особенности, материалы и оборудование, технология, способы
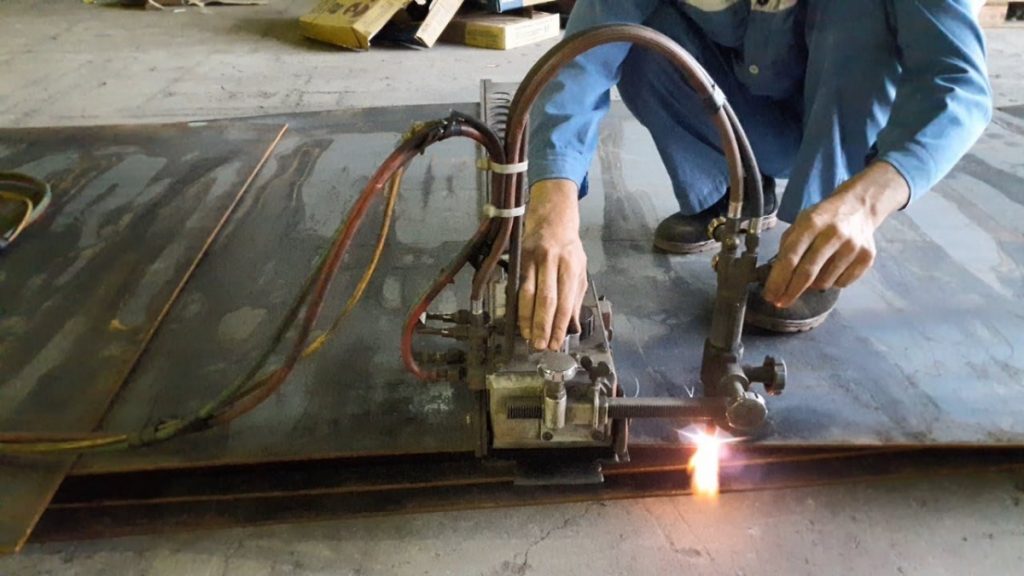
Для соединения металлических труб небольшого диаметра (до 100-150 мм) при монтаже чаще всего используют газовую сварку.
Содержание
- 1 Что собой представляет газовая сварка
- 2 Особенности применения при работе с трубами
- 3 Материалы и оборудование
- 4 Технология
- 5 Подготовка труб
- 6 Способы газосварки
Что собой представляет газовая сварка
Основой газовой сварки является разогрев срезов металла пламенем, образующимся при горении смеси кислорода с горючим газом, и затем заполнение стыка между свариваемыми элементами расплавленным металлом. Прочность сварного шва при газовой сварке ниже, чем в результате других видов сварки (например, электродуговой), но при монтаже труб небольшого диаметра (до 150 мм) или с тонкими стенками (менее 3,5 мм) это единственный возможный способ их соединения.
Особенности применения при работе с трубами
Трубопроводы чаще всего предназначены для транспортировки жидкости или газа. Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Чтобы на месте стыковых швов внутри не образовывались наплывы, препятствующие продвижению содержимого трубопровода, не допускается проплавление стенок насквозь. По этой причине подготовка деталей при сварке труб будет другой, чем при сварке иных изделий и конструкций.
Газовая сварка труб осуществляется одним слоем и за один проход. Допустимая выпуклость стыкового шва не более 1-3 мм.
Шов должен быть гладким, без пропусков и неровностей, с постепенным переходом к металлу свариваемых частей.
Материалы и оборудование
При газовой сварке применяются материалы:
- Кислород. Обеспечивает процесс горения.
- Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.
- Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
- Флюсы.
 Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
 Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.Оборудование для газосварочных работ:
- Баллоны с кислородом и горючим веществом.
- Горелка.
- Газовые редукторы для регулирования давления на выходе газа из баллона.
- Генератор ацетилена (если ацетилен не в баллоне).
Технология
Газосварочные работы включают в себя два этапа: подготовку свариваемых деталей и непосредственно сам процесс сварки.
Подготовка труб
Перед работой металл необходимо очистить от загрязнений, ржавчины, технических масел. Очищают кромки и прилегающую к ним поверхность – внутреннюю и внешнюю – на расстояние не менее 20 мм.
Затем следует механическая обработка деталей – при толщине металла более 3,5 мм на кромках делают скосы под углом около 45º. Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
Это связано со способностью металла прогреваться на глубину до 4 мм. Если толщина менее 3,5 мм, выполнять скосы не нужно. Острый край кромки притупляется, чтобы металл не плавился и не стекал внутрь трубы. Точный угол скоса и притупление регулируются ГОСТ 16037-80.
В случаях когда трубопровод не предназначается для транспортировки газа или жидкости под высоким давлением, используются и другие варианты стыковки:
- с подкладным кольцом, без скосов кромок;
- со вставным кольцом и раструбом;
- с выполнением внутренней вытачки в трубах для их центровки.
Перед началом газосварочных работ трубы центруют и прихватывают в разных местах с равным интервалом. Количество прихваток зависит от диаметра.
Материал для прихваток обычно используют тот же, что и для сварки – сварочную проволоку. Поверхность прихватки очищают, а при работе ее переплавляют или удаляют.
Способы газосварки
Сварка труб осуществляется двумя способами:
- Шов выполняется слева направо (правый способ). Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
- Проложение шва справа налево (левый способ). Таким образом свариваются тонкостенные элементы. При этом пламя горелки направлено вперед – на еще несваренные стыки, сварочная проволока располагается перед горелкой. Сварщик хорошо видит рабочую поверхность. Это более трудоемкий способ, но в результате получается более аккуратный шов, равномерный и красивый.
 Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.
Этот способ используется при толщине металла более 5 мм. При проведении работы правым способом пламя горелки направлено назад – на уже обработанную часть шва, сварочная проволока находится за горелкой. Это способствует увеличению глубины плавления. Правый способ имеет преимущества: низкое потребление горючего газа и высокую производительность труда.Если объект в процессе сварки можно повернуть, то работу производят в нижнем положении. Если стык неповоротный, то работу осуществляют поэтапно нижним, вертикальным и потолочным швом. Это наиболее сложный вариант газосварочных работ. Если диаметр не превышает 150 мм, выполняется сначала нижняя половина шва, затем верхняя в обратном направлении.
 Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.
Более широкие трубы (до 300 мм и больше) свариваются по четырем участкам окружности.После проведения сварочных работ швы очищаются от шлаков и окалины и проверяются на наличие дефектов: трещин, отверстий, подрезов. Выпуклость шва должна быть 1-3 мм, но не больше 40% толщины металла, ширина не должна превышать толщину стенки трубы больше, чем в 2,5 раза. Поверхность должна быть ровной и гладкой. Если шов имеет дефекты, его необходимо исправить.
достоинства и недостатки, методы, оборудование
Главная » Обработка металла » Сварка » Особенности газовой сварки
На чтение 6 мин
Содержание
- Суть процесса
- Достоинства и недостатки
- Особенности газовой сварки
- Область применения
- Технология и способы газовой сварки
- Оборудование
- Этапы сварки труб
- Техника безопасности
Существуют разные способы соединения металлических деталей. Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
Суть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Для сварки металлических деталей можно использовать любой горючий газ с добавлением кислорода. Однако лучшим вариантом является ацетилен.
 Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.
Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.Любой технологический процесс по соединению металлов имеет ряд сильных и слабых сторон. Особенность сварки — сварочный газ медленно нагревает рабочую зону. Это нельзя назвать однозначным плюсом или минусом.
Преимущества:
- Плавный, равномерный нагрев, который нужен для плавки цветных металлов.
- Не нужен мощный источник электроэнергии.
- Возможность контролировать мощность раскалённой струи.
- Наличие дополнительных контроллеров для переключения режимов работы.
Недостатки:
- Низкий КПД из-за большого рассеивания тепла при нагревании металла газом.
- Большая зона нагрева. Невозможно проводить точные работы.
- Затрачиваемый газ дороже, чем расходуемая электроэнергия для проведения той же работы.
- Баллоны, резаки, соединительные шланги не удобно транспортировать.
- Требуется несколько раз попрактиковаться, чтобы научиться делать качественные швы.

Большинство резаков представляют собой ручное оборудование, которое невозможно автоматизировать. Сложности с автоматизацией процесса можно отнести к недостаткам.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
- Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы. Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
- Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
- Прежде чем варить легированные стали, требуется разобраться с их составом. Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
- Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
- Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
- При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
 Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов.
Газовая сварка медной трубыОбласть применения
Чтобы понимать, где применяется технология термического соединения металлов, требуется разобраться с тем, какие материалы можно сваривать этим способом:
- Тонкие листы стали, жести (до 5 мм).
- Чугун.
- Цветные металлы.
- Инструментальная сталь.

Технология и способы газовой сварки
Прежде чем начинать проведение сварочных работ, требуется подготовить рабочие поверхности. Они зачищаются от ржавчины, грязи, налёта. Далее мастеру нужно выбрать технологию газовой сварки. Каждый из отдельных методов имеет определённые особенности выполнения. Способы газовой сварки:
- Левый способ. Применяется при работе с цветными металлами, легкоплавкими сплавами. Сопло должно перемещаться справа налево.
- Правый способ. Применяется для легкоплавких металлов. Присадочную проволоку требуется двигать вслед за пламенем.
- Сквозной валик. Изначально необходимо закрепить листы металла вертикально зазору. Горелкой оплавить кромки. После того как получится отверстие, расплавить его со всех сторон, чтобы получился шов.
- Многослойная сварка. Чтобы сделать качественный шов, понадобится затратить большое количество газа.
- Соединение ванночками. Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
 Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.Важно ответственно относится к выбору рабочей смеси. Это может быть смесь кислорода с:
- Метаном.
- Пропаном.
- Ацетиленом.
- Водородом.
Чтобы варить металлические листы толщиною более 5 мм, необходимо использовать двойной валик. Горелка ведётся правым способом.
Водород для сваркиОборудование
Виды оборудования для газовой сварки:
- Бензино-кислородные.
- Ацетилено-кислородные.
- Керосино-кислородные.
- Пропано-кислородные.
К другим ключевым элементам газосварочного аппарата относятся:
- Предохранительный затвор. Это деталь обеспечивает безопасность при работе.
- Баллоны для газов. По ГОСТу они должны быть покрашены в определённый цвет, зависимо от того, что находится внутри.
- Вентиль устанавливаемый на баллон. Должен изготавливаться из латуни.
- Редуктор — ключевой элемент оборудования. Обеспечивает надёжное соединение горелки с баллоном.
- Горелка для подачи рабочей смеси. Существует два вида — ацетиленовая, пропановая. Представляет собой рабочую часть оборудования, на которой располагаются вентили для регулировки подачи газов. Они смешиваются с помощью системы трубок, которые расположены на горелке.
На выходе с резака установлено сопло, через которое готовая смесь подаётся на рабочую поверхность.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
 Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.С помощью резака можно разделять металлические заготовки на части.
Зачистка металлической поверхностиТехника безопасности
Прежде чем начинать работать, важно изучить правила техники безопасности и придерживаться их:
- Не использовать оборудование рядом с легковоспламеняющимися веществами, жидкостями.
- Работать только в хорошо проветриваемом помещении. Если же здание не проветривается, делать перерывы во время работы, чтобы сварщик мог подышать свежим воздухом. Желательно использовать респиратор.
- Важно проверять чтобы элементы оборудования не были испачканы маслом.
- Для охлаждения сопла рядом должна находиться ёмкость с холодной водой.
- Подготавливать рабочую зону до начала сварки. Помехи при работе могут привести к травмам, браку заготовок.
- Использовать защитные очки, специальный сварочный костюм, перчатки.
 Помехи при работе могут привести к травмам, браку заготовок.
Помехи при работе могут привести к травмам, браку заготовок.До начала работ проверять насколько надёжно подключены соединяющие шланги. Не должно быть утечки газа.
( Пока оценок нет )
Поделиться
Какой размер сварочного газового баллона для MIG или TIG? Аргон и CO2
Новые сварщики MIG и TIG должны угадать, сколько сварки они будут выполнять.
Значит, они тоже не понимают, сколько газа планируют использовать, что сильно усложняет новичку покупку газгольдера.
Никто не хочет, чтобы через день заканчивался бензин. Но эти огромные резервуары трудно перемещать и хранить. Таким образом, понимание того, как долго служат газовые баллоны определенного размера, помогает начинающим сварщикам выбрать правильный размер для своих конкретных нужд.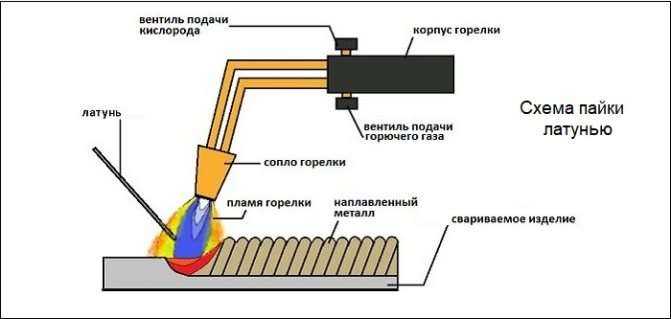
Вы можете использовать некоторые рекомендации и расчеты, чтобы определить ожидаемое время действия для резервуаров распространенных размеров. Итак, мы собрали данные в эту удобную справочную статью. Надеюсь, это поможет новичкам в сварке выбрать резервуар подходящего размера.
Размер и вес всегда имеют значение, и мы также включили размеры и вес различных резервуаров. Вам необходимо знать, может ли определенный газовый баллон поместиться в вашем грузовике, сварочной тележке, магазине и т. д.
Популярные размеры баллонов со сварочным газом для MIG и TIG
Таблица размеров газовых баллонов — размеры могут незначительно отличатьсяНа рынке представлены газовые баллоны для сварки MIG/TIG разных размеров. Но три основных размера, которые, скорее всего, будут использовать домовладелец или сварщик-любитель, — это резервуары на 40, 80 или 125 кубических футов (cf) с аргоном или газовой смесью MIG (75% аргона, 25% CO2).
Самый большой из трех размеров обеспечивает достаточное время использования без особого ущерба для портативности. Так что, если у вас есть место и вы можете себе это позволить, выбирайте бак большего размера на 125 кубических футов. В противном случае выберите резервуар на 40 или 80 кубических футов в зависимости от доступного места и бюджета.
Так что, если у вас есть место и вы можете себе это позволить, выбирайте бак большего размера на 125 кубических футов. В противном случае выберите резервуар на 40 или 80 кубических футов в зависимости от доступного места и бюджета.
Не забывайте также о пополнениях. Большой бак дешевле заправлять. Получить «вдвое» больше бензина во время заправки — не так уж и много. Итак, опять же, всегда берите самый большой резервуар, для которого у вас есть место и который вы можете себе позволить.
И последнее: те действительно гигантские резервуары, которые вы, возможно, видели, обычно сдаются в аренду. Они предназначены для крупных потребителей и обычно должны поставляться поставщиком газа. Это не вариант, если вы не управляете крупной операцией, которая выполняет много работы.
Характеристики газового баллона для сварки MIG/TIG (смеси аргона/MIG)
| Размер | 40 см (#2/V) | 80 см (#3/Q) | 125 см (#4/D) |
|---|---|---|---|
| Высота | 22 дюйма | 35 дюймов | 45 дюймов |
| Диаметр | 6½ – 7¼ дюйма | 6½ – 7¼ дюйма | 6½ – 7¼ дюйма |
| Пустой вес | 24 фунта | 47 фунтов | 58 фунтов |
| Полный вес | 28 фунтов | 56 фунтов | 71 фунт |
| Полное давление | 2015 фунт/кв. дюйм дюйм | 2015 фунт/кв. дюйм | 2265 фунтов на квадратный дюйм |
Обратите внимание, что баки могут немного различаться в зависимости от производителя. Всегда дважды проверяйте размеры на самом резервуаре, который вы рассматриваете, если вы режете его близко к посадке.
Обратите внимание, что некоторые размеры резервуаров могут быть отмечены буквой, и мы включили эту информацию в заголовки таблиц на тот случай, если вы столкнетесь с этим.
Иногда производитель указывает другие размеры резервуаров по весу, который также указан в таблице.
Вы также можете зарегистрироваться у местного поставщика газа перед покупкой баллона, если он есть в вашем районе. Они могут помочь вам с тем, какие размеры популярны и почему.
Местный поставщик газа также может заранее подтвердить, какие баллоны они могут и не могут заправлять, чтобы предотвратить проблемы, когда вы пойдете на первую заправку. Кроме того, они могут дать представление об определенных деталях, таких как хранение и обращение в вашем климате.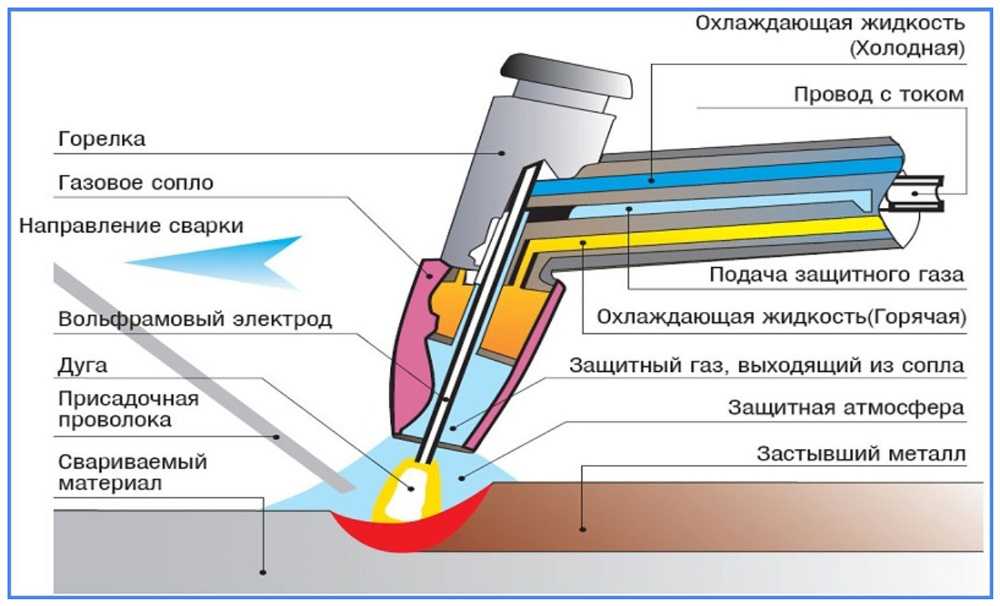
Существует миф, что пустые баки можно купить только онлайн. Но это просто неправильно
.Полные баки доступны, доставка до вашей двери по разумной цене. Эти полные онлайн-баллоны прошли гидравлические испытания и подлежат повторному наполнению.
Рекомендуемые размеры резервуаров с аргоном/СО2 для сварки MIG
| Предварительный просмотр | Продукт | Цена | |
|---|---|---|---|
| 40 у.е./фут 75% аргон 25% CO2 Сварочный газовый баллон CGA 580 – ПОЛНЫЙ | 239,99 $ | См. последнюю цену последнюю цену | |
| 80 cu/ft 75% аргон 25% CO2 Сварочный газовый баллон CGA 580 – ПОЛНЫЙ | $339,99 | См. последнюю цену | |
| 125 cu/ft 75% аргон 25% CO2 Сварочный газовый баллон CGA 580 – ПОЛНЫЙ | $369,99 | См. последнюю цену последнюю цену |
Рекомендуемые размеры резервуаров со 100% аргоном для сварки TIG
| Предварительный просмотр | Продукт | Цена | |
|---|---|---|---|
| 40 куб. футов / фут 100% газовый баллон для аргоновой сварки CGA 580 – ПОЛНЫЙ | 239,99 $ | См. последнюю цену последнюю цену | |
| 80 у.е./фут 100% аргоновый баллон сварочный газ CGA 580 – ПОЛНЫЙ | $314,99 | См. последнюю цену | |
125 куб. футов / фут 100% аргоновый баллон для сварки газового баллона CGA 580 – ПОЛНЫЙ футов / фут 100% аргоновый баллон для сварки газового баллона CGA 580 – ПОЛНЫЙ | $369,99 | См. последнюю цену |
Прочтите также : Сварка MIG с использованием 100% аргона в защитном газе
Как долго прослужит сварочный газ MIG/TIG?
Один вопрос, который должны задать новые сварщики: на сколько хватит моих газовых баллонов?
Ну, это будет зависеть от скорости вашего потока, которая обычно составляет 10–40 кубических футов в час («куб. футов в час»), в зависимости от выполняемой вами работы.
Более высокая скорость потока поддерживает защитный газ при сильном ветре. Многие сварщики считают, что требуется не менее 20 кубических футов в час даже при очень слабом ветре. Кроме того, в игру вступает геометрия, поскольку плоскость проще, чем вертикальная.
Кроме того, в игру вступает геометрия, поскольку плоскость проще, чем вертикальная.
Но для расчета времени использования полного бака газа вы можете прилично оценить, используя уравнение:
Время газовой сварки (часы) = [объем баллона (куб. фут)] / [расход (куб. фут/ч)]
Например, если мы используем резервуар емкостью 80 куб. футов и работаем на скорости 20 куб. футов в час, то:
Время сварки = 80 куб. Настройки
Расчетное время сварки для размеров резервуаров при разных скоростях потока
| Скорость потока | Размер резервуара | ||
|---|---|---|---|
| 40 см | 80 см | 125 в сравнении с | |
| 10 кубических футов в час | 4,0 часа | 8,0 часов | 12,5 часов |
| 15 кубических футов в час | 2,7 часа | 5,3 часа | 8,3 часа |
| 20 кубических футов в час | 2,0 часа | 4,0 часа | 6,3 часа |
| 30 кубических футов в час | 1,3 часа | 2,7 часа | 4,2 часа |
| 40 кубических футов в час | 1,0 часа | 2,0 часа | 3,1 часа |
Имейте в виду, что расчеты будут немного отличаться от фактического использования из-за изменений температуры и количества пусков и остановок. Это особенно верно, если у вас есть настройки до/после потока.
Это особенно верно, если у вас есть настройки до/после потока.
Также следите за своим регулятором. По мере использования газа давление в баллоне падает. Это приводит к падению скорости потока, и вы должны отрегулировать ее.
Изменения температуры также могут изменить скорость потока. Вы должны быть готовы регулировать свой регулятор чаще, чем вы ожидаете.
Одна из привычек, которую вы, возможно, захотите перенять, — это установка газового регулятора обратно на «0», когда вы заканчиваете рабочий день. Производители рекомендуют снимать давление с пружины и диафрагмы клапана при хранении. Это также заставляет вас регулировать поток газа при следующей сварке.
Баллоны со 100% CO2 для сварки MIG
Хотя это подходит не всем, вы можете использовать чистый CO2 для защиты сварных швов MIG от загрязнения. CO2 — это старый добрый углекислый газ. Это то же самое, что используется для тушения пожаров и добавления газировки в пиво или газировку.
Самая распространенная причина, по которой люди сваривают MIG с использованием CO2, — снижение эксплуатационных расходов. Есть некоторые преимущества и несколько недостатков, но более подробное их обсуждение — в другой статье.
Есть некоторые преимущества и несколько недостатков, но более подробное их обсуждение — в другой статье.
Что касается размера баллона, вам необходимо знать две вещи, если вы решите приобрести баллон с CO2.
- Баллоны не оцениваются по объему, как другие газовые баллоны для сварки TIG и MIG. Промышленность измеряет резервуары с CO2 по весу.
- Резьба другая, и при сварке MIG с CO2 необходимо использовать другой регулятор. Вы не можете просто использовать регулятор из баллона со смесью аргона или MIG.
Некоторые из наиболее распространенных размеров, которые вы, возможно, захотите рассмотреть, представлены в таблице ниже.
Читайте также : Какой газ лучше всего подходит для сварки MIG?
Характеристики резервуара для CO2 и время использования
| РАЗМЕР (фунты) | В x Ш (дюймы) | кубических футов | Время использования |
|---|---|---|---|
| 1 ¼ (фунтов) | 10,5 х 3 | 11 | ½ часа |
| 5 (фунт) | 18,25 х 5,5 | 44 | 2 ¼ часа |
| 10 (фунтов) | 20,5 х 7 | 87 | 4 ½ часа |
| 20 (фунтов) | 27,5 х 8 | 175 | 8 ¾ часов |
| 50 (фунтов) | 47 х 8 | 437 | 22 часа |
Знание того, сколько газа осталось в баллоне
Чтобы ваш магазин работал, вам нужно знать, когда у вас заканчивается бензин.
К счастью, с аргоном и смесями аргона/CO2 вы можете использовать манометр на регуляторе, чтобы оценить, сколько газа осталось в баллоне.
При 100% CO2 вы не можете так надежно использовать падение давления, так как ближе к концу падение давления более резкое. Чтобы получить точные показания в резервуаре с чистым CO2, вам необходимо использовать вес для контроля содержимого.
Но когда резервуар аргона или аргона/CO2 заполнен, его показания должны быть близки к максимальному давлению (которое в большинстве случаев составляет 2015 фунтов на кв. дюйм). При использовании газа давление соответственно падает.
Некоторые примеры, когда вы используете газ для сварки, у вас останется ¾ бака, когда давление будет около 1500 фунтов на квадратный дюйм. На ½ полного он будет показывать около 1000 фунтов на квадратный дюйм. И так далее.
Имейте в виду, что при изменении давления вам необходимо регулировать скорость потока, чтобы поддерживать постоянную CFH. Таким образом, вам нужно следить за датчиками по нескольким причинам во время сварки.
Таким образом, вам нужно следить за датчиками по нескольким причинам во время сварки.
Также помните, что изменения температуры могут изменить давление в баке. Например, при резком падении температуры упадет и давление. Постарайтесь измерить свое «полное» показание при постоянной температуре, насколько это возможно.
Кроме того, качество регулятора бывает разным, и всегда кажется, что игла регулятора застряла. Не беспокойтесь об этом слишком сильно, так как индикатор снова начнет двигаться, если вы дадите ему немного времени.
Это означает, что время от времени вы можете наблюдать внезапные падения. Но это нормально и не о чем беспокоиться.
Родственный:
Какой газ используется для сварки? – Различные типы и применение
Цены на сварочный газ – сколько и где купить
Необходимые инструменты для сварки в домашних условиях: контрольный список
Хотите ли вы изготовить простую лестницу или отреставрировать старый автомобиль, вы можете приступить к работе на домашней сварке с лучшим аппаратом, правильными продуктами и полным пониманием того, как безопасно сваривать.
Проведя исследование, вы обнаружите в обычном списке сварочных инструментов некоторые элементы, которые, возможно, не заслуживают внимания, в то время как другие являются необходимыми сварочными инструментами. Вот прямой совок, составленный экспертами в области сварки. Итак, серьезно рассмотрите этот список основных сварочных инструментов, когда будете готовиться к сварке дома.
Выберите свой сварочный аппарат
Предполагая, что ваш гараж или домашняя мастерская может выдержать ток, необходимый для сварщика, вы готовы выбрать сварочный аппарат. Многие домашние сварщики выбирают сварочный аппарат MIG, потому что это более простой процесс для изучения и предлагает универсальный и точный сварной шов. Сварщик — это ваши самые значительные расходы, поэтому выбирайте с умом.
Вам не нужно перебарщивать с ценой, чтобы получить отличное качество, но дешевый сварочный аппарат приведет только к разочарованию и более длительному обучению. Сварочные аппараты с подачей проволоки используют обычный бытовой ток и небольшую катушку сварочной проволоки с приводом от двигателя. Проволока подается к сварочному пистолету, активируемому спусковым крючком. Когда оператор прикасается проволокой к металлу, дуга расплавляет проволоку и часть металла.
Проволока подается к сварочному пистолету, активируемому спусковым крючком. Когда оператор прикасается проволокой к металлу, дуга расплавляет проволоку и часть металла.
Сварочный аппарат для сварки MIG180 PrimeWeld на 180 А соответствует всем критериям для домашних пользователей или опытных профессионалов, обеспечивая промышленное качество по доступной цене.
Запас сварочной проволоки
В процессе MIG у вас будет два варианта сварочной проволоки: порошковая проволока и сплошная проволока. Для порошковых проволок не требуется защитный газ, поскольку они используют флюс для создания защитного барьера вокруг сварного шва по мере его охлаждения. Использование этого типа проволоки позволяет избежать затрат на защитный газ и его хранение в домашнем магазине. Однако имейте в виду, что флюс образует шлак, который представляет собой стеклообразный побочный продукт расплавленного материала, который необходимо срезать, поэтому сварной шов может быть не таким чистым, как при использовании защитного газа.
В руководстве по эксплуатации сварочного аппарата указано, какого диаметра должна быть ваша проволока, поэтому купите много этого относительно недорогого изделия, чтобы иметь его под рукой.
Купите автоматически затемняющийся шлем
Любой процесс дуговой сварки генерирует исключительно яркий свет, который может обжечь ваши глаза, если вы не защитите их. В прошлом сварочные маски имели постоянно затемненный смотровой щиток, требующий от оператора поднимать маску всякий раз, когда он прекращает сварку.
Современные шлемы с автоматическим затемнением автоматически затемняют свои прозрачные линзы до предварительно выбранного оттенка за миллисекунды с помощью ЖК-технологии в стекле. Эти шлемы имеют элементы управления, позволяющие оператору персонализировать настройки.
Шлем с автоматическим затемнением на рабочем месте. Фото: EHS Today
Угловая шлифовальная машина незаменима. кромки, которые вы будете сваривать. Также известное как снятие фаски, создание фаски будет быстрым и легким с помощью угловой шлифовальной машины.
 Шлифовальная машина – один из самых универсальных инструментов, которыми вы будете владеть. Помимо снятия фаски, вы можете сгладить сварные швы и использовать его для подготовки поверхностей к сварке. И с правильным типом диска вы даже можете отрезать материал по длине.
Шлифовальная машина – один из самых универсальных инструментов, которыми вы будете владеть. Помимо снятия фаски, вы можете сгладить сварные швы и использовать его для подготовки поверхностей к сварке. И с правильным типом диска вы даже можете отрезать материал по длине.Добавление фаски с помощью угловой шлифовальной машины. Фото: Компактное оборудование
Купите или соберите сварочную тележку
Сварочные аппараты с подачей проволоки легкие и портативные, но для повышения мобильности вам понадобится сварочная тележка. . Тележки иногда идут в комплекте со сварочным аппаратом, но в большинстве случаев их нужно изготовить или приобрести отдельно. Создание тележки может стать вашим первым проектом в качестве домашнего сварщика, и она пригодится как для хранения вашей машины, так и для перевозки ее (и любых аксессуаров) туда, где они необходимы.
Сварочная тележка «Сделай сам». Фото предоставлено: CromWeld.com
Зажимы для крепления стыков
Зажимы удерживают материалы на месте, обеспечивая ровность и аккуратность сварного шва.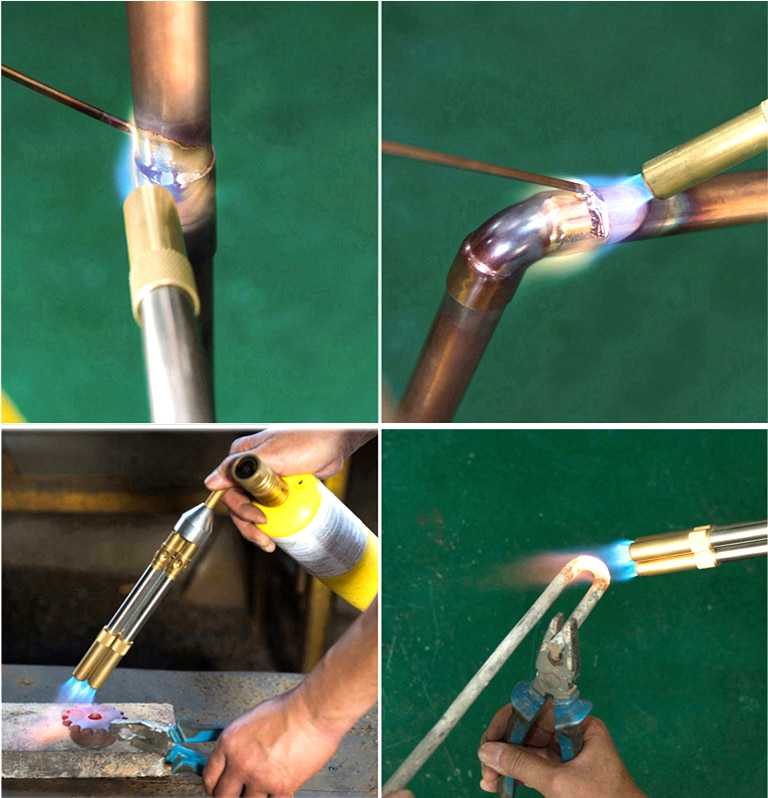 Имейте под рукой различные зажимы. Каждый сварщик сталкивался с такой стадией проекта, когда он не может продолжать работу без дополнительных зажимов. Зажимы являются относительно недорогими элементами, но они могут сыграть значительную роль в завершении сварки.
Имейте под рукой различные зажимы. Каждый сварщик сталкивался с такой стадией проекта, когда он не может продолжать работу без дополнительных зажимов. Зажимы являются относительно недорогими элементами, но они могут сыграть значительную роль в завершении сварки.
Не забудьте свои ручные инструменты
Вот несколько ручных инструментов, которые помогут сделать ваш сварочный проект более плавным:
- Твердосплавный чертил для разметки линий
- Отбойный молоток для очистки от шлака и брызг
- Проволочная щетка для удаления масла и грязи перед сваркой
- Сварочные клещи для обрезки сварочной проволоки и удаления брызг с сопла сварочного пистолета
Безопасность при домашней сварке
Список сварочных инструментов был бы неполным без средств индивидуальной защиты (СИЗ). Люди, которые сваривают дома, часто небрежно относятся к технике безопасности. Они подвергают себя ненужной опасности, не надев подходящие СИЗ. При сварке образуются искры и брызги, испуская лучи, которые могут нанести вред незащищенной коже и глазам.