Графитовые стержни
Графитовые стержни делаем на заказ по вашим размерам в любых обьемах
для связи электронная почта [email protected] и телефон +7(351)220-94-94
Широкая область применения стержней, изготовленных из графита, определяется их физико-химическими свойствами, среди которых:
– Высокая температура плавления;– Высокая электропроводность;
– Инертность к большинству химических веществ, в том числе агрессивных;
-Слабая растворимость, в том числе и в расплавах, что не загрязняет исходную среду.
Благодаря этим характеристикам, графитовые стержни нашли широкое применение для решения ряда задач. В частности, продукция из этой части нашего каталога используется в строительстве, металлообработке и химической промышленности.
При отправке запроса на изготовление желательно также сразу указать марку материала, размеры требуемых электродов, если нужен счет или комерческое – то прикрепляйте карточку предприятия к письму.
Графитовые стержни для сварки
У нас вы можете купить сварочные графитовые стержни, которые используются для сварки металлов и их резки высокотемпературной дугой. Область применений достаточно широка, в качестве примера можно привести:
– Резку металла, в том числе цветного, с помощью электрической дуги;
– Сварку проводов при монтаже электросетей промышленного и бытового назначения;
– Сварку металла, в том числе алюминия в пламене дуги.
При проведении таких работ, материал графитового стержня не загрязняет сварной шов, а значит, не изменяет физических и химических свойств свариваемых металлов.
Графитовые стержни для электролиза
Благодаря своей инертности к большинству сред, низкой растворимости в жидкой среде и расплавах, графитовые стержни нашли широкое применение в электролизерах.
Их использование обеспечивает:
-длительный срок эксплуатации графитовых стержней;
-простое техническое обслуживание установки для электролиза.

Использование графитовых стержней для электролиза производства нашей компании ООО «НПП АВЕРС» значительно снизит затраты на ваше производство, благодаря высокому качеству продукции и низкой ее стоимости.
Компания ООО «НПП АВЕРС», производитель широкого спектра изделий различного назначения из графита, предлагает графитовые стержни для сварки и электролиза. Наша продукция отличается высоким качеством и полным соответствием заявленным характеристикам, и может быть полезна: Строительным компаниям, которые используют оборудование для сварки и резки графитовыми электродами; Компаниям, оказывающим услуги по монтажу электросетей бытового и промышленного назначения; Ремонтным организациям, использующим дуговую сварку и резку металлов;
Предприятиям химической промышленности, работающими с электролизерами на базе графитовых стержней.
У нас вы всегда можете подобрать и заказать любую партию графитовых стержней для сварки и электролиза для нужд вашего производства по выгодным ценам. При отсутствии в нашем каталоге готовой продукции графитных стержней с требуемыми вам параметрами, обращайтесь к нашим специалистам, и мы рассмотрим возможность изготовления партии графитовых стержней с требуемыми вам характеристиками.
При отсутствии в нашем каталоге готовой продукции графитных стержней с требуемыми вам параметрами, обращайтесь к нашим специалистам, и мы рассмотрим возможность изготовления партии графитовых стержней с требуемыми вам характеристиками.
Почему выгодно покупать у нас:
Мы предлагаем изготовление графитовых стержней на своем оборудовании для вашей компании, что исключает любые посреднические наценки, которых не избежать при покупке продукции у торговых представителей.
Наши цены на данную продукцию одни из самых привлекательных на российском рынке.
Обращайтесь к нам, когда вам требуется приобрести графитовые стержни для электролиза и сварки, и наши специалисты помогут вам подобрать оптимальные параметры изделий с учетом особенностей технологических процессов вашего производства и решаемых задач.
Графитовый стержень для сварки проводов г. Новосибирск — ПО Трубное решение
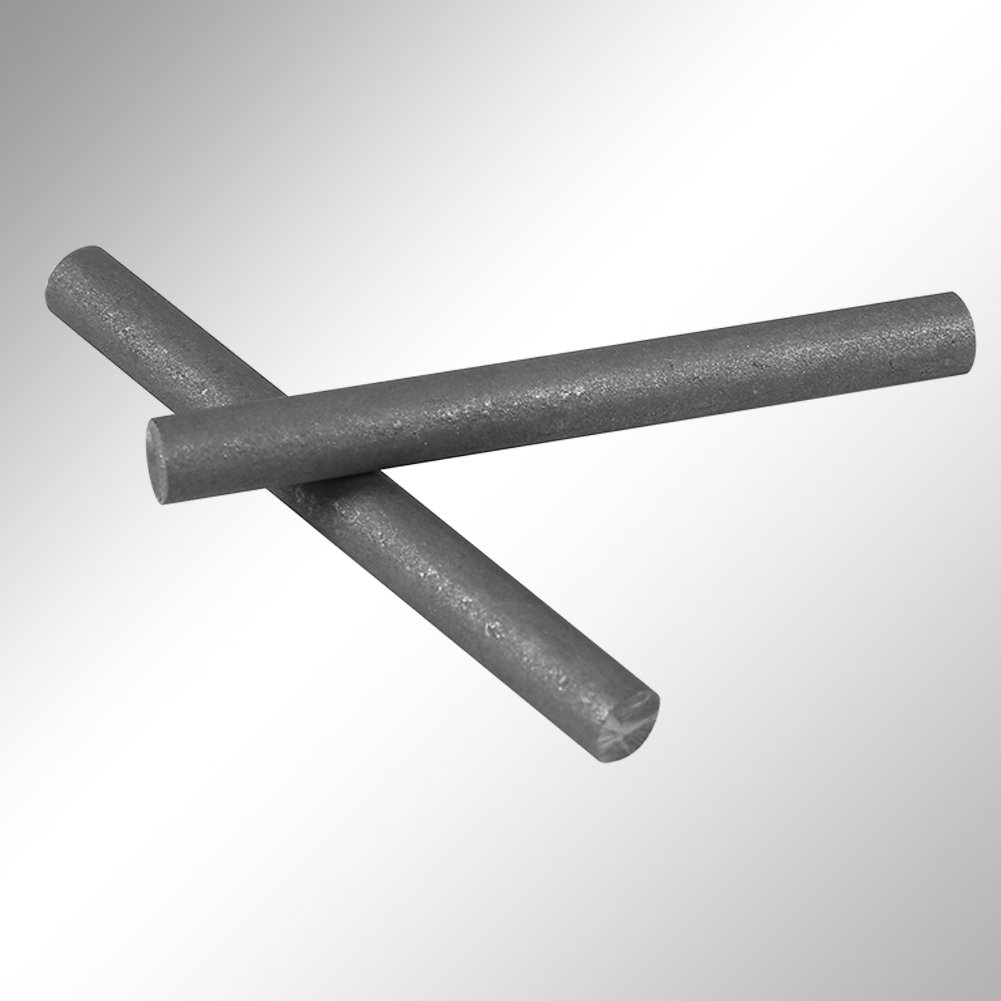
Графитовый стержень
Графитовый стержень – специальный материал, который является расходным для различной аппаратуры и оборудования. Имеет цилиндрическую форму. Графит – хрупкое вещество, которое имеет высокие показатели прочности. Универсален, используется для изготовления разнообразных предметов:
Имеет цилиндрическую форму. Графит – хрупкое вещество, которое имеет высокие показатели прочности. Универсален, используется для изготовления разнообразных предметов:
- Графитовые лампы;
- Смазочный материал для машин;
- Составляющие для производства литейных продуктов;
- Батарейки;
- Карандаши;
- Графитовые электроды.
Наощупь графит маслянистый, оставляет следы на поверхности.
Характеристики и особенности графитовых стержней
Изделия устойчивы к высоким температурам – способны выдерживать от -2000 до 30000 по Цельсию. Другим положительным качеством является высокая износостойкость.
Графитовые стержни обладают следующими свойствами:
- Высокая электропроводимость;
- Хорошие теплопроводящие свойства;
- Устойчивы к воздействию агрессивной среды;
- Хорошо выдерживают высокую температуру, ее перепады и резкие скачки;
- Инертны к неокисляемым соединениям;
- Смазывающие качества.
 Графит используют в случаях, когда другой вид смазки исключен;
Графит используют в случаях, когда другой вид смазки исключен; - Невысокая смачиваемость расплавленными металлами и стеклом.
 Графит используют в случаях, когда другой вид смазки исключен;
Графит используют в случаях, когда другой вид смазки исключен;Исходя из назначения, графитовые изделия отличаются толщиной, длиной, плотностью, зернистостью, различными примесями друг от друга. Выбор зависит от цели и области применения.
Выделяют два вида графита природный и искусственный. Природный классифицируется как самородный, определенный тип углерода. На внешний вид – темного цвета с сероватым оттенком. Плотность материала 2,23 г на см3.
В составе графита присутствуют зола, газы, битум в больших количествах. Встречается вода в химическом составе материала.
Стержень не плавится, в кислоте не растворяется. Исчезнуть может лишь в вольтовой дуге путем улетучивания.
В природе не встречается в чистом виде. Его добывают из гранита или пирита. Происходит из магматических горных пород. Реже встречается в мраморе, сланцах и гнейсах.
Область применения
Особую популярность графитовые стержни нашли в роли электродов.
Из недостатков можно выделить узкий спектр действия. Часто приходится использовать наконечники разного диаметра. Самый маленький – 6 миллиметров. Он не подходит для сварки тонких соединений.
С помощью графитового электрода возможна сварка меди, латуни или бронзы.
Графитовые стержни нашли применение в:
- Атомной промышленности;
- Машиностроении;
- Химической промышленности;
- Стекольной промышленности;
- Металлургии;
- Электротехнике;
- Чугунно-литейное производство;
- Судопроизводство.
Применяют графитовые стержни и в ядерной энергетике. Он служит в качестве замедлителя ядерной реакции либо в качестве элемента заземления.
Он служит в качестве замедлителя ядерной реакции либо в качестве элемента заземления.
Где взять графитовый стержень для сварки
Плюсы и минусы графита
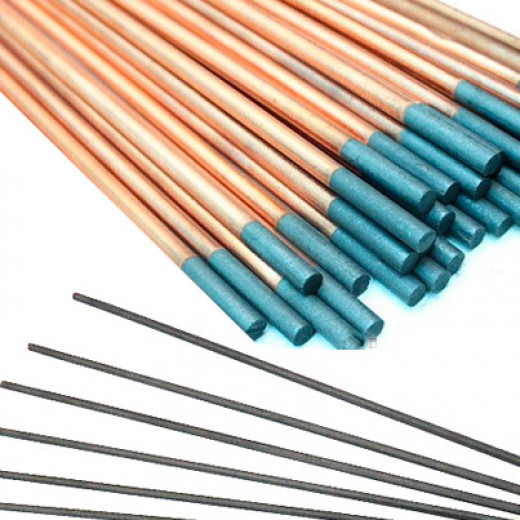
Графитовые электроды в отличии от расходников из других материалов обладают очень весомым преимуществом: они пропускают электричество, не плавясь при этом. Это основное достоинство, которое и предопределяет их выбор для выполнения работ. Графитовые электроды производятся обычными или омедненными, с разными по длине и форме наконечниками.
Наиболее весомые характеристики расходных материалов из графита:
- продукция представлена в торговой сети большим ассортиментом;
- стоимость расходных материалов невысокая;
- малый расход электрода при использовании;
- быстро разогреваются до температур, при которых плавятся металлы;
- при выполнении сварочных работ инвертором для разжигания дуги требуется небольшой ток – 5-10 ампер.
Необходимо подчеркнуть, что сварочный шов, сформированный с применением графитовых электродов, устойчив к воздействию высоких температур, невосприимчив к коррозии. Помимо этого, медная проволока не дает трещин во время сваривания. Графитовые электроды дают возможность качественно соединять не только медные, но и алюминиевые провода.
Помимо этого, медная проволока не дает трещин во время сваривания. Графитовые электроды дают возможность качественно соединять не только медные, но и алюминиевые провода.
Однако им свойственны не только преимущества, но и недостатки:
- сварочное соединение с помощью графитовых является достаточно сложным технологическим процессом из-за небольшого диаметра – 6 мм;
- применение графитовых расходных материалов повышает содержание углерода в заготовках. По этой причине могут ухудшаться эксплуатационные характеристики готового соединения;
- конкретный вид наконечника электродов пригоден для выполнения небольшого перечня операций. Поэтому необходим ассортимент расходных материалов в случаях, когда планируется выполнение различных видов работ.
Ключевые принципы сварки
Проводя сварочные работы по сварке меди и ее сплавов, сварщик сталкивается с определенными трудностями. На шве может формироваться трещина. При работе легкоплавкие соединения скапливаются на границах кристаллов. Соответственно, образуются поры. Надо это учитывать и предотвращать. Медь толщиной до 4 мм соединяют без разделки кромок, до 10 мм — с односторонней разделкой. Скос кромок должен иметь угол не более 70 градусов.
Соответственно, образуются поры. Надо это учитывать и предотвращать. Медь толщиной до 4 мм соединяют без разделки кромок, до 10 мм — с односторонней разделкой. Скос кромок должен иметь угол не более 70 градусов.
Допускается притупление от 1,5 до 3 мм. Текучесть заметно осложняет работу в потолочном, горизонтальном и вертикальном положениях. Дуговая сварка производится при повышенном сварочном токе из-за высокой теплопроводности металла. Кромки соединяются с минимальным зазором из-за высокой текучести меди. Нередко рекомендуют использовать стальную подкладку.
Изделия толщиной больше 6 мм необходимо нагревать до 250 градусов. Делать это заранее, учитывая при этом характеристики плавления металла и особенности сплавов. Тонкий металл не следует нагревать. Лучше производить дугой от 10 до 15 мм такую сварку. Это позволяет манипулировать электродом намного легче.
При постоянном токе обратной полярности сваривается медь. Это также нужно учитывать. Дуговая сварка латуни и бронзы выполняется мощной дугой. Это происходит при увеличенном напряжении за счёт соответствующей силы тока. Работа выполняется быстро и на большой скорости. Сварку по возможности рекомендуется делать в нижнем положении, а также при угле наклона 20 градусов по отношению к вертикали.
Это происходит при увеличенном напряжении за счёт соответствующей силы тока. Работа выполняется быстро и на большой скорости. Сварку по возможности рекомендуется делать в нижнем положении, а также при угле наклона 20 градусов по отношению к вертикали.
Дуга направляется на поверхность сварочной ванны. Лучше применять специальные подкладки. Их делают из графита и асбеста. Характеристики металла при этом надо обязательно учитывать. Медь плавится при плюс 1080 градусах. Прочность ее составляет 20 кг на квадратный миллиметр. Если изделие толстое, надо обрабатывать его постепенно. Наполняется один слой за другим.
Сварка выполняется обратноступенчатым швом. Длина каждого участка составляет от 20 до 30 см. Его делят на две части: в соотношении 75% и 25%. Обрабатывается длинный участок по направлению к меньшему. За счет этого понижается риск возникновения трещин. Работа выполняется снизу. Шов правится кувалдой или молотком по причине вспенивания. В процессе сварки необходимо уменьшить ток, так как разогрев тонкой меди может привести к ожогам. Перед началом работы электроды прокаливаются при рекомендуемой производителем температуре.
Перед началом работы электроды прокаливаются при рекомендуемой производителем температуре.
Читать также: Какие вольфрамовые электроды для сварки нержавейки
Сфера использования стержней и особенности работы с ними
Графитовые электроды используются не только в случаях, когда необходимо соединить медные или алюминиевые провода. Сфера их применения намного обширней. К примеру, стержни из графита востребованы для предварительной обработки поверхности перед выполнением сварочных работ, зачисткой кромок, сварка заготовок и целого ряда других видов обработки. Расходные материала данного типа активно используются как в металлообработке, так и в производстве судов.
Графитированные электроды дают возможность эффективно срезать заклепки, прошивать детали из углеродистой и легированной марок стали. Они актуальны при термической обработке (сплавлении) чугуна и стали. Специальные ниппели позволяют соединять электроды между собой, что позволяет организовать непрерывную подачу электродов в рабочую зону. Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Таким образом, несложно наладить процесс потоковой подачи расходного материала в печь.
Как показывает практический опыт, графитовые стержни при дуговой резке металла или сварке медной проводки уменьшают количество дефектов. Главное требование при использовании расходников данного типа – соблюдение требований техники безопасности и технологического процесса.
Кроме того, применение стержней из графита актуально для выполнения таких операций:
- сваривание тонкого листового проката или заготовок из цветного металла;
- устранение дефектов, образованных во время литья;
- наплавка твердосплавных покрытий к деталям разного назначения.
Нередко работа с графитовыми электродами подразумевает использование присадки. Она может быть ранее уложенной в определенные места сварки или же подаваться в рабочую зону во время формирования шва.
Следует помнить, что для получения высококачественных сварных соединений с использование графитовых электродов, нужно учитывать особенности работы с таким расходным материалом:
- Добиться экономичного расхода стержня и при этом удерживать стабильную дугу длительный период времени легче при прямой полярности. Другими словами, минус подается на электрод.
- При выполнении сварочных работ важно учитывать воздействие внешних факторов на стабильность горения дуги. Это способствует получению лучшего результата.
- При использовании графитовых электродов КПД специалиста будет меньшим, чем во время сварочных работ плавящимися расходниками.
- Сварка графитом дает возможность получать сварные соединения со средними показателями пластичности.
- Не исключается образование пустот внутри швов, что отрицательно сказывается на их прочности и долговечности.
 Другими словами, минус подается на электрод.
Другими словами, минус подается на электрод.Учитывая сложность технологического процесса, сварочный работы с использование графитовых электродов поручают опытным специалистам. Новичкам для такой работы желательно хорошо попрактиковаться.
Для работы с электродами из графита применяются два технологических приема:
- Подача материала непосредственно в пламя дуги. Присадка располагается между стыком и электродом под углом в тридцать градусов. При этом в рабочую зону первой подается проволока и только после нее – сам электрод. Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
- Сначала наплавляется валик, состоящий из основного металла. После этого в зону плавления подается присадочный материал. В отличие от первого технологического приема здесь подается прежде стержень и только после него – проволока.
 Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.
Для ускорения рабочего процесса расходник удерживается под углом 70 градусов.Наибольший недостаток второго способа заключается в том, что существует высокая вероятность образования прожога. Поэтому он не подходит при работе с тонкими заготовками и нежелателен для использования новичками в таком деле. А вот для соединения заготовок с толстыми стенками такая технология подходит.
Работая с графитовыми электродами, специалист должен помнить, что определяющим параметром для их применения является плотность тока. Если в силу каких-либо объективных причин данный показатель выше допустимых норм, то работу следует прекратить. В противном случае с высокой степенью вероятности графит придет в негодность.
Продлить срок службы графитовых электродов несложно. Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Для этого достаточно с обеих сторон вкрутить специальные удлиняющие ниппели. Благодаря такому решению не только сокращаются издержки на приобретения расходных материалов, но и повышается их надежность.
Метки: соединение проводов.
Комментарии 119
встречал такое в старой ламповой раиоаппаратуре или где-то еще такой тип соединения элементов
Мужики, ищу такой для своей работы Мож есть у кого самодельный бюджетный? Щетки стартера паять надо
В 80-х годах в СА, в ремротах была приблуда для напаивания клемм АКБ и для сварки проводов. Держатель для грифеля от круглой батарейки Источник тока — сами же АКБ. Для лучшей сварки мона добавлять буру.
Я как то делал сварочный такой для опайки скруток распределительных коробок. Только смысл был чуток другой графитовый стержэнь в нем отверстие и всё тут если засверлить в щётке бырку диаметром под скрученный провод то будет опаиватся еще лучше.
У моего бати давно такой…электрик
а я использую маленький аккум от бесперебойника, вместо транса. это позволяет таскать приблуду куда угодно, эффект тот же
это позволяет таскать приблуду куда угодно, эффект тот же
После перемотки двигателя, также сваривал провода.
Вещь необходимая, для сварки проводки в доме, например, даже незаменимая. В машине я бы не стал таким пользоваться. Этим хорошо варить одножильные провода. Многожильные лучше на гильзы. Имхо, в машине варить проводку не стоит по многим причинам, тонкий многожильный провод может просто отгореть, подгарают жилки и сечение и без того тонкого провода уменьшается, при сварке возможен разлёт металла в стороны — можете испортить интерьер и экстерьер авто, не говоря о том, что может и ковролин загореться. Сам тонкий провод «отжигается» и теряет свои прочностные характеристики.
Видно по фото, как жилы покраснели. подгорели. Т.е. это место быстро сгниет.
Алюмишка при сваре снаружи окисляеться и ничего ей не будет.
не сгниет. медь в конце концов задубеет, а там и патиной покроется…а вот алюминь гниет как сахар в воде
Да хрен она дубеет со временем. Часто отжигаю толстый медный провод одножильный, чтобы был мягче, бывает нужен такой, ни разу он не задубел ))). А патина это ни что иное как окисел, вот потом и получается труха ))).
А патина это ни что иное как окисел, вот потом и получается труха ))).
не сгниет. медь в конце концов задубеет, а там и патиной покроется…а вот алюминь гниет как сахар в воде
Люмишка сама себя защищает)) детали из аллюма в земле десятки лет пролежат и не сгниют. Люминь то скрутки в панельках по 30-40лет, то завареные стоят. И если сеть не перегружают то и проблем не знают. А вот для меди специально используют обжимной шмурдяк. И эта практика вырабатана годами.
однако, время показало, что кровли кроют медью…но никак не люмелем ;-))
Однако как показало время, провода имеющие даже минимальный эл.потенциал и контакт влагой, за пол года станут коричнево зелеными.
Вещь необходимая, для сварки проводки в доме, например, даже незаменимая. В машине я бы не стал таким пользоваться. Этим хорошо варить одножильные провода. Многожильные лучше на гильзы. Имхо, в машине варить проводку не стоит по многим причинам, тонкий многожильный провод может просто отгореть, подгарают жилки и сечение и без того тонкого провода уменьшается, при сварке возможен разлёт металла в стороны — можете испортить интерьер и экстерьер авто, не говоря о том, что может и ковролин загореться. Сам тонкий провод «отжигается» и теряет свои прочностные характеристики.
Сам тонкий провод «отжигается» и теряет свои прочностные характеристики.
Читать также: Краска для металлических печей термостойкая
у меня инверторный сварочный есть…то что к нему приладил держатель проводов и графитовый стержень и можно сваривать провода?
Да. Но для инвертора есть свои специальные электроды.
у меня инверторный сварочный есть…то что к нему приладил держатель проводов и графитовый стержень и можно сваривать провода?
продаются и держатели спецыальные и электроды. поспрашивай по магазинам или на рынке
Вещь! Т.е. для спайки нужен только мощный трансформатор 24-36 вольт?
Да. Для сварки
нужен только транс.
защиту надо ставить перед трансф? Автомат вы ставили только для охлаждения? h-a.d-cd.net/ef18f14s-480.jpg
Автомат стоит перед трансом, но не для защиты а для включения. Второй автомат для охлаждения и для розетки.
Так держать ! нужная вещь в хозяйстве! А кто ее собрал респект!
Видел такую технологию на стройке. Даже сам пробовал, удовольствие от процесса выше, чем с паяльником! Уголек можно достать из батарейки нахаляву. Кстати этими угольками и резать металл удобно обычным сварочником.
Даже сам пробовал, удовольствие от процесса выше, чем с паяльником! Уголек можно достать из батарейки нахаляву. Кстати этими угольками и резать металл удобно обычным сварочником.
Кому не нравится пусть критику пишут, а Ты совершенствуйся и
кидай фотки еще, чего-нибудь интересного.
Зачем такой колхоз, когда все уже давно изобретено? 1) СВАРОЧНИК любой — это прибор повышенной опасности 2) зачем варить, если можно спаять? 3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства 4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО) 4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается, + жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
Сравнивать сварку и скрутку колпачком? Да вы?
Каждому свое, но одинакового рузультата можно добиться разными способами каждый выбирает свой.
Зачем такой колхоз, когда все уже давно изобретено? 1) СВАРОЧНИК любой — это прибор повышенной опасности 2) зачем варить, если можно спаять? 3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства 4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО) 4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается, + жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
Автомобиль тоже средство повышенной опасности Все на самокаты!
К чему эта «умная» реплика?
к тому, что очень много есть вещей «повшенной опасности» и если ими не пользоваться, то жить прийдется в пещере
зачем резать колбасу бензопилой если можно ножом? Ход мыслей понятен… Есть вещи которые уже облизаны со всех сторон и есть готовые решения. Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого «девайса» если готовые решения которые на рынке перекрывают по всем параметрам.
Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого «девайса» если готовые решения которые на рынке перекрывают по всем параметрам.
Не корректное сравнение.
зачем резать колбасу бензопилой если можно ножом? Ход мыслей понятен… Есть вещи которые уже облизаны со всех сторон и есть готовые решения. Я как человек который занимается проводами и фурнитурой не по наслышке а каждый день до сих пор не могу понять смысл всего этого «девайса» если готовые решения которые на рынке перекрывают по всем параметрам.
Если делать это кому-то и за деньги, то да — долго, неудобно и неоправдано ))) На много проще — закрутил, взял деньги и ушел. А как оно там будет лет через 10-15, в стене под штукатуркой, да мне пофиг, это проблемы клиента
А если сам делаешь для себя, то вопрос кагбэ не стоит)
Зачем такой колхоз, когда все уже давно изобретено? 1) СВАРОЧНИК любой — это прибор повышенной опасности 2) зачем варить, если можно спаять? 3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства 4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО) 4. bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается, + жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
я пост выше тоже самое обьяснял
Зачем такой колхоз, когда все уже давно изобретено? 1) СВАРОЧНИК любой — это прибор повышенной опасности 2) зачем варить, если можно спаять? 3) при всех вышеперечисленных пунктах изоляция ближе к месту соединения с использованием температуры теряет свою первоначальную структуру, что влияет на ее изоляционные свойства 4) как человек который каждый день сталкивается с электрикой советую СОЕДИНИТЕЛЬНЫЕ КОЛПАЧКИ (ЦЕНА ВОПРОСА 3 КОПЕЙКИ, ПРОСТО, НАДЕЖНО, БЕЗОПАСНО) 4.bp.blogspot.com/-udi_4Z…D%25D0%25B8%25D0%25B5.jpg
+ они многоразовые, если вдруг нудно добавить в скрутку жилу то все очень быстро получается, + жилы очень плотно скручиваются за счет конусообразной резьбы.
Я б выбрал именно этот способ!
этот способ не подходит для автомобиля где постоянные вибрации и тепловые нагрузки чтобы узнать как нужно соединять провода, вскройте любую заводскую косу (там есть заводские соединения проводов), ну а можно обратиться к любой заводской инструкции по установке доп оборудования к автомобилям известных производителей — таета предлагает два способа: либо это пайка (оловом с канифолью) либо это спец мет зажимы (образно говоря скобы)
но не пружинные колпачки сварка туда же, как ей пользоваться в машине без последствий для машины и изоляции — это вопрос… «ой я прожог вам пол напольное покрытие и теперь у вас дырочка в сидении» =)
Регулировка силы тока
Для сварки проводки сила тока регулируется в диапазоне значений от 30 до 120 ампер. Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Большинство представленных на рынке инверторов обладают таким набором параметров и подходят для выполнения работы.
Точное значение тока специалист подбирает отдельно в каждом конкретном случае опытным путем. Подобный подход обусловлен следующими факторами:
- каждая модель инвертора имеет свои конструктивные особенности, которые влияют на рабочие характеристики. Очень важно предварительно ознакомиться с рекомендациями производителей, изложенных в инструкции;
- в бытовой сети не всегда напряжение составляет нормативные 220 вольт. Оно может быть как меньшим, так и большим;
- кабель от разных производителей отличается по своему составу. Хотя отличия и незначительные, они влияют на сварочный процесс.
Результаты сварочных работ с использованием графитовых стержней во многом определяется квалификацией сварщика. Необходимо точно знать оптимальные показатели силы тока, характерные для жил определенного сечения:
- проводка диаметром 1,5 мм сваривается инвертером, настроенным на 70 ампер;
- когда возникает необходимость соединить три жилы такого же размера (1,5 мм), то силу тока следует увеличить до 81-91 ампера;
- при сваривании трех частей проволоки с диаметром 2,5 мм сила тока устанавливается в диапазоне значений 81-101 ампер;
- сила тока в пределах 101-121 ампера подходит для соединения четырех медных жил толщиной в 3 мм.
Сваривание алюминиевой проводки
Графитовый электрод одинаково хорошо подходит для сваривания как медной, так и алюминиевой проводки. Работы по соединению алюминиевых жил выполняются под флюсом – защитным порошком, который при нагревании образует газовую защитную среду. Благодаря применению флюса сварные стыки защищены от контакта с кислородом и не окисляются в процессе работ.
Сила тока выставляется на оптимальное значение. Ток выпрямляется, проходя через диодный мост и фильтр пульсаций. Справедливости ради нужно отметить, что некоторые опытные специалисты могут выполнить такие работы переменным током. Им вовсе не обязательно подбирать нужные параметры опытным путем для выполнения работы. Но при этом качество соединения будет хуже, чем в случае применения постоянного тока.
Как правильно варить скрутку кабеля
Одной из первостепенных задач при сваривании скрутки является защита изоляции кабеля от плавления. Универсальное решение заключается в том, что к месту выхода скрутки с изоляции подсоединяется металлический радиатор. Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Желательно, чтобы он был медным, тогда обеспечивается максимально возможная теплопроводность и наибольший отток избыточного тепла. Точно такой же эффект гарантирован при увеличении площади контакта между радиатором и проводкой.
Перед началом сваривания скрутки требуется выполнения небольшого объема подготовительных работ. Если на изоляции есть лаковое покрытие, то его следует удалить. Скручивать жилы между собой следует максимально плотно. Важно, чтобы они очень тесно контактировали. Оптимальной считается длина скрутки порядка 5-6 сантиметров. Концы жил обрезаются на одинаковом расстоянии, чтобы обе части скрутки попадали в зону сварки.
В том месте, где радиатор контактирует с проводкой, подключается масса. Остается поднести электрод к краю скрутки. Контакт должен быть коротким. Вполне достаточно одной секунды, чтобы на краю скрутки сформировался омедненный шарик из расплава металлов. Точно так же свариваются и другие участки скрутки: методом кратковременного замыкания цепи при помощи графитового электрода.
Батарейка из лимона: два варианта
Для первого варианта вам будет нужен:
- собственно лимон;
- оцинкованный гвоздь;
- 2 небольших отрезка медной проволоки;
- медная монетка;
- небольшая лампочка.
Процесс работы таков:
- Сделайте на фрукте два надреза на некотором расстоянии друг от друга.
- В один надрез поместите гвоздь, а в другой — монетку.
- И к гвоздю, и к монете подсоедините по кусочку проволоки. Вторые концы этого импровизированного проводка должны соприкасаться с контактами лампочки.
- И все — да будет свет!
Самодельную батарейку из кислого фрукта можно сделать и с помощью:
- одного того же лимона;
- канцелярской скрепки;
- лампочки;
- 2-х отрезков изолированной медной проволоки диаметром 0,2-0,5 мм и длиной 10 см.
Алгоритм следующий:
- Зачистите 2-3 см изоляции на концах каждой из проволок.
- Прикрепите оголенную часть одного проводка к скрепке.
- Сделайте в лимоне два надреза в 2-3 см друг от друга — по ширине скрепки и для второго проводка. Вставьте эти элементы во фрукт.
- Свободные кончики проволоки приложите к контактной части лампочки. Если она не загорелась, значит, выбранный лимон не достаточно мощен — последовательно соедините несколько фруктов между собой и повторите опыт.

Техника безопасности
Применение угольных (графитовых) электродов дает возможность получать надежные соединения металлов и создавать долговечные изделия. Важно во время выполнения работ придерживаться правил техники безопасности. Наиболее значимые из них:
- Подающийся к кабелям ток при завершении выполнения операций необходимо отключить. Это исключит случайное поражение электрическим разрядом в случае непреднамеренного прикосновения к неизолированному участку проводки.
- Сварочные работы следует выполнять только в специальной защитной одежде и обуви. Помимо этого, необходимо использовать средства индивидуальной защиты – маску, рукавица, отвороты и т. д., которые помогают уберечь глаза и участки тела от ожогов.
- На месте выполнения сварочных работ не должны присутствовать легковоспламеняющиеся материалы. Именно они становятся причиной возникновения пожаров на сварочной площадке.
- После завершения сварки скрутки нужно дать время на остывание проводки. Выждав некоторое время и убедившись, что жилы остыли, можно переходить к следующему этапу работ. Если этого не делать, то получить ожог от случайного прикосновения к горячей скрутке – дело времени.
- Сваренные скрутки по завершению работ нужно изолировать. Для этого используется изолента или термоусадочные трубки.
 д., которые помогают уберечь глаза и участки тела от ожогов.
д., которые помогают уберечь глаза и участки тела от ожогов.Премиум-черный графитовый стержень сварки меди для многоразового использования
Черный значок графитовый стержень сварки меди на Alibaba.com находит множество применений как на бытовых, так и на промышленных платформах. Эти изделия являются хорошими проводниками тепла и электричества. Они обладают свойствами, которые выдерживают высокое давление и не расширяются. Точно так же графитовый стержень сварки меди не вступают в реакцию с агрессивными химическими веществами и кислотами. Черный минерал отличается прочностью, отличным качеством и нелегко ломается.
Точно так же графитовый стержень сварки меди не вступают в реакцию с агрессивными химическими веществами и кислотами. Черный минерал отличается прочностью, отличным качеством и нелегко ломается.
Преимущества высокого качества графитовый стержень сварки меди многочисленны. Заводы по производству аккумуляторов используют их в концевых электродах. Кроме того, в строительном секторе эти изделия используются в качестве строительных столбов и опорных балок. Являясь хорошими проводниками тепла, эти продукты хорошо подходят для промышленных процессов окраски. Поскольку они не расширяются быстро, эти изделия укрепляют стальные опоры в горячих зонах для регулирования теплового расширения. Что наиболее важно, они широко доступны на рынке.
Желая купить премиум графитовый стержень сварки меди на Alibaba.com, покупатели должны четко ими пользоваться. В идеале пользователи должны помнить о конкретных размерах продуктов, поскольку они бывают разных размеров. Некоторые продукты содержат примеси, поэтому покупатели должны понимать качество перед покупкой. Поскольку эти продукты могут быть ядовитыми, в отношении последних соблюдаются важные меры по обеспечению безопасности упаковки.
Некоторые продукты содержат примеси, поэтому покупатели должны понимать качество перед покупкой. Поскольку эти продукты могут быть ядовитыми, в отношении последних соблюдаются важные меры по обеспечению безопасности упаковки.
Чистота того, что покупать, имеет ценность для покупателя. Конкурентоспособные графитовый стержень сварки меди цены на каталоги подходят для любого бюджета. Кроме того, глобальные поставщики на Alibaba.com предлагают продукты с высокой плотностью и хорошей реакционной способностью для предполагаемого рынка. Потенциальные покупатели должны найти более выгодные предложения в информативных каталогах платформы и получить большую выгоду от качества предлагаемых продуктов.
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||
| |||||


Термостойкий графитовый стержень – Bossgoo.
 com Графитовый стержень – неметаллический продукт. В качестве необходимого расходного материала перед сваркой в процессе строжки угольной дугой он изготавливается из углерода и графита с соответствующими связующими, формируется путем экструзии и обжигается при 2200 ℃. Это сделано путем покрытия слоя меди после секции. Он обладает высокой термостойкостью, хорошей проводимостью и его нелегко сломать. Он подходит для резки металла по форме, соответствующей требованиям.
com Графитовый стержень – неметаллический продукт. В качестве необходимого расходного материала перед сваркой в процессе строжки угольной дугой он изготавливается из углерода и графита с соответствующими связующими, формируется путем экструзии и обжигается при 2200 ℃. Это сделано путем покрытия слоя меди после секции. Он обладает высокой термостойкостью, хорошей проводимостью и его нелегко сломать. Он подходит для резки металла по форме, соответствующей требованиям.Графитовые стержни часто используются в качестве электронагревательных элементов в высокотемпературных вакуумных печах. Максимальная рабочая температура может достигать 3000 ° C. Легко окисляется при высоких температурах. За исключением вакуума, его можно использовать только в нейтральной или восстановительной атмосфере. Его коэффициент теплового расширения небольшой, теплопроводность большая, удельное сопротивление (8 ~ 13) × 10-6 Ом · м, обрабатываемость лучше, чем у стержня из SiC, MoSi2, высокая термостойкость, экстремальная холодостойкость и экстремальная жаропрочность, хорошая цена Дешевле .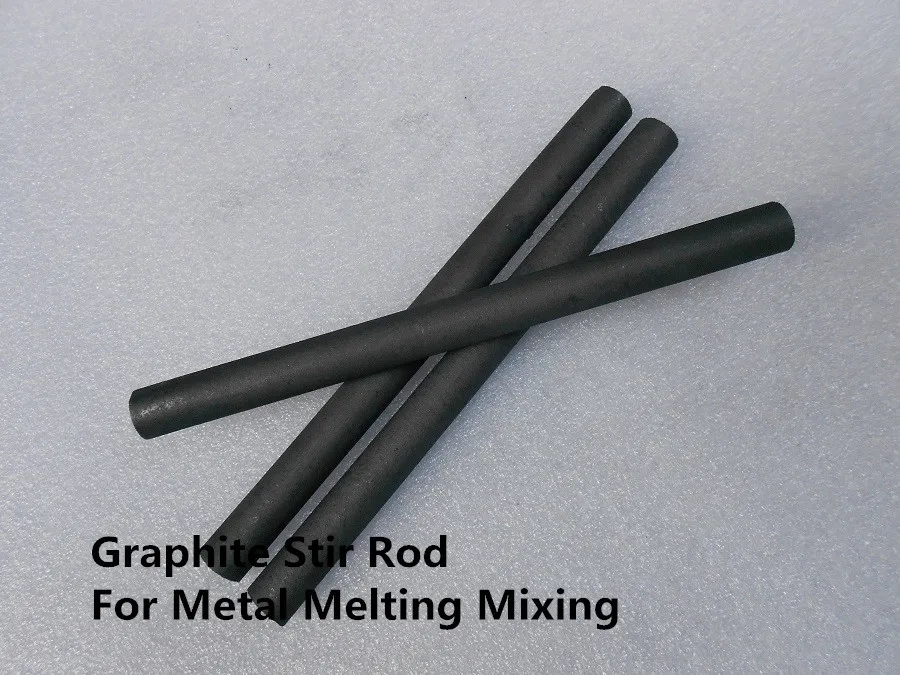
Мы являемся производителем графитовых стержней в Китае, если вы хотите купить графитовые стержни, графитовые стержни Falcon, графитовые стержневые электроды, свяжитесь с нами.
Наш графит изостатического прессования и формованный графит были испытаны в Национальном центре контроля и надзора за качеством углеродной продукции. Основные физико-химические показатели следующие: прочность на сжатие – 125 МПа, твердость по Шору – 65 градусов, удельное сопротивление – 12 мкм · м. В то же время продукты 10 мкм, 8 мкм, 6 мкм, 4 мкм уже начали крупномасштабное производство и единогласно признаны клиентами. Графитовые изделия размером 2 мкм, 1 мкм проходят испытания. Наша компания высокое качество изостатического прессования специального графита с выходом более 90%, намного опережая отрасль по выходу на 70%, первый в стране.
Основные продукты компании:
1. Блок изостатического графита
2. формованный графитовый блок
3. графитовый стержень
4. графитовая трубка
5. графитовый лист
графитовый лист
6. графитовые детали
7. графитовый тигель
8. угольная кисть
Сварка графитовым электродом. – Контактная и точечная сварка
Угольным электродом медь сваривается легко. Но процесс весьма нестабильный: легко возникает пористый шов. Что там получается с металлургией непонятно, но твердость шва несколько выше, чем твердость отпущенной меди рядом. Иногда удается получить шов и без пор, но подобрать условия, при которых процесс стабилен, трудно. Хорошо заточенный электрод более-менее позволяет управлять дугой, но обгорает, и тогда дуга начинает гулять как по электроду, так и на металле. Так что электрод приходится подтачивать периодически напильником. Электроды от батарейки служат недолго, так как выгорают не только в дуге, но и сбоку по образующей цилиндра,- разогрев ведь идет еще и на 1-2 см от, собственно, дуги. Однако для небольшой работы их хватает. Гораздо лучше использовать омедненные угольные электроды, Таковые использовались раньше в кинопроекторах (дуговая лампа), но и теперь их нетрудно купить, поискав в интернете. За счет медной рубашки электрод выгорает значительно медленнее. Так на сотню метров стыкового шва по меди М1 толщиной 1 мм потребно около 10-12 штук их. Теперь о флюсах. По меди они не нужны и даже вредны. В дуге углерод электрода испаряется и окисляется сначала до СО и затем до СО2 , то есть вы имеете четкую восстановительную зону, как в газосварке. Через маску отчетливо видно, как при приближении дуги очищается до медного блеска область шва. Использование флюсов может привести только к сложностям с управлением дугой (начинает гулять) из-за их изолирующих свойств и изменения состава газа и его течения в дуге. Это точно также, как применение флюсов усложняет пайку, если греть стык в аргоне. Работа с угольным электродом интересна еще и тем, что если вы хотите приостановить разогрев ванны, то вместо того, чтобы отвести электрод, вам достаточно окунуть в ванну конец электрода. Дуга погаснет, а чисто джоулево тепло в месте контакта имеет значительно меньшую мощность. Сей замечательный эффект позволяет “подпирать” концом электрода ванну, готовую провалиться вам на маску при выполнении потолочного шва (а потолочный шов по меди в аргоне почти немыслим, но угольком его выполнить легко.
За счет медной рубашки электрод выгорает значительно медленнее. Так на сотню метров стыкового шва по меди М1 толщиной 1 мм потребно около 10-12 штук их. Теперь о флюсах. По меди они не нужны и даже вредны. В дуге углерод электрода испаряется и окисляется сначала до СО и затем до СО2 , то есть вы имеете четкую восстановительную зону, как в газосварке. Через маску отчетливо видно, как при приближении дуги очищается до медного блеска область шва. Использование флюсов может привести только к сложностям с управлением дугой (начинает гулять) из-за их изолирующих свойств и изменения состава газа и его течения в дуге. Это точно также, как применение флюсов усложняет пайку, если греть стык в аргоне. Работа с угольным электродом интересна еще и тем, что если вы хотите приостановить разогрев ванны, то вместо того, чтобы отвести электрод, вам достаточно окунуть в ванну конец электрода. Дуга погаснет, а чисто джоулево тепло в месте контакта имеет значительно меньшую мощность. Сей замечательный эффект позволяет “подпирать” концом электрода ванну, готовую провалиться вам на маску при выполнении потолочного шва (а потолочный шов по меди в аргоне почти немыслим, но угольком его выполнить легко. Таким же манером вы можете буквально “запихивать” конец присадки в ванну. Уголь не прилипает к меди и вы восстанавливаете процесс сварки просто снова вынув конец электрода из ванны. Кроме того, работа с угольным электродом гораздо производительнее сварки меди в аргоне. И если вас не очень волнует качество шва (например, при сварке скульптур из листа), то этот метод много удобнее работы в аргоне. Антикоррозийные свойства меди сохраняются, т.к. задаются окислением поверхности меди, защищающим металл впоследствии.
Таким же манером вы можете буквально “запихивать” конец присадки в ванну. Уголь не прилипает к меди и вы восстанавливаете процесс сварки просто снова вынув конец электрода из ванны. Кроме того, работа с угольным электродом гораздо производительнее сварки меди в аргоне. И если вас не очень волнует качество шва (например, при сварке скульптур из листа), то этот метод много удобнее работы в аргоне. Антикоррозийные свойства меди сохраняются, т.к. задаются окислением поверхности меди, защищающим металл впоследствии.
Все сказанное не болтовня, а личный опыт автора, по сварке сотен метров листовой меди в условиях стройплощадки.
Да, и не вздумайте варить сталь углем – науглероживание; паять – можно, но результат не так уж и хорош.
Как производятся графитовые электроды
В процессах переработки стали и плавки используется специальное оборудование, называемое дуговой печью, для плавления и извлечения металлов. В середине процесса нагрева большие графитовые электроды переносят большое количество электричества и становятся докрасна. Но что такое графитовые электроды и как их производят?
Но что такое графитовые электроды и как их производят?
Графитовые электроды
Если вы знакомы с дуговой сваркой, вы знаете, что ток проходит от электрода (стержня) к металлическим деталям, которые вы хотите сваривать.Сварочный стержень (который сделан из такого материала, как сталь или алюминий) может содержать или не содержать флюсовый сердечник. Затем трение от электрического тока нагревает стержень, плавя его в металлическом соединении, образуя прочный сварной шов.
В дуговой печи, однако, сварочные стержни намного больше, но служат тому же основному принципу. Большие электроды (сделанные из углеродных соединений) бывают разных размеров в зависимости от потребностей сталеплавильного цеха.
Начало производственного процесса
Для начала процесса сырье измельчают вместе.Далее их смешивают с жидкой смолой. Смола представляет собой смолу типа смолы, которая при смешивании с сырьем образует смесь графита, которую затем помещают в формы. Затем формы подвергаются вибрации с высокой скоростью для уплотнения смеси.
Затем формы подвергаются вибрации с высокой скоростью для уплотнения смеси.
Процесс выпечки
Электроды превращаются в пековый кокс и спекаются, образуя сплошной электрод. Для улучшения текстуры электроды помещаются в автоклав, где они впитывают жидкую смолу. После замачивания их снова запекают для застывания состава.
Завершенный продукт
При обжиге электродов при 3000 градусах Цельсия они превращаются в графит. Чтобы создать законченный продукт, обычно требуется некоторая обработка (согласно спецификациям и потребностям заказчика).
Поскольку электроды являются расходным материалом, для вашего бизнеса важно иметь их под рукой, поэтому мы всегда поставляем высококачественные графитовые электроды.
Графитовый электрод для сварки / Электрод из углеродистой стали для сварки стали Котировки приложений в реальном времени, цены последней продажи -Okorder.com
Описание продукта:
Общая информация
Стальной сварочный электрод / графитовый электрод – это разновидность электрода из углеродистой стали. Припой представляет собой электрод типа порошка железа с низким содержанием водорода, который обеспечивает высококачественную рентгеновскую сварку. Стальной сварочный электрод можно использовать во всех положениях при сварке переменным или постоянным током с обратной полярностью.
Припой представляет собой электрод типа порошка железа с низким содержанием водорода, который обеспечивает высококачественную рентгеновскую сварку. Стальной сварочный электрод можно использовать во всех положениях при сварке переменным или постоянным током с обратной полярностью.
Подробная информация о продукте (стальной сварочный электрод / графитовый электрод)
Материал: стальной сплав
Длина: 300-500 мм
Диаметр: 2.0 мм, 2,5 мм, 3,2 мм, 4,0 мм
Рабочий ток: 150-280 А
Сварочный ток: 50-240 А
Рабочая температура: 20-40 градусов Цельсия
Применение: сварка материалов из углеродистой стали
Преимущества
Стабильная дуга, небольшое количество брызг, меньше дыма;
Более высокая эффективность наплавки;
Отличные сварочные характеристики;
Легкий повторный подрыв.
Химический состав наплавленного металла (%)
Предел текучести, psi. ..63, 800
..63, 800
Предел прочности, фунт / кв. Дюйм … 81, 200
% Относительное удлинение … 30
- Q: В чем разница между графитовым электродом SGL и графитовым электродом в целом?
- На самом деле, графитовый электрод за границей (в том числе в Японии) несколькими способами, чем мы можем контролировать штраф, один чистый, другой анизотропный (сопротивление, теплопроводность ах), как правило, контролируют, прочность отечественного сейчас также делает ну но когда мы сравниваем качественную продукцию, товары общего назначения это в основном часть показателей плохие
- Q: Использование графита в сталеплавильном производстве
- Применение графитового электрода в плавке, легированной стали, железном сплаве, графитовом электроде, сильном токе через зону плавления, дуговом электроде в электрическую печь, электрической энергии в тепло, температура повышается до 2000 градусов Цельсия, чтобы достичь цели плавления или реакции.

- Q: Для чего нужна проволочная резка графитовым электродом?
- Станок: проволока для резки, проволочная электроэрозионная машина, проволочная электроэрозионная машина для резки проволоки.
- В: Я помню более живой металл, электрон?
- C представляет собой солевой раствор металлической меди, потому что медь сначала восстанавливается до одного элемента на графитовом электроде. Кроме того, добавление разбавленной серной кислоты приводит к выделению h3, а затем H предыдущего металла.
- Q: Как графитированные электроды различают большую мощность и малую мощность?
- В электролитической ячейке ток из класса, называемого графитовой анодной пластиной, в промышленность электролитического электролиза, анод выполнен в форме пластины, так называемой графитовой анодной пластины, широко используемой в гальванике, очистке сточных вод, промышленном антикоррозийном оборудовании или специальном оборудовании. материалы.
 материалы.
материалы.- Q: Как можно получить водород электролизом гидроксида натрия с графитом в качестве электрода?
- Поскольку в расплавленном состоянии гидроксида натрия нет ионов водорода, гидроксида натрия и единственного Эта реакция должна была произойти, Na + + e = Na4OH– 4e = O2 + h3O
- Q: Электролиз растворов CuCl2 графитовыми электродами
- Электролиз – это электролиз растворов CuCl2, т.е.е., окислительно-восстановительные реакции. Так что нельзя смешивать ионизацию и электролиз.
- Q: Графит может использоваться в кислотных колоннах на химических предприятиях из-за графита
- Популяризация и использование этой технологии может привести к таким экономическим и социальным эффектам: (1) уменьшается потребление графитовых электродных блоков и снижается стоимость производства. Например, сталелитейный завод, в соответствии с годовым уровнем производства, не происходил в печи рафинирования LF с 35-недельным графитовым электродом, расчет потребления в печи рафинирования 165, с использованием технологии защиты от окисления графитового электрода, графитовый электрод может сэкономить 373 в год (153 тонны) электрод, каждый год сверхмощный электрод 16900 юаней вычисления, может сэкономить 2 миллиона 585 тысяч 700 юаней.

- Q: Почему графит может использоваться в качестве проводящего материала?
- Смазочные материалы нельзя использовать в условиях высоких скоростей, высоких температур, высокого давления, а графитовые износостойкие материалы можно использовать при температуре и высокой скорости скольжения без смазочного масла. Многие устройства для транспортировки агрессивных сред широко используются, которые изготовлены из графитового материала, поршневое кольцо, уплотнительное кольцо и подшипник, они работают без добавления смазочного масла, графита и обработки многих металлов при хорошей смазке.
- Q: Почему нельзя увеличить ток, когда графитовый электрод используется для анодного электролиза? Добавьте хлорид кальция и бикарбонат натрия в электролитическую воду
- Причина в том, что сопротивление постоянно увеличивается, количество ионов ограничено, а проводимость ограничена
1. Обзор производителя Обзор производителя | |
|---|---|
| Расположение | |
| Год основания | |
| Годовой объем производства | |
| Основные рынки | |
| Сертификаты компании | |
2.Сертификаты производителя | |
|---|---|
| a) Название сертификата | |
| Диапазон | |
| Каталожный номер | |
| Срок действия | |
3. Возможности производителя | |
|---|---|
| а) Торговая емкость | |
| Ближайший порт | |
| Доля экспорта | |
| №Сотрудников торгового отдела | |
| Язык: | |
| б) Заводская информация | |
| Заводской размер: | |
| Количество производственных линий | |
| Контрактное производство | |
| Диапазон цен на продукцию | |
| в Collection.php строка 1563 | ||
| в HandleExceptions -> handleError (8, ‘Undefined offset: 0’, ‘/ home / istanbulhairline / vendor / laravel / framework / src / Illuminate / Support / Collection.php ‘, 1563, array (‘ key ‘=> 0)) в Collection.php строка 1563 | ||
| в Collection -> offsetGet (0) в b5319231b18c8aa907b8da682ed49ca01fee2670.ph | ||
| в , включают (‘/ home / istanbulhairline / storage / framework / views / b5319231b18c8aa907b8da682ed49ca01fee2670.php ‘) в PhpEngine.php , строка 42 | ||
в PhpEngine -> AssessmentPath (‘ / home / istanbulhairline / storage / framework / views / b5319231b18c8aa907b8da682ed49ca01fee3v4323 = ” объект ( Factory ), ‘app’ => object ( Application ), ‘errors’ => объект ( ViewErrorBag ), ‘dil’ => объект ( Коллекция ), ‘dils’ => null , ‘menu’ => объект ( Коллекция ), ‘ceviriler’ => объект ( Коллекция ), ‘sayfa’ => null , ‘hizmetler’ = > объект ( Коллекция ), ‘rehber’ => объект ( Коллекция ), ‘hizmet’ => объект ( Коллекция ), ‘kvkk’ => объект ( Sayfa ), ‘sacekimi’ => объект ( Sayfa ), ‘iletisim’ => объект ( IletisimAyarlari ), ‘hakkimizda’ => объект ( Sayfa ), ‘sosyal’ => объект ( Sosyal ), ‘blog’ => объект ( LengthAwarePaginator ))) в CompilerEngine. php строка 59 php строка 59 | ||
| на CompilerEngine -> get (‘/ home / istanbulhairline / resources / views / tema / alt.blade.php’, array (‘__env’ => object ( Factory ), ‘app’ => объект ( Application ), ‘errors’ => объект ( ViewErrorBag ), ‘dil’ => объект ( Коллекция ), ‘dils’ => null , ‘menu’ => объект ( Collection ), ‘ceviriler’ => object ( Collection ), ‘sayfa’ => null , ‘hizmetler’ => объект ( Коллекция ), ‘rehber’ => объект ( Коллекция ), ‘hizmet’ => объект ( Коллекция ), ‘kvkk’ => объект ( Sayfa ), ‘sacekimi’ => объект ( Sayfa ), ‘iletisim’ => object ( IletisimAyarlari ), ‘hakkimizda’ => объект ( Sayfa ), ‘ sosyal ‘=> объект ( Sosyal ),’ blog ‘=> объект ( LengthAwarePaginator ))) в представлении .php line 137 | ||
| at View -> getContents () в View.php line 120 | ||
| at View -> renderContents () в View.php line 85 | ||
| at View -> render () в Response.php line 38 | ||
| at Response -> setContent ( object ( View )) в Response.php line 206 | ||
| at Ответ -> __ construct ( объект ( View )) в Router.php строка 615 | ||
| на Router -> prepareResponse ( object ( Request ), object ( View )) в Router.php line 572 902 | ||
| Router | at -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в Pipeline.php строка 30 | |
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в SubstituteBindings.php строка 41 | ||
| в SubstituteBindings -> handle ( объект ( запрос ), объект ( закрытие )) в Pipeline.php строка 148 | ||
| -> Освещение \ Конвейер \ {закрытие} ( объект ( Запрос )) в Pipeline.php строка 53 | ||
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в VerifyCsrfToken.php line 65 | ||
| at VerifyCsrfToken -> handle ( object ( Request ), object ( Closure )) в Pipeline.php pipe 148 | ||
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в ShareErrorsFromSession.php строка 49 | ||
| на ShareErrorsFromSession -> дескриптор ( объект ( запрос ), объект (закрытие )) в Pipeline.php строка 148 | ||
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в StartSession.php line 64 | ||
| at StartSession -> handle ( object ( Request ), object ( Closure )) в Pipeline.php line 148 | ||
| at 905 -> Освещение \ Конвейер \ {закрытие} ( объект ( Запрос )) в Pipeline.php строка 53 | ||
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в AddQueuedCookiesToResponse.php строка 37 | ||
| на AddQueuedCookiesToResponse -> дескриптор ( объект ( запрос ), объект ( закрытие )) в Pipeline.php строка 148 | 8 -> Освещение \ Конвейер \ {закрытие} ( объект ( Запрос )) в Pipeline.php строка 53 | |
|---|---|---|
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в EncryptCookies.php строка 59 | ||
| на EncryptCookies -> дескриптор ( объект ( запрос ), объект (закрытие )) в Pipeline.php строка 148 | ||
| -> Освещение \ Конвейер \ {закрытие} ( объект ( Запрос )) в Pipeline.php строка 53 | ||
| на Конвейер -> Освещение \ Маршрутизация \ {закрытие} ( объект ( Запрос )) в конвейере .php line 102 | ||
| at Pipeline -> then ( object ( Closure )) in Router.php line 574 | ||
| at Router -> runRouteWithinStack ( Маршрут ), объект ( Запрос )) в Router.php строка 533 | ||
| в Маршрутизатор -> dispatchToRoute ( объект ( Запрос )) в Router.php строка 511 | ||
| на маршрутизаторе -> отправка ( объект ( запрос )) в ядре .php line 176 | ||
| at Kernel -> Illuminate \ Foundation \ Http \ {closure} ( object ( Request )) в Pipeline.php line 30 | ||
| at Pipeline – > Освещение \ Routing \ {closure} ( объект ( Запрос )) в TransformsRequest.php строка 30 | ||
| в TransformsRequest -> handle ( объект ( Request ), объект ( Закрытие )) в трубопроводе .php line 148 | ||
| at Pipeline -> Illuminate \ Pipeline \ {closure} ( object ( Request )) в Pipeline.php line 53 | ||
| at Pipeline -> Осветить \ Routing \ {closure} ( объект ( Запрос )) в TransformsRequest.php строка 30 | ||
| в TransformsRequest -> handle ( объект ( Запрос ), объект Замыкание )) в трубопроводе .php line 148 | ||
| at Pipeline -> Illuminate \ Pipeline \ {closure} ( object ( Request )) в Pipeline.php line 53 | ||
| at Pipeline -> Illuminate \ Routing \ {closure} ( объект ( Запрос )) в ValidatePostSize.php строка 27 | ||
| в ValidatePostSize -> дескриптор ( объект ( Запрос 324 ( объект 324) объект Замыкание )) в трубопроводе .php line 148 | ||
| at Pipeline -> Illuminate \ Pipeline \ {closure} ( object ( Request )) в Pipeline.php line 53 | ||
| at Pipeline -> Illuminate \ Routing \ {closure} ( объект ( запрос )) в CheckForMainastedMode.php строка 46 | ||
| в CheckForMainastedMode -> дескриптор ( объект ( запрос 90), объект ( запрос 90), 9032 Замыкание )) в трубопроводе .php line 148 | ||
| at Pipeline -> Illuminate \ Pipeline \ {closure} ( object ( Request )) в Pipeline.php line 53 | ||
| at Pipeline -> Illuminate \ Routing \ {closure} ( object ( Request )) в Pipeline.php line 102 | ||
| at Pipeline -> then ( object ( Closure )) in Kernel.php строка 151 | ||
| at Ядро -> sendRequestThroughRouter ( объект ( запрос )) в ядре .php line 116 | ||
| at Kernel -> handle ( object ( Request )) в index.php line 59 | ||

Китай производители графитовых сварочных стержней и
Производитель пиролитического графита в Китае
Мы являемся производителем блоков из пиролитического графита, блоков из пиролитического углерода в Китае со стабильным и надежным качеством. Мы можем производить стержни и блоки из пиролитического графита марок PG и HOPG.Пиролитический графит – это новый углеродный материал, имеющий высокую
Сварочные стержни, гравировальный станок, источник питания для лазера,
Shenzhen MG Technology Co., Ltd является одним из ведущих китайских производителей и поставщиков сварочных стержней, оснащенным профессиональным заводом, мы всегда можем производить сварочные стержни по низким ценам, гравировальный станок, источник питания для лазера, программное обеспечение для лазерной резки, лазер
Китай Поставщики, производители графитовых стержней,
KIMWAN – один из ведущих производителей и поставщиков графитовых стержней в Китае, оснащенный передовыми установками и машинами.Как один из самых профессиональных производителей, мы тепло приветствуем вас купить графитовые стержни китайского производства на нашем заводе. Все продукты
Китай Поставщики, производители графитовых стержней KWHR,
Мы являемся профессиональными производителями, поставщиками и производителями графитовых стержней KWHR в Китае, оснащенными передовыми установками и машинами. Пожалуйста, не стесняйтесь покупать графитовые стержни KWHR китайского производства на нашем заводе. Все продукты обладают хорошими свойствами и
Китайские производители и завод по сварке стержней,
Производители для сварки стержней, завод, поставщики из Китая. Если у вас есть какие-либо комментарии о нашей компании или продукции, пожалуйста, свяжитесь с нами, ваше письмо будет очень признательно.Применение: с подходящим флюсом для сварки низкоуглеродистой стали или низкопрочных сплавов.
Сделано в Китае Преимущества графитового покрытия электродов
RS Производители графитовых электродов RS Group является производителем графитовых электродов RP / HP / UHP. Сделано в цене преимуществ покрытия графитового электрода в Китае. Мы стремимся производить отличные графитовые электроды на протяжении многих лет, имеем богатый опыт
Китайская фабрика и производители стержней из чистого графита
Стержни из чистого графита – Китайские производители, фабрики, поставщики Как правило, мы постоянно предоставляем вам, возможно, самую добросовестную компанию-покупателя, а также самое большое разнообразие дизайнов и стилей с использованием лучших материалов.Эти усилия включают доступность
Китай Завод по производству графитовых сварочных стержней и поставщики
Производители графитовых сварочных стержней, фабрики, поставщики из Китая, Мы приветствуем клиентов, бизнес-ассоциации и друзей со всего мира, которые обращаются к нам и стремятся к сотрудничеству для взаимной выгоды. Материал стержня из мелкозернистого графита изготовлен из высококачественной
Китай производитель сварочных электродов, RJ45 PCB
Китай поставщик сварочных электродов, разъем для печатной платы RJ45, Производители / поставщики силовых трансформаторов – Wenzhou Tianyu Electronic Co., Ltd. Сварочные электроды, разъем для печатной платы RJ45, производитель / поставщик силовых трансформаторов в Китае, предлагающий сварку E7018
Китай Производители графитовых стержней Castaway и
Обладая надежной деловой репутацией, отличным послепродажным обслуживанием и современными производственными мощностями, мы заработали отличную репутацию среди наших клиентов по всему миру в отношении графитовых стержней Castaway, сварочных электродов из углеродистой стали, электродов на углеродной основе , Графитовый листовой материал, Мы не только обеспечиваем высокое качество для наших клиентов, но, что еще более важно, наш лучший сервис и
Китай производитель сварочных электродов, сварочный стержень,
Китай поставщик сварочных электродов, сварочный стержень, Aws E7011 Производители / поставщики – Dengfeng Chengli Welding Material Factory HenanChengli Welding Material Co., Ltd., является профессиональным производителем сварочных электродов и порошковых покрытий в Китае. Мы можем
Китай Производители и завод сварочных стержней Fuji,
Производители сварочных стержней Fuji, завод, поставщики из Китая. Принцип нашей организации обычно заключается в предоставлении высококачественных товаров, квалифицированных услуг и надежной связи. Приглашаем всех друзей разместить пробный заказ на разработку долгосрочного небольшого
Графитовые электроды Китай
Китай: просмотрите информацию о 22 потенциальных поставщиках графитовых электродов на Europages, всемирной платформе поставщиков B2B.Углерод и графит – электрические компоненты (10) Железо, сталь и металлургия – импорт-экспорт (1) Смазочные материалы, графит (1) Здания
Китай Поставщики, производители графитовых стержней,
KIMWAN – один из ведущих производителей и поставщиков графитовых стержней в Китае, оснащенный передовыми установками и машинами. Как один из самых профессиональных производителей, мы тепло приветствуем вас купить графитовые стержни китайского производства на нашем заводе.Все продукты
Китайская фабрика и производители стержней из чистого графита
Стержни из чистого графита – Китайские производители, фабрики, поставщики Как правило, мы постоянно предоставляем вам, возможно, самую добросовестную компанию-покупателя, а также самое большое разнообразие дизайнов и стилей с использованием лучших материалов. Эти усилия включают доступность
Китай Производители и завод сварочных стержней Fuji,
Производители сварочных стержней Fuji, завод, поставщики из Китая. Принцип нашей организации обычно заключается в предоставлении высококачественных товаров, квалифицированных услуг и надежной связи.Приглашаем всех друзей разместить пробный заказ на разработку долгосрочного небольшого
Обработанные детали из графита по отраслям, графит
Добро пожаловать на покупку качественных и долговечных обработанных деталей из графита, применяемых в отрасли, графитовый материал, сталь, сплавы железа, нанесенные в металлургии, графит, электродный стержень для резки угольной дугой с высокой чистотой с нашего завода. Мы профессионалы как одни из ведущих
Atlantic Weld
Обладая шестидесятилетним опытом, компания ATLANTIC CHINA WELDING CONSUMABLES, INC.выросла из КИТАЙСКОГО ЗАВОДА СВАРОЧНЫХ ЭЛЕКТРОДОВ, который является первым заводом по производству сварочных материалов в Китае и в настоящее время имеет известную торговую марку «ATLANTIC», зарегистрированную в 1950 году и награжденную «Известными торговыми марками в Китае».
Китай Производители и завод сварочных стержней Fuji,
Производители сварочных стержней Fuji, завод, поставщики из Китая. Принцип нашей организации обычно заключается в предоставлении высококачественных товаров, квалифицированных услуг и надежной связи.Приглашаем всех друзей разместить пробный заказ на разработку долгосрочного небольшого
Графитовые электроды Китай
Китай: просмотрите информацию о 22 потенциальных поставщиках графитовых электродов на Europages, всемирной платформе поставщиков B2B. Углерод и графит – электрические компоненты (10) Железо, сталь и металлургия – импорт-экспорт (1) Смазочные материалы, графит (1) Здания
Производители графитовых стержней, Китай Графитовые стержни
Найдите производителей графитовых стержней из Китая.Импортный качественный графитовый стержень, поставляемый опытными производителями Global Sources. Подтвержденный поставщик Профиль регистрации бизнеса этого проверенного поставщика прошел независимую проверку в соответствующем правительстве.
Китай Поставщики, производители графитовых пластин и трубок,
KIMWAN – один из ведущих производителей и поставщиков графитовых пластин и трубок в Китае, оснащенный современным оборудованием и оборудованием.Как один из самых профессиональных производителей, мы тепло приветствуем вас купить графитовые пластины и трубки китайского производства в
высококачественный сварочный электрод
RS Производители графитовых электродов RS Group – производитель графитовых электродов RP / HP / UHP. сварочный электрод высокого качества. Мы стремимся производить превосходные графитовые электроды в течение многих лет, имеем богатый опыт, а также передовые технические решения.
Китай Производители и поставщики графитовых стержней для строжки
Графитовые стержни для строжки Производители, фабрика, поставщики из Китая, Мы тепло приветствуем друзей из всех слоев общества для сотрудничества с нами.Графитовый стержень Графитовый стержень может использоваться в литейном производстве, металлургии, различных высокотемпературных промышленных печах, стекле.
Китай Производители и завод стержней из углеродного графита,
Стержень из углеродного графита – Китайские производители, завод, поставщики Наша цель – всегда удовлетворять наших клиентов, предлагая золотую опору, превосходное качество и высокое качество для стержня из углеродного графита, стального полированного стержня, 80aplasma Резак, плоскогубцы для воздушной строжки, наш отдел исследований и разработок всегда разрабатывает с учетом новых модных идей, чтобы мы могли каждый месяц предлагать новейшие модные стили.
Поставщики графитовых стержней, производители графитовых стержней
Поставщики графитовых стержней Найдите 36 поставщиков, производителей и экспортеров графитовых стержней здесь, в EC21 Выберите поставщиков качественных графитовых стержней сейчас – EC21 Производитель сварочных материалов, электродов, сварочных материалов, сварочной проволоки, угольного графита, строжки стержни
Как сделать графитовые электроды
В процессе восстановления и плавки стали используется специальное оборудование, называемое электродуговыми печами, для плавления и извлечения металлов.Во время нагрева большой графитовый электрод пропускает большой ток и становится красным. Но что такое графитовые электроды и как их делают? Производитель графитовых электродов делится с вами.
Графитовый электрод
Если вы знакомы с дуговой сваркой, вы знаете, что ток течет от электрода (стержня) к свариваемой металлической детали. Электрод (сделанный из таких материалов, как сталь или алюминий) может содержать или не содержать сердечники из флюса. Затем трение, создаваемое током, нагревает электрод и расплавляет его до металлического соединения, образуя прочный сварной шов.
Однако в электродуговой печи электрод больше, но работает по тому же принципу. Большие электроды (сделанные из углеродных соединений) бывают разных размеров в зависимости от оборудования цеха жидкой стали.
Начало производственного процесса
Сначала измельчите сырье вместе. Далее их смешивают с жидким асфальтом. Асфальт представляет собой смолу типа смолы, которая при смешивании с сырьем образует смесь графита, а затем помещает ее в форму.Затем форму вибрируют с высокой скоростью для уплотнения смеси.
Процесс обжига
Электрод превращается в коксовую смолу и спекается, образуя твердый электрод. Для улучшения текстуры электрод попадает в автоклав, где впитывает жидкую смолу. После замачивания они снова запекаются, чтобы ингредиенты застыли.
Готовый продукт
При обжиге электродов при 3000 градусах Цельсия они превращаются в графит. Чтобы создать готовый продукт, обычно требуется некоторая обработка (в соответствии со спецификациями и потребностями заказчика).
Поскольку электрод является расходным материалом, важно обеспечить большой запас для вашего бизнеса, поэтому мы всегда предоставляем высококачественные графитовые электроды .
Китай Китай Пруток для прямой сварки RP HP Shp UHP Сварочный электрод из углеродного графита с ниппелем 4tpl Производители, поставщики, завод
Мы поддерживаем постоянный уровень профессионализма, качества, надежности и ремонтируем графитовый электрод 400 мм для дуговой печи, графитовый электрод HP 500 мм, графитовый электрод RP 700 мм.Мы придерживаемся бизнес-философии «создавать ценность для клиентов, внедрять инновации с развитием науки и технологий, использовать силу для создания качественной продукции и добросовестно обслуживать клиентов». Мы надеемся, что наши сотрудники будут интегрировать свое личное развитие в развитие компании, продолжать создавать ценность для компании и вносить свой вклад в устойчивое развитие компании.
Инструкции для графитовых электродов
1.Графитовые электроды, подверженные воздействию влаги, перед использованием следует просушить.
2. Снимите защитный колпачок из пенопласта на отверстии для запасного графитового электрода и проверьте, выполнена ли внутренняя резьба отверстия для электрода.
3. Очистите запасную поверхность и внутреннюю резьбу отверстия сжатым воздухом, не содержащим масла и воды; Избегайте использования шариков из стальной проволоки или металлических щеток для очистки.
4. Осторожно вкрутите коннектор в электродное отверстие запасного конца (не рекомендуется устанавливать коннектор непосредственно в электрод, вынутый из печи), чтобы он не задевал резьбу.
5. Вкрутите расширитель электрода (рекомендуется разбрасыватель графитового материала) в отверстие для электрода на другом конце запасного электрода.
FAQ :
Q: Вы китайский производитель? Где Китай?
A: Мы являемся производителем в округе Чэнъань, городе Ханьдань, провинция Хэбэй, Китай
Q: Если я хочу посетить наш завод, чтобы сделать заказ, как я могу туда добраться?
A: Вы можете сесть на высокоскоростной поезд или самолет, чтобы добраться до города Ханьдань, у нас есть специальный персонал на стойке регистрации.Наше расположение очень удобно на стыке трех провинций.
17. Q: Как можно гарантировать срок доставки?
A: Наши производители могут производить продукцию различных моделей и спецификаций, чтобы удовлетворить потребности клиентов, и у нас есть достаточные поставки. Время доставки оговаривается в контракте, будьте уверены.
Мы стали лидером в индустрии Китая для прямой сварки электродом из углеродного графита RP HP Shp UHP с ниппелем 4tpl.Основываясь на философии бизнеса, основанной на инновациях и прагматизме, мы полагаемся на технический прогресс, чтобы постоянно обновлять наши продукты в соответствии с требованиями клиентов. Благодаря постоянным усилиям мы накопили богатый товарный опыт и информацию о рынке, которые тесно связаны с потребностями рынка и обеспечили наилучшее преимущество для выхода на рынок сбыта. Пока мы искренне платим и искренне относимся друг к другу, ценность нашей компании будет расти и расти бесконечно.
99.9% углеродный стержень, графитовые стержни, сварочный электрод, высокотемпературный круглый стержень
| Состояние: | Новый: Совершенно новый, неиспользованный, неоткрытый, неповрежденный товар в оригинальной упаковке (если упаковка применимый). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации. … Подробнее о состоянии | Страна / регион производства: | СССР |
| Материал сварочного стержня: | Графитовый | MPN: | Не применяется |
| Тип сварочного стержня: | Графитовый электрод |