Как держать дугу при сварке металла
азы, технология, выбор тока, техника ручной дуговой сварки
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Содержание статьи
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят.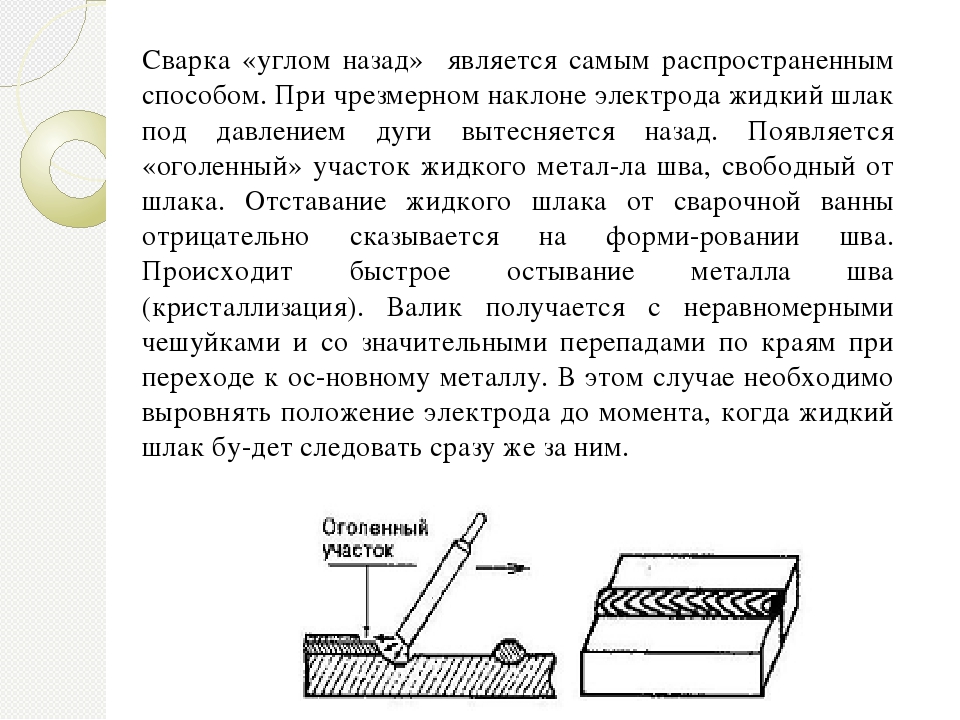 К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод.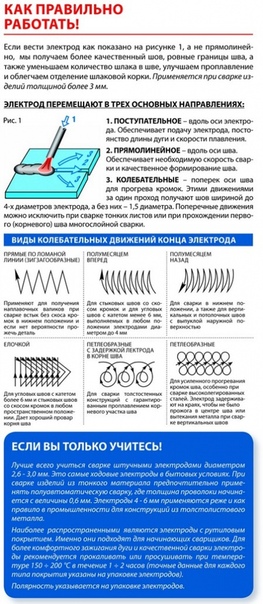 Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться.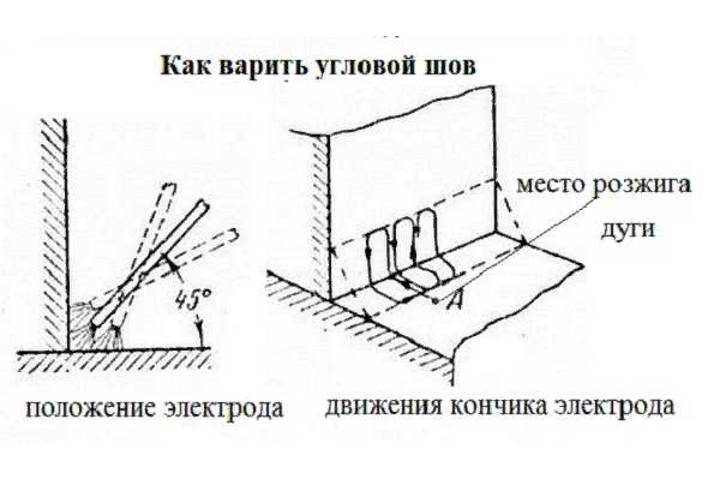 Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
- чирканьем;
- постукиванием.
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом.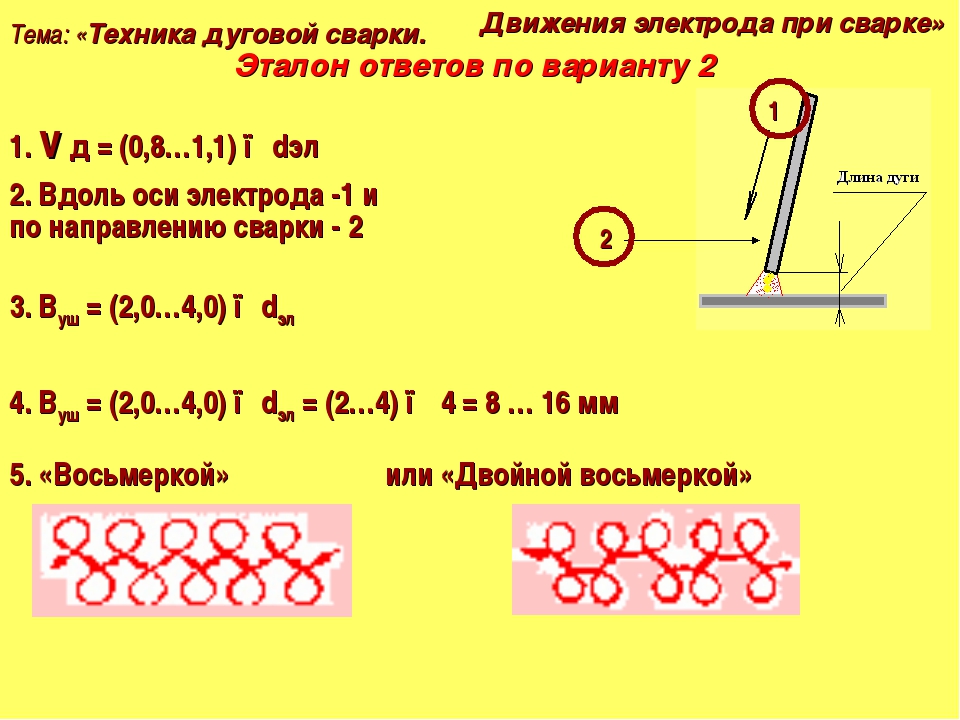 В этом случае глубина прогрева получается минимальной.
В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как сделать беседку на металлическом каркасе читайте в этой статье, а тут описано строительство сарая на металлическом каркасе.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно.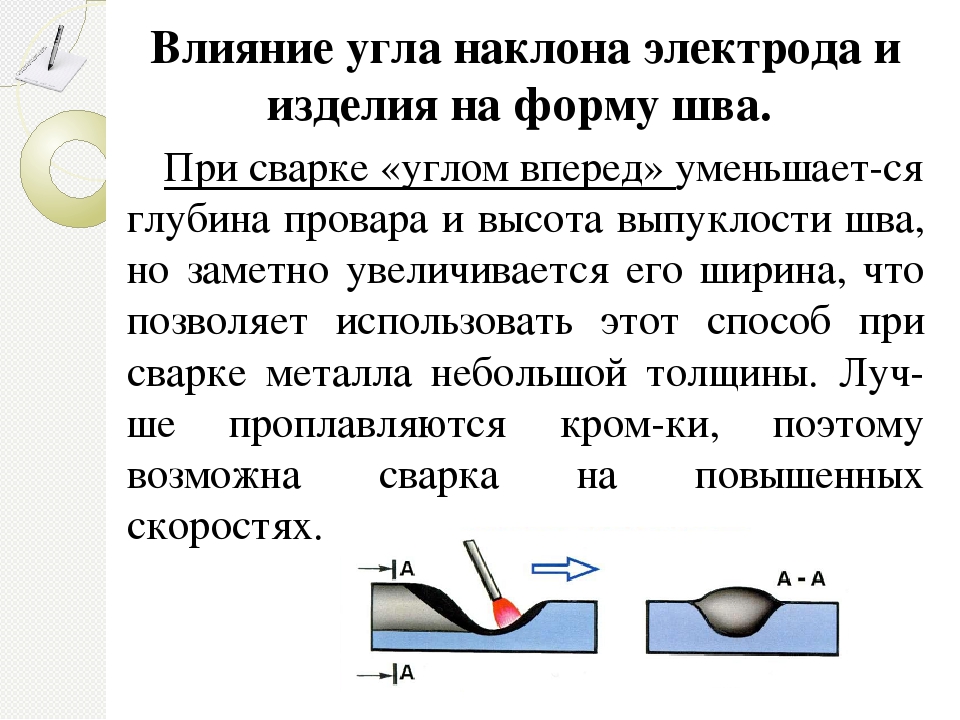 Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток.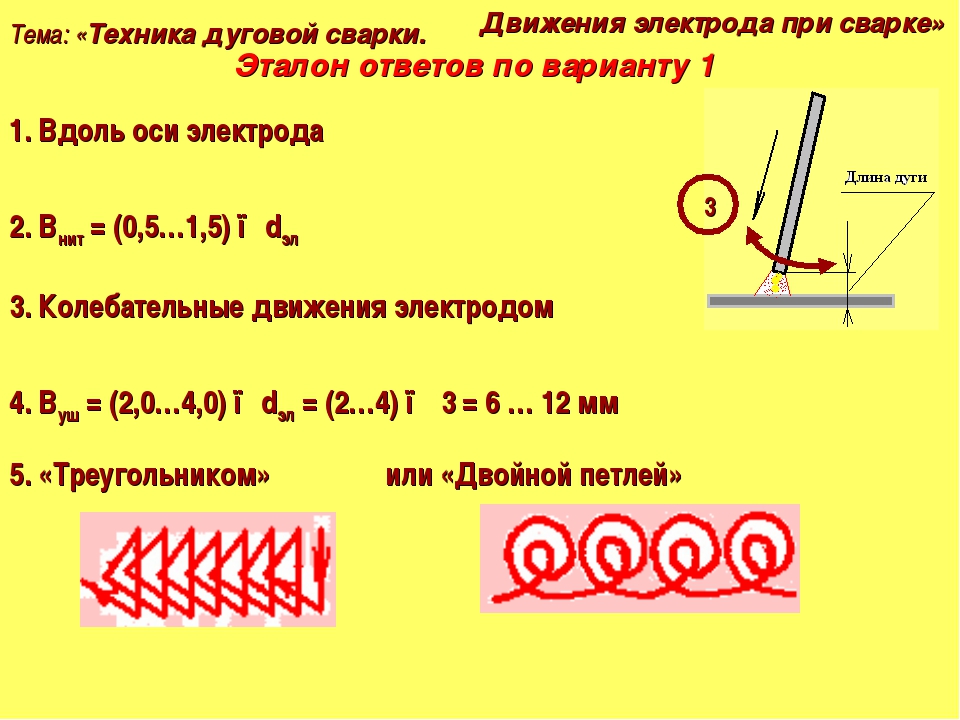 Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Наконечники для дуговой сварки
Вот несколько простых советов и приемов дуговой сварки, которые можно использовать, чтобы улучшить свои навыки сварки штангой. Давайте начнем.
Давайте начнем.
Между прочим, при сварке убедитесь, что вы носите качественные перчатки, шлем, чистые качественные линзы в шлеме и защитные очки.
Когда вы зажигаете удилище, убедитесь, что вам удобно. Нет ничего хуже, чем получить тендинит или карпельный туннель.
Я знаю, потому что он у меня есть, и я хотел бы немного лучше придерживаться некоторых эргономических положений.
Метод царапания для зажигания дуги (также известный как чистка щеткой):
Поцарапайте стержень на металле и верните стержень, чтобы образовалась лужа расплавленного металла и началась сварка.
Техника нарезания резьбы для зажигания дуги!
Для зажигания дуги можно также использовать метод простукивания. Вот как это работает. Сварочный стержень нужно держать под углом 90 градусов к основному металлу.
Вы начинаете дугу, постукивая ею по металлической поверхности.Постучав по нему, вы поднимите его примерно на диаметр сварочного стержня.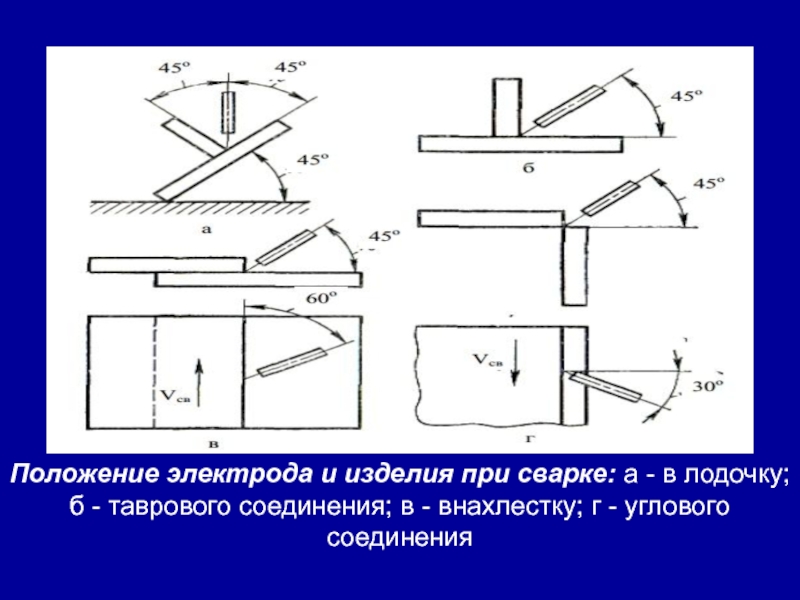 Так что, если у вас есть стержень диаметром 1/8 дюйма, вы держите его на расстоянии примерно 1/8 дюйма от поверхности.
Так что, если у вас есть стержень диаметром 1/8 дюйма, вы держите его на расстоянии примерно 1/8 дюйма от поверхности.
Вы также можете «подпрыгивать» сварочным стержнем, а не постучать по нему.
Вы узнаете, что у вас дуга, когда услышите отчетливый звук сварочной сварки, который представляет собой треск.
Сварочный стержень заедает?
Независимо от того, используете ли вы для зажигания дуги постукивание или царапание, вы можете обнаружить, что сварочный стержень прилипнет, когда вы оттянете его, чтобы начать сварку.Чтобы высвободить сварочный стержень, вы можете сделать движение запястья в сторону.
Если это не сработает, вам придется выключить аппарат для дуговой сварки или снять сварочный стержень с держателя стержня. Затем с помощью молотка отделите стержень от материала.
В дуговой сварке все дело в лужах!
Когда вы начинаете сварочную ванну, убедитесь, что дуговый зазор устойчив, и установите ваши настройки силы тока на правильном уровне, чтобы позволить вашему сварить лужу, чтобы разложить ее.
Сварочная ванна, расплавленная металл, будет следовать за теплом, выделяемым вашей дугой. Так что избегайте подрезов путем заполнения и по краям вашего материала.
Простой, но хороший наконечник для дуговой сварки – это добавить немного присадочного металла в сварочную ванну, прежде чем вынимать его и возвращать поверх сварного шва.
Всегда следить за сварочной лужей, потому что хороший сварной шов всегда достигается путем сосредоточения внимания на том, что в нем происходит. Как вы свариваете вам нужно будет контролировать, сколько наполнителя вы будете использовать, и контролировать сколько тепла выделяется, что полностью влияет на сварку лужа.
Чего вы не хотите делать, так это смотреть прямо на стержень или свет. Но вы действительно хотите сосредоточить свое внимание на расплавленный металл или сварочная лужа (другие называют это сварочной ванной).
Понаблюдайте за тем, какой объем сварного шва создается у вас. Наблюдайте за краями сварного шва и посмотрите, насколько жидким является сварной шов, и немного подрегулируйте, когда вы все это делаете.
основной контроль нагрева осуществляется настройками усилителя. Усилитель настройки на вашей машине – это то, что регулирует, какой у вас ток отправка через сварочный стержень.
Если ваши настройки слишком низкие, вы обнаружите, что сварочная лужа просто образуется под концом сварочного стержня, как показано здесь:
Но если вы увеличите ток, вы будете выделять больше тепла, и тогда вы создадите расплавленную ванну (сварочную лужу). Это примерно то место, где должна быть лужа:
Это это точка, в которой вы сможете контролировать образование сварного шва, и края лужи и начните проникать в основание металл (всегда хочется хорошего пробивания).
Хорошая лужа для дуговой сварки будет хорошо стекать с краев сварочного стержня, вот так, но не слишком сильно, потому что вы потеряете контроль над лужей:
Количество тепла, которое вы хотите произвести, изменится, если произойдет следующее:
- Толщина металла изменится.
- Изменение положения при сварке
Как Я уже упоминал выше, вы должны смотреть на лужу. И что ты хочешь понаблюдайте за тем, как сварочная лужа течет по обе стороны от сварочного шва стержень.
И что ты хочешь понаблюдайте за тем, как сварочная лужа течет по обе стороны от сварочного шва стержень.
При увеличении силы тока сварной шов будет расширяться больше и проникать глубже.
Если вы слишком сильно увеличиваете тепло, вы не сможете контролировать лужа. Итак, что вы хотите сделать, это поиграть со своей силой тока настройки до такой степени, что вы обнаружите, что получаете гладкие сварные швы а также хорошее проникновение.
Другими словами, вы хотите, чтобы усилители были как можно выше, но не до такой степени, что лужу будет трудно контролировать.
Наконечники прутков для дуговой сварки, типы и их сварочные лужи:
Сварочные стержни имеют покрытие из флюса, и эти стержни входят в разных диаметров и имеют разные характеристики, которые влияет на внешний вид сварочной лужи.
Стержни 6010 и 6011 – видна сварочная лужа:
6013 Стержни – шлак покрывает край вашей лужи. Но сварочная лужа видны с обеих сторон удочки, и лужа движется довольно легко:
7018 Стержни – Шлак покроет всю сварочную ванну.
Однако с помощью сварочных стержней 7018 вы хотите видеть лужу, текущую по бокам стержня, а также затвердевающий за ней шлак.
Кроме того, при сварке присадочный материал затвердевает под шлаковым покрытием. Но шлак все равно расплавлен. Так бывает, что шлак может капать, если вы ведете сварку в вертикальном или горизонтальном положении.
Сварщики-новички будут считать, что сварной шов слишком горячий, поскольку они видят, как капает шлак, но это не всегда так.
data-ad-format = “horizontal”> 7018 не самый простой сварочный пруток работать, но это требует небольшой практики, и вам нужно будет играть вокруг с настройками силы тока. Тем не менее, вы получите лучшее в целом сварка, если можно немного нагреть.
От чего зависит, насколько быстро металл нагревается при дуговой сварке?
Установки силы тока дают вам только необходимое тепло. Угол наклона стержней определяет, насколько быстро будет нагреваться металл.
Если ваш сварочный стержень находится под перпендикулярным углом, вы обнаружите, что расплавленный сварной шов будет распространяться быстрее, что позволит вам сваривать быстрее. скорость. Это также накладывает ограничение на то, насколько вы проникаете в свой материал. И это хорошо, если вы свариваете более тонкие материалы.
скорость. Это также накладывает ограничение на то, насколько вы проникаете в свой материал. И это хорошо, если вы свариваете более тонкие материалы.
Вы также будет наносить меньше присадочного металла, тем самым создавая сварной шов меньшего размера или у вас будет более плоский сварной шов, если есть скошенные края при использовании перпендикулярного угла.
Когда вы наклоняете сварочный стержень, вы будете меньше нагревать материал (основной металл).Это создаст возможность путешествовать по более медленная скорость, и таким образом вы можете создать больше сварного шва (выпуклый валик).
Однако, если вы возьмете слишком большой угол, вы не получите достаточно тепла основного металла, и у вас будет более тонкая ванна расплава (по внешнему виду). В валик будет складываться, и тогда вы потеряете контроль над сварочной лужей.
Это хороший угол:
Мост в большинстве случаев вы сохраните один и тот же угол стержня для большинства соединений, предполагая они были хорошо подготовлены с хорошей экипировкой.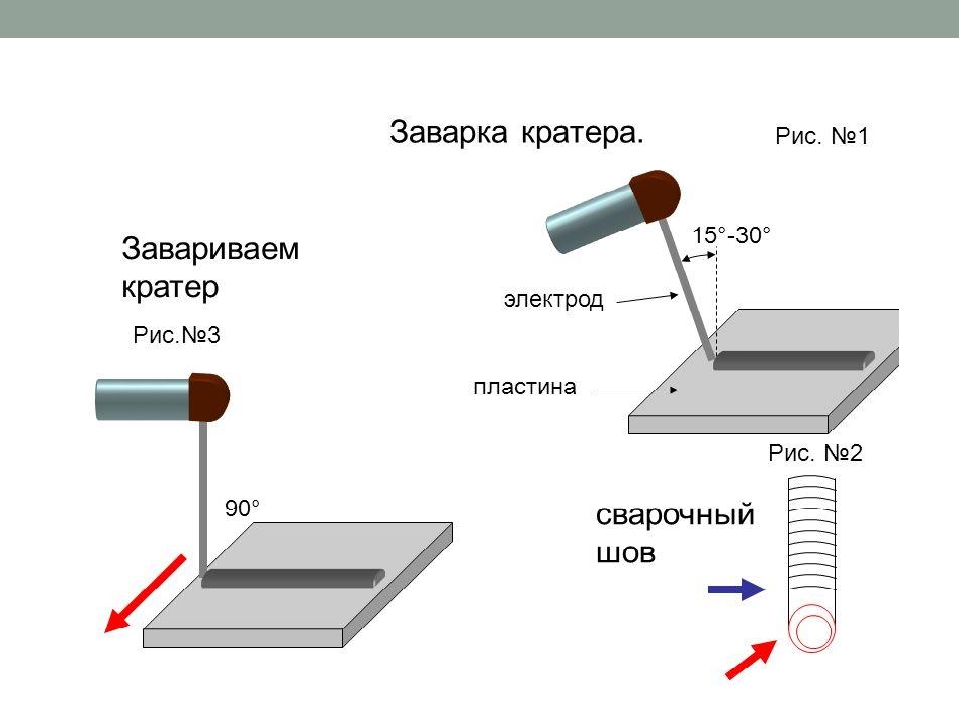 Однако бывают случаи, когда вам нужно будет изменить угол наклона стержня.
Однако бывают случаи, когда вам нужно будет изменить угол наклона стержня.
Например, вы можете нужно восполнить пробел. Так вы сделаете больше угла, который замедлится ваша скорость передвижения и, следовательно, вы поместите больше металла в разрыв. А затем вы вернетесь к исходному ракурсу, чтобы завершить сварка.
Для изменения и регулировки угла наклона стержня требуется немного немного практики. Однако тебе станет лучше, быстрее, если ты останешься расслаблен.
Основная цель здесь – удерживать расплавленную сварочную ванну в одинаковый размер по всей сварке. И не важно, если вы наклоните стержень, чтобы образовался наплавленный шов, или, если вам нужно сгладьте бусину, взяв более перпендикулярный угол. Ты всегда должен соблюдайте размер лужи со скоростью движения.
Подробнее о Arc Gap!
расстояние между металлом и концом сварочного стержня после дуги зажигание называется дуговым разрядником. Сварочные аппараты (дуговая сварка машины) используют источник постоянного тока. Итак, когда сила тока установить напряжение меняется по мере поддержания дуги.
Итак, когда сила тока установить напряжение меняется по мере поддержания дуги.
Вы не желательно, чтобы у вас дуговые промежутки были слишком короткими или длинными. Но вы можете использовать маленькие регулировка длины дуги для контроля сварочной ванны.
Обычно говоря, средний дуговый зазор хорош для создания сварного шва.
И наоборот, а короткая длина дугового промежутка ограничивает нагрев расплавленного металла, который в поворот охлаждает его.
7018 Пруток для дуговой сварки Наконечник: При использовании прутка 7018 более короткий дуговый зазор может работать хорошо, если требуется наращивание сварного шва.
Если вы немного удлините дугу, вы увеличите нагрев и распростерете сварной шов вылезти наружу.
Если вы комбинируете более длинный дуговой промежуток с более перпендикулярным под углом вы сделаете валик меньшего размера или расплющите сварной шов на более толстом металл.
Разработка собственной техники дуговой сварки!
Наиболее важным фактором при сварке является сохранение постоянство во время сварки. При изменении дугового зазора во время сварки изменить количество тепла к сварочной ванне и создать однородный сварной шов трудно.
При изменении дугового зазора во время сварки изменить количество тепла к сварочной ванне и создать однородный сварной шов трудно.
По мере изучения всех этих различных техник и технических особенностей сварки, вы вскоре обнаружите, что есть много способов выполнить сварной шов. И это причина того, что большинство сварщиков немного отличаются друг от друга.
Что есть у хороших сварщиков сделано или продолжено делать, это практиковаться и возиться со своими сварными швами, чтобы что они могут найти способы манипулировать сварочной лужей. Смотри, и контролировать его, и по мере практики вы создадите стиль сварки для сами.
Сварной шов и его воздействие на металл!
Вырабатываемое тепло воздействует на металл, которым вы являетесь. сварка. Видите ли, металл состоит из атомов, которые были связаны, образуя зерно. И когда металл, который вы свариваете, нагревается и охлаждается, вы создавать более мелкие зерна, что делает металл еще более твердым.
Охлаждение металл с медленной скоростью дает возможность атомам связываться и образовывать более крупные зерна, что, в свою очередь, делает металл мягче.
Когда вы свариваем металл, металл, который находится рядом с бусиной, на которой вы находитесь формовка становится очень горячей, что изменяет структуру металлических зерен.
А так как есть небольшой участок, который нагревается от сварного шва металл быстро остынет, и если вы следуете тому, что я говорил выше зерна образуются прямо вдоль стороны сварного шва. В зерна меньше по размеру и становятся твердыми.
Кроме того, сварной шов заставляет свариваемое соединение «вытягиваться». Другими словами, это расширяется при сварке. А когда остывает, сжимается.
The металл будет тянуться к сварному шву. Другими словами, металл движется, нет что бы ни случилось, и это вызывает напряжение в металле, если металлу негде идти.
Итак, вам нужно сварить обе стороны присоединяйтесь, когда у вас есть возможность. Вы также можете попробовать выполнить прихваточную сварку или использовать прерывистую сварку (ступенчатую сварку) вашего сварного шва, чтобы избежать таких серьезных последствий. особенно на квадратной трубе или трубе.
особенно на квадратной трубе или трубе.
При сварке металла и есть существенные проблемы с температурой, на материал.Например, если металл действительно холодный, следует предварительно нагреть материал горелкой перед сваркой. Когда вы предварительно нагреваете при замерзании металла вы увидите, как накапливается влага. Прекратите нагревать металл пока влага не исчезнет (не высохнет).
Кроме того, когда вы дуговой сваркой более твердого металла (высокоуглеродистой стали) вы, вероятно, захотите предварительно нагрейте его, потому что высокоуглеродистая сталь не любит расширения и сокращение. При остывании он может треснуть.
В сварке есть что учесть.Но не зацикливайтесь на этом слишком много. Просто сделайте все возможное, чтобы закончить сварку после ее начала.
- Не создавайте большего нароста сварного шва, чем необходимо.
- По окончании сварки дайте металлу медленно остыть.
Если ваш материал трескается или разрывается рядом со сварным швом, затем подождите секунду посмотрите на дизайн, над которым вы работаете, а также на толщину металла подходит для дизайна.
Рекомендуемые насадки для дуговой сварки Артикул:
data-ad-format = “horizontal”> .Процесс сварки | HowStuffWorks
Мы все одеты и готовы приступить к сварке. Большинство сварочных работ сегодня можно разделить на две категории: дуговая сварка и сварка горелкой.
Объявление
Дуговая сварка использует электрическую дугу для плавления рабочих материалов, а также присадочный материал (иногда называемый сварочным стержнем) для сварных соединений. Дуговая сварка включает прикрепление заземляющего провода к сварочному материалу или другой металлической поверхности.Другой провод, известный как электродный вывод, помещается на свариваемый материал. Как только этот вывод оторван от материала, возникает электрическая дуга. Это немного похоже на искры, которые вы видите, когда отсоединяете перемычки от автомобильного аккумулятора. Затем дуга плавит детали вместе с присадочным материалом, который помогает соединить детали.
Для подачи присадки в сварной шов нужны твердые руки и внимание к деталям. По мере того как стержень плавится, сварщик должен непрерывно подавать присадку в стык небольшими, устойчивыми возвратно-поступательными движениями.Эти движения придают сварным швам характерный вид. Слишком быстрое или медленное движение или удерживание дуги слишком близко или далеко от материала может привести к плохим сварным швам.
Дуговая сварка металлическим электродом в защитных оболочках (SMAW), дуговая сварка металлическим электродом (более известная как металлический инертный газ или MIG , сварка ) и дуговая сварка вольфрамовым электродом (часто называемый вольфрам инертный газ или TIG , сварка ) – все это примеры дуговой сварки.
Каждый из этих трех общих методов имеет уникальные преимущества и недостатки. Например, сварка палкой недорога и проста в освоении. Он также медленнее и менее универсален, чем некоторые другие методы. Напротив, сварка TIG сложна для изучения и требует сложного сварочного оборудования.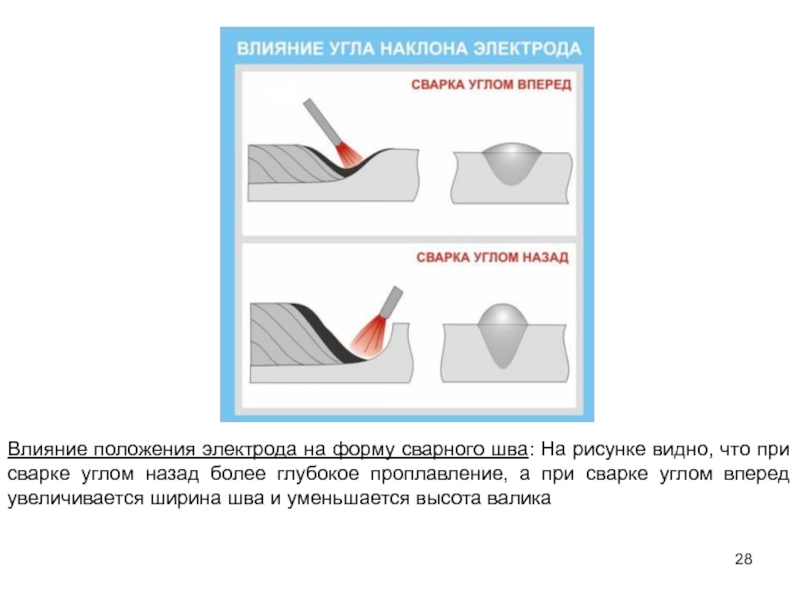 Однако сварка TIG обеспечивает высококачественные сварные швы и позволяет сваривать материалы, недоступные другими методами.
Однако сварка TIG обеспечивает высококачественные сварные швы и позволяет сваривать материалы, недоступные другими методами.
Сварка горелкой представляет собой еще один популярный метод сварки.В этом процессе обычно используется кислородно-ацетиленовая горелка для плавления рабочего материала и сварочного стержня. Сварщик одновременно управляет горелкой и стержнем, что дает ему или ей возможность полностью контролировать сварку. Хотя сварка горелкой стала менее распространенной в промышленности, она все еще часто используется для технического обслуживания и ремонта, а также в скульптурах (подробнее об этом позже).
.Предотвращение дугового удара
Дуговая дуга может вызвать ряд проблем при сварке, включая чрезмерное разбрызгивание, неполное плавление, пористость и низкое качество. Что это такое и как это предотвратить? В этой статье мы рассмотрим возникновение дуги и обсудим способы устранения и устранения этого явления для улучшения сварного шва. Выдувание дуги возникает при дуговой сварке на постоянном токе, когда поток дуги не следует по кратчайшему пути между электродом и заготовкой и отклоняется вперед или назад от направления движения или, реже, в одну сторону.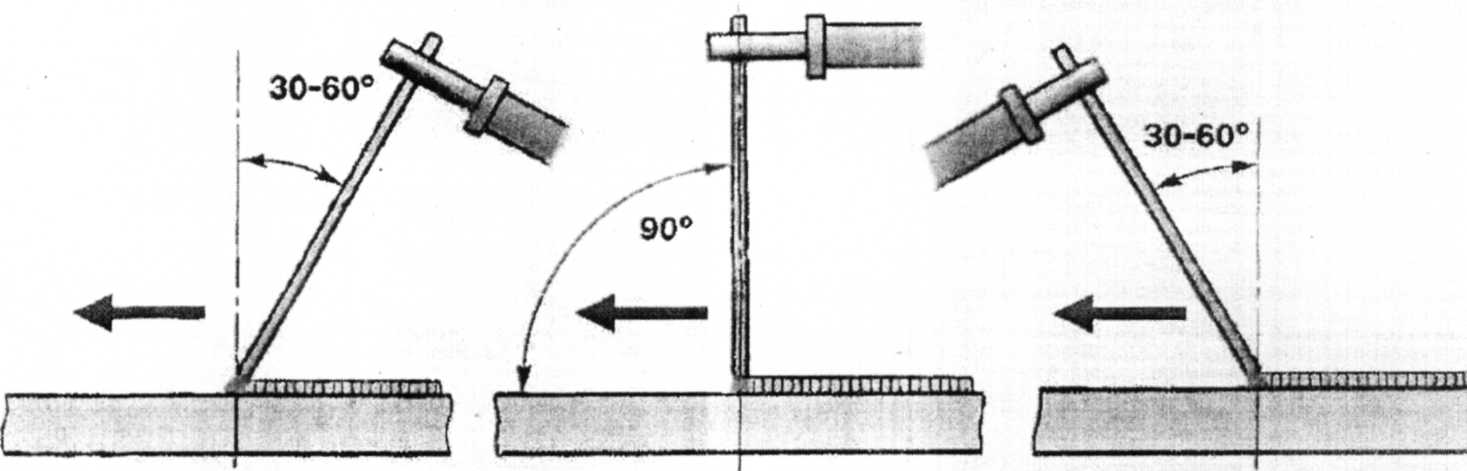
Во-первых, давайте рассмотрим некоторые термины, связанные с дугой. Обратный удар возникает при сварке по направлению к соединению детали, или концу соединения, или в углу. Прямой удар встречается при сварке вдали от места соединения детали или в начальном конце соединения. Прямой удар может быть особенно проблематичным с электродами из порошкового железа SMAW или другими электродами, которые создают большие шлаковые покрытия, когда в результате тяжелый шлак или кратер тянутся вперед и под дугу.
Магнитная дуга
Магнитная дуга возникает из-за несбалансированного состояния магнитного поля, окружающего дугу. Это неуравновешенное состояние возникает из-за того, что в большинстве случаев дуга будет дальше от одного конца соединения, чем от другого, и будет находиться на разных расстояниях от соединения детали. Дисбаланс также существует из-за изменения направления тока, когда он течет от электрода через дугу в заготовку и через нее.
Визуализация магнитного поля
Чтобы понять дугу, полезно визуализировать магнитное поле.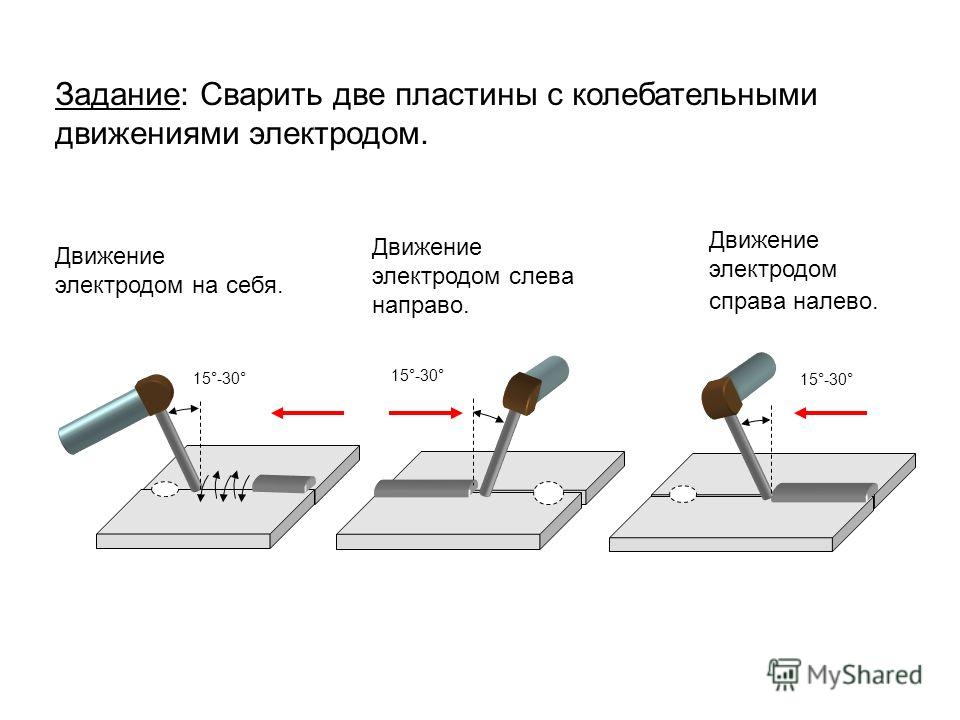 Рисунок 3-37 показывает постоянный ток, проходящий через проводник (который может быть электродом или потоком плазмы между электродом и сварным швом). Вокруг проводника создается магнитное поле или магнитный поток с силовыми линиями, которые можно представить в виде концентрических окружностей в плоскостях, расположенных под прямым углом к направлению тока. Эти круговые силовые линии уменьшаются по интенсивности по мере удаления от электрического проводника.
Рисунок 3-37 показывает постоянный ток, проходящий через проводник (который может быть электродом или потоком плазмы между электродом и сварным швом). Вокруг проводника создается магнитное поле или магнитный поток с силовыми линиями, которые можно представить в виде концентрических окружностей в плоскостях, расположенных под прямым углом к направлению тока. Эти круговые силовые линии уменьшаются по интенсивности по мере удаления от электрического проводника.
Концентрические магнитные поля останутся круговыми, если они смогут оставаться в одной среде, достаточно расширяющейся, чтобы сдерживать их, пока они не уменьшатся практически до нуля. Но если среда изменяется (например, со стального листа на воздух), круговые силовые линии искажаются и имеют тенденцию концентрироваться в стали, где они сталкиваются с меньшим сопротивлением. На границе между краями стальной пластины и воздуха происходит сжатие линий магнитного потока, вызывая деформацию круговых силовых линий.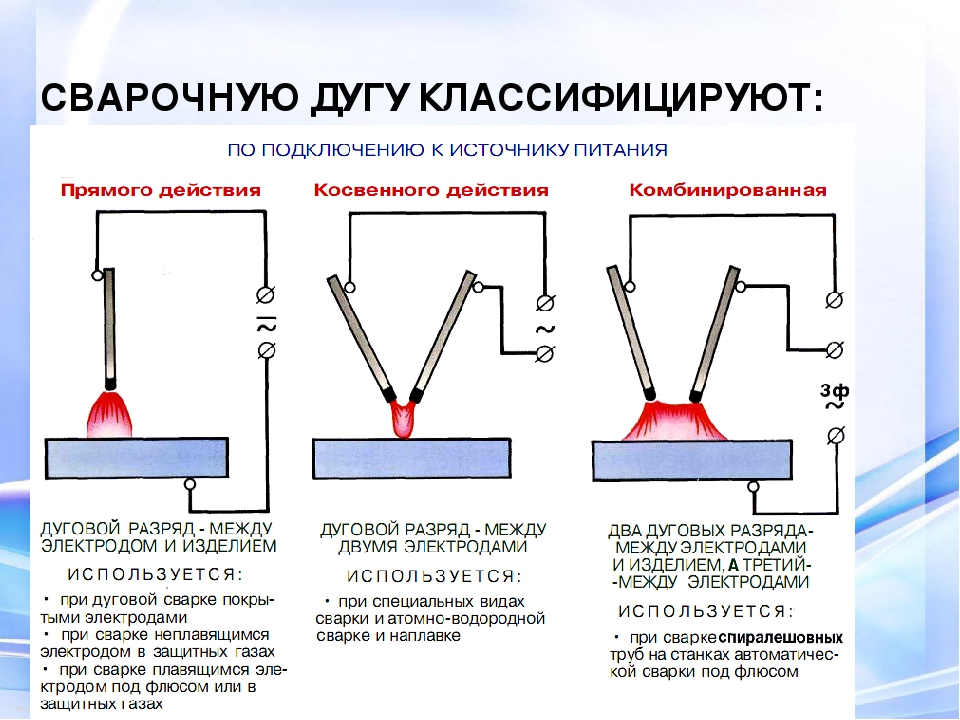 Это сжатие может привести к сильной концентрации флюса за сварочной дугой или перед ней. Затем дуга имеет тенденцию двигаться в направлении, которое ослабит сжатие и восстановит баланс магнитного поля. Он отклоняется от стороны концентрации магнитного потока. Это отклонение наблюдается как дуга.
Это сжатие может привести к сильной концентрации флюса за сварочной дугой или перед ней. Затем дуга имеет тенденцию двигаться в направлении, которое ослабит сжатие и восстановит баланс магнитного поля. Он отклоняется от стороны концентрации магнитного потока. Это отклонение наблюдается как дуга.
Рисунок 3-38 иллюстрирует сжатие и искажение полей потока в начале и конце сварного шва.Вначале силовые линии магнитного потока концентрируются за электродом. Дуга пытается компенсировать этот дисбаланс движением вперед, что создает дугу вперед. Когда электрод приближается к концу шва, сжатие происходит впереди дуги, что приводит к перемещению дуги назад и развитию обратного удара. В середине шва в двух элементах одинаковой ширины магнитное поле будет симметричным, и не будет дуги назад или вперед. Но если один элемент должен быть широким, а другой узким, в средней точке сварного шва может произойти боковой удар.
Понимание эффекта возврата сварочного тока через заготовку
Другое явление “сжатия” возникает из-за возврата тока к соединению заготовки внутри заготовки. Как показано на рис. 3-39 , магнитный поток также создается электрическим током, проходящим через заготовку к ее кабелю. Жирная линия представляет путь сварочного тока, а светлые линии представляют магнитное поле, создаваемое током.Когда ток меняет направление или поворачивает угол от дуги к детали, в точке x возникает концентрация магнитного потока, которая заставляет дугу выдуваться, как показано, в сторону от соединения детали.
Движение дуги из-за этого эффекта будет объединяться с движением, возникающим в результате концентрации, описанной ранее, чтобы дать наблюдаемый разряд дуги. Эффект обратного тока может уменьшить или увеличить дугу, вызванную магнитным потоком дуги. Фактически, управление направлением обратного тока – это один из способов управления дугой, особенно полезный при автоматических сварочных процессах.
На рис. 3-40 (a) , кабель заготовки подсоединяется к начальному концу шва, и флюс, возникающий в результате обратного сварочного тока в изделии, находится за дугой. В результате дуга будет двигаться вперед. Однако ближе к концу шва движение дуги вперед уменьшило бы общий разряд дуги за счет отмены некоторого обратного удара, возникающего из-за концентрации магнитного потока от дуги на конце заготовки, см. Рисунок 3-41 (a ). На рис. 3-40 (b) , рабочий кабель подсоединяется к окончательному концу шва, что приводит к обратному удару. Здесь это увеличило бы обратный удар дугового флюса в конце сварного шва.
Комбинация «сжатых» магнитных потоков проиллюстрирована на Рис. 3-41 (b) . Однако соединение детали в конце сварного шва может быть тем, что необходимо сварщику для уменьшения чрезмерного удара вперед в начале сварки.
Поскольку влияние сварочного тока, возвращающегося через заготовку, является менее сильным, чем концентрация вызванного дугой магнитного потока на концах заготовок, позиционирование соединения заготовки лишь умеренно эффективно для контроля дуги. Также необходимо принять другие меры, чтобы уменьшить трудности, вызванные дуговым разрядом при сварке.
Прочие проблемные зоны
Угловые и стыковые соединения с глубокими клиновидными канавками
Где еще проблема дуги? Он также встречается в углах угловых сварных швов и в сварных швах, которые требуют подготовки под глубокую сварку.Причина точно такая же, как и при сварке прямого шва – концентрация линий магнитного потока и движение дуги для снятия таких концентраций. На рисунках 3-42 и 3-43 показаны ситуации, в которых возникновение дуги постоянным током может стать проблемой.
Высокие токи
Слабый ток дает меньше дугового разряда, чем высокий. Почему? Потому что напряженность магнитного поля на заданном расстоянии от проводника электрического тока пропорциональна квадрату сварочного тока.Обычно серьезных проблем с дугой не возникает при сварке стержневым электродом на постоянном токе до приблизительно 250 ампер (но это не точный параметр, поскольку подгонка шва и геометрия могут иметь большое влияние).
Постоянные токи
Использование переменного тока значительно снижает вероятность возникновения дуги. Быстрое изменение направления тока индуцирует вихревые токи в основном металле, а поля, создаваемые вихревыми токами, значительно снижают напряженность магнитных полей, вызывающих дугу.
Магнитно-чувствительные материалы
Некоторые материалы, такие как 9% никелевые стали, имеют очень высокую магнитную проницаемость и очень легко намагничиваются внешними магнитными полями, например, от линий электропередач и т. Д.Эти материалы могут быть очень трудно сваривать из-за дуги, создаваемой магнитными полями в материале. Такие поля легко обнаруживаются и измеряются недорогими портативными гауссметрами. Поля выше 20 Гаусс обычно достаточно, чтобы вызвать проблемы при сварке.
Thermal Arc Blow
Мы уже рассмотрели наиболее распространенную форму дуги, дугу магнитной дуги, но с какими еще формами может столкнуться сварщик? Второй тип – термический дуговый. Физика электрической дуги требует наличия горячей точки как на электроде, так и на пластине, чтобы поддерживать непрерывный ток в потоке дуги.По мере продвижения электрода по заготовке дуга будет отставать. Это естественное отставание дуги вызвано сопротивлением дуги перемещению к более холодной пластине. Пространство между концом электрода и горячей поверхностью расплавленного кратера ионизировано и, следовательно, является более проводящим путем, чем от электрода к более холодной пластине. Когда сварка выполняется вручную, небольшое количество «обратного теплового удара» из-за задержки дуги не является вредным, но оно может стать проблемой при более высоких скоростях автоматической сварки или при добавлении обратного теплового удара к обратному магнитному удару. .
Выдувание дуги с несколькими дугами
Некоторые последние достижения в сварочном процессе включают использование нескольких сварочных дуг для повышения скорости и повышения производительности. Но этот тип сварки также может вызвать проблемы с дугой. В частности, когда две дуги расположены близко друг к другу, их магнитные поля реагируют, вызывая дугу на обеих дугах.
Когда две дуги близки и имеют противоположную полярность, как на рис. 3-44 (a) , , , магнитные поля между дугами заставляют их сдуть друг друга.Если дуги имеют одинаковую полярность, как на рис. 3-44 (b) , , , то магнитные поля между дугами противоположны друг другу. Это приводит к более слабому полю между дугами, в результате чего дуги сдуваются навстречу друг другу.
Обычно, когда используются две дуги, рекомендуется, чтобы одна была постоянной, а другая – переменного тока, как показано на Рис. 3-44 (c) . В этом случае магнитное поле дуги переменного тока полностью меняется на противоположное для каждого цикла, и влияние на поле постоянного тока невелико.В результате возникает очень небольшая дуга.
Еще одно часто используемое устройство – это две дуги переменного тока. Интерференция дугового разряда здесь в значительной степени предотвращается за счет сдвига фазы тока одной дуги от 80 до 90 градусов относительно другой дуги. Так называемое соединение «Скотт» выполняет это автоматически. При фазовом сдвиге ток и магнитные поля одной дуги достигают максимума, когда ток и магнитные поля другой дуги равны или близки к минимуму. В результате дуга практически не переходит в разряд.
Как уменьшить дуговое раздутие
Не все дуговые дуги вредны. Фактически, иногда может быть полезно использовать небольшое количество, чтобы помочь сформировать форму валика, контролировать расплавленный шлак и контролировать проникновение. Когда дуговая дуга вызывает или способствует возникновению таких дефектов, как подрезы, непоследовательное проникновение, искривленные валики, валики неправильной ширины, пористость, волнистые валики и чрезмерное разбрызгивание, это необходимо контролировать.
Возможные корректирующие меры включают следующее:
Если в процессе экранированной металлической дуги используется постоянный ток, особенно при токах выше 250 А, переход на переменный ток может устранить проблемы.
Удерживайте дугу как можно короче, чтобы сила дуги противодействовала возникновению дуги
Уменьшите сварочный ток – для этого может потребоваться снижение скорости дуги
Расположите электрод под углом, противоположным направлению дуги, как показано на Рисунок 3-45
Сделайте плотный прихваточный шов на обоих концах шва; часто применяйте прихваточные швы вдоль шва, особенно если посадка не плотная
Приваривайте к сильной прихватке или к уже выполненному сварному шву
Используйте технику обратной сварки, как показано на Рисунок 3-46
Приваривайте вдали от места соединения детали, чтобы уменьшить обратный удар; приваривать к соединению детали для уменьшения прямого удара
В процессах, в которых задействован тяжелый шлак, может быть желательно небольшое количество обратного удара; для этого приварите к соединению детали
Оберните рабочий кабель вокруг заготовки так, чтобы ток, возвращающийся к источнику питания, проходил через него в таком направлении, что создаваемое магнитное поле
будет стремиться нейтрализовать магнитное поле, вызывающее возникновение дуги
Направление дуги можно наблюдать при открытой дуге, но при сварке под флюсом ее сложнее диагностировать, и она должна определяться типом дефекта сварного шва.
Обратный удар обозначается следующим образом:
Брызги
Поднутрение, непрерывное или прерывистое
Узкий высокий валик, обычно с поднутрением
Увеличение проплавления
Пористость поверхности в конце сварных швов на листовом металле
Удар вперед обозначается:
Широкий валик неправильной ширины
Волнистый валик
Выточка, обычно прерывистая
Уменьшение провара
Влияние фиксации на дуговое раздутие
Следует отметить следующие моменты:
Светильники для сварки продольного шва цилиндров (см Рисунок 3-47 ) должны быть разработаны в течение как минимум 1-дюймовый зазор между опорной балкой
и работе. Зажимные пальцы или стержни, удерживающие изделие, должны быть немагнитными. Не подключайте кабель заготовки к панели резервного копирования меди; По возможности сделайте рабочее соединение
непосредственно с заготовкой.
Отшлифуйте приспособление из низкоуглеродистой стали.Это сделано для предотвращения накопления постоянного магнетизма в приспособлении.
Приварка к закрытому концу приспособлений «рожкового типа» уменьшает обратный удар
Сделайте приспособление достаточно длинным, чтобы при необходимости можно было использовать концевые лапки
Не используйте медную полосу, вставленную в стальной стержень, в качестве основы, как показано на рис. 3-48 . Стала частью панели резервного копирования увеличится дугами удара
Обеспечения непрерывного или закрытия зажима деталей, подлежащими швам сварки. Широкий прерывистый зажим может привести к образованию зазоров между точками зажима, что приведет к возникновению дуги
над зазорами.
Не вставляйте в приспособление большие куски стали только на одной стороне шва.Противовес с такой же массой на другой стороне
Понимая механику дуги и как правильно диагностировать ее в сварном шве, операторы должны иметь возможность исключить ее из своих приложений и иметь возможность создавать сварные швы без проблем, обычно связанных с дугой.
.Как сваривать алюминий TIG
Добавление большего количества присадочного металла – это один из методов, который можно использовать для достижения эффекта сложения монет при сварке алюминия с помощью GTAW.
Производство изделий из алюминия может помочь продлить срок службы деталей, снизить вес и обеспечить большую целостность при низких температурах, что делает этот материал хорошо подходящим для таких применений, как производство грузовиков и прицепов, криогенных трубопроводов и компонентов лодок.
Однако сварка алюминия сопряжена с некоторыми трудностями, от управления подводом тепла до обработки оксидного слоя.Газовая вольфрамовая дуговая сварка (GTAW) традиционно считалась основным методом сварки алюминия из-за высокой целостности сварного шва и эстетичного внешнего вида.
Достижение высококачественных сварных швов – и получение желанного внешнего вида – при сварке алюминия GTAW требует практики и навыков. Также полезно следовать некоторым основным передовым методам.
Преодоление проблем с алюминием с помощью GTAW
Хотя GTAW – медленный процесс и обычно не используется в высокопроизводительном производстве, он часто является хорошим выбором для сварки алюминия, где производительность не так важна, как качество и внешний вид.
При сварке алюминия методом газовой дуговой сварки (GMAW) присадочный металл подается в ванну, как только сварщик нажимает на спусковой крючок горелки. Эти «холодные пуски» могут привести к отсутствию плавления и недостаточному проникновению.
С помощью GTAW вы контролируете, когда добавляется присадочный металл, и можете образовать лужу и обеспечить надлежащее проникновение перед добавлением присадочного металла. Имейте в виду, что больший контроль над этой переменной добавляет еще один уровень сложности и навыков оператора по сравнению с другими процессами, такими как GMAW.
Правильный подвод тепла является критическим фактором успешной сварки алюминия GTAW. Поскольку алюминий обладает высокой проводимостью, тепло сварочной ванны можно быстро отвести. Эта характеристика требует значительного нагрева для образования сварочной ванны. Тем не менее, это тепло необходимо контролировать, чтобы предотвратить образование луж или прожог.
Нагрев при сварке зависит от силы тока и напряжения. Это означает, что чем выше напряжение дуги, тем больше мощности поступает в деталь. Хотя сварка более длинной дугой увеличивает напряжение дуги, что, в свою очередь, выделяет больше тепла, она также нагревает гораздо большую площадь материала.Это может стать причиной быстрого разрастания лужи. Чтобы этого не произошло, используйте дугу меньшей длины, чтобы локализовать тепло на небольшом участке.
Эти советы помогут не только правильно контролировать нагрев, но и улучшить результаты при сварке алюминия GTAW.
Используйте правильную полярность
Многие операторы, особенно те, кто плохо знаком со сваркой алюминия, могут не осознавать, что материал образует оксидный слой. Окисление алюминия имеет тусклый серебристый цвет, и его труднее увидеть, чем красное окисление или ржавчину на стали.Кроме того, температура плавления оксида алюминия примерно в три раза выше температуры плавления основного материала.
Алюминий является проводящим, поэтому тепло сварочной ванны можно быстро отвести. Эта характеристика требует подвода большого количества тепла для образования сварочной ванны, но контроль этого тепла является ключом к предотвращению неуправляемой лужи или прожога.
Перед сваркой очень важно очистить оксидный слой специальной проволочной щеткой из нержавеющей стали или твердосплавным резаком.Однако даже при надлежащей очистке оксидный слой немедленно начинает восстанавливаться, что может затруднить обзор сварочной ванны.
Это делает критически важным использование полярности переменного тока (AC) в процессе GTAW на алюминии. При переменном токе направление тока постоянно меняется по всему сварному шву. Полярность переменного тока обеспечивает очищающее действие, которое помогает удалить оксидный слой на алюминии, позволяя видеть расплавленную сварочную ванну.
Регулировка контроля баланса
Еще один шаг, который способствует получению хорошего сварного шва алюминия, – это установка правильного контроля баланса.Когда вы выполняете сварку с полярностью переменного тока, сварной шов имеет цикл отрицательного электрода (EN) и часть цикла положительного электрода (EP). EN часто считают стороной сварки переменного тока, в то время как EP – местом очистки или удаления оксидов. На современном сварочном оборудовании функция контроля баланса позволяет регулировать соотношение между ними в зависимости от того, что вы видите в сварочной ванне.
В то время как более старое оборудование имело действительно сбалансированное соотношение EN и EP 50-50, многие современные источники питания GTAW имеют заводскую настройку балансировки от 75 процентов EN до 25 процентов EP.Если во время сварки в луже появляются маленькие черные точки – часто называемые «перфорированием» – ваш контроль баланса не отрегулирован должным образом. Вращение регулятора баланса вниз, чтобы было меньше EN и больше EP, помогает удалить больше оксида во время сварки и должно уменьшить зазубривание.
Отключение EN для обеспечения большей очистки может потребоваться, когда вы свариваете материал, который находился в эксплуатации или подвергался воздействию элементов и, как следствие, имеет толстый оксидный слой, который не был полностью удален во время подготовки материала.Но имейте в виду, что при использовании более низкой настройки баланса (больше EP) большая часть тепла передается на вольфрам и может привести к сгибанию вольфрамового наконечника назад, что влияет на вашу способность контролировать направление дуги и расположение сварного шва.
Регулировка регулятора баланса не отменяет необходимости надлежащей подготовки материала и очистки при сварке алюминия.
Установка выходной частоты переменного тока
Еще одним фактором, упрощающим установку сварного шва, является выходная частота переменного тока. Это также можно настроить и отрегулировать на современных источниках сварочного тока.Выходную частоту переменного тока не следует путать с высокочастотным зажиганием дуги, которое используется только для зажигания дуги.
Выходная частота указывает, сколько раз в секунду источник питания переключает полярность. Старые источники питания GTAW имеют частоту 60 Гц, которая определяется входной мощностью, но современное оборудование имеет заводскую предустановку выходной частоты 120 Гц. Чем выше выходная частота переменного тока, тем стабильнее становится дуга. Это приводит к более плотному и узкому столбу дуги, что обеспечивает больший контроль направления, что позволяет легче выполнять сварку в ограниченном пространстве и точно выполнять сварку без отклонения дуги.
Понижение выходной частоты переменного тока до 80 или 90 Гц обеспечивает более широкий конус дуги, что может быть полезно при сварке внешнего углового соединения.
Используйте выходную частоту от 150 до 250 Гц для тонких материалов, которые требуют точного размещения сварного шва, чтобы предотвратить нагрев большой площади или прожиг. Для сварки толстых материалов низкая частота переменного тока от 80 до 120 Гц обычно хорошо подходит для материалов толщиной 3⁄8 дюйма и более и поможет вам получить более широкий профиль сварного шва.
Правильный подвод тепла является критическим фактором успешной сварки алюминия GTAW.
Используйте соответствующую силу тока
В GTAW сила тока регулируется ножной педалью или кончиком пальца, но лучше всего установить соответствующую максимальную силу тока на оборудовании. Практическое правило для алюминия GTAW – использовать 1 ампер на каждую тысячную (0,001) толщины материала. Другими словами, для сварки основного материала толщиной 1⁄8 дюйма (0,125) потребуется около 125 ампер.
Когда основной материал имеет толщину более дюйма, практическое правило начинает отклоняться, и требуется не такая большая сила тока.Например, вы можете сваривать 3⁄8 дюйма. материал с источником питания на 280 ампер.
Геометрия соединения также может повлиять на необходимую силу тока. Когда вы свариваете тройник, тепло может течь в трех направлениях, по сравнению со сваркой стыкового соединения, где тепло может течь только в двух направлениях. Это означает, что тройник требует большего количества тепла.
Независимая установка силы переменного тока
Некоторые современные источники сварочного тока позволяют независимо устанавливать силу переменного тока, что помогает достичь большей проницаемости и производительности.
С помощью этой функции вы можете увеличить силу тока в течение части цикла EN, чтобы добиться большего провара в сварном шве, поскольку большая сила тока обычно коррелирует с большим проваром.
Эта функция обычно используется в приложениях с более высоким током, которым может потребоваться всего 200 ампер для цикла EP для достижения необходимой очистки от оксидов, но вам может потребоваться 300 ампер для цикла EN, чтобы достичь большего проникновения. Независимая установка силы переменного тока также может предотвратить необходимость увеличения размера вольфрама, так как большая часть тепла передается на вольфрам в EP-части цикла.Источник питания с правильной технологией позволяет вам регулировать каждую силу тока независимо для достижения желаемых результатов.
Контроль баланса и независимая сила переменного тока могут звучать одинаково, но они управляют двумя разными аспектами. Регулировка регулятора баланса влияет на уровень очистки оксидов, в то время как регулировка силы тока переменного тока может обеспечить большее проникновение при сохранении геометрии вольфрама.
Добавить присадочный металл для укладки в стопку монет
Добавление больше присадочного металла – это одна из техник, которые можно использовать для получения эффекта уложенной стопки при сварке алюминия с помощью GTAW.
Поскольку присадочный металл представляет собой твердое тело, которое превращается в расплавленную жидкость, для изменения состояния материала требуется энергия – например, если положить кубики льда в стакан с горячей водой. Кубики льда тают, но вместе с тем охлаждают жидкость.
Та же идея применима к добавлению присадочного металла во время GTAW. Добавление большего количества присадочного прутка вызывает охлаждающий эффект на задней стороне сварочной ванны, что помогает придать готовому сварному шву вид стопки копеек. Добавление большего количества присадочного металла с каждым нанесением обеспечивает более выраженный внешний вид, тогда как добавление меньшего количества присадочного металла с каждым нанесением обеспечивает довольно гладкий вид сварного шва.
Хотя в этом нет необходимости, некоторые операторы также используют ножную педаль для изменения силы тока, чтобы добиться эффекта стопки монет. Разные сварщики используют разные методы, но могут добиться схожих результатов.
Сделайте безопасность приоритетом
Хотя GTAW традиционно представляет собой чистый процесс сварки без брызг, по-прежнему важно использовать надлежащие средства индивидуальной защиты, включая защитные очки, сварочную куртку, перчатки и сварочный шлем. Поскольку алюминий обладает высокой отражающей способностью и требует большого количества энергии для сварки, интенсивность дуги GTAW может вызвать солнечные ожоги открытых участков кожи.
Поскольку очень важно четко видеть дугу при сварке алюминия, подумайте о новой технологии каски, которая улучшает видимость и четкость сварочной ванны. Технология, доступная на некоторых шлемах с автоматическим затемнением, позволяет большему количеству цветов проходить через линзу, поэтому вы можете видеть больший контраст между объектами в области просмотра. Это может помочь вам добиться лучших результатов, уменьшив напряжение глаз и усталость.
.Какое положение при сварке выбрать
Человек, у которого появилось желание научиться сварочному делу, зачастую сталкивается с вопросом о том, какое положение при сварке выбрать. Ведь в зависимости от того, какое было выбрано положение и угол наклона электрода, определяется качество и надежность проделанной работы. Учитывая это, каждый нынешний сварщик-специалист наверняка когда-то задавался этим вопросом.
Сварка – это процесс, который позволяет создавать неразрывные соединения между несколькими элементами.
Сварка – это процесс образования неразъемного соединения с непрерывной структурой (т. е. создание единого цельного металла). Основным источником нагрева металла является сварочная дуга.
Дуга – это длительный устойчивый электрический разряд между двумя электродами в газовой среде, находящимися под напряжением.
Читайте также:
Как применяют сварочный кабель.
Правила использования газовой горелки.
О сварке алюминия аргоном читайте здесь.
Угол расположения электрода при сваривании
Положения электрода при сварке.
Угол наклона и положение электрода при сварке определяют, как быстро металл будет прогреваться. В основном электрод держится под углом в 45-90° к горизонтали. А самым удобным большинство сварщиков считают угол в 75°.
Оптимальное решение в подборе угла наклона основывается на выборе шва, который планируется для изготовления. Чем больше угловая вертикаль, тем глубже будет плавление металла, а шов гораздо меньше будет выпирать. Это происходит из-за того, что дуга производит давление на металлическую ванну и дает ей растекаться по краям. Находясь под наклоном, электрод с помощью силы дуги приподнимает шов и делает его более выпуклым.
Для качественного выполнения работ применяется короткая дуга. Если электрод выставлен перпендикулярно, металлическая ванна образовывается и растекается довольно быстро. Чтобы уменьшить провар на тонкой пластине, кладется ограниченное количество металла для малого шва. Если электрод держать под наклоном, тепло будет уходить из металлоконструкции и позволит уменьшить скорость электросварки для формирования швов. А если его наклон слишком большой, сварочный материал не прогреется, ванна будет узкая, а шов будет выпирать, и вы потеряете управление по краям. Для большинства подогнанных стыковых частей можно поддерживать постоянный угол наклона, чтобы получался плотный шов. Однако в некоторых ситуациях необходимо будет менять положение электрода при сваривании. Чтобы заполнить зазоры, можно будет сделать уклон более сильным, замедляя перенос металла и удерживая размер шва. Потом поднять электрод, чтобы закончить шов. Чтобы сохранять правильное расположение угла, требуется практика. При электросварочных работах нужно поддерживать свободное и расслабленное состояние.
Конструкция, которую планируют соединить методом сваривания, имеет свойство располагаться в разных плоскостях – это зависит от технологических требований выполнения данных работ. От их расположения в пространстве напрямую зависит сварное соединение и направленность шва, что позволяет подобрать специалиста в этой области и выяснить наилучший метод сваривания.
Положение пространственных кромок, которые в первую очередь подготавливаются для последующего соединения в единую конструкцию различных металлических образцов, определяет расположение швов при сварке. Существуют четыре главных положения сварочных работ: нижнее, потолочное, вертикальное и горизонтальное.
Вернуться к оглавлению
Нижнее расположение
Таблица электродов для сварки.
Такое положение зачастую применяется в тех случаях, когда подвергаются свариванию простейшие элементы и если качество соединяющего рубца не имеет особого значения. Расположение свариваемых деталей горизонтально, а электрод должен быть в вертикальном положении.
С нижнего положения можно выполнить работу двухстороннего сваривания металлического элемента, толщина которого составляет 8 мм, а также одностороннее, с толщиной, не превышающей 4 мм. Во всех приведенных выше случаях конструкция будет достаточно прочной. Единственными моментами, которые могут оказать влияние на качество, являются:
- выбор диаметра электрода;
- размер и толщина свариваемых деталей, а также зазор между ними;
- сварочный ток и его величина.
В большинстве случаев сварка в нижнем положении является лучшим вариантом для соединения в одну конструкцию различных элементов на производстве.
В процессе расплавления электродный металл под действием естественной силы тяжести переносится в сварочную ванну, расположенную в горизонтальной плоскости. Единственный изъян данного положения – это вероятность возникновения прожогов, в связи с этим необходимо обеспечить максимально полное плавление, чтобы не допустить их появление. Данную задачу способен выполнить сварщик, не имеющий большого опыта в работе и повышенной квалификации. Не учитывая этого незначительного недостатка в нижнем положении, есть смысл отдать предпочтение такому виду и стараться задействовать его на различных этапах проектирования работ по сварке.
Вернуться к оглавлению
Вертикальное расположение
В процессе сваривания вертикального шва ванна плавленого металла под действием силы тяготения стекает вниз. В связи с этим его ведут короткой дугой с целью попадания расплавленных металлических капель в центр шва. При этом сам электрод краткими движениями слегка отводят от ванны, тем самым давая капле застывать. В основном соединения в вертикальном положении осуществляются снизу вверх, в этом случае нижний, уже застывший кратер не даст возможности растекаться металлической ванне.
Угол наклона электрода в данном случае обычно вниз или вверх. Когда сварщик наклоняет его вниз, он получает возможность просматривать, как распределяется металлическая ванна по стыку шва. Если нужно выполнить соединение сверху вниз, электрод необходимо сначала выставить в положение, а когда образуется капля, потихоньку опускать ее ниже, возникает очередной кратер, и капля может удерживаться от потека вниз благодаря более короткой дуге. Лучше всего вертикальный шов сваривать на небольшом токе с диаметром электрода 0,4 см. В этом случае получится малый объем расплавленного металла в шовном кратере.
Вернуться к оглавлению
Горизонтальное расположение
Схемы движения электрода при горизонтальной сварке.
Чтобы выполнить горизонтальный шов, в верхнем листе проделывают скос кромок с целью сократить протекания расплавленного металла. Прежде чем перевести дугу на верхний лист, ее возбуждают на кромке нижнего листа, ведя вверх металлическую каплю. Также существует вариант горизонтального сваривания при участии продольных валиков. Первый накладывается при помощи электрода в диаметре 0,4 см, а остальные – 0,5 см.
Когда создается шов в горизонтальном положении, опытные сварщики рекомендуют удерживать угол электрода в 90-80°.
Нужно отметить, что дуга должна гореть максимально возможной мощностью, чтобы была возможность глубоко проплавить металлоизделие. Это значительно уменьшит влияние козырька, образующегося при сваривании электродом, расположенным под углом меньше 80°.
Чтобы получить нужную ширину шва и усиления валика, необходимо учитывать скорость сваривания, длину дуги. Соединения должны создаваться по направлению к сварке, а движения при этом должны быть колебательными.
Выдерживать угол электрода нужно, отталкиваясь от поведения образуемого шлака. Учитывая, что шлак попадает на корму, находящуюся снизу, сваривание может происходить под углом наклона 90°, а в редких моментах – и вовсе углом вперед.
Вернуться к оглавлению
Потолочное расположение
Такое положение для сваривания считается самым трудоемким. Такие соединения проделывают самой мощной дугой. Чтобы облегчить себе задачу сварки в потолочном положении, самые толстые поверхности делают менее поддающимися к расплавлению, чем электродный металл. Учитывая, что толстое покрытие конструкции плавится, гораздо медленнее электродного металла, оно образует в самом конце небольшой чехол, который содержит расплавленные капли ванны.
Шов выполняется методом приближения и удаления электрода к ванне. В процессе удаления капли на шве застывают, а дуга гаснет. При работе в потолочном положении, как и при выполнении горизонтальных и вертикальных швов, ток делают меньше, чем при сваривании элемента той же толщины в нижнем положении, на 10-20 %, а электрод стараются выбирать с небольшим диаметром.
Новичкам. Как держать одинаковый наклон электрода во время сварки для хорошего шва | Ручная дуговая сварка
Одна из причин, почему получается красивый качественный шов, это постоянный угол наклона электрода на всём протяжении сварки. Опытные ребята над этим даже не задумываются, тут всё происходит на рефлексах.
А начинающие часто сильно меняют угол наклона во время процесса. Так делать нежелательно, поэтому покажу как всё время сохранять один и тот же угол электрода к детали.
В большинстве случаев при сварке сам электрод нужно держать примерно под 45 градусов к свариваемой детали. Так будет оптимальная глубина проплавления металла и давление дуги хорошо сгоняет шлак-для электродов с рутиловым покрытием.
Если зажимаем электрод в держаке под 90 градусов. Первые моменты сварки угол к детали в 45 градусов контролируется без проблем. Но вскоре возникают сложности.
Когда сгорает примерно половина электрода-это для стержней 3 мм. Ручка держака начинает упираться в деталь-если деталь длинная. Новички начинают поднимать ручку держака и угол наклона электрода изменяется. Это нежелательно.
Просто нужно ручку держака уводить вправо, против часовой стрелки. Чем короче становится электрод, тем сильнее уводим вправо ручку. Можно уводить влево, но так будет просто неудобно кисти продолжать сварку. Наверное левшам будет проше увести влево, не знаю, я правша.
Если зажать электрод в держаке под 45 градусов, то здесь вообще проблем нет. На всём протяжении шва угол легко контролируется и до конца электрода не нужно ничего делать, просто свариваем. Единственное, пока горит первая треть электрода будет небольшое напряжение в кисти. Дальше все нормально.
Сварка потолочных швов. Просто закрепим электрод в держаке под 45 градусов. Держать ручку в кисти в горизонтальном положении удобно, поэтому электрод идёт как нужно к свариваемым деталям под 45 градусов. Для вертикальных и горизонтальных швов есть одна сложность, сейчас покажу.
Само собой электрод в держак крепим под 45 градусов. Но чтобы электрод был к детали под 45 градусов, нужно ручку держака контролировать строго вертикально. Кисти руки такое положение не совсем удобно. Поэтому кисть стремится к нормальному положению и получится вот такой небольшой завал вперёд. Тут уже электрод не будет к детали под 45 градусов. Что мы делаем.
Просто немного подгинаем электрод в держаке немного вверх. С учётом завала держака в кисти немного вперёд, это действие компенсирует недостаток в угле в 45 градусов для вертикальных и горизонтальных швов.
Когда человек только начал знакомиться с ручной дуговой сваркой, эти простые советы немного облегчат ему первые шаги. Со временем наработается свой стиль сварки. У каждого сварщика он есть и у каждого разный.
Влияние угла наклона электрода и изделия
СВАРКА УГЛОМ ВПЕРЕД
При сварке углом вперед уменьшается глубина провара и высота выпуклости шва, но заметно возрастает его ширина, что позволяет использовать этот способ при сварке металла небольшой толщины. Лучше проплавляются кромки, поэтому возможна сварка на повышенных скоростях
СВАРКА УГЛОМ НАЗАД
При сварке углом назад глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор
СВАРКА НА СПУСК
Глубина провара уменьшается, ширина шва увеличивается
СВАРКА НА ПОДЪЕМ
Глубина провара увеличивается, ширина шва уменьшается
ОРИЕНТИРОВОЧНЫЕ РЕЖИМЫ СВАРКИ КОНСТРУКЦИОННЫХ НИЗКОУЛЕРОДИСТЫХ СТАЛЕЙ
Толщина металла, мм | СОЕДИНЕНИЕ | |||||
СТЫКОВОЕ | ТАВРОВОЕ | НАХЛЕСТОЧНОЕ | ||||
Сварочный ток, А | Диаметр электрода, мм | Сварочный ток, А | Диаметр электрода, мм | Сварочный ток, А | Диаметр электрода, мм | |
1 | 25-35 | 2 | 30-50 | 2 | 30-50 | 2,5 |
1,5 | 35-50 | 2 | 40-70 | 2-2.5 | 35-75 | 2,5 |
2 | 45-70 | 2,5 | 50-80 | 2,5-3 | 55-85 | 2,5-3 |
4 | 120-160 | 3-4 | 120-160 | 3-4 | 120-180 | 3-4 |
5 | 130-180 | 3-4 | 130-180 | 4 | 130-180 | 4 |
10 | 140-220 | 4-5 | 150 – 220 | 4-5 | 150 – 220 | 4-5 |
15 | 160 – 250 | 4-5 | 160 – 250 | 4-5 | 160 – 250 | 4-5 |
20 | 160-340 | 4-6 | 160-340 | 4-6 | 160-340 | 4-6 |
Сварка покрытым электродом (ММА)
СВАРКА ПОКРЫТЫМ ЭЛЕКТРОДОМ
Режимы ручной дуговой сварки покрытыми электродами
Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима предусматривает определение значений параметров, при которых обеспечивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов.
Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода d при сварке шва в нижнем положении составляет:
S, мм … 1-2 3-5 4-10 12-24 30-60
d, мм … 2-3 3-4 4-5 5-6 6 и более
Выполнение вертикальных, горизонтальных и потолочных швов независимо от толщины свариваемого металла производится электродами небольшого диаметра (до 4 мм), так как при этом легче предупредить стекание жидкого металла и шлака из сварочной ванны. При сварке многослойных швов для лучшего провара корня шва первый шов сваривают электродом диаметром 3-4 мм, а последующие – электродами большего диаметра.
Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении шва для электродов диаметров 3-6 мм сила тока может быть определена по соотношению ТОК = (20 + 6d)d; для электродов диаметром менее 3 мм ТОК = 30d.
Из приведенной зависимости следует, что допустимая сила тока ограничена. При большой силе тока наблюдается перегрев стержня электрода. В результате ухудшаются защитные свойства покрытия, его осыпание со стержня, нарушается стабильность плавления электрода.
При сварке на вертикальной плоскости силу тока уменьшают на 10-15%, а в потолочном положении-на 15-20% против выбранного для нижнего положения шва.
Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева. При сварке углеродистых сталей-применяют переменный ток исходя из учета экономичности процесса.
Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стремиться к нижнему положению, как более удобному и обеспечивающему лучшие условия для достижения высокого качества сварного шва.
Технология выполнения ручной дуговой сварки
Технология выполнения ручной дуговой сварки предусматривает способ возбуждения дуги, перемещения электрода в процессе сварки, порядок наложения швов в зависимости от особенностей сварных соединений.
Возбуждение дуги осуществляется при кратковременном прикосновении конца электрода к изделию и отведении его на расстояние 3-5 мм. Технически этот процесс можно осуществлять двумя приемами: касанием электрода впритык и отводом его вверх; чирканием концом электрода, как спичкой, о поверхность изделия.
В процессе сварки необходимо поддерживать определенную длину дуги, которая зависит от марки и диаметра электрода. Ориентировочно нормальная длина дуги должна быть в пределах Lд = 0,5d +1,
где:
Lд – длина дуги, мм;
d – диаметр электрода, мм.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке покрытыми электродами основного типа приводит к пористости металла.
Для образования сварного шва электроду придается сложное движение в трех направлениях. Первое движение – это поступательное движение электрода по направлению его оси. Оно производится со скоростью плавления электрода и обеспечивает поддержание определенной длины дуги. Второе движение электрода направлено вдоль оси шва и производится со скоростью сварки. В результате этих двух движений образуется узкий, шириной не более 1,5 диаметра электрода, так называемый ниточный шов. Такой шов применяется при сварке тонкого металла, а также при выполнении, корня шва при многослойной (многопроходной) сварке. Третье движение – это колебание конца электрода поперек оси шва, которое необходимо для образования валика определенной ширины, хорошего провара кромок и замедления остывания сварочной ванны. Колебательные движения электрода поперек оси шва могут быть различными и определяются формой, размером и положением шва в пространстве.
При горении дуги в жидком металле образуется кратер, являющийся местом скопления неметаллических включений, что может привести к возникновению трещин. Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание ее следует производить впереди кратера, а затем переместить электрод назад, переплавить застывший металл кратера и только после этого продолжить процесс сварки. Сварщик должен внимательно следить за расплавлением кромок деталей и торца электрода, проплавлением корня шва и не допускать затекания жидкого металла впереди дуги.
Заканчивают сварку заваркой кратера. Для этого или держат неподвижно электрод до естественного обрыва дуги, или быстро укорачивают дугу вплоть до частых коротких замыканий, после чего ее резко обрывают.
Выполнение стыковых швов. Стыковые швы применяют для получения стыковых соединений. Стыковые соединения со скосом одной или двух кромок могут выполняться однослойными или многослойными швами. При сварке однослойным швом дугу возбуждают на краю скоса кромки, а затем, переместив ее вниз, проваривают корень шва. На скосах кромок движение электрода замедляют, чтобы лучше проварить их. При переходе дуги с одной кромки на другую скорость движения электрода увеличивают во избежание прожога в месте зазора между кромками. При сварке многослойным швом после заполнения каждого последующего слоя предыдущий слой тщательно зачищают от шлака, так как в противном случае между отдельными слоями могут образоваться шлаковые включения. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов блоками или каскадом. При сварке блоками (рис. 1.6) сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этого участка сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона «сварки все время находится в горячем состоянии, что предупреждает появление трещин. При каскадном методе выполняется обратно ступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них.
Рис.1
Выполнение угловых швов. Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварка угловым швом может производиться наклонным электродом и «в лодочку». При сварке наклонным электродом возможно неполное про-плавление корня шва или кромки горизонтальной детали. Во избежание непровара дугу возбуждают на горизонтальной полке в точке, отступив от границы шва на 3-4 мм. Затем дугу перемешают к вершине шва, где ее несколько задерживают для лучшего провара его корня, и поднимают вверх, проваривая вертикальную полку. Такой же процесс после некоторого перемещения электрода вперед повторяют и в обратном направлении. Угол наклона электрода в процессе сварки изменяется в зависимости от того, на какой полке в данный момент горит дуга. Начинать процесс сварки на вертикальной полке нельзя, так как в этом случае расплавленный металл с электрода будет натекать на еще холодный основной металл горизонтальной полки, в результате чего образуется непровар. На вертикальной же полке возможно образование подрезов. При многослойной сварке для лучшего провара корня шва первый слой выполняют узким или ниточным швом электродом диаметром 3-4 мм без колебательных движений.
При сварке угловым швом «в лодочку» наплавленный металл располагается в желобке, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар его корня.
Выполнение швов в нижнем положении. Эти швы являются наиболее удобными для сварки, так как в этом положении капли электродного металла .под действием собственного веса легко переходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении более удобно. В процессе сварки электрод наклоняют по направлению сварки на угол 10-20°.
Выполнение швов в вертикальном положении. В этом случае электродный металл и основной стремятся стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально (положение 1), отводится несколько вверх (положение 2). При этом застывший металл шва образует1 подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать колебательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла.
Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
Выполнение швов в горизонтальном положении. Эти швы выполнять труднее, чем в вертикальном положении. Для предупреждения стекания жидкого металла скос кромок обычно делается на одной верхней детали. Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на притупление деталей и затем на верхнюю кромку (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка листа способствует удержанию расплавленного металла от отекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их заполнения, который в процессе проваривания верхней кромки позволяет избежать потолочного положения расплавленного металла.
Выполнение швов в потолочном положении. Эти швы являются наиболее трудными. Объясняется это тем, что масса капли препятствует переносу металла с электрода в сварочную ванну, а расплавленный металл стремится вытечь из ванны вниз. Поэтому в процессе сварки нужно добиться, чтобы объем сварочной ванны был небольшим. Это достигается применением электродов малого диаметра (не более 3-4 мм) и сварочного тока пониженной силы. Основным условием получения качественного шва является поддержание самой короткой дуги путем периодических замыканий электрода с ванной жидкого металла. В момент замыкания капли металла под действием сил поверхностного натяжения втягивается в сварочную ванну. В момент удаления электрода дуга гаснет и металл шва затвердевает. Одновременно электроду сообщаются также и колебательные движения поперек шва. Наклон электрода к поверхности детали должен составлять 70-80° в направлении сварки.
Выполнение швов различной длины. Все сварные швы в зависимости от их длины условно разбивают на три группы; короткие – до 250 мм, средней длины -от 250 до 1000 мм, длинные -от 1000 мм и более.
Рис.2
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 2, а). При выполнении швов средней длины и длинных возможно короблению изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины сварного соединения к концам (рис. 2, б) и обратноступенчатым способом (рис. 2, в), сущность которого состоит в том, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. 2 г). В данном случае возможно организовать работу одновременно двух сварщиков.
Техника сварки штучными электродами MMA
Электроды для MMA-сварки подбирают по следующим критериям:
- тип сварочного тока — электроды могут быть как универсальными, так и подходящими только для переменного или постоянного тока;
- положение будущего шва — вертикальное, горизонтальное, нижнее, потолочное и т. д.;
- вид металла — сталь различных марок, чугун, медь или другой цветной металл;
- толщина свариваемого металла — от нее напрямую зависит диаметр электрода.
При подключении источника сварочного тока рекомендуется соблюдать обратную полярность: это означает, что «плюс» источника присоединяется к электроду. Расходный материал в этом случае плавится быстрее, зато уменьшается риск прожога металла.
Алгоритм сварки MMA-способом
Перед началом сварочных работ выберите то положение рук и электрода, которое наиболее удобно для вас. Область сварки должна быть хорошо видна. В идеале следует провести воображаемую линию, перпендикулярную плоскости расположения шва, и поместить электрод под 30-градусным углом к ней. Оптимальные положения для разных типов швов показаны на рисунке.
Следующий шаг — розжиг дуги. Он выполняется двумя способами: постукиванием электрода о металл или резким «чирканьем» по его поверхности — подобно тому, как зажигают спичку. Второй вариант предпочтительнее, но применять его в узких пространствах не слишком удобно.
После образования дуги следует держать электрод так, чтобы обмазка слегка касалась поверхности, и дождаться образования сварочной ванны — небольшого количества расплавленного металла, из которого и формируется шов. Приступать к работе следует в тот момент, когда центр ванны из ярко-красного станет оранжевым.
Вести электрод, образуя шов, следует медленно, буквально по паре миллиметров за одно движение. Желательно удерживать его на одном расстоянии от поверхности металла, слегка касаясь ее обмазкой. Самый простой способ выполнения надежного шва — вести электрод по прямой; зигзагообразная или другая «фигурная» траектория только усложняет процесс.
Резко обрывать шов нельзя: нужно плавно довести электрод до конца и подождать. Пока финальный кратер (углубление в поверхности) целиком заполнится расплавленным металлом. Если в ходе работы все-таки образовался прожог — не стоит сразу же пытаться заварить его; лучше сделать это после завершения основного шва, предварительно удалив с поверхности шлак и окалину.
Виды сварочных швов и техника их выполнения
Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.
Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15o-45o. Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0o до 30o. Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.
Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Руководство поUltimate SMAW, которое вам когда-либо понадобится [Обновление 2020]
Как вы, наверное, догадались, сварка штучной сваркой – это , а не , простая тема, особенно когда мы начинаем говорить о выборе электродов и всех различных методах, которые вы можете реализовать. Но не волнуйтесь, поэтому мы представляем вам полное руководство по этой веселой и интересной теме.
В этой статье вы узнаете все о:
Basic Обзор терминов для сварки штангой (SMAW) , необходимое базовое оборудование и принцип работы сварки штангой
Что можно сказать о безопасности сварщиков , выборе электродов , подготовка стыка и установка оборудования?
Различные методы сварки штучной сваркой и основные рекомендации для различных металлов.
Что такое ручная сварка?
Если вы хотите быть сверхтехнологичным (и придирчивым), тогда правильный термин для сварки штучной сваркой – это дуговая сварка металлическим электродом в защитных оболочках или SMAW. Название «сварка палкой» на самом деле является сленгом, появившимся в сообществе, потому что его гораздо легче произнести, чем другое.
Однако сварка штучной сваркой является наиболее часто используемым процессом дуговой сварки, в котором используется электрод (иногда называемый присадочным стержнем или просто стержень) и электроэнергия для сплавления металлов и заполнения стыка.
Сердечник электрода состоит из твердого металла, который затем покрывается минеральными соединениями и металлическим порошком вместе со связующим. Он обеспечивает подачу электрического тока к дуге и , что позволяет высвободить достаточное количество присадочного металла для соединения.
Как вы могли догадаться, существует множество различных размеров и типов электродов , из которых вы можете выбирать. Тот, который вы решите использовать с по , будет определять требования к напряжению дуги и силе тока.Вот почему эта тема может быть такой серой зоной, особенно если вы новичок.
Чем отличается сварка палкой, MIG и TIG?
Освоение одного из трех основных видов сварки может занять года, больших усилий и много оборудования. Итак, вам следует , вероятно, решить, что выбрать, прежде чем вы начнете тратить деньги на свою новую мастерскую.
Имея это в виду, мы рассмотрим различия здесь, чтобы вы могли понять, подходит ли вам сварка штучной сваркой. Ручная сварка – SMAW
Ручная сварка
Если вы новичок или просто хотите научиться сварке по выходным, то определенно – то, что вам нужно. Почему? Потому что это самый простой для освоения метод (основы можно освоить за одно утро), требует меньше оборудования и намного дешевле, чем MIG и TIG.
Как это работает?
- Отрицательный кабель устройства подключен к вашей работе, поэтому энергия может проходить через него и образовывать дугу при присоединении электрода.
- Вам просто нужно быстро прикоснуться к основному металлу электродом и слегка приподнять его, чтобы образовалась дуга.
- Электрод плавится после этого действия и соединяется с основным металлом, образуя «сварочную ванну».
- Когда соединение остынет, оно станет красивым и прочным.
Сварка МИГ
Этот процесс, также известный как сварка металла в инертном газе, требует от вас гораздо более глубоких знаний о защитных газах и скорости подачи проволоки. Хотя разобраться с ним проще, чем с TIG.Обычно настройка машины является самым сложным делом, поскольку на самом деле сварка относительно проста.
Как это работает?
- Вы используете пистолет для катушки, чтобы вытолкнуть электрод, чтобы образовалась сварочная ванна. Здесь электрод не имеет покрытия (как при сварке штучной сваркой).
- Вот почему вам необходимо использовать защитные газы для защиты сварочной ванны.
Сварка TIG
В зависимости от того, с кем вы разговариваете, это самое сложное из всех. Тем не менее, вы получите фантастически точные и чистые сварные швы, поэтому, как правило, TIG используется для художественных работ и сложных изделий.
Как это работает?
- В данном случае электрод не содержит присадочный материал . Вместо этого он сделан из вольфрама с чрезвычайно высокой температурой плавления.
- Наносить наполнитель нужно отдельно от «присадочного стержня».
- В одной руке вы будете держать фонарик, а в другой – наполнитель. Итак, да, здесь много многозадачности.
Недавно я написал подробную статью на эту тему, взгляните на нее: В чем разница между сваркой TIG и MIG?
Сварка штангой: оборудование
Как мы уже упоминали, сварка штангой – это самый простой из трех основных методов.Таким образом, необходимое вам оборудование тоже несложно.
Ссылки по теме: Список основных 5 основных инструментов и оборудования для дуговой сварки, который вам нужен
Сварочный аппарат состоит из четырех частей (все из которых необходимы):
- Источник питания постоянного напряжения (иногда называемый источником питания постоянного тока).
- Зажим заземления
- Инструменты для удаления шлака
- Электроды для ручной сварки (т. е. стержни для сварки)
- Держатель электрода
- Защитное оборудование
Теперь давайте посмотрим, что каждый кусок делает, не так ли?
Источник питания постоянного напряжения
Очевидно, вы не сможете начать сварку электродом, если у вас нет сварочного аппарата.Есть , так что доступно вариантов – вы даже можете купить тот, который позволяет выполнять все три метода сварки! Однако это будет довольно дорого, так что вам лучше просто купить сварочный аппарат.
Мы рекомендуем Amico Power Stick Welder , если вы новичок.
Зажим заземления
Обычно он поставляется с аппаратом для ручной сварки. Вы должны убедиться, что он надежно закреплен на вашей заготовке и подключен непосредственно к сварочному аппарату.
Инструменты для удаления шлака
По окончании сварки вам нужно очистить шлак. Мы советуем использовать стружку и молоток, прежде чем вынимать проволочную щетку.
Электроды для стержневой сварки
Убедитесь, что вы выбрали правильные электроды. Но не волнуйтесь, у нас есть целый раздел об этом ниже, чтобы помочь вам с этим запутанным аспектом.
Держатель электрода
Ага, он удерживает электрод и предохраняет вас от серьезных травм.
Защитное оборудование
Мы собираемся подробнее поговорить об защитном оборудовании чуть позже, а пока просто знайте, что вам понадобится . Правильно, это не подлежит обсуждению.
Недавно я написал статью на эту тему, взгляните на нее: 30+ необходимых сварочных инструментов и принадлежностей (экспертный опрос)
Итак, сколько всего этого
стоит ?Как и все остальное, это зависит от того, для чего вы собираетесь его использовать, от бренда, который вы решите использовать, и от вашего бюджета.Здесь нет строгого правила, и цены в любом случае имеют тенденцию колебаться в течение года. Тем не менее, мы дадим вам небольшой обзор!
За хорошего сварочного аппарата начального уровня вы должны заплатить около 300 долларов. В качестве альтернативы многие компании предлагают вариант ежемесячного финансирования, поэтому вам не нужно сразу отказываться от этой относительно большой единовременной выплаты. Мы рекомендуем выбрать сварочный аппарат Longevity Stick Weld 140.
Конечно, когда вы поднимаетесь по лестнице для сварочного аппарата, цены растут.И когда мы говорим «вверх», мы имеем в виду «вверх» – вплоть до 10 000 долларов и выше! Но не волнуйтесь, это, как правило, для тех, кому это нужно для крупного промышленного производства, и , а не Джо, который любит ходить в мастерскую по субботам.
Только будьте осторожны, чтобы не покупать какие-либо из этих действительно дешевых. Поверьте, у вас не получится сделать качественный стык, даже если вы являетесь чемпионом мира по сварке.
Чтение по теме: Portable Welding Machine – 5 вещей, которые нужно искать
Сколько времени мне понадобится, чтобы научиться сварке стержнем?
По правде говоря, это зависит от того, чем вы хотите заниматься и сколько готовы практиковать.
Для общего ремонта во дворе, по нашим оценкам, вы могли бы изучить основы примерно за 5 часов .
Ваши сварные швы будут хорошо выглядеть? Неа. Они будут довольно грубыми? Да. Но смогут ли они держаться вместе и выполнить свою работу? Абсолютно!
Однако, если вы хотите начать карьеру сварщика , вам необходимо пройти как минимум 500 учебных часов.
После этого, чтобы стать сварщиком среднего уровня, вы должны потратить примерно 900 часов практики.Для прибыльной карьеры сварщика pipe это будет намного больше – около двух лет специализированного обучения.
Ссылки по теме: Быстрый способ сваривать как профессионал – даже если вы новичок!
С какими материалами можно работать?
Поскольку теперь вы явно настроены на сварку штучной сваркой выше других вариантов, нам нужно рассмотреть, с какими материалами вы можете работать здесь.
После того, как вы приобрели все необходимое оборудование, вы можете приступить к работе с любым из следующих материалов:
Хотя мы использовали здесь алюминий, это действительно не лучший вариант.Тем не менее, вы можете справиться со своей задачей с помощью сварки штангой.
Вам необходимо убедиться, что ваша заготовка достаточно толстая, поскольку сварка штучной сваркой приведет к разрушению тонкого листового материала. Как правило, этот метод отлично подходит для ремонта тракторов, работы с сельскохозяйственным оборудованием, строительства электростанций, сварки труб и использования металлов толщиной более 1/16 дюйма.
Здоровье и средства индивидуальной защиты
Сварка палкой достаточно опасна, так как без дополнительной проблемы, связанной с отсутствием надлежащих средств индивидуальной защиты.Вот почему убедиться, что вы приобрели (и носите) подходящую одежду, – это , необходимое , чтобы вы получали удовольствие и при этом оставались в безопасности.
Итак, что именно вам нужно? Давайте углубимся в детали.
Защита глаз и лица
При сварке стандартная практика требует, чтобы вы носили шлем, защитные очки, щитки для рук и защитные очки.
Точная защита глаз, которую вы должны носить, зависит от конкретной задачи, которую вы выполняете.Поскольку это довольно обширная тема, мы рассмотрим здесь только основы.
Связанное чтение: Как долго длится вспышка горения сварщиков? Симптомы и лечение
Прозрачные линзы
Они отлично подходят для защиты глаз от ударов. В этом случае удар может быть вызван брызгами, летящими частицами или искрами.
Иногда вам понадобятся защитные очки с боковыми щитками, но в других случаях вам понадобятся защитные очки, чтобы они плотно закрывали весь глаз.Все сводится к работе дома.
Сварочные шторы
Как уже известно большинству людей, свет, который попадает во время процесса сварки, невероятно яркий. Неудивительно, что повреждение сетчатки – обычная проблема в сварочном сообществе, верно?
Поэтому были изобретены сварочные шторы. В них используется очень темный фильтр, который позволяет безопасно смотреть на дугу .
Недавно я написал статью на эту тему, взгляните на нее: Что означает номер сварочного оттенка? А как насчет безопасности?
OSHA (также известное как Управление по охране труда) представляет собой инфографику правил, которая позволяет вам легко выбрать правильный фильтр в зависимости от выполняемой вами работы.Чтобы помочь вам, ниже приведены основные сведения об этом:
| Размер электрода 1/32 дюйма | Ток дуги | Минимальный защитный оттенок | ||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ниже 3 | Менее 60 | 7 | ||||||||||||||||||||||||||||||
| от 3 до 5 | от 60 до 160 | 8 | ||||||||||||||||||||||||||||||
| от 5 до 8 | от 161 до 250 | 10 | ||||||||||||||||||||||||||||||
| Более 8 | от 251 до 550 | 9 Однако здесь следует упомянуть, что эти экраны редко соответствуют требованиям по защите от ударов.В этом случае вам может потребоваться надеть защитные очки под лицевым щитком.КаскиОбычно, когда мы говорим о касках при сварке, мы не имеем в виду стандартную каску, которую носит любой на стройке. Вместо этого мы говорим о моделях с удлиненными шейными шейками, которые защищают всю голову, лицо и (как вы уже догадались) шею. Вы можете найти те, у которых есть линзы с автоматическим затемнением, которые позволяют выполнять практически любой сварочный проект без необходимости выяснять, какие очки вам нужны.Просто позвольте шлему сделать это! Связанное чтение: Как выбрать сварочный шлем? Что следует учитывать? ОдеждаОпять же, наиболее подходящая одежда будет варьироваться в зависимости от конкретной работы, которую вы выполняете. Тем не менее, вы должны убедиться, что на вас достаточно материала, чтобы защитить себя от радиационных ожогов, искр и брызг. По сути, все ваше тело должно быть прикрыто. Вам следует выбирать темную одежду из кожи, шерсти или невероятно плотного хлопка, поскольку она не отражает свет из-под шлема.Кроме того, материалы прочные, что снижает риск их плавления или разрыва. Еще один аспект, о котором мы должны упомянуть, заключается в том, что вам не следует закатывать рукава (независимо от того, насколько вам жарко), а также не следует застегивать брюки. Эти рулоны могут уловить очень горячий мусор, который может серьезно повредить вам. Наконец, вы должны надеть огнестойкие перчатки перед тем, как начать. Хотя вы можете получить стандартные кожаные сварочные перчатки, лучше всего покупать перчатки, так как они защищают всю вашу руку. Как подготовить стык для сварки штангойК сожалению, вы не можете просто включить аппарат и приступить к сварке стыка. Вы должны выполнить некоторую подготовку, чтобы подготовить металл к процессу сварки. Мы просто углубимся в детали, так как мы уверены, что вам не захочется читать кучу вафель! Первое, что вам нужно сделать, это убедиться, что все дефекты устранены. Если вы пренебрегаете этим шагом, ваш сварной шов не получится, как бы вы ни старались.
Все вышеперечисленное должно выполняться независимо от того, какой тип соединения вы выполняете. Однако есть определенные подготовительные шаги, которые необходимо предпринять в зависимости от типа сустава. Имея это в виду, мы рассмотрим каждую из них по очереди. Типы соединений Узнайте больше о сварке Соединения здесь: 5 типов сварных соединений и их использование – полное руководство Подготовка стыкового соединенияВы можете подготовить этот тип соединения несколькими способами, а именно: скалывание, пламя, ножницы, резка или обычная шлифовальная машина по металлу.Обычно сварщики выбирают шлифовальный станок, так как это менее хлопотный метод. Для более тонких металлов необходимо использовать соединение с одной V-образной или одной U-образной канавкой. Но для более толстых материалов вам следует использовать двойной V-образный или двойной U-образный шарнир. Подготовка кромочного соединенияВозможно, вы не будете выполнять так много стыковых стыков с помощью сварки штучной сваркой, поскольку этот тип стыка обычно используется на очень тонких металлах и, следовательно, создает более слабый сварной шов. Сказав это, вы можете выполнить стыковку кромок с более толстыми материалами для усиления, но, как правило, оставьте это для более тонких металлов. Если вам не нужны фаски, вам нужно сделать очень немного с точки зрения подготовки. Просто очистите, прихватите и сварите! Но в некоторых случаях вам понадобится для снятия фаски по краям, чтобы добиться наилучшего сплавления. Подготовка углового соединенияВам нужно будет решить, хотите ли вы здесь угловое соединение: закрытое (когда металл полностью прилегает друг к другу перед сваркой), полуоткрытое или полностью открытое угловое соединение. В качестве альтернативы вы можете выполнить угловое соединение угловым сварным швом, но оно, как правило, используется только для резервуаров и ящиков. Lap Joint PrepХотя офсетные соединения внахлестку (есть много изображений в сети, если вы хотите быстро освежить, как они выглядят) прочнее, их может быть намного сложнее подготовить. Почему? Потому что скос, который вам нужно создать, находится под невероятно жестким углом. Tee Joint PrepВам необходимо убедиться, что вы скошили правильные края, когда готовитесь к выполнению тройникового соединения. Затем прихватите его с каждой стороны перед укладкой валика. Обозначения электродов для стержневой сваркиЭто та деталь, которую некоторые из вас ждали с самого начала! Здесь мы собираемся погрузиться в смысл обозначений электродов и как выбрать подходящий для работы. Итак, давайте продолжим со значениями обозначений, ладно?
Когда сварка штучной сваркой впервые стала «вещью», обозначение всегда начиналось с буквы «E». Конечно, имелся в виду электрод. Однако с годами от этого отказались, поэтому теперь вы обычно просто найдете на них цифры. Связанное чтение: Для чего нужен сварочный стержень 6011? Каковы преимущества? Первые две цифры говорят о прочности присадочного металла внутри электрода. Следовательно, электрод 7018 имеет минимальную прочность на разрыв 70 000 фунтов на квадратный дюйм сварного шва. Откуда нам это знать? Потому что первые два числа – 7 и 0! Сварной шов примерно в два раза прочнее стали, с которой он соединяется, – довольно удивительно, если подумать. Последняя половина обозначения обозначает экранирование электрода. Чем больше число, тем больше защиты и / или металла выделяется при сварке. Таким образом, мы можем сказать, что у 7018 намного больше покрытия, чем у электрода 6010. Теперь, когда вы понимаете, что на самом деле означает это обозначение, мы можем перейти к обсуждению того, какие из них лучше всего подходят для различных типов металла. Ссылки по теме: Вот почему сварочные стержни необходимо нагревать Выбор электродов для сварки стальных стержнейНиже вы можете найти лучшие электроды для сварки стали.Не стесняйтесь пропустить, если сталь вам не нравится!
Самыми популярными здесь, как правило, являются 7018, 6013 и 6010.Если вам нужен сварочный электрод общего назначения, то 6013 – простой вариант! Stick Выбор сварочного электрода из нержавеющей сталиКогда вы работаете с нержавеющей сталью, сорт металла, который вы свариваете, будет играть огромную роль в том, который вы решите выбрать. Вы можете использовать более двух электродов, но мы рассмотрим два основных, иначе мы будем здесь навсегда! Электрод 308L – самый распространенный среди сварщиков, работающих с нержавеющей сталью.Его можно использовать с нержавеющей сталью марки 304. В качестве альтернативы вы можете использовать электрод 309L, который можно использовать при работе с обычной сталью. В конечном итоге вам решать, какой из них вы предпочтете. Связанные : Есть ли срок годности сварочных электродов? Срок годности электродов Выбор электродов для сварки алюминия при помощи стержняКак мы уже говорили ранее, сварка алюминия электродом – не лучший вариант. Если вы все равно хотите попробовать, просто убедитесь, что ваша заготовка толстая, чтобы она могла противостоять металлу сварщика. Вам следует использовать электрод 4043, так как вы можете сваривать в вертикальном, плоском и горизонтальном положениях. Просто имейте в виду, что вы напрашиваетесь на проблемы, если ваш алюминий имеет толщину менее дюйма. Установка сварочного аппарата для стержневой сваркиПосле того, как вы выбрали электрод (с которым вам помог бы предыдущий раздел), пора переходить к настройке аппарата. Конечно, есть много способов сделать это, но мы просто рассмотрим основы для всех вас, начинающих. Где-то на вашем сварочном аппарате (обычно на передней панели) вы найдете две розетки. Здесь необходимо подключить сварочный аппарат и электрододержатель:
Методы сварки штангойПеред тем, как приступить к сварке, вам нужно будет убедиться, что вы хорошо разбираетесь в различных техниках, попрактиковавшись на металлоломе.Таким образом вы сможете разобраться в положении рук и привыкнуть к выполняемым движениям. 1. Зажигание дугиПоскольку это почти весь процесс, мы начнем с зажигания дуги. Во-первых, убедитесь, что электрод правильно вставлен в электрододержатель. Затем включите сварочный аппарат. Второй шаг – приложить конец электрода к металлу. Затем вам нужно будет невероятно быстро перетащить его по нему.Представьте, что вы зажигаете спичку – это именно то движение, которое вам нужно. После образования дуги нужно немного приподнять наконечник, чтобы можно было маневрировать. Если это ваш первый раз, вероятно, электрод прилип к металлу. Все, что вам нужно сделать в этом сценарии, – это слегка повернуть его, чтобы сломать и начать заново. Связанное чтение: Вы толкаете или тянете при сварке стержнем? Какой правильный? 2. Взбивание электродаЕсли вы используете электроды, у которых нет большого количества флюса, тогда вам необходимо использовать эту технику взбивания, иначе они застрянут в сварном шве. Здесь вы используете движение вперед и назад, которое помогает избавиться от загрязнений. Имейте в виду, что он, как правило, используется для более тонких материалов, а не для более толстых материалов, которые вы можете использовать при сварке стержнем. 3. КругиЭто отличный вариант для новичков. Независимо от того, какой электрод вы используете, вы можете делать круговые движения, чтобы контролировать скорость вашего движения через соединение. На каждом круге слегка продвигайтесь вперед, чтобы пройти по стыку, и у вас получится довольно аккуратный сварной шов. 4. ПлетениеПлетение обычно используется для широких сварных швов, поскольку его легче контролировать. Однако опытные сварщики любят использовать его и с узкими соединениями, потому что они лучше умеют минимизировать свои движения. Итак, как это делается? Давайте взглянем.
5. ЗАЖИМЫХотя это не метод, так сказать, – это аббревиатура , которая помогает вам вспомнить, что нужно для создания отличного сварного шва. «C» означает силу тока (также известную как сила тока). Установка слишком большого или слишком низкого значения приведет к грубому сварному шву. Связано: В чем разница между сваркой на переменном и постоянном токе? «L» обозначает длину дуги. Постарайтесь держать это крепко.Таким образом, вам не придется иметь дело с его потенциальным выходом из строя или прилипанием электрода к пластине. Буква «A» обозначает угол наклона электрода. Мы собираемся поговорить об этом (в следующем разделе), поскольку этот не влияет на качество окончательного сварного шва. Буква «M» обозначает манипуляции с электродом . В зависимости от того, какое обозначение вы используете, вам придется совершать круговые движения (как мы говорили ранее), чтобы контролировать скорость движения. Буква «S» обозначает скорость движения. Скорость, с которой вы двигаетесь, влияет на внешний вид борта, поднутрения и подвод тепла. Углы и положения сварочного стержняЧестно говоря, по мере того, как вы набираетесь опыта, подойдет любой угол. Однако мы собираемся поговорить об общих правилах, которых придерживаются практически все начинающие и / или промежуточные сварщики. Прежде чем вы продолжите чтение, вот статья, которую я написал о 4 основных положениях сварки, которые вы должны знать – Полное руководство. В некоторых случаях сварка под «правильным» углом будет невозможна. В этих случаях у вас нет другого выбора, кроме как использовать угол, который технически не разрешен . Сварочные позиции В конце концов, при достаточной практике это станет вашей привычкой. В любом случае, давайте перейдем к стандартным правилам. Угол плоского сварочного электродаПри сварке в плоском положении вы должны стремиться перемещать электрод под углом примерно от 10 до 30 градусов по направлению к стыку.Если это звучит сбивающе с толку, в Интернете есть множество инфографики, которая идеально ее отображает. Угол вертикального сварочного электродаЗдесь легче сваривать снизу вверх, чем обычно, но вы делаете то, что вам удобнее. Тем не менее, вы должны держать электрод под углом 90 градусов к свариваемому металлу. Другими словами, направьте его где-нибудь под углом от 30 до 45 градусов к фактическому соединению. Горизонтальный угол электродаГравитация вызывает большие искажения при горизонтальном положении сварки.Здесь можно скосить края, чтобы лучше контролировать сварочную ванну. Держите электрод под углом 90 градусов от сварного шва, но убедитесь, что вы наклонены в направлении движения примерно на 15 градусов. Накладной угол электродаПо сути, сварка над головой аналогична плоской сварке. Итак, вам нужно убедиться, что вы направляете электрод в направлении движения примерно на 10–30 градусов. Часто задаваемые вопросыМожно ли дотронуться до стержня во время сварки штангой?Можно ли прикоснуться к стержню во время сварки штангой? Нет, извините, мы знаем, что это было тупо, нам просто нужно было достать его! Пожалуйста, пожалуйста, , пожалуйста, , не касайтесь стержня , пока вы выполняете сварку.Вы будете получать неприятный первичный (и / или) вторичный электрический шок, который на , а не на приятен. Как только вставляется сварочный аппарат, электрод становится электрически горячим. Если вы прикоснетесь к нему (или к любому другому металлическому компоненту сварочного аппарата), вы подвергнетесь удару током от 115 до 600 вольт. Это первичное поражение электрическим током. Вторичный возникает, если вы касаетесь части электрода одновременно с касанием металла, с которым работаете.Это правда, что это слабее, чем первичный шок, но все же действительно больно. Во избежание этого не приближайте к сварщику мокрую одежду и не допускайте контакта с ней кожи. Какую толщину может сваривать стержневой сварщик?Если вы приобрели сварочный аппарат от 225 до 300 А, то он может справиться практически с любой толщины , с которой вы столкнетесь. Как правило, вам нужно всего около 200 ампер для сварки прилипанием, поэтому ваша машина определенно сможет справиться с высокой температурой (если не считать лучшей фразы). Какую толщину может сваривать аппарат для ручной сварки? Вышеупомянутый аппарат для ручной сварки может сваривать материал толщиной менее дюйма за один проход. Однако, если вы хотите сваривать более толстый материал, все, что вам нужно сделать, это сделать несколько проходов. Это то, что делают профессиональные сварщики! По правде говоря, вам лучше сосредоточиться на выборе правильного электрода для поставленной задачи, поскольку ваш сварочный аппарат практически гарантированно выдержит толщину, с которой вы хотите работать.Имея это в виду, мы немного поговорим о стержнях, которые вы должны использовать на обычной стали. Лучшие электроды для обычной сталиКакие электроды являются лучшими для обычной стали? Сварщики при работе со сталью обычно выбирают один из следующих электродов: Как вы, наверное, знаете, каждый тип электрода обладает определенным набором качеств, которые повлияют на ваше мнение о его выборе. Чтобы упростить задачу, мы изложили все, что вам нужно знать, в таблице ниже:
Можно ли сваривать нержавеющую сталь с помощью сварочного аппарата?Можно ли сваривать нержавеющую сталь с помощью аппарата для ручной сварки? Короткий ответ – да, нержавеющую сталь можно сваривать с помощью аппарата для ручной сварки.Если это все, что вы искали, тогда вперед! Но для тех из вас, кто хочет получить больше информации по этому поводу, давайте продолжим. Мы слышим, как много людей задают этот вопрос, но он поднимает еще более важный – Следует ли вам сваривать нержавеющую сталь с помощью сварочного аппарата? Честно говоря, это зависит от вашего уровня мастерства, от того, как вы хотите, чтобы конечный продукт выглядел, насколько толстой является нержавеющая сталь, от вашего бюджета и сроков проекта. Если вам нужно безупречное художественное изделие, тогда намного лучше, чем , если сварка вашего проекта TIG.Если вы хотите, чтобы работа выполнялась быстро и эффективно, сварка MIG – это то, что вам нужно. Но если вы просто ищете общий сварной шов, то вы не ошибетесь, если выберете сварку штучной сваркой. Не беспокойтесь, мы собираемся вникнуть в реальные плюсы и минусы использования каждого метода обработки нержавеющей стали, чтобы вы могли принять обоснованное решение. Плюсы и минусы сварки нержавеющей стали палкойПлюсы
Плюсы и минусы сварки TIG нержавеющей сталиПлюсы
Плюсы и минусы сварки MIG нержавеющей сталиПлюсы
Какой сварочный стержень используется для нержавеющей стали?Какой сварочный стержень используется для нержавеющей стали? Если вы хотите сваривать нержавеющую сталь, вам следует выбрать экранированный металлический электрод для дуговой сварки 209 или 213. Они обладают удивительной прочностью и фантастически устойчивы к трещинам. Однако , это не всегда так просто (вы должны знать, что сварка – довольно обширная тема на данный момент!). Чтобы выбрать правильный электрод для нержавеющей стали, нам сначала нужно взглянуть на типа из нержавеющей стали, с которой вы собираетесь работать.Давай сделаем это сейчас. Нержавеющая сталь: типыЧестно говоря, существует , так что много видов нержавеющей стали, что мы будем здесь навсегда , если бы мы попытались упомянуть их все. Итак, мы будем придерживаться двух, с которыми вы, скорее всего, столкнетесь. Первый – нержавеющая сталь марки 304. Без сомнения, это то разнообразие, которое вы видите больше всего. Он используется практически для всего, и его можно сваривать с помощью 308 электродов. Во-вторых, нержавеющая сталь марки 316.Обычно это встречается в зонах приготовления пищи, таких как промышленные кухни и тому подобное. Для этого вы можете использовать 316 сварочных стержней. Правило сочетания нержавеющей стали с электродамиДля сварки необходимо использовать сварочный пруток той же марки или выше. Вы, вероятно, задаетесь вопросом, что это на самом деле означает. Мы правы? Так и думал! Не волнуйтесь, мы собираемся пролить свет на этот вопрос, предоставив вам несколько примеров. См. Ниже:
Наконец-то в этом есть смысл! Вы клеите сварной шов вверх или вниз?Вы приклеиваете сварной шов вверх или вниз? Хотя вы можете делать и то, и другое, опытные сварщики палкой обычно предпочитают сваривать вертикально вверх (хотя это медленнее, чем метод сварки вниз), если только материал, с которым они работают, не очень тонкий. Гравитация действительно будет работать против вас при сварке в вертикальном направлении (как вверх, так и вниз), но есть некоторые приемы, которые вы можете применить, чтобы помочь вам. Давайте взглянем на них, а? Подберите правильный электродНайдите электрод с обозначением 7018 – хорошее начало для сварки вставкой. В них достаточно низкое содержание порошка железа, благодаря чему сварочная ванна быстро сохнет и не капает во время процесса. В качестве альтернативы можно использовать электрод 6010. Только учтите, что у вас не получится применить технику ткачества. Вместо этого вам нужно будет выбрать метод взбивания или укладки.Не говоря уже о том, что это требует гораздо большего мастерства, чем простое использование электрода 7018. Но в конечном итоге это ваш выбор. Сделайте сварочную полкуДаже если вы выбрали правильный электрод, сила тяжести никуда не исчезнет. Итак, вам нужно как-то предотвратить разливание сварочной ванны. Здесь вступает в игру сварочная полка . Хитрость здесь в том, чтобы представить себе кирпичную кладку. Да, сравнение кажется странным, но, поверьте, оно работает.По сути, вам нужно убедиться, что каждый слой ниже того, над которым вы работаете, действует как основа. Для этого медленно пройдите . Создавайте сварные швы снизу детали вверх, делая по одному крошечному кусочку за раз. Постарайтесь, чтобы каждая «полка» была примерно в 1 ½ раза больше на , чем диаметр вашего электрода. Таким образом, он застынет вовремя, чтобы закрепить следующий сварной шов на месте. Электрод для ручной сварки положительный или отрицательный?Полярность электродной сварки: положительная или отрицательная? К сожалению, однозначного ответа здесь нет.Речь идет о понимании полярности, потому что существует множество факторов, которые играют роль при принятии решения о том, следует ли выполнять сварку вставкой с положительной или отрицательной настройкой электрода. Итак, мы поговорим здесь о полярности, чтобы помочь вам понять, что вам следует использовать. AC и DCAC (или переменный ток) и DC (или постоянный ток) описывают электрический ток, который сварщик зажигает (так сказать) и проводит электрод. Как вы, наверное, уже догадались, выбор правильной настройки электрода повлияет на качество сварного шва.Поэтому, как мы вкратце упомянули, вам необходимо понимать полярность, чтобы ответить на ваш первоначальный вопрос. Прочтите «В чем разница между сваркой на переменном и постоянном токе», чтобы узнать больше. Вы услышите термины «обратная» и «прямая», используемые опытными сварщиками, которые просто означают «положительную полярность электрода» и «отрицательную полярность электрода». Эта полярность (слово, которое вам, возможно, уже надоело к концу) исходит от положительного и отрицательного полюсов электрической цепи, образованной сварщиком и вашим электродом. Постоянный ток течет в одном направлении, что обеспечивает постоянную полярность, , тогда как переменный ток течет в одном направлении 50% времени и в противоположном направлении в остальных 50%. Это приводит к изменению полярности. Вообще говоря, положительная полярность электрода обеспечивает более глубокое проплавление шва, а отрицательная полярность дает более быстрое плавление электрода. Однако есть и другие факторы, которые влияют на то, насколько хорошо применяется вышеупомянутое «правило».Например, некоторые покрытия электродов могут изменить эффект. Как правило, для сварки с положительной полярностью следует использовать электрод из мягкой стали, покрытый целлюлозой с высоким содержанием целлюлозы. Но опять же, применяется не всегда. Итак, что мне нужно?Обычно на упаковке производителя электродов указано, какую полярность использовать. Наряду с этим, на вашем сварочном аппарате должны быть отмечены все клеммы, чтобы вы могли понять, как их правильно использовать. Если у вас нет, то у него может быть переключатель, который позволяет легко менять полярность. Сколько зарабатывают в год сварщики стержневой сваркой?Средняя годовая зарплата сварщиков во всех Соединенных Штатах Америки составляет чуть более 40 000 долларов. Фактически, это выше, чем в большинстве других отраслей страны! Быть сварщиком довольно прибыльно, если вы ищете деньги (конечно, вам стоит делать это из любви к ремеслу). Маловероятно, что вы начнете заниматься сваркой штучной сваркой, за которую платят 40 000 долларов в год.Если да, то поздравляю, вы аномалия. Сколько зарабатывают сварщики в год? Ожидайте, что вам будут платить от 15 до 19 долларов в час, а это означает, что ваши годовые доходы составят примерно 31 000 долларов. Однако следует отметить, что это , а не – легкая работа. Вполне вероятно, что вы попадете в довольно неудобную рабочую среду. Кроме того, часы обычно могут быть довольно длинными по сравнению с «офисной работой» с 9 до 5 часов. Не говоря уже о раннем утре и сильной жаре, которой будет подвергаться каждый божий день. Штаты с самыми высокими доходамиШтаты, которые, как правило, платят самую высокую зарплату сварщикам стержневой сваркой, – это Вайоминг, Аляска, Вашингтон, Гавайи, Колорадо, Северная Дакота и Нью-Мексико. Как правило, это работы по сварке труб, которые необходимы для транспортировки нефти из одного региона в другой, поэтому в этих штатах сварщикам платят от 50 000 до 67 000 долларов. Все зависит от того, какую сварку вы собираетесь выполнять. СВАРОЧНАЯ СВАРКА 101: Начало работы с SMAW >> Посмотрите видео ниже:
Ссылки https: // www.сварка com / blog / what-Metal-can-be-welded / https://www.ishn.com/articles/108490-know-your-welding-personal-protective-equipment-ppe https: // www .arcweldingservices.co.uk / the-ppe-required-for-the-processing-process https://www.thefabricator.com/thefabricator/article/safety/selecting-the-best-lens-for-welders- защита для глаз https: // www.wcwelding.com/joint-preparation.html#:~:text=The%20First%20Step%20To%20Joint,make%20it%20ugly%20and%20weak. https://www.instructables.com/id/How-To-Stick-Weld-Basic-Guide/ Как выполнять вертикальную сварку – штаб-квартираСварочные работы на верфях, строительных зданиях, в нефтегазовой отрасли , трубопроводная арматура и строительство электростанций – все это требует, чтобы сварщики сваривали массивные металлические конструкции в вертикальном положении. Такое огромное оборудование сложнее переместить и для удобства положить горизонтально.Если вы хотите узнать больше о , как сваривать вертикальный , продолжайте читать. Сварочное положение в вертикальном положенииКогда вы складываете две детали вместе так, чтобы один конец был обращен вниз к земле, а другой – в небо, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта. На строительных площадках обычно требуется соединить два металлических куска вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно.Поскольку результат в этих применениях должен быть долговечным и надежным, спрос на квалифицированных сварщиков постоянно растет. Наиболее часто используемая процедура в строительстве – это сварка стержнем или дуговая сварка металлическим электродом в защитных оболочках. Направления сваркиПри вертикальной сварке существует два основных движения горелки.
Хотя эти два термина говорят сами за себя, вот краткое описание обоих. Вертикально вверхПри сварке с использованием вертикального движения вверх воспринимайте это как строительство кирпичной стены, в которой вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сваривать снизу и медленно продвигаетесь вверх, создавая надежную опору для вашего сустава. Это медленный процесс, требующий терпения. Сварщик двигается шаг за шагом, одновременно борясь с гравитацией. Каждая секция служит основанием для следующей и называется полкой. Профессиональный совет : Убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого электрода. Это приведет к образованию лужи, которая замерзнет, пока вы будете готовить следующую полку. Вы также можете использовать зигзаг или плетение, когда поднимаете заготовку. Сосредоточьтесь на сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы дать ей достаточно остыть, чтобы гарантировать отсутствие прожога. Это также гарантирует, что расплавленный металл не упадет на ноги сварщика. Для лучшего проплавления держите электрод немного вверх по склону и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на соединение, которое вы делаете. Это также поможет вам добиться лучшего проникновения материала. Вертикально-внизВертикально-вниз – это, по сути, то же движение – только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону.Вы должны всегда опережать шлак. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прожига. Профессиональный совет : Используйте стержень для быстрой заморозки, так как он упрощает весь процесс. В противном случае вы можете получить много шлака и перекрытия металла сварных швов, что приведет к некрасивым швам. Убедитесь, что вы не делаете паузу, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство. Сварщикивыбирают вертикальное движение вверх почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используется дуговая сварка в среде защитного газа. Сварка стержневыми швамиЭто процедура дуговой сварки, с помощью которой можно соединить две детали вместе с давлением или без него, а также с дополнительным присадочным металлом или без него.Вы можете использовать этот процесс, чтобы соединить вместе множество разных металлов, при условии, что они являются проводниками тепла. На протяжении многих лет ручная сварка была самым популярным методом практически для всех сварочных работ. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для работы с более толстыми металлами. Он также может нагреваться через ржавчину и грязь, поэтому его предпочитают при выполнении большинства ремонтных и строительных работ. Ручная сварка идеально подходит для работы на сквозняках и вне помещений.Он невероятно хорошо работает практически со всеми сплавами и материалами. В качестве дополнительного плюса вы можете использовать его как с источником переменного, так и с постоянным током, и он оказывается более экономичным, чем другие сварочные процедуры. Несмотря на свои преимущества, существенным недостатком сварки штангой является то, что ее использование в некоторой степени ограничивается листами не тоньше 18-го калибра. Поскольку он обеспечивает высокий нагрев и отличную проницаемость материала, он идеально подходит для использования только с толстыми металлами. В противном случае вы можете прожечь заготовку. Вы должны использовать его для плавления металла толщиной 1/16 дюйма или более. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки необходимо учитывать область применения, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных стыков. Металлический инертный газ для стоекСваркаMIG, вероятно, одна из самых простых в использовании для большинства стыков. Этому невероятно легко научиться, и большинству любителей легко выполнить сварку MIG.Однако использование этого процесса для вертикальных суставов требует навыков. MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая плавит и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь сила тяжести помогает процессу. Однако для более толстых металлов это не лучшая идея. Шлак остается сконцентрированным в середине, что снижает проникновение материала по бокам. Профессионалы или опытные сварщики выбирают вертикальное движение вверх.В этом методе они в конечном итоге движутся против силы тяжести, что затрудняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому V-образному движению. Перевернутая буква V позволяет сваривать по длине две соединяемые детали. Он решает проблему образования шлака и обеспечивает идеальное проникновение сварочного шва для присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании метода перевернутой буквы V. Мы не рекомендуем использовать MIG для вертикальных или потолочных работ, так как при этом образуется значительное количество шлака.Однако если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, который подходит для использования с различными материалами. Вольфрамовый инертный газ для стоекСварка TIG подходит для большего количества металлов, чем любая другая сварочная техника. В нем используется неплавящийся вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальное количество искр или брызг и снижает количество образующегося шлака, что упрощает работу при вертикальной сварке. При использовании TIG необходимо очистить заготовку перед началом процесса сварки. С чистой заготовкой у вас будет лучший контроль над сварным швом, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG – это рекомендуемая процедура для вертикальных суставов. Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
TIG подходит практически для всех применений и во всех положениях.Убедитесь, что вы используете чистый аргон в качестве защитного газа, чтобы защитить заготовку от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете невероятно контролировать сварной шов, оставляя вам красивые и чистые сварные швы. Наиболее часто используемый процесс для вертикального положения – это сварка стержнем. Его проще всего использовать на свежем воздухе, поскольку при этом не требуется защитный газ. Обеспечение идеального газового покрытия в ветреную погоду становится трудным.И MIG, и TIG предполагают использование защитного газа, что делает их не столь идеальными. Вот несколько советов, которые помогут вам освоить вертикальную сварку штангой. 1. Выберите подходящий электродСварка в вертикальном положении требует от вас борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам гарантировать, что полученный шов будет наилучшим из возможных. При выборе электрода для сварки вертикально вверх мы рекомендуем выбирать электрод с низким содержанием порошка железа.Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим количеством порошка железа схватывается быстрее и не будет стекать и не выделять шлак. Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте узор плетения. Для 6010 мы предлагаем вам использовать технику взбивания или штабелирования, при которой вы периодически вытаскиваете стержень из сварочной ванны. При движении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности.Вытеснение расплавленного металла является предпосылкой успеха при сварке вертикально вниз. 2. Создание сварных полокЕсли вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать движение вертикально вверх. Это сложно и требует много времени, но дает наилучшие результаты. Чтобы облегчить процесс, можно сделать полки под приварку. Приварная полка – это когда вы соединяете одну часть детали, а затем переходите к следующей. Резервуар для первого сварного шва действует как сварочная полка для следующего участка.В идеале вы должны попытаться ограничить бассейн размером в 1,5 или два раза больше, чем размер используемого электрода. Он обеспечивает наилучшее проникновение сварного шва. При использовании электрода 7018 следует выбрать технику плетения. Результат будет похож на шахматную доску. При использовании электрода 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть так, как будто фишки для покера размещены рядом друг с другом. 3. Настройки низкого тока и низкого энергопотребленияРаспространенной ошибкой, которую вы можете в конечном итоге сделать, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезку.Вы можете легко избежать проблемы, снизив силу тока и замедлив весь процесс. Это уменьшает размер пула и усиливает контроль над его внешним видом. Точно так же, чтобы расплавленная лужа замерзла, следует уменьшить значение силы тока. Это также поможет вам лучше контролировать ситуацию. 4. Безопасность прежде всегоВо всех процедурах сварки сварщик всегда должен соблюдать стандартные правила техники безопасности. Однако им необходимо проявлять особую осторожность при выполнении сварных швов вне положения, как в вертикальном, так и в потолочном положении.
5. Задокументируйте настройки сварщикаУ опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для вертикальных шарниров, в зависимости от материала, толщины, настроек силы тока, входного тока и т. Д. Это поможет ускорить процесс в следующий раз. Вместо того, чтобы проверять различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали. Связанные вопросыКакое положение сварного шва легче сваривать?Есть четыре основных положения: плоское, горизонтальное, потолочное и вертикальное. Наиболее распространенными видами сварных швов являются угловые и пазовые. Вы можете встретить их практически во всех типах позиций. Из всех четырех плоскостей легче всего сваривать. В плоском стыке фактическая поверхность сварного шва находится в почти горизонтальном положении. Передняя часть металла плоская, и ваш фонарик будет двигаться в горизонтальном направлении, что делает его наиболее доступным для соединения стыком.Все остальные положения представляют собой сварные швы вне позиции, что требует от вас немного большего внимания к ванне расплава и применения методов, обеспечивающих максимально чистый сварной шов. Вы толкаете или тянете при сварке?При сварке штучной сваркой правило относительно простое. Если образуется шлак, используйте перетаскивание. Если не образует шлаков, то вы проталкиваете проволоку. При вертикальной сварке электродом практически все методы сварки образуют шлак, поэтому вы всегда будете использовать тянущее движение, чтобы направить ванну расплава на место. Какая сварка самая тяжелая?Вольфрамовый инертный газ – наиболее сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому процессу труднее научиться и требует значительной практики, прежде чем сварщик сможет эффективно использовать процесс. Это также относительно дороже, чем другие. Сварка палкой – самый дешевый метод, который следует учитывать при сварке в вертикальном положении. Похожие сообщения:Как улучшить технику SMAWДуговая сварка защищенным металлом (SMAW) или также известная как ручная дуговая сварка металла (MMAW) – это сварочный процесс, в котором используется электрод (металлический стержень, покрытый металлическим порошком и другими соединениями) и источник питания для соединения 2 куски металла.Вот почему этот вид сварки еще называют «сваркой палкой». SMAW – это, по сути, наиболее распространенный и несложный вид сварочного процесса, в котором используется простое оборудование. Следовательно, этому очень легко научиться. Кроме того, он имеет широкий спектр применения: от строительства, технического обслуживания и ремонта железных и тяжелых стальных конструкций. Независимо от того, являетесь ли вы новичком или опытным сварщиком, мы настоятельно рекомендуем вам читать дальше, поскольку в сегодняшней статье мы выделим некоторые важные шаги по улучшению вашей техники SMAW. ПрепаратХотя SMAW – щадящий процесс для обработки ржавого металла, мы все же рекомендуем сначала тщательно очистить металл (или любую поверхность), который нужно сваривать. Вы можете использовать стальную щетку или шлифовальный станок для удаления ржавчины, грязи и сажи, так как отсутствие этих загрязнений приведет к слабому сварному шву. А если свариваемые металлы не прикреплены должным образом, это приведет к пористости, отсутствию сплавов / включений и растрескиванию. ЗАЖИМЫЭтот метод SMAW должен быть второй натурой любого сварщика. Чтобы быть конкретным, убедитесь, что ток установлен правильно. Если сила тока источника питания слишком мала, электрод станет липким при зажигании дуги. А если ток будет слишком большим, то электрод станет очень горячим, что уже будет светиться. Угол поворотаПри сварке на плоской поверхности вам необходимо использовать методы SMAW: удар слева или перетаскивание (для плоского и горизонтального положений).Держите сварочный стержень перпендикулярно к той части, где должны свариваться материалы, а затем наклоните его примерно на 5-15 градусов. С другой стороны, для вертикальных сварочных позиций используйте технику форхэнда или толкания и наклоняйте сварочную штангу примерно под углом от 0 до 15 градусов. Precision Fabricating & Cleaning – инновационная высококвалифицированная компания с уникальными возможностями для выполнения широкого спектра услуг по промышленной уборке, специализирующаяся на Гидростатические испытания, Кислородный сервис, Криогенные испытания, Мобильная уборка поля, Пассивирующий, Очистка высокой чистоты, Ультразвуковая чистка, и многое другое. Длина дугиДлина дуги НЕ должна выходить за пределы диаметра металлической части (сердечника) электрода. Манипуляции с электродамиУ каждого сварщика есть разные способы манипулирования электродом. Но мы рекомендуем вам учиться у экспертов, наблюдая за их стилями сварки, и использовать их для разработки своего собственного стиля. Для материалов толщиной 1/4 дюйма или меньше плетение не требуется.Что касается более толстых материалов, вам, возможно, придется перемещать электрод из стороны в сторону (например, писать букву «Z»), чтобы создать непрерывный узор из перекрывающихся кругов. Скорость движенияЧто касается последнего метода SMAW, на который необходимо обратить внимание, ход сварного шва также следует контролировать, поскольку слишком медленное движение может привести к неглубокому проплавлению или, другими словами, сварной шов кажется, что он находится только на поверхности. материала. Точно так же слишком быстрое движение может привести к уменьшению проникновения с возможностью поднутрения и сильно выпуклого валика. Все эти советы, которыми мы поделились, наряду с постоянной практикой и большим терпением, еще больше улучшат ваше мастерство сварщика и оттачивают ваши навыки, чтобы получить статус эксперта. Что такое держатели электродов и для чего они нужны?В сварке под дуговой сваркой понимается метод, при котором металлы соединяются с помощью электричества, которое выделяет достаточно тепла, которое плавит металл. Между электродом и основным металлом возникает электрическая дуга, которая плавит металл при контакте.Электроды не только служат проводником электричества к основному металлу, но также могут стать присадочным материалом сварного шва. Электрододержатель – это устройство, которое используется для удержания электрода во время процесса сварки. Это зажимное устройство, которое удерживает электрод достаточно надежно, чтобы можно было выполнять сварку в различных положениях. Они бывают разных размеров и разной мощности. Электрододержатель имеет изолированную ручку, через которую проходит сварочный кабель.Поскольку он изолирован, нет опасности короткого замыкания, если какая-либо его часть коснется вашей работы. Электрододержатель позволяет быстро и легко менять электроды во время использования. Существуют как изолированные, так и неизолированные электрододержатели. Всегда следует использовать изолированные держатели электродов, чтобы снизить риск поражения электрическим током. Как оцениваются держатели электродов?Держатели электродов бывают разных размеров, и у каждого производителя есть свои обозначения для использования.Держатели предназначены для электродов различного диаметра, а также для различных электрических токов. Для электрододержателя большего размера потребуется более высокая сила тока. Если электрододержатель слишком мал для используемого тока, он перегреется и выйдет из строя. Также следует учитывать тот факт, что чем больше электрододержатель, тем легче утомлять руки при сварке. Большими держателями электродов также сложнее манипулировать в разных положениях сварки. Держатели электродов следует периодически проверять, чтобы убедиться в прочности пружины и зажимов. Вы также должны проверить свой электрододержатель, чтобы убедиться, что изоляция в хорошем состоянии. Периодическая замена электрододержателя – довольно распространенное явление. Замена электрододержателя – дело довольно простое. Как заменить электрододержатель?Ниже приведены шаги, которые следует предпринять при замене держателя электрода:
Для получения дополнительной информации о держателе электрода и безопасности ознакомьтесь с правилами OSHA относительно держателей электродов здесь. Стержневые печи: что это такое и нужна ли она?Специалисты в области сварки штучной сваркой уже обладают опытом управления температурой, защитным газом, скоростью перемещения и т. Д. Не меньшего от них можно ожидать в плане подготовки оборудования и материалов. Сварщикам следует тщательно обслуживать все, что связано с процессом сварки. Прутковая печь – хороший тому пример. Что такое стержневые печи и нужна ли она мне? Стержневые печи – это нагревательные устройства, которые поддерживают температуру электродов, предотвращающую поглощение влаги.Они также «ремонтируют» поврежденные электроды (подвергшиеся воздействию атмосферы). Да, вам нужна стержневая печь. Если вы выполняете много сварки штангой, вы пропускаете много электродов. Для защиты вашего инвентаря вам понадобится стержневая печь. Если вы не выполняете частую сварку штучной сваркой, ваши электроды долго не будут использоваться. В этом случае вам также понадобится стержневая печь. Зачем мне стержневая печь?При сварке штучной сваркой (SMAW) наиболее часто используемые сварочные электроды покрыты флюсом, который легко поглощает влагу из воздуха.Это покрытие из флюса горит и выделяет защитный газ, который защищает сварочную ванну от загрязняющих веществ, таких как водород, азот, кислород и другие. Если эти загрязнения попадут в сварочную ванну, они вызовут такие дефекты, как растрескивание, разбрызгивание и пористость (червоточины). Эти дефекты существенные. Они снижают прочность сварного шва, вызывают аберрации во внешнем виде сварных швов и создают несколько повышенный риск для оператора. При неправильном хранении стержней вы меняете флюс с защитного агента на тот, который фактически представляет опасность для сварного шва.Например, стержни 7018 с низким содержанием водорода блокируют попадание водорода в сварочную ванну. Но если стержни подверглись воздействию атмосферы, они будут поглощать влагу и выделять водород в сварочную ванну. Эта влажность перегревается в процессе сварки, превращается в пар, а затем пузыри поднимается на поверхность. В результате в готовом сварном шве остается открытый карман. Таким образом, чтобы избежать работы против себя и сварных швов, которые могут не пройти проверку, вам необходимо правильно хранить электроды в стержневой печи. Типы стержневых печейСтержневые печи бывают разных размеров и тепловой мощности в зависимости от рабочего процесса и окружающей среды. Двумя основными типами стержневых печей являются промежуточные печи и печи повторного выпекания. Выдерживающая печь обеспечивает хранение электродов, а иногда и обрабатываемого металла, без содержания влаги. Влага удаляется из духовки через тепло и герметичные уплотнения. Печь для повторного обжига обеспечивает все возможности хранения, как и печь для выдержки, но обладает способностью нагревания для «повторного обжига» электродов, которые слишком долго подвергались воздействию элементов. Существуют дополнительные типы стержневых печей в зависимости от типа электродов. К ним относятся:
Использование стержневой печи – ХранениеГлавное, чего вы не делаете с электродами, – это открывать печать на упаковке и оставлять ее лежать без дела. Согласно спецификациям, электроды должны быть немедленно перенесены в стержневую печь для хранения после нарушения герметичности. Вы должны принять термин «немедленно» за чистую монету, даже если у вас есть немного времени, прежде чем электрод станет поврежденным.Ошибайтесь с осторожностью. Не имеет значения, где вы храните стержни: горизонтально, как на полке, или вертикально, как в небольшой вертикальной переносной духовке. В идеале электроды не должны быть наложены друг на друга или согнуты вместе до такой степени, что воздух не может легко обтекать их. Использование стержневой печи – повторная выпечкаПроизводитель обычно размещает информацию о повторной выпечке на упаковке. В этом процессе задействованы два основных фактора – время и температура. (Как пирог в духовке!) Если ваша духовка имеет высокую мощность нагрева, вы можете сократить время.Если мощность нагрева меньше рекомендованной, в большинстве случаев стержни можно оставить на более длительный период времени. Электрод можно повторно обжигать только один раз. Некоторые сварщики будут хвастаться повторной обжигом электродов несколько раз, но в будущем они столкнутся с проблемами. Рассказы старых сварщиков о хранении электродовИнтернет считается лучшим источником информации из когда-либо созданных. Он также считается лучшим из когда-либо созданных источников дезинформации. В следующий список включены некоторые фрагменты вводящей в заблуждение, заниженной, завышенной и полностью ложной информации: Вводящая в заблуждениеСухое хранение электродов применяется только во влажных местах и в окружающей среде. В то время как некоторые места, такие как глубокий юг и прибрежные районы, как правило, более влажные, влажность может быть в любом месте. Хотя вы можете обойтись без хранения электродов для неструктурных применений, вы не добьетесь наилучшего качества сварки. Флюс на идеально сухих, хранящихся в печи электродах слишком легко отламывается во время сварки. Да, легче ломается, но это то, что вам нужно. Помните, что разложение флюса во время дуги – это то, что удерживает водород от сварочной ванны. НеверноПо визуальному осмотру можно сказать, что электрод пригоден для использования. Конечно, если на флюсе появляются признаки полного схода с электрода, можно предположить, что его нельзя использовать, но другие потенциальные проблемы не обнаруживаются при визуальном осмотре. Любой герметичный контейнер обеспечивает достаточное снижение влажности для электродов. Все вращается вокруг кодов для различных продуктов. Не существует универсального решения для хранения данных.Некоторые электроды, такие как 6010, выдерживают больше влажности, чем 7018, и на самом деле не справляются с этим, если хранятся в условиях, более подходящих для 7018. Коды также могут различаться в зависимости от области применения. Военные и конструктивные нормы, рассчитанные на высокие нагрузки, требуют большего соблюдения допусков по влаге. IFFY Если электроды поставляются в герметичной упаковке, вы можете повторно закрыть упаковку, не повредив оставшиеся электроды. В приложениях с низким напряжением это может служить приемлемой практикой, но факт остается фактом: при открытии упаковки содержимое попадает в атмосферу. Верно, но действительно ли вы этого хотите?По сварному шву невозможно определить, поврежден ли электрод влагой. Пористость электродов, подверженных воздействию влаги, не поддается обнаружению невооруженным глазом. Однако рентгеновский контроль и разрушающие испытания выявляют проблему. Если предел текучести основного металла или сварочного материала превышает 80 000 фунтов на квадратный дюйм, влага может привести к растрескиванию сварного шва и неудачной проверке. Влагостойкие электроды с низким содержанием водородаХотя они никоим образом не дают вам оправдания небрежному хранению электродов, электроды с низким содержанием водорода обеспечивают немного больше прощения там, где влажность является проблемой.Решающим фактором является тип используемого металла. Толстый металл или металл, который имеет тенденцию к растрескиванию, являются хорошими кандидатами в качестве электродов с низким содержанием водорода. При приложении к дуге стержневые электроды обеспечивают путь для электричества внутри металлического сердечника и защитный газ, который выделяется при горении флюса. Состав флюса делает его защитным средством от влаги, но при неправильном хранении электрода он может фактически вызвать попадание влаги в сварной шов. Электроды с низким содержанием влаги борются с этим, обеспечивая высокие свойства осаждения.Там, где вероятна пористость, эти электроды производят больший заполняющий материал. Таким образом, сварной шов становится жестче, прочнее и лучше подходит для рентгеновского контроля. Определение электродов с низким содержанием водородаНекоторые стержневые электроды с низким содержанием водорода имеют суффикс «1» в классификации AWS. Это просто указывает на то, что электрод соответствует требованиям по повышенной ударной вязкости. Остальные могут иметь обозначение «R». Эти электроды прошли физические испытания на влагостойкость.Электроды были извлечены из водонепроницаемых розничных упаковок и подвергнуты относительной влажности 80 процентов при температуре 80 градусов по Фаренгейту в течение девяти часов, а затем протестированы на влажность. Чтобы получить обозначение «R», электроды должны показывать содержание влаги менее 0,4 мас.%. Менее распространен факультативный фактор диффузии водорода. Это обозначение включает h5, H8 и h26. Буква «H» и следующая за ней цифра обозначают миллилитры диффундирующего водорода на 100 граммов сварочного материала. Методы борьбы с влажностьюПравильное хранение электродов всегда дает вам преимущество перед проблемами, связанными с влажностью. Правильная техника сварки обеспечивает дополнительный уровень безопасности. Помните, что невооруженный глаз не может увидеть проблемы с пористостью и растрескиванием, поэтому преданность технике становится дисциплиной, которую необходимо изучить и которой необходимо придерживаться. Держите его закрытымСделайте дуги короткими и приятными. Длинные дуги затрудняют процесс из-за увеличения зазора между электродом и основным металлом.Защитный газ становится тоньше и сильнее рассеивается воздушными потоками. Это, в свою очередь, приводит к преждевременному плавлению расходных материалов и недостаточному образованию шлака, чтобы заполнить все зазоры в сварном шве. Amp It RightУстановка правильной силы тока имеет решающее значение в любое время, но особенно при работе в среде с критичной влажностью. Установка слишком высокой силы тока приводит к тому, что флюс перегорает слишком быстро и полностью, что приводит к рассеиванию газовой защиты. Кроме того, не устанавливайте слишком высокий контроль горячего пуска, так как при этом возникает слишком длинная дуга, и возникают проблемы преждевременного плавления покрытия. Практическое правило для установки силы тока в процессе с низким содержанием водорода: на каждую четверть дюйма толщины металла (0,25) дают 250 ампер. Просто преобразуйте все дроби в десятичные и умножьте на 1000. Вытащите электрод из сварочной ванныВ некоторых приложениях вам нужно работать быстро. Это не один из них. Когда вы взбиваете яичницу, вам нужно много всплескивать и взбивать, чтобы добавить воздуха в смесь, что сделает яичницу более воздушной. Но не делайте этого со сварочной лужей.Вам не нужен пушистый сварной шов. Медленно вытяните электрод из сварочной ванны, поддерживая угол от пяти до 10 градусов, так чтобы приподнятая часть была в направлении движения. Слишком большой угол приведет к тому, что «ноготь» сварочного материала будет плавать поверх сварочной ванны, а не смешиваться с ней. При выполнении второго прохода используйте либо метод переплетения, либо образец стрингера, стараясь создать готовый валик размером не более 3/4 дюйма. Планируйте перезапускШтекерный электрод допускает только несколько дюймов сварного шва, прежде чем он закончится или приблизится.Вам нужно получить новую флешку и перезапустить, но вы не хотите, чтобы это было произвольно, потому что перезапуск может быть сложным. Когда электрод приближается к своему концу, многие сварщики пытаются выжать из него максимум и начинают двигаться слишком быстро, чтобы покрыть большую площадь. Это может привести к слишком длинной дуге и зазорам. Для достижения наилучшей техники не беспокойтесь о том, где закончится сварной шов. Больше беспокойтесь о том, где начнется следующий сварной шов. В идеале, начинайте следующий сварной шов на 1/4 – 1/2 дюйма выше предыдущего и возвращайтесь к предыдущему сварному шву.Затем, в точке, где вы начали новый сварной шов, двигайтесь вперед по новой территории с тем же темпом и скоростью. Если вы достигли удобной точки остановки, а электрод еще не израсходован, отсоедините электрод от жала и, пока он еще горячий, потрите им твердую поверхность – сварочный стол, если таковой имеется. Сотрите покрытие, достаточное для того, чтобы обнажить жилу провода. Не ударяйте электродом, чтобы сбить твердую корку с кончика. Это может привести к растрескиванию покрытия не только на кончике наконечника, но и в образовании зазоров в газовом покрытии. СвязанныеЗажигание дугиДуга образуется в электросварочной цепи когда электрод входит в контакт с изделием, а затем извлекается немного. Ток прыгает через этот небольшой промежуток, создавая горячую дугу. достаточно, чтобы расплавить и изделие, и электрод. Для поддержания постоянного равномерного нагрева при выполнении работы и для поддержания постоянного равномерного отвода присадочного металла от электрода. к сварному шву должен быть постоянный ток через дугу.Поэтому сварщик должен иметь устойчивую руку и уметь удерживать ровная дуга на заданном расстоянии от работы. Удержание устойчивой дуги Поначалу вам покажется проблемой просто удерживать любую дугу. Если электрод подходит слишком близко к обрабатываемой детали, он будет касаться и замкнуть схема и палка. Если электрод уйдет слишком далеко, ток не пройдет за разрыв, и цепь будет разорвана. Итак, ваша первая проблема – быть способен поддерживать дугу без короткого замыкания или разрыва цепи. Эту проблему можно решить только на практике. Определенное терпение требуется для такой практики, но проявив терпение в течение нескольких часов, вы сможете уметь держать устойчивую дугу. Обязательно соблюдайте все меры безопасности. Затем действуйте следующим образом: (1) Установите сварочный ток от 90 до 100 ампер. Используйте обратную полярность D.C. (положительный электрод) или переменного тока(2) Используйте любой доступный обычный лом малоуглеродистой стали толщиной 1/4 дюйма или толще, поместите его на хорошо заземленный верстак. (3) С помощью электрода 1/8 дюйма зажгите дугу царапающим движением. Поцарапайте концом электрода по заготовке, как будто чиркаете спичкой, и закончите царапающее движение кончиком электрода на расстоянии примерно 1/4 дюйма. от заготовки, ил. 10. (4) Удерживайте кончик электрода в этой точке неподвижно в течение нескольких секунд (считайте до десять), затем потяните его, разомкнув дугу. Повторите это действие 25 или более раз, наблюдая за дугой, когда она образовалась. каждый раз болел.11. Ощущение дуги придет относительно быстро. А зажигать дугу скоро станет легко. Перемещение дуги Когда вы сможете легко зажигать дугу, начните удерживать дугу дольше. промежуток времени. Затем, когда сварочная лужа начнет накапливаться, переместите электрод. медленно (со скоростью около 2 дюймов в минуту) вдоль пластины, плохо. 12. Во время этого движения сохраняйте длину дуги – расстояние между конец электрода и работа – постоянные.Правильная длина дуги – 1/8 дюйма. длинный. По мере того как электрод перегорает и становится короче, дуга становится длинной. К компенсировать это выгорание, вам придется постепенно двигать рукой по направлению к заготовка. Через некоторое время это движение станет автоматическим и займет место как рефлекторное действие, не требующее размышлений. Новичку обычно сложно оценить длину дуги.Ты может оказаться полезным послушать, а также увидеть правильную длину дуги. А При правильной длине дуги будет слышен резкий потрескивающий звук, похожий на звук жарки бекона. Слишком длинная дуга будет иметь ярко выраженный жужжащий звук, и ее будет трудно поддерживать. Если длина дуги слишком мала, дуга будет издавать хлопок, и электрод будет прилипать к пластине. Старайтесь, чтобы электрод двигался по заготовке в прямом направлении. линия. Вероятно, это будет невозможно сделать вначале, но это тоже будет скоро станет довольно легко с практикой, заболеет.13. Не расстраивайтесь, если, потребляя первые несколько электродов, вы действительно ничего не видите, кроме самого яркого света, с которым вы когда-либо сталкивались, много искры и немного дыма. Вы добьетесь достаточно для первого света, способны зажигать дугу, не прилипая к изделию, и могут держите устойчивую дугу после зажигания. Укрепление рук Вот упражнение для стабилизации руки, которое вы можете выполнять дома. Возьмите стальную шайбу толщиной около 1 дюйма и поместите ее на кусок чистой белой бумагу на столе или столе, затем перемещайте шайбу по бумаге, нажимая его острием заостренного графитового карандаша, как показано на рис. 14. Постарайтесь не потерять шайбу, позволяя карандашу выскользнуть из шайбы или касаться бумаги острием карандаша. Это упражнение поможет вам узнать держать руку устойчиво на фиксированном расстоянии от работы. Настоятельно рекомендуется упражнения, которые можно выполнять вне класса. Назад: Безопасные практики Глоссарий Условий сварки HOME Какую полярность электродов следует использовать при ручной дуговой сварке металлическим электродом?Часто задаваемые вопросыПервый важный момент заключается в том, что не все электроды MMA можно использовать с любой полярностью. Информация и спецификации производителя электродов, такие как BS EN ISO 2560: 2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различными покрытиями.Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного шва. Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Необходимо определить термины, чтобы указать полярность процесса сварки. Положительная часть сварочной цепи (притягивающая электроны в дуге) – это анод. Отрицательная часть сварочной цепи (вырабатывающая электроны в дуге) – это катод.Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод). Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG / MAG / флюсовая или порошковая проволока или вольфрамовый электрод) может быть положительным или отрицательным. В результате получается либо положительный электрод постоянного тока (DCEP), либо отрицательный электрод постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также была известна как прямая полярность постоянного тока (DCSP) или просто «прямая». При сварке TIG разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла генерируется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может охлаждаться термоэлектронной эмиссией в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он испытывает охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда очищающее действие процесса DCEP не требуется.Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется как только часть цикла при сварке на переменном токе. Однако процесс MMA с его расходуемым электродом не имеет этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к значительному уравновешиванию тепла между двумя точками. Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке MMA. В общем, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла сварного шва подложкой. Это важно для электродов, которые можно использовать при обеих полярностях постоянного (и переменного) тока. Режим DCEN часто используется на открытых корневых проходах, чтобы снизить риск прожога, тогда как DCEP используется для снижения риска отсутствия дефектов сварки.DCEN также может использоваться для наплавки, чтобы свести к минимуму проплавление, а также для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дуги. Однако решающим фактором остается флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем. Для полноты здесь приводится информация о сварке MIG / MAG и сварке под флюсом, а также о влиянии полярности. Для сварки MIG / MAG DCEN и AC обычно не используются, потому что трудно достичь стабильных условий распыления, в основном работающих с глобулярным переносом, что не обязательно приводит к приемлемому сварному шву.Однако производители оборудования все чаще ищут источники питания, которые могут использовать эти условия. Условие DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается сварочной ванне через проход расплавленных капель, помогая уравновесить анод и катод. Дуговая сварка под флюсом аналогична MIG / MAG, причем наиболее часто используемой полярностью является DCEP, но DCEN встречается чаще в этом процессе, особенно при наплавке, где предпочтительны меньшее проплавление и разбавление субстратом.Переменный ток используется при выполнении многопроволочной сварки, обычно с ведущим проводом постоянного тока и переменным током для всех ведомых проводов, чтобы уменьшить проблемы с дугой. Список литературыСправочник по сварке AWS – Американское общество сварки Энциклопедия сварки Джефферсона, 18-е издание – Американское общество сварки Принципы сварки – Роберт В. Месслер, младший Руководство по дуговой сварке – Lincoln Electric Сварка и металлургия, 2-е издание – Sindo Kou ANSI / AWS A5.1-2012 Технические условия на электроды из углеродистой стали для дуговой сварки в защитных слоях металла BS EN ISO 2560: 2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация Для получения дополнительной информации свяжитесь с нами. . |