Электроэрозионная обработка: определение, преимущества, недостатки
Электроэрозионная обработка (или электроэрозия) основана на вырывании частиц с поверхности металла импульсом электрического разряда. Если задано расстояние (напряжение) между погруженными в жидкий диэлектрик электродами, то при сближении электродов (увеличении напряжения) происходит пробой диэлектрика и возникает электрический разряд, с образованием плазмы высокой температуры в канале разряда. Это свойство используют электроэрозионные станки.
При обработке твердых материалов и сложных изделий особенно эффективны электроискровые методы, так как при механической обработке огромное значение имеет износ инструмента. Электроискровая обработка дешевле в эксплуатации по сравнению с механической, потому что в качестве инструмента применяется проволока.
Изготовление штампов механическим способом во многом зависит от качества инструмента, стоимость которого в некоторых случаях достигает 50% от всей стоимости обработки.
Электроэрозия позволяет обрабатывать материал электрическими импульсами не более 0,01 с, ввиду чего выделяющееся тепло не распространяется вглубь материала. Также давление частиц плазмы при ударе об электрод способствует эрозии (выбросу) не только расплавленного, но и разогретого вещества. Электрический пробой всегда возникает по кратчайшему пути, поэтому в первую очередь разрушаются наиболее близкие участки электродов.
При приближении одного электрода заданной формы (инструмента) к другому (обрабатываемому материалу), поверхность заготовки принимает форму инструмента. Производительность такого метода и качество поверхности после обработки зависит от параметров электроимпульсов (длительности, частоты, энергии).
Этот метод позволяет резать металл толщиной до 400 мм. Электроэрозионный станок отличается высокой точностью обработки, а к его недостаткам можно отнести низкую скорость резания.![]()
Похожие статьи
Гидроабразивная резка (Водная резка)Гидроабразивная резка (Водоструйная резка) – это процесс обработки металла струей жидкости, выходящей из специального сопла на высокой скорости.
Лазерная резкаЛазерная резка — это процесс обработки металла, при помощи светящихся частиц (фотонов). Во время резки луч лазера проецируется на разрезаемый материал и фокусируется на расстоянии в несколько сантиметров от поверхности материала. Фокусировка и резка при этом управляется компьютером.
Плазменная резка – это достаточно эффективный технологический процесс, который используется во многих отраслях промышленности для резания черных и цветных металлов, а также сплавов. Плазменная резка отличается высокой производительностью процесса, качеством полученного реза и точностью обработки.
Плазменная резка отличается высокой производительностью процесса, качеством полученного реза и точностью обработки.
Кислородная или газовая резка металла основана на способности горения металла в струе кислорода. Предварительно металл разогревается в месте предполагаемого реза (температура нагрева зависит от марки стали), после чего струя кислорода разрезает металл, при этом удаляются все образующие оксиды.
Электроэрозия в СПб. Электроэрозионная обработка деталей
Необходимо обработать деталь из твердого сплава или каленой стали? И/или получить криволинейные поверхности, пазы, канавки? Тогда электроэрозионная обработка — для вас!
 youtube.com/embed/HxVYSc-dlTs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/HxVYSc-dlTs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Электроэрозия в СПб
ООО КВАДРО уже почти четверть века предоставляет услуги
Электроэрозионная обработка
Мы можем произвести электроискровую обработку на заказ, как партии деталей, так и одного изделия. Метод позволяет обрабатывать электропроводящие детали из твердых сплавов, каленых сталей и т.д. Работаем по чертежам, эскизам или образцам.
Производим на заказ электроэрозионную обработку и на проволочно-вырезных, и на прошивочных станках.
Свяжитесь с нами, позвонив, или присылайте чертежи по факсу или электронной почте!
 youtube.com/embed/p-_K17T8nws?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/p-_K17T8nws?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Электроэрозия и прошивка у нас
Мы заинтересованы в адекватности наших цен на электроэрозионную резку, поскольку мы нацелены на долгосрочное, а значит и взаимовыгодное сотрудничество, а не на разовое «урвать». В любом случае мы стараемся договориться, предлагая гибкую систему взаиморасчетов с учетом интересов Клиента.
Не только электроэрозионная обработка
Напоминаем, что наше предприятие так же предоставляет широкий спектр услуг по металлообработке (по чертежа Заказчика, эскизам или образцам), например, фрезерные работы.
Присылайте Ваши чертежи по факсу, электронной почте!
Преимущества электроэрозионной резки:
- электроискровая обработка позволяет производить работы на деталях любой твердости;
- отсутствие необходимости в инструментах высокой твердости для проведения электроэрозионной обработки;
- электроэрозионная резка металла требует меньшего количества технологических операций при изготовлении деталей сложной формы;
- отсутствие механических усилий при электроэрозии дает возможность избежать деформации даже у тонкостенных деталей.

Что такое электроэрозия?
Метод был изобретен в XX веке советскими учеными супругами Н.И. Лазаренко и Б.Р. Лазаренко.
Сущность электроэрозии заключается в вырывании частиц обрабатываемой детали при прохождении импульсных электрических разрядов.
В системе имеется два электрода: одним из которых (анодом) является сама деталь, а катодом — обрабатывающий инструмент. Электроэрозионная обработка производится в среде жидкого диэлектрика.
Импульсный ток, подаваемый генератором электрических импульсов, нагревает жидкость, которая испаряясь, образует газовые пузырьки с парами жидкости. В газе развивается мощный дуговой разряд, электроны и ионы бомбардируют электроды. Температура в области электроискровой обработки достигает тысяч градусов, поэтому в процессе электрической эрозии приповерхностные слои электродов плавятся и застывшие «шарики» микронных размеров выносятся из зоны резания потоками жидкости. Частота, длительность и амплитуда импульсов оказывают влияние на качество электроэрозионной резки металла.
Электроэрозия на заказ в СПб
Электроэрозия – процедура, в результате которой между электродом-инструментом и заготовкой возникают электрические разряды, меняющие вид и свойства последней. С ее помощью детали придают нужную форму, размеры, шероховатость. Технология достаточно сложна, поэтому, если вы не хотите платить дважды, доверьте обработку профессионалам – мастерам BTR Group.
Основные работы по электроэрозионной обработке отверстий
Данная услуга – один из неотъемлемых процессов металлообработки. Входящий в нее набор действий определяется требованиями, предъявляемыми клиентом. Для заказа доступны следующие виды электроэрозионной обработки:
- Упрочнение, в процессе которого поверхность детали становится значительно прочнее.
- Копирование-прошивание – разновидность сверления, при которой в изделии образуется отверстие и отпечатывается форма электрода-инструмента.
- Вырезание – формирование у детали поверхностей с определенным контуром в ходе электроэрозии.
- Отрезка, позволяющая делить изделие на части.
- Многоконтурная обработка и доводка, после которых деталь приобретает заданные в ТЗ характеристики.

Цена выполняемых работ
Стоимость электроэрозионной резки металла зависит от разных факторов. А поскольку исходные данные у всех заказов разные, рассчитывается она всегда индивидуально. На цену влияют:
- Сроки работ. Чем меньше времени клиент отводит на выполнение заказа, тем выше будет стоимость.
- Материал. Электроэрозия некоторых металлов представляет повышенную сложность, а потому и стоит дороже.
- Размер партии. Чем больше однотипных заготовок нужно произвести, тем дешевле обойдется отдельно взятая деталь.
- Сложность обработки. Работа с изделиями нестандартной формы влечет больше трудозатрат.
Помимо перечисленных факторов есть и другие, не менее важные. Чтобы узнать точные расценки предстоящих работ по электроэрозии, обратитесь к нашему консультанту.
Почему нам доверяют
Услуги по электроэрозионной обработке в СПб BTR Group оказывает с 2017 года. За это время мы значительно улучшили как техническое оснащение мастерских, так и кадровый состав.
Наши сотрудники – токари-универсалы шестого разряда. Металлообработка выполняется на собственных станках с числовым программным управлением, обеспечивающих высокую точность работ. Сегодня у нас немало постоянных клиентов и среди жителей Санкт-Петербурга, и среди местных организаций. Все потому, что у нас:
- Выгодные условия сотрудничества. Берем в работу как крупные оптовые партии, так и штучные заказы по электроэрозии. Постоянным клиентам предоставляем персональные скидки.
- Прозрачное ценообразование. Мы работаем без посредников и не используем скрытые наценки. Поэтому наши цены ниже средних расценок по Ленинградской области.
- Все официально. Работаем на основании письменного договора. Клиентам предоставляем все необходимые бухгалтерские документы.
- Нет срывов по срокам. Время выполнения электроэрозии оговаривается еще до начала работ. Заказ сдаем точно в срок.
- Гарантированный результат. Использование станков с ЧПУ позволило свести брак практически к нулю, поэтому за качество заказанных деталей можете не волноваться.
Если вам понадобились услуги электроэрозии на станке, обращайтесь. Мы всегда идем навстречу клиентам и гарантируем, что ваш заказ будет выполнен в лучшем виде.
СПРУТ-Технология SprutCAM (лицензии), Электроэрозия Операции сверления, 2D, 4D координатные электроэрозионные операции в Новосибирске
SprutCAM – CAD/CAM-система для создания управляющих программ ЧПУ. Решение обеспечивает программирование 2- и 3-осевых станков, станков с 4-й и 5-й осью, токарных станков,станков швейцарского типа, машин 2D, 5D и 6D резки и многое другого.
Функциональное наполнение и широкий набор инструментальных средств SprutCAM обеспечивает эффективное использование системы при изготовлении штампов, пресс-форм, литейных форм, прототипов изделий, мастер-моделей, деталей машин и конструкций, оригинальных и серийных изделий, корпусных деталей и запасных частей, изделий из дерева, шаблонов, а также при гравировке надписей и изображений.
SprutCAM содержит в себе мощный модуль симуляции обработки, который позволяет моделировать процесс обработки детали на любом станке, предварительно созданном на основе его кинематической схемы и твердотельной модели. Комплект поставки SprutCAM содержит набор станков, охватывающий практически все типы металлорежущего оборудования (более 50 кинематических схем). В процессе симуляции пользователь визуально контролирует весь процесс обработки детали с учетом перемещений всех исполнительных и вспомогательных органов станка. Кроме того, система автоматически помечает кадры программы, в которых обнаруживает столкновения или недопустимые режимы резания.
Преимущества SprutCAM:
- Программирование 2- и 3-осевых станков. Изготовление корпусных деталей, штампов и любых других деталей на 2- или 3-осевом станке.
- Программирование станков с 4-й осью. Ротационная обработка в SprutCAM. Обработка шнеков, лопаток, зубчатых колес, балясин.
- Программирование 5-осевых обрабатывающих центров. Индексная (3+2) и непрерывная обработка. Для турбинных колес, лопаток, фрезерование каналов.
- Программирование высокоскоростной обработки. HSM(ВСО) в SprutCAM для быстрого снятия большого объема материала.
- Программирование токарных станков. Обточка и расточка цилиндрических, поверхностей, нарезание резьбы, подрезка и обработка торцов, сверление, зенкерование и развертывание отверстий.
- Программирование станков швейцарского типа. Изготовление деталей на автоматах продольного точения и токарных автоматах.
- Многоканальная обработка с синхронизацией. Многоканальная обработка на токарных, токарно-фрезерных станках и станках швейцарского типа.
- Аддитивные и гибридные технологии в SprutCAM. Программирование наплавки на 5-осевых станках, гибридной технологии на токарно-фрезерных станках
- Программирование машин 2D резки. Программирование лазерной, гидроабразивной, плазменной, кислородной резки и резки ножом на станках с ЧПУ.
- Программирование 5D и 6D резки на станках с ЧПУ. Резка и обрезка, 6D резка фрезой, лазером, водой, плазмой, ножом.
- Программирование станков электроэрозионной резки. 2 – 4-х координатные стратегии для электроэрозионной обработки.
- Программирование обработки дерева на ЧПУ. Программирование ЧПУ станков для изготовления деталей из дерева.
- Программирование портальных станков. Решения для программирования 2-5-осевых станков портального типа, они же роутеры.
- Интеграция SprutCAM с CAD, CAPP и PLM системами. Импорт/экспорт данных, интеграция SprutCAM в ит-инфраструктуру предприятия.

 Программирование лазерной, гидроабразивной, плазменной, кислородной резки и резки ножом на станках с ЧПУ.
Программирование лазерной, гидроабразивной, плазменной, кислородной резки и резки ножом на станках с ЧПУ.Die Sinking EDM | Электроэрозионный станок (EDM), электроэрозионный электроэрозионный станок, также называемый электроэрозионным станком с полостью или объемным электроэрозионным станком, состоит из электрода и заготовки, погруженных в изолирующую жидкость, такую как, как правило, масло или, реже, другие диэлектрические жидкости. Электрод и заготовка подключены к подходящему источнику питания. Источник питания создает электрический потенциал между двумя частями. По мере приближения электрода к заготовке в жидкости происходит пробой диэлектрика, образуя плазменный канал и небольшой скачок искры. | Больше | Пресс-форма для шин EDM | Специализируется на роликовых, круглых, шинных пресс-формах. | Больше | Аэрокосмическая промышленность 7-осевой электроэрозионный станок | Обладают ведущими мировыми технологиями, оригинальными авиационными частями специального оружия EDM. | Больше | Сверление EDM | Доступный / Высокоскоростной / Точный | Больше | Оборудование для автоматической обратной промывки | EDM может повысить общую эффективность от 10% до 30%. | Больше |


Электроэрозионная обработка металла и другие услуги металлообработки
Электроэрозия Цанга трубодержателя
Материал
Cталь 40Х
Общее количество: 40
Изготовление цанги на электроэрозионном станке
Материал
сталь 40Х
Общее количество: 40
Прожиг на электроэрозии Цанга трубодержателя
Материал
сталь 40Х
Общее количество: 40
Изготовление шестерни на электроэрозии
Материал
Алюминий Д16Т
Общее количество: 100
Электроэрозия зубчатых деталей
Материал
Сталь 20
Общее количество: 1000
Компания «Омтехмет» предлагает заказчикам из Омска и других городов России свои услуги по электроэрозионной обработке металла. Что такое электроэрозионная обработка? Так называется технологический процесс, в ходе которого происходит отделение частиц поверхности металла под воздействием электричества. Для того, чтобы «запустить» процесс необходимы два электрода (один из них – это сама заготовка, а второй – проволока из металла). Их помещают в диэлектрический раствор, а затем пропускают через них мощный электрический разряд. Реакция сопровождается выделением плазмы и большого количества тепла. Благодаря небольшой продолжительности воздействия зарядом, заготовка не успевает нагреться до температуры, при которой происходят структурные изменения в материале. Таким образом, расходным материалом для проведения данного вида металлообработки является только металлическая проволока, стоимость которой невелика, что и обусловливает экономическую выгоду от использования метода. При помощи электроэрозионной обработки металлов можно изготовить изделия различной формы и конфигурации с соблюдением всех требований к прочности материалов.
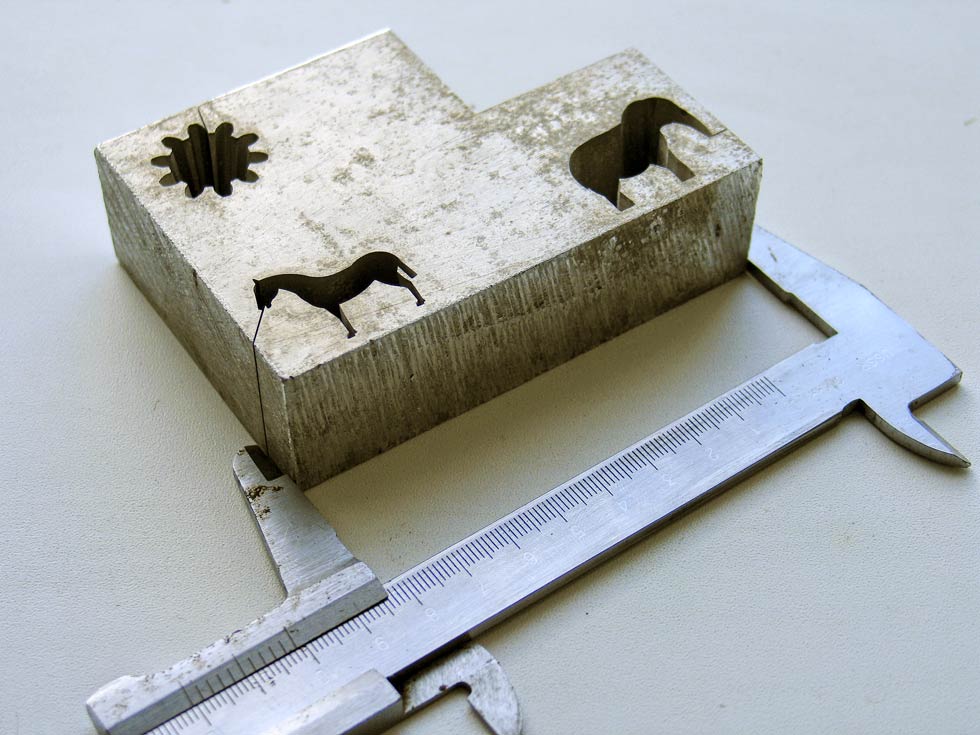
Что такое электроэрозионная обработка? Так называется технологический процесс, в ходе которого происходит отделение частиц поверхности металла под воздействием электричества. Для того, чтобы «запустить» процесс необходимы два электрода (один из них – это сама заготовка, а второй – проволока из металла). Их помещают в диэлектрический раствор, а затем пропускают через них мощный электрический разряд. Реакция сопровождается выделением плазмы и большого количества тепла. Благодаря небольшой продолжительности воздействия зарядом, заготовка не успевает нагреться до температуры, при которой происходят структурные изменения в материале. Таким образом, расходным материалом для проведения данного вида металлообработки является только металлическая проволока, стоимость которой невелика, что и обусловливает экономическую выгоду от использования метода. При помощи электроэрозионной обработки металлов можно изготовить изделия различной формы и конфигурации с соблюдением всех требований к прочности материалов.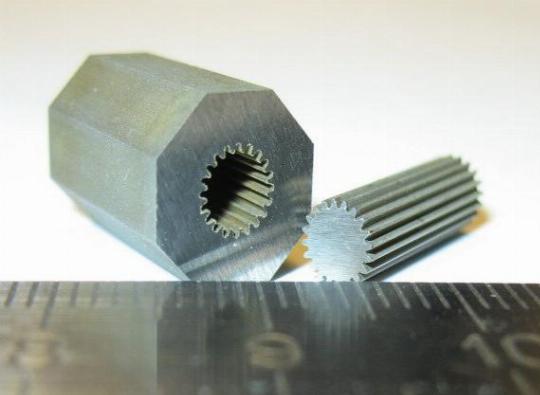 Чаще всего метод применяется для производства таких деталей, как шестерни, зубчатые колеса, небольшие детали имеющие отверстия и т.д.
Чаще всего метод применяется для производства таких деталей, как шестерни, зубчатые колеса, небольшие детали имеющие отверстия и т.д.
Как мы работаем?
Если вас интересуют услуги по электроэрозионной обработке металлов, вы всегда можете заказать их в нашей компании. Мы уже не первый год занимаемся металлообработкой и имеем в своем распоряжении все необходимое для того, чтобы радовать небольших и крупных заказчиков не только высоким качеством продукции, но и сжатыми сроками исполнения заказов любой сложности.
Наше предприятия оснащено самым современным автоматическим оборудованием для выполнения электроэрозионной обработки металла. Заказывая изделия у нас, вы всегда можете использовать собственный материал, либо наш металл, который мы приобретаем у проверенных поставщиков, предоставляющих все необходимые сертификационные документы.
Почему стоит обратиться к нам?
Все, что вам нужно сделать – это связаться с нами по электронной почте или телефону, предоставить нам техническую документацию и чертежи необходимых вам изделий, после чего мы просчитаем сроки и стоимость выполнения заказа. После согласования заказ отправляется в работу.
После согласования заказ отправляется в работу.
Мы работаем оперативно и качественно. Если вас интересуют услуги электроэрозионной обработки металла – звоните!
Электроэрозия – Справочник химика 21
О природе продуктов электроэрозии ниобия и титана. [c.242]
Электроэрозией называют разрушение металлического анода при искровом разряде. На электроэрозии основан метод электрической обработки металлов, предложенный и разработанный Сталинскими лауреатами Б. Р. и Н. И. Лазаренко [1991]. [c.688]
Вал 3 с пятью рабочими колесами И для сжатия газа и одним колесом 10 для циркуляции расположен на опорных подшипниках скольжения 1. Рабочие колеса изготовлены из легированной стали повышенной прочности. Лопатки рабочих колес или приваривают к дискам, или выполняют из целой заготовки фрезерованием или электроэрозией. Изготовление рабочих каналов колес фрезерованием или электроэрозией применяется при малой ширине колес. [c.303]
[c.303]
Прочие сведения имеются источники Со , 200 кюри дифрактометры рентгеновских лучей, 35 квт аппарат диффузии света приборы для измерения электроэрозии осциллограф большой разрешающей способности. [c.338]
Задача вырезания небольших фигурных отверстий в металлических пластинках, особенно в таких, которые не поддаются режущим инструментам (закаленная сталь, сверхтвердые сплавы) легко разрешается применением электроэрозии по способу Б. Р. Лазаренко. [c.289]
Электроэрозионный метод. Суть метода заключается в образовании плазменной дуги между электродами, погруженными в ванну с жидкостью. В этих условиях вещество электродов частично диспергируется и взаимодействует с жидкостью с образованием дисперсного порошка. Например, электроэрозия алюминиевых электродов в воде приводит к образованию порошка гидроксида алюминия [5]. [c.46]
ЭЛЕКТРОЭРОЗИИ МЕТАЛЛОВ В ЦЕЛЯХ БОРЬБЫ С КОРРОЗИЕЙ [c. 116]
116]
Методом электроэрозии можно наносить покрытия как чистыми металлами, так и сплавами. Это обстоятельство весьма выгодно отличает описанный метод нанесения металлических покрытий от всех прочих, практически применяемых методов. Получены металлические покрытия почти всеми металлами и сплавами, применяемыми в технике. [c.126]
При применении метода электроэрозии отпадает необходимость в какой-либо предварительной обработке поверхности перед нанесением покрытий. Этим качеством не обладает ни один из применяемых в технике методов. [c.126]
Применение метода электроэрозии при нанесении металлических покрытий с целью защиты от коррозии открывает широкие перспективы применения наиболее целесообразных для этой цели покрытий как чистыми металлами, так и сплавами. [c.126]
Подобные порошки получают химическим осаждением, возгонкой (в том числе с использованием плазмы) и конденсацией, межкристаллитной коррозией, электроэрозией, электролизом металлоорганических сред, высокоскоростным охлаждением (10 -10 град/с) расплава. [c.150]
[c.150]
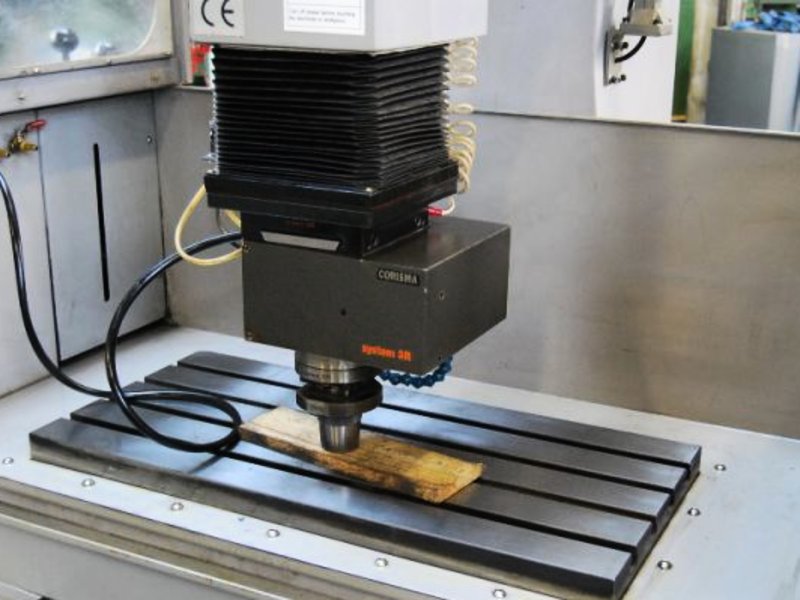
Технология и области применения электроэрозионной обработки. Электроэрозионную обработку применяют главным образом для изменения формы изделий из твердых сплавов или закаленной стали, которые с трудом обрабатываются на механических станках. Кроме того, существует ряд таких операций, которые вообще невозможно осуществить механическим способом, на-П1)имер прошивание мелких или криволинейных отверс-т й в сплошном металле, изготовление фасонных плоскостей, вырезание деталей сложного профиля. Эти операции можно проводить путем взаимного перемещения электрода-инструмента по определенному закону так же, как в механических станках, но без силового взаимодействия инструмента и заготовки, так как съем металла с последней осуществляется не за счет механических усилий, а за счет электроэрозии. Второй способ— [c.362]
Необходимо учитывать, что при фреттинге действует ряд дополнительных факторов, отсутствующих при протекании процесса усталости образцов с концентраторами напряжений. Это — механическое истирание поверхности, часто электроэрозия и основной, по-видимому, фактор — фреттинг-коррозия. При некоторых условиях работы деталей, в частности, в электролитах илн в атмосферных условиях, к фреттинг-коррозни добавляется щелевая коррозия, еще больше снижающая усталостную прочность детали, Прн фреттинг-усталости наиболее опасны небольшие амплитуды скольжения, которые характерны для большинства сопряженных деталей, [c.91]
Это — механическое истирание поверхности, часто электроэрозия и основной, по-видимому, фактор — фреттинг-коррозия. При некоторых условиях работы деталей, в частности, в электролитах илн в атмосферных условиях, к фреттинг-коррозни добавляется щелевая коррозия, еще больше снижающая усталостную прочность детали, Прн фреттинг-усталости наиболее опасны небольшие амплитуды скольжения, которые характерны для большинства сопряженных деталей, [c.91]
Рассматривая коррозию при трении, необходимо учитывать электроэрози-опный износ, вызываемый действием термогальванического элемента при наличии температурных градиентов. [c.12]
С помощью искровой электроэрозии в тонком танталовом листе пробивались отверстия от 15 м ш до 0,1 мм пробивание отверстий проводилось в керосине с помощью вольфрам эвых электродов. Методом напыления в ва1 ууме также изготавливались весьма малые отверстия (диаметром примерно 3 мкм) С этой целью тонкая игла, электролитически заостренная и отполированная, устана1 ливалась в вертикальном [c. 398]
398]
Формообразующие и другие элементы оснастки изготавливаются с применением различных видов обработки резания, шлифования, электроэрозии, литья, гальванопластики, напыления, холодного выдавливания и штампования, спекания (табл. 12.3). Поверхности форм и деталей оснастки могут подвергаться покрытию защитными слоями других материалов, термической и химико-термической обработке, полированию и пескоструиванию. [c.165]
В общем случае перечисленные параметры схем размерной ЭХО могут быть либо непрерывны, либо изменяться прерывисто во времени и пространстве. Так же, как и в широкоприменяемых методах обработки материалов (точение, шлифование, электроэрозия), геометрия обрабатываемой поверхности при размерной ЭХО определяется кинематической линией станка и геометрией инструмента [98]. Чаще всего при выполнении копировально-про-шивочных работ катод движется прямолинейно и равномерно, и лишь иногда используются схемы со сложной кинематикой движения катода [170]. Теоретически доказано и экспериментально подтверждено [210], что обеспечение движения катода к обрабатываемой поверхности приводит к повышению точности обработки по сравнению с обработкой неподвижным катодом в прочих идентичных условиях. Развитие метода размерной ЭХО в направлении применения малых МЭЗ (0,05 мм и менее) привело к созданию новой схемы обработки с катодом, движущимся в направлении от обрабатываемой поверхности во время приложения к электродам технологического напряжения. Характер движения катода можно рассматривать как кинематическую характеристику схемы размерной ЭХО. При постоянстве скорости катода как по величине, так и по направлению кинематическая характеристика будет непрерывна, а в случае изменения скорости катода как по величине, так и по направлению кинематическую характеристику схемы будем считать прерывистой. Изменение скорости катода лишь по величине не является достаточным условием прерывистости этой характеристики. [c.194]
Теоретически доказано и экспериментально подтверждено [210], что обеспечение движения катода к обрабатываемой поверхности приводит к повышению точности обработки по сравнению с обработкой неподвижным катодом в прочих идентичных условиях. Развитие метода размерной ЭХО в направлении применения малых МЭЗ (0,05 мм и менее) привело к созданию новой схемы обработки с катодом, движущимся в направлении от обрабатываемой поверхности во время приложения к электродам технологического напряжения. Характер движения катода можно рассматривать как кинематическую характеристику схемы размерной ЭХО. При постоянстве скорости катода как по величине, так и по направлению кинематическая характеристика будет непрерывна, а в случае изменения скорости катода как по величине, так и по направлению кинематическую характеристику схемы будем считать прерывистой. Изменение скорости катода лишь по величине не является достаточным условием прерывистости этой характеристики. [c.194]
Рис, 6.
 Аппарат вибрационного действия для нанесения покрытий мета.элами и сплавами методом электроэрозии. [c.123]
Аппарат вибрационного действия для нанесения покрытий мета.элами и сплавами методом электроэрозии. [c.123]В числе полученных покрытий имеются покрытия мо либ-дено.м, вольфрамом и танталом. Получены покрытия многими сплавами и композициями в частности, получены покрытия по стали термосилидом, победитом и другими твердыми сплавами. В этих последних случаях метод электроэрозии является единственно возможным методом покрытия. [c.126]
EDM / Электроэрозионная проволока – CONDAT
Смазочные материалы, предназначенные для волочения проволоки для электроэрозионных или электроэрозионных станков.
Описание
Проволока EDM или Electric Discharge Machine предназначена для высокоточной обработки по принципу электроэрозии . Принцип заключается в удалении материала с помощью электрической дуги, возникающей между проволокой и обрабатываемым материалом.
Принцип заключается в удалении материала с помощью электрической дуги, возникающей между проволокой и обрабатываемым материалом.
соответствует строгим механическим и электрическим характеристикам, что позволяет достичь очень высокого уровня точности при обеспечении максимально ровной поверхности.
Волочение проволоки для электроэрозионной обработки требует смазочных материалов, сочетающих характеристики волочения проволоки с нейтральностью остатков в отношении электрических свойств проволоки.
Характеристики
Смазочные материалы для волочения проволоки EDM используются разбавленными в очищенной воде (умягчение, осмос, обратный осмос и т. Д.)) в однопроводных станках .
Д.)) в однопроводных станках .
Обычно это растворимых масел , состоящих из синтетических веществ, которые позволяют:
- Увеличенный срок службы инструментов
- сохраняет электромеханические свойства проволоки
- со смазкой, которая остается стабильной на протяжении всего использования
Операция отжига влияет на количество и характер остатков, оставшихся на проволоке, что может повлиять на ее характеристики.Наше специальное решение для отжигателя направлено на оптимизацию этой производительности.
Ассортимент продукции
Proceso de electroerosión – Procesos de Manufactura
Definición: Proceso de arranque de
material por una serie de sucesivas descargas eléctricas muy cortas (2 a 2. 000
мкс), separadas entre sí un cierto tiempo, que saltan entre dos polos (pieza y
electrodo (herramienta)), por lo que ambos deben ser materiales Concordores.
Las descargas se crean mediante generadores de impulsos eléctricos
rectangulares.
000
мкс), separadas entre sí un cierto tiempo, que saltan entre dos polos (pieza y
electrodo (herramienta)), por lo que ambos deben ser materiales Concordores.
Las descargas se crean mediante generadores de impulsos eléctricos
rectangulares.
Propiedades basicales:
Gran aptitud para el mecanizado de aceros, aleaciones duras o refractarias, aceros templados (materiales estos poco aptos para ser mecanizados por Procedure) Conventionionales de arranque de viruta), ya que el processso no depende de las características mecánicas del material sino de sus características térmicas.
Tipos de Electroerosión:
Electroerosión por Penetración: Mecanizado de agujeros y formas ciegas, en las que el electrodo tiene la forma que se desea mecanizar. Debe existir un movimiento relativo vertical entre electrodo y pieza, moviéndose el electrodo y manteniéndose fija la pieza.
Electroerosión пор Хило:
Mecanizado de
agujeros pasantes y contornos de formas muy complejas. El electrodo es un hilo
континуо, con movimiento en los tres ejes del espacio, que va cortando la pieza.
El electrodo es un hilo
континуо, con movimiento en los tres ejes del espacio, que va cortando la pieza.
Principio физико
La erosión de los electrodos так производят mediante el salto de chispas entre ambos a детерминада тенсион eléctrica, una vez sumergidos en líquido dieléctrico. La chispa es una fuente de calor puntual (20.000 ºC) que provoca la fusión y ebullición del material de амбос электродос. Estos están separados una pequeña distancia llamada GAP (10 a 200 мкм). Por la rapidez del fenómeno no se agga el calor por el material, por lo que la fusión y испарение материала deja un cráter en la superficie де ла пьеза.El volumen del cráter es función del tiempo de duración del impulso eléctrico, la naturaleza del líquido dieléctrico, las propiedades físicas de la pareja de electrodo-pieza, la polaridad и т. д.
La diferencia detensión entre
electrodo y pieza crea un campo eléctrico entre los mismos (mayor que la
rigidez dieléctrica del líquido en el que están inmersos) que acelera los iones y los electronices
Generando un canal de descarga que se vuelve проводник. Канал Дентро-де-Эсте
дирижер puntual salta la chispa, provocando colisiones entre iones y
электроны образуют и образуют плазменный канал.Las colisiones crean altas
temperaturas en ambos polos y alrededor del canal de Plasma se forma una bola
де газ пор ла вапоризация дель líquido dieléctrico en la zona. Дебидоал калор,
se genera una presión muy alta dentro de la bola de gas, por lo que aumenta de
объем. Mientras, las elevadas temperaturas funden yaporizan parte del
material de ambas superficies.
Канал Дентро-де-Эсте
дирижер puntual salta la chispa, provocando colisiones entre iones y
электроны образуют и образуют плазменный канал.Las colisiones crean altas
temperaturas en ambos polos y alrededor del canal de Plasma se forma una bola
де газ пор ла вапоризация дель líquido dieléctrico en la zona. Дебидоал калор,
se genera una presión muy alta dentro de la bola de gas, por lo que aumenta de
объем. Mientras, las elevadas temperaturas funden yaporizan parte del
material de ambas superficies.
En esta situación (материал Fundido, Bola de Gas Grande) se corta la corriente eléctrica. Эль-канал derrumba, la chispa desaparece, el líquido dieléctrico rompe la bola de gas haciéndola implosionar.Las Fuerzas de la implosión arrancan el material fundido de las superficies formándose así los cráteres. El материал arrancado se solidifica (viruta de electroerosión) y el líquido dieléctrico lorastrastra fuera del GAP.
Partes de una máquina de
Electroerosión.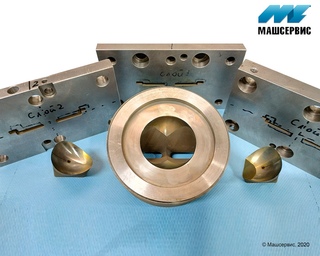
Consta de los elementos siguientes:
Bancada o armazón:
Constituye el esqueleto de la máquina, debe servir de base de sujeción del cabezal y la mesa de trabajo con la cuba del dieléctrico, fastenando la maniobrabilidad entre las partes, suele acceptar la forma de cuello de cisne.El generador va introducido en un armario aparte sobre la bancada.
Кабезал:
Elemento esencial para el mecanizado automático. Dispone de mecanismos para su rápida ubicación a diferentes alturas, elementos de medición de la profundidad de trabajo y la velocidad de Pentenracion, y un servomecanismo que actúa sobre el поршневые электроды, con una Precisión de micras en toda su carrera.
Меса по телефону:
Es una mesa de coordenadas con
Precisión de centésimas y diferentes carreras (350 мм).Sobre la mesa se ubica
la Cuba de líquido dieléctrico donde se efectúa el mecanizado, que debe tener
una altura suficiente para que el nivel del mismo esté 100 mm por encima de la
superficie de trabajo. En la cuba existe un dispositivo automático para parar
эль процесо си эль líquido desciende де una altura dada.
En la cuba existe un dispositivo automático para parar
эль процесо си эль líquido desciende де una altura dada.
Unidad de filtrado:
Su tamaño varía en función de la Potencia del Generador. El tanque tiene de 2 a 3 veces el volumen de la Куба. Dispone de una bomba que eleva el líquido en la cuba hasta la zona de trabajo y un equipo de filtrado que permite limpiar el dieléctrico de las partículas processdentes de la erosión.
Эл Servomecanismo:
El servomecanismo asegura un GAP constante. Debe tener gran rapidez de respuesta y Precisión para acercar el electrodo conforme se desgastan pieza y electrodo y para separarlos en caso de que contacten provocando cortocircuitos. El movimiento automático se realiza gracias a la relación directa que existe entre la distancia de separación y la тензион медиа энтре электродос, usando la desviación de esta tensión como señal ошибка для контроля.
Эл Генератор
Proporciona la tenión
necesaria para el cebado de la descarga eléctrica y su mantenimiento, esta
tensión depende de la pareja de materiales electrodo-pieza y no de la corriente
де descarga. También limita la corriente entre descargas, e impone la duración
де ла Descarga y la frecuencia de sucesión de las mismas.
También limita la corriente entre descargas, e impone la duración
де ла Descarga y la frecuencia de sucesión de las mismas.
Aplicaciones y generalidades:
La electroerosión se utiliza para producir piezas muy pequeñas y Precisas, así como grandes piezas сказки с матрицами эстампадо для автомобилей и компонентов для эль fuselaje de aviones.Todos los materiales que se someten a mecanizado por electroerosión deben ser eléctricamente проводников или полупроводников, грех zonas de corte noconductoras. Estos materialescluyen aceros endurecidos y con tratamiento térmico, carburo, diamante poli-cristalino, titanio, aceros ламинадос ан кальенте и ан фри, кобре, бронсе и алеасионес де альтас температуры.
Сын мучас las ventajas que reúne el mecanizado por electroerosión, entre las que podemos citar:
- Es un procso sin contacto que no genera
vibración ni fuerzas de corte, lo que permite la producción de piezas muy pequeñas,
frágiles y de formas complejas.
- Se pueden obtener plerancias más estrictas, detalles intrincados y acabados de calidad superior en una ampia gama de materiales que son Difíciles o Imposibles de Fabricar Con лос процес традисионалес.
- Se произвел бордес грех ребабас.
- Se pueden trabajar metales muy duros Porque el processsoaporiza el metal en lugar de cortarlo.
- Pueden mecanizarse materiales explosivos o легковоспламеняющиеся, porque el processso tiene lugar dentro de un fluuo.
- Las máquinas electro-erosionadoras dotadas de una función de conocimiento de processso Разрешение на производство пьез Complejas con una mínima intervención del operador.

Como todo procso de fabricación, la electroerosión también presenta algunas desventajas o limitaciones, por ejemplo:
- No puede aplicarse en materiales no кондукторы.
- Posee bajas tasas de remoción del metal ru
Comparación con métodos tradicionales del mecanizado por arranque de
вирута.
- Требуется обработка деталей для producir formas específicas de electrodos de grafito. Адемас, эль-графито es un material frágil, por lo que la манипуляция де лос электродос дебе ser muy cuidadosa.
- Después del procso suele quedar una capa Поверхностный металл Fundido, frágil y de extrema dureza, que debe excluarse en las piezas que Requieran resistencia a la fatiga.
- EI acabado superficial rugoso no es perfecto, ya que es más rugoso sobre las caras planas que sobre Ias paredes verticales.

Видео на YouTube
Исследование влияния режимов электроэрозионной обработки на микроструктуру и точность размеров мелких деталей
Яковлев М.Г., Горелов В.А., Фадин Д.М., Меркулова Н.С. «Внедрение новых методов обработки ответственных деталей ГТД с оценкой состояния поверхностного слоя детали», Вестн. МГТУ «Станкин », 2 (1), 28 – 31 (2012).
МГТУ «Станкин », 2 (1), 28 – 31 (2012).
Google Scholar
Башевская О.С., Никитин А.А., Балуев С.В. Метрологическое исследование микропрофиля и параметров шероховатости прецизионных деталей после электроэрозионной обработки // Вестн. МГТУ «Станкин », №1 (32), 58 – 64 (2015).
Google Scholar
Дмитриев А.М., Коробова Н.В., Толмачев Н.С. Экспериментальная проверка результатов компьютерного моделирования напряжений на элементе деформирующего инструмента // Вестн.МГТУ «Станкин », №2 (29), 44 – 49 (2014).
Google Scholar
Косарев В.А., Хмырова Н.Д. Инструмент для формообразования пластической деформацией // Вестн. МГТУ «Станкин », №3 (30), 16–19 (2014).
Google Scholar
Пузырь Р.Г., Сосенушкин Е. Н., Яновская Е.А. Определение поля напряжений при радиально-вращательном формовании цилиндрической заготовки с учетом радиусов кривизны деформирующего инструмента // Вестн.МГТУ «Станкин », №4 (27), 42 – 47 (2013).
Н., Яновская Е.А. Определение поля напряжений при радиально-вращательном формовании цилиндрической заготовки с учетом радиусов кривизны деформирующего инструмента // Вестн.МГТУ «Станкин », №4 (27), 42 – 47 (2013).
Google Scholar
Окунькова А.А. Проектирование и изготовление формовочных деталей пресс-форм с помощью интегрированных Cad / Cam систем (на примере Pro / Engineer), Вестн. МГТУ «Станкин », №3, 56 – 60 (2010).
Google Scholar
Абляз Т. Р. Исследование свойств электродов в зависимости от режимов электроэрозионной обработки проволокой // Вестн.ПГТУ, Машиностр., Материаловед. , 13 (1), 87 – 93 (2011).
Google Scholar
А.В. Журин, Методы расчета технологических параметров и инструментальных электродов при электроэрозионной обработке, Автореф. Дис. , Тула, ТГУ, 2005, 132 с.
С.Ю. Сьянов, Технологическое обеспечение качества поверхностного слоя при электроэрозионной обработке, Автореф. Канд. Дисс. , БГТУ, Брянск, 2002, 166 с.
А.М. Дмитриев, Ф.В. Гречников, Н.В. Коробова, А.Ю. Аксененко, «Создание целесообразной доминирующей ориентации зерен в слоях порошковых материалов, сформированных со сдвигом», Вестн. МГТУ «Станкин », №1 (32), 13–20 (2015).
A.M. Дмитриев, С. Н. Григорьев, Н. В. Коробова, В. П. Ступников, «Исследование качества преформ из порошков на ионной основе, полученных формованием в сочетании со спеканием импульсами электрического тока», Металл.Sci. Термическая обработка. , 54 (1-2), 17-21 (2012).
Артикул Google Scholar
С.Н. Григорьев, А.М. Дмитриев А.В., Коробова Н.В. Повышение однородности распределения твердости внутри порошковых заготовок, формованных со сдвигом слоев // Металлофизика. Новейш. Технол. , 35 (11), 1527 – 1538 (2013).
Новейш. Технол. , 35 (11), 1527 – 1538 (2013).
Google Scholar
С.Н. Григорьев, А.М. Дмитриев, Н.В. Коробова, Н.С. Толмачев, «Штамповка горшков закрытым протяжением», Russian Eng. Res. , 33 (8), 463 – 467 (2013).
Артикул Google Scholar
А. М. Дмитриев, Н. В. Коробова, «Расширение области применения холодной штамповки за счет создания активных контактных сил трения», J. Frict. Износ , 34 (3), 232 – 237 (2013).
Артикул Google Scholar
А.Ю. Аксененко, В. Н. Климов, Н. В. Коробова и др. «Влияние электромагнитного перемешивания при кристаллизации на структуру тиксопреформ из литейных алюминиевых сплавов», Металлы. Sci. Термическая обработка. , 55 (11 – 12), 665 – 669 (2014).
патентов, выданных Ona Electro-Erosion, S.
 A.
A.Номер патента: 6168710
Реферат: Усовершенствованная установка для очистки / восстановления жидкостей с взвешенными частицами, состоящая из первого резервуара, до которого доходит загрязненная жидкость частицами в суспензии от очистки фильтрующего оборудования.Этот резервуар включает в себя мобильный разделительный элемент гильотинного типа, который разделяет его на два независимых отсека. Загрязненная жидкость достигает одного из них, а частицы в суспензии оседают в другом отсеке, образуя ил, который эвакуируется во второй резервуар, который включает резервуар-гриль, снабженный возобновляемым фильтрующим мешком, в котором задерживаются частицы в суспензии этого ила. , собирая грязную жидкость. Эта грязная жидкость откачивается в третий резервуар для хранения, откуда она возвращается в фильтрующее оборудование.
Тип: Грант
Подано: 17 мая 1999 г.
Дата патента: 2 января 2001 г.
Цессионарий: Она Электроэрозия, С.А.
Изобретатель: Фернандо Мартинес Муджика
Electroerosión por penetración, la importancia del grafito
La electroerosión por пенетрация – это процедура для разработки формованных и пьез в различных отраслях промышленности, что позволяет увеличить производительность и уменьшить количество операций для общего продукта. Es una técnica muy Precisa, con buenos a excelentes acabados superficiales y con repetitividad decesses.
Es una técnica muy Precisa, con buenos a excelentes acabados superficiales y con repetitividad decesses.
En contraste a el maquinado tradicional, permite терпимости más cerradas y un processso muy controlado, disminuyendo la rotura o deformación de las piezas.
Por ello, hoy vamos a explicar qué es la electroerosión, cómo funciona, sus características y las ventajas de su uso en Diferentes Industrias.
¿Qué es la electroerosión por penetración?Es un processso de fabricación mecanizado por descarga, que utiliza un electrodo de grafito para erosionar cualquier contorno o volumen programado en differentes piezas metálicas.
Gracias características de la electroerosión por penetración, se pueden generan geometrías únicas en la pieza. Para este processso, la máquina de electroerosión por пенетрация реализа эль maquinado de :
- Geometrías complejas
- Tolerancias cerradas
- Microestructuras
- Piezas con acabado superficial extremadamente fino
Por ello, es una opción muy utilizada para el troquelado de cavidades con salida de laico.![]()
La función de la máquina de electroerosión por пенетрация debe gracias a un processso mecanizado de descarga eléctrica a través del electrodo de grafito, por el cual se descargan miles de chispas sobre una pieza metálica.
Como conscuencia, en lugar de cortar el material, la electroerosión lo funde, generando una línea de corte sumamente Precisa y con poca formación de остаток.
Электроэрозионная машина для проникновенияEs importante mencionar que la máquina de electroerosión por penetración está concada por distintas partes, estas son:
- Armazón : básicamente es el esqueleto de la máquina, tiene diferentes formas de acuerdo con el propósito y la industrial.
- Cabezal : lleva el sistema de movimiento de los ejes Z, U y V, así como de los dispositivos para dirigir el electrodo.
- Mesa de trabajo : aquí se fija la pieza a erosionar y sirve como recipiente de fluido dieléctrico.
- Unidad de filtrado : en el tanque del dieléctrico hay una bomba que eleva el líquido hasta la zona de trabajo. Эль-фильтро-Лимпия-лас-партикулас процедур-де-ла-эрозион.
- Generador : es el encargado de realizar las descargas para la erosión.

Процедура электроэрозии es relativamente sencillo, она установлена на пьезе эрозии и позиции el electrodo maquinado a la forma deseado. La pieza a erosionar se sumerge en un líquido dieléctrico y se sumerge el electrodo al cual se le hace pasar corriente eléctrica.
Пропорциональная скорость проникновения воды в электрическом кантидаде в соответствии с принципами проникновения электродов на поверхности металла.
Como antes mencionado, los electrodos utilizados son de grafito de grados para electroerosión o EDM.
Графитовые электроды Los
Son el estándar en la industry pues el material ofrece las siguientes características:
- Es resistente al shock térmico
- Tiene un bajo coeficiente de expansión térmica (3 veces menor que el cobre), lo que garantiza la statilidad de la geometría durante la electroerosión
- No se funde, pasa directamelido del est уменьшить загрязнение окружающей среды.
- Es capaz de Transmission Mayores Corrientes, Como Concecuencia, se reducen los tiempos de mecanizado.
- El desgaste es menor a mayores corrientes.

Los electrodos de grafito pueden ser maquinados en fresadoras con extrema Precisión. De acuerdo al producto a producir se maquinan electrodos positivos o negativos de la pieza, de acuerdo a la geometría a generar.
Además, es común utilizar differentes electrodos para una electroerosión en dos o más pasos.De esta manera se lleva a cabo una primera remoción de material de manera más agresiva y un segundo paso con un electrodo más fino y una velocidad menor para alcanzar el acabado final de la pieza.
Электроэрозионные электроды для проникновенияLos equipos de electroerosión por пенетрация сыпучих возможностей изготовления пьез для всех типов промышленности. Entre ellas se encuentran aplicación en la medicina, automotriz, aeronáutica e incluso en la Industria de empaque.Algunos ejemplos en Concreto Incluyen:
- Boquillas para inyección (Automotriz)
- Fabricación de moldes y matrices para la inyeccion de plastico
- Fabricación de microestructuras para aplicaciones medicas
- Moldes para termoformado
- Moldes para porternoormadoi
Español Permite Realizar Geometrías Complejas que no serían posibles con otros tipos de maquinado.
En ESGRAF обеспечивает работу с градациями для электроэрозионной обработки и электроэрозионной обработкой с помощью электроэрозионной обработки.Contamos con un ampio Inventario para entrega inmediata para la operación ininterrumpida de suscesses. No dude en contactarnos para ofrecerle la mejor alternativa en grafito.
Trabajamos con proofedores que utilizan las más avanzadas técnicas y equipamientos para producir piezas por electroerosión.
ПРОЦЕССО
Electroerosión, también conocida como Mecanizado por Descarga Eléctrica o EDM, является процедурой mecanizado en el cual se elimina material de la pieza de trabajo mediante descargas eléctricas.El electrodo es una parte muy importante en este processso. Материал состоит из электродов, проводимых с использованием проводов. Normalmente se recubre con grafito para mejorar su resistencia al desgaste. Эль электродо тендра эль таманьо, ла форма и лас характерные, что можно увидеть в финале пьезы.
Durante el procso, se genera un arco eléctrico entre la pieza que se trabaja y el electrodo. Este arco tiene el objetivo de arrancar las partículas del material sobrante для разработки пьезы.
Para llevar a cabo este processso normalmente electrodo y pieza de trabajo son sumergidas en un líquido dieléctrico (без проводника), el cual circa entre ambos фасилитируется по устранению материала sobrante así como para enableir un mayor control en la temperatura de trabajo.
La electroerosión se puede llevar a cabo mediante dos tipos decesses Diferentes. La elección de uno u otro processso dependerá de las necesidades puntuales, las características del pedido и т. Д. Uno de esoscesses es la erosión con electrodo de forma.Эль отро работает эс ла электроэрозия кон хило.
- Electroerosión con electrodo de forma: El electrodo y la pieza están conectados a la fuente de alimentación. Entre el electrodo y la pieza de trabajo se genera una chispa que erosiona el material de forma controlada.
- Electroerosión con hilo: En este processso se utiliza un fino hilo como electrodo. Este hilo, normalmente de latón, puede cortar formas muy complexadas y de forma muy Precisa.
Ventajas del EDM:
- Buen acabado поверхностный.
- Se pueden conguir piezas complejas.
- Mediante EDM se puede trabajar con piezas muy pequeñas que por otros medios sería imposible.
- Puede mecanizar materiales muy duros con толерантность муй pequeñas.
Inconvenientes del EDM:
- Нижняя таблица удаления материала.
- Desgaste de la herramienta rápido.
- Gran consumo de energía y tiempo.
- Solo funciona con materiales Concordores.
PRODUCCIÓN
En Gestión de Compras trabajamos con proofedores que utilizan las más avanzadas técnicas y equipamientos para producir piezas por electroerosión. Somos capaces de producir piezas con la máxima calidad a los Precios más Competitivos.
En las imágenes, se muestran algunas de nuestras líneas de producción y máquinas de electroerosión.
МАТЕРИАЛЫ И ПРОДУКТЫ
Mediante electroerosión es posible cortar contornos complejos o cavidades en cualquier material que wiresca la electricidad.Pero los materiales más utilizados son:
- Асеро
- Titanio
- Хастеллой
- Ковар
- Инконель
Los productos más comunes fabricados por este método son:
- Moldes para inyección de plástico.
- Matrices de corte.
- Matriz de estampado y forja.
- Herramientas
- Матрицы для синтеризации.
- Особые виды продукции:
- Aplicaciones de producción
- Aviación
- Ядерная
ТОЛЕРАНКИ
Mediante esta operación es posible obtener tolerancias de tan solo unos pocos micrómetros, siempre y cuando se trabaje con el righto grosor de hilo, velocidad de mecanizado correa, и т. Д.
La electroerosión por hilo permite cortar grandes grosores con una precision y paralelismo mejores que el corte laser o por agua
НОРМАТИВНЫЕ СЕРТИФИКАЦИИ
Nuestras empresas cumplen con normativas y pokeen Certificados de referencia mundial para fabricar con calidad y de forma segura, como:
- ISO 9001
- ISO 14001
- ТС 16949
- ISO 11090-1
- ISO 14137
- OHSAS 18001
- ISO 28881
Mecanizado por electroerosión ▷ Umesal Mecanizados
El mecanizado es una herramienta enormemente útil con una gran cantidad de aplicaciones en la industry.Mediante Diferentescesses como corte, prensado, o electricidad, se busca el material excedente de una pieza hasta que tenga una definedada forma. Сектор механического развития имеет постоянный маневр и получение результатов трансцендентал. Muestra de ello puede reflection a través del mecanizado por electroerosión. Esta es otra forma de consguir una pieza de una forma deseada.
¿Qué es el mecanizado por electroerosión?Es un processso de mecanizado por arranque de viruta empleado en materialesconductores de la electricidad y que se ejecuta mediante el uso de electrodos que actúan bajo una tensión eléctrica generando un arco eléctrico, mientras el electrodo (por lo general grafito de que se cortar) y la pieza a trabajar se encuentran sumergidos en un baño dieléctrico.El fluido dieléctrico utilizado puede ser desde agua desionizada hasta ciertos aceites minerales. El Principio de Este Mecanismo Radica en alcanzar una Elevada temperatura bajo un Proceso similar al de la soldadura.
Originado a mediados del siglo XVIII, en el mecanizado por electroerosión seroduction la colisión iónica. Esta se encarga de generar una nube de gas alrededor de una masa de Plasma. La función del aceite dieléctrico se basa también en romper el gas, lo que origina una implosión.Esto, a su vez, производит una fusión de partículas de material. Tras ello, este remanente solidifica dentro del líquido lo que lo convierte en la viruta del procso.
¿Cuándo se usa el mecanizado por electroerosión?A través del mecanizado por electroerosión pueden obtenerse productos que resultan complejos con máquinas o процес конвенц. Se pueden trabajar una ampia variedad de materiales, cuyo Requisito debe ser que sean кондукторы. Se caracteriza porque el electrodo no tiene contacto con la pieza.Por ello, se utiliza la electroerosión para piezas especiales que podrían romperse mediante otro tipo de herramientas de corte.
La Definición que puede alcanzarse en piezas complejas, la formación de un campo eléctrico en la interfase del electrodo, la pieza rodeada del baño dieléctrico y el equipo destinado para la electroerosión mantienen una funcional au corosidad estable. El reloj compareor con su medición de profundidad mantiene la uniformidad en todo momento.Tratándose de la electroerosión, la calidad de la rugosidad no mantiene una uniformidad constante como en el mecanizado Традиционная, китайская очередь, которую можно использовать в различных направлениях.
¿Cuáles son las aplicaciones del mecanizado por descarga eléctrica?Este tipo de mecanizado conlleva retos y objetivos al ser considerado un procso no традиционным. Por ejemplo, en la electroerosión por penetración. La cual, está destinada en su mayoría a fabricar piezas de alta complejidad para la industry aeronáutica y aeroespacial.Una de las dificultades está presente en el desgaste del electrodo y la influencia de este factor con el gap (la distancia existente entre la pieza y el electrodo durante la intercción iónica).
Por ello, se trabaja para mejorar el disño del electrodo en función del gap y el recorrido para optimizar su funcionamiento, dando una respuesta oportuna sin opción al despilfarro.