для этого используют газы восстановительной зоны пламени. Стоит отказаться от способа, требующего время от времени отводить пламя в сторону, ведь при нем неизбежно окисление металла кислородом воздуха.
Параметры пламени регулируются посредством редуктора, именно он дает возможность изменять состав газовой смеси. Редуктор формирует три типа пламени: восстановительное, которые может использоваться для сварки большинства металлов, окислительное и с повышенным количеством горючего газа. Параллельно со сваркой металлов в расплавленной ванне идут два процесса: окисление и восстановление. Отметим, что при работе с алюминием и магнием окислительные процессы происходят активнее.
Сварочный шов и находящаяся в непосредственной близости от него область имеют разные параметры. Участок металла, расположенный вдоль шва, обладает очень низким уровнем прочности, поэтому в первую очередь подвергается разрушению. Дело в том, что прилегающий металл отличается структурой, состоящей из крупных зерен. Повысить качество соединения прилегающей зоны позволяет дополнительный нагрев, который еще называют термической ковкой.
Нужно понимать, что технологии газовой сварки и резки различных металлов обладают своими тонкостями.
Так, технология газовой сварки деталей из низкоуглеродистых сталей позволяет использовать любые газы. Роль присадки в данном случае играет стальная проволока с небольшим содержанием углерода.
Подход к обработке легированных сталей непосредственно зависит от их состава. Для нержавеющих жаропрочных необходима проволока с хромом, никелем в составе, а некоторые разновидности не могут вариться без присадочного материала, включающего в себя еще и молибден.
С чугуном работают при помощи науглероживающего пламени – оно не позволяет протекать реакции пиролиза кремния и предотвращает формирование зерен хрупкого белого чугуна.
Сварка меди предполагает использование мощного пламени. Поскольку этот материал очень текучий, между заготовками стараются оставлять минимальный зазор. Роль присадки может играть медная проволока или флюс, способствующий раскислению металла шва.
Неправильная работа с латунью приводит к тому, что из ее состава улетучится цинк, в результате получается слишком пористый шов. Не оказаться в такой ситуации позволяет использование латунной проволоки в качестве присадки и подача большей доли кислорода в пламя горелки.
При работе с бронзой используют восстановительное пламя, поскольку оно не способно выжечь олово, алюминий и кремний, содержащиеся в этом сплаве. Присадочным материалом служит близкая по составу проволока из бронзы, в которую добавлен кремний, необходимый для раскисления металла шва.
Считается, что варить алюминий по данной технологии достаточно просто, однако и здесь есть свои тонкости. Так, данный металл обладает плохими свойствами свариваемости, что значительно усложняет работу. Главные затруднения связаны с тем, что всегда очень велик риск получения брака, а также с тем, что расплавленный алюминий обладает высокой текучестью. Также непросто справиться с естественной оксидной пленкой. Дело в том, что она расплавляется лишь при +2 000 °С, тогда как сам металл приобретает другое агрегатное состояние уже при +700 °С. При нагреве цвет алюминия не меняется – чтобы заметить начало его плавления, сварщик должен обладать соответствующим опытом.
Дело в том, что она расплавляется лишь при +2 000 °С, тогда как сам металл приобретает другое агрегатное состояние уже при +700 °С. При нагреве цвет алюминия не меняется – чтобы заметить начало его плавления, сварщик должен обладать соответствующим опытом.
Важно помнить о низкой температуре плавления и высокой теплопроводности алюминия, ведь грамотный выбор мощности сварочного пламени во многом зависит от этих свойств. Для литейных алюминиевых сплавов выбирают присадочный металл, соответствующий основному по составу.
Правила безопасности при газовой сварке
Любые сварочные работы, в том числе при использовании технологии газовой сварки сталей, требуют серьезного отношения.
Сварщик подвергается серьезному риску, когда:
- Сварка ведется в непосредственной близости от огнеопасных и легковоспламеняющихся материалов, таких как бензин, керосин, пакля, стружка.
- Для обработки металла выбрано закрытое пространство, причем специалист не выходит время от времени на свежий воздух.
- Отсутствует вентиляция, позволяющая удалять вредные газы из помещения, где ведется газопламенная обработка металла.
- Расстояние между зоной резки и сварки и перепускными рампами, ацетиленовыми генераторами составляет менее 10 м.
- Секции загрузочных коробок переполняются карбидом.
- В корпусе генератора нет необходимого объема воды.
- Давление в баллоне кислорода не доходит до нормы.
- Пламя горелки направлено в сторону, противоположную источнику газа.
- Работы ведутся в непроветриваемом помещении без доступа свежего воздуха.

Гарантией безопасности сварщика является не только соблюдение техники безопасности при проведении сварочных работ, но и использование качественного оборудования. И что не менее важно, эти факторы позволяют повысить качество швов при работе с использованием технологии газовой сварки углеродистых сталей и других металлов.
Технология газовой сварки: видео для начинающих
 youtube.com/embed/vn2JTZn3jhk” frameborder=”0″ allowfullscreen=”allowfullscreen”>
youtube.com/embed/vn2JTZn3jhk” frameborder=”0″ allowfullscreen=”allowfullscreen”> Сварка металлов в среде инертного газа (MIG) — Baker’s Gas & Welding Supplies, Inc.
Делиться:BakersGas
Сварка MIG, или сварка металлов в среде инертного газа, является сегодня наиболее популярным процессом сварки. Если вы прочитали наш пост «Деконструкция сварки с помощью DIY Network», вы уже знаете, что в большинстве роботизированных производств используется процесс MIG. Сварные швы MIG даже несут ответственность за сохранность вашего автомобиля!
Так что же такое сварка МИГ? Как это работает? Какие газы обычно используются при сварке MIG? На эти и другие вопросы вы найдете ответы в этом руководстве для начинающих по сварке.
Это руководство было основано на материалах сайта GoWelding.org, одного из лучших ресурсов для понимания основных аспектов сварки.
Изображение с сайта GoWelding. org
org
Что такое сварка металлов в среде инертного газа?
Металл Сварка в среде инертного газа, или MIG, представляет собой «полуавтоматический» процесс, разработанный в 1940-х годах. «Полуавтоматический» в том смысле, что сварочный аппарат MIG «будет непрерывно заполнять свариваемый шов», в то время как сварщик использует свои навыки для создания идеальных сварных швов. В процессе сварки MIG работают как мужчина/женщина, так и машина.
Сварочный аппарат MIG управляет подачей проволоки, «подавая проволоку с катушки на сварной шов». Сварщик нажимает курок на рукоятке, чтобы запустить проволоку.
Существуют ли другие названия сварки МИГ?
Независимо от того, ищете ли вы работу сварщика или пытаетесь сдать письменный экзамен по сварке, важно знать различные названия сварки MIG.
Дуговая сварка металлическим газом (GMA) — первоначальное название сварки MIG, также известной как дуговая сварка металлическим газом (GMAW). Названия основаны на типе используемого газа: инертный газ или неинертный газ.
Названия основаны на типе используемого газа: инертный газ или неинертный газ.
Как работает процесс сварки MIG?
Сварка MIG состоит из трех компонентов:
- Электричество – необходимо для производства тепла
- Электрод – необходим для заполнения шва
- Защитный газ – необходим для защиты сварного шва от воздуха
СваркаMIG выполняется с использованием очень маленького электрода, который подается непрерывно, в то время как оператор контролирует объем сварного шва. В некоторых случаях, когда робот берет на себя этот процесс, он становится автоматической сваркой.
– GoWelding.org
Какой тип электрода MIG подходит для использования?
Хотя необходимо учитывать и другие факторы, основным фактором при выборе электрода является тип используемого металла. Электрод, который вы используете, должен соответствовать типу металла, который вы свариваете. Другие факторы, которые необходимо учитывать, включают:
Другие факторы, которые необходимо учитывать, включают:
- Тип перевода
- Место сварки
- Устойчивость к истиранию
Обычно проволока ЭР 70с-6 используется при сварке углеродистой стали.
Производители этих электродов используют стандартный код для идентификации типа электрода. Например, код на этикетке ER 70S-6 означает следующее:
- ER – Электрод или присадочный стержень, который используется как при сварке с подачей проволоки, так и при сварке TIG.
- 70 – Предел прочности при растяжении не менее 70 000 фунтов на квадратный дюйм сварного шва.
- S – Сплошная проволока.
- 6 – Количество раскислителя и очистителя на электроде.
– GoWelding.org
Толщина электродов MIG варьируется от 0,023 до 0,045. Общие размеры:
- .023
- . 030
- .035
- .045
 030
030Расскажите мне о распространенных газах для сварки MIG.
- Аргон
- СО2/двуокись углерода
- О2 / Кислород
- Гелий (наименее распространенный)
Тип используемого газа должен основываться на используемой сварочной проволоке, рекомендациях производителей этой проволоки и/или стоимости газа. Вы также можете получить помощь в магазине сварочных материалов.
Какой газ следует использовать с каждым металлом?
Вот основные рекомендации по выбору газа для обработки определенных металлов.
| МЕТАЛЛЫ | АРГОНА | ДВУОКИСЬ УГЛЕРОДА | ГЕЛИЙ | СМЕШИ ГАЗОВ |
| Углеродистая сталь | да, можно использовать отдельно | да – смесь 2-25% углекислого газа и остального аргона | ||
| Нержавеющая сталь | C2 или 2 % диоксида углерода и 98 % аргона – или – 90 % гелия, 7,5 % аргона и 2,5 % диоксида углерода | |||
| Алюминий | да, можно использовать отдельно | , если алюминий толще 1/2 дюйма, в смесь можно добавить гелий | .||
| Экзотические металлы (такие как медь, медные сплавы, магний, никель, никелевые сплавы, титан) | да, можно использовать отдельно |

Посетите GoWelding.org для получения более подробных инструкций и информации о сварке MIG. Там вы найдете такие темы, как:
Тип напряжения и полярность сварки MIG
Типы переноса сварки MIG
Плюсы и минусы сварки MIG
Настройка сварочного аппарата MIG
Методы сварки MIG
+ Еще!
Пост Сварка Руководство для начинающих: Сварка металлов в среде инертного газа (MIG) впервые появилась на Weld My World.
Поданный в:
газовая металлическая дуга,
дуговая сварка металлическим газом,
ГМА,
гмав,
GoWelding.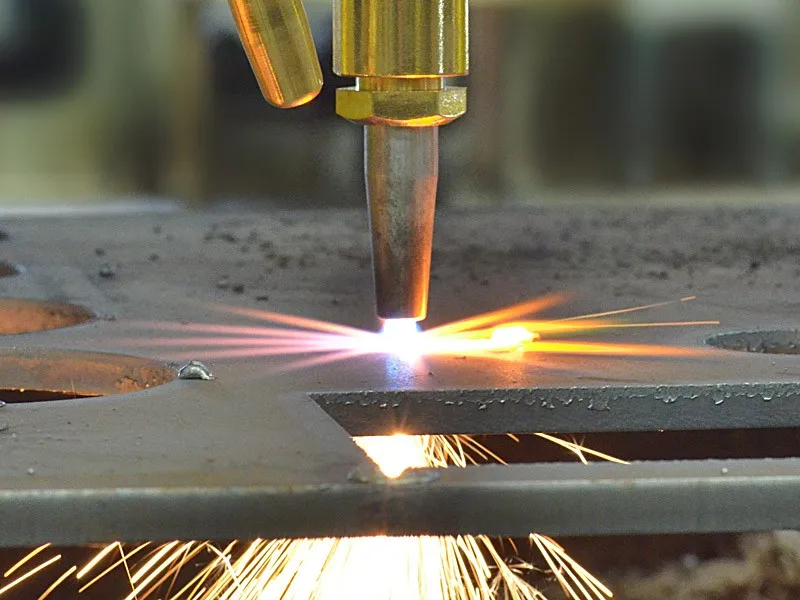 org,
Металлический инертный газ,
миг сварка,
сварочные газы MIG,
курсы повышения квалификации по сварке,
Руководство по сварке для начинающих
org,
Металлический инертный газ,
миг сварка,
сварочные газы MIG,
курсы повышения квалификации по сварке,
Руководство по сварке для начинающих
Влияние защитных газов при сварке металлов
ASM International. Справочный комитет. Knovel (Firm) (1993) Справочник по ASM. Том 6, Сварка, пайка и пайка
Черн Т.С., Ценг К.Х., Цай Х.Л. (2011) Изучение характеристик сварных швов из дуплексной нержавеющей стали с активированным вольфрамом в среде инертного газа. Mater Des 32 (1): 255–263. doi:10.1016/j.matdes.2010.05.056
Артикул Google Scholar
 “>
“>Опубликовано в Северной Америке издательством CRC Press, Cambridge, Eng. Бока-Ратон, Флорида
Книга Google Scholar
Кук Дж.М., Джанг К.С., Ли Д.Г., Ким И.С. (2004) Влияние температуры и смеси защитного газа на усталостную долговечность алюминиевого сплава 5083. J Mater Process Technol 155 (156): 1408–1414. doi: 10.1016/j.jmatprotec.2004.04.117
Артикул Google Scholar
Praxair Direct (2003) Руководство по выбору защитных газов 105–177
Литтл К.А., Стапон Г. (2005) Упрощение выбора защитного газа. Practical Welding Today 9 (1)
Hidetoshi F, Shanping L, Toyoyuki S, Kiyoshi N (2008) Влияние содержания кислорода в защитном газе He-O 2 на форму сварного шва при сверхглубоком проплавлении TIG. Транс JWRI 37(1):19–26
Google Scholar
 “>
“>де Риссоне Н.М. Рамини, де Соуза Ботт И., де Ведиа Л.А., Суриан Э.С. (2003) Влияние процедуры сварки (положение сварки, количество слоев, энергия дуги и тип защитного газа) на ANSI/AWS A5.20 -95 E71T1 Отложения на порошковой проволоке. Sci Technol Weld Join 8 (2): 113–122. дои: 10.1179/136217103225008883
Артикул Google Scholar
Dilthey U, Lueder F, Wieschemann A (1999) Расширенные возможности сварки алюминиевых сплавов гибридным процессом лазер-MIG. Алюминий 75(1/2):64–75
Google Scholar
Тусек Дж., Субан М. (2000) Экспериментальное исследование действия водорода в аргоне в качестве защитного газа при дуговой сварке высоколегированной нержавеющей стали. Int J Hydrog Energy 25 (4): 369–376. doi: 10.1016/s0360-3199(99)00033-6
Артикул Google Scholar
 “>
“>Ассоциация сжатых газов (1999) Справочник по сжатым газам, 4-е изд. Kluwer Academic, Бостон
Книга Google Scholar
O’Brien RL (1991) Справочник по сварке: процессы сварки, том 2. 8 изд. Американское общество сварщиков, 88–91
Месслер Р.В. (2008) Принципы сварки: процессы, физика, химия и металлургия. Уайли, Нью-Йорк
Google Scholar
Sato T (2001) Влияние защитных газов на качество и эффективность дуговой сварки в среде защитных газов. Сварка Int 15 (8): 616–619. дои: 10.1080/09507110109549413
Артикул Google Scholar
Kou S (2003) Сварочная металлургия, 2-е изд. Wiley-Interscience, Хобокен
Google Scholar
 “>
“>Tusek J (2000) Экспериментальное исследование дуговой сварки вольфрамовым электродом в среде защитного газа и сравнение с теоретическими предсказаниями. IEEE Trans Plasma Sci 28 (5): 1688–1692
Артикул Google Scholar
Эбрахимния М., Гударзи М., Нури М., Шейхи М. (2009) Изучение влияния состава защитного газа на механические свойства стали СТ 37–2 при дуговой сварке металлическим электродом в среде защитного газа. Mater Des 30 (9): 3891–3895. doi:10.1016/j.matdes.2009.03.031
Артикул Google Scholar
Davies AC (1993) Наука и практика сварки, 10-е изд. Издательство Кембриджского университета, Кембридж, стр. 114–121
Книга Google Scholar
Филью Д.Ф., Феррареси В.А. (2010) Влияние состава газовой защиты и контактного наконечника на рабочее расстояние при переносе металла короткого замыкания из ферритной нержавеющей стали.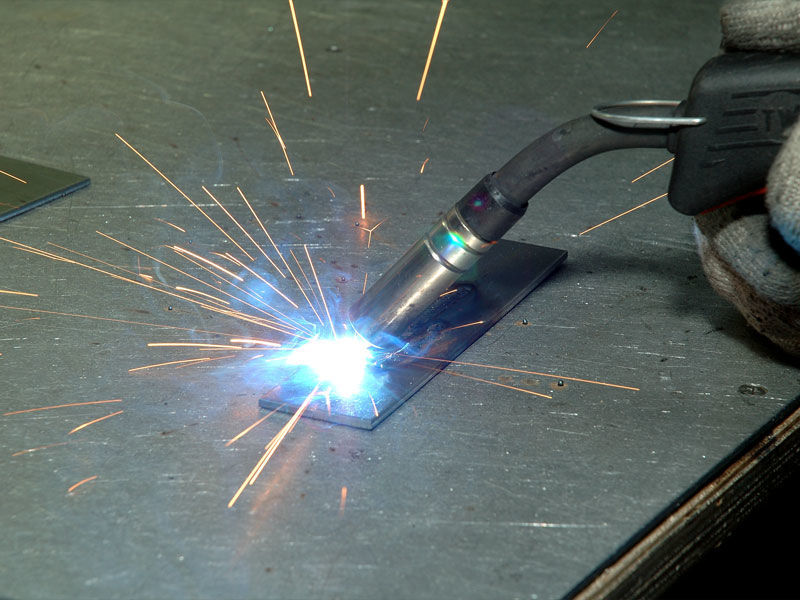 Сварка Int 24 (3): 206-213. дои: 10.1080/09507110
Сварка Int 24 (3): 206-213. дои: 10.1080/09507110
Артикул Google Scholar
Кей В.В., Озан С., Гок М.С. (2011) Влияние водородного защитного газа на микроструктуру и поведение при абразивном износе в процессе модификации поверхности с использованием вольфрамового метода инертного газа. J Coat Technol Res 8(1):97–105
Артикул Google Scholar
Гюленч Б., Девели К., Кахраман Н., Дургутлу А. (2005) Экспериментальное исследование действия водорода в аргоне в качестве защитного газа при сварке МИГ аустенитной нержавеющей стали. Int J Hydrog Energy 30 (13–14): 1475–1481. doi:10.1016/j.ijhydene.2004.12.012
Артикул Google Scholar
Сатья П., Аравиндан С., Сундарараджан Р., Нурул Хак А. (2009 г.) Влияние защитных газов на механические и металлургические свойства сварных швов дуплексных нержавеющих сталей. J Mater Sci 44 (1): 114–121. дои: 10.1007/s10853-008-3098-8
J Mater Sci 44 (1): 114–121. дои: 10.1007/s10853-008-3098-8
Артикул Google Scholar
Tseng KH, Chou CP (2002) Влияние добавления азота в защитный газ на остаточное напряжение сварных соединений из нержавеющей стали. Sci Technol Weld Join 7 (1): 57–62. дои: 10.1179/136217101125000505
Артикул Google Scholar
Филью Д.Ф., Феррареси В.А., Скотти А. (2010) Влияние защитного газа на свариваемость ферритной нержавеющей стали. J Eng Manuf B 224 (6): 951–961. дои: 10.1243/09544054jem1631
Артикул Google Scholar
Huang H-Y (2009) Влияние состава защитного газа и активирующего флюса на сварку GTAW. Mater Des 30 (7): 2404–2409. doi:10.1016/j.matdes.2008.10.024
Артикул Google Scholar
 “>
“>Литтл К., Стапон Г. (2004 г.) Выбор защитного газа для сварки нержавеющей стали. Изготовитель 34(6):2–4
Google Scholar
Durgutlu A (2004) Экспериментальное исследование влияния водорода в аргоне в качестве защитного газа на сварку TIG аустенитной нержавеющей стали. Mater Des 25 (1): 19–23. doi:10.1016/j.matdes.2003.07.004
Артикул Google Scholar
Huang H-Y (2010) Аргоно-водородные защитные газовые смеси для активации дуговой сварки вольфрамовым электродом с флюсом. Metall Mater Trans A 41A: 2829–2835. дои: 10.1007/s11661-010-0361-9
Артикул Google Scholar
Kang BY, Prasad YKDV, Kang MJ, Kim HJ, Kim IS (2009) Эффект попеременной подачи защитных газов при сварке GTA аустенитной нержавеющей стали.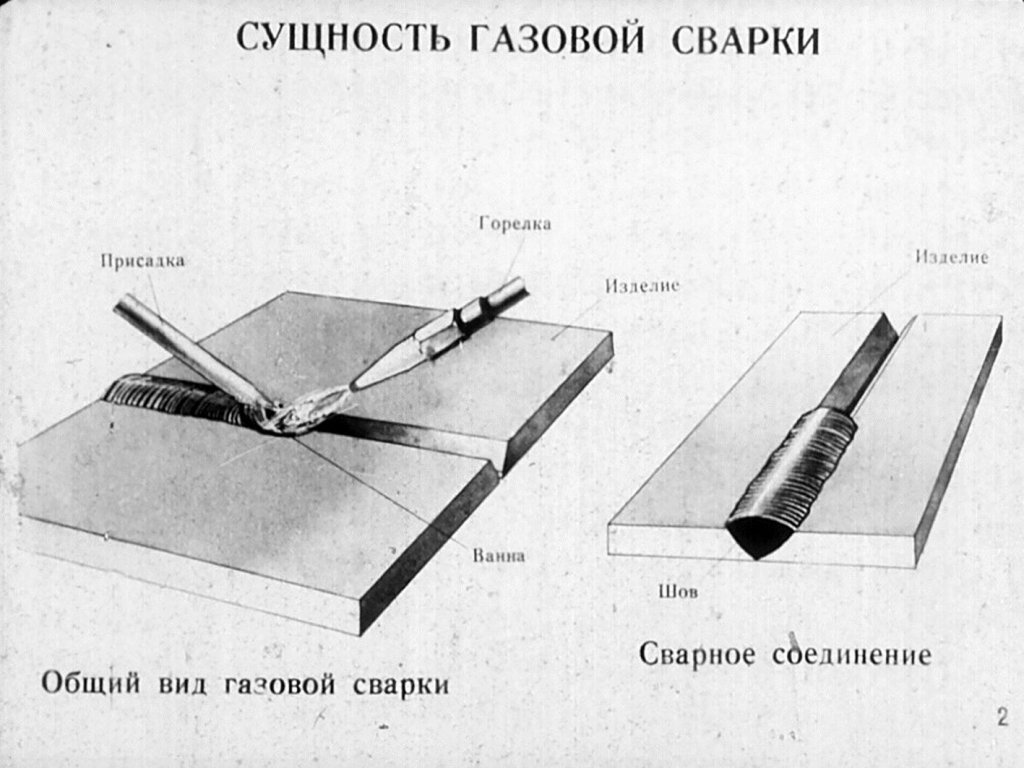 J Mater Process Technol 209 (10): 4722–4727. doi: 10.1016/j.jmatprotec.2008.11.035
J Mater Process Technol 209 (10): 4722–4727. doi: 10.1016/j.jmatprotec.2008.11.035
Артикул Google Scholar
Дипашри Д.Н., Раджа В.С., Раман Р. (2006) Влияние добавления азота на микроструктуру и механическое поведение сварных швов аустенитной нержавеющей стали 317 L и 904 L. J Mater Sci 41 (7): 2097–2112. doi: 10.1007/s10853-006-3150-5
Артикул Google Scholar
Бхатт Р.Б., Камат Х.С., Госал С.К., Де П.К. (1999) Влияние азота в защитном газе на коррозионную стойкость сварных швов из дуплексной нержавеющей стали. JMEPEG 8(5):591–597. дои: 10.1007/s11665-999-0014-6
Артикул Google Scholar
Brauser S, Kannengiesser Th (2010) Абсорбция водорода различными свариваемыми дуплексными сталями.